I. PENDAHULUAN
A. Latar Belakang Pendirian Pabrik
Sebagai negara yang sedang berkembang, bangsa Indonesia memiliki kewajiban untuk melaksanakan pembangunan di segala bidang. Salah satunya adalah pembangunan di sektor ekonomi, yang sedang digiatkan oleh pemerintah untuk mencapai kemandirian perekonomian nasional. Untuk mencapai tujuan ini pemerintah menitikberatkan pada pembangunan di sektor industri. Pembangunan industri ditujukan untuk memperkokoh struktur ekonomi nasional dengan keterkaitan yang kuat dan saling mendukung antar sektor, meningkatkan daya tahan perekonomian nasional, memperluas lapangan kerja dan kesempatan usaha sekaligus mendorong berkembangnya kegiatan berbagai sektor pembangunan lainnya.
untuk mendirikan pabrik disodium fosfat di Indonesia. Selain menguntungkan dari segi ekonomi, juga dapat memicu berkembangnya industri - industri pengguna disodium fosfat itu sendiri, sekaligus membuka lapangan kerja sehingga mengurangi tingkat pengangguran.
Disodium hidrogen fosfat (Na2HPO4) adalah garam sodium dari asam fosfat. Disodium hidrogen fosfat adalah bubuk putih yang sangat higroskopis dan larut dalam air. Oleh karena itu digunakan secara komersial sebagai anti-caking additive dalam produk bubuk. DSP juga dikenal sebagai disodium hydrogen orthophosphate, sodium hydrogen phosphate atau sodium phosphate dibasic. Sodium fosfat secara umum digunakan pada industri makanan , dimana sodium fosfat berfungsi sebagai bahan tambahan agar tidak terjadi proses pemisahan minyak dari makanan Disodium fosfat dikenal dengan kata lainsodium phosphate dibasic. (wikipedia,2012)
Disodium fosfat dihidrat, merupakan salah satu bentuk produk dari disodium fosfat. Produk disodium fosfat dapat dibagi menjadi beberapa produk berdasarkan molekul H2O kristal yang terikat (hidrat), seperti : disodium fosfat anhidrat (murni, tanpa H2O kristal), disodium fosfat dihidrat (2 molekul H2O), disodium fosfat heptahidrat (7 molekul H2O), dan disodium fosfat dodekahidrat (12 molekul H2O). (sciencelab, 2012)
tekstil sebagai pemucat, sebagai bahan baku detergen, pengolahan air boiler, makanan, dan lain sebagainya. Pendirian pabrik disodium fosfat anhidrat di Indonesia mempunyai peluang investasi yang menjanjikan dan mempunyai profitabilitas yang tinggi.
B. Kegunaan Produk
Adapun kegunaan dari Disodium fosfat anhidrat antara lain :
1. Agen pembersih dalam beberapa industri, diantaranya industri sabun dan detergen; industri electroplating; dan beberapa industri lainnya. (www.chemeurope.com).
2. Reagen dalam pengolahan air umpan boiler, yang digunakan sebagai sumber alkalinity untuk mencegah korosi dan terbentuknya kerak. (www.migas-indonesia.com).
3. Penerapan disodium fospat dalam air boiler dan dapat membantu untuk menghindari penyumbatan oleh akumulasi kalsium dan garam magnesium terutama didaerah air keras. Menurut United States Agency for International Development pembersihan sistem air dengan disodium fospat juga membantu untuk mencegah korosi pipa, umumnya meningkatkan kualitas air dari waktu ke waktu. (www.ehow.com, 2012) 4. Bahan aditif pada makanan yang berfungsi sebagai pengatur keasaman
(Acidity Regulator), misalnya pada mentega. (agri.sucofindo.co.id)
kimia yang memungkinkan hati (liver) berfungsi dengan baik. (www.ehow.com, 2012)
6. Stabilisasi protein pada minuman Canned Milk, UHT Milk; menurunkan cooking timepada sereal dan pasta; sebagai aksi pengemulsi pada keju dan saus; stabilitas protein pada es krim (Hard, soft, imitation); mempertahakan PH (Buffer) pada Ophthalmic dan kosmetik perawatan kulit. (http://www.foodadditives.org, 11 Agustus 2012)
C. Analisa Pasar
1. Harga Bahan Baku dan Produk
Berikut ini adalah harga bahan baku dan harga disodium fosfat pada tahun terakhir.
Tabel 1.1. Harga Bahan Baku dan Produk
No. Bahan Harga (US $/kg)* Harga (Rp/kg)
1. Sodium karbonat 0,431) 3.801
2. Asam fosfat 0,5 2) 4.420
3. Disodium fosfat 2 1) 17.680
1)alibaba.com ;2)aneka-kimia-inti.indonetwork.co.id * Kurs 1 US $ = Rp.8.840
(http://www.bi.go.id/web/id/Moneter/Kurs+Bank+Indonesia/Kurs+Uang+Kertas +Asing/, diakses pada tanggal 20 Oktober 2011)
2. Kebutuhan Pasar
Tabel 1.2. Data Kebutuhan Disodium fosfat Indonesia
Sumber : Badan Pusat Statistik, 2003-2009
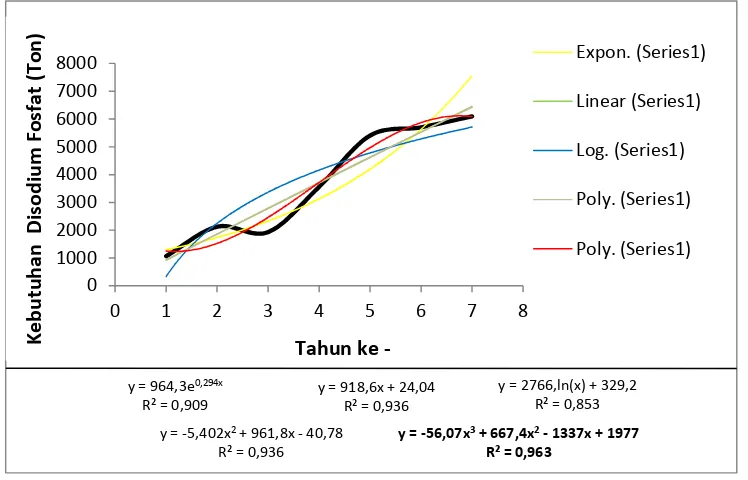
Untuk menentukan kapasitas pabrik yang akan dibangun, dapat dilakukan beberapa pendekatan berdasarkan Proyeksi Data Kebutuhan Disodium Fosfat di Indonesia sebagai berikut :
Grafik 1.1 Kebutuhan Disodium Fosfat pada tahun ke-1 hingga tahun ke-7
Dengan menggunakan persamaan regresi polynomial orde 3 yang memiliki nilai R tertinggi pada gambar 1, maka diperkirakan kebutuhan Disodium Fosfat Indonesia pada tahun ke-14 yaitu tahun 2016 adalah sebesar :
Kebutuhan DSP (y) = -56,07x3+ 667,4x2- 1337x + 1977
=39.787 ton
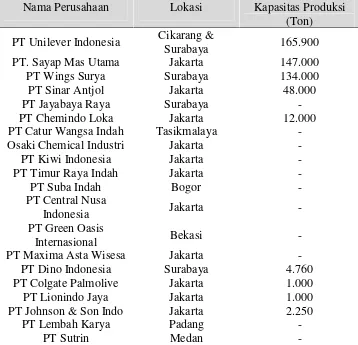
Berikut merupakan data pabrik detergen di Indonesia yang dapat dijadikan target pasar dari pabrik Disodium phospat yang akan dibangun :
Tabel 1.3. Lokasi dan Kapasitas Produksi Industri Deterjen di Indonesia
Nama Perusahaan Lokasi Kapasitas Produksi
(Ton) PT Unilever Indonesia Cikarang &
Surabaya 165.900
PT. Sayap Mas Utama Jakarta 147.000
PT Wings Surya Surabaya 134.000
PT Sinar Antjol Jakarta 48.000
PT Jayabaya Raya Surabaya
-PT Chemindo Loka Jakarta 12.000
PT Catur Wangsa Indah Tasikmalaya
-Osaki Chemical Industri Jakarta
-PT Kiwi Indonesia Jakarta
-PT Timur Raya Indah Jakarta
-PT Suba Indah Bogor
-PT Central Nusa
Indonesia Jakarta
-PT Green Oasis
Internasional Bekasi
-PT Maxima Asta Wisesa Jakarta
-PT Dino Indonesia Surabaya 4.760
PT Colgate Palmolive Jakarta 1.000
PT Lionindo Jaya Jakarta 1.000
PT Johnson & Son Indo Jakarta 2.250
PT Lembah Karya Padang
-PT Sutrin Medan
-Sumber : Dept. Industri dan Perdagangan, 1997
Namun pada kenyataannya tidak semua merk detergen menggunakan disodium fosfat sebagai bahan bakunya.
Oleh karena itu, kapasitas pabrik yang akan didirikan adalah sebesar 70% dari proyeksi kebutuhan disodium phospat atau sebesar 28.000 ton/tahun, dengan pertimbangan sebagai berikut :
1. Adanya kemungkinan munculnya industri serupa di Indonesia seiring dengan berkembangnya industri detergen sebagai pengguna disodium phospat, sehingga tidak memonopoli pasar.
2. Dari aspek bahan baku, kebutuhan asam phospat dan sodium karbonat dapat terpenuhi untuk mencapai nilai kapasitas tersebut.
D. Lokasi Pabrik
Secara singkat dapat dikatakan bahwa orientasi perusahaan dalam menentukan lokasi pabrik yaitu untuk mendapatkan keuntungan teknis dan ekonomis yang seoptimal mungkin. Disamping itu diharapkan tidak mengganggu lingkungan dan kelestarian alam, serta manusia itu sendiri. Dalam perancangan ini lokasi yang dipilih adalah di daerah Lamongan, Jawa Timur, dengan pertimbangan sebagai berikut:
1. Ketersediaan bahan baku
sumber bahan baku akan mengurangi biaya transportasi maupun penyimpanan. Bahan baku utama dalam pembuatan disodium fosfat ini adalah sodium karbonat dan asam fosfat. Lokasi di Lamongan sangat tepat karena tidak terlalu jauh dengan PT Petrokimia Gresik yang menghasilkan asam fosfat dengan kapasitas produksi 200.000 ton/tahun. Sodium karbonat diperoleh dari PT Aneka Kimia Inti, Jawa Timur.
2. Pemasaran produk
Daerah Lamongan sendiri termasuk dalam kawasan industri menengah di Jawa Timur. Berdekatan dengan Gresik, Surabaya, Madura, Malang yang juga merupakan area industri yang potensial sebagai daerah pemasaran. Seperti yang sudah dijelaskan sebelumnya bahwa disodium fosfat digunakan sebagaicleaning compound,paint remover, dan water softener. Di Indonesia terutama Pulau Jawa banyak industri - industri yang menggunakan zat tersebut seperti industri pembuatan detergen, industri cat, dan juga untuk pengolahan air umpan boiler. Lokasi pabrik di Lamongan juga sangat strategis untuk pemasaran karena dekat dengan pelabuhan.
3. Penyediaan air
terlebih dahulu agar memenuhi persyaratan terutama untuk keperluan proses dansteam.
4. Tersedianya tenaga kerja
Tenaga kerja yang terampil dan terdidik dapat dipenuhi karena banyak sekolah-sekolah kejuruan yang mendidik tenaga-tenaga terampil yang siap pakai.
5. Faktor-faktor lain
II. PEMILIHAN DAN URAIAN PROSES
A. Proses Pembuatan Disodium Fosfat Anhidrat
Secara umum pembuatan disodium fosfat anhidrat dapat dilakukan dengan 2 proses berdasarkan bahan baku yang digunakan , yaitu pembuatan disodium fosfat anhidrat dari asam fosfat dengan natrium klorida dan asam fosfat dengansoda ash.
A. 1. Disodium fosfat anhidrat menggunakan bahan baku asam fosfat
dan natrium klorida
Reaksi yang terjadi terdiri dari 2 tahap, yaitu pembentukan monosodium fosfat dari asam fosfat dan sodium klorida (1), kemudian dilanjutkan dengan pembentukan disodium fosfat dari sodium dihidrogen fosfat dan sodium klorida (2) :
(1) H3PO4 (aq)+ NaCl(aq) NaH2PO4 (aq)+ HCl(l) (2) NaH2PO4 (aq)+ NaCl(aq) Na2HPO4 (aq)+ HCl(l)
Konversi reaksi (1) sebesar 98% dapat tercapai ketika konsentrasi awal H3PO4 sebesar 2,35 M; rasio NaCl : H3PO4 = 1,7; dan rasio extractant : H3PO4antara 0,5-1. Konversi reaksi (2) dapat tercapai lebih dari 98% dengan konsentrasi mula-mula NaH2PO4 2,5 M dan rasio extractant : NaH2PO4 antara 1,4-1,5.
Bahan baku dan solven organik berkontak di dalam reaktor pada temperatur 40˚C. Solven organik yang terikut dengan HCl dari reaktor 1 dan 2 diregenerasi dengan cara stripping menggunakan gas ammonium hydroxide (NH3) untuk menghasilkan ammonium chloride (NH4Cl) sebagai produk samping. (Zhou dkk, 1989)
A .2 . Disodium fosfat anhidrat dari asam fosfat dan soda ash dengan
proses kristalisasi
Pada proses ini, digunakan soda ash (Na2CO3) sedikit berlebih , untuk kemudian direaksikan dengan asam fosfat membentuk disodium fosfat dengan suhu reaksi antara 85 C - 100 C. (Faith Keyes , 1975:696)
Reaksi Pembuatan disodium fosfat berlangsung dengan 1 tahap dengan persamaan reaksi sebagai berikut :
Na2CO3 (aq)+ H3PO4 (aq) Na2HPO4 (aq)+ H2O(l)+ CO2 (g)
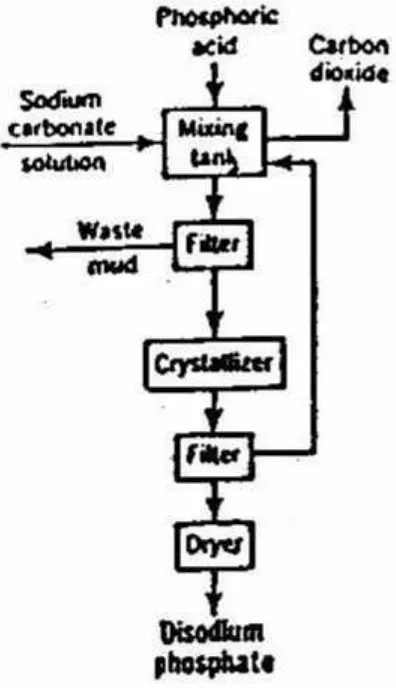
yang akan direaksikan dengan asam fosfat. Setelah dinetralisasi asam fosfat dipanaskan sampai temperatur 90˚C. Berikut merupakan blok diagram proses pembuatan disodium fosfat dari asam fosfat dan natrium karbonat :
Gambar 2.1. Blok diagram pembuatan Disodium Fosfat dari asam fosfat
dan sodium karbonat
(Sumber : Keyes,1975:695)
suhu 30 C (Weast, R.C. 69th ed.). Kemudian kristal Na2HPO4 dipisahkan pada centrifuge dari larutan induk (mother liquor) dan dikeringkan pada Drier pada suhu 80 C sehingga kristal Na2HPO4.Yield yang didapat dengan proses ini 90% - 95%. (Faith Keyes, 1975:695)
B. Pemilihan Proses
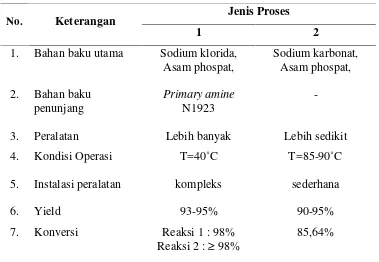
Pemilihan proses dilakukan dengan membandingkan keuntungan dan kerugian semua proses pembuatan disodium fosfat yang telah diuraikan di atas sebagai berikut:
Tabel 2.1. Perbandingan proses pembuatan disodium fosfat
No. Keterangan Jenis Proses
1 2
1. Bahan baku utama Sodium klorida, Asam phospat,
3. Peralatan Lebih banyak Lebih sedikit
4. Kondisi Operasi T=40˚C T=85-90˚C
5. Instalasi peralatan kompleks sederhana
6. Yield 93-95% 90-95%
7. Konversi Reaksi 1 : 98%
Reaksi 2 :≥ 98%
85,64%
B.1 Kelayakan Ekonomi
1. Reaksi Menggunakan bahan baku sodium karbonat dan asam fosfat :
H3PO4 (aq)+ NaCl(aq) NaH2PO4 (aq)+ HCl(l)
1 : 1 : 1 : 1
BM 98 58,5 120 36,5
Produk yang terbentuk pada reaksi diatas adalah NaH2PO4.
Jika pada reaksi tersebut NaH2PO4yang terbentuk sebanyak 1 kg, maka : Mol NaH2PO4yang terbentuk =
BM massa
=
mol gr
gr
/ 120
1000
= 8,3333 mol Berdasarkan perbandingan stoikiometri, maka :
Mol H3PO4yang bereaksi = Mol NaH2PO4yang terbentuk = 8,3333 mol
Massa H3PO4yang bereaksi = 8,3333 mol x 98 gr/mol = 816,67 gr =0,8166 kg
Mol NaCl yang bereaksi = mol NaH2PO4yang terbentuk = 8,3333 mol
Reaksi Pada Reaktor II :
NaH2PO4 (aq)+ NaCl(aq) Na2HPO4 (aq)+ HCl(l) 1 : 1 : 1 : 1 BM 120 58,5 142 36,5
Produk yang terbentuk pada reaksi diatas adalah Na2HPO4.
Jika pada reaksi tersebut Na2HPO4yang terbentuk sebanyak 1 kg, maka : Mol Na2HPO4yang terbentuk =
BM Berdasarkan perbandingan stoikiometri, maka :
Mol NaH2PO4yang bereaksi = Mol Na2HPO4yang terbentuk = 7,0423 mol
Massa NaH2PO4yang bereaksi = 7,0423 mol x 120 gr/mol = 845,07 gr =0,8451 kg
Mol NaCl yang bereaksi = mol Na2HPO4yang terbentuk = 7,0423 mol
Massa NaCl yang bereaksi = 7,0423 mol x 58,5 gr/mol = 411,97 gr =0,4119 kg
Harga :
NaCl = Rp. 750/kg
Na2HPO4 = Rp. 17.680/kg
Jadi untuk menghasilkan 1 kg Na2HPO4 dibutuhkan biaya bahan baku sebesar : H3PO4 =Rp. 4.420/kg x 0,8166 kg = Rp. 3.609
NaCl = Rp. 750/kg x (0,4875 + 0,4119) kg = Rp. 674
Jadi selisih harga = harga produk–harga bahan baku = Rp. 17.680–(Rp. 3.609 + Rp. 674) =Rp. 13.397
2. Reaksi Menggunakan bahan baku Asam Fosfat dan Natrium Karbonat
Reaksi Pada Reaktor I :
H3PO4 (aq)+ Na2CO3 (aq) Na2HPO4 (aq)+ H2O(l)+ CO2 (g)
1 : 1 : 1 : 1 : 1
BM 98 106 142 18 44
Produk yang terbentuk pada reaksi diatas adalah Na2HPO4.
Jika pada reaksi tersebut Na2HPO4yang terbentuk sebanyak 1 kg, maka :
Mol Na2HPO4yang terbentuk =
BM
Berdasarkan perbandingan stoikiometri, maka :
= 7,0422 mol
Massa H3PO4yang bereaksi = 7,0422 mol x 98 gr/mol = 690,1408 gr =0,6901 kg
Mol Na2CO3yang bereaksi = mol Na2HPO4yang terbentuk = 7,0422 mol
Massa Na2CO3yang bereaksi = 7,0422 mol x 106 gr/mol = 746,4788 gr =0,7465 kg
Harga :
H3PO4 = Rp. 4.420/kg
Na2CO3 = Rp. 3.801/kg
Na2HPO4 = Rp. 18.680/kg
Jadi untuk menghasilkan 1 kg Na2HPO4dibutuhkan biaya bahan baku sebesar : H3PO4 =Rp. 4.420/kg x 0,6901 kg = Rp. 3.050
Na2CO3 = Rp. 3.801/kg x 0,7465 kg = Rp. 2.837
B.2 Kelayakan Teknis
Biasanya kelayakan teknik terhadap suatu reaksi kimia yang di tinjau adalah energi bebas gibbs (∆G). Untuk reaksi isotermal :
∆G Reaksi =∑ ∆GºfProduk – ∑ ∆GºfReaktan
Berikut data energi bebas gibbs pembentukan (∆Gºf) dan panas pembentukan standar (∆Hºf) pada keadaan standar (T=298 K) :
Komponen ∆Gºf(kkal/mol) ∆Hºf(kkal/mol)
H3PO4(aq) -270,0 -309,32
NaCl(s) -91,894 -98,321
NaCl(aq) -93,92 -97,324
HCl(g) -22,778 -22,063
HCl(l) -31,330 -39,85
H2O(g) -54,6351 -57,7979
H2O(l) -56,6899 -68,3174
CO2(g) -94,260 -94,052
Na2CO3(s) -249,55 -269,46
Na2CO3(aq) -251,36 -275,13
NaH2PO4(aq) -324,5 -366,59
Na2HPO4(aq) -385,53 -423,61
Na3PO4(aq) -431,3 -471,9
Sumber : Tabel 2-178 dan 2-179Perry’s 8thed
1. Reaksi Menggunakan bahan baku Asam Fosfat dan Natrium Klorida
Reaksi Pada Reaktor I :
H3PO4 (aq)+ NaCl(aq) NaH2PO4 (aq)+ HCl(l)
∆GReaksi = (∆Gºf NaH2PO4+ ∆Gºf HCl) - (∆Gºf H3PO4+∆Gºf NaCl) = (-324,5 + (-31,330)) - (-270,0 + (-93,92))
= +8,09 kkal/mol(non-spontan)
Reaksi Pada Reaktor II :
NaH2PO4 (aq)+ NaCl(aq) Na2HPO4 (aq)+ HCl(l)
∆HReaksi = (∆Hºf Na2HPO4+ ∆Hºf HCl) - (∆Hºf NaH2PO4+∆Hºf NaCl) = (-423,61 + (-39,85)) - (-366,59 + (-97,324))
=+ 0,454 kkal/mol(endoterm)
∆GReaksi = (∆Gºf Na2HPO4+ ∆Gºf HCl) - (∆Gºf NaH2PO4+∆Gºf NaCl) = (-385,53 + (-31,330)) - (-324,5 + (-93,92))
= +1,56 kkal/mol(non-spontan)
Berdasarkan nilai ∆G0 yang telah didapatkan sebesar + 0,809 kkal pada reaktor 1 dan + 1,56 kkal pada reaktor 2 menunjukkan bahwa reaksi pembentukan disodium fosfat dapat berlangsung dengan membutuhkan energi yang besar, karena diperoleh nilai ∆G0> 0 sehingga membutuhkan energi berupa panas yang terlalu besar (konsumsi energi besar).
2. Reaksi Menggunakan bahan baku Asam Fosfat dan Natrium Karbonat
Reaksi Pada Reaktor I :
∆HReaksi = (∆Hºf Na2HPO4+ ∆Hºf H2O+∆Hºf CO2) - (∆Hºf H3PO4+∆Hºf Na2CO3) = (-423,61 + (-68,3174) + (-94,052)) - (-309,32 + (-275,13)) =-1,5294 kkal/mol(eksoterm)
∆GReaksi = (∆Gºf Na2HPO4+ ∆Gºf H2O+∆Gºf CO2) - (∆Gºf H3PO4+∆Gºf Na2CO3) = (-385,53 + (-56,6899) + (-94,260)) - (-270,0 + (-251,36)) =-15,1199 kkal/mol(spontan)
Berdasarkan nilai∆G0yang telah didapatkan sebesar-15,1199 kkal pada reaktor 1 menunjukkan bahwa reaksi pembentukan disodium fosfat dapat berlangsung tanpa membutuhkan energi yang besar, karena diperoleh nilai ∆G0 < 0 agar tidak membutuhkan energi berupa panas yang terlalu besar (konsumsi energi besar).
Maka dipilihlah proses pembuatan disodium fosfat yang ke 2, yaitu dengan menggunakan bahan baku Sodium karbonat dan Asam fosfat, dengan pertimbangan sebagai berikut :
1. Reaksi berlangsung secara spontan, yang artinya membutuhkan energi yang lebih kecil dibandingkan proses pertama (menggunakan bahan baku sodium klorida)
3. Tidak menggunakan bahan baku penunjang yang harganya mahal seperti pada proses pertama, sehingga mengurangi biaya produksi.
C. Deskripsi Proses
C.1 Dasar reaksi
Proses ini menggunakan bahan baku natrium karbonat dan asam fosfat. Reaksi berlangsung pada temperatur 90oC. Bahan baku natrium karbonat dalam wujud padat, sedangkan reaksi berlangsung pada fase cair-cair sehingga natrium karbonat dilarutkan terlebih dulu dalam mixing tank sampai dihasilkan larutan Na2CO330% (Faith keyes, 1975:696). Reaksi yang terjadi sebagai berikut:
90oC
Na2CO3 (aq)+ H3PO4 (aq) Na2HPO4 (aq)+H2O(l)+ CO2 (g) Hf= -9709,23
C.2 Tinjauan termodinamika
Reaksi dapat berjalan eksotermis atau endotermis dapat ditentukan dengan meninjau panas pembentukan standar (Hf) pada 298oC.
Reaksi : Na2CO3 (aq) + H3PO4 (aq) Na2HPO4 (l) + CO2 (g) + H2O(l) ∆HReaksi = (∆Hºf Na2HPO4+ ∆Hºf H2O+∆Hºf CO2) - (∆Hºf H3PO4+∆Hºf Na2CO3)
= (-423,61 + (-68,3174) + (-94,052)) - (-309,32 + (-275,13)) =-1,5294 kkal/mol(eksoterm)
Dari perhitungan didapatkan enthalpi pembentukan standar bernilai negatif, maka reaksi pembentukan disodium fosfat bersifat eksotermis.
Padapoint 1diketahui bahwa nilaiGoR(298K)= -15,1199 kcal/mol, maka : dihitung dengan persamaan :
ln
Dari perhitungan didapat nilai K>>1, maka reaksi pembentukan disodium fosfat bersifatirreversible.
C.3 Tinjauan kinetika
Secara umum derajat kelangsungan reaksi ditentukan oleh: 1. Konstanta kecepatan reaksi
2. Orde reaksi
Karena keterbatasan data kinetika, maka dilakukan pendekatan dengan
membandingan energi ikatan terhadap energi aktivasi untuk reaksi yang mirip pada kondisi operasi yang sama.
Reaksi sebenarnya (Reaksi a) :
Na2CO3 (aq)+ H3PO4 (aq) Na2HPO4 (aq)+ H2O(l)+ CO2 (g) Reaksi yang mirip (Reaksi b) :
K2CO3 (aq)+ H3PO4 (aq) K2HPO4 (aql)+ H2O(l)+ CO2 (g)
Perbedaan dari kedua reaksi tersebut ada pada salah satu reaktan yang digunakan dan produk utama yang dihasilkan.
Gambar 2.2. Struktur molekul Na2CO3 Gambar 2.3. Rumus molekul K2CO3
Gambar 2.4. Struktur molekul Na2HPO4 Gambar 2.5. Struktur molekul K2HPO4
Sejumlah energi yang diperlukan untuk memutus ikatan antar atom tersebut disebut energi ikatan. Energi ikatan ini tentu berkaitan dengan energi minimum yang dibutuhkan untuk berlangsungnya sebuah reaksi kimia, sebab reaksi kimia itu sendiri adalah reaksi pemutusan atau penggabungan ikatan membentuk senyawa baru. Energi yang dimaksud tidak lain adalah energi aktivasi.
Secara matematis hubungan tersebut dapat ditulis : =
Diketahui data sebagai berikut : Energi ikatan Na-O = 256,1 J/mol Energi ikatan K-O = 277,8 J/mol
Energi aktivasireaksi b= 20.501,85 J/mol (Sarto & Alamsyah, 2007)
Sehingga, energi aktivasireaksi a= , ,. , = 18.900,37 J/mol
Nilai A0(faktor frekuensi tumbukan) dapat di hitung denganpersamaan G-10, page : 944, Fogler 3rded:
M = Berat molekul, gr/mol
N = bilangan avogadro, 6,023.1023molekul/mol R = 8314 gr.m2/s2.K
Jika diketahui :
BMA (H3PO4) = 98 g/mol BMB (Na2CO3) = 106 g/mol
σA (H3PO4) = 1.66092E-08 cm = 1.66092E-10 m σB (Na2CO3) = 1.71768E-08 cm = 1.71768E-10 m
dimana diameter molekul (σ) diperoleh dari persamaan 1.4-11 (Byron Bird, 2nd ed) :σ= 0,841.10-9(Vc)1/3
dengan Vc adalahcritical volumemasing-masing umpan (H3PO4= 7,703 cm3/mol dan Na2CO3= 8,52 cm3/mol)
A0 = 20.976.558,42 m3/mol.s
= 349.609.307,07 liter/mol.menit
Pada T = 90˚C (363 K), konstanta laju reaksi dapat di hitung dengan menggunakan persamaanArhenius:
k = A0 /
k = 349.609.307,07 . , /( , )( ) k = 668.190,24 liter/mol.menit
= 40,0914 m3/kmol.jam
Persamaan laju reaksi mengikuti orde 2 (Sarto & Alamsyah, 2007), sehingga : -rA= k CACB
-rA= 40,0914 CACB
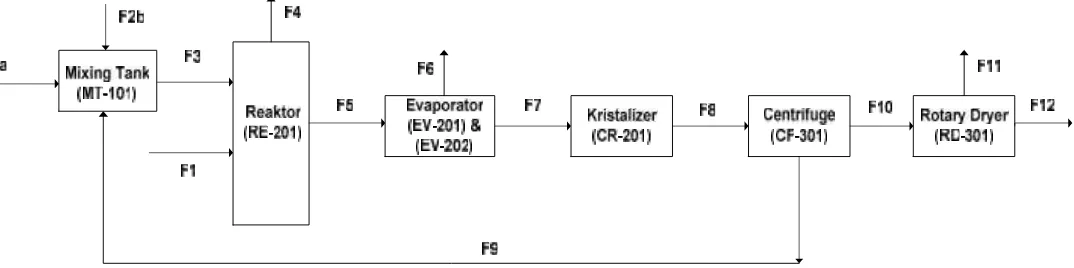
C.4 Uraian Proses
Proses pembuatan disodium fosfat anhidrat secara garis besar dibagi menjadi tahap proses yaitu:
1. Persiapan bahan baku 2. Tahapan Proses
3. Pemurnian dan Penyimpanan Produk
1. Persiapan bahan baku
Bahan baku yang digunakan dalam proses pembuatan disodium fosfat anhidrat adalah natrium karbonat dan asam fosfat. Sodium karbonat yang didapatkan dari PT. Aneka Kimia Inti, Jawa Timur yang memiliki konsentrasi 99,2 % w/w dalam fase padat ditampung terlebih dahulu di tangki penampungan berupa silo (SS-101).
berbentuk conis dilengkapi dengan weight feeder untuk mengatur laju umpan ke tangki pelarutan (MT-101). Natrium karbonat dari feed bin (FB-101) dilarutkan pada tangki pelarutan (MT-101) yang dilengkapi dengan pengaduk. Konsentrasi larutan natrium karbonat yang keluar dari tangki pelarutan 30% berat Na2CO3. Sodium karbonat tersebut harus dilarutkan terlebih dahulu pada Tangki Pelarutan (MT-101) sebelum masuk ke reaktor (Keyes, 1975). Pengenceran sodium karbonat dilakukan pada temperatur lingkungan sekitar 300C dan tekanan 1 atm. Sedangkan asam fosfat diperoleh dari PT. Petrokimia Gresik, Jawa Timur disimpan dalam tangki penampungan (ST-101).
2. Tahapan Proses
Larutan asam fosfat dialirkan ke dalam reaktor (RE-201) direaksikan dengan natrium karbonat. Reaktor yang digunakan adalahContinous Stirred Tank Reactor (CSTR) yang dilengkapi dengan pengaduk dan koil pendingin dikarenakan rekasi eksotermis untuk menjaga suhu reaksi agar tidak berubah. Sebagai media pendingin digunakan air dengan suhu masuk 30oC. Kondisi operasi reaktor pada suhu 90oC dan tekanan 1 atm. Reaksi yang terjadi dalam reaktor 1 adalah:
Na2CO3 (aq)+ H3PO4 (aq) 85,64% Na2HPO4 (aq)+ H2O
(l)+ CO2 (g) Hasil reaksi berupa gas CO2 akan keluar melalui pipa pembuangan. Hasil utama pada reaktor yaitu disodium fosfat .
3. Pemurnian dan Penyimpanan Produk
Mother liquor dan kristal yang terbentuk dipisahkan melalui centrifuge(CF-301). Mother liquor yang terbentuk direcycle ke reaktor . Sedangkan kristal disodium fosfat dialirkan menuju rotary dryer (RD-301) untuk dikeringkan. Pada rotary dryer (RD-301), terjadi proses pengeringan kristal dengan bantuan udara panas secara berlawanan arah. Proses pengeringan berlangsung dengan suhu 80 C . Dimana pada suhu 80 C kristal Na2HPO4. Produk kristal disodium fosfat kemudian diumpankan pada cooling conveyor untuk proses pendinginan sampai suhu 35 C. Kristal disodium fosfat anhidrat, kemudian ditampung pada silo SS-301 sebagai produk akhir kristal disodium fosfat anhidrat.
Diagram alir proses dapat dilihat pada Gambar 2.6.
Suatu pabrik layak didirikan jika telah memenuhi beberapa syarat antara lain keamanan terjamin dan dapat mendatangkan keuntungan. Investasi pabrik merupakan dana atau modal yang dibutuhkan untuk membangun sebuah pabrik yang siap beroperasi termasuk untuk start up dan modal kerja. Suatu pabrik yang didirikan tidak hanya berorientasi pada perolehan profit, tapi juga berorientasi pada pengembalian modal yang dapat diketahui dengan melakukan uji kelayakan ekonomi pabrik.
A. Investasi
Investasi total pabrik merupakan jumlah dari fixed capital investment,working capital investment,manufacturing costdangeneral expenses.
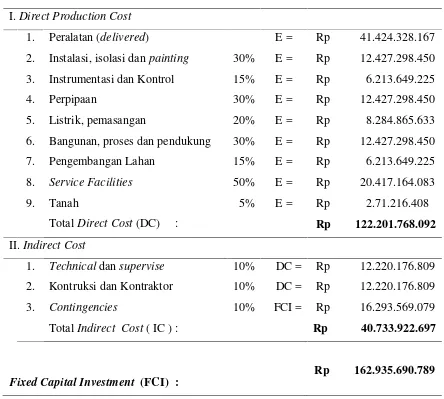
1. Fixed Capital Investment(Modal Tetap)
Tabel 9.1 Fixed Capital Investment
I.Direct Production Cost
1. Peralatan (delivered) E = Rp 41.424.328.167
2. Instalasi, isolasi danpainting 30% E = Rp 12.427.298.450
3. Instrumentasi dan Kontrol 15% E = Rp 6.213.649.225
4. Perpipaan 30% E = Rp 12.427.298.450
5. Listrik, pemasangan 20% E = Rp 8.284.865.633
6. Bangunan, proses dan pendukung 30% E = Rp 12.427.298.450
7. Pengembangan Lahan 15% E = Rp 6.213.649.225
8. Service Facilities 50% E = Rp 20.417.164.083
9. Tanah 5% E = Rp 2.71.216.408
TotalDirect Cost(DC) : Rp 122.201.768.092
II.Indirect Cost
1. Technicaldansupervise 10% DC = Rp 12.220.176.809
2. Kontruksi dan Kontraktor 10% DC = Rp 12.220.176.809
3. Contingencies 10% FCI = Rp 16.293.569.079
TotalIndirect Cost( IC ) : Rp 40.733.922.697
Fixed Capital Investment (FCI) :
Rp 162.935.690.789
2. Working Capital Investment(Modal Kerja)
(taxes payable). WCI untuk prarancangan pabrik Disodium Fosfat adalah
Rp 28.753.357.198
3. Manufacturing Cost(Biaya Produksi)
Modal digunakan untuk biaya produksi, yang terbagi menjadi tiga macam yaitu biaya produksi langsung, biaya tetap dan biaya tidak langsung. Biaya produksi langsung adalah biaya yang digunakan untuk pembiayaan langsung suatu proses, seperti bahan baku, buruh dan supervisor, perawatan dan lain-lain. Biaya tetap adalah biaya yang tetap dikeluarkan baik pada saat pabrik berproduksi maupun tidak, biaya ini meliputi depresiasi, pajak dan asuransi. Biaya tidak langsung adalah biaya yang dikeluarkan untuk mendanai hal-hal yang secara tidak langsung membantu proses produksi. Biaya produksi untuk pabrik Disodium Fosfat ditunjukkan pada Tabel 9.2 berikut ini:
Tabel 9.2Manufacturing cost
I .Manufacturing Cost Jumlah (Rp)
A.Direct Production Cost
- Raw Material 46% TPC = Rp 196.560.324.772
- Operasi tenaga kerja (OL) 15% TPC = Rp 63.022.506.041
- DirectSupervisi 10% OL = Rp 6.302.250.604
- Utilitas 16% TPC = Rp 26.897.157.264
- Maintenancedanrepair 6% FCI = Rp 9.776.141.447
- Operating supplies 15% MR = Rp 1.466.421.217
- Laboratorium 15% OL = Rp 9.453.375.906
B.Fixed Charges/Fixed Manufacturing Cost
- Depresiasi: Mesin 10% FCI = Rp 16.293.569.079
Gedung 3% BC = Rp 372.818.954
- Local Tax 2% FCI = Rp 3.258.713.816
- Insurance 1% FCI = Rp 1.629.356.908
TotalFixed Charges Rp 21.554.458.756
C.Plant overhead
Plant overhead
50% (gaji + supervisi + perawatan)
Rp 39.550.449.046
Manufacturing Cost Rp 374.583.085.054
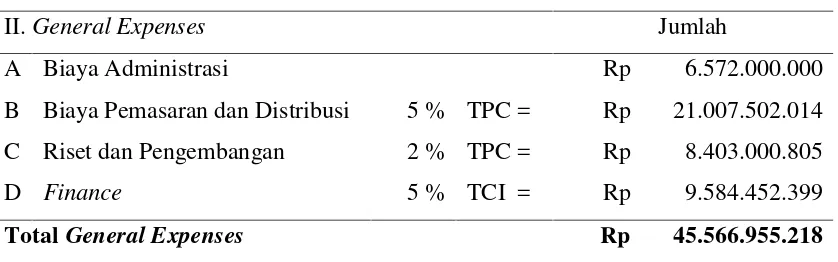
4. General Expenses(Biaya Umum)
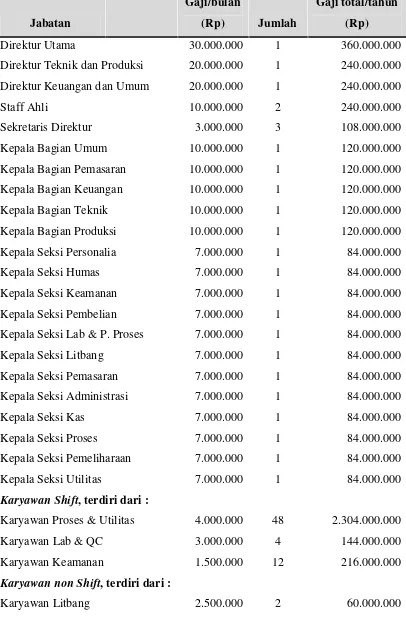
Selain biaya produksi, ada juga biaya umum yang meliputi administrasi, sales expenses, penelitian dan finance. Besarnya general expenses pabrik Disodium Fosfat ditunjukkan pada Tabel 9.3.
Tabel 9.3 General Expenses
II.General Expenses Jumlah
A Biaya Administrasi Rp 6.572.000.000
B Biaya Pemasaran dan Distribusi 5 % TPC = Rp 21.007.502.014
C Riset dan Pengembangan 2 % TPC = Rp 8.403.000.805
D Finance 5 % TCI = Rp 9.584.452.399
Tabel 9.4 Biaya Administrasi
Direktur Utama 30.000.000 1 360.000.000
Direktur Teknik dan Produksi 20.000.000 1 240.000.000
Direktur Keuangan dan Umum 20.000.000 1 240.000.000
Staff Ahli 10.000.000 2 240.000.000
Sekretaris Direktur 3.000.000 3 108.000.000
Kepala Bagian Umum 10.000.000 1 120.000.000
Kepala Bagian Pemasaran 10.000.000 1 120.000.000
Kepala Bagian Keuangan 10.000.000 1 120.000.000
Kepala Bagian Teknik 10.000.000 1 120.000.000
Kepala Bagian Produksi 10.000.000 1 120.000.000
Kepala Seksi Personalia 7.000.000 1 84.000.000
Kepala Seksi Humas 7.000.000 1 84.000.000
Kepala Seksi Keamanan 7.000.000 1 84.000.000
Kepala Seksi Pembelian 7.000.000 1 84.000.000
Kepala Seksi Lab & P. Proses 7.000.000 1 84.000.000
Kepala Seksi Litbang 7.000.000 1 84.000.000
Kepala Seksi Pemasaran 7.000.000 1 84.000.000
Kepala Seksi Administrasi 7.000.000 1 84.000.000
Kepala Seksi Kas 7.000.000 1 84.000.000
Kepala Seksi Proses 7.000.000 1 84.000.000
Kepala Seksi Pemeliharaan 7.000.000 1 84.000.000
Kepala Seksi Utilitas 7.000.000 1 84.000.000
Karyawan Shift, terdiri dari :
Karyawan Proses & Utilitas 4.000.000 48 2.304.000.000
Karyawan Lab & QC 3.000.000 4 144.000.000
Karyawan Keamanan 1.500.000 12 216.000.000
Karyawan non Shift, terdiri dari :
5. Total Production Cost(TPC)
TPC = manufacturing cost + general expenses = Rp 420.150.040.273
B. Evaluasi Ekonomi
Evaluasi atau uji kelayakan ekonomi pabrik Disodium Fosfat dilakukan dengan menghitung return on investment (ROI), payout time (POT), break even point (BEP), shut down point (SDP), dan cash flow pabrik yang dihitung dengan menggunakan metodediscounted cash flow(DCF).
Karyawan Pemeliharaan 2.500.000 2 60.000.000
Karyawan Pemasaran 2.500.000 2 60.000.000
Karyawan Pembelian 2.500.000 2 60.000.000
Karyawan Personalia 2.500.000 4 120.000.000
Karyawan Humas 2.500.000 2 60.000.000
Karyawan Administrasi 2.500.000 2 60.000.000
Karyawan Kas 2.500.000 4 120.000.000
Sopir 1.500.000 6 108.000.000
Cleaning Service 1.000.000 6 72.000.000
Dokter 6.000.000 2 144.000.000
Paramedis 2.000.000 2 48.000.000
Peralatan Kantor 25.000.000
Legal, fee&auditing 40.000.000
Komunikasi 75.000.000
1. Return On Investment(ROI)
Return On Investment merupakan perkiraan keuntungan yang dapat diperoleh per tahun didasarkan pada kecepatan pengembalian modal tetap yang diinvestasikan (Timmerhaus, hal 298). Laba pabrik sebelum pajak adalah Rp 77.353.959.727.
dan laba setelah pajak Rp 61.883.167.782. Pada perhitungan ROI, laba yang diperoleh adalah laba setelah pajak. Nilai ROI pabrik Disodium Fosfat adalah 32,28 %
2. Pay Out Time(POT)
Pay out time merupakan waktu minimum teoritis yang dibutuhkan untuk pengembalian modal tetap yang diinvestasikan atas dasar keuntungan setiap tahun setelah ditambah dengan penyusutan dan dihitung dengan menggunakan metode linier (Timmerhaus, hal 309). Waktu pengembalian modal Pabrik Disodium Fosfat adalah 2,084 tahun. Angka 2,084 tahun menunjukkan lamanya pabrik dapat mengembalikan modal dimulai sejak pabrik beroperasi.
3. Break Even Point(BEP)
✁✂
Sales Total Cost Fixed Cost Variable Cost Regulated Cost
Kapasitas Produksi (%) BEP = 48,92 %
SDP
pendapatan perusahaan yang masuk sama dengan biaya produksi yang digunakan untuk menghasilkan produk sebesar 48,92% tersebut.
4. Shut Down Point(SDP)
Shut down point adalah suatu titik dimana pada kondisi itu jika proses dijalankan maka perusahaan tidak akan memperoleh laba tapi juga tidak mengalami kerugian. Jika pabrik beroperasi pada kapasitas di bawah SDP maka akan mengalami kerugian. Nilai SDP pada prarancangan Pabrik Disodium Fosfat ini adalah 20%, jadi Pabrik Disodium Fosfat akan mengalami kerugian jika beroperasi di bawah 20 % dari kapasitas produksi total. Grafik BEP, SDP ditunjukkan pada Gambar 9.1.
6E+10
Total pinjaman pada prarancangan Pabrik Disodium Fosfat ini adalah 30% dari total investasi yaitu Rp 57.506.714.396.
Angsuran pembayaran pinjaman tiap tahun ditunjukkan pada Tabel E.10.
D. Discounted Cash Flow(DCF)
Metode discounted cash flow merupakan analisis kelayakan ekonomi yang berdasarkan aliran uang masuk selama masa usia ekonomi pabrik. Periode pengembalian modal secara discounted cash flowditunjukkan pada Tabel E.10 dan Gambar 9.2.
Grafik 9.2 KurvaNet Present Value MetodeDiscounted Cash Flow
Tabel 9.5 Hasil Uji Kelayakan Ekonomi
No Analisa Kelayakan Disodium Fosfat Batasan Keterangan
1. ROI sesudah pajak 32,28 % Min. 15 % Layak
2. POT 2,08 tahun Maks. 6,7 tahun Layak
3. BEP 48,92 % 30–60% Layak
4. SDP 20 %
iii
PRARANCANGAN PABRIK DISODIUM FOSFAT ANHIDRAT
DARI SODIUM KARBONAT DAN ASAM FOSFAT
KAPASITAS 28.000 TON/TAHUN
(PERANCANGAN
DOUBLE EFFECT EVAPORATOR
(EV-201 & EV-202))
By
Rangga Radika Prihandana
Indonesia needs to Disodium Phosphate Unydrate, Mainly as a cleaning agent in several industries such as soap and detergent industry and electroplating industry. Disodium Phosphate Unydrate is generally used, because of its water-soluble and Disodium Phosphate Unydrate often mixed with flour to prevent clumping of food. Examples of its use as additive in milk powder and additives in food that serves as regulator of acidity and reagent in boiler feed water treatment, used as a source of alkalinity to prevent corrosion and the formation of scale.
Needs Disodium Phosphate Unydrate in Indonesia is increasing every year and this time the material needs are imported from abroad. In addition, the needs of the world Disodium Phosphate Unydrate also increasing industrial development–industrial users Disodium Phosphate Unydrate . Disodium Phosphate Unydrate plant so it is necessary to support the development of the industry at home and abroad.
Disodium Phosphate Unydrate manufacture on a large scale, carried out on pra-design of Disodium Phosphate Unydratewith a capacity of 28.000 tons/year with sodium carbonate obtained from PT Aneka Kimia Inti, Jawa Timur and Phosphoric Acid derived from Petrokimia Gresik.
Disodium Phosphate Unydrate is produced by reacting Sodium Carbonate and Phosphoric Acid in a CSTR at 90oC and a pressure 1 atm with convesion of 85,64%. The result of the reactor in the from of a solution of Disodium Phosphate Unydrate then flowed into the Evaporator for concentrated and then crystallized by the crystallizer and separated from its mother liquor in a centrifuge and then dried crystals Disodium Phosphate Unydrate use Rotary Dryer up to 98% purity.
The production capacity of the plant is palnned 28.000 tons/year with 330 working days
within 1 year. What’s planned factory was established in Lampongan Wast Java Province. Labor needed as many as 125 people with a form of business entity Limited Liability Company (PT), which is headed by a Director who is assisted by the Director of Production and Director of Finance with line and staff organizational structure.
Provision needs such as utility plants and water treatmen systems, steam supply system, Ammonia Refrigerant, instrument air supply systems and power generation systems.
Analysis of Pra-Design of Disodium Phosphate Unydrate Plant as follows: Fixed Capital Investment (FCI) = Rp
iv
Discounted Cash Flow (DCF) = 42,09% Shut Down Point (SDP) = 20%
iii
PRARANCANGAN PABRIK DISODIUM FOSFAT ANHIDRAT
DARI SODIUM KARBONAT DAN ASAM FOSFAT
KAPASITAS 28.000 TON/TAHUN
(PERANCANGAN
DOUBLE EFFECT EVAPORATOR
(EV-201 & EV-202))
O l e h
Rangga Radika Prihandana
Kebutuhan Indonesia terhadap Disodium Fosfat, terutama sebagai Agen pembersih dalam beberapa industri diantaranya industri sabun dan detergen serta industrielectroplating. Disodium Fosfat umumnya dimanfaatkan karena sifat yang mudah larut dalam air dan Disodium fosfat sering dicampur dengan produk makanan tepung untuk mencegah penggumpalan, contoh dari penggunaanya sebagai aditif dalam susu bubuk serta bahan aditif pada makanan yang berfungsi sebagai pengatur keasaman serta reagen dalam pengolahan air umpan boiler, yang digunakan sebagai sumberalkalinityuntuk mencegah korosi dan terbentuknya kerak.
Kebutuhan Disodium Fosfat di Indonesia semakin meningkat tiap tahunnya dan selama ini kebutuhan bahan tersebut masih diimpor dari luar negeri. Selain itu, kebutuhan Disodium Fosfat di dunia juga semakin meningkat dengan meningkatnya perkembangan industri – industri pengguna Disodium Fosfat. Sehingga pembangunan pabrik Disodium Fosfat sangat diperlukan untuk mendukung perkembangan industri di dalam dan luar negeri.
Pembuatan Disodium Fosfat pada skala besar, dilakukan pada prarancangan pabrik Disodium Fosfat dengan kapasitas 28.000 ton/tahun dengan Sodium Karbonat diperoleh dari PT. Aneka Kimia Inti, Jawa Timur dan Asam Fosfat diperoleh dari PT. Petrokimia Gresik.
Disodium Fosfat diproduksi dengan cara mereaksikan Sodium Karbonat dan Asam Fosfat di dalam CSTR pada suhu 90oC dan tekanan 1 atm dengan konversi 85,64%. Hasil bawah Reaktor berupa larutan Disodium Fosfat kemudian dialirkan ke evaporator untuk dipekatkan dan kemudian dikristalkan dengan crystallizer dan dipisahkan dari mother liquor-nya di dalam centrifuge
kemudian kristal Disodium Fosfat dikeringkan diRotary Dryerhingga mencapai kemurnian 98%. Kapasitas produksi pabrik direncanakan 28.000 ton/tahun dengan 330 hari kerja dalam 1 tahun. Lokasi pabrik direncanakan didirikan di Kabupaten Lamongan Provinsi Jawa Timur. Tenaga kerja yang dibutuhkan sebanyak 125 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Direktur Utama yang dibantu oleh Direktur Produksi dan Direktur Keuangan dengan struktur organisasiline and staff.
Penyediaan kebutuhan utilitas pabrik berupa sistem pengolahan dan penyediaan air, sistem penyediaan steam,Ammonia Refrigerant, sistem penyediaan udara instrumen, dan sistem pembangkit tenaga listrik.
Analisa kelayakan prarancangan pabrik Disodium Fosfat sebagai berikut :
Fixed Capital Investment(FCI) = Rp
162.935.690.789,-Working Capital Investment(WCI) = Rp
191.689.047.988,-iv
Return on Investment after Taxes(ROI)a= 32,28%
Discounted Cash Flow(DCF) = 42,09%
Shut Down Point(SDP) = 20%
TON/TAHUN
(Perancangan Alat Proses
Double Effect Evaporator
(EV-201 & EV-202))
(Tugas Akhir)
Oleh :
RANGGA RADIKA PRIHANDANA (0715041062)
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
TON/TAHUN
(Perancangan Alat Proses
Double Effect Evaporator
(EV-201 & EV-202))
(Skripsi)
Oleh :
RANGGA RADIKA PRIHANDANA (0715041062)
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
TON/TAHUN
(Perancangan Alat Proses
Double Effect Evaporator
(EV-201 & EV-202))
Oleh
RANGGA RADIKA PRIHANDANA
Skripsi
Sebagai salah satu syarat untuk mencapai gelar SARJANA TEKNIK
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
Gambar halaman 2.1. Blok diagram pembuatan Disodium Fosfat dari asam Fosfat
dan sodium karbonat ... 12
2.2. Struktur molekul Na2CO3 ... 23
2.3. Rumus molekul K2CO3... 23
2.4. Struktur molekul Na2HPO4... 23
2.5. Struktur molekul K2HPO4... 23
2.6. Diagram Alir Proses Pembuatan Disodium Fosfat ... 28
6.1.Cooling Tower ... 94
6.2.Diagram Cooling Water System... 95
6.3. Diagram Alir Pengolahan Air ... 100
6.4.Deaerator... 108
6.5.Siklus Liquifaction... 117
7.1. Peta Provinsi Jawa Timur ... 132
7.2. Peta Kabupaten Lamongan ... 132
7.3. Tata Letak Alat Pabrik ... 136
7.4. Tata Letak Alat Proses ... 138
v
halaman
Kata Pengantar ... i
Abstrak ... iii
Daftar Isi ... v
Daftar Tabel ... viii
Daftar Gambar ... xii
Daftar Grafik ... xiiii
I. Pendahuluan ... 1
A. Latar Belakang Pendirian Pabrik ... 1
B. Kegunaan Produk ... 3
C. Analisa Pasar ... 4
1. Harga Bahan Baku & Produk ... 4
2. Kebutuhan Pasar ... 5
D. Lokasi Pabrik ... 7
II. Pemilihan dan Uraian Proses ... 10
A. Proses Pembuatan Disodium Fosfat Unhidrat ... 10
A. 1. Disodium Fosfat unhidrat menggunakan bahan baku asam Fosfat dan natrium klorida... 10
A. 2. Disodium Fosfat unhidrat dari asam Fosfat dansoda ash dengan proses kristalisasi ... 11
B. Pemilihan Proses ... 13
B. 1. Kelayakan Ekonomi ... 14
vi
C. 2. Tinjauan termodinamika ... 21
C. 3. Tinjauan kinetika ... 22
C. 4. Uraian Proses ... 26
III. Spesifikasi Bahan Baku dan Produk ... 29
A. Bahan Baku ... 29
B. Produk ... 30
B.1. Produk Utama ... 30
B.2. Produk Samping ... 30
IV. Neraca Massa dan Neraca Energi ... 32
A. Neraca Massa ... 32
B. Neraca Energi ... 35
V. Spesifikasi Peralatan ... 41
A. Peralatan Proses ... 41
B. Peralatan Utilitas ... 60
VI. Utilitas dan Pengolahan Limbah ... 88
A. Unit Pendukug Proses (Utilitas) ... 88
B. Pengolahan Limbah ... 118
C. Laboratorium ... 121
C.1. Laboratorium Fisika ... 123
C.2. Laboratorium Analitik ... 123
C.3. Laboratorium Penelitian dan Pengembangan ... 123
C.4. Laboratorium Analisa Air ... 124
C.5. Alat Analisa ... 125
vii
A.1. Faktor Primer ... 129
A.2. Faktor Sekunder ... 130
B. Tata Letak Pabrik ... 133
C. Tata Letak Alat Proses ... 137
D. Prakiraan Areal Lingkungan ... 140
VIII. Sistem Manajemen dan Operasi Perusahaan ... 141
A. Bentuk Perusahaan ... 141
B. Struktur Organisasi Perusahaan ... 144
C. Tugas dan Wewenang ... 148
D. Status Karyawan dan Sistem Penggajian ... 156
E. Pembagian Jam Kerja Karyawan ... 157
F. Jumlah Tenaga Kerja ... 160
G. Kesejahteraan Karyawan ... 163
H. Manajemen Produksi ... 167
IX. Investasi dan Evaluasi Ekonomi ... 172
A. Investasi ... 172
B. Evaluasi Ekonomi ... 177
C. Angsuran Pinjaman ... 180
D.Discounted Cash Flow ... 180
X. Kesimpulan dan Saran ... 182
Daftar Pustaka
Lampiran A (Neraca Massa)
Lampiran B (Neraca Energi)
Lampiran C (Spesifikasi Peralatan Proses)
Lampiran D (Spesifikasi Peralatan Utilitas)
Lampiran E (Investasi dan Evaluasi Ekonomi)
Banchero, B.1955.Chemical Engineering Series.Mc Graw Hill in Chemical Engineering : New York
Biegler, T.1997.Systematic Methods of Chemical Process Design. Prentice Hall International : London
Brown, G.1950.Unit Operations.John Wiley and Sons : New York
Brownell, Young.1959.Equipment Process Design. Wiley Eastern Limited : Bangalore
Chemical Data Chemmaths.2011.
Chemical Engineering Magazine, Ed. Desember 2012.
Coulson, Richardson.1983.Chemical Engineering, Vol. 6th. Pergamon Press : New York
Coulson, Richardson.1955.Chemical Engineering, Vol. 2nd. Butterworth-Heinemann : Boston
FLSmidth, One Source.2011.Door Oliver Eimco Thickeners.
Fogler, Scott, H.1999.Elements of Chemical Reaction Engineering, Ed. 3th.Prentice Hall International : London
Geankoplis, C. J.1983.Transport Processes and Unit Operations, Ed. 2nd.Allyn and Bacon, Inc : London
H. Porse, CP Keko ApS, pers.comm, 2009.
Harnby, N.1985.Mixing in The Process Industries, Ed. 2nd. Butterworth-Heinemann : Boston
Hensley, C.2006.Cooling Tower Fundamentals. SPX Cooling Technologies : Kansas
Himmelblau.1996.Basic Principles and Calculations in Chemical Engineering.Prentice Hall International : London
Ismal, S.1996.Alat Industri Kimia.Unversitas Sriwjaya : Palembang
Kepdal. 2.000 No. 113.Pedoman Teknis Laboratorium Lingkungan.
Kern, D.1950.Process Heat Transfer.Mc Graw Hill International Book Company: London
Keyes, F. and Clark, R.S., 1959, “Industrial Chemistry”, 2nd edition, John Wiley and Sons, Inc., New York.
Lesmana, D.2009.Bahan Kuliah Teknologi Buangan Industri Modul Limbah Cair, Padat, Gas, dan B3.Universitas Lampung : Bandar Lampung
Mc Cabe.1985.Unit Operation of Chemical Engineering, Jilid. 2nd, Ed. 4th. Mc Graw Hill Book Company : New York
Mc Hugh, dkk.2002.Pilot Plant Scale Extraction of Alginates and Conversion of Alginic Acid to Sodium Alginate, drying and milling.Journal of Apllied Phycology 14 : 445–451 :University of New South Wales
Mc Lanahan Corp. Aggregate Processing Division Brosure.2011
Menteri Keuangan Republik Indonesia, Agus Martowardojo, 14 Juni 2011, 09:51 WIB et.al. Kompas.com.
MIP Process Technology.2011.MIP Thickener Design.
Missen, R.1928.Introduction to Chemical Reaction Engineering and Kinetics.John Wiley and Sons : New York
Moss, D.2004.Pressure Vessel Design Manual, Ed. 3th.Elvesier : Boston
MSDS Sodium Carbonate.Science Lab.com, 21 Februari 2011, 10:22 WIB
MSDS Phosphate Acid.Science Lab.com, 21 Februari 2011, 10:25 WIB
Mulyono, P.1997.Ekonomi Teknik Kimia.Universitas Gajah Mada : Yogyakarta
Perry’s.1950.Chemical Engineer’s Handbook, Ed. 3th.Mc Graw Hill Book Company : London
Perry’s.2008.Chemical Engineer’s Handbook, Ed.8th.Mc Graw Hill Book Company : London
Peter, Timmerhaus.2002.Plant Design and Economics for Chemical Engineers.Mc Graw Hill Higher Education : New York
Powel, S.1954.Water Conditioning for Industry, Ed. 1st.Mc Graw Hill Book Company : London
Rase.1977.Chemical Reactor Design for Process Plant, Vol. 1st, Principles and Techniques.John Wiley and Sons : New York
Reid, C.1987.The Properties of Gases and Liquids, Ed. 4th. Donneley and Sons : New York
Reklaitis, G. V.1983.Introduction to Material and Energy Balances.Mc Graw Hill Book Company : London
Riyanto, R.2007.Potensi Ekonomi Na-Alginat di Indonesia, Peluang dan Potensinya.rudi@yahoo.com.
Sari, A.2010.Bahan Kuliah Utilitas dan Penggerak Mula Modul Pengolahan Air Industri.Universitas Lampung : Bandar Lampung
Sarto dan Alamsyah. 2007.Kinetika Reaksi Pembuatan Di-Kalium Phosphat dan Kalium Karbonat. Universitas Gajah Mada : Yogyakarta
Smith, J. M.2001.Introduction to Chemical Engineering Thermodynamics, Ed. 6th.Mc Graw Hill International Edition : New York
Smith, J.M.1981.Chemical Engineering Kinetics, Ed. 3th. Mc Graw Hill International Edition : New York
Smith, R.2005.Chemical Process Design and Integration.John Wiley and Sons : New York
Sugiharto.1987.Dasar-Dasar Pengelolaan Air Limbah. Universitas Indonesia : Jakarta
Technical Specification Thickeners.2011
Treyball, R.1981.Mass Transfer Operations, Ed. 2nd.Mc Graw Hill Book Company : London
Ulrich, G.1984.A Guide to Chemical Engineering Process Design and Economics.University of New Hampshire : USA
Wallas, M.1990.Chemical Process Equipment. Butterworth-Heinemann : Boston
Wang, L, K.2008.Gravity Thickener, Handbook of Enviromental Engineering, Vol. 6th. The Humana Press Inc. : New Jersey
Wilson, E. T.2005.Clarifier Design. Mc Graw Hill Book Company : London
wikipedia, air bersih dan sanitasi, 8 Juni 2012, 13:20 WIB
http://en.wikipedia.org/wiki/Disodium_phosphate : 8 Oktober 2012, 13:20 WIB
www.bappenas.go.id/get-file-server/node/5945/, 21 Maret 2012, 14:17 WIB
viii
Tabel halaman
1.1. Harga Bahan Baku dan Produk ... 4
1.2. Data Impor Disodium phosphat Indonesia ... 5
1.3. Lokasi dan Kapasitas Produksi Industri Deterjen di Indonesia ... 6
2.1. Perbandingan proses pembuatan disodium phosphat ... 13
4.1. Neraca Massa diMixing Tank(MT-101) ... 32
4.2. Neraca Massa di Reaktor I (RE-201) ... 32
4.3. Neraca Massa diEvaporator(EV-201) ... 33
4.4. Neraca Massa diCrystallizer(CR-201) ... 33
4.5. Neraca Massa diCentrifuge(CF-301) ... 34
4.6. Neraca Massa diRotary Dryer(RD-301) ... 34
4.7. Neraca Energi diMixing Tank(MT-101) ... 35
4.8. Neraca Energi diHeater I(HE-101) ... 35
4.9. Neraca Energi diHeater II(HE-201) ... 36
4.10. Neraca Energi di Reaktor (RE-201) ... 36
4.11. Neraca Energi diEvaporator 1(EV-201) ... 37
4.12. Neraca Energi diEvaporator 2(EV-202) ... ... 37
4.13. Neraca Energi diCrystallizer(CR-201) ... 37
4.14. Neraca Enerrgi diCentrifuge(CF-301) ... 38
4.15. Neraca Enegi diRotary Dryer(RD-301) ... 39
4.16. Neraca Energi diHeaterUdara (HE-301) ... 39
4.17. Neraca Enegi diCooling Screw Conveyor(SC-302) ... 40
5.1. SpesifikasiSolid Storage(SS-101) ... 41
5.2. SpesifikasiScrew Conveyor(SC-101) ... 41
5.3. SpesifikasiBucket Elevator(BE-101) ... 42
5.4. SpesifikasiFeeder(FE-101) ... 43
ix
5.8. SpesifikasiHeaterII (HE-201) ... 46
5.9. Spesifikasi Reaktor I (RE-201) ... 47
5.10. SpesifikasiEvaporator 1(EV-201) ... 48
5.11. SpesifikasiEvaporator 2(EV-202) ... 49
5.12. SpesifikasiCrystallizer(CR-201) ... 50
5.13. SpesifikasiCentrifuge(CF-301) ... 50
5.14. SpesifikasiScrew Conveyor(SC-301) ... 51
5.15. SpesifikasiRotary Dryer(RD-301) ... 51
5.16. SpesifikasiFan(F-301) ... 52
5.17. SpesifikasiFan(F-301) ... 52
5.18. SpesifikasiHeaterUdara (HE-301) ... 53
5.19. SpesifikasiCooling Screw Coveyor(SC-302) ... 54
5.20. SpesifikasiBucket Elevator(BE-301) ... 54
5.21. SpesifikasiSolid Storage(SS-301) ... 55
5.22. SpesifikasiBelt Conveyor(BC-301) ... 56
5.23. SpesifikasiWarehouse(W-301) ... 56
5.24. Spesifikasi Pompa Proses (PO-101) ... 57
5.25. Spesifikasi Pompa Proses (PO-102) ... 57
5.26. Spesifikasi Pompa Proses (PO-201) ... 58
5.27. Spesifikasi Pompa Proses (PO-203) ... 58
5.28. Spesifikasi Pompa Proses (PO-301) ... 59
5.29. Spesifikasi Pompa Proses (PO-202) ... 59
5.30. Spesifikasi Bak Sedimentasi (BS-401) ... 60
5.31. SpesifikasiAgglomeration Tank(AT-401) ... 60
5.32. SpesifikasiStorage Tank(ST-401) ... 61
5.33. SpesifikasiStorage Tank(ST-402) ... 61
5.34. SpesifikasiStorage Tank(ST-403) ... 62
5.35. SpesifikasiClarifier(CF-401) ... 63
5.36. SpesifikasiSand Filter(SF-401) ... 63
x
5.40. SpesifikasiHot Basin(HB-401) ... 66
5.41. SpesifikasiCooling Tower(CT-401) ... 67
5.42. SpesifikasiCold Basin(CB-401) ... 67
5.43. SpesifikasiStorage Tank(ST-404) ... 68
5.44. SpesifikasiStorage Tank(ST-405) ... 69
5.45. SpesifikasiCondensat Water Tank(CWT-401) ... 69
5.46. SpesifikasiCation Exchanger(CE-401) ... 70
5.47. SpesifikasiAnion Exchanger(AE-401) ... 71
5.48. SpesifikasiStorage Tank(ST-406) ... 71
5.49. SpesifikasiDemin Water Tank(DWT-401) ... 72
5.50. SpesifikasiDeaerator(DA-401) ... 73
5.51. SpesifikasiStorage Tank(ST-407) ... 73
5.52. Spesifikasi Pompa Utilitas (PU-401) ... 74
5.53. Spesifikasi Pompa Utilitas (PU-402) ... 74
5.54. Spesifikasi Pompa Utilitas (PU-403) ... 75
5.55. Spesifikasi Pompa Utilitas (PU-404) ... 76
5.56. Spesifikasi Pompa Utilitas (PU-405) ... 76
5.57. Spesifikasi Pompa Utilitas (PU-406) ... 77
5.58. Spesifikasi Pompa Utilitas (PU-407) ... 77
5.59. Spesifikasi Pompa Utilitas (PU-408) ... 78
5.60. Spesifikasi Pompa Utilitas (PU-409) ... 78
5.61. Spesifikasi Pompa Utilitas (PU-410) ... 79
5.62. Spesifikasi Pompa Utilitas (PU-411) ... 79
5.63. Spesifikasi Pompa Utilitas (PU-412) ... 80
5.64. Spesifikasi Pompa Utilitas (PU-413) ... 80
5.65. Spesifikasi Pompa Utilitas (PU-414) ... 81
5.66. Spesifikasi Pompa Utilitas (PU-415) ... 81
5.67. SpesifikasiBoiler(B-401) ... 82
5.68. SpesifikasiBlower Steam(BS-401) ... 82
xi
5.72. Spesifikasi Pompa Amoniak 1 (PA-401) ... 84
5.73. Spesifikasi Pompa Amoniak 2 (PA-402) ... 85
5.74. SpesifikasiExpansion Valve1 (EV-301) ... 85
5.75. Spesifikasi Generator (GS-401) ... 86
5.76. SpesifikasiStorage Tank(ST-407) ... 86
6.1. Standar Air untuk Kebutuhan Domestik ... 88
6.2. Kebutuhan Air untukGeneral Uses ... 90
6.3. Kebutuhan Air untuk Air Pendingin ... 91
6.4. Baku Mutu Air Proses ... 97
6.5. KebutuhanSteam ... 98
6.6. Kebutuhan Air untukProcess Water ... 98
6.7. Kebutuhan Penerangan untuk Area dalam Bangunan ... 109
6.8. Kebutuhan Penerangan untuk Area luar Bangunan ... 110
6.9. Kebutuhan Listrik untuk Alat Proses ... 111
6.10. Kebutuhan Listrik untuk Alat Utilitas ... 112
6.11. Kebutuhan Amoniak Refrigerant ... 117
6.12. Syarat-Syarat Kualitas (Mutu) Air Limbah ... 118
6.13. Tingkatan Kebutuhan Informasi dan Sistem Pengendalian ... 126
6.14. Pengendalian Variabel Utama Proses ... 127
7.1. Dasar Pemilihan Lokasi Pabrik ... 128
7.2. Perincian Luas Area Pabrik Disodium Phosphat ... 139
8.1. Jadwal Kerja ReguShift ... 159
8.2. Jumlah Operator berdasarkan Jenis Alat ... 160
8.3. Penggolongan Tenaga Kerja ... 161
9.1.Fixed Capital Investment ... 173
9.2.Manufacturing Cost ... 174
9.3.General Expenses ... 175
9.4. Biaya Administrasi ... 176