DAFTAR PUSTAKA
Hulley dkk. 2007. Designing Clinical Research. Philadelphia:Lippincott Williams & Wilkins.
Kahraman, C, Kaya, & M. Yavuz. 2010. Production Engineering and Management Under Fuzziness. Poland: Springer
Kusumadewi, Sri & Purnomo, Hari. 2004. Aplikasi Logika Fuzzy untuk Pendukung Keputusan. Yogyakarta: Graha Ilmu
Montgomery, Douglas, C. 2009.Introduction to Statistical Quality Control. USA: John Wiley & Sons.
Schilling Edward G. 2008. Acceptance Sampling in Quality Control. New York: CRC Press.
Sinulingga, Sukaria. 2012. Metode Penelitian. Medan: USU Press
Sutalaksana. 2005. Teknik Perancangan Sistem Kerja. Bandung:Penerbit ITB.
Tambunan, R.M. 2013. Standard Operating Procedures. Jakarta:Maiestas Publishing
Venkatesh, A, & Subramani, G. 2014. Acceptance Sampling for the Secretion of Gastrin Using Crisp and Fuzzy Weibull Distribution. Jayaram College of engineering and Technology.
BAB III
LANDASAN TEORI
3.1. Sampling Penerimaan1
1. Tujuan dari sampling penerimaan adalah untuk menentukan penerimaan lot, bukan untuk mengestimasi kualitas lot.
Sampling penerimaan berkenaan dengan inspeksi dan pengambilan keputusan pada penerimaan atau penolakan lot yang datang. Tipikal aplikasi dari
sampling penerimaan adalah: sebuah perusahaan menerima pengiriman produk dari supplier. Produk ini biasanya komponen atau bahan baku yang digunakan untuk kebutuhan proses manufaktur perusahaan. Sampel diambil dari lot, dan beberapa karakteristik kualitas dari unit sampel diinspeksi. Berdasarkan informasi dari sampel terseubt, sebuah keputusan diambil berkenaan dengan disposisi lot. Biasanya, keputusan ini adalah penerimaan atau penolakan lot. Penerimaan lot adalah dengan memasukkan bahan baku ke dalam produksi; penolakan lot dapat dilakukan dengan pengembalian ke supplier atau beberapa keputusan lain yang telah ditentukan.
Tiga aspek penting dari penerimaan sampel adalah
2. Sampling penerimaan hanya menerima dan menolak lot. Walaupun kualitas seluruh lot adalah sama, sampel akan menerima bebeapa lot dan menolak lot lainnya.
1
3. Kegunaan paling efektif dari sampling penerimaan bukan untuk menginspeksi kualitas dalam produk tetapi sebagai alat audit untuk memastikan output dari proses sudah sesuai dengan kebutuhan.
Pada umumnya, terdapat tiga pendekatan dalam menentukan penerimaan atau penolakan lot, yaitu menerima tanpa melakukan inspeksi, 100% inspeksi, dan
sampling penerimaan. Penerimaan tanpa melakukan inspeksi dapat dilakukan apabila proses yang dilakukan supplier sangat baik sehingga hampir tidak terdapat kecacatan. 100% inspeksi dilakukan apabila komponen yang dikirimkan adalah komponen kritis yang kecacatan pada komponen dapat menyebabkan kerugian yang sangat besar. Keuntungan dan kerugian dalam melakukan sampling
penerimaan dapat dilihat pada tabel 3.1.
Tabel 3.1. Keuntungan dan Kerugian dari Sampling Penerimaan
Keuntungan Kerugian
1. Lebih murah karena inspeksi lebih sedikit
2. Lebih sedikit penanganan produk, sehingga mengurangi damage
3. Dapat digunakan ketika pengujian bersifat destruktif
4. Personel yang diperlukan lebih sedikit pada aktivitas inspeksi
1. Terdapat risiko menerima lot yang buruk dan menolak lot yang baik 2. Sampling penerimaan memerlukan
Tabel 3.1. Keuntungan dan Kerugian dari Sampling Penerimaan (Lanjutan)
Keuntungan Kerugian
5. Sering mengurangi jumlah kesalahan inspeksi
6. Penolakan dari seluruh lot dapat memotivasi supplier untuk meningkatkan kualitas
Sumber: Douglas C. Montgomery (2009)
3.2. Terminologi Sampling Penerimaan
3.2.1. Terminologi Levels dan Risks2
Dalam sampling penerimaan, biasanya ditentukan perencanaan antara keinginan produsen dan konsumen. Perencanaan ini memberikan keuntungan kepada keduanya karena keinginan produsen dan konsumen tidak mutually exclusive dan kenyataan bahwa kemungkinan yang terjadi seperti pada Tabel 3.2.
Tabel 3.2. Produsen dan Konsumen
Produsen Konsumen
Lot Baik Ditolak
Produk yang baik hilang (risiko
produsen) Berpotensi terjadi kenaikan biaya
Lot Buruk Diterima
Berpotensi menyebabkan konsumen tidak puas
Membayar produk yang buruk (risiko konsumen)
Sumber: Edward G. Schilling (2008)
2
Karena produsen dan konsumen masing-masing memiliki risiko dalam hal penerimaan lot buruk dan penolakan lot baik, maka setiap keinginan produsen dan konsumen memiliki tingkatan yang harus ditentukan. Beberapa terminologi yang berhubungan dengan hal ini adalah
1. Producer’s quality level (PQL). Sebuah level kualitas yang sebaiknya harus diterima oleh rencana sampling.
2. Producer’s risk (PR). Risiko ketika material PQL ditolak oleh sampling
penerimaan. Producer’s risk biasanya diset dengan nilai 5%.
3. Consumer’s quality level (CQL). Sebuah level kualitas yang sebaiknya harus ditolak oleh rencana sampling.
4. Consumer’s risk (CR). Risiko ketika material CQL diterima oleh sampling
penerimaan. Consumer’s risk biasanya diset dengan nilai 10%.
3.2.2. Terminologi Pengukuran Sampling Plans3
Sebuah rencana sampling dapat dihitung berdasarkan proporsi kecacatan p. Terdapat 5 dasar pengukuran yang terdefinisi pada ISO 3534-2 Standard yaitu: 1. Probability of acceptance (Pa). Probabilitas ketika menggunakan sebuah
rencana sampling penerimaan, sebuah lot diterima sesuai dengan tingkat kualitas
2. ASN (Average Sample Number). Rata-rata ukuran sampel yang diinspeksi per lot dalam penentuan keputusan untuk menerima atau menolak ketika menggunakan sebuah rencana sampling penerimaan.
3
3. AOQ (Average Outgoing Quality). Rata-rata tingkat kualitas produk yang diharapkan didasarkan dari nilai kualitas produk yang diperiksa.
4. AOQL (Average Outgoing Quality Limit). Keseluruhan nilai maksimum AOQ dari kualitas produk yang dihasilkan maksimum AOQ berdasarkan dari rencana sampling penerimmaan dan pembetulan dari semua lot yang ditolak kecuali lot yang telah ditentukan.
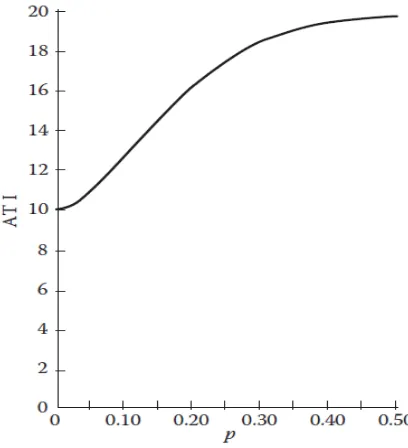
5. ATI (Average Total Inspection). Rata-rata jumlah item yang diperiksa per lot termasuk keseluruhan pemeriksaan dari item pada lot yang ditolak.
3.2.3. Terminologi Perhitungan Grafik4
Prinsip pengukuran rencana samplingbiasanya dipresentasikan dalam bentuk grafik yang menunjukkan bagaiman rencana yang akan menunjukkan beberapa kemungkinan dari nilai proporsi kecacatan. Beberapa grafik adalah sebagai berikut.
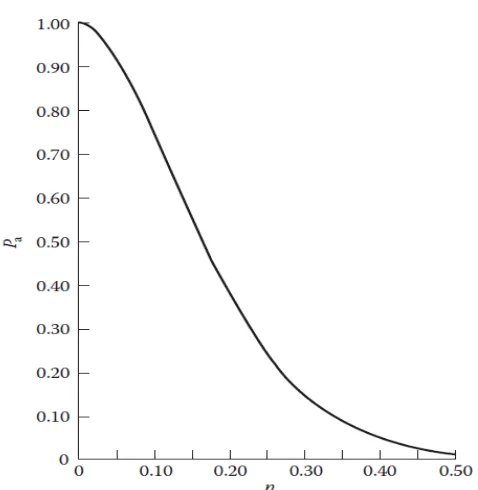
1. OC Curve. Penunjukan probabilitas dari penerimaan diplot dengan nilai proporsi kecacatan. OC curve digunakan dalam menilai perlindungan yang diberikan dari rencana.Contoh OC curve dapat dilihat pada Gambar 3.1.
Sumber: Edward G. Schilling (2008)
Gambar 3.1. OC Curve
2. ASN Curve. Penunjukkan ASN diplot dengan nilai proporsi kecacatan. Digunakan dengan rencana yang menggunakan sampling dengan beberapa
Sumber: Edward G. Schilling (2008)
Gambar 3.2. ASN Curve
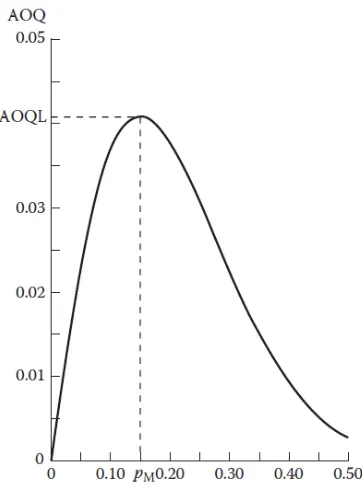
3. AOQ Curve
Penunjukkan AOQ diplot dengan nilai proporsi kecacatan. Titik maksimums pada grafik AOQ adalah AOQL. Proporsi kecacatan dilabel dengan pm.
Sumber: Edward G. Schilling (2008)
Gambar 3.3. AOQ Curve
4. ATI Curve
Sumber: Edward G. Schilling (2008)
Gambar 3.4. ATI Curve
3.3. Teknik Sampling5
Populasi ialah keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan investigasi oleh peneliti. Elemen adalah setiap anggota dari populasi. Dengan kata lain, seluruh elemen yang membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari populasi tersebut adalah elemen dari populasi. Sampel adalah sebuah subset dari populasi. Sebuah subset terdiri dari sejumlah elemen dari populasi yang ditarik sebagai sampel melalui mekanisme tertentu dengan tujuan tertentu. Elemen yang ditarik dari populasi disebut sebagai sebuah sampel apabila karakteristik yang dimiliki oleh gabungan seluruh elemen-elemen yang ditarik tersebut merepresentasikan karakteristik dari populasi.
Sampling ialah proses penarikan sampel dari populasi melalui mekanisme tertentu melalui makna karakteristik populasi dapat diketahui atau didekati. Kata mekanisme tertentu mengandung makna bahwa baik jumlah elemen yang ditarik maupun cara penarikan harus mengikuti atau memenuhi aturan tertentu agar sampel yang diperoleh mampu merepresentasikan karakteristik populasi dari mana sampel tersebut diambil atau ditarik. Sampling adalah metode pengumpulan data yang sangat populer karena manfaatnya yang demikian besar dalam penghematan sumber daya waktu dan biaya dalam kegiatan pengumpulan data.
Sampling sering dilawankan dengan sensus yaitu suatu pengumpulan data secara menyeluruh yaitu seluruh sumber data ditelusuri dan setiap elemen data yang dibutuhkan diambil.
Secara garis besar metode penarikan sampel dapat diklasifikasi atas dua bagian yaitu probability sampling (penarikan sampel yang terkait dengan faktor probabilitas) dan non-probability sampling (penarikan sampel yang tidak terkait dengan faktor probabilitas). Perbedaan prinsipil dari dua tipe sampling ini selain dalam hal teknis/mekanisme pelaksanaan, juga dari sasaran pokok yaitu
probability sampling lebih melihat kemungkinan area baru untuk diteliti sedangkan non-probablility sampling lebih ditekankan pada eksplorasi dan kelayakan penerapan suatu ide.
Dalam probability sampling, setiap elemen dari populasi diberi kesempatan untuk ditarik menjadi anggota dari sampel. Rancangan atau metode
hasil penelitian dapat digeneralisasi secara lebih luas. Pemilihan metode penarikan sampel tergantung pada banyak faktor, antara lain yang utama ialah luasnya cakupan generalisasi yang diinginkan, ketersediaan waktu, maksud dan tujuan penelitian (tipe masalah yang ingin dicari jawabannya).
3.3.1. Simple Random Sampling
Dalam simple random sampling yang sering juga disebut unrestricted probability sampling, setiap elemen dari populasi mempunyai kesempatan atau peluang yang sama untuk terpilih menjadi anggota sampel. Dikatakan tidak terbatas (unrestricted) karena semua elemen diperlakukan sama dalam arti semuanya mempunyai kesempatan terpilih yang sama walaupun karakteristik masing-masing mungkin tidak sama. Cara penarikan sampel berdasarkan simple random sampling memiliki bias yang relatif kecil dan memberikan kemampuan generalisasi yang tinggi. Namun, penggunaan metode ini terbatas pada kondisi populasi yang memiliki elemen dengan karakteristik atau property yang tidak berfluktuasi besar. Simple random sampling mensyaratkan bahwa elemen populasi haruslah relatif homogen, jika terdapat strata antara elemen maka metode
3.4. Tipe dari Sampling Plans6
1. Sampling Penerimaan tunggal
Terdapat beberapa cara untuk mengklasifikasikan sampling penerimaan. Klasifikasi paling utama adalah variabel dan atribut. Variabel adalah karakteristik kualitas yang diukur dengan skala numerik. Atribut adalah karakteristik kualitas yang berbasis iya atau tidak. Beberapa metode sampling penerimaan adalah sebagai berikut
Sampling penerimaan tunggal adalah prosedur penentuan lot dimana satu sampel dari n unit diambil secara random dari lot, dan penentuan lot ditentukan berdasarkan informasi yang diperoleh dari sampel tersebut.
2. Sampling Penerimaan Ganda
Sampling penerimaan ganda lebih rumit. Pengambilan keputusan berdasarkan informasi dari sampel adalah (1) menerima lot, (2) menolak lot, atau (3) mengambil sampel kedua.
3. Sampling Penerimaan Banyak
Sampling penerimaan banyak adalah perpanjangan dari konsep sampling penerimaan ganda.
3.5. Prosedur Acceptance Sampling7
1. Tentukan single, double, atau multiple sampling
Prosedur dalam melakukan acceptance sampling adalah sebagai berikut.
6
Douglas C. Montgomery, Op.cit, hlm. 634
7
2. Spesifikasi
p1 = Producer’s Quality Level (PR = 5%)
p2 = Customer’s Quality Level (CR = 10%)
3. Hitung operating ratio
4. Pilih rencana penggunaan acceptance number dengan nilai lebih kecil atau sama dengan R (operating ratio)
5. Tentukan ukuran sampel
6. Acceptance number dan ukuran sampel telah diperoleh
7. Gambar OC curve dengan membagi nilai np dengan ukuran sampel untuk memperoleh nilai p yang diasosiasikan dengan nilai probabilitas dari
accpetance.
8. Gambar ASN curve dengan mengkali nilai ASN/n dengan ukuran sampel dan memplotting hasil dari nilai ASN dengan nilai p.
3.6. Double Sampling8
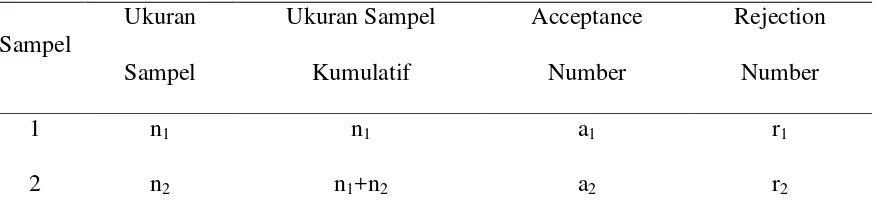
Tabel 3.3. Double Sampling
Sampel
Ukuran Sampel
Ukuran Sampel Kumulatif
Acceptance Number
Rejection Number
1 n1 n1 a1 r1
2 n2 n1+n2 a2 r2
Sumber: Edward G. Schilling (2008)
Untuk memulai prosedur, sampel dari n1 diambil secara acak dari ukuran lot N dan jumlah kecacatan d1 pada sampel dihitung.
Jika d1≤ a1, maka lot diterima
Jika d1≥ r1, maka lot ditolak
Jika a1<d1<r1, maka sampel kedua diambil.
Jika diperlukan, sampel kedua ukuran n2 diambil. Jumlah barang cacat D2 yang terkandung dalam kedua sampel ditentukan. Jumlah total barang cacat
D2 = d1 + d2,
membandingkan dengan penerimaan nomor a2 dan penolakan nomor r2 untuk sampel kedua. Pada pengambilan sampel ganda r2 = a1 + 1 untuk memastikan
keputusan tentang sampel kedua. Jika D2≤ a2, maka lot diterima
Jika D2≥ r2, maka lot ditolak
Sumber: Edward G. Schilling (2008)
Gambar 3.5. Prosedur dari Double Sampling
3.7. Pengukuran Performansi Double Sampling9
Pengukuran
Pengukuran performansi dari double sampling dapat dilihat pada Tabel 3.4.
Tabel 3.4. Rumus Performansi Double Sampling
Rumus
Pa
, dimana Pai adalahPa untuk i sampel
( )
∑
−( ) (
)
+ = − + = 1 1 2 1 2 1 1 1 1 1 1 1 r a d n d a F n d f n a FSumber: Edward G. Schilling (2008)
3.8. Pengujian Keseragaman Data10
Selama melakukan pengukuran, operator mungkin mendapatkan data yang tidak seragam. Untuk itu digunakan alat yang dapat mendeteksinya yaitu peta kendali. Batas kendali dibentuk dari data yang merupakan batas yang menentukan seragam tidaknya data. Data dikatakan seragam jika berada dalam batas control dan data dikatakan tidak seragam jika berada diluar batas kontrol. Rumus untukmenghitung keseragaman data dengan tingkat ketelitian 5% dan tingkat keyakinan 95% adalah :
dimana:
: waktu rata-rata
: simpangan baku
: Batas Kontrol Atas
: Batas Kontrol Bawah
10
3.9. Penentuan Jumlah Sampel Data11
Penelitian deskriptif umumnya memiliki interval konfidensi, yaitu selang nilai dari rata-rata atau proporsi sampel. Penelitian juga menentukan tingkat keyakinan 95% atau 99%. Dalam menentukan jumlah sampel yang diperlukan, rumus yang digunakan penelitian adalah
Dimana:
adalah nilai z yang besarnya tergantung pada tingkat keyakinan (dilihat dari
tabel z)
S = standar deviasi data W = nilai interval konfidensi
3.10. Selang Kepercayaan12
Bila dan s adal ah nilai tengah dan simpangan baku sampel berukuran
n<30, maka selang kepercayaan (1-α)100% bagi µ diberikan oleh rumus
11
Hulley dkk, Designing Clinical Research (Philadelphia:Lippincott Williams & Wilkins, 2007), hlm.
75 – 76.
12
Dimana:
tα/2 = nilai t dengan v = n - 1
3.11. Logika Fuzzy13
13
Sri Kusumadewi, Hari Purnomo. 2002. Analisis & Desain FuzzyMenggunakan Tool. Box Matlab.
Yogyakarta: Graha Ilmu. h. 2-3, 17
Logika fuzzy adalah suatu cara yang tepat untuk memetakan suatu ruang
input ke dalam suatu ruang output. Logika fuzzy merupakan salah satu metode untuk melakukan analisa system yang mengandung ketidakpastian. Penerapan logika fuzzy dalam Acceptance sampling adalah untuk membantu menentukan nilai probabilitas penerimaan dari persentase kecacatan yang terjadi. Dengan melakukan metode fuzzy Acceptance Sampling ini, perusahaan dapat menentukan estimasi lot yang kemungkinan diterima secara akurat. Terdapat beberapa alasan mengapa orang menggunakan logika fuzzy antara lain :
1. Konsep logika fuzzy mudah dimengerti. Konsep matematis yang mendasari penalaran fuzzy sangat sederhana dan mudah dimengerti.
2. Logika fuzzy sangat fleksibel.
3. Logika fuzzy memiliki toleransi terhadap data-data yang tidak tepat.
4. Logikafuzzy mampu memodelkan fungsi-fungsi non linier yang sangat kompleks.
6. Logikafuzzy dapat bekerjasama dengan teknik-teknik kendali secara konvensional.
7. Logika fuzzy didasarkan pada bahasa alami.
3.12. Fuzzy Acceptance Sampling Plan14
Berasumsi bahwa akan kita gunakan rencana pengambilan sampel ganda
dengan parameter Fuzzy
Terkadang dengan parameter perencanaan pengambilan sampel tidak dapat dinyatakan sebagai nilai-nilai crisp. Mereka dapat dikatakan sebagai "kurang lebih", "sekitar", atau "antara". Teori himpunan fuzzy adalah alat yang sangat berguna untuk mengkonversi pernyataan ini ke suatu fungsi matematika. Pada hal ini, peluang penerimaan rencana pengambilan sampel harus dihitung dengan kaitannya dengan aturan fuzzy.
Pada bagian sebelumnya, binomial dan distribusi poisson telah dianalisis apabila parameter nya kabur. Dalam bagian satu ini dan perencanaan ganda pengambilan sampel dianalisis dengan memperhatikan dua fuzzy distribusi diskrit.
3.12.1. Fuzzy Double Sampling
(
~n1,~c1,n~2,~c2)
. N
~
dan~p juga merupakan Fuzzy. Jika
distribusi Poisson yang digunakan, penerimaan probabilitas sampling ganda dapat dihitung sebagai berikut:
14
(
d1 ~c1) (
P ~c1 d1 c~2) (
P d1 d2 c~2)
P
Pa = ≤ + ≤ ≤ + ≤ (19.48)
∑
∑
∑
> − = − − =
×
+
=
2 1 1 1 2 2 2 2 1 1 1 1 1 1 ~ ~ ~ 0 2 ~ ~ 1 ~ ~ ~ 0 1 ~ ~!
!
!
~
c c d d c d p n d p n d c d p n d ad
e
d
e
d
e
P
λ
λ
λ
(19.49)
( )
α
[
λ( )
α
λ~( )
α
]
; , ~ ;,d
,
ardal
a
P
P
P
=
(19.50)
+
=
∑
∑
∑
> − = − − = 2 1 1 1 2 2 2 2 1 1 1 1 1 1 0 2 1 0 1 ~ ; ,!
!
!
min
c c d d c d p n d p n d c d p n d d ald
e
x
d
e
d
e
P
λλ
λ
λ
(19.51)
+
=
∑
∑
∑
> − = − − = 2 1 1 1 2 2 2 2 1 1 1 1 1 1 0 2 1 0 1 ~ ; ,!
!
!
max
c c d d c d p n d p n d c d p n d d ard
e
x
d
e
d
e
P
λλ
λ
λ
Contoh-7. Mari kita meninjau kembali Contoh 6 untuk kasus Fuzzy Double Sampling. Ukuran sampel ditentukan sebagai "Sekitar 75" dan "Sekitar 300 "untuk sampel pertama dan kedua,dan Juga angka penerimaan ditentukan sebagai "Sekitar 0" dan "Sekitar 3" untuk sampel pertama dan kedua, masing-masing. berdasarkan Persamaan. (19,51), probabilitas penerimaan Rencana Double Sampling dihitung sebagai berikut:
(
~0) (
[
~1) (
2~)
]
[
(
~2) (
1~)
]
[
(
~3) (
0~)
]
~ 2 1 2 1 2 11 ≤ + = ≤ + = ≤ + = ≤
=P d P d xPd P d xPd P d xPd
Pa
(
) (
[
) (
)
]
(
) (
)
[
]
[
(
) (
)
]
(
0,0105,0.0235,0.2052) (
0,0,0.0005) (
0,0,0.0001) (
0,0,0)
0001 . 0 , 0 , 0 227 . 0 , 2067 . 0 , 1088 . 0 0005 . 0 , 0 , 0 224 . 0 , 1654 . 0 , 0477 . 0 0024 . 0 , 0 , 0 227 . 0 , 0882 . 0 , 0105 . 0 2052 . 0 , 0235 . 0 , 0105 . 0 + + + = + + + = x x x
(
0.0105,0.0235,0.2058)
~ =
3.13. Standard Operating Procedure (SOP)15
3.13.1. Teknik Penyusunan Standard Operating Procedure
SOP adalah pedoman yang berisi prosedur-prosedur operasional standar yang ada di dalam suatu organisasi yang digunakan untuk memastikan bahwa semua keputusan dan tindakan, serta penggunaan fasilitas-fasilitas proses yang dilakukan oleh orang-orang di dalam organisasi berjalan efektif, konsisten, standar, dan sistematis.
16
1. Tujuan penyajian prosedur operasional standar. Ketika memutuskan menyusun SOP, pasti ada tujuan-tujuan yang ingin dicapai. Tujuanlah yang akan menentukan sebaik dan selengkap apa SOP organisasi akan disusun, serta bagaimana agar SOP dipahami oleh semua anggota organisasi.
Setiap teknik penyusunan memiliki keunggulan dan kelemahannya masing-masing. Pemilihan pada teknik yang berbeda dapat disebabkan oleh alasan berikut.
2. Sifat prosedur operasional standar yang akan disajikan. Prosedur yang lebih efektif apabila menggunakan teknik naratif adalah prosedur operasional standar yang tidak mencakup variasi kegiatan yang banyak. Sedangkan, prosedur operasional standar dengan kegiatan-kegiatan berariasi-termasuk
15
Tambunan, R.M., Standard Operating Procedures (Jakarta:Maiestas Publishing, 2013), hlm. 86
16
penggunaan dokumen dan laporan yang beragam, maka sebaiknya menggunakan teknik bagian arus atau teknik ampuran.
3. Kemampuan si pelaksana prosedur operasional standar. Apabila organisasi membekali pelaksana dengan pelatihan dan sosialisasi yang memadai maka tidak ada kaitan erat antara kemampuan pelaksana dengan teknik penyajian SOP. Namun pembuatan SOP yang efektif serta ditunjang dengan kemampuan si pelaksana yang memadai, maka rotasi, mutasi, dan promosi anggota organisasi lebih mudah dilakukan.
Beberapa teknik yang dapat digunakan dalam penyusunan SOP adalah sebagai berikut.
1. Teknik Naratif
Teknik naratif merupakan teknik yang menggunakan kekuatan narasi dan penjelasan melalui kalimat yang sesuai dengan kaidah bahasa yang benar ditambah istilah-istilah yang lazim digunakan dalam organisasi untuk menjelaskan langkah-langkah kegiatan dalam organisasi, baik terkait dengan kegiatan operasional maupun administrasi.
2. Teknik Bagan Arus
Teknik bagan arus (flowchart) menggunakan simbol-simbol khas, dimana tiap simbol akan merepresentasikan kegiatan, keputusan, dokumen, laporan, media penyimpanan, penghubung, dan sebagainya. Simbol bagan arus yang digunakan adalah yang lazim dan diterima umum. Setiap simbol mempunyai peran khusus. Simbol-simbol yang dimaksud adalah
Tabel 3.5. Simbol Bagan Arus Dasar
Simbol Keterangan Simbol Keterangan
Persiapan Dokumen
Tabel 3.5. Simbol Bagan Arus Dasar (Lanjutan)
Simbol Keterangan Simbol Keterangan
Proses
Proses Pengganti
Keputusan Data
Proses Utuh
Kegiatan Manual
Masukan Manual
Card
Pemisah Prosedur
Sumber: Muhammad Rudi Tambunan (2013)
Tabel 3.6. Simbol Bagan Arus Penghubung Kegiatan dalam Prosedur
Simbol Keterangan
Penghubung Prosedur dalam Satu Halaman
Penghubung Prosedur dalam Berbeda Halaman
Sumber: Muhammad Rudi Tambunan (2013)
c. Simbol penyimpanan
Tabel 3.7. Simbol Penyimpanan
Simbol Keterangan Simbol Keterangan
Pita Tertanda Penyimpanan
Intern
Data Tersimpan Penyimpanan
Akses Langsung
Disket Magnetik Penyimpanan
Akses Berurutan
Sumber: Muhammad Rudi Tambunan (2013)
d. Simbol bagan arus alur atau garis penghubung
Tabel 3.8. Simbol Bagan Arus Alur
Simbol Keterangan
Alur/garis penghubung tanpa tanda panah
Alur/garis penghubung dengan tanda panah
e. Simbol bagan arus kegiatan rinci dalam proses
Tabel 3.9. Simbol Bagan Arus Kegiatan Rinci dalam Proses
Simbol Keterangan Simbol Keterangan
Tampilan Sortir
Penghubungan Tunda
Penggabungan Penguraian
Arsip Tetap Arsip Sementara
Pemaduan Pilihan Langkah
3. Teknik Tabular
Teknik tabular digunakan untuk melakukan analisis kegiatan dalam proses penyusunan SOP.
4. Teknik Campuran
Teknik ini merupakan gabungan variatif dari ketiga teknik di atas. Gabungan ketiga teknik ini banyak digunakan, terutama agar penyajian SOP lebih mudah diphami oleh semua pihak.
3.12.2. Bagian Penyajian Standard Operating Procedure17
1. Headings
Bagian-bagian penyajian prosedur operasional standar adalah sebagai berikut.
Headings adalah format tampilan standar yang ditetapkan oleh organisasi sebagai tempat informasi yang penting bagi prosedur operasional standar. 2. Penjelasan Terkait Isi Prosedur
Bagian ini memuat berbagai hal yang terkait dengan isi prosedur secara langsung. Yang termasuk dalam bagian ini adalah
a.Tujuan prosedur
b.Penjelasan singkat tentang prosedur c.Peraturan dan kebijakan terkait prosedur d.Teknik yang digunakan
17
e.Pihak terlibat
f. Formulir, blanko dan dookumen terlibat g.Laporan terlibat
h.Kaitan dengan prosedur lain i. Lampiran-lampiran
3. Peraturan dan Kebijakan Eksternal Terkait dengan Prosedur
Bagian ini mencakup peraturan dan kebijakan-kebijakan eksternal yang berkaitan dengan prosedur operasional standar. Prosedur harus disusun dan diterapkan dengan dasar peraturan dan kebijakan ekstern.
4. Isi Prosedur
Isi prosedur merupakan wujud dari penerapan metode dan teknik penyusunan sesuau dengan alur prosedur yang telah dijelaskan. Isi suatu prosedur oeprasional standar dapat terdiri atas satu prosedur saja, atau dapat merupakan kumpulan dari beberapa prosedur.
5. Lampiran-lampiran
Bagian ini digunakan untuk lampiran-lampiran yang terkait dengan prosedur operasional standar.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilaksanakan pada bagian inspeksi bahan baku di PT. Gold Coin Indonesia yang berlokasi diJl. Pulau Bali 2 KIM II, Mabar, Sumatera Utara. Waktu penelitian dilakukan dari periode bulan september hingga oktober.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif yaitu penelitian untuk mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek tertentu (Sukaria Sinulingga 2013).
4.3. Objek Penelitian
Objek penelitian yang diamati adalah spesifikasi kualitas bahan baku PT. Gold Coin Indonesia, yaitu kadar air, kadar jamur dan kotoran.
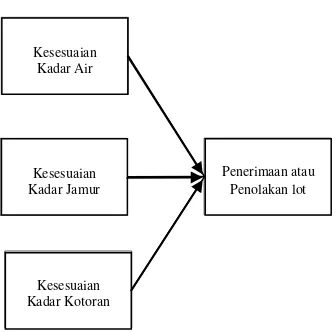
4.4. Kerangka Konseptual Penelitian
Kesesuaian Kadar Air
Kesesuaian Kadar Kotoran
Penerimaan atau Penolakan Lot Kesesuaian Kadar
[image:30.595.216.384.124.290.2]Jamur
Gambar 4.1. Kerangka Konseptual Penelitian
4.5. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah: 1. Variabel Independen
Variabel independen merupakan variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel dalam penelitian ini adalah
a. Kesesuaian Kadar Air
Kadar air adalah kesesuaian kadar air yang diperiksa dengan standar yang telah ditetapkan oleh perusahaan.
b. Kesesuaian Kadar Jamur
Kadar jamur adalah kesesuaian kadar jamur yang diperiksa dengan standar yang telah ditetapkan oleh perusahaan.
c. Kesesuaian Kadar Kotoran
Kesesuaian Kadar Air
Kesesuaian Kadar Jamur
Kesesuaian Kadar Kotoran
Kadar kotoran adalah kesesuaian kadar kotoran yang diperiksa dengan standar yang telah ditetapkan oleh perusahaan.
2. Variabel Dependen
Variabel dependen merupakan varibel yang nilai atau valuenya dipengaruhi atau ditentukan oleh nilai variabel lainnya. Variabel dependen dalam penelitian ini adalah Penerimaan atau Penolakan Lot. Penerimaan atau penolakan lot adalah keputusan yang diambil oleh perusahaan terhadap bahan baku yang diterima dari supplier.
4.6. Pengumpulan Data
4.6.1. Sumber Data
Berdasarkan cara pengumpulan datanya, sumber data ada dua jenis yaitu: 1. Data primer berupa variabel pengujian berupa kadar air, kadar jamur dan
kotoran.
2. Data sekunder berupa data yang diperoleh melalui pihak perusahaan dan karyawan PT. Gold Coin Indonesia yaitu spesifikasi standar mutu perusahaan
4.6.2. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini yaitu: 1. Interview merupakan metode pengumpulan data melalui cara berkomunikasi
2. Observasi merupakan pengamatan langsung pada objek penelitian untuk memperoleh informasi yang dibutuhkan. Observasi dilakukan secara langsung dimana peneliti terlibat langsung dalam pengujian kualitas kadar air, kadar jamur, dan kotoran. Teknik pengambilan sampel untuk pengujian kualitas kadar air, kadar jamur dan kotoran menggunakan simple random sampling. Pengambilan sampel didasarkan pada tabel bilangan random. Tabel bilangan random menunjukkan pada susunan keberapa sampel harus diambil.
4.7. Instrumen Penelitian
Instrumen penelitian yang digunakan dalam penelitian ini adalah 1. Alat pengukuran kadar air (Grain Moisture Meter SP7032G).
2. Timbangan untuk mengukur kadar jamur dan kadar kotoran berat jagung kuning.
3. Tabel bilangan random sebagai pedoman untuk mengambil sampel bahan baku.
4.8. Pengolahan Data
Penentuan PQL dan CQL
Hitung Operating Ratio
Tentukan Acceptance Number dan Rejection
Number
Tentukan Ukuran Sampel
Penentuan Lot
Perhitungan Menggunakan Fuzzy
[image:33.595.243.382.113.312.2]Operation Curve
Gambar 4.2. Blok Diagram Pengolahan Data
Berikut blok diagram pembuatan standard operating procedure dapat dilihat pada Gambar 4.3.
Penjelasan Terkait Isi Prosedur Isi Prosedur
Lampiran-Lampiran Tujuan Prosedur
Penjelasan Singkat Tentang Prosedur
Peraturan dan Kebijakan Internal
Teknik Penyajian
Pihak yang Terlibat
Dokumen yang digunakan
Laporan-laporan yang dihasilkan
Kaitan dengan Prosedur lain
Prosedur Bagian Gudang dan Timbangan
Prosedur Bagian Laboratorium
Prosedur Bagian Produksi
Prosedur Bagian Pemasaran
Form Pengumpulan Data Sampel
Form Penerimaan dan Penolakan Bahan Baku
Standard Operation Procedure (SOP)
[image:33.595.148.483.440.728.2]4.9. Langkah-langkah Proses Penelitian
Langkah-langkah proses penelitian yang dapat dilihat pada Gambar 4.4.
MULAI
Studi Pendahuluan 1. Kondisi Perusahaan 2. Informasi pendukung 3. Masalah-masalah
Studi Literatur 1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah
penyelesaian
Identifikasi Masalah Awal
Prosedur baku dalam penentuan lot bahan baku tidak efektif
Pengolahan Data 1. Sampling Penerimaan dengan pendekatan logika
fuzzy
2. Pembuatan SOP
Kesimpulan dan Saran
SELESAI Pengumpulan Data 1. Data primer
- Pengujian kadar air - Pengujian kadar jamur - Pengujian kadar kotoran 2. Data sekunder
- Spesifikasi standar mutu perusahaan
[image:34.595.132.497.186.698.2]Pembahasan
4.10. Pembahasan
Pembahasan membahas hasil pengolahan data mulai dari penentuan rencana sampling penerimaan, implementasi sampling penerimaan, hingga pembuatan SOP.
4.11. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Penentuan Rencana Sampling Penerimaan
Prosedur dalam penentuan rencana sampling penerimaan adalah sebagai berikut dengan menggunakan aturan MILD-STD-105E yang dapat dilihat pada tabel
Tabel 5.2.Rencana Sampling Penerimaan
Rencana JumlahSampel Acceptance Numbers
2D 29 Ac = 0 3
Re = 3 4
Gambar 5.1. Skema Rencana Sampling Penerimaan
5.2. Pengumpulan Data Pendahuluan
[image:36.595.131.484.320.605.2]menjadi dua kelas yaitu cacat dan tidak cacat. Tujuan dilakukan pengumpulan data pendahuluan adalah untuk melihat keseragaman data dan jumlah pengamatan yang diperlukan untuk melakukan penelitian sampling penerimaan. Data pendahuluan dapat dilihat pada lampiran.
5.2.1. Uji Keseragaman Data
Uji keseragaman data dilakukan untuk melihat data yang telah dikumpulkan berada di dalam batas kontrol atau di luar batas kontrol. Prosedur dalam pengujian keseragaman data adalah sebagai berikut.
[image:37.595.125.516.363.539.2]1.
Gambar 5.2. Grafik Uji Keseragaman Data
Dari Gambar 5.2. dapat dilihat bahwa tidak terdapat data yang out of control, hal ini menunjukkan bahwa data yang dikumpulkan telah seragam.
5.2.2. Penentuan Jumlah Data Pengamatan
pengamatan yang dapat dilakukan. Jumlah data pengamatan yang perlu dikumpulkan adalah sebanyak 6 hari.
5.3. Implementasi Sampling Penerimaan
[image:38.595.77.550.337.674.2]Setelah ditentukan rencana sampling penerimaan dan jumlah data pengamatan yang diperlukan, dilakukan implementasi sampling penerimaan. Implementasi sampling penerimaan hari ke-1 dengan sampel ke- 1 dan seterusnya sampai hari ke-6 dapat dilihat pada tabel 5.6. sebagai berikut.
Tabel 5.6. Rekapitulasi Implementasi Sampling Penerimaan
Hari
Ke- Run
Lot Size Jumlah Sampel Acceptance Number Rejection Number Jumlah Sampel yang Ditolak Jumlah Kumulatif yang Ditolak
1 1
113 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 3 4
d1+d2 = 4, maka Kesimpulan Lot Ditolak
2 1
120 29 c1= 0 r1=3 0 0
2 0 c2=3 r2=4 0 0
d1+d2 = 0, maka Kesimpulan Lot Diterima
3 1
110 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 2 3
d1+d2 = 3, maka Kesimpulan Lot Diterima
4 1
112 29 c1= 0 r1=3 2 2
2 29 c2=3 r2=4 0 2
d1+d2 = 2, maka Kesimpulan Lot Diterima
5 1
130 29 c1= 0 r1=3 2 2
2 29 c2=3 r2=4 3 5
d1+d2 = 5, maka Kesimpulan Lot Ditolak
6 1
130 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 3 4
d1+d2 = 4, maka Kesimpulan Lot Ditolak
5.4. Penilaian Sampling Penerimaan dengan Fuzzy Double Sampling
Pada dasarnya Fuzzy double sampling plan menggunakan asumsi-asumsi untuk peluang penerimaan (acceptance of probability) dengan menggunakan kombinasi parameter rencana pengambilan sampel ganda dengan parameter Fuzzy
(
n~1,c~1,~n2,~c2)
. Adapun nilai parameter fuzzy yang digunakan untuk menghitungTabel 5.8. Perhitungan Probability ofAcceptance (Lanjutan)
[image:39.595.121.502.314.584.2]Dari data tabel diatas maka dapat dibuat grafik OC curve sebagai berikut.
Gambar 5.3. OC Curve dengan Excel
gabungan (Pa Total). Adapun nilai parameter fuzzy yang digunakan untuk menghitung nilai Pa yaitu dapat dilihat pada tabel 5.9. sebagai berikut.
5.9. Rekapitulasi Perhitungan Probabilitas Penerimaan Menggunakan Parameter Fuzzy Acceptance Sampling
No parameter sampling plan Pa p n~1-n~2 ~c1-~c2
1 0,02 sekitar 29 sekitar 0-3 0.961071 2 0,02 sekitar 28 sekitar 0-2 0.964708 3 0,02 sekitar 29 sekitar 1-3 0.97682 4 0,02 sekitar 30 sekitar 1-4 0.995854
rata-rata 0.974613
Penentuan apabila terdapat 100 lot, maka kemungkinan lot yang diterima adalah 113 lot*0,9746 = 110,1 lot ≈111 lot.
5.5. Pembuatan SOP Sampling Penerimaan
Setelah dilakukan implementasi sampling penerimaan, maka dibuat sebuah SOP yang berisi prosedur-prosedur operasional sampling penerimaan. Penyusunan SOP sampling penerimaan adalah sebagai berikut.
5.5.1. Penjelasan Terkait Isi Prosedur
5.5.2. Isi Prosedur
Isi prosedur adalah wujud dari penerapan standard operating procedur
sesuai dengan teknik penyusunan yang telah ditentukan.
5.5.3. Lampiran-lampiran
Bagian ini digunakan untuk menunjukkan lampiran-lampiran yang terkai dengan prosedur operasional standar. Lampiran-lampiran yang digunakan adalah sebagai berikut.
1. Form Pengumpulan Data Sampel
Form pengumpulan data sampel adalah form yang digunakan untuk menentukan apakah sampel sesuai dengan standar perusahaan atau tidak. 2. Form Penerimaan dan Penolakan Bahan Baku
BAB VI
HASIL DAN PEMBAHASAN
6.1. Pembahasan Rencana Sampling Penerimaan
[image:42.595.156.469.321.387.2]Penentuan rencana sampling penerimaan untuk inspeksi dilakukan untuk memperoleh rencana sampling penerimaan yang dapat dilihat pada Tabel 6.1.
Tabel 6.1.Rencana Sampling Penerimaan
Rencana Jumlah Sampel Acceptance Numbers
2D 29 Ac = 0 3
Re = 3 4
Rencana sampling penerimaan yang digunakan adalah double sampling. Jumlah sampel yang digunakan yaitu sebanyak 29 kali pengambilan sampel dalam 1 kali sampling. Kesulitan yang dialami dalam pengambilan ukuran sampel sebanyak 29 kali dengan 2 kali sampling dinilai terlalu memakan waktu yang lebih dari 1 jam apabila hanya dilakukan hanya 1 orang saja, sehingga perlu dilakukan sosialisasi terhadap pihak pabrik untuk menetapkan minimal 2 pekerja dalam melakukan sampling untuk meminimasi waktu yang dibutuhkan dalam
maka dapat dilakukan pengujian sampel kedua dengan mengambil sebanyak 29 sampel lagi.
[image:43.595.152.501.249.419.2]Ukuran sampel yang digunakan pada setiap pengambilan sampel adalah 100 gram. Ukuran sampel 100 gram jagung kuning sudah dapat digunakan untuk melakukan pengujian.
Gambar 6.1. Skema Rencana Sampling Penerimaan
Angka penerimaan (acceptance number) dan angka penolakan (rejection number) pada pengambilan sampel ke-1 yang diperbolehkan adalah 0 dan 3, namun jika pengambilan sampling pertama masih ragu maka perlu dilakukan
sampling ke-2 dengan angka penerimaan dan angka penolakan sebesar 3 dan 4.
6.2. Pembahasan Implementasi Sampling Penerimaan
Implementasi sampling penerimaan dilakukan berdasarkan rencana
sampling penerimaan yang telah ditentukan. Hasil rekapitulasi implementasi
Tabel 6.2. Hasil Implementasi Sampling Penerimaan
Hari
Ke- Run
Lot Size Jumlah Sampel Acceptance Number Rejection Number Jumlah Sampel yang Ditolak Jumlah Kumulatif yang Ditolak
1 1
113 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 3 4
d1+d2 = 4, maka Kesimpulan Lot Ditolak
2 1
120 29 c1= 0 r1=3 0 0
2 0 c2=3 r2=4 0 0
d1+d2 = 0, maka Kesimpulan Lot Diterima
3 1
110 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 2 3
d1+d2 = 3, maka Kesimpulan Lot Diterima
4 1
112 29 c1= 0 r1=3 2 2
2 29 c2=3 r2=4 0 2
d1+d2 = 2, maka Kesimpulan Lot Diterima
5 1
130 29 c1= 0 r1=3 2 2
2 29 c2=3 r2=4 3 5
d1+d2 = 5, maka Kesimpulan Lot Ditolak
6 1
130 29 c1= 0 r1=3 1 1
2 29 c2=3 r2=4 3 4
d1+d2 = 4, maka Kesimpulan Lot Ditolak
Dalam implementasi sampling penerimaan selama 6 hari, dapat dilihat bahwa penentuan lot bahan baku untuk diterima atau ditolak berada pada keputusan hampir semua pada sampling ke-2. Penentuan lot bahan baku yang bervariatif menunjukkan bahwa kualitas bahan baku yang dikirim supplier
keperusahaan bervariatif. Oleh karena itu dalam implementasinya secara teori penggunaan double sampling dalam rencana sampling penerimaan sudah tepat, karena penggunaan double sampling bermanfaat untuk membuat producer’s risk
lebih banyak sehingga memastikan bahwa bahan baku yang dikirim dari supplier
memiliki kualitas yang baik.
Berdasarkan perkiraan kelayakan dari segi pelaksanaan sampling penerimaan sebelum dilakukan perbaikan sampling penerimaan didapatkan penghematan waktu sekitar 36%, maka dapat diperkirakan pelaksanaan implementasi sampling penerimaan layak apabila dilaksanakan.
6.3. Pembahasan Penilaian Sampling Penerimaan Fuzzy Double Sampling
Penilaian sampling penerimaan fuzzy double sampling dilakukan berdasarkan rencana sampling penerimaan yang telah ditentukan. Hasil perhitungan probabilitas sampling penerimaan tersebut dapat dilihat pada Tabel 6.3.
6.3. Hasil Perhitungan Probabilitas Penerimaan Menggunakan Parameter Fuzzy Acceptance Sampling
No parameter sampling plan Pa p ~n1-~n2 c~1-~c2
1 0,02 sekitar 29 sekitar 0-3 0.9610 2 0,02 sekitar 28 sekitar 0-2 0.9647 3 0,02 sekitar 29 sekitar 1-3 0.9768 4 0,02 sekitar 30 sekitar 1-4 0.9958
rata-rata 0.9746
. Berdasarkan hasil perhitungan menggunakan nilai parameter fuzzy
sekitar 97 lot bahan baku yang diterima. Hal ini menunjukkan perubahan parameter rencana sampling menjadi parameter fuzzy akan merubah nilai probabilitas penerimaan menjadi lebih akurat. Penilaian rencana sampling ini juga menunjukkan bahwa dengan melakukan perhitungan probabilitas penerimaan akan mempermudah perusahaan kedepannya untuk mengestimasi ukuran lot bahan baku yang harus diterima dengan persentasi cacat yang diinginkan pihak perusahaan.
6.4. Pembahasan SOP Sampling Penerimaan
Setelah dibuat sebuah SOP yang berisi prosedur-prosedur operasional
sampling penerimaan, maka dilakukan implementasinya. Pembuatan SOP bertujuan agar perusahaan memiliki pedoman dalam melaksanakan sampling
penerimaan. Penyusunan SOP sampling penerimaan terdiri dari penyusunan penjelasan terkait isi prosedur dan lampiran-lampiran.
Isi prosedur SOP sampling penerimaan dibuat beberapa prosedur, yaitu isi prosedur secara umum dan isi prosedur masing-masing bagian yang terkait. Pembuatan isi prosedur masing-masing bagian yang terkait bertujuan untuk memperjelas uraian kegiatan setiap bagian yang terkait.
pengumpulan data sampel dibuat sebagai dasar untuk pembuatan form penentuan penerimaan atau penolakan bahan baku.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang diperoleh dari penelitian ini adalah sebagai berikut: 1. Rencana sampling penerimaan yang digunakan pada penelitian ini adalah
double sampling dengan kode “2D”. Jumlah sampel yang dikumpulkan adalah 29 dengan masing-masing ukuran sampel 100g. Acceptance number
yang digunakan adalah c1= 0 dan c2= 3. Sedangkan rejection number yang
digunakan adalah r1= 3 dan r2= 4.
2. Implementasi sampling penerimaan yang dilakukan sesuai dengan rencana
sampling penerimaan yang telah ditetapkan. Dari implementasi sampling
penerimaan selama 6 hari dapat dilihat bahwa penentuan lot berada pada kisaran sampel ke-2. Hal ini menunjukkan kualitas bahan baku yang dikirim oleh supplier bervariatif.
3. Penilaian sampling penerimaan fuzzy double sampling yang dilakukan untuk menghitung nilai probability acceptance “Pa”yang diperoleh sebesar 0,9746, maka kemungkinan lot yang diterima adalah 113 lot*0,9746 = 110,01 lot
≈111 lot.
7.2. Saran
Saran yang dapat diajukan setelah melakukan penelitian ini yaitu :
1. Pihak manajemen perusahaan perlu membentuk tim sosialisasi untuk menerapkan sistem penerimaan bahan baku dengan menggunakan sampling
penerimaan agar kualitas bahan baku yang diproduksi lebih terjamin.
2. Pihak manajemen perusahaan perlu menambahkan minimal 2 pekerja dalam melakukan sampling penerimaan bahan baku agar waktu yang diperlukan dalam pengambilan sampel dan penentuannya dapat diminimalkan.
3. Pihak perusahaan dapat menggunakan SOP sebagai pedoman dalam melaksanakan sampling penerimaan bahan baku
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Gold Coin Group dengan merk dagang GOLD COIN merupakan bagian Dari Zuellig Group yang berada di Swiss yang berdiri sejak tahun1953. Perusahaan Zuellig Group merupakan pelopor pabrik pakan ternak di Asia Tenggara, Sedangkan di Indonesia diberi nama PT. Gold Coin Indonesia, yang memiliki salah satu cabang yang berada di Medan, Sumatera Utara.
Perusahaan Gold Coin Group bergerak dalam usaha produksi pakan ternak yaitu udang, ikan, unggas, sapi, kambing, babi dan hewan peliharaan lainnya di wilayah Asia Pasifik. Pabrik dan kantor pemasaran Gold Coin Group ada di Malaysia, Singapura, Thailand, Indonesia, Philipina, Vietnam, China, Laos, Srilanka, dan India.
Perusahaan PT. Gold Coin-Medan Mill dibangun dalam 3 tahap, yaitu : 4. Pembangunan proyek dimulai pada Januari 1981
5. Produksi Koperasi Percobaan pada Oktober 1981 6. Produksi Koperasi Komersil pada Desember 1981
manusia yang berpengalaman sehingga kualitas/mutu pakan ternak yang dihasilkan dapat dijaga dan dipertahankan.
2.2. Ruang Lingkup Bidang Usaha
PT. Gold Coin Indonesia - Medan Mill bergerak dalam usaha produksi pakan ternak di wilayah Asia Pasifik. Produk pakan yang termasuk sebagai produk utama terdiri atas pakan unggas (pakan ayam,burung, dan bebek), pakan babi, dan pakan lembu. Sedangkan untuk pakan khusus terdiri dari pakan ikan dan udang.
2.3. Lokasi Perusahaan
PT. Gold Coin Indonesia memiliki beberapa tempat yang tersebar di tiga lokasi, yaitu di kota Surabaya berada di Jl. Margo Mulya Industri Kav G 1-3 Tandes Surabaya, di kota Bekasi berada di Jl. Raya Bekasi KM 28, Desa Medan Satria. dan untuk wilayah Sumatera berada di Jl. Pulau Bali No.2 KIM II, Jl. Medan-Belawan KM 10,5, Sumatera Utara.
2.4. Struktur Organisasi
Branch Manager Deputy General
Manager
Secretary
Sales Manager Purchasing
Manager Mill Controller Personal Officer
Factory Manager Technical Service Chemist Quality Assurance Officer
Executive Staff Acc. Payble
Admin GL & Tax DO Admin Sales Admin Credit Controller Security Receptionist Messenger Driver Temporary Cleaning Service Gardener Stock Supervisor Prod. Admin Store Keeper Receiving Delivery Weight Bridge Operator Operator Forklift Sweeper Truck Transportation Temporary Sweeper Production Supervisor Control Room Feed Additive Dumping Sacking Off Pellet Operator Maintenance Supervisor Mechanical Electrical Boiler Prod. Planning Inv. Control Lini Fungsional
[image:53.842.127.742.85.436.2]Sumber: PT. Gold Coin Indonesia
2.5. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
2.5.1. Bahan Baku
Bahan baku adalah bahan yang ikut dalam proses produksi dan merupakan bahan yang membentuk bagian integral dari suatu produk jadi. Bahan baku yang digunakan adalah:
8. Jagung Kuning
Jagung kuning mengandung zat karbohidrat yang tinggi, juga memiliki zat protein sehingga dapat menjadi sumber makanan yang baik.Jenis jagung yang digunakan pada PT. Gold Coin Indonesia dibedakan atas jagung lokal dan juga jagung impor.
9. Tepung Ikan
Tepung ikan merupakan hasil dari pengolahan ikan menjadi berbentuk tepung. Kandungan tepung ikan meliputi protein, kalsium dan juga lemak.
10.Tepung Daging dan Tulang
Tepung daging dan tulang merupakan hasil pengolahan dari daging dan tulang menjadi berbentuk tepung.MBM ini mengandung protein, lemak dan juga kalsium. Bahan baku ini digunakan pada pembuatan pakan ternak lembu dan babi.
11.Bungkil Kacang Kedelai
pakan ungags berasal dari bungkil keledai, pemakaian untuk ayam pedaging berkisar antara 15%-30% sedangkan untuk ayam petelur 10%-25%.
12. Corn Gluten MealMeal/CGM)
Corn Gluten Meal merupakan produk olahan jagung yang telah dilengkapi dengan protein. Bahan baku ini digunakan pada pakan untuk unggas.
13.Kopra
Kopra digunakan sebagai bahan baku dalam pembuatan pakan ternak karena mengandung persentase serat yang tinggi.
14.Dedak
Dedak yang digunakan sebagai bahan baku untuk produksi pakan ternak adalah dedak padi dan dedak gandum.Penggunaan dedak gandum hanya pada pembuatan pakan burung, dedak gandum yang digunakan adalah wheat pollard, yaitu dedak yang berasal dari kulit ari gandum. Dedak padi merupakan kulit ari beras yang diperoleh dari proses penyosohan beras.
[image:55.595.145.479.589.711.2]Proporsi penggunaan bahan baku untuk setiap jenis produk pakan yang dihasilakan berbeda-beda. Berikut ini merupakan persentase penggunaan bahan baku untuk produk pakan ternak ayam.
Tabel 2.1.Persentase Penggunaan Bahan Baku untuk Pakan Ayam
No Bahan Baku Persentase Penggunaan (%)
1. Jagung Kuning 54
2. Guar Meal 2
3. Soya Bean Meal 30
4. Corn Glutten Meal 4
5. Rapeseed Meal 2
6. Dedak Padi 8
2.5.2. Bahan Penolong
Bahan penolong merupakan bahan yang tidak tampak dalam produk jadi tetapi hanya menolong proses produksi agar berjalan dengan lancar dan digunakan sebagai pelengkap produk saja. Bahan ini secara tidak langsung mempengaruhi kualitas produk yang dihasilkan. Bahan penolong yang digunakan adalah:
8. Minyak nabati, seperti canola oil, dan palm oil, minyak nabati berfungsi untuk melengkapi kekurangan sumber energi dalam bahan pakan. Keberadaan minyak ini juga akan mempermudah adonan pakan melewati lubang alat penggiling daging dan saringan.
9. Garam dan mineral, seperti sodium, pig minera, dan poultry minera. Zat ini dibutuhkan untuk pertumbuhan tulang, untuk menjaga keseimbangan asam basa dalam cairan tubuh ternak, dan juga untuk mekanisme transportasi dalam tubuh ternak.
10.Zat aditif, seperti tapioca yang berfungsi untuk memperbaiki pencernaan dan mempercepat pertumbuhan dan juga mendorong pertumbuhan bobot ternak. 11.Vitamin, seperti lysine, luprosi, dan finase merupakan komponen organik yang
dibutuhkan untuk melakukan proses-proses dalam tubuh. Vitamin sangat dibutuhkan untuk reaksi-reaksi metabolisme tubuh dan untuk meningkatkan kemampuan ternak dalam proses intensifikasi
12.Bahan liquid, seperti rhodimet dan choline Cl, yang berfungsi untuk memperhalus permukaan pakan.
CPO memiliki nilai biologis yang tinggi yang diperlukan dalam pembuatan pakan ternak.
14.Ampas Sawit (Palm Kernel)
Ampas sawit ini mengandung nilai protein dan lemak yang tinggi yang sangat diperlukan dalam pembuatan pakan ternak.
2.5.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan guna menyelesaikan suatu produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat mempengaruhi kualitas produk. Adapun bahan tambahan yang digunakan adalah: 6. Karung plastik yang berfungsi sebagai pembungkus produk jadi.
7. Minyak pelumas yang berfungsi sebagai pelumas peralatan-peralatan produksi 8. Solaryang berfungsi sebagai bahan bakar untuk dryer.
9. Benang jahit digunakan sebagai bahan untuk menjahit karung yang telah diisi dengan produk jadi.
10.Stiker atau cap pabrik yang berfungsi untuk menunjukkan jenis produk, komposisi, dan zat gizi yang terkandung dalam produk jadi.
2.6. Uraian Proses Produksi
Proses produksi pakan ternak di PT. Gold Coin Indonesia-Medan Mill dilakukan melalui beberapa tahapan. Tahap-tahap proses produksi di lantai produksi dapat diuraikan sebagai berikut :
Proses awal pengolahan pakan ternak dimulai dengan menuangkan bahan baku yang disebut dengan Intake section. Intake section terbagi dua bagian yaitu intake I (jagung) dan intake II (bahan baku yang berbentuk tepung). Jagung yang dituang melalui intake akan dimasukkan ke cylo dengan menggunakan bucket elevator, sedangkan bahan baku yang berbentuk tepung akan dimasukkan ke bin raw material dengan menggunakan chain conveyor
dan bucket elevator. 11.Penyaringan (screening)
Setelah tahap penuangan selesai, maka langkah selanjutnya bahan baku akan masuk ke proses penyaringan untuk membersihkan bahan baku dari kotoran. Sebelum masuk ke dalam bin, bahan baku akan melewati sistem magnet untuk memisahkan kotoran besi dan logam-logam dari bahan baku. Setelah itu, bahan baku akan melalui drum pengayak (drum shiever) sehingga bahan baku dibersihkan dari kotoran seperti kayu, plastik dan benda keras lainnya.
12.Pengeringan
Proses pengeringan dilakukan agar tidak mengalami penurunan kualitas yang hanya digunakan untuk bahan baku jagung basah yang memiliki kadar air 18% - 25%, dimana standar kualitas jagung yang digunakan dalam proses produksi memiliki kadar air 17%. Oleh karena itu, jagung harus dikeringkan terlebih dahulu sebelum diolah agar tidak busuk dan dapat bertahan lama. Jagung basah yang masuk melalui intake, dimasukkan ke wet cylo kemudian dikeringkan menggunakan dryer dengan cara menyemprotkan udara panas,
bucket elevator. Di dry cylo jagung akan di-blower yaitu didinginkan agar jagung tidak panas akibat bertumpuknya jagung-jagung, dan dari dry cylo, jagung ini akan dibawa ke bin raw material dengan menggunakan bucket elevator dan chain conveyor.
13.Penimbangan (Dosing)
Bahan baku yang berada di bin raw material kemudian ditimbang terlebih dahulu sesuai dengan formula yang diinginkan sampai mencapai kuantitas 1
batch (3 ton). Bahan baku ditimbang dengan menggunakan 2 buah timbangan, yaitu timbangan I dengan kapasitas 3000 kg dan timbangan II dengan kapasitas 1500kg. Bahan yang telah ditimbang dibawa ke bin hopper dengan menggunakan chain conveyor dan bucket elevator.
14.Penggilingan (grinding)
Bahan baku kemudian akan dimasukkan ke dalam vibrator shifter (saringan bergetar) dengan menggunakan chain conveyor melalui slide gate untuk memisahkan bahan baku yang kasar, sedang dan halus. Bahan baku yang kasar akan melalui proses penggilingan terlebih dahulu sebelum masuk ke dalam bin
hasil sampingan dari proses penggilingan. Udara panas hasil penggilingan dihisap oleh blower melalui dust filter sehingga udara panas yang bersih di buang ke udara, sedangkan debu yang tersaring jatuh ke hopper penampung. Hasil penggilingan disimpan terlebih dahulu di hammer mill pack sebelum masuk ke proses pencampuran (mixer).
15.Pencampuran (mixer)
Bahan baku yang berada di bin hammer mill pack masuk ke mixer melalui
slide gate untuk dicampur hingga rata. Pada saat proses mixing dilakukan penambahan obat-obatan seperti Choline, CPO,Rhodimet, garam, dan zat
additive sampai tercampur dengan semua bahan. Mesin mixer yang digunakan berkecepatan 22 rpm dan kapasitas 4ton/jam dengan daya 30 kW. Pisau-pisau pengaduk pada mesin ini berbentuk solenoide yang berputar pada sumbunya. Lama pencampuran dapat diatur dengan alat pengontrol dari ruang panel. Untuk hasil pencampuran yang berbentuk mash (tepung) akan dibawa ke bin
finish product dengan menggunakan chain conveyor dan bucket elevator. Sedangkan untuk produk berbentuk pellet, maka bahan campuran dari mixer
ini akan mengalami proses pelletizing dan untuk produk yang berbentuk
crumble, akan melalui proses pelletizing dan crumbling sebelum masuk ke bin
finish product.
16.Pembutiran (pelletizing)
Campuran yang berbentuk mess (tepung) dibawa ke pellet mill melalui bin
pellet. Sebelum mengalami pemanasan, tepung yang masuk ke bin pellet
bar. Panas yang digunakan berasal dari uap kering yang dihasilkan dari boiler. Bahan yang telah dipanaskan kemudian dibentuk menjadi pelet dengan menggunakan mesin press yang terdiri dari ring die press yang mempunyai lubang-lubang dengan ukuran tertentu yang disesuaikan dengan produk yang akan dihasilkan. Die ring berputar dengan kecepatan 1500 rpm dan kapasitas 15ton/jam dengan daya 200 kW, pada bagian tengahnya terdapat 2 buah rol yang berputar searah dengan putaran die ring press dengan kecepatan yang sama dan saling menekan. Dengan demikian bahan campuran yang masuk akan berputar dan ditekan keluar melalui lubang-lubang yang terdapat pada
ring die press. Selanjutnya, di luar ring die press terdapat pisau yang akan memotong hasil pellet, sehingga ukuran panjang sesuai dengan yang diinginkan. Hasil pemotongan dari pellet mill dibawa ke mesin cooler untuk didinginkan sampai pada batas temperatur yang telah ditentukan oleh alat sensor. Hasil dari mesin cooler akan dibawa ke bin finase untuk disemprotkan cairan finase yang bertujuan untuk menghaluskan permukaan pellet, selanjutnya produk ini dibawa ke bin finish product.
17.Proses Pembentukan Crumble (crumbling)
crumble dan selanjutnya dibawa ke bin finish product. Sementara abu yang dihasilkan dari vibrator dibawa kembali ke mixer dengan menggunakan chain conveyor dan bucket elevator untuk diolah kembali.
18.Pengepakan (sacking off)
Produk jadi ini akandicurahkan ke karung plastik melalui belt conveyor
sebanyak 50 kg/karung. Proses ini berlangsung secara otomatis melalui sebuah mesin yang telah di program terlebih dahulu. Karung yang telah diisi kemudian dijahit dengan menggunakan sewing machine dan kemudian dibawa ke gudang produk jadi dengan menggunakan alat angkut forklift untuk disimpan sementara sebelum dilakukan proses pengiriman. Produk jadi dari proses pengolahan pakan ternak ini terdiri atas 3 bentuk yaitu mash, pellet, dan crumble yang akan dibawa ke proses ini yaitu pengepakan.
2.7. Mesin dan Peralatan
Mesin dan peralatan merupakan jenis peralatan produksi. Mesin didefenisikan sebagai peralatan yang memerlukan tenaga penggerak (power), sedangkan peralatan didefenisikan sebagai peralatan yang tidak memerlukan tenaga penggerak (power).
2.7.1. Mesin Produksi
14. Chain Convenyor
Fungsi : Mengangkut raw material ke bucket elevator
Jumlah : 10 unit Tipe : VM 700 Daya Motor : 7,5 KW Putaran : 28 rpm Panjang : 23060 mm 15. Screw Convenyor
Fungsi : Mengangkut material dari satu proses ke proses lainnya Jumlah : 10 unit
Tipe : 250 LG Daya Motor : 212 KW Putaran : 1500 rpm Panjang : 8550 mm Kapasitas : 18,75 ton/jam 16. Vibrator Shifter
Fungsi : Menyaring material yang halus dan kasar Jumlah : 2 unit
Tipe : E-534 Mugensen
Daya Motor : 3,4 KW/380 V Putaran : 1500 rpm 17. Elevator
Jumlah : 10 unit Tipe : 250 LG Daya Motor : 3 KW Putaran : 85 rpm Panjang : 8110 mm Kapasitas : 50 ton/jam 18. Mixer Mash
Fungsi : Mencampur bahan Jumlah : 1 unit
Tipe : Rebound
Daya Motor : 150 KW Putaran : 50 rpm Kapasitas : 10 ton/jam 19. Hammer Mill
Fungsi : Menggiling atau menghaluskan bahan baku yang kasar Jumlah : 2 unit
Tipe : 700-2D Daya Motor : 132 KW Putaran : 3000 rpm Kapasitas : 22 ton/jam 20. Mixer Pellet dan Crumble
Tipe : Rebound
Daya Motor : 250 KW Putaran : 50 rpm Kapasitas : 20 ton/jam 21. Mixer Conditioner
Fungsi : Menghomogenisasikan bahan Jumlah : 2unit
Tipe : Van arsen
Daya Motor : 11 KW Putaran : 1500 rpm 22. Cooler
Fungsi : Mendinginkan pakan dari mesin pellet Jumlah : 1 unit
Tipe : TK 2600/1900
Daya Motor : 30 KW (hydrolic pump) Putaran : 22 rpm
Kapasitas : 22 ton/jam 23. Pellet Mill
Fungsi : Menghasilkan pakan bentuk pellet Jumlah : 1 unit
Kapasitas : 20 ton/jam 24. Blower
Fungsi : Menarik udara panas dari dalam Hammer Mill sekaligus mempercepat turunnya material
Jumlah : 2 unit Tipe : Van Arsen
Daya Motor : 7,5 KW Putaran : 3000 rpm 25. Crumble
Fungsi : Menghasilkan pakan bentuk crumble
Jumlah : 2 unit Tipe : Van Arsen
Daya Motor : 1,5 KW Putaran : 22 rpm Kapasitas : 15 ton/jam 26. Sewing Machine
Fungsi : Menjahit karung pakan sebagai produk akhir Jumlah : 3 unit
2.7.2. Peralatan Produksi (equipment)
Peralatan yang digunakan pada pabrik PT. Gold Coin Indonesia-Medan Mill adalah sebagai berikut:
14. Dryer
Fungsi : Mengurangi kadar air sampai 15% Jumlah : 1 unit
Tipe : Horizontal Merek : GSI
Suhu : 200oF – 250oF Kapasitas : 10 ton/jam 15. Drum Shiever
Fungsi : Menyaring plastik dan bahan yang dapat menghambat raw material yang melewati conveyor dan elevator
Jumlah : 3unit
Tipe : TZ 700x2300 Merek : Van Arsen
Daya Motor : 2,2 KW 16. Buffer Bin
Fungsi : Sebagai tangki penyimpanan sementara Jumlah : 1 unit
17. Cyclon
Fungsi : Sebagai pemisah partikel-partikel halus Jumlah : 1 unit
Tipe : 1600/450x908 RECHTS Merek : Van Arsen
18. Dust Collector
Fungsi : Menyaring bahan agar material yang digiling tidak terbuang ke udara
Jumlah : 2unit Tipe : CAE 215 Merek : Van Arsen
19. Magnet
Fungsi : Menarik logam yang masuk bersama bahan baku Jumlah : 3unit
Tipe : PM 3 Merek : Van Arsen
20. Air Lock
Fungsi : Mencegah kebocoran udara sekaligus menarik bahan yang terdapat dalam 1 cyclon
21. Dosing Weigher
Fungsi : Sebagai alat penimbang bahan baku dan produk jadi Jumlah : 2unit
Tipe : 3 ton dan 1 ton Merek : Van Arsen
22. Slide Gate
Fungsi : Membatasi material yang digunakan Jumlah : 35unit
23. Intake I (jagung)
Fungsi : Tempat penuangan bahan baku jagung Jumlah : 1 unit
24. Intake II
Fungsi : Tempat penuangan bahan baku berupa SBM, MBM Jumlah : 2unit
25.Bin Penyimpanan
Fungsi : Tempat penyimpanan berupa raw material yang akan diproduksi
Jumlah : 24unit 26.Bin Finish Product
Fungsi : Tempat penyimpanan produk jadi yang akan di-sacking
BAB I
PENDAHULUAN
1.1. Latar Belakang
Menurut Montgomery (2009), kualitas adalah salah satu dari faktor yang mempengaruhi keputusan konsumen dalam memilih produk di antara pesaing-pesaing yang ada. Jika kualitas produk tidak sesuai dengan keinginan konsumen, maka perusahaan akan mengalami kerugian. Kerugian tersebut dapat berupa
rework, kehilangan waktu, tenaga, uang, dan kepercayaan konsumen dapat hilang. Oleh karena itu, pemahaman dan peningkatan kualitas dalam perusahaan adalah faktor kunci dalam kesuksesan, pengembangan, dan menjaga kompetisi dalam bisnis.
Tabel 1.1. Persentase Penggunaan Bahan Baku untuk Pakan Ayam
No Bahan Baku Persentase Penggunaan (%)
1. Jagung Kuning 54
2. Soya Bean Meal 30
3. Corn Glutten Meal 4
4. Guar Meal 2
5. Rapeseed Meal 2
6 Dedak Padi 8
Sumber: PT. Gold Coin Indonesia
Bahan baku yang paling sering digunakan untuk menghasilkan pakan ternak adalah jagung kuning. Jagung kuning di terima dari supplier yang merupakan hasil panen yang di kumpulkan dari para petani yang merupakan bahan baku pakan yang paling sering diproduksi oleh perusahaan sehingga perlu dilakukan inspeksi yang lebih memakan banyak biaya dan tenaga kerja. Kualitas jagung kuning di pengaruhi oleh kadar air, kadar jamur dan kotoran. Pemeriksaan kadar air, jamur, dan kotoran dilakukan di laboratorium berdasarkan standar yang ditentukan oleh perusahaan. Standar kadar air, kadar jamur dan kotoran dapat di lihat pada Tabel 1.2.
Tabel 1.2. Standar Kadar Air, Kadar Jamur, dan Kotoran
Spesifikasi Kadar Kadar Air <23% Kadar Jamur <10% Kotoran <10%
Sumber: Standar Kualitas PT. Gold Coin Indonesia
Hal ini dilakukan karena bagian ini merupakan titik kritis dalam kendali mutu produk yang dihasilkan nantinya. Berdasarkan hasil wawancara yang dilakukan oleh peneliti terhadap kepala bagian QC dan kepala bagian produksi didapatkan bahwa dalam 1 kali penurunan bahan baku, biasanya bahan baku jagung kuning yang diperoleh berjumlah 100-150 bags dari tiap kedatangan, kemudian dilakukan pemeriksaan secara keseluruhan oleh pekerja dengan cara menusuk semua bags
untuk melihat kualitas bahan baku secara visual (kasat mata) sehingga menyebabkan bahan baku berserakan di lantai dan bahan baku tersebut dikumpulkam kembali untuk digunakan dalam proses produksi.
Setelah itu pihak quality control mengambil sampel sebanyak 1 kg dari 20% total bags yang datang untuk melihat kadar air, kadar jamur, dan kotoran apakah sudah sesuai dengan standard yang diterapkan perusahaan. Kendala yang sering terjadi salah satunya ialah semua bahan baku yang di cek oleh QC telah dinyatakan