1-Jun-15 48 1.08 1.1 Mech changed gasket drain blow band dig#03 2-Jun-15 48 1.00 1.0 Instrument repair gamma ray dig#02 3-Jun-15 48
1.03 1.08 2.00 4.1
Mech changed gasket check valve direct steam dig#04, mech repair blow er air evacuation, electric and mech repair motor & shaft conv#04, inst repair gamma ray dig#09, inst change gasket flow bottom circ dig#09
4-Jun-15 48
1.55 0.42 2.0
Mech changed gasket bottom flow meter dig#09, meh retighted bolt middle liq heater dig#13, mech retighted bolt bottom L/H dig#10, ins and mech changed c/v liq charge dig#09
5-Jun-15 48 1.58 1.6 Mech changed gasket top circ dig#08
6-Jun-15 48 1.00 0.78 1.8 Mech changed rubber gasket top cover dig#05, inst repair gamma ray dig#09 7-Jun-15 48 0.92 0.9 Mech changed gasket casing circ pump & gland packing dig#03
8-Jun-15 40
0.83 0.8 6.00
Mech changed gland packing circ pump dig#06, mech changed gasket bottom circ dig#08, mech changed gasket pump circ dig#01, digester stop blow due to MFB shut
9-Jun-15 3 0.0 24.00 Digester stop steaming due to MFB shut 10-Jun-15 29
1.83 1.8 10.00
Fabrication w elding cover terpentine decanter, mech changed gasket c/v, digester, Digester start up after MFB start.
11-Jun-15 48
3.60 0.17 3.8
Electric repaired sw ich stocker 5,6, mech repair cover stocker, mech changed gasket steam dig#08, mech retighted bolt blow valve dig#04, mech retighted bolt
12-Jun-15 48
1.55 1.6
Mech changed gasket middle L/H dig#13, mech retighted bolt middle L/H dig#13, fab w elding cover L/H dig#09
13-Jun-15 48 0.43 0.4 Mech changed gasket top cover L/H dig#08, mech retighted bolt cover check valve L?C dig#08 14-Jun-15 47
1.90 1.00 2.9
Mech changed gasket out blow valve dig#02, mech changed inlet gasket liq charge dig#03, inst repair pressure transmiter dig#05
15-Jun-15 48 0.50 0.5 Mech retighted bolt blow valve dig#02 and changed gasket blow back steam 16-Jun-15 45
2.3 0.98 3.3
Mech changed rubber gasket top cover dig#04, mech retighted middle L/H dig#15, mech retighted middle L/H dig#13, Delay blow due to blow line new dig# plug up.
17-Jun-15 40
1.4 1.68 3.1
Mech changed gasket drain blow line dig#14, mech changed gland packing circ pump dig#13, mech changed gasket outlet B/V blow band dig#14, mech change sealing w ater pump 201B, all dig slow ing kraft steaming due to w ashing stoped
18-Jun-15 28 0.0 3.42 Stopped blow due to w ashing stopped ( Bleaching plant problem ) 19-Jun-15 47
1.92 1.9 Mech changed gasket chasing circ pump dig#03, mech changed rubber gasket top cover dig#05,
20-Jun-15 47
2.40 3.88 6.3
Mech changed gasket suction pump, inst repaired pressure transmiter dig#15, fab w elding manual v/v flow top dig#14, mech changed gasket circ pump dig#08, inst repired c/v discharge 21-Jun-15 47
0.50 0.67 1.2
Mech changed outlet gasket blow v/v dig#02, inst change gasket outlet flow meter bottom circ dig#14
22-Jun-15 43
6.58 6.6
Mech changed gasket top circ c/v dig#01, mech repaired blow er pump M282, fab w elding blow line 1-4 and line direct steam dig#02
23-Jun-15 48 0.33 0.3 Fab w elding line dig#07
24-Jun-15 48 0.58 0.6 mech changed gasket bottom circ dig#10 c/v 25-Jun-15 48
0.67 1.42 2.1
Instrument calibration press gate dig#14,6, fab w elding top circ line dig#09, mech repaired cond pump 044, mech changed gasket suction circ pump dig#01
26-Jun-15 48
1.00 0.42 1.4
Instrument repair c/v MPS header due to can't open 100%, fab w elding flow meter bottom circ dig#14,10,
27-Jun-15 48 0.0
-28-Jun-15 48 0.58 0.6 Mech changed gasket flushing steam blow line dig#15 29-Jun-15 48
4.23 4.2
Mech changed outlet gasket blow v/v dig#02, mech changed gasket bottom L/H dig#13, mech changed gasket bottom L/H dig#09
30-Jun-15 48 0.0
-Total 1328 3.8 38.6 9.9 1.4 2.2 0.0 55.9 43.4
0.52 5.36 1.38 0.20 0.30 0.00 7.76 6.03
M
FIBER LINE DOWNTIME JUNE' 2015
DATE
ks DIGESTER PLANT DOWNTIME JUNE' 2015
1-Jul-15 48 0.33 0.3 Fabrication w elding bottom circ.line dig#10. 2-Jul-15 48 2.00 2.0 Mech changed circ.pump dig#02.
3-Jul-15 48 0.52 0.5 Mech changed gasket bottom circ.pump dig#01. 4-Jul-15 47 1.08 1.1 Instrument repair c\v air evacuation dig#9. 5-Jul-15 47 2.05 2.1 Mech changed gasket suction circ.pump dig# 03, 6-Jul-15 45
2.37 0.67 3.0
Instrument repair c\v air evacuation dig#9, Mech chaged gasket discharge circ.pump dig#3, Mech changed gland packing circ.pump dig#14,Mech changed rubber gasket dig#5. 7-Jul-15 43 0.82 0.8 Mech changed gasket c\v bottom circ.dig#14.
8-Jul-15 33
0.0 Digester Slow Cooking due to MFB problem.
9-Jul-15 1 0.0 24.00 Digester stoped cooking due to MFB shut. 10-Jul-15 0 0.0 24.00 Digester stoped cooking due to MFB shut. 11-Jul-15 0 0.0 24.00 Digester stoped cooking due to MFB shut.
12-Jul-15 10 0.0 8.50 Digester start up after MFB start up, digester slow cooking due to steam limited. 13-Jul-15 38 0.0 2.83 Digester stoped steaming due to BSW stoped.
14-Jul-15 46 0.0 Digester delay chip fillling due to main conveyor over load. 15-Jul-15 47
2.22 0.43 2.7
Mech changed gasket bottom liq.heater dig#06, Mech changed gasket liq.heater dig#05, Instrument repair c\v liq.charge dig#3.
16-Jul-15 48
0.7 0.7 Mech changed gland packing circ.pump dig#3.
17-Jul-15 48 0.0
-18-Jul-15 48 0.0
-19-Jul-15 47 0.7 0.83 1.5 Mech changed gasket outlet blow valve dig#8, Instrument repair blow valve dig#3. 20-Jul-15 48 2.00 2.0 Mech changed gasket bottom liq.heater dig#3.
21-Jul-15 45 0.0 2.50 Digester stoped steaming due to BSW stoped.
22-Jul-15 48 1.07 1.1 Mech changed gasket suction circ.pump & casing cir.pump dig#04.
23-Jul-15 48 0.97 1.0 Mech changed gasket blow valve dig#2,Mech changed gasket casing circ.pump dig#4 24-Jul-15 48 1.15 1.2 Mech changed gasket blow band dig#15
25-Jul-15 46
1.42 1.33 2.8 1.50
Instrument repaired blow valve dig#10, Mech changed rubber gasket top cover dig#05,Mech changed gasket blow band dig#11, digester stop cooking due to unbleach tow er high level. 26-Jul-15 33
4.00 4.0 7.67
Mech changed gasket discharge circ.pump dig#03, dig delay chip filling due to mech changed rubber coupling croos conveyor, digester stoped steaming due to unbleach tow er high level, 27-Jul-15 31 0.58 0.6 1.50 Digester stoped steaming due to BSW stoped, Mech changed gasket outlet blow valve dig#2 28-Jul-15 47 1.83 1.8 Mech changed bearing blow er gas blow 411M-210
29-Jul-15 48 0.0
-30-Jul-15 48 0.0
-31-Jul-15 48 0.0
-Total 1230 0.0 24.7 4.4 0.0 0.0 0.0 29.0 96.5
0.00 3.32 0.58 0.00 0.00 0.00 3.90 12.97
Dow ntim e %
FIBER LINE DOWNTIME JULY' 2015
DATE
ks DIGESTER PLANT DOWNTIME JULY' 2015
1-Aug-15 48 1.52 1.5 Mech changed rubber gasket top cover dig#5.
2-Aug-15 48 0.85 0.9 Mech changed gasket casing circ.pump dig#6, Mech changed gasket fushing steam dig#15. 3-Aug-15 48 1.00 1.0 Mech changed gasket outlet blow valve dig#03.
4-Aug-15 46 0.78 0.8 Digester stop cooking due to Pow er failur, Mech change gasket blow band dig#15. 5-Aug-15 48 1.92 1.9 Mech changed gasket casing circ.pump dig#6, Mech changed gasket blow valve dig# 11.] 6-Aug-15 28 0.0 Digester stop cooking as per schedule ( RB shut dow n )
7-Aug-15 0 0.0 Digester stop cooking as per schedule ( RB shut dow n ) 8-Aug-15 32 0.0 Digester start cooking after steam available
9-Aug-15 48 0.0
-10-Aug-15 48 0.33 0.3 Mech changed gland packing circ.pump dig#10.
11-Aug-15 46 0.0 Digester stoped steaming due to Pow er failur ( turbine problem )
12-Aug-15 48 0.67 0.7 Mech changed rubber gasket top cover dig#4, Mech changed gland packing circ.pump dig#06. 13-Aug-15 48 1.50 1.5 Mech changed gasket drain blow line dig#15.
14-Aug-15 48
1.42 1.4 Mech changed gasket casing circ.pumpdig#4, Digester delay chip filling mech patching conv#3.
15-Aug-15 46 2.00 2.0 Mech Change gasket top liq.heater dig#3, 16-Aug-15 46
1.17 1.2
Mech changed rubber gasket top cover dig # 05, Mech changed gasket drain blow band dig#10.
17-Aug-15 46 0.0 Dig stoped cooking due to BSW stoped. 18-Aug-15 34
1.80 1.8
Mech changed gasket suction pump dig#01, mech change dgasket blow band dig#09, stop steaming due to w ashing stopped and level BT high, mech changed gasket cashing pump dig#03
19-Aug-15 48
1.00 1.50 2.5
Mech changed gasket outlet blow valve dig#02, unplug blow line dig#13, fab w elding piping manual valve flow meter top circ dig#13
20-Aug-15 47
1.25 1.92 0.95 4.1
dig stopped blow due to BT high level, hydraulic changed hose telescopic chute dig#05, mech changed gasket casing pump circ dig#04, mkech changed gasket safety valve contaminated tank, delay chip due to cable control breakfrom MCC M102
21-Aug-15 47
2.82 0.50 3.3
Mech repaired WL pump 046, mech blank safety valve dig#12, mech change gasket outlet blow valve dig#10, inst calibration press dig#14 due to plug up
22-Aug-15 46 0.0
-23-Aug-15 44
2.17 1.00 0.83 4.0
Instrument changed c/v liq charge dig#13, mech changed c/v liq charge dig#13, shuttle position M101 can't run
24-Aug-15 47 1.50 1.5 Mech Change gasket condensate dig#5.
25-Aug-15 47 1.25 1.3 Digester delay chip filling due to conveyor 411M-203 problem
26-Aug-15 48 0.0
-27-Aug-15 46
4.08 4.1
Mech changed drain circ.pump dig#1, Mech changed gasket casing circ.pump dig#02,Mech changed gasket direct steam dig#11.
28-Aug-15 46
1.43 1.4 Mech changed gasket casing circ.pump dig#02,Mech changed gasket outlet blow valve dig#3,.
29-Aug-15 46 1.50 1.5 Mech changed gasket blow band dig#14. 30-Aug-15 46
3.57 3.6 Mech changed gasket bottom liq.heater dig#01, mech changed gasket casing circ.pum dig#04.
31-Aug-15 46
4.38 4.4
Mech retighted bottom L/H dig#10, mech changed gasket c/v discharge circ dig#08, mech repaired blow er 290, mech changed gasket check valve bottom circ dig#06, mech changed gasket blow band dig #15
Total 1360 3.2 39.2 1.3 1.9 1.0 0.0 46.6
0.43 5.27 0.18 0.26 0.13 0.00 6.26
48.6
FIBER LINE DOWNTIME AUGUST' 2015
DATE
ks DIGESTER PLANT DOWNTIME AUGUST' 2015
1-Sep-15 43 1.83 1.8 Mech changed gasket blow band dig# 03, Mech changed gasket top cover dig#5. 2-Sep-15 41 0.42 0.4 Mech repair rubber skirt conveyor #3, Chipp filling delay due to conveyor#3 tripp. 3-Sep-15 2
2.08 1.50 3.6
Mech changed Gasket flushing steam blow line dig#15, Instrument repair c\v air evacuation dig# 05,
4-Sep-15 24 1.03 1.0 Mech change change gasket bottom circ.dig#14, Mech changed circ.pump dig#6. 5-Sep-15 48 2.00 2.0 Mech changed gasket outlet blow valve dig#3, Mech changed gasket bathing steam dig#03. 6-Sep-15 48 0.50 0.5 Mech changed gasket drain blow band dig#4.
7-Sep-15 49
2.00 2.0
Mech changed circ.pump dig#06, Digester stoped chip filling due to mech changed bearing roller control w eight main conveyor.
8-Sep-15 49 0.95 1.0 Mech changed gasket blow band dig#9,Mech changed gasket discharge circ.pump dig#2. 9-Sep-15 49 0.75 0.8 Mech cchanged gasket bottom circ.pump dig#6.
10-Sep-15 50 0.42 0.4 Mech changed gasket check valve bottom circ.pump dig#11. 11-Sep-15 51 0.58 0.6 Mech Changed gasket bathing steam dig##8.
12-Sep-15 47 2.00 2.0 Mech changed gasket bottom liq.heater dig#15. 13-Sep-15 47 1.08 1.1 Mech changed gasket blow band dig#15. 14-Sep-15 42
2.68 2.7
Mech changed gasket inlet selector valve, Mech changed gasket middle L/H dig#11, Mech changed gasket safety valve contaminated tank
15-Sep-15 44
4.57 4.6
Mech changed gasket drain blow bend and check valve liquor charge cover dig#2, Mech changed pump mix liquor, Mech changed gasket direct steam dig#5
16-Sep-15 50 0.62 0.6 Mech changed gasket out blow valve dig#3, Mech retighted bolt outlet blow valve dig#3 17-Sep-15 48
2.85 3.18 6.0
Inst changed limit sw itch dig#5, Mech changed gasket bottom L/H dig#10, Mech changed gasket suction circ pump dig#6, Mech changed gasket suction and discharge dig#08
18-Sep-15 45
0.78 5.85 6.6
Mech changed rubber gasket top cover dig#5, Fab w elding bathing steam line dig#3, Mech retighted c/v air evacuation dig#8, conveyor#3 tripped due to plug up, Mech repaired rubber scrit conveyor#4, Mech changed gasket top L/H dig#14, Mech changed gasket suction pump dig#4, delay chip fiiling due to rubber scrit lose
19-Sep-15 42 1.08 1.1 Fab w elding bathing steam line dig#3, mech changed gasket suction circ pump dig#01 20-Sep-15 39 0.0 Digester stop cooking due to pow er shortage.
21-Sep-15 49 1.50 0.50 2.0 Fabrication w elding direct steam line dig#2, Instrument & mech changed c\v liq.charge dig#01. 22-Sep-15 49 3.70 3.7 Mech changed gasket casing circ.pump dig#4, Mech changed gasket bottom liq.heater dig#14. 23-Sep-15 51 2.00 2.0 Instrument changed c\v liq.charge digester dig#5.
24-Sep-15 48 0.0
-25-Sep-15 50 1.33 1.3 Mech changed gasket blow band dig#09, Mech changed circ.pump dig#4. 26-Sep-15 45
2.13 2.1
Mech changed gasket inlet blow valve dig#10, Mech changed gasket casing circ.pump dig#02, digester slow cooking due to WSB stoped ( WBL high )
27-Sep-15 43
2.17 2.2
Mech changed gasket check valv liq.charge dig#8, digester slow cooking due to WBL high level.
28-Sep-15 43
2.83 2.8
Mech changed gland packing circ.pump dig#15,Mech changed rubber gasket top cover dig#04,Mech changed circ.pump dig#15, Mech changed gasket inlet air evacuation dig#01, Mech can changed gasket blow band dig#14, Mech changed gasket casing circ.pump dig#6. 29-Sep-15 45
2.00 2.0
Mech changed gasket discharge circ.pump dig#01,Mech changed rubber gasket top cover dig#5, Mech changed gland packing circ.pump dig#13,Mech changed gasket check valve liq.charge dig#8.
30-Sep-15 48 1.50 1.5 Mech changed rotor circ.pump dig#11.
Total 1329 0.8 50.5 7.2 0.0 0.0 0.0 58.4
0.11 7.01 1.00 0.00 0.00 0.00 8.12
6.0
FIBER LINE DOWNTIME SEPTEMBER' 2015
DATE
ks DIGESTER PLANT DOWNTIME SEPTEMBER' 2015
1-Oct-15 44
1.00 1.0
1. Mech changed rotor circ.pump dig#13 ( Loss 1 blow ) 2. WBL Tanks High Level ( Loss 3 blow s )
2-Oct-15 46
2.97 0.50 3.5
1. Instrument and mechanic changed blow valve dig#10, mech changed gasket check valve bottom circ.dig#01, Mech changed gasket c\v bottom circ.dig#1, Mech changed circ.pump dig#14 ( Loss 1 blow )
2. WBL Tanks high level ( Loss 1 blow ) 3-Oct-15 46 0.0 WBL tanks High level ( Loss 2 Blow s)
4-Oct-15 48 0.0
-5-Oct-15 47 0.0 WBL tanks High level ( Loss 1 Blow ) 6-Oct-15 41 0.0 WBL tanks High level ( Loss 7 Blow s) 7-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 8-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 9-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 10-Oct-15 43 0.0 WBL tanks High level ( Loss 5 Blow s) 11-Oct-15 43 0.0 WBL tanks High level ( Loss 5 Blow s) 12-Oct-15 43 0.0 WBL tanks High level ( Loss 5 Blow s) 13-Oct-15 44 0.0 WBL tanks High level ( Loss 4 Blow s) 14-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 15-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 16-Oct-15 46 0.0 WBL tanks High level ( Loss 2 Blow s) 17-Oct-15 46 0.0 WBL tanks High level ( Loss 2 Blow s) 18-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s) 19-Oct-15 45 0.0 WBL tanks High level ( Loss 3 Blow s)
20-Oct-15 44 0.0 Pow er Failur ( MFB suddenly tripped )( Loss 4 Blow s) 21-Oct-15 40 0.0 Pow er Failur ( MFB suddenly tripped )( Loss 8 Blow s) 22-Oct-15 36
26-Oct-15 44 0.0 White liquor limited ( Loss 4 blow s ) 27-Oct-15 44
0.0
White liquor limited ( Loss 3 nlow s ) , Blow tank high level due to Washing Problem, under electric ( loss 1 blow )
28-Oct-15 45 0.0 White Liquor Limited ( Loss 3 blow s ) 29-Oct-15 45 0.0 White Liquor Limited ( Loss 3 blow s ) 30-Oct-15 46 0.0 WBL tanks High level ( Loss 2 Blow s) 31-Oct-15 44 0.0 WBL tanks High level ( Loss 4 Blow s)
Total 1388 0.0 4.0 0.5 0.0 0.0 0.0 4.5
0.00 0.53 0.07 0.00 0.00 0.00 0.60
0.0
FIBER LINE DOWNTIME OCTOBER' 2015
DATE
ks DIGESTER PLANT DOWNTIME OCTOBER' 2015
1-Nov-15 43 0.0 WBL tanks High level ( Loss 5 Blow s)
2-Nov-15 21 11.30 11.3 Digester stop cooking as per schedule RB shut dow n ( loss 27 Blow s ) 3-Nov-15 12 13.17 13.2 Digester stop cooking due to RB shut dow n ( Loss 36 Blow s ) 4-Nov-15 42
0.67 1.00 4.00 5.7
Mech changed gasket check valve top circ.dig#3 ( Loss 1 blow ) , C\V direct steam can't closed ( Stack up ) ( Loss 1 blow ) , Digester pre start up after pow er available ( loss 4
11-Nov-15 41 0.0 Digester reduce set Cook due to preparation for Annual Shut. 12-Nov-15 41 0.0 Digester reduce set Cook due to preparation for Annual Shut. 13-Nov-15 45 0.0 Digester reduce set Cook due to preparation for Annual Shut. 14-Nov-15 46 0.0 Digester reduce set Cook due to preparation for Annual Shut. 15-Nov-15 7 0.0 Digester stoped cooking due to preparation for Annual Shut
16-Nov-15 0 0.0 Digester Annual Shut .
17-Nov-15 0 0.0 Digester Annual Shut .
18-Nov-15 0 0.0 Digester Annual Shut .
19-Nov-15 0 0.0 Digester Annual Shut .
20-Nov-15 0 0.0 Digester Annual Shut .
21-Nov-15 0 0.0 Digester Annual Shut .
22-Nov-15 0 0.0 Digester Annual Shut .
23-Nov-15 0 0.0 Digester Annual Shut .
24-Nov-15 0 0.0 Digester Annual Shut .
25-Nov-15 12
4.00 4.0
Digester start cooking after pow er & steam available ( loss 2 blow s ), Digester stop cooking due to BSW stop ( Loss 40 blow s ). Mach changed gasket top & botttom Liq.heater ( Loss 6 blow s )
26-Nov-15 12 9.50 9.5 Digester stop cooking due to fabrication w elding blow tank#A ( Loss 36 blow s ) 27-Nov-15 31
8.50 8.5
Mech changed gasket safty blow tank #A, Mech changed gasket check valve dig#06 ( Loss 17 blow s due to maintenance jobs )
28-Nov-15 40 4.00 4.0 Mech changed gasket circ.pump dig#04 ( Loss 8 blow s due to Maintenance jobs ) 29-Nov-15 36
Digester 6 Cooking BL ( loss 1 blow ), Digester #4 reduce pressure due to rubber gasket leak and changed by mechanic ( loss 1 cook), Digester delay chip filling due to dig#9 chip filling plug up ( Loss 4 blow s )
Total 765 0.8 33.7 1.0 0.0 0.0 28.5 63.9
0.10 4.68 0.14 0.00 0.00 3.95 8.87
251.1
FIBER LINE DOWNTIME NOVEMBER' 2015
DATE
ks DIGESTER PLANT DOWNTIME NOVEMBER' 2015
1-Dec-15 37
0.83 0.8
Delay chips filling due to limit sw itch stocker#1#2 Problem ,repaired by electrical ( loss 3 blow s ). Digester stop blow ing due to Washing plant problem ( Loss 8 blow s )
2-Dec-15 50 0.0
-3-Dec-15 49 0.0
-4-Dec-15 38
0.0
Digester delay blow due to Washing plant problem ( Loss 5 blow s ) . Digester slow cook due to WL limited ( loss 5 blow s )
5-Dec-15 46 0.0 Digester reduce set cook due to WL limited ( loss 2 blow s ). 6-Dec-15 40 0.0 Digester reduce set cooks due to WL limited ( loss 8 blow s ) 7-Dec-15 44
0.0
Digester delay blow due to Washing plant problem ( loss 2 blow s ). Digester reduce set cook due to WL limited ( loss 2 blow s )
8-Dec-15 43 0.0 Digester delay liq.filling due to White Liquor limited ( Loss 5 blow s ) 9-Dec-15 45 0.0 Digester delay liq.filling due to White Liquor limited ( Loss 3 blow s ) 10-Dec-15 37 0.0 Digester Delay Liq.Filling due to White liquor Limited ( Loss 11 Blow s ) 11-Dec-15 44 0.0 Digester delay blow ing due to w ashing plant problem ( Loss 4 Blow s ) 12-Dec-15 46 0.0 Digester Loss 2 blow s due to H Factor is high ( Loss 2 Blow s ) 13-Dec-15 44 0.0 Digester delay blow ing due to w ashing plant tripped ( Loss 4 Blow s ) 14-Dec-15 47
0.75 1.00 1.8
Mech Changed gasket outlet blow valve dig#2, Instrument Changed c\v bottomcirc.dig#14 ( Loss 1 blow )
15-Dec-15 44
5.08 5.1
Mech changed circ.pump dig#14, Mech changed gasket bottom circ.pump dig#06, Mech changed gasket c\v bottom circ.dig 14, Mech changed gasket casing circ.pump dig#14. ( Loss 4 blow s )
Loss blow due to digester reduce flow steam to digester as per information from Turbine ( Loss 2 blow ), Digester loss 4 blow s due to H Factor is high. 19-Dec-15 23 0.0 Digester loss 25 blow s dua to blow tank high level ( Washing Problem ) 20-Dec-15 43
3.25 3.3
Digester delay chip filling due to cover belt 411M-102 damage ( loss 4 blow s ), Mech changed gasket midle circ.dig#3 ( loss 1 blow )
21-Dec-15 23 0.0 Digester stoped steaming due to Washing plant problem ( Loss 25 blow s )
22-Dec-15 48 0.0
-23-Dec-15 40 0.0 Digester slow cooking due to maintance quality ( loss 8 blow s ) 24-Dec-15 45 0.0 Digester stoped steaming due to pow er shortage ( loss 3 blow s ) 25-Dec-15 47
0.0
Mech changed gasket bottom Liq.heater dig#13, Mech changed gasket blow valve dig#14 ( Loss 1 blow ).
26-Dec-15 39
0.0 Digester stoped steaming due to BSW stoped ( unbleached high level ) ( loss 9 blow s )
27-Dec-15 47 0.0 Digester stoped due to flow chips less ( Loss 1 blow ) 28-Dec-15 44
2.00 2.0
Lost blow due to Mech change gasket outlet blow valve dig#14, gasket drain blow line dig#15, change gasket flushing line dig#15, change gasket outlet L/H dig#4 (Loss 4 blow s)
29-Dec-15 46 0.48 0.5 Mech change gasket outlet blow valve dig#2 (Loss 2 blow )
30-Dec-15 48 0.0
-31-Dec-15 45 0.0 Lost blow s due to Blow Tank high level (Loss 3 blow s)
Total 1326 0.0 13.2 1.0 0.0 0.8 0.5 15.6
0.00 1.78 0.13 0.00 0.11 0.07 2.09
27.4
FIBER LINE DOWNTIME DECEMBER' 2015
DATE
ks DIGESTER PLANT DOWNTIME DECEMBER' 2015
1-Jan-16 48 0.0
-2-Jan-16 46 0.0 Digester delay chip filling due to shuttle conveyor plug up ( Loss 2 Blow s )
3-Jan-16 48 0.0
-4-Jan-16 45
3.00 3.0
Mech changed rubber gasket top cover dig#5, Mech changed rotor circ.pump dig#10, Mech repair chain cross conveyor. ( Loss 3 Cooks )
5-Jan-16 46 0.0 Loss 2 blow s due to WBL high level
6-Jan-16 42 1.53 1.5 Digester delay chip filling due to chain of cross conveyor damage ( Loss 6 blow s )
7-Jan-16 44 0.0 Loss 4 blow s due to WBL high level
8-Jan-16 45 0.0 Loss 3 blow s due to WBL high level
9-Jan-16 43 0.0 Loss 5 blow s due to WBL high level
10-Jan-16 43 0.0 Loss 5 blow s due to WBL high level
11-Jan-16 43 0.0 Loss 5 blow s due to WBL high level
12-Jan-16 43 0.0 Loss 5 blow s due to WBL high level
13-Jan-16 31 0.0 Loss 17 blow s due to Blow tank High level 14-Jan-16 36 0.0 Loss 12 blow s due to Blow tank High level
15-Jan-16 48 0.0
-16-Jan-16 32 0.0 Loss 16 blow s due to Unbleach High level 17-Jan-16 27 0.0 Loss 21 blow s due to Unbleach High level
18-Jan-16 47 1.00 1.0 Loss 1 Blow due to blow ing delay ( Pressure CNCG to Incinerator Problem ) 19-Jan-16 47 0.0 Loss 1 blow due to steam from turbin shortage
20-Jan-16 47 0.83 0.8 Loss 1 blow due to chip filling delay ( stocker #5/6 & #78 Problem ) 21-Jan-16 45 0.0 Loss 3 blow s due to Blow tank high level
22-Jan-16 44 0.0 Loss 4 blow s due to pow er shortage
23-Jan-16 45
1.00 1.0
Loss 3 blow s due to Blow tank high level , Loss 1 blow Mech changed gasket outlet blow valve dig#10.
24-Jan-16 46 0.0 Loss 2 blow s due to Blow tank high level. 25-Jan-16 38 0.0 Loss 10 blow s due to Washing plant stoped
26-Jan-16 48 0.0
-27-Jan-16 45 0.0 Loss 3 blow s due to Blow tank is high .
28-Jan-16 46 0.67 0.7 Loss 2 blow s due to dig delay chips filling ( Flow chips less ) 29-Jan-16 45 1.50 1.5 Loss 3 blow s due to Digester #2 reduce pressure w hen PHK stage.
30-Jan-16 44 1.50 1.5 Loss 4 blow s due to Shuttle conveyor 411M-102 problem and repaired by electrik . 31-Jan-16 12 0.0 Loss 36 blow s due to preparation for RB shut dow n
Total 1309 2.2 5.5 1.0 0.8 1.5 0.0 11.0
0.29 0.74 0.13 0.11 0.20 0.00 1.48
FIBER LINE DOWN TIME JANUARY' 2016
DATE
ks DIGESTER PLANT DOWNTIME JANUARY' 2016
1-Feb-16 3 0.0 Loss 45 blow s due to RB shut dow n
2-Feb-16 37 0.0 Loss 11 blow s due to digester slow cooking ( RB start up ) 3-Feb-16 37 0.0 Loss 11 blow s due to digester stop cooking ( Washing problem ) 4-Feb-16 46 0.0 Loss 2 blow s due to Blow tank high level
5-Feb-16 48 0.0
-6-Feb-16 35 0.0 Loss 13 blow s due to WBL high level
7-Feb-16 45 0.0 Loss 3 blow s due to WBL high level
8-Feb-16 43 0.0 Loss 5 blow s due to WBL high level
9-Feb-16 45 0.0 Loss 3 blow s due to WBL high level
10-Feb-16 45 0.0 Loss 3 blow s due to WBL high level 11-Feb-16 45 0.0 Loss 3 blow s due to WBL high level 12-Feb-16 44
3.00 3.0
Loss 2 Blow s due to WBL High level & 2 Blow Dig delay chips filling due to shuttle conveyor problem.
13-Feb-16 48 0.0
-14-Feb-16 46 1.60 1.6 Loss 2 Mech WPP Patching belt main conveyor 411M-110
15-Feb-16 46 0.0 Loss 2 blow s due to WL limited.
16-Feb-16 45 0.0 Loss 3 blow s due to Blow tank high level. 17-Feb-16 46 0.0 Loss 2 blow s due to WBL High Level. 18-Feb-16 47 0.0 Loss 1 blow due to WBL High Level. 19-Feb-16 31
2.00 2.0 Loss 5 blow s due to RB trip, Loss 12 blow s due to unbleached full
20-Feb-16 45 0.0 Loss 3 blow s due to Dig#11 delay due to air supply blow valve lost
21-Feb-16 48 0.0
-22-Feb-16 46
0.72 0.7
Loss 1 blow due to dig#15 plug up, loss 1 blow due to mechanic change gasket cashing circulation pump dig#1
23-Feb-16 46 0.65 0.7 Loss 1 blow due to mechanic change gasket suction circ. Pump, loss 1 blow due to
dig#14 shut dow n for inspection
24-Feb-16 48 0.0
-25-Feb-16 42
5.42 5.4
Loss 4 blow s due to selector valve leak, loss 2 blow s due to change motor circulation pump dig#12
26-Feb-16 42 0.0 Loss 6 blow s due to pressure accumulator is high 27-Feb-16 47 0.0 Loss 1 blow due to pressure accumulator is high
28-Feb-16 48 0.0
-29-Feb-16 47 0.0 Loss 1 blow due to pressure accumulator is high
Total 1241 0.0 8.4 0.0 0.0 3.0 2.0 13.4
0.00 1.20 0.00 0.00 0.43 0.29 1.92
FIBER LINE DOWN TIME FEBRUARY' 2016
DATE
ks DIGESTER PLANT DOWNTIME FEBRUARY' 2016
1-Mar-16 48 0.0
-2-Mar-16 47 0.83 0.8 lost 1 blow due to shuttle conveyor 411M-101 problem
3-Mar-16 48 0.0
-4-Mar-16 39 3.57 3.6 Lost 9 blow due to accumulator foaming 5-Mar-16 47
0.50 0.5
Lost 1 blow due to digester delay blow ing ( mech changed gasket safety valve blow tank#B )
6-Mar-16 48 0.0
-7-Mar-16 47 1.00 1.0 Lost 1 blow due to digester #5 under mechanic.
8-Mar-16 43 1.67 1.7 Lost 5 blow s cooking time is long ( H factor 2500 ) and blow tank
high level
9-Mar-16 47 0.50 0.5 lost 1 blow due to blow tank high level 10-Mar-16 38
0.0
Lost 10 blow s due to digester stop cooking ( Washing plant problem )
11-Mar-16 47 1.17 1.2 Lost 1 blow due to mechanic changed gasket bottom liq.heater. 12-Mar-16 44
1.50 1.5
Lost 1 blow due to Mech changed gasket bottom liq.heater dig#13 & lost 3 blow due to blow tank high level .
13-Mar-16 35
0.0
Lost 13 blow s due to digester stop cooking (Washing Plant problem)
14-Mar-16 48 0.0
-15-Mar-16 47
0.42 0.4
Lost 1 blow due to Mech changed gasket flange of Accumulator seal tank
16-Mar-16 48 0.0
-17-Mar-16 47 0.7 0.7 Lost 1 blow due to chip filling plug up 18-Mar-16 42
Lost 6 blow s due to BT high level (Bleaching stop due to D0 MC Pump motor high temp)
20-Mar-16 47 0.67 0.7 Lost 1 blow due to Liquor charge valve dig#3 can't close
21-Mar-16 48 0.0
-22-Mar-16 48 0.0
-23-Mar-16 48 0.0
-24-Mar-16 47 0.33 0.3 Lost 1 blow due to inspect w ire w asher 1 w ashing
25-Mar-16 48 0.0
-26-Mar-16 47 0.67 0.7 Lost 1 cook due to Mech change gasket outlet blow valve dig#5 27-Mar-16 45 1.83 1.8 Lost 3 Cooks due to Unbleach high level
28-Mar-16 41
0.42 2.08 2.5
Lost 5 Blow s due to WBL high level (change throw ing roll), lost 2 blow s due to screening high current
29-Mar-16 38
0.50 0.5
Lost 9 blow s due to BT high level (BSW stopped) and lost 1 blow due to interruption MP steam from turbine
30-Mar-16 47 0.50 0.5 Lost 1 blow due to interruption at MP steam supply from turbine 31-Mar-16 47 1.83 1.8 Lost 1 blow due change circ pump dig#15
Total 1403 8.7 14.1 1.3 0.0 0.8 1.0 25.9
1.24 2.02 0.19 0.00 0.12 0.14 3.72
FIBER LINE DOWN TIME MARCH' 2016
DATE
ks DIGESTER PLANT DOWNTIME MARCH' 2016
1-Apr-16 46 3.23
0.67 3.9
Lost 1 blow due to blow valve dig#11 repaired by Inst, lost 1 blow due to dig#14 fill up w ith BL
2-Apr-16 47 1.00 1.0 Lost 1 blow due to Fab w elding dig#03 bathing steam flange
3-Apr-16 48 0.0
-4-Apr-16 48 0.0
-5-Apr-16 45
0.73 0.7
Lost 2 blow s due to BT high level, lost 1 blow due to H-factor high (2300) due to visco high
6-Apr-16 47 0.37 0.4 Lost 1 blow due to Inst repair c/v Liq charge dig#11 7-Apr-16 42 1.17 1.2 Lost 6 blow s due to selector valve 411 HS-2016A passing
8-Apr-16 48 0.0
-9-Apr-16 48 0.0
-10-Apr-16 47
0.0
Lost 1 blow due to RB boiler bank high diff pressure & limited liquor firing
20-Apr-16 41 0.0 Lost 7 blow s due to MFB tripped
21-Apr-16 49 0.0
-22-Apr-16 47 0.0 Lost 1 blow due to MFB trip 23-Apr-16 46
1.62 1.6 Lost 2 blow s due to stop chip filling due to conveyor m-102 damaged
24-Apr-16 50 0.0
-25-Apr-16 50 0.0
-26-Apr-16 49 0.0
-27-Apr-16 44 0.0 Lost 4 blow s due to WL limited
28-Apr-16 33 0.0 Lost 15 blow s due to BT full (w ashing stop)
29-Apr-16 50 0.0
-30-Apr-16 50 0.0
-Total 1304 5.1 2.6 1.0 0.0 0.0 0.0 8.8
0.74 0.38 0.15 0.00 0.00 0.00 1.26
FIBER LINE DOWN TIME APRIL' 2016
DATE
ks DIGESTER PLANT DOWNTIME APRIL' 2016
1-May-16 48 0.08 0.1
-2-May-16 45 0.0 Loss 3 blow s due to WBL high level
3-May-16 46 0.33 0.3 Loss 2 blow s due to WBL high level
4-May-16 48 0.80 0.68 1.5
-5-May-16 48 0.13 0.1
-6-May-16 49 1.87 1.9
-7-May-16 48 0.0
-8-May-16 46 1.00 1.0 Loss 2 blow s due to w ashing problem (sheet not pick up) 9-May-16 45 1.80 0.83 2.6 Loss 3 blow s due to BT high level
10-May-16 46 1.25 1.3 Loss 2 blow s due to BT high level
11-May-16 48 2.87 2.9
-12-May-16 50 1.02 1.0
-13-May-16 45 1.08 1.1 Loss 3 blow s due to blow line new digester plug up
14-May-16 48 0.30 0.3
-15-May-16 46 0.42 0.4 Loss 2 blow s due to Unbleached tow er high level 16-May-16 39
3.58 0.25 3.8 Loss 9 blow s due to Unbleached tow er high level (Bleaching problem)
17-May-16 36
3.00 3.0
Loss 12 blow s due to Unbleached tow er high level (Bleaching problem)
18-May-16 49 0.12 0.1
-19-May-16 47 0.0 Loss 1 blow due to BT high level
20-May-16 50 0.97 1.0
-21-May-16 45
0.33 1.50 1.08 2.9 Loss 3 blow s due to OIU Failure
22-May-16 48 3.32 3.3
23-May-16 48 0.42 1.82 2.2
24-May-16 46 0.15 0.2 Loss 2 blow s due to WBL high level 25-May-16 39 3.50 1.43 4.9 Loss 9 blow s due to WBL high level 26-May-16 45 0.83 0.23 1.1 Loss 3 blow s due to limited ClO2 Supply 27-May-16 41 0.73 7.80 8.5 Loss 7 blow s due to limited ClO2 Supply 28-May-16 29
1.57 1.6
Loss 11 blow s due to shutdow n to improve effluent and 8 blow s to take offline w asher 5
29-May-16 25 0.92 0.9 Loss 23 blow s due to shutdow n to improve effluent 30-May-16 5 1.18 1.2 Loss 43 blow s due to shutdow n to improve effluent 31-May-16 0 0.0 Loss 48 blow s due to shutdow n to improve effluent
Total 1298 12.1 32.7 1.0 0.8 1.5 1.1 49.2
1.62 4.40 0.14 0.11 0.20 0.15 6.61
FIBER LINE DOWN TIME MAY' 2016
DATE
ks DIGESTER PLANT DOWNTIME MAY' 2016
DAFTAR PUSTAKA
1. Casey, J.P. 1980. Pulp And Paper Chemistry And Chemical
Teknology,Vol I, Jhon Wiley And Son, Inc.: New York
2. Sirait, Suhunan. 2003. Module Bleaching. Porsea: Pt. Toba Pulp
Lestari, Tbk Learning And Development Centre.
3. Biermann, C. J. 1996. Hand Book Of Pulping And Paper Making.
Second Edition. California: Academic Press California.
4. Arryati, H. 2010. Pengaruh Komposisi Bahan Baku Campuran Batang
Terhadap Kualitas Pulp Dan Kertas Kayu Leda (Eucalyptus Deglupta
Blume) Dengan Proses Kraft. Jurnal Hutan Tropis Vol. 11 No. 30.
5. Corder, Antony Dan kusnul Hadi.1992.Teknik manajemen
pemeliharaan, Erlangga.: Jakarta,.
6. Kelly, Anthny.2006. Strategic Maintenance Planning. Elsevier Ltd.
:Burlinton.
7. Assauri, S . 2004. Manajemen Produksi Dan Operasi. Penerbit Fakultas
Ekonomi Universitas Indonesia. Jakarta.
8. Prawirisentono, S. 2000. Manjemen Operasi ; Analis Studi Kasus. Edisi
Kedua. Bumi Aksara. Jakarta.
9. Patton, J.D. 1983. Preventive Maintenance.Instrument Society America.
Publisher Creative Services Inc. New York.
10. Utomo, A.C. 2011.Sejarah Singkat 5-S. Retrieved From.
11. Shirose, Kunio.1995.Total Productivity Maintanance Team Guide,
Productivity Press, Inc.: Portland, Oregon.
12. Roberts, Jack, Total ProductiveMaintenance. The Technology
Interface, New Mexico State
13. Nakajima, S.1988. Introduction To Total Productive Maintenance,
Cambridge, Ma, Producticity Press,Inc.
14. Davis, Roy, K. 1995. Productivity Improvement Through Tpm. The
Manufacturing Practitioner Series, Prentice Hall, New York.
15. Ljungberg, Orjan. 1998.Measurement Of Overall Equipment
16. Shirose, Kunio. 2007. Total Productive Maintenance New
Implementation Program In Fabrication & Assembly Industries. Japan
Institute Of Plant Maintenance (Jipm). : Tokyo.
17. Garpersz, Vincent, Manajemen productive Maintenance, Successful
Equipment At Agilent Technology, Productivity Press, Inc., 1988
18. Winjosoebroto, Sritomo. 2006. Pengantar Teknik Dan Manajemen
BAB III
METODE PENELITIAN 3.1TempatdanWaktupenelitian
3.1.1. Tempatpenelitian
Tempatpenulismelakukanpenelitianadalah di PT. Toba Pulp Lestari, Tbk
yang beralamatpada Ds. SosorladangKec.Permaksian.Kab. Toba
Samosir. Sumatera Utara.
3.1.2. WaktuPenelitian
Penelitianinidimulaidari 11 Juli 2016 – 22 Juli 2016
3.2 RancanganPenelitian
Penelitiandilakukanmenuruttingkateksplanasiyaitutingkatpenjelasan,
penelitianbermaksudmenjelaskankedudukanvariabel-variabel yang
ditelitisertahubunganantarasatu variable denganvariabel yang lain.
Berdasarkaninipenelitian yang digunakanadalahpenelitiankomparatif.
Penelitiankomparatifadalahsuatupenelitian yang
bersifatmembandingkan.Penelitiandilakukanuntuksampellebihdarisatu,
ataudalamwaktu yang berbeda.
3.3 ObjekPenelitian
Objek yang ditelitiadalahmesin Digester yang beradadiarea PT. Toba Pulp
Lestari, Tbk.
Meliputi data produksi, data pemeliharaan, data downtime, kapasitasmesin
Digester, dankerusakanapasaja yang terjadipadamesin Digester
besertapenangananya.
3.4 InstrumenPenelitian
Didalampenelitiandibutuhkanalat-alat yang
mendukungsertadigunakanyaitu:
a. Alattulis yang digunakanuntukmencatatketerangan yang
diperolehdalammelakukanpenelitian.
3.5 PelaksanaanPenelitian
Penelitiandilakukanpada PT. Toba Pulp Lestari,
Tbkdenganmenentukanobjek yang akanditeliti.
Untukmemecahkanmasalahdalamtugas,
digunakanpendekatan-pendekatandenganmetodeTotal Productive Maintenance yang dimulaidengan :
1. Menentukanmasalah
Penelitimelakukanstudi literature dariberbagaibuku yang
sesuaidenganpermasalahan yang diamati di perusahaan.
4. Pengumpulan data
Kegiatan yang dilakukandalampengumpulan data, antaralain :
a. Pengamatanlangsung, melakukanpengamatanlangsungkepabrik, terutama di
mesin Digester pabriktersebut.
b. Wawancara, mewawancaraiberbagaipihak yang
berhubungandanberwenangdalamhalperawatanmesin.
c. Merangkum data tentanghal-hal yang berkaitandenganpenelitian.
5. Pengolahan data
Data yang terkumpuldiolahdenganmenggunakanmetodeOverall Equipment
Effectiveness.
6. Analisadanpemecahanmasalah
Hasildaripengolahan data yang berupaperhitunganakandianalisa,
dilakukanpemecahanmasalah, laludiberikanrekomendasiperbaikan.
3.6Analisis Data dan Pemecahan Masalah
Gambar 3.1 Metodelogi penelitian
StudiLiteratur TujuanPenelitian Studilapangan
Pengumpulan Data
1. Data Primer (ObservasiLangsung) - Proses produksi
- Jam kerja - Mesindanperalatan
2. Data Sekunder (Dokumen Perusahaan) - Data waktukerusakanmesin - Data waktupemeliharaanmesin
- Data waktusetup mesin - Data produksimesin
Pengolahan Data
Penerapanpengukurantingkatefektivitasdanefis iensidenganmenggunakanmetode OEE
AnalisisPemecahanMasalah: 1.Analisis OEE
2.Analisis Six Big Losses 3.Usulanpenyelesaianmasalah
Mulai
Gambar 3.2 Diagram alirperhitunganOverall Equipment Effectiveness (OEE) MULAI
DATA : - LOADING TIME - DOWN TIME - PROCESSED AMOUNT
- OPERATION TIME - DEFECT AMOUNT
������������= ����������� − ��������
����������� � 100%
���������������������= ������������������������������
������������� � 100 %
��������������������= ����������������������������
��������������� � 100 %
Overall Equipment Effectiveness = Availability x Performance Efficiency x Rate Of Quality Product
Perhitungan Six big lossespada OEE
- Down time losses
- Speed Losses
- Defect Losses
BAB IV
PENGOLAHAN DAN ANALISA DATA 4.1 Pengumpulan Data
Objek penelitian ini adalah mesin Digester plant yang berada pada PT.
Toba Pulp Lestari, Tbk. Mesin Digester plant merupakan stasiun pemasak chip
kayu untuk diolah menjadi bubur kayu (pulp). Pada mesin inilah proses produksi
fiberline berawal dan berakhir setelah menhasilkan lembaran pulp. Oleh
karenanya ketika terjadi kerusakan pada mesin ini akan mengakibatkan
tergangunya proses produksi yang berdampak pada menurunnya kapasitas
produksi. Hal tersebut pastilah berdampak buruk bagi perusahaan. Pada PT. Toba
Pulp lestari, Tbk terdapat 15 mesin Digester plant dimana hanya 13
Digester(#1,#2,#3,#4,#5,#6,#8,#9,#10,#11,#13,#14,#15) yang dapat dioperasikan
untuk memasak chip menjadi bubur kayu, sedangkan 1 mesin Digester (#12)
digunakan sebagai penampung dan pensirkulasi cairan pemasak (black liquor)dan
1 mesin (#7) lagi tidak dioperasikan karena rusak. Dari keseluruhan mesin
Digester yang beroperasi dipilih secara acak mesin Digesternomer 1 (Digester #1)
sebagai objek penelitian.
Tujuan dari penerapan TPM adalah meminimumkan six big losses yang
terdapat pada mesin Digester,sehingga dapat diperoleh efektivitas penggunaan
mesin pada area tersebut secara maksimal.Maka terlebih dahulu dilakukan
pengukuran untuk dapat mengetahui tingkat efektivitas mesin/peralatan yang
digunakan saat ini dengan menggunakan indikator OEE (overall equipment
effectivenes). Dengan peningkatan OEE akan menghasilkan peningkatan efisiensi
dan produktivitas pada mesinDigester.
Untuk pengukuran efektivitas dengan menggunakan OEE pada mesin ini
dibutuhkan data yang bersumber dari laporan produksi.
Data yang digunakan adalah dalam periode Juni 2015 – Mei 2016, yaitu:
1. Data waktu downtime mesin Digester
2. Planned downtime untuk mesin Digester
5. Data pendukung yang lainnya dalam pemecahan masalah.
4.1.1. Data waktu downtime
Waktu down time adalah lamanya waktu kerusakan ataupun gangguan
yang terjadi pada mesin Digester yang mengakibatkan kerugian terhadap proses
operasi mesin tersebut. Waktu yang seharusnya digunakan untuk melakukan
proses produksi akan tetapi dikarenakan adanya kerusakan atau gangguan pada
mesin mengakibatkan mesin tidak dapat melaksanakan proses produksi
sebagaimana mestinya
Kerusakan (breakdowns) atau kegagalan proses pada mesin/pealatan yang
terjadi tiba-tiba. Downtime merupakan kerugian yang dapat terlihat dengan jelas
karena terjadinya kerusakan mengakibatkan tidak adanya output yang dihasilkan
disebabkan mesin tidak berproduksi. Data waktu downtime dapat dilihat pada
tabel 4.1.
Table 4.1. Data waktu kerusakan mesin Digester #1
No Bulan Breakdown (Jam)
Sumber : PT. Toba Pulp Lestari, Tbk
lain seperti pertemuan. Ketika ditemukan indikasi terjadi kerusakan pada
komponen mesin atau saat umur salah satu komponen mesin telah habis, maka
dijadwalkan untuk melakukan pergantian ataupun pemeliharaan. Pemeliharaan
terjadwal ini dilakukan oleh pihak perusahaan untuk menghidari kerusakan yang
lebih parah dan menjaga agar mesin tidak rusak pada saat proses produksi
berlangsung. Pemeliharaan ini dilakukan secara rutin dan sesuai jadwal yang
dibuat oleh departemen maintenance. Data waktu pemeliharaan mesin Digester
dapat dilihat pada table 4.2 berikut ini:
Tabel 4.2 Data waktu pemeliharaan (planned downtime) mesin Digester
#1
No Bulan Waktu Pemeliharaan (Jam)
1 Juni 43.42
Sumber : PT. Toba Pulp Lestari, Tbk
4.1.3. Data Waktu Set Up mesinDigester
Waktu Set Up adalah waktu yang digunakan guna mengkaliberasi mesin
agar berfungsi sebagaimana semestinya. Kegiatan ini meliputi pengencangan dan
pergantian baut yang longgar, pelumasan pada komponen yang berputar, dll.
Waktu yang dibutuhkan untuk melaksanakn setup mesin mulai dari waktu
Table 4.3 data waktu Set Up mesin Digester #1
Sumber : PT. Toba Pulp Lestari, Tbk
4.1.4. Data Waktu Produksi
Data waktu produksi mesin Digester PT. Toba Pulp Lestari, Tbk pada
periode Juni 2015 – Mei 2016 adalah:
a. Total available time adalah total waktu mesin Digester yang tersedia untuk
melakukan proses produksi dalam satuan jam. Adapun pada PT. Toba Pulp
Lestari, Tbk mesin Digester bekerja 24 jam sehari selama dan 7 hari dalam
seminggu.
b. Total good product adalah jumlah berat total produk yang baik sesuai dengan
spesifikasi produk yang telah ditentukan. Dengan 13 mesin Digester beroperasi
pada PT. Toba Pulp Lestari, Tbk diharapkan dapat memenuhi kapasitas 550
Ton/hari sama dengan 42.31 Ton/hari pada setiap 1 unit Digester.
c. Total reject product adalah jumlah berat total produk yang ditolak karena cacat
pada produk sehingga tidak sesuai dengan spesifikasi kualitas produk. Total
produk cacat pada PT. Toba Pulp Lestari, Tbk diestimasi berada diantara 2% -
Table 4.4 data waktu produksi mesinDigester #1 periode Juni 2015 – Mei
2016
No Bulan Total Available Time (Jam) Jumlah Produk (Ton) Produk Cacat (Ton)
1 Juni 720 1078.62 32.36
Sumber : PT. Toba Pulp Lestari, Tbk
Gambar 4.1 Total Produksi bubur pulp mesin Digester #1 PT. Toba Pulp
Lestari, Tbk bulan Juni 2015 - Mei 2016.
Dari gambar 4.1 diatas dapat kita lihat bahwa produksi bubur kertas (pulp)
yang tertinggi adalah pada bulan Maret 2016 yaitu sebesar 1241.12 Ton bubur
kertas (pulp). Sementara produksi terendah terdapat pada bulan November yaitu
hanya 670.85 Ton bubur kertas (pulp). Hal ini disebabkan banyaknya
pemeliharaan pada bulan November tersebut.
4.2 Pengolahan Data
Setelah semua data dikumpulkan maka langkah selanjutnya adalah
mengolah data tersebut.
4.2.1 Perhitungan Avalability
Availability, adalah tingkat ketersedian atau kesiapan mesin dalam kondisi
baik (dalam artian mesin/peralatan siap pakai) bila sewaktu-waktu digunakan.
Suatu mesin atau peralatan produksi dengan tingkat availability tinggi
menunjukkan bahwa mesin atau peralatan tersebut selaludalam kondisi siap pakai
apabila sewaktu-waktu digunakan. Availability merupakan rasio waktu operation
time terhadap loading time-nya. Untuk menghitung nilai availability digunakan
rumusan sebagai berikut :
������������= �������������
����������� � 100 %
Loading time adalah waktu yang tersedia per hari atau per bulan dikurangi
dengan downtime mesin yang direncanakan. Sedangkan Operation time adalah
total waktu proses yang efektif. Dalam hal ini operation time adalah hasil
pengurangan loading time dengan downtime mesin.
Formula matematikanya adalah :
Loading time = Total Available Time – Planned Downtime
Operation Time = Loading Time – Downtime
Downtime = Breakdown + Set Up
Nilai Availability untuk mesin Digester #1 pada bulan Juni 2015 dapat
dihitung sebagai berikut :
Downtime = 4.25 + 5.99 = 10.24
Loading Time = 720.00 – 43.42 = 676.58
Availability
=
666.34676.58
x
100% = 98.5%Dengan perhitungan yang sama untuk menghitung availability periode
Juni 2015 – Mei 2016 dapat dilihat pada Tabel 4.5.
Tabel 4.5 Availability mesin Digester #1pada periode Juni 2015 – Mei
2016
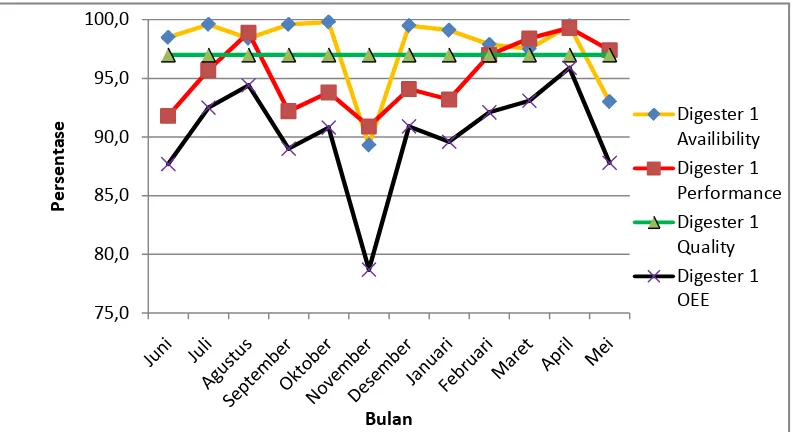
Gambar 4.2. Diagram Availability mesin Digester #1 PT. Toba Pulp
Lestari, Tbk
Dari gambar 4.2 diatas dapat kita lihat perbandingan antara nilai
Availability mesin Digester #1 setiap bulannya terhadap standard yang telah
ditetapkan oleh JIPM yaitu 90%. Dari diagram tersebut nilai availability bulan
November tetap terendah yaitu 89.29% dan berada dibawah nilai standard JIPM.
Hal tersebut terjadi dikarenakan oleh waktu operasi yang rendah dan waktu
downtime yang tinggi. Namun walaupun nilai Availability bulan November
rendah tetapi tertutupi karena pada bulan-bulan yang lain relatif tinggi, dan
diperoleh nilai rata-rata Availability untuk mesin Digester #1 yaitu 97.63%.
4.2.2. Perhitungan Performance Efficiency
Performance effeciency adalah rasio kuantitas produk yang dihasilkan
dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk
melakukan proses produksi (operation time). Untuk menghitung nilai
performance effeciency digunakan rumus sebagai berikut :
Ideal cycle time adalah siklus waktu proses yang diharapkan dapat dicapai
dalam keadaan optimal atau tidak mengalami hambatan. Ideal cycle time pada
mesin Digestermerupakan siklus waktu proses yang dapat dicapai mesin
dalamproses produksi dalam keadaan optimal atau mesin tidak mengalami
hambatandalam berproduksi.
Waktu optimal mesin Digesterdi PT. Toba Pulp Lestari, Tbk dalam waktu
1 hari menghasilkan 42.31 Ton bubur pulp. Sehingga Ideal Cycle Time mesin
Digestertersebut adalah : 24/42.31 Ton = 0.567Jam/ Ton bubur pulp.
Nilai Performance Efficiency mesin Digester #1 pada bulan Juni 2015 adalah
sebagai berikut:
Processed amount = 1078.62 Ton
Ideal cycle time = 0.567 Jam / Ton
Operating time = 666.34 Jam
Performance efficiency = 1078 .62 �0.567
666.34
x
100 % = 91.83%Dengan perhitungan yang sama untuk menghitung Performance efficiency
periode Juni 2015 – Mei 2016 dapat dilihat pada Tabel 4.6
Tabel 4.6 Nilai Performance Effeciency mesin Digester periode Juni 2015
8 Januari 1178.10 717.05 0.567 93.20
Sumber : Pengolahan Data
Gambar 4.3 Diagram Performance Efficiency mesin Digester #1 PT. Toba Pulp
Lestari, Tbk
Dari gambar 4.3 diatas dapat kita lihat perbandingan antara nilai
Performance Efficiency mesin Digester #1 setiap bulannya terhadap standard
yang telah ditetapkan oleh JIPM yaitu 95%. Dari diagram tersebut nilai
Performance Efficiency bulan November tetap terendah yaitu 90.89 % dan berada
dibawah nilai standard JIPM. Hal tersebut terjadi dikarenakan oleh jumlah total
produk yang rendah jadi tidak dapat mengimbangi dengan Ideal cycle time yang
telah ditetapkan.
4.2.3 Perhitungan Rate Of Quality Product
Rate of quality product adalah rasio produk yang baik (good
products)yang sesuai dengan spesifikasi kualitas produk yang telah ditentukan
terhadapjumlah produk yang diproses.Perhitungan rate of quality product
menggunakandata produksi.
Untuk menghitung nilai Rate of Quality Product digunakan rumus sebagai
berikut:
��������������������= ��������������� − ������������
��������������� � 100 %
Nilai Rate of Quality Product mesin Digester #1 pada bulan Juni 2015
adalah sebagai berikut :
Processed amount = 1078.62 Ton
Defect amount = 32.36 Ton
Rate of Quality Product = 1078 .62 Ton −32.36 Ton
1078 .62 Ton x 100 % = 97.00%
Dengan perhitungan yang sama untuk menghitung Rate of Quality
Productperiode Juni 2015 – Mei 2016 dapat dilihat pada Tabel 4.7
Tabel 4.7 Nilai Rate of Quality Productmesin Digester #1 periode Juni
12 Mei 1118.28 33.55 97.00
Rata-rata 97.00
Sumber : Pengolahan Data
Gambar 4.4 Diagram Rate of Quality Productmesin Digester #1 PT. Toba Pulp
Lestari, Tbk
Dari gambar 4.4 diatas dapat kita lihat perbandingan antara nilai Rate of
Quality Product mesin Digester #1 setiap bulannya terhadap standard yang telah
ditetapkan oleh JIPM yaitu 99 %. Dari diagram tersebut nilai Rate of Quality
Productberada dibawah standard JIPM yaitu 97 %.
4.2.4 Perhitungan Overall Equipment Effectiveness (OEE)
Setelah nilai availability, performance efficiency dan rate of
qualityproduct pada mesin Digester #1 diperoleh maka dilakukan perhitungan
nilaioverall equipment effectivenes (OEE) untuk mengetahui besarnya efektivitas
penggunaan mesin Digester #1 pada PT. Toba Pulp Lestari, Tbk.
Perhitungan OEE adalah perkalian nilai-nilai availability,
performanceefficiency dan rate of quality product yang sudah diperoleh.
OEE = Availability x Performance efficiency x Rate of Quality Product x 100%
Nilai Overall Equipment Effectiveness (OEE) mesin Digester #1 pada bulan Juni
2015:
Availability = 98.49 %
Performance Efficiency = 91.83 %
Rate of Quality Product = 97.00 %
OEE = 98.49 x 91.83x 97.00 = 87.72 %
Dengan perhitungan yang sama untuk menghitung Rate of Quality
Productperiode Juni 2015 – Mei 2016 dapat dilihat pada Tabel 4.8
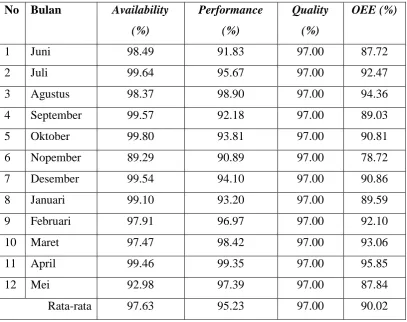
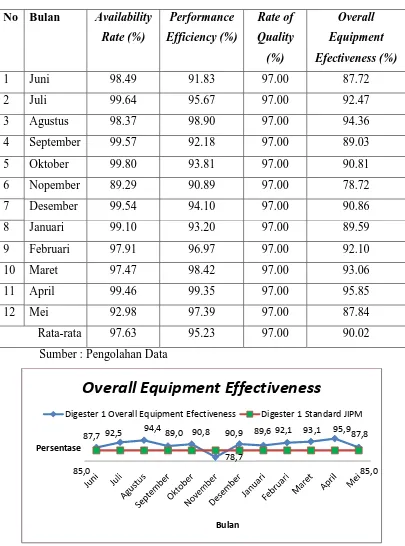
Tabel 4.8 NilaiOverall Equipment Effectiveness (OEE) mesin Digester #1
periode Juni 2015 – Mei 2016.
No Bulan Availability (%)
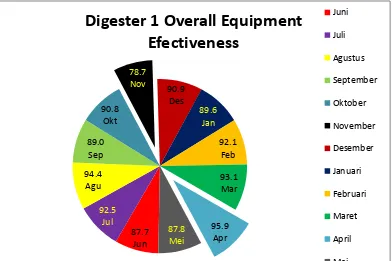
Gambar 4.5 Diagram Overall Equipment Effectiveness (OEE) mesin Digester #1
PT. Toba Pulp Lestari, Tbk
Dari gambar 4.5 diatas dapat kita lihat perbandingan nilai Overall
Equipment Effectiveness (OEE) mesin Digester #1 setiap bulannya. Dari diagram
diatas terlihat bahwa perolehan tertinggi terdapat pada bulan April sebesar 95.85
% dan terendah terdapat pada bulan November sebesar 78.72 %.
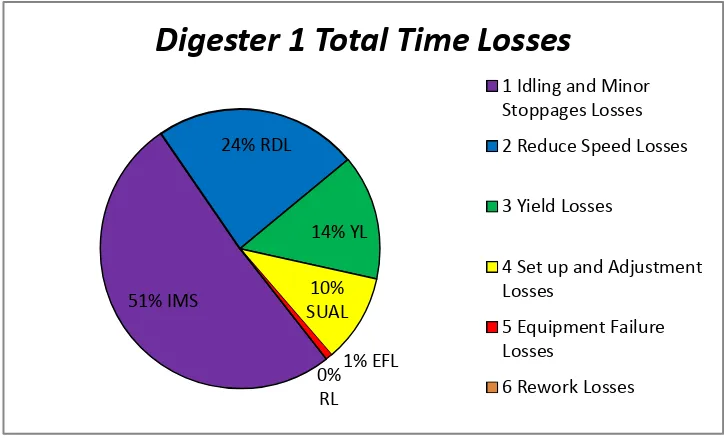
4.2.5. Perhitungan Six Big Losses
Perhitungan Six Big loses atau enam besar faktor kerusakan yang
diantaranya : Downtime Losess (Equipment failure dan setup and adjustment),
speed losess (idling and minor stoppages loss dan reduce speed), defect losses
(rework loss dan yield/scrap loss) yang akan dijelaskan di bawah ini :
4.2.5.1. Downtime Losess
Downtime losess adalah kerugian waktu yang seharusnya digunakan untuk
melakukan proses produksi akan tetapi karena adanya gangguan pada mesin
(equipment failures) mengakibatkan mesin tidak dapat melaksanakan
prosesproduksi sebagaimana semestinya. Dalam perhitungan Overal equipment
effectiveness (OEE),Equipment Failures dan waktu Setup dan
87.7
1. Equipment Failure/Breakdowns (EF)
Equipment failure ataupun breakdown adalah kegagalan mesin
melakukanproses produksi ataupun kerusakan yang terjadi secara tiba-tiba serta
yang tidakdiharapkan terjadi sehingga menyebabkan kerugian yang terlihat jelas,
yaitu tidakmenghasilkan output.
Untuk mencari besarnya persentase efektivitas mesin yang hilang akibat
dari
faktor breakdown loss dapat dihitung dengan menggunakan rumus sebagai berikut
:
�� = ������������������
������������� � 100 %
Dengan mengikuti rumus diatas dapat dihitung breakdownmesin Digester
yang terjadi pada bulan Juni 2015.
Untuk mesin Digester #1 pada bulan Juni 2015.
Breakdown time = 4.25 Jam
Loding Time = 767.58 Jam
Breakdown losses = 4.25
767.58x 100 % = 0.63 %
Dengan perhitungan yang sama maka didapat :
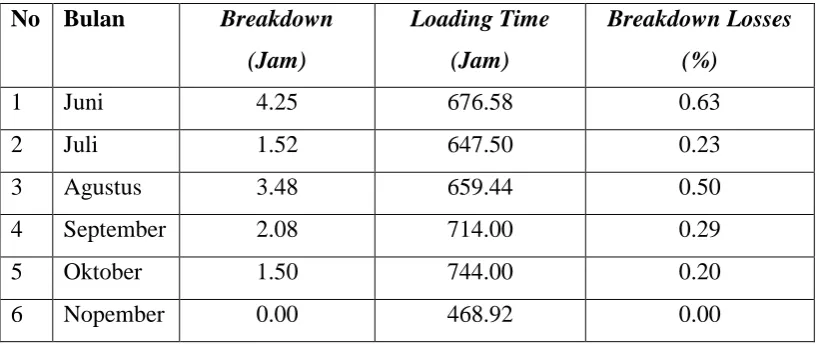
Tabel 4.9 Nilai Breakdown losses mesin Digester#1 periode Juni 2015 –
7 Desember 0.00 716.58 0.00
Sumber : Pengolahan Data
Pada tabel 4.9 dapat dilihat presentasi breakdown loss terbesar terjadi pada
bulan Juni seiring dengan total kerusakan tiba-tiba (breakdown) tertinggi mesin
digester terjadi pada bulan tersebut. Sedangkan presentasi terendah terjadi pada
bulan Nopember, Desember, Januari, Maret, April, dan Mei disebabkan karena
tidak adanya kerusakan tiba-tiba yang terjadi.
2. Setup and Adjustment Losses
Kerusakan pada mesin maupun pemeliharaan mesin secara keseluruhan
akan mengakibatkan mesin tersebut harus dihentikan terlebih dahulu. Sebelum
mesin mengakibatkan kembali akan dilakukan penyesuaian terhadap fungsi mesin
tersebut yang dinamakan dengan waktu setup dan adjustment mesin. Dalam
perhitungan setupdan adjustment losses dipergunakan data waktu setup mesin
yang mengalami kerusakan dan pemeliharaan mesin secara keseluruhan di mesin
Digester.
Rumus untuk menghitung besarnya persentase setup andadjustment losses
adalah sebagai berikut:
�����/��������� ������= ����������/�������������
����������� � 100 %
Dengan mengikuti rumus diatas dapat dihitung Set up and Adjusment
Lossesmesin Digester yang terjadi pada bulan Juni 2015.
Untuk mesin Digester #1 pada bulan Juni 2015
Setup / Adjustment time = 5.99 Jam
Loading Time = 676.58 Jam
Dengan perhitungan yang sama maka didapat :
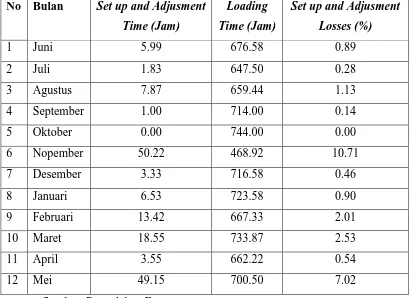
Tabel 4.10 Nilai Setup and Adjustment losses mesin Digester #1 periode
Juni 2015 – Mei 2016.
No Bulan Set up and Adjusment Time (Jam)
Loading
Time (Jam)
Set up and Adjusment
Losses (%)
Pada tabel 4.10 dapat dilihat presentasi set up and adjustment loss tertinggi
terjadi pada bulan Nopember sebesar 50.22 jam dengan presentasi 10.71%. dan
presentasi terendah terjadi pada bulan Oktober seiring dengan tidak adanya set up
and adjusment yang terjadi.
4.2.5.2 Speed Losses
Speed losses terjadi pada saat mesin tidak beroperasi seperti dengan
kecepatan produksi maksimum sesuai dengan kecepatan mesin yang dirancang.
Factor yang mempengaruhi speed losses ini adalah idling and minor stoppages
dan reduced speed.
1. Idling and Minor Stoppages losses
Idling dan minor stoppages terjadi jika mesin berhenti secara berulang –
stoppages sering terjadi maka dapat mengurangi efetivitas mesin. Kemungkinan
besar idlingand minor stoppages yang terjadi pada mesin Digester tidak
sepenuhnya terlihat. Untuk mengetahui besarnya factor efetivitas yang hilang
karena faktor idling dan minor stoppages digunakan rumusan sebagai berikut :
������ & �������������� = �������������
����������� � 100 %
Dari rumus diatas maka Idling and Minor Stoppages loss (IMS) mesin
Digester #1 untuk bulan Juni 2015 dapat kita hitung, sebagai berikut :
Nonproductive time = Breakdown + Set Up + Planned Downtime
Nonproductive = 4.25 + 5.99 + 43.42 = 53.66 Jam
Loading time = 676.58 Jam
������&��������������
=
53.66676.58x 100 % = 7.93 %
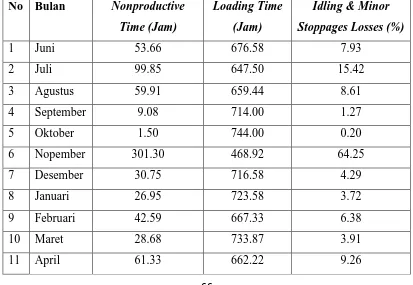
Dengan perhitungan yang sama maka didapat :
Table 4.11 Idling dan Minor pada Mesin Digester #1 pada bulan Juni 2015
- Mei 2016
12 Mei 92.65 700.50 13.23
Sumber: Pengolahan Data
Pada tabel 4.11 dapat dilihat presentasi idling and minor loss terjadi pada
bulan Nopember sebesar 301.30 jam dengan presentasi 64.25%. Sedangkan
presentasi terendah terjadi pada bulan Oktober seiring dengan rendahnya waktu
Nonproduktive time yang terjadi pada bulan tersebut.
2. Reduced Speed Losses
Reduced speed adalah selisih antara waktu kecepatan produksi actual
dengan kecepatan produksi mesin yang ideal. Untuk mengetahui besarnya
persentase faktor reduced speed yang hilang, maka digunakan rumus berikut:
������������ = ������������� −(������������������������)
����������� � 100 %
Dari rumus diatas maka Reduced speedmesin Digester #1 untuk bulan Juni
2015 dapat kita hitung, sebagai berikut :
Ideal cycle time = 0.567 Jam / Ton
Processed amount = 1078.62 Ton
Operating time = 666.34 Jam
Loading time = 676.58 Jam
������������ = 666.34−(0.567 � 1078.62)
676.58 � 100 % =�.�� %
Dengan perhitungan yang sama maka didapat :
Tabel 4.12. Hasil Reduce Speed Losspada Mesin Digester #1 untuk
periode Juni 2015 – Mei 2016
4 September 710.92 714.00 0.567 1155.21 7.80
Pada tabel 4.12 diatas dapat dilihat presentasi reduced speed tertinggi
terjadi pada bulan Nopember dikarenakan jumlah produksi yang rendah dan
operating time yang rendah. Sedangkan presentasi terendah terjadi pada bulan
April seiring dengan jumlah produksi yang tinggi dan operating time yang tinggi.
4.2.5.3. Defect loss
Defect loss adalah keadaan mesin pada saat tidak menghasilkan
produkyang sesuai dengan spesifikasi dan standar kualitas produk yang telah
ditetapkandan scrap yaitu kerugian yang timbul selama proses produksi belum
mencapaikeadaan produksi yang stabil pada saat proses produksi mulai dilakukan
sampaiterjadinya keadaan proses yang stabil. Faktor yang tergolongkan kedalam
DefectLoss adalah Rework Loss dan Yield/ Scrap Loss.
1. Rework Loss (RL)
Rework loss adalah produk yang tidak memenuhi spesifikasi standar
kualitasyang telah ditentukan walaupun masih dapat diperbaiki ataupun
dikerjakan ulang.
Untuk mengetahui persentase faktor rework loss yang mempengaruhi
efektivitaspenggunaan mesin. Digunakan rumus sebagai berikut :
������������ = ���������������������
Maka Rework Lossesmesin Digester#1 untuk bulan Juni 2015 dapat kita
hitung, sebagai berikut :
Ideal cycle time = 0.567 Jam / Ton
Loading time = 676.58 Jam
Rework = 0 Ton
������������ = 0.567 � 0
676.58 � 100 % = � %
Presentasi rework losses tidak mempengaruhi keefektifan mesin digester
dikarenakan tidak adanya pengerjaan ulang (rework) yang dilakukan pada mesin
digester.
2. Yield/Scrap Loss
Yield/scrap loss merupakan kerugian yang timbul selama proses
produksibelum mencapai keadaan produksi yang stabil pada saat proses produksi
mulaidilakukan sampai sampai tercapainya keadaan proses yang stabil, sehingga
produk pada awal proses sampai keadaan proses stabil dicapai tidakmemenuhi
spesifikasi kualitas yang diharapkan. Untuk mengetahui persentasefaktor
yield/scrap loss yang mempengaruhi efektivitas penggunaan mesindigunakan
rumus sebagai berikut:
�� = ���������������������
����������� � 100%
Maka dapat dihitung yield / scrap losses mesin Digester #1 yang terjadi
pada bulan Juni 2015 adalah sebagai berikut :
Ideal cycle time = 0.567 Jam / Ton
Loading time = 676.58 Jam
Reject = 32.36 Ton
�� = 0.567 � 32.36
676.58 � 100% =�.�� %
Dengan perhitungan yang sama, maka Yield/scrap losses mesin Digester #1
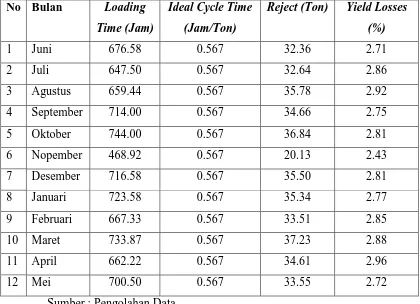
Tabel 4.13 Hasil perhitungan Yield Lossesperiode Juni 2015 – Mei 2016.
No Bulan Loading Time (Jam)
Ideal Cycle Time
(Jam/Ton)
Reject (Ton) Yield Losses
(%)
Sumber : Pengolahan Data
Pada tabel 4.14 dapat dilihat presentasi yield losses terbesar terjadi pada
bulan April karena produk reject yang tinggi pada bulan tersebut dengan
presentasi 2.96%. Sedangkan presentasi terendah terjadi pada bulan Nopember
seiring dengan rendahnya produk reject pada bulan tersebut.
4.3. Analisa Perhitungan Data
4.3.1 Analisa Perhitungan Overall Equipment Effectiveness (OEE)
Analisa perhitungan OEE dilakukan untuk melihat tingkat keefektifan
penggunaan mesin Digester #1 pada periode Juni 2015 – Mei 2016.Pengukuran
OEE mesin Digester #1 ini berdasarkan factor waktu, kecepatan serta kualitas
pada saat pengoperasian mesin Digester.
Adapun persentase yang dicapai dapat dilihat dari tabel 4.15 dan diagram
pada gambar 4.6. berikut:
Tabel 4.14 Persentase pencapaian mesin Digester #1 periode Juni 2015 –
No Bulan Availability
Sumber : Pengolahan Data
Gambar 4.6 Perbandingan nilai OEE Mesin Digester#1 periode Juni 2015 – Mei
2016 dengan Standard JIPM(Japan Institute Of Plant Maintenance).
Dari data tabel 4.15 dan grafik pada gambar 4.6 diatas dapat kita lihat
bahwa pencapain nilai OEE dari bulan Juni – Oktober relatif berada pada 85 % -
87,7 92,5 94,4 89,0 90,8
78,7
90,9 89,6 92,1 93,1 95,987,8
85,0 85,0
Persentase
Bulan