APLIKASI
RESPONSE SURFACE METHODOLOGY
(RSM)
DALAM OPTIMASI PARAMETER PROSES PADA MIE INSTAN
INDOMIE DI PT INDOFOOD CBP SUKSES MAKMUR, TBK.
DIVISI
NOODLE
CABANG JAKARTA
SKRIPSI
NIKEN SEKAR MELATI
F 24080074
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
RESPONSE SURFACE METHODOLOGY (RSM) APPLICATION IN
PROCESSING PARAMETERS OPTIMIZATION OF INDOMIE INSTANT
NOODLE AT PT INDOFOOD CBP SUKSES MAKMUR, TBK.
NOODLE DIVISION IN JAKARTA
Niken Sekar Melati, Dedi Fardiaz
Department of Food Science and Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Dramaga Campus, PO BOX 220, Bogor, West Java, Indonesia
Phone: +62 85717319922, e-mail: [email protected]
ABSTRACT
Instant noodle has been one of the alternative foods in terms of rice substitute, especially for urban people who live in big cities. Instant noodles could be stored for several months in room temperature due to low water activity in accordance to low moisture content and fat content. PT Indofood CBP Sukses Makmur, Tbk. Noodle Division is one of the biggest instant noodle producers in Indonesia which produces various brands of instant noodles. This research was aimed to obtain the optimal processing parameters for some Indomie products in 61 gram, 63 gram, and 66 gram weight. The optimization was carried out by statistical approach, called Response Surface Methodology (RSM). Two (2) processing parameters were being optimized, frying temperature IN and OUT (oC). The yields being optimized were final product moisture content (%) and fat content (%). The selected optimum points in line 2 were 3.41519 % for moisture content and 17 % for fat content, with 64.68 rpm for cutter speed, 121.26 0C for frying temperature IN, and 150.08 0C for frying temperature OUT. The selected optimum points in line 8 were 3.49808 % for moisture content and 16.5755 % for fat content, with 44.02 rpm for cutter speed, 124.74 0C for frying temperature IN, and 159.95 0C for frying temperature OUT. The selected optimum points in line 10 were 3.45207 % for moisture content and 16.8164 % for fat content, with 64.13 rpm for cutter speed, 119.83 0C for frying temperature IN, and 154.30 0C for temperature OUT.
NIKEN SEKAR MELATI. F24080074. Aplikasi Response Surface Methodology (RSM) dalam Optimasi Parameter Proses pada Mie Instan Indomie di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle Cabang Jakarta. Di bawah bimbingan Dedi Fardiaz. 2012.
RINGKASAN
Mie merupakan bahan pangan yang berbentuk pilinan memanjang dengan diameter 0,07-1,05 inci yang terbuat dari tepung terigu dengan atau tanpa tambahan kuning telur. Di Indonesia saat ini mie telah menjadi salah satu pangan alternatif utama setelah nasi. Terdapat berbagai macam jenis mie menurut proses pengolahannya, yaitu mie basah mentah (untaian mie hasil dari pemotongan lembaran adonan tanpa perlakuan pengolahan lanjutan dan kadar air sekitar 35 %), mie basah matang (atau mie kuning, dihasilkan dari mie mentah yang dikukus atau direbus, dan kadar air sekitar 52 %), mie kering (atau mie telur, dihasilkan dari mie mentah yang dikeringkan, kadar airnya sekitar 10 %), dan mie instan (mie mentah yang dikukus kemudian dikeringkan sehingga teksturnya menjadi porous dan mudah direhidrasi).
Mie instan adalah produk makanan kering yang terbuat dari tepung terigu dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan yang diizinkan, berbentuk khas mie, dan siap dihidangkan setelah dimasak atau diseduh dengan air mendidih selama paling lama empat menit. Mie instan yang diproses dengan teknik penggorengan memiliki kadar air 2-5 % dan kadar lemak 15-20 %, sedangkan mie instan yang dikeringkan menggunakan udara panas memiliki kadar air 8-12 % dan kadar lemak 3 %.
PT Indofood CBP Sukses Makmur, Tbk, Divisi Noodle merupakan salah satu perusahaan mie instan terkemuka serta merupakan market leader mie instan di Indonesia. Produk yang dhasilkan berupa mie instan dengan berbagai merk dan rasa seperti Indomie, Supermi, Sarimi, Mi Telur Cap 3 Ayam, Pop Mie, Pop Bihun, dan Sakura. Kondisi proses produksi yang terjadi pada industri tersebut saat ini adalah masih terdapat produk mie instan yang memiliki kadar air dan kadar lemak yang tidak sesuai dengan standar yang telah ditetapkan sebelumnya. Faktor utama penyebab masalah tersebut adalah pengaturan faktor-faktor kuantitatif pada mesin pengolahan yang kurang tepat.
Tindakan yang perlu dilakukan adalah optimasi pada parameter proses produksi untuk menentukan titik optimum pada faktor-faktor kuantitatif pada proses produksi, khususnya untuk produk mie instan Indomie. Metode yang digunakan adalah Response Surface Methodology (RSM). RSM adalah suatu metodologi yang dapat digunakan untuk menentukan titik optimum pada pengaturan mesin yang bertujuan untuk menghasilkan produk yang sesuai dengan standar yang telah ditetapkan dan tidak mengandung kecacatan sama sekali.
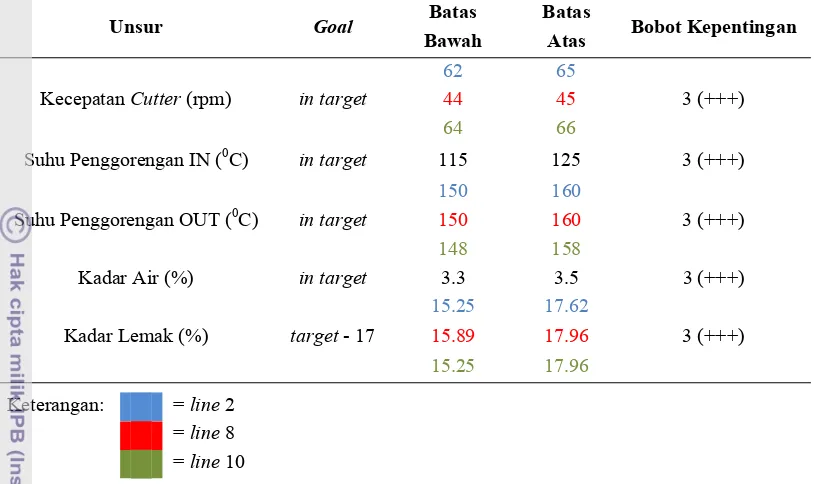
Penelitian magang ini dilakukan dengan tujuan untuk mempelajari proses produksi secara menyeluruh untuk mengidentifikasi dan mengurangi defect pada produk yang dihasilkan, melakukan pengujian parameter mutu untuk mengetahui konsistensi mutu produk dan keragaman produk yang dihasilkan, serta mengoptimasi kondisi parameter proses berupa suhu penggorengan sehingga menghasilkan kadar air dan kadar lemak produk mie instan Indomie yang optimal (kadar air: 3.3-3.5 %, dan kadar lemak: 17 % ) pada line 2, line 8, dan line 10.
tepung terigu dengan larutan alkali. Setelah itu, adonan tersebut akan dibentuk menjadi lembaran lalu dibuat untaian, dibentuk gelombang mie, kemudian dibagi ke beberapa jalur. Tahap selanjutnya adalah pengukusan mie yang dilanjutkan ke tahap pemotongan dan pelipatan mie. Blok-blok mie yang telah dipotong tersebut kemudian digoreng dan segera didinginkan. Proses terakhir adalah proses pengemasan di ruang pengemasan.
Untuk menentukan titik optimal pada proses penggorengan, tahap pertama yang dilakukan adalah melakukan penelitian awal dengan mengatur beberapa parameter proses yang akan dikaji, yaitu kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT. Respon yang diamati adalah kadar air dan kadar lemak dari produk akhir berupa mie instan Indomie dengan berat bersih 61 gram, 63 gram, dan 66 gram. Respon yang dihasilkan dari penelitian awal akan diolah menggunakan RSM yang kemudian akan memberikan suatu model yang dianggap paling sesuai sebagai model optimasi terpilih untuk diterapkan dalam line yang dikaji.
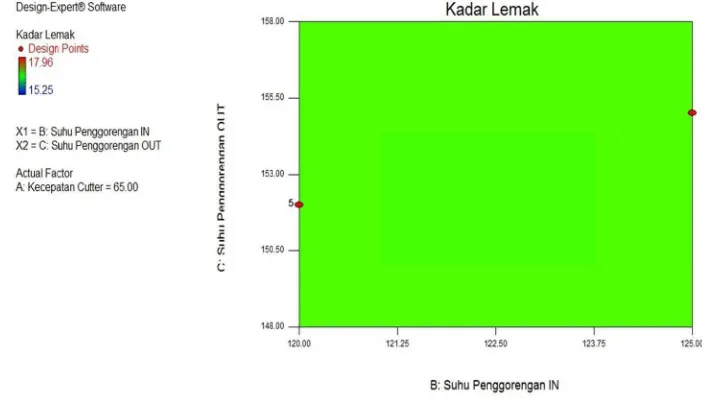
Hasil dari penelitian ini menunjukkan bahwa kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT mempengaruhi nilai kadar air dan kadar lemak secara signifikan. Optimasi parameter proses dalam memproduksi mie instan dengan nilai kadar air 3.3-3.5 % dan nilai kadar lemak 17 % dapat dilakukan pada line 2, line 8, dan line 10. Model optimasi pada line 2 adalah Kadar air (%) = -552.77992 – (0.26290)A + (9.58669)B – (0.040076)B2 dan Kadar lemak (%) = 22.86132 + (0.25137)A – (0.14386)B – (0.031157)C, sedangkan model optimasi pada line 8 adalah Kadar air (%) = 23.08300 + (0.10335)A - (0.028549)B - (0.12862)C dan Kadar lemak (%) = 16.57550, sedangkan model optimasi pada line 10 adalah Kadar air (%) = 1215.07057 - (27.13568)A - (9.80481)B + (3.61617)C + (0.21938)AB – (0.029224)BC dan Kadar lemak (%) = 16.81643. Solusi optimasi pada
line 2 tercapai dengan nilai kadar air 3.41519 % dan kadar lemak 17 % pada kecepatan cutter (A) sebesar 64.68 rpm, suhu penggorengan IN (B) sebesar 121.26 0C, dan suhu penggorengan OUT (C) sebesar 150.08 0C. Optimasi pada line 8 tercapai dengan nilai kadar air 3.49808 % dan kadar lemak 16.5755 % pada kecepatan cutter (A) sebesar 44.02 rpm, suhu penggorengan IN (B) sebesar 124.74
0
APLIKASI
RESPONSE SURFACE METHODOLOGY
(RSM) DALAM OPTIMASI
PARAMETER PROSES PADA MIE INSTAN INDOMIE DI PT INDOFOOD CBP
SUKSES MAKMUR, TBK. DIVISI
NOODLE
CABANG JAKARTA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan,
Fakultas Teknologi Pertanian,
Institut Pertanian Bogor
Oleh
NIKEN SEKAR MELATI
F 24080074
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul Skripsi : Aplikasi Response Surface Methodology (RSM) dalam Optimasi Parameter Proses pada Mie Instan Indomie di PT Indofood CBP Sukses Makmur, Tbk. Divisi
Noodle Cabang Jakarta Nama : Niken Sekar Melati NIM : F24080074
Menyetujui,
Pembimbing,
(Prof. Dr. Ir. Dedi Fardiaz, M.Sc.) NIP. 19481001.197302.001
Mengetahui:
Ketua Departemen,
Dr. Ir. Feri Kusnandar, M.Sc. NIP. 19680526.199303.1.004
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul Aplikasi Response Surface Methodology (RSM) dalam Optimasi Parameter Proses pada Mie Instan Indomie di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle Cabang Jakarta adalah hasil karya saya sendiri dengan arahan Dosen Pembimbing Akademik, dan belum diajukan dalam bentuk apapun pada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Juli 2012
Yang membuat pernyataan
Niken Sekar Melati
© Hak cipta milik Niken Sekar Melati, tahun 2012
Hak cipta dilindungi
Dilarang mengutip dan memperbanyak tanpa izin dari Institut Pertanian Bogor,
sebagian atau seluruhnya dalam bentuk apapun, baik cetak, fotokopi, microfilm, dan
BIODATA PENULIS
Penulis dilahirkan di Jakarta tanggal 15 September 1990 dari pasangan Jus Sujono dan Nani Hartati. Penulis mempunyai seorang kakak perempuan bernama Leonie Aninditta. Penulis mengenyam pendidikan pendidikan di SD Sumbangsih 2 Grogol (1996-2002), SMP Santa Ursula (2002-2005), SMA Santa Ursula (2005-2008). Penulis kemudian melanjutkan pendidikan di S1 di Departemen Ilmu dan Teknologi Pangan, Institut Pertanian Bogor melalui jalur USMI.
Selama berkuliah di IPB, penulis aktif dalam berbagai kegiatan kemahasiswaan. Penulis menjadi pengurus di bagian Minat dan Bakat Mahasiswa Badan Eksekutif Mahasiswa Fakultas Teknologi Pertanian (BEM FATETA) pada periode 2010-2011, dan bertanggung jawab menjadi Ketua Acara RED’S CUP 2010, Ketua Acara RED’S CARPET 2010, dan panitia berbagai kegiatan BEM FATETA lainnya. Sejak 2008, penulis bergabung dengan organisasi Music Agricultural X-pression!! (MAX!!) dan menjadi pengurus di bagian General Affair pada periode 2009-2010. Penulis juga berkesempatan menjadi panitia dalam acara ALFAMAX!!, ETNIX, dan berbagai kegiatan
coaching clinic. Di samping itu, penulis juga berkesempatan menjadi panitia di berbagai acara Himpunan Mahasiswa Teknologi Pangan (HIMITEPA) seperti National Student Paper Competition X pada tahun 2010, Hazard Analysis Critical Control Point (HACCP) VIII Seminar & Training pada tahun 2011, dan berbagai kegiatan lainnya.
iii
KATA PENGANTAR
Puji dan syukur dipanjatkan ke hadapan Allah SWT atas karunia-Nya sehingga skripsi ini berhasil diselesaikan. Penelitian dengan judul Aplikasi Response Surface Methodlogy (RSM) dalam Optimasi Parameter Proses pada Mie Instan Indomie di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle Cabang Jakarta dilaksanakan di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle
yang terletak di Ancol sejak bulan Maret 2012 sampai Juni 2012.
Dengan telah selesainya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terima kasih yang sebesar-besarnya kepada:
1. Kedua orang tua penulis, Ibu Nani Hartati dan Bapak Jus Sujono yang telah merawat serta memberikan pelajaran kehidupan kepada penulis. Terima kasih atas doa dan dorongan semangat yang tiada akhirnya. Terima kasih untuk cinta dan kasih saying yang tiada batasnya.
2. Prof. Dr. Ir. Dedi Fardiaz, M.Sc. sebagai dosen pembimbing skripsi pertama dan dosen pembimbing akademik penulis sejak masuk ke departemen Ilmu dan Teknologi Pangan. Terima kasih atas bimbingan moral, akademik, dan segala dukungan yang diberikan kepada penulis. Terima kasih atas segala tantangan dan kepercayaan yang diberikan kepada penulis.
3. Dr. Ir. Budi Nurtama, M.Agr. sebagai dosen penguji yang telah bersedia memberikan bimbingan dan menguji penulis. Terima kasih atas masukannya dalam perancangan penelitian dan kesediannya untuk menjadi dosen penguji.
4. Ir. Subarna, M.Sc. sebagai dosen penguji kedua yang telah memberikan saran kepada penulis mengenai skripsi ini.
5. Prof. Dr. Ir. Anas Miftah Fauzi, M.Sc. atas saran yang telah diberikan dan kesediannya untuk membantu penulis dalam penyelesaian skripsi ini.
6. Bapak Aziz Boing Sitanggang, M.Sc. atas saran dan masukannya selama penelitian dilaksanakan. 7. Bapak Wardjito Soeradi sebagai Manager Quality Control PT Indofood CBP Sukses Makmur,
Tbk. Divisi Noodle cabang Jakarta yang telah bersedia membantu penulis dalam penyelesaian skripsi ini.
8. Ibu Yani Darliah sebagai pembimbing lapang yang telah bersedia membimbing penulis selama proses magang di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta.
9. Bapak Dicky, Ibu Amalia, Bapak Isnaeni, Bapak Sudiyanto, Bapak Sugiarto, Bapak Sisworo, Bapak Airka, Bapak Imbang, Bapak Asep, Bapak Sutanto, Bapak Kisman, Bapak Jaka, Bapak Kusiman, Bapak Daryanto, Bapak Imam, Bapak Prayitno, Bapak Subarkah, Mas Taufan, Mas Zainal, Mas Diki, Bapak Tri Parjoko, Bapak Marjuni, Bapak Suparrnan, Bapak Sahelan, dan segenap tim Quality Control PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta yang telah membantu penulis selama proses magang.
10. Segenap tim Produksi PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta atas kerja samanya dan waktu yang telah diluangkan untuk membantu penulis selama proses magang. 11. Leonie Aninditta, kakak kandung penulis, yang telah menjadi panutan penulis untuk turut berhasil
dalam pendidikan maupun karir. Terima kasih untuk kasih sayang dan dukungannya.
12. Eyang Uti, Abah, dan Keluarga Besar Asna Jauhari atas doa dan kasih sayang yang tidak pernah berhenti.
iv
14. Cindy Firiera, Kornelia Rismarini, Arini Indraprasta, Maulina Sendy, Desy Ayu, Ranti Rizka, dan Annisa Kharunia yang selalu membuat penulis tersenyum. Terima kasih telah membuat kehidupan di ITP menjadi lebih menyenangkan. Terima kasih telah menjadi sahabat terbaik di saat suka maupun duka.15. Keluarga Besar TACOS ITP 45 atas gelak tawa dan derai air mata yang dialami bersama selama tiga tahun ini.
16. Segenap tim pengajar dan staf Departemen Ilmu dan Teknologi Pangan Institut Pertanian Bogor yang telah memberikan ilmu dan membantu penulis selama ini.
17. Keluarga Besar Music Agricultural X-Pression!! yang telah menjadi keluarga baru penulis sejak TPB hingga sekarang.
Bogor, Agustus 2012
v
DAFTAR ISI
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... ix
I. PENDAHULUAN... 1
1.1 LATAR BELAKANG... 1
1.2 TUJUAN PENELITIAN ... 1
II. PROFIL PERUSAHAAN ... 2
2.1 SEJARAH DAN PERKEMBANGAN PERUSAHAAN ... 2
2.2 RUANG LINGKUP PERUSAHAAN ... 2
2.3 VISI DAN MISI PERUSAHAAN ... 3
2.4 LOKASI PERUSAHAAN ... 3
2.5 STRUKTUR ORGANISASI PERUSAHAAN ... 4
2.5 KETENAGAKERJAAN ... 5
III. TINJAUAN PUSTAKA ... 6
3.1 MIE INSTAN ... 6
3.2 BAHAN PEMBUATAN MIE INSTAN ... 7
3.3 PROSES PEMBUATAN MIE INSTAN... 9
3.4 KADAR AIR ... 12
3.5 KADAR LEMAK ... 12
3.6 RESPONSE SURFACE METHOLODY ... 13
IV. METODOLOGI PENELITIAN ... 15
4.1 BAHAN DAN ALAT ... 15
4.2 TAHAPAN PENELITIAN ... 15
4.2.1 PENGUMPULAN DATA HISTORIS ... 15
4.2.2 TRIAL KOMBINASI PARAMETER PROSES TERPILIH ... 15
4.2.3 ANALISIS KIMIA ... 16
4.2.3.1 ANALISIS KADAR AIR DENGAN METODE OVEN ... 16
4.2.3.2 ANALISIS KADAR LEMAK DENGAN METODE SOXHLET ... 17
4.2.4 ANALISIS REPON DENGAN DESIGN EXPERT DX7.0.0 ... 18
4.2.5 OPTIMASI KOMBINASI PARAMETER PROSES ... 18
4.2.6 VERIFIKASI PARAMETER OPTIMUM ... 19
V. HASIL DAN PEMBAHASAN ... 20
5.1 PROSES PRODUKSI MIE INSTAN ... 20
5.2 RANCANGAN KOMBINASI DAN RESPON ... 21
5.3 ANALISIS RESPON DENGAN RESPONSE SURFACE METHODOLOGY (RSM) ... 22
5.3.1 ANALISIS RESPON KADAR AIR DAN KADAR LEMAK PADA LINE 2 ... 22
5.3.2 ANALISIS RESPON KADAR AIR DAN KADAR LEMAK PADA LINE 8 ... 27
vi
5.4 OPTIMASI KOMBINASI PARAMETER PROSES DENGAN PROGRAM DESIGNEXPERT DX7.0.0 ... 36
5.5 VERIFIKASI KOMBINASI PARAMETER PROSES OPTIMUM ... 40
VI. KESIMPULAN DAN SARAN ... 42
6.1 KESIMPULAN ... 42
6.2 SARAN ... 42
DAFTAR PUSTAKA ... 43
vii
DAFTAR TABEL
Tabel 1. Standar mutu mie instan Standar Nasional Indonesia ... 7
Tabel 2. Uraian unsur parameter proses dan respon yang dioptimasi ... 37
Tabel 3. Solusi optimasi untuk masing-masing line ... 37
viii
DAFTAR GAMBAR
Gambar 1. Bagan alir analisis kadar air metode oven ... 16
Gambar 2. Bagan alir analisis kadar lemak metode Soxhlet ... 17
Gambar 3. Bagan alir mesin pembuatan mie instan ... 20
Gambar 4. Sistem multi stage pada line 8 ... 21
Gambar 5. Sistem single stage pada line 2 dan 10 ... 21
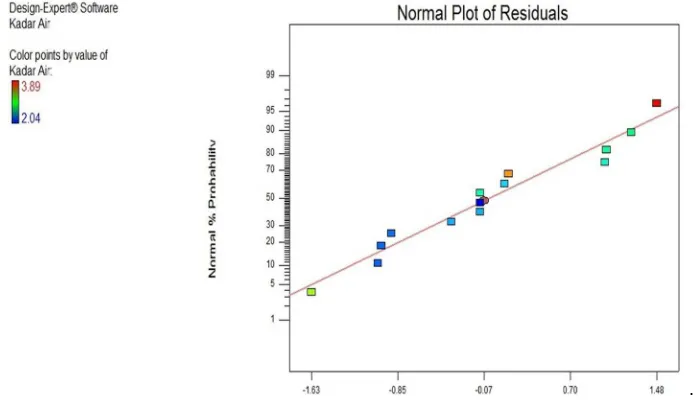
Gambar 6. Grafik kenormalan internally studentized residuals respon kadar air line 2 ... 23
Gambar 7. Grafik contour plot hasil uji respon kadar air line 2 ... 24
Gambar 8. Grafik tiga dimensi hasil uji respon kadar air line 2 ... 24
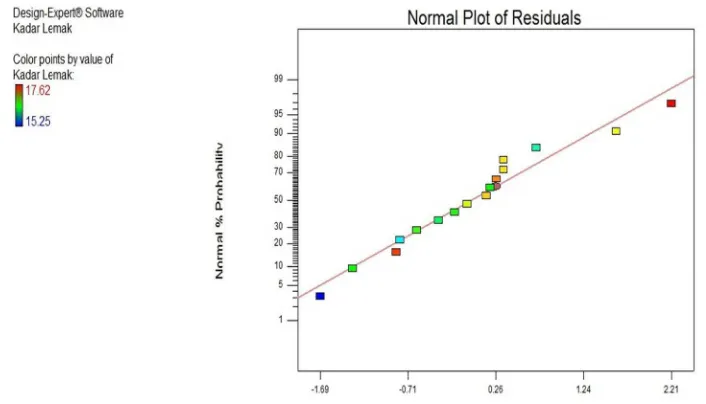
Gambar 9. Grafik kenormalan internally studentized residuals respon kadar lemak line 2 ... 26
Gambar 10. Grafik contour plot hasil uji respon kadar lemak line 2... 26
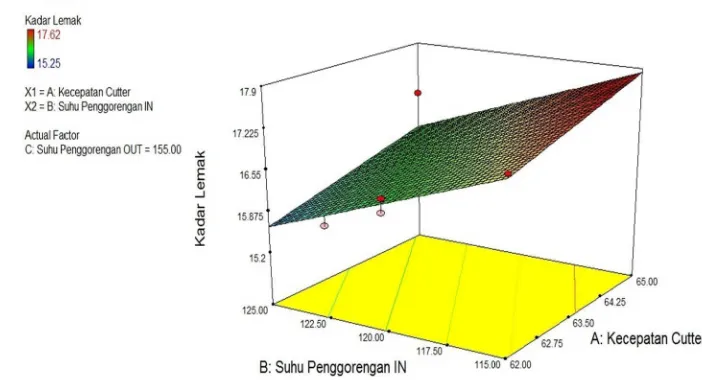
Gambar 11. Grafik tiga dimensi hasil uji respon kadar lemak line 2... 27
Gambar 12. Grafik kenormalan internally studentized residuals respon kadar air line 8 ... 28
Gambar 13. Grafik contour plot hasil uji respon kadar air line 8 ... 29
Gambar 14. Grafik tiga dimensi hasil uji respon kadar air line 8 ... 29
Gambar 15. Grafik kenormalan internally studentized residuals respon kadar lemak line 8 ... 30
Gambar 16. Grafik contour plot hasil uji respon kadar lemak line 8... 31
Gambar 17. Grafik tiga dimensi hasil uji respon kadar lemak line 8... 31
Gambar 18. Grafik kenormalan internally studentized residuals respon kadar air line 10 ... 33
Gambar 19. Grafik contour plot hasil uji respon kadar air line 10 ... 33
Gambar 20. Grafik tiga dimensi hasil uji respon kadar air line 10 ... 34
Gambar 21. Grafik kenormalan internally studentized residuals respon kadar lemak line 10 ... 35
Gambar 22. Grafik contour plot hasil uji respon kadar lemak line 10... 35
Gambar 23. Grafik tiga dimensi hasil uji respon kadar lemak line 10... 36
Gambar 24. Grafik contour plot solusi line 2 ... 38
Gambar 25. Grafik tiga dimensi solusi line 2 ... 38
Gambar 26. Grafik contour plot solusi line 8 ... 39
Gambar 27. Grafik tiga dimensi solusi line 8 ... 39
Gambar 28. Grafik contour plot solusi line 10 ... 39
ix
DAFTAR LAMPIRAN
Lampiran 1. Bagan struktur organisasi PT Indofood CBP Sukses Makmur, Tbk. Divisi
Noodle cabang Jakarta ... 45
Lampiran 2. Bagan proses produksi mie instan di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta ... 46
Lampiran 3. Hasil keseluruhan pengukuran dan perhitungan respon pada line 2 ... 47
Lampiran 4. Ringkasan ANOVA respon kadar air pada line 2 ... 48
Lampiran 5. Ringkasan ANOVA respon kadar lemak pada line 2... 49
Lampiran 6. Hasil keseluruhan pengukuran dan perhitungan respon pada line 8 ... 50
Lampiran 7. Ringkasan ANOVA respon kadar air pada line 8 ... 51
Lampiran 8. Ringkasan ANOVA respon kadar lemak pada line 8... 52
Lampiran 9. Hasil keseluruhan pengukuran dan perhitungan respon pada line 10 ... 53
Lampiran 10. Ringkasan ANOVA respon kadar air pada line 10 ... 54
1
I.
PENDAHULUAN
1.1
Latar Belakang
Pola kehidupan masyarakat dewasa ini cenderung dinamis sehingga di tengah kepadatan kesibukan itu mereka lebih memilih untuk mengkonsumsi produk yang tidak memakan waktu banyak dalam pengolahannya. Mie instan menjadi salah satu pilihan bagi sebagian besar kalangan masyarakat Indonesia, khususnya masyarakat yang tinggal di perkotaan. Produk mie instan saat ini sudah sangat menjamur dan dikenal oleh masyarakat mulai dari masyarakat lapisan bawah sampai lapisan atas. Produsen-produsen mie instan saling berlomba untuk menawarkan suatu produk makanan yang cepat saji, menarik baik dari segi warna dan bentuk, mudah disimpan, mudah dihidangkan, tahan lama, dan mudah diperoleh dalam kehidupan sehari-hari yang tersedia dalam berbagai rasa dan merk dengan harga yang tidak terlalu mahal. Walaupun mie instan belum dapat dianggap sebagai makanan penuh (wholesome food), namun mie instan mampu menyumbang energi untuk aktivitas tubuh sehingga dapat menjadi salah satu alternatif makanan berkarbohidrat tinggi yang dapat mensubstitusi nasi atau makanan berkarbohidrat tinggi lainnya (Astawan 2008).
PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta merupakan salah satu industri pangan yang bergerak dalam pembuatan mie instan. Produk yang dhasilkan berupa mie instan dengan berbagai merk dan rasa seperti Indomie, Supermi, Sarimi, Mi Telur Cap 3 Ayam, Pop Mie, dan Sakura. Kondisi proses produksi yang terjadi pada industri tersebut saat ini adalah masih terdapat produk mie instan yang memiliki kadar air dan kadar lemak yang tidak sesuai dengan standar yang telah ditetapkan sebelumnya. Faktor utama penyebab masalah tersebut adalah pengaturan faktor-faktor kuantitatif pada mesin pengolahan yang kurang tepat.
Dengan kondisi tersebut, diperlukan adanya tindakan optimasi pada parameter proses produksi untuk menentukan titik optimum pada faktor-faktor kuantitatif pada proses produksi, khususnya untuk produk mie instan Indomie. Response Surface Methodology (RSM) merupakan salah satu aplikasi yang dapat diterapkan dalam kegiatan ini. RSM adalah suatu metodologi yang dapat digunakan untuk menentukan titik optimum pada pengaturan mesin yang bertujuan untuk menghasilkan produk yang sesuai dengan standar yang telah ditetapkan dan tidak mengandung kecacatan sama sekali.
1.2
Tujuan Penelitian
2
II. PROFIL PERUSAHAAN
2.1
Sejarah dan Perkembangan Perusahaan
PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle adalah salah satu perusahaan yang berdiri di bawah naungan Indofood Group. Perusahaan ini merupakan salah satu perusahaan mie instan terkemuka serta merupakan market leader mie instan di Indonesia, yang muncul pertama kali dengan nama PT Sanmaru Food Manufacturing Co. Ltd pada tahun 1970. Pada tahun 1984, perusahaan ini bergabung dengan PT Sarimi Asli Jaya Divisi
Noodle, kemudian pada tahun 1988 bergabung dengan PT Lambang Insan Makmur dan pada tahun 1994 namanya berubah menjadi PT Indofood Sukses Mamur. Perusahaan ini memulai proses restrukturisasi internal Grup CBP melalui pembentukan PT Indofood CBP Sukses Makmur (ICBP) dan pemekaran kegiatan usaha mie instan dan bumbu pada tahun 2009 yang diikuti dengan penggabungan usaha seluruh anak perusahaan di Grup Produk Konsumen Bermerek (CBP) ke dalam ICBP. Pada tanggal 1 Januari 2011, secara resmi namanya berubah menjadi PT Indofood CBP Sukses Makmur, Tbk.
Pabrik PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta merupakan pabrik Indofood yang tertua dan mulai beroperasi secara komersial pada tahun 1971 dengan jumlah karyawan pada saat itu sebanyak 70 orang, sedangkan untuk saat ini terdapat sekitar 1025 orang. Hingga saat ini, PT Indofood CBP Sukses Makmur, Tbk. Divisi
Noodle telah memiliki 15 cabang yang tersebar di seluruh Indonesia dengan total pabrik sebanyak 16 buah yang terletak di Medan, Pekanbaru, Palembang, Lampung, Tangerang, Jakarta, Cibitung, Bandung, Padalarang, Semarang, Surabaya, Banjarmasin, Makasar, Ujung Pandang, Pontianak, dan Manado.
PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta telah mendapatkan beberapa penghargaan seperti International Standar Operation yaitu sertifikat ISO 9001 : 2008 yang dikeluarkan oleh System and Service Certification (SGS) sebagai badan sertifikasi. Sistem manajemen ISO 9001 : 2008 dapat dijadikan bukti bahwa PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle sudah melakukan penerapan manajemen mutu berstandar internasional. Selain itu, PT Indofood CBP Sukses Makmur, Tbk. Divisi
Noodle juga telah mendapatkan sertifikat Standar Nasional Indonesia (SNI), Sertifikat Halal dari Majelis Ulama Indonesia (MUI), Sertifikat Badan Pengawas Obat dan Makanan (BPPOM), dan Sertifikat Lembaga Pengkajian Pengawasan Obat dan Makanan (LPPOM) Republik Indonesia. Selain itu, sertifikat ISO 22000 : 2005 tentang HACCP (Hazard Analysis and Critical Control Points) pada tahun 2011.
2.2
Ruang Lingkup Perusahaan
PT Indofood CBP Sukses Makmur, Tbk. memiliki ruang lingkup bidang usaha dengan memproduksi berbagai macam produk, yaitu (1) Divisi Noodles (Indomie, Supermi, Sarimi, Sakura, Pop Mie, Pop Bihun, dan Mi Telur Cap 3 Ayam), (2) Divisi Dairy Product (susu kental manis Cap Enaak, mentega Orchid Butter, Indoeskrim, dan Indomilk), (3) Divisi Food Seasonings (kecap, saus sambal, saus tomat, kaldu, dan bumbu instan), (4) Divisi Snack and Convectionary Food (Chitato, Lays, Qtela, Cheetos, Chiki, Trenz, dan JetZ), dan (5) Divisi
3
Khusus untuk PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta yang merupakan perusahaan tertua ini memproduksi jenis mie yang dapat dibagi menjadi tiga unit produksi, yaitu:a. Normal Noodle : Indomie, Supermie, Sarimi, Sakura. b. Cup Noodle : Pop Mie.
c. Dried Noodle : Mie Telur Cap 3 Ayam.
2.3
Visi dan Misi Perusahaan
Keberhasilan PT Indofood CBP Sukses Makmur, Tbk. tidak lepas dari tujuan, visi, misi, serta kultur yang dipegang oleh perusahaan. Tujuan dari perusahaan PT Indofood CBP Sukses Makmur, Tbk. adalah mempertahankan keunggulan di pasar, memperluas bidang usaha secara terus-menerus melalui pertumbuhan internal maupun pengembangan usaha strategis, selalu meningkatkan kesejahteraan karyawan, senantiasa meningkatkan keuntungan perusahaan dan nilai tambah bagi pemegang saham, serta berperan dalam pelestarian lingkungan hidup dan peningkatan kehidupan masyarakat.
Visi yang dimiliki oleh PT Indofood CBP Sukses Makmur, Tbk. adalah menjadi perusahaan yang dapat memenuhi kebutuhan pangan dengan produk yang bermutu, berkualitas, dan aman (Total Food Solutions). Di samping itu, misi PT Indofood CBP Sukses Makmur, Tbk. adalah:
1. Memberikan solusi atas kebutuhan pangan secara berkelanjutan.
2. Menyediakan produk yang berkualitas tinggi dan inovatif dengan harga terjangkau. 3. Meningkatkan kompetensi karyawan, proses produksi, dan teknologi yang diaplikasikan. 4. Memberikan kontribusi bagi kesejahteraan masyarakat dan lingkungan secara
berkelanjutan.
5. Meningkatkan stakeholders' values secara berkesinambungan.
Selain visi dan misi, PT. Indofood CBP Sukses Makmur Tbk. juga memiliki kultur perusahaan, yaitu CONSISTENT(Consumer, Inovation, Staff, Excellence, and Team work), yang berarti pemenuhan kepuasan pelanggan dengan senantiasa terus berinovasi dari staff yang dapat diandalkan untuk mencapai prestasi terbaik dengan adanya dukungan kerja sama yang baik.
2.4
Lokasi Perusahaan
4
Pemilihan lokasi pabrik di daerah tersebut dengan mempertimbangkan beberapa faktor yang sesuai dengan pendirian pabrik yaitu terletak di daerah kawasan industri, memiliki letak yang strategis karena dekat dengan pelabuhan sehingga mempermudah jalur distribusi sehingga akan menurunkan biaya serta waktu pengiriman, lokasi ini juga dekat dengan gudang distributor sehingga dapat mengurangi biaya perpindahan atau transportasi dan waktu pengiriman, serta dapat mengurangi risiko kerusakan bahan baku maupun bahan jadi yang dikirim. Lokasi tersebut juga memiliki lahan yang cukup luas sehingga akan mempengaruhi optimalnya tata letak pabrik dan output yang dihasilkan. Faktor penting lain yang juga perlu diperhatikan adalah tersedianya jaringan listrik dan air PAM yang memadai karena akan mempengaruhi produktivitas pabrik dalam menghasilkan produk.2.5
Struktur Organisasi Perusahaan
Struktur organisasi PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta merupakan organisasi berbentuk lini atau garis. Dalam organisasi ini, tugas pimpinan dibantu oleh tenaga-tenaga ahli di bidangnya, namun tanggung jawab penuh tetap berada di pimpinan pelaksana. Bagan struktur organisasi di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta terdapat pada Lampiran 1.
PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta dipimpin oleh seorang General Manager (GM) yang membawahi lima departemen yaitu Factory Manager (FM), Branch Process Development Quality Control Manager (BPDQCM), Branch Personal Manager (BPM), Area and Sales Promotion Manager (ASPM), dan Finance and Accounting Manager (FAM).
a. General Manager (GM)
GM memiliki wewenang tertinggi dan tanggung jawab atas berlangsungnya segala kegiatan yang berlangsung dalam perusahaan. GM juga bertanggung jawab untuk memimpin, mengatur, dan mengarahkan organisasi perusahaan agar dapat menghasilkan produk yang bermutu, aman, dan berkualitas secara konsisten.
b. Factory Manager (FM)
FM bertugas dan bertanggung jawab dalam mengatur dan mengawasi kegiatan yang berhubungan dengan proses produksi dan tindakan demi terciptanya kelancaran produksi. FM merencanakan, mengkoordinasikan, mengarahkan, dan mengendalikan kegiatan
manufacturing yang meliputi PPIC, produksi, gudang, teknik, dan purchasing untuk mendukung proses pencapaian target perusahaan baik jangka pendek, jarak menengah, maupun jangka panjang.
c. Branch Process Development Quality Control Manager (BPDQCM)
BPDQC Manager merupakan suatu departemen yang menangani pengawasan mutu, mulai dari bahan baku, proses, hingga produk jadi, serta melakukan inovasi dan modifikasi produk. Departemen ini memiliki beberapa tugas yaitu menjamin mutu dari bahan baku hingga produk jadi di pasar, memperbaiki mutu proses dan produk, menangani keluhan konsumen, melaksanakan audit sistem mutu, mengkoordinasikan kegiatan kalibrasi alat laboratorium, produksi, dan gudang. BPDQC Manager
membawahi QC ProcessSupervisor dan QC Raw Material and Finish Good Supervisor.
1. QC Process Supervisor
5
2. QCRaw Material and Finish Good SupervisorMengendalikan mutu bahan baku dan barang jadi, mengawasi shelf life produk, serta melakukan pemeriksaan barang yang terdapat di gudang.
d. Finance and Accounting Manager (FAM)
FAM bertugas dan bertanggung jawab untuk merencanakan, mengatur, serta mengendalikan semua kegiatan departemen administrasi dan keuangan untuk mendukung kegiatan operasional perusahaan.
e. Branch Personnel Manager (BPM)
BPM bertugas dan bertanggung jawab untuk menangani kelancaran personalia, mengatur dan melakukan pengawasan tugas tata usaha, menyusun rencana kerja perusahaan, serta menyusun laporan manajemen bidang umum.
f. Area and Sales Promotion Manager (ASPM)
ASPM bertugas dan bertanggung jawab untuk mengatur strategi pemasaran, prediksi, dan hubungan usaha. Selain itu juga untuk merencanakan, mengatur, dan mempromosikan produk perusahaan, serta bertanggung jawab untuk mencapai target penjualan perusahaan.
2.6
Ketenagakerjaan
PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta memiliki jumlah karyawan sekitar 1025 orang. Pembagian waktu kerja untuk karyawan mengacu pada peraturan yang telah ditetapkan oleh Departemen Tenaga Kerjayaitu 40 jam kerja dalam satu minggu. Pembagian jam kerja PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle
cabang Jakarta yaitu: a. Hari Senin – Jumat:
Shift I : 07.00 – 14.30 WIB Shift II : 14.30 – 22.00 WIB Shift III : 22.00 – 06.30 WIB b. Hari Sabtu :
Shift I : 07.00 – 12.00 WIB Shift II : 12.00 – 17.00 WIB
6
III. TINJAUAN PUSTAKA
3.1
MIE INSTAN
Mie merupakan bahan pangan yang berbentuk pilinan memanjang dengan diameter 0,07-1,05 inci yang terbuat dari tepung terigu dengan atau tanpa tambahan kuning telur (Beans et al. 1974). Mie diperkirakan berasal dari daratan Cina. Hal ini terlihat dari tradisi menyajikan mie pada perayaan ulang tahun sebagai simbol untuk umur yang panjang. Marcopolo adalah orang yang memperkenalkan mie pertama kali di luar daratan Cina, dengan membawanya ke Italia dan mulai merambah ke negara lain (Juliano dan Hicks 1990). Di Indonesia saat ini mie telah menjadi salah satu pangan alternatif utama setelah nasi.
Dilihat dari segi nilai gizi, mie dapat dikatakan sebagai pengganti nasi, makanan tambahan, dan sebagai cadangan pangan darurat (sebagai sumber energi), ataupun sebagai subsitusi makanan pokok cukup besar. Terdapat berbagai macam jenis mie menurut proses pengolahannya (Winarno 1992), yaitu:
a. Mie basah mentah, merupakan untaian mie hasil dari pemotongan lembaran adonan tanpa perlakuan pengolahan lanjutan. Mie jenis ini biasa digunakan untuk mie ayam. Kadar air mie basah mentah sekitar 35 % dan biasanya ditaburi dengan tapioka untuk menjaga agar untaian mie tidak saling lengket satu sama lain.
b. Mie basah matang, disebut juga dengan mie kuning. Mie jenis ini dihasilkan dari mie mentah yang dikukus atau direbus. Mie dengan kadar air sekitar 52 % ini biasa digunakan untuk soto mie. Mie basah matang biasa dicampurkan dengan minyak sayur untuk mencegah untaian mie lengket satu sama lain.
c. Mie kering, merupakan mie mentah yang dikeringkan hingga kadar airnya sekitar 10 %. Mie ini juga biasa disebut mie telur karena umumnya ditambahkan telur pada pembuatannya. d. Mie instan, merupakan mie mentah yang dikukus kemudian dikeringkan sehingga teksturnya
menjadi porous dan mudah direhidrasi.
Menurut Standar Nasional Indonesia (SNI) 01-3551-2000 yang dikeluarkan oleh Dewan Standarisasi Nasional, mie instan terbuat dari adonan terigu atau tepung beras atau tepung lainnya sebagai bahan utama dengan atau tanpa penambahan bahan lainnya serta dapat diberi perlakuan dengan bahan alkali. Instan dicirikan dengan adanya penambahan bumbu dan memerlukan proses rehidrasi untuk siap dikonsumsi. Mie instan pertama kali diperkenalkan di Jepang pada tahun 1958 dan Korea pada tahun 1963 (Kim 1996). Mie instan siap dihidangkan setelah dimasak atau diseduh dengan air mendidih paling lama selama empat menit. Mie instan yang diproses dengan teknik penggorengan memiliki kadar air 2-5 % dan kadar lemak 15-20 %, sedangkan mie instan yang dikeringkan menggunakan udara panas memiliki kadar air 8-12 % dan kadar lemak 3 % (Astawan 2008).
7
Tabel 1. Standar mutu mie instan Standar Nasional IndonesiaUraian Satuan Persyaratan Keadaan Fisik
Tekstur Rasa Bau Warna
-
Normal Normal Normal Normal
Benda asing - Tidak boleh ada
Keutuhan Persen b/b Minimal 90
Kadar Air
Proses Penggorengan Proses Pengeringan
Persen b/b Maksimal 10 Persen b/b Maksimal 14,5
Kadar Protein Mie dari terigu Mie bukan dari terigu
Persen b/b Minimal 8
Persen b/b Minimal 4 Bilangan Asam mg KOH/g minyak Maksimal 2
Cemaran Logam Timbal (Pb) Raksa (Hg)
mg/kg Maksimal 2
mg/kg Maksimal 0,05
Arsen mg/kg Maksimal 0,5
Cemaran Mikroba Angka Lempeng Total E. coli
Salmonella
Kapang
koloni/gr Maksimal 1,0 x 106
APM/gr < 3
- Negatif per 25 g
koloni/gr Maksimal 1,0 x 103
sumber: SNI 01-3551-2000
3.2
BAHAN PEMBUATAN MIE INSTAN
Bahan baku (raw material) yang digunakan dalam pembuatan mie instan terdiri dari tiga bagian, yaitu bahan baku utama, bahan baku tambahan, dan bahan baku penunjang.
1. Bahan Baku Utama a. Tepung Terigu
8
kandungan protein gliadin dan glutenin yang paling tinggi sehingga dapat menghasilkan adonan yang elastis dan tidak mudah putus.b. Air
Air berfungsi sebagai media reaksi antara gluten dan karbohidrat, melarutkan garam, dan membentuk sifat kenyal gluten. Pati dan gluten akan mengembang dengan adanya air. Air yang digunakan sebaiknya memiliki pH 6-9 (Anonim 2005). Hal ini disebabkan absorpsi air makin meningkat dengan naiknya pH. Makin banyak air yang diserap, mie akan menjadi tidak mudah patah (Winarno 1992). Persyaratan air yang digunakan dalam pembuatan mie harus memenuhi persyaratan air minum, yaitu tidak berwarna, tidak berbau, dan tidak berasa (Astawan 2008). Jumlah air yang ditambahkan ke dalam adonan mie sebesar 28-38 %. Jika kurang dari 28 %, adonan mie akan menjadi rapuh dan sulit dicetak. Jika lebih dari 38 %, adonan mie akan menjadi sangat lengket (Suyanti 2008). Jumlah penambahan air ke dalam adonan bergantung pada kualitas dan jenis terigu yang digunakan. Menurut Sunaryo (1985), suhu adonan yang disarankan untuk pembuatan mie adalah sebesar 24-40 0C untuk mengaktifkan enzim amilase yang akan memecah pati menjadi dekstrin dan protease yang akan memecah gluten.
2. Bahan Baku Tambahan a. Larutan Alkali
Larutan alkali digunakan sebagai pencampur tepung terigu. Bahan penyusun larutan ini terdiri dari antioksidan, pengemulsi, pengatur keasaman, pengental, pewarna, mineral, penguat rasa, tepung-tepungan, dan bahan tambahan lain. Pengental berfungsi untuk menghasilkan tekstur mie yang licin saat dikonsumsi. Penguat serta pemberi rasa seperti garam juga berfungsi untuk memperkuat tekstur mie, memperkuat fleksibilitas dan elastisitas mie, serta membantu reaksi antara gluten dan karbohidrat (Winarno 1997). b. Minyak Goreng
Minyak goreng yang berfungsi sebagai medium penghantar panas serta menambah rasa gurih dan kalori dalam bahan. Minyak goreng yang umumnya digunakan adalah Refined Bleached Deodorized (RBD) Olein yang berbentuk cair jenih, berwarna kekuningan, tidak beraroma tengik, dan tidak berasa. Minyak goreng RBD berasal dari hasil pemrosesan kelapa sawit. Minyak yang rusak akibat proses oksidasi dan polimerisasi dapat menyebabkan mie yang dihasilkan menjadi kurang menarik dan memiliki cita rasa yang tidak enak (Ketaren 1986).
c. Tepung Tapioka
Tepung tapioka biasa digunakan sebagai pensubstitusi tepung terigu. Peran tepung tapioka yang lain adalah untuk meningkatkan kelembutan dan gelatinisasi mie. Jumlah tepung tapioka yang ditambahkan ke dalam adonan maksimal sebesar 10 % dari jumlah tepung terigu yang digunakan. Semakin banyak penambahan tepung tapioka, maka akan mempengaruhi kelembutan tekstur dan kerenyahan dari mie itu sendiri sehingga mie akan semakin renyah (Muljohardjo 1987).
3. Bahan Baku Penunjang
a. Bumbu Pelengkap (Seasoning)
9
b. EtiketEtiket merupakan kemasan primer dari produk mie instan berupa kemasan plastik berlabel. Etiket tidak dapat ditembus oleh gas, uap air, dan mikroba. Jenis etiket yang digunakan adalah Oriented Poly Propylene (OPP) untuk normal noodle dan mie telur,
Metalized untuk special noodle (mie keriting), sedangkan untuk cup noodle menggunakan dua jenis kemasan yang terbuat dari plastik dan styrofoam.
3.3
PROSES PEMBUATAN MIE INSTAN
Proses pembuatan mie instan secara garis besar terdiri dari pencampuran (mixing), pembentukan lembar adonan (pressing), pembentukan untaian mie (slitting), pengukusan (steaming), pemotongan dan pelipatan (cutting and folding), penggorengan (frying), pendinginan (cooling), dan pengemasan (packing) (Winarno 1992).
1. Pembuatan Larutan Alkali
Larutan alkali dibuat dengan cara melarutkan beberapa macam bahan seperti garam, garam mineral, pengental, dan pewarna dengan air ke dalam tangki yang dilengkapi dengan agitator yang berfungsi untuk membuat larutan alkali menjadi homogen. Penampakan fisik larutan alkali harus homogen, tidak terdapat benda asing atau cemaran, berwarna kuning, dan tidak beraroma asam. Larutan alkali harus dianalisis terlebih dahulu untuk mengukur viskositas, pH, dan massa jenis. Setelah hasil analisis memenuhi standar yang ditetapkan, larutan alkali dapat digunakan dalam proses pembuatan mie instan. Umur larutan alkali yang lebih dari 24 jam harus diperiksa kembali sifat fisik dan kimianya. Setiap pembuatan larutan alkali yang berbeda akan diambil kurang lebih 100 ml sebagai sampel dan disimpan di dalam lemari pendingin. Tujuan dari pengambilan sampel tersebut untuk memudahkan pemeriksaan jika terjadi penyimpangan terhadap produk mie instan yang dihasilkan.
2. Pemasukan Tepung Terigu ke Screw Conveyor
Sebelum tahap pencampuran dilakukan, tepung terigu dimasukkan ke dalam screw conveyor
terlebih dahulu. Hal yang perlu diperhatikan pada tahap ini adalah kondisi tepung terigu, sanitasi alat, ketepatan jumlah tepung terigu yang digunakan, dan kondisi saringan. Kondisi tepung terigu yang digunakan harus bermutu baik, tidak basah, tidak menggumpal, serta tidak terkontaminasi benda asing. Sanitasi alat perlu diperhatikan untuk mencegah kontaminasi pada tepung terigu. Pembersihan dilakukan menggunakan vacuum cleaner sehingga kotoran atau sisa-sisa tepung terigu dapat dibersihkan. Ketepatan jumlah tepung terigu berpengaruh pada mutu adonan dan erat kaitannya dengan ketepatan formula yang digunakan. Penggunaan saringan pada screw conveyor bertujuan untuk mencegah masuknya benang-benang halus atau tali pada tepung terigu ke dalam mixer.
3. Pencampuran (Mixing)
Tepung terigu yang telah dituangkan ke dalam screw conveyor akan didorong dan dimasukkan ke dalam mixer. Dalam mixer tersebut, terjadi proses pencampuran dan pengadukan antara tepung terigu dengan larutan alkali. Campuran tersebut diaduk hingga menjadi adonan yang homogen, kenyal, lembut, halus, dan kompak (Astawan 2008). Tujuan dari proses pencampuran adalah untuk menghidrasi tepung dengan air, mendapatkan adonan yang homogen, dan terbentuk jaringan gluten.
10
keadaan adonan, biasanya 30-36 % (Bhusuk dan Rasper 1994). Penambahan air harus cukup karena mempengaruhi karakteristik adonan. Suhu adonan harus tepat, yaitu 35-40 0C. Bila suhu terlalu tinggi, maka adonan akan menjadi lengket karena reaksi enzimatis sehingga menghasilkan dekstrin. Waktu pencampuran yang digunakan harus tepat sekitar 10-15 menit karena jika terlalu cepat adonan belum homogen dan jika terlalu lama adonan menjadi lengket karena suhu adonan meningkat akibat gesekan baling-baling dengan bahan. Adonan yang tidak sesuai standar biasanya ditambahkan pada adonan berikutnya sedikit demi sedikit, sedangkan untuk adonan yang kotor harus segera dipisahkan dan dicari penyebabnya. Kadar air adonan yang ditetapkan untuk normal noodle sebesar 30-32 %.4. Pembentukan Lembar Adonan (Pressing)
Adonan mie yang telah homogen dimasukkan ke dalam mesin pressing untuk dibentuk menjadi lembar adonan. Pada tahap ini, serat-serat gluten akan dihaluskan dan dicetak membentuk lembaran (Astawan 2008). Proses yang terjadi pada tahap ini meliputi pembentukan lembar adonan (pressing), pembentukan untaian mie (slitting), pembentukan gelombang mie, dan pembagian jalur mie. Pada proses pembentukan lembaran, adonan dimasukkan ke dalam press roller untuk menghaluskan serat-serat gluten. Dalam press roller, serat-serat gluten yang tidak beraturan akan ditarik memanjang dan searah oleh tekanan antara dua roller. Setelah dibentuk lembaran, tahap selanjutnya adalah pemotongan lembar adonan secara tipis dan memanjang, lalu dipotong melintang dengan ketebalan tertentu. Mie kemudian dialirkan dengan konveyor khusus pembuat mie keriting dengan cara penggunaan kecepatan yang berbeda saat sebelum dan sesudah proses pemotongan. Tujuan pembentukan mie menjadi keriting adalah agar mie tidak menjadi lengket satu sama lain (Winarno 1992).
Faktor yang berpengaruh dalam tahap ini meliputi ada tidaknya cemaran, ketebalan untaian, jumlah untaian, bentuk untaian, bentuk gelombang, jenis slitter yang digunakan, dan suhu selama proses. Keadaan adonan yang tidak sesuai standar (terlalu lembek atau terlalu basah) dapat mengganggu jalannya pembentukan lembaran. Kerenggangan press roller yang digunakan akan mempengaruhi ketebalan lembaran adonan. Press roller yang terlalu longgar menyebabkan lembar adonan terlalu tebal, begitu pun sebaliknya. Ketebalan lembar adonan mie diukur menggunakan thickness gauge. Jenis slitter yang digunakan juga akan mempengaruhi terhadap jumlah untaian mie yang dihasilkan. Jika terjadi peyimpangan seperti tebal dan jumlah untaian tidak sesuai dengan standar, untaian akan diputus dan dikembalikan ke dalam feeder untuk pressing ulang. Suhu pada tahap ini sebaiknya tidak terlalu dingin karena dapat menyebabkan lembaran pasta menjadi pecah-pecah dan kasar, dan berakibat mutu mie menjadi mudah patah. Suhu juga tidak boleh terlalu tinggi (lebih dari 45
0
C) karena dapat meningkatkan kegiatan enzim dan merangsang perombakan gluten akibat turunnya densitas mie.
5. Pengukusan (Steaming)
11
juga dapat meningkatkan daya cerna pati dan mempengaruhi daya rehidrasi mie. Karakteristik mie setelah tahap pengukusan menjadi berwarna kuning pucat dan bersifat setengah matang.Proses pengukusan dapat dipengaruhi oleh mutu steam dan jumlah steam. Mutu steam yang baik adalah steam basah, yang diperoleh dengan cara mengatur agar tekanan steam yang diperoleh dari boiler cukup rendah. Tekanan yang terlalu rendah menyebabkan steam
mengandung air sehingga mie menjadi lembek, sedangkan jika tekanan terlalu tinggi menyebabkan pati tidak tergelatinisasi sempurna. Jumlah steam yang banyak menyebabkan penetrasi panas akan semakin baik.
6. Pemotongan dan Pelipatan (Cutting and Folding)
Pada tahap ini lajur mie akan dipotong dengan ukuran tertentu kemudian dilipat menjadi dua bagian sama panjang lalu didistribusikan ke dalam mangkok penggorengan. Pemotongan mie dilakukan dengan menggunakan cutter (pisau pemotong mie) yang berputar dan dilengkapi dengan folding adjuster yang berfungsi untuk melipat mie menjadi dua bagian. Kecepatan pisau menentukan ukuran produk mie dan kapasitas pemotongan mie. Kecepatan konveyor harus disesuaikan agar berat per potong mie konstan.
7. Penggorengan (Frying)
Menurut Djatmiko dan Enie (1985), proses penggorengan adalah proses untuk mempersiapkan makanan dengan jalan memanaskan makanan dalam ketel yang berisi minyak. Tujuan dari penggorengan adalah untuk memasak dan mengeringkan mie sampai memiliki kadar air sekitar 3 % sehingga produk akan menjadi matang, kaku, dan tahan lama. Sistem penggorengan yang dilakukan adalah sistem deep frying, yaitu mie direndam dalam minyak goreng yang panas. Selama proses penggorengan terjadi dehidrasi terutama pada bagian luar dari mie yang digoreng yang menyebabkan terbentuknya kerak yang renyah. Uap air yang terlepas akan meninggalkan rongga-rongga kemudian diisi oleh minyak goreng. Minyak yang terserap inilah yang memberikan pengaruh renyah pada bagian kerak dari mie yang digoreng.
Faktor yang berpengaruh pada tahap ini meliputi kadar asam lemak bebas, suhu penggorengan, level minyak, waktu penggorengan, dan adanya cemaran atau tidak. Asam lemak bebas (free fatty acid) yang tinggi dalam minyak akan membuat mutu minyak turun, tengik, dan berwarna coklat (lebih gelap). Waktu penggorengan dapat diatur dengan mengatur kecepatan konveyor yang membawa mie melalui kuali penggorengan. Jika waktu penggorengan terlalu lama, hal tersebut dapat menyebabkan penyerapan minyak oleh mie berlebihan sehingga mie menjadi cepat tengik dan terjadi pemborosan minyak. Sebaliknya, jika penggorengan terlalu cepat, membuat mie menjadi kurang kering dan memacu pertumbuhan pada kapang pada mie (Koswara 2005). Sanitasi dalam penggorengan perlu diperhatikan karena jika hancuran mie tidak dibersihkan dapat mempengaruhi mutu mie yang dihasilkan.
8. Pendinginan (Cooling)
12
mie akan rusak karena ditumbuhi oleh jamur atau mikroba sehingga umur simpan mie menjadi lebih pendek.9. Pengemasan (Packing)
Tahap ini merupakan tahap akhir dari proses pembuatan mie instan. Tujuan dari pengemasan adalah untuk melindungi produk dan memperpanjang umur simpan produk yang dikemas. Mie yang keluar dari mesin pendingin pada ban berjalan tebagi menjadi dua bagian. Secara manual ditambahkan bumbu, minyak bumbu, saos dan kecap, serta sayuran kering sesuai dengan jenis mie yang diproduksi, lalu kemudian masuk ke mesin pengemas.
Mesin pengemas bekerja secara otomatis melalui dua tahap. Tahap pertama untuk merapatkan kemasan bagian bawah (long sealer) dan tahap berikutnya merapatkan serta memotong kemasan pada bagian kanan dan kiri (end sealer). Setelah dikemas dengan etiket, mie instan akan dikemas dalam karton secara manual. Setiap dus memuat 40 bungkus mie instan. Karton tersebut akan dirapatkan menggunakan seal tape pada bagian atas dan bawah. Kode yang tertera pada etiket dan karton harus selalu diperiksa sebagai salah satu bentuk pengendalian mutu kemasan.
3.4
KADAR AIR
Kadar air adalah persentase kandungan air suatu bahan yang dapat dinyatakan berdasarkan berat basah (wet basis) atau berat kering (dry basis). Kadar air berat basah memiliki batas maksimum teoritis sebesar 100 %, sedangkan batas maksimum kadar air berat kering dapat lebih dari 100 % (Belitz dan Grosch 1999). Kadar air berbeda dengan aktivitas air (aw).
Aktivitas air merupakan petunjuk akan sejumlah air yang dapat digunakan sebagai sarana pertumbuhan mikroorganisme (Scott 1957).
Analisis kadar air dapat dilakukan dengan metode langsung (metode kimia) dan metode tidak langsung (metode fisik). Analisis kadar air dengan metode langsung dilakukan dengan cara mengeluarkan air dari bahan pangan menggunakan pengeringan oven, desikasi, distilasi, ekstraksi, dan teknik fisikokimia yang lain. Metode ini memiliki ketelitian yang tinggi, tetapi pada umumnya memerlukan waktu pengerjaan yang relatif lama dan pengoperasiannya kebanyakan bersifat manual. Analisis kadar air dengan metode tidak langsung dilakukan dengan cara metode konduktivitas DC/AC, metode konstanta dielektrik, penyerapan gelombang mikro, penyerapan sonik dan ultrasonik, spektroskopi inframerah, dan spektroskopi NMR (Day 2002).
Metode analisis kadar air yang dilakukan pada penelitian ini adalah metode gravimetri. Prinsip metode ini adalah mengeluarkan air dari bahan pangan dengan proses pengeringan dalam oven. Analisis kadar air dengan oven didasarkan pada berat yang hilang. Oleh karena itu, contoh harus memiliki kestabilan panas yang tinggi dan tidak mengandung komponen lain yang mudah menguap. Faktor yang dapat mempengaruhi analisis air dengan metode oven di antaranya adalah penimbangan contoh, kondisi oven, pengeringan contoh, dan perlakuan setelah pengeringan. Faktor yang mempengaruhi kondisi oven adalah fluktuasi suhu, kecepatan aliran, dan kelembaban udara dalam oven (Fardiaz et al. 1991).
3.5
KADAR LEMAK
13
(asam lemak, gliserol, steroid, aldehid, dan keton). Kandungan dan sifat fisikokimia lemak berbeda-beda bergantung pada sumbernya (Fennema 1985). Analisis lemak dapat berupa analisis kadar lemak, analisis sifat fisikokimia lemak, dan analisis komposisi asam lemak yang terkandung dalam contoh.Metode ekstraksi Soxhlet merupakan metode analisis kadar lemak secara langsung dengan cara mengekstrak lemak dari bahan dengan pelarut organik nonpolar. Ekstraksi dilakukan dengan cara refluks pada suhu yang sesuai dengan titik didih pelarut yang digunakan. Selama proses refluks, pelarut secara berkala akan meredam contoh dan mengekstrak lemak yang ada pada contoh. Refluks dihentikan sampai pelarut yang merendam contoh sudah berwarna jernih yang berarti bahwa sudah tidak ada lagi lemak yang terlarut. Jumlah lemak pada contoh diketahui dengan menimbang lemak setelah pelarut diuapkan. Jumlah lemak per berat bahan yang diperoleh menunjukkan kadar lemak kasar (curd fat), artinya komponen yang terekstrak oleh pelarut organik bukan hanya lemak tetapi komponen lain yang terlarut dalam pelarut organik (Belitz dan Grosch 1999).
Ada beberapa faktor yang mempengaruhi ketelitian analisis metode ini, di antaranya: - Ukuran partikel contoh
Semakin kecil ukuran contoh maka kontak antara permukaan bahan dengan pelarut akan semakin luas sehingga proses ekstraksi lebih efisien.
- Jenis pelarut
Setiap pelarut organik memiliki tingkat polaritas yang berbeda-beda. Pelarut yang memiliki polaritas yang sesuai dengan polaritas lemak akan memberikan hasil ekstraksi yang lebih baik.
- Waktu ekstraksi
Semakin lama waktu ekstraksi maka jumlah lemak yang terekstrak oleh pelarut akan semakin banyak hingga lemak pada contoh habis.
- Suhu ekstraksi
Semakin tinggi suhu maka proses ekstraksi akan berlangsung semakin cepat. Suhu yang digunakan harus disesuaikan dengan titik didih pelarut yang digunakan. Penggunaan suhu yang lebih rendah dari titik didih pelarut akan menyebabkan proses ekstraksi berjalan dengan lambat dan kurang efisien, sedangkan penggunaan suhu yang lebih tinggi dari titik didih pelarut akan menyebabkan ekstraksi tidak terkendali dan dapat menimbulkan resiko terjadinya ledakan atau kebakaran.
Metode Soxhlet dapat diaplikasikan untuk hampir semua bahan pangan. Untuk bahan pangan yang tidak mengandung air seperti tepung atau produk kering lain, bahan dapat langsung dianalisis. Sedangkan untuk bahan pangan berbentuk utuh dan banyak mengandung air seperti daging atau ikan, harus dihidrolisis dengan asam terlebih dahulu kemudian dikeringkan untuk memudahkan lemak keluar dari jaringan (Faridah et al. 2010).
3.6
RESPONSE
SURFACE METHODOLOGY
14
variabel independen mempengaruhi variabel respon dan tujuan akhirnya adalah untuk mengoptimalkan respon (Nuryanti dan Salimy 2008). RSM terdiri dari suatu grup teknik statistik untuk membangun model empiris melalui dan mengeksploitasi model. Melalui rancangan penelitian, metodologi ini dapat mencari suatu reaksi yang berhubungan dengan variable output sebagai respon dan variable input sebagai prediktor (Box dan Draper 1987).Sebagian besar permasalahan RSM adalah bentuk dari hubungan antara respon dan variabel bebas (independent variables) yang tidak diketahui (Montgomery 2001). Hal ini menjadi langkah awal dalam RSM untuk menemukan suatu perkiraan yang sesuai untuk fungsi hubungan yang benar antara y dan suatu set variabel bebas. Jika respon dimodelkan dengan baik oleh fungsi linear dari variabel bebas, maka fungsi perkiraannya adalah model orde pertama (first-order model) terlihat pada persamaan (3.1).
= � +� +� +⋯+� + ∈ (3.1)
Jika terdapat lengkungan dalam sistem, maka polinomial dengan derajat yang lebih tinggi yang akan digunakan, seperti pada model orde kedua (second-order model) seperti pada persamaan (3.2).
= � +∑= � +∑= � +∑ ∑ �< + ∈ (3.2)
Hampir semua permasalahan RSM menggunakan satu atau kedua model tersebut. Hal ini tentu tidak seperti model polinomial yang akan menjadi perkiraan yang masuk akal dari fungsi hubungan yang benar pada seluruh bagian dari variabel bebas, tetapi untuk wilayah yang lebih kecil biasanya ini bekerja dengan cukup baik (Montgomery 2001).
Hubungan dua faktor, x1 dan x2, dapat membentuk beberapa tipe umum permukaan
grafik, seperti bukit (hill), cekungan (basin), ridge, dan pelana (saddle) (Peng 1967). Terbentuknya sistem ridge sering disebabkan karena adanya ketergantungan diantara faktor. Variabel “alami”, seperti suhu, tekanan, dan sebagainya, sering dianggap sebagai faktor karena kemudahan dalam pengukuran. Namun, kombinasi dari beberapa faktor tersebut dapat membentuk variabel dasar yang menggambarkan respon permukaan yang lebih efisien. Sejumlah kondisi yang berbeda dari variabel alami dapat menjadi semua kesetaraan kondisi optimum dari suatu variabel dasar (Peng 1967).
Tahap perencanaan merupakan langkah awal dalam menggunakan RSM. Dalam tahap perencanaan, definisi perencanaan adalah proses, cara, atau kegiatan merencanakan, menyusun, dan menguraikan langkah-langkah pelaksanaan suatu kegiatan. Tahap perencanaan terdiri dari: - Menentukan model persamaan orde pertama, dimana suatu rancangan penelitian dilakukan
untuk pengumpulan data dan arah penelitian selanjutnya ditentukan dengan metode steepest ascent.
- Setelah arah penelitian telah diperoleh, kemudian ditentukan level faktor untuk pengumpulan data selanjutnya.
- Menentukan model persamaan orde kedua, dengan melakukan rancangan penelitian dengan level yang telah ditetapkan setelah metode steepest ascent diterapkan.
15
IV. METODOLOGI PENELITIAN
4.1
Bahan dan Alat
Bahan-bahan yang digunakan untuk analisis kadar air dan kadar lemak adalah mie instan Indomie (dengan berat bersih 61 gram, 63 gram, dan 66 gram), petroleum benzene, dan kapas bebas lemak. Pengolahan data menggunakan software pendukung Design Expert DX7.0.0.
Alat-alat yang digunakan pada penelitian ini adalah neraca analitik, oven listrik dengan suhu 105 ± 20C, desikator, cawan atau botol timbang berdiameter 5 cm dan tinggi 3-5 cm beserta tutupnya, penjepit, labu lemak 250 ml, alat Soxhlet, thimble bebas lemak, dan water bath.
4.2
Tahapan Penelitian
Penelitian ini dibagi menjadi lima tahap, yaitu (1) pengumpulan data historis, (2) trial
kombinasi parameter proses terpilih, (3) analisis kimia, (4) analisis respon dengan Design Expert DX7.0.0, (5) optimasi parameter proses, dan (6) verifikasi parameter optimum.
4.2.1
Pengumpulan Data Historis
Penelitian ini dimulai dengan mengumpulkan seluruh data parameter proses selama tahun 2011. Data tersebut mencakup data sejak proses pencampuran hingga pengemasan. Parameter yang akan dioptimasi adalah suhu penggorengan IN dan suhu penggorengan OUT. Untuk mengambil data, parameter yang akan diatur adalah kombinasi pilihan dari kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT. Pemilihan kombinasi parameter tersebut dilihat dari nilai kadar air dan kadar lemak mie instan Indomie yang dihasilkan, yaitu kadar air sebesar 3.3–3.5 % dan kadar lemak sebesar 17 %.
4.2.2
Trial
Kombinasi Parameter Proses Terpilih
Setelah kombinasi parameter proses dari data historis terpilih, tahap selanjutnya adalah melakukan trial berdasarkan data terpilih tersebut dengan asumsi bahwa nilai kadar air dan kadar lemak mie instan yang dihasilkan memiliki nilai yang sama dengan data historis (kadar air: 3.3-3.5 %, kadar lemak: 17 %).
16
4.2.3
Analisis Kimia
Seluruh kombinasi parameter proses yang telah diujikan kemudian diukur responnya dengan melakukan analisis kimia yang terdiri dari (1) analisis kadar air dengan metode oven dan (2) analisis kadar lemak dengan metode Soxhlet. Hasil pengukuran dan perhitungan dari keseluruhan respon kemudian dimasukkan ke dalam program Design Expert DX7.0.0 untuk analisis selanjutnya yaitu analisis respon.
4.2.3.1
Analisis Kadar Air dengan Metode Oven
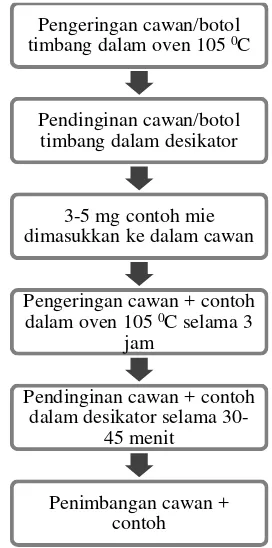
[image:32.595.242.378.348.622.2]Analisis kadar air dengan metode oven dimulai dengan mengeringkan cawan/botol timbang beserta tutupnnya dalam oven 105 ± 2 0C selama 15 menit kemudian didinginkan di dalam desikator lalu ditimbang sampai ketelitian 0,1 mg. Sebanyak 3-5 g contoh mie instan yang telah dihaluskan disiapkan dan dimasukkan ke dalam botol timbang, lalu dikeringkan dalam oven 105 ± 2 0C selama 3 jam kemudian didinginkan di dalam desikator selama 15-30 menit (botol timbang dalam keadaan tertutup). Botol beserta contoh kemudian ditimbang sampai ketelitian 0,1 mg dan lakukan penetapan blanko. Bagan alir proses analisis kadar air mie instan dapat dilihat pada Gambar 1.
Gambar 1. Bagan alir analisis kadar air metode oven
Rumus perhitungan kadar air metode oven dengan menggunakan persamaan (4.1).
Kadar air =w −w
w −w x 100 % (4.1)
dimana : w0 = bobot botol timbang dan tutup (g)
w1 = bobot botol timbang + tutup dan contoh sebelum dikeringkan (g)
w2 = bobot botol timbang + tutup dan contoh setelah dikeringkan (g)
Pengeringan cawan/botol timbang dalam oven 105 0C
Pendinginan cawan/botol timbang dalam desikator
3-5 mg contoh mie dimasukkan ke dalam cawan
Pengeringan cawan + contoh dalam oven 105 0C selama 3
jam
Pendinginan cawan + contoh dalam desikator selama
30-45 menit
17
4.2.3.2
Analisis Kadar Lemak dengan Metode Soxhlet
Analisis kadar lemak dimulai dengan menghaluskan contoh hingga ukurannya < 1 mm. Kemudian contoh tersebut ditimbang sebesar 2-4 g lalu dimasukkan ke dalam
thimble dan tutup dengan kapas agar tidak bocor. Thimble berisi contoh kemudian dimasukkan ke dalam alat Soxhlet dan diekstrak selama 4 jam, lalu labu lemak berisi residu lemak disuling dan dikeringkan dalam oven 105 0C sampai tidak berbau pelarut selama 3 jam kemudian didinginkan di dalam desikator selama 30-45 menit. Kemudian labu berisi lemak ditimbang dan kerjakan blanko. Bagan alir proses analisis kadar lemak mie instan dapat dilihat pada Gambar 2.
Gambar 2. Bagan alir analisis kadar lemak metode Soxhlet
Rumus perhitungan kadar lemak metode Soxhlet dengan menggunakan persamaan (4.2).
Kadar lemak =w −w
w x 100 % (4.2)
dimana : w = bobot contoh (g)
w1= bobot labu + residu minyak setelah ekstraksi (g)
w2= bobot labu sebelum ekstraksi (g)
Penghalusan contoh
2-4 gram contoh dimasukkan ke dalam thimble, tutup
dengan kapas
Pemasukkan thimble berisi contoh ke dalam alat Soxhlet
Penyulingan labu lemak berisi residu lemak selama 4
jam
Pengeringan labu lemak dalam oven 105 0C selama 3
jam
Pendinginan thimble dalam desikator selama 30-45 menit
18
4.2.4
Analisis Respon dengan Design Expert DX7.0.0
Setelah pengukuran respon dari setiap kombinasi dilakukan, tahap selanjutnya adalah
input data hasil pengukuran tersebut ke dalam program Design Expert DX7.0.0 dan akan dianalisis oleh program tersebut. Pada tahap analisis respon, program Design Expert DX7.0.0 memberikan model polinomial yang sesuai dengan hasil pengukuran setiap respon. Respon-respon yang dianalisis adalah kadar air dan kadar lemak.
Di dalam program Design Expert DX7.0.0 terdapat empat pilihan model polinomial untuk setiap respon, yaitu mean, linear, kuadratik, dan kubik. Model polinomial merupakan output
dari proses analisis respon kombinasi parameter proses dengan rancangan Historical Data. Terdapat tiga tahap untuk mendapatkan persamaan polinomial, yaitu berdasarkan sequential model sum of squares [Tipe I], lack of fit tests, dan model summary statistics. Partial sum of squares [Tipe III] adalah bagian untuk memilih ordo tertinggi persamaan polinomial dari satu variabel respon yang analisis ragamnya memberikan hasil yang berbeda nyata, lack of fit tests
digunakan untuk memilih ordo persamaan polinomial tertinggi yang memberikan hasil tidak berbeda nyata dari segi penyimpangan responnya, sedangkan model summary statistics
digunakan untuk memilih ordo persamaan polinomial yang memberikan nilai Adjusted R-squared dan Predicted R-squared maksimum.
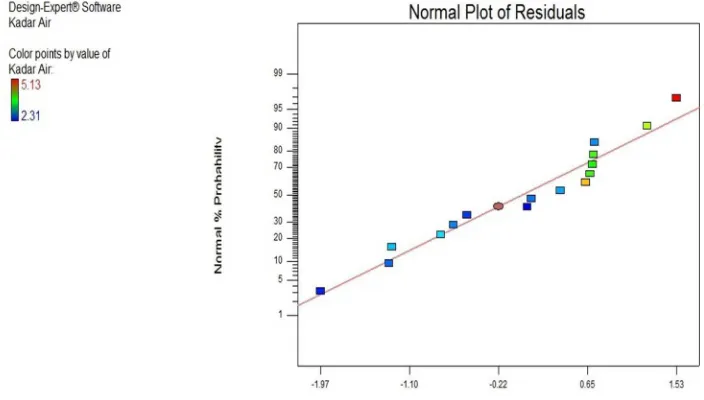
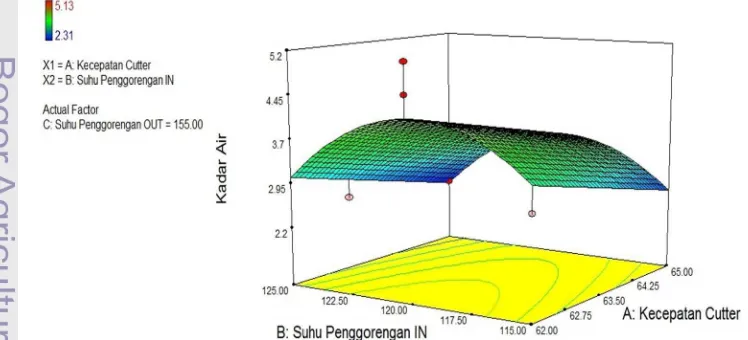
Program Design Expert DX7.0.0 menentukan ordo persamaan polinomial yang tertinggi untuk setiap variabel responnya. Suatu variabel respon dapat dikatakan berbeda nyata atau signifikan pada taraf signifikansi 5 % apabila p “prob>F” hasil analisis ragam lebih kecil dari taraf signifikansi tersebut. Variabel respon yang memiliki hasil analisis ragam berbeda nyata menunjukkan bahwa variabel uji memberikan pengaruh yang signifikan terhadap respon kombinasi tersebut sehingga dapat digunakan sebagai model prediksi. Model yang dianggap paling sesuai akan ditampilkan di dalam sebuah contour plot (grafik dua dimensi) atau grafik tiga dimensi. Selain itu, program Design Expert DX7.0.0 juga dapat menunjukkan apakah residual (selisih antara respon aktual dengan yang diprediksikan untuk setiap respon) mengikuti garis kenormalan (garis lurus) melalui grafik plot kenormalan residual (normal plot residual).
4.2.5
Optimasi Kombinasi Parameter Proses
Proses optimasi dilakukan untuk mendapatkan suatu formula yang menghasilkan respon yang optimal sesuai target optimasi yang diinginkan melalui hasil analisis dari setiap respon sebelumnya. Nilai target optimasi yang dapat dicapai (desirability) ditunjukkan dengan nilai 0-1. Semakin tinggi nilai desirability menunjukkan semakin tingginya kesesuaian kombinasi parameter proses yang didapatkan untuk mencapai kombinasi optimal dengan variabel respon yang dikehendaki.
19
nilai yang diberikan menunjukkan bahwa semakin tingginya tingkat kepentingan variabel respon.Berdasarkan target optimasi yang telah ditentukan, program Design Expert DX7.0.0 akan memberikan solusi kombinasi parameter proses optimum yang kemudian akan dilanjutkan ke tahap verifikasi dengan tujuan untuk memastikan kebenaran kombinasi dan persamaan yang didapatkan. Solusi kombinasi optimum yang diberikan juga dilengkap dengan prediksi nilai setiap respon sehingga dapat dilihat kesesuaiannya saat melakukan tahap verifikasi.
4.2.6
Verifikasi Parameter Optimum
Tahap selanjutnya setelah program Design Expert DX7.0.0 memberikan solusi parameter proses optimum adalah pengujian (verifikasi) kombinasi tersebut. Hal ini dilakukan dengan tujuan untuk memperoleh nilai aktual setiap respon dari kombinasi yang direkomendasikan. Pengujian yang dilakukan dalam tahap verifikasi adalah uji kadar air dan uji kadar lemak. Prosedur uji yang dilakukan pada tahap verifikasi sama dengan prosedur yang dilakukan pada tahap analisis kimia.
Setelah dilakukannya tahap pengujian (verifikasi), hasil nilai respon aktual yang didapatkan pada tahap tersebut kemudian dibandingkan dengan nilai respon prediksi yang dihasilkan oleh program Design Expert DX7.0.0. Nilai respon yang baik berada dalam rentang
20
V. HASIL DAN PEMBAHASAN
5.1
Proses Produksi Mie Instan
Proses pembuatan semua jenis mie sama mulai dari pengadukan hingga pembentukan untaian mie. Proses yang membedakan jenis mie terletak pada proses setelah pembentukan untaian. Pada mie basah, proses selanjutnya adalah mie langsung direbus dalam air mendidih. Pada mie kering, proses selanjutnya adalah pengeringan. Sedangkan pada mie instan, proses selanjutnya adalah pengukusan dan penggorengan. Proses pembuatan mie instan di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta dapat dilihat pada
Lampiran 2. Secara umum, letak mesin pada setiap line seperti pada Gambar 3.
Gambar 3. Bagan alir mesin pembuatan mie instan
Keterangan gambar :
1 = tempat bahan baku 7 = slitter
2 = screw conveyor 8 = steamer
3 = mixer 9 = cutter
4 = dough feeder 10 = fryer
5 = dough compound machine (DCM) 11 = cooler
6 = dough presser 12 = ruang pengemasan
Tempat bahan baku merupakan tempat di mana bahan baku berupa tepung-tepungan untuk membuat mie instan diletakkan. Bahan baku tersebut dialirkan ke dalam mixer melalui screw conveyor. Setelah proses pencampuran, adonan akan dialirkan ke dough feeder, yaitu tempat untuk memasukkan adonan ke dalam dough compound machine. DCM berfungsi untuk membentuk adonan menjadi lembaran tebal dengan prinsip memberikan tekanan. Setelah itu, adonan dialirkan ke dough presser untuk dibentuk menjadi lembaran. Jumlah dough presser
yang digunakan bervariasi dengan ketebalan adonan yang semakin tipis. Kemudian lembar adonan masuk ke slitter dan waving net untuk dibentuk untaian mie yang bergelombang. Setelah itu, mie dikukus di dalam steamer dan dipotong oleh cutter dengan kecepatan tertentu tergantung pada jenis produk yang diproduksi pada saat itu. Tahap selanjutnya adalah penggorengan blok mie di dalam fryer. Penggorengan dilakukan secara kontinyu dengan prinsip sirkulasi minyak goreng dan pemanasan menggunakan heat exchanger (HE). Selanjutnya, mie didinginkan di dalam cooler. Tahap terakhir adalah pengemasan mie instan di dalam ruang pengemasan.
Mesin yang digunakan untuk memproduksi mie instan pada line yang diamati, yaitu
21
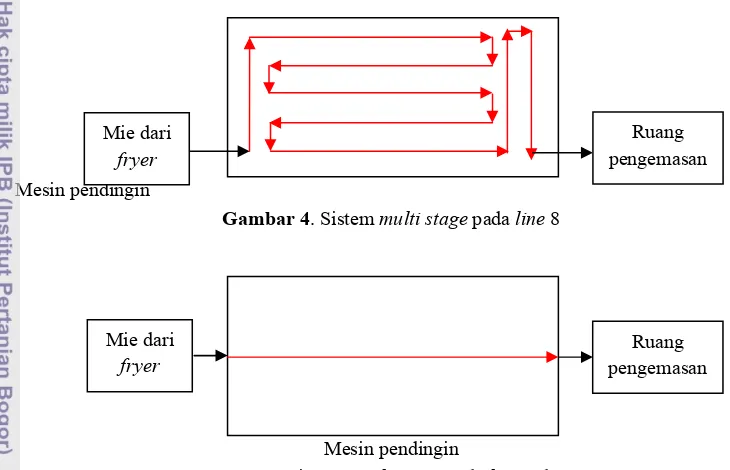
Proses pendinginan pada kedua line tersebut adalah single stage, yaitu mie hanya dilewatkan satu kali di dalam mesin pendingin dengan fan terletak di bagian atas mesin. Lain halnya dengan line 8 yang menggunakan mesin tipe W-800. Proses pendinginan pada line 8 adalah
multi stage, yaitu mie instan dilewatkan lebih dari satu kali di dalam mesin pendingin. Mesin pendingin pada line 8 menggunakan blower yang terletak di bagian atas mesin. Perbedaan sistem pendinginan tersebut menyebabkan waktu pendinginan pada line yang diamati pun berbeda. Waktu pendinginan pada line 2 dan line 10 lebih singkat (kurang lebih dua menit) dibandingkan pada line 8 (kurang lebih lima menit). Perbedaan single stage dan multistage
dapat dilihat pada Gambar 4 dan Gambar 5.
Mesin pendingin
Gambar 4. Sistem multi stage pada line 8
[image:37.595.116.481.226.461.2]Mesin pendingin
Gambar 5. Sistem single stage pada line 2 dan 10
5.2
Rancangan Kombinasi dan Respon
Penelitian ini menggunakan program Design Expert DX7.0.0 sebagai sarana untuk mengoptimasi parameter proses pembuatan mie instan sehingga didapatkan kadar air dan kadar lemak mie instan yang sesuai dengan yang diinginkan. Rancangan percobaan yang digunakan adal