No. Dok.: FM-GKM-TI-TS-01-06B; Tgl. Efektif : 02 Juli 2012; Revisi : 00
PENJADWALAN PRODUKSI DENGAN METODE
ALGORITMA GENETIKA
DI PT. AGRI FIRST INDONESIA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
SARYANTA LUMBANTORUAN
NIM : 100403044
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PENJADWALAN PRODUKSI DENGAN METODE
ALGORITMA GENETIKA DI PT. AGRIFISRT INDONESIA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
SARYANTA LUMBANTORUAN
NIM: 100403044
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan yang Maha Kuasa yang telah memberikan berkat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar Sarjana Teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Penjadwalan Produksi dengan Metode Algoritma Genetika di PT. Agri First Indonesia”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Penulis juga mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Laporan tugas sarjana ini diharapkan dapat bermanfaat bagi penulis, jurusan Teknik Industri, perpustakaan Universitas Sumatera Utara, PT. Agri First Indonesia, dan masyarakat.
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua Orang tua, yaitu Bapak M. Lumbantoruan dan Ibu N. Manalu yang selalu mendukung dalam segala hal yang penulis lakukan, baik secara moril, rohani, dan materi. Penulis menyadari tidak dapat membalas besarnya cinta dan kasih sayang keduanya, oleh karena itu penulis mempersembahkan karya ini sebagai ungkapan terimakasih kepada Bapak dan Ibu.
2. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan yang memberikan arahan yang mendukung penyelesaian laporan Tugas Sarjana ini.
3. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana yang telah meluangkan waktunya untuk memberikan arahan-arahan yang mendukung penyelesaian laporan Tugas Sarjana ini.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Dosen Pembimbing I yang telah meluangkan waktu dan ilmunya serta memberikan motivasi yang besar untuk penulis dalam penyelesaian laporan Tugas Sarjana ini
6. Pimpinan PT. Agri First Indonesia, Bapak Nazlul Fadli selaku Manajer Human Resources, Bapak Hadi Wijaya, dan Ibu Nurul yang telah
memberikan kesempatan penulis untuk melakukan penelitian dan banyak membantu penulis dalam penelitian.
7. Bapak Maruhum selaku Manajer Produksi PT. Agri First Indonesia, Bapak Datar Deodatus, Bapak Sagala, Bapak Yusuf, Bapak Syafrizal, Bapak Aswin, Ibu Grace, Bapak Dedi, dan seluruh karyawan bagian Produksi yang telah memberikan kesempatan untuk penelitian, meluangkan waktunya untuk membimbing, dan memotivasi penulis selama penelitian.
8. Seluruh staf dan karyawan Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang banyak memberikan dukungan kepada penulis.
9. Keluarga penulis : Kak Dewi, Kak Melda, Kak Lia, Kak Juli, Kak Roma, Fitris, Karunia, Bang Elvis, Bang Tino, Wahyu, Willy, Wesly, Wulan, Eleanor yang telah memberikan dukungan dan motivasi yang sangat besar untuk penyelesaian laporan ini
10. Rekan seperjuangan penelitian di PT. Agri First Indonesia, Nadia Comeneci dan Gavrilo Jose yang telah memberikan bantuan yang cukup besar dalam penelitian di perusahaan, proses pengerjaan laporan tugas akhir, dan saling mendukung dan memotivasi satu sama lain.
12.Seluruh rekan-rekan angkatan 2010 (TITEN) Teknik Industri FT. USU yang terus memotivasi penulis dalam penyelesaian laporan ini.
13. Rekan-rekan asisten di Laboratorium Ergonomi dan Perancangan Sistem Kerja, Martha, Joseph, Adra, Willy, Aziz, Reza, Loli, Poppy, Rama, Holongan, Marina, Tri, Erin, Jennifer, Andi, Ryan, Savudan, dan Sarmida yang telah banyak memberikan dukungan dan bantuan dalam pengerjaan laporan ini.
14. Para leader dan anggota MARS GPdI Maranatha yang selalu memberikan motivasi, doa, dan dukungan secara rohani kepada penulis. Terimakasih untuk kak Klaudia Wakkary, kak Kezia Wakkary, kak Vinny Wakkary, kak Felycia Wakkary, Gledis Liow, Ardi Brian Somba, Andreas, Bang Johan, Grace Sinambela, Martina Lydia, Sarah Manurung, dan nama lainnya yang penulis tidak sebutkan.
15. Yayasan Karya Salemba Empat dan Paguyuban Karya Salemba Empat USU yang telah memberikan dukungan secara materil melalui beasiswa kepada penulis, serta inspirasi dan motivasi yang membangun penulis untuk terus berkarya.
17. Pihak-pihak lain yang turut membantu penulis yang tidak disebutkan dalam ucapan terimakasih di atas.
Medan, April 2015
DAFTAR ISI
BAB
HALAMAN
LEMBAR SAMPUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
DAFTAR ISI ... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xx
ABSTRAK ... xvix
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-10 1.3. Tujuan dan Manfaat Penelitian ... I-11 1.4. Batasan dan Asumsi Penelitian ... I-13 1.5. Sistematika Penulisan Laporan ... I-13
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
2.3. Lokasi Perusahaan ... II-4 2.4. Daerah Pemasaran ... II-4 2.5. Organisasi dan Manajemen ... II-5 2.5.1. Struktur Organisasi Perusahaan ... II-5 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-8 2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-8 2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-9 2.6. Proses Produksi ... II-10 2.6.1. Bahan yang Digunakan ... II-10 2.6.2. Uraian Proses Produksi ... II-13 2.7. Mesin dan Peralatan ... II-23 2.8. Utilitas ... II-28 2.9. Safety and Fire Protection ... II-29 2.10. Penanganan Limbah ... II-30
III TINJAUAN PUSTAKA ... III-1
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
3.3. Penjadwalan Flowshop ... III-6 3.4. Peramalan dengan Metode Pemulusan (Smoothing)
Eksponensial... III-8 3.5.1. Pemulusan (Smoothing) Eksponensial Ganda :
Metode Linear Satu Parameter dari Brown ... III-13 3.5.2. Pemulusan (Smoothing) Eksponensial Ganda :
Metode Dua Parameter dari Holt ... III-10 3.5. Metode Pengukuran Waktu ... III-11
3.4.1. Pengukuran Waktu Jam Henti (Stopwatch Time
Study ... III-11
3.4.2. Penyesuaian dan Kelonggaran ... III-14 3.6. Algoritma Genetik ... III-18 3.6.1. Langkah-langkah Algoritma Genetik ... III-19 3.6.2. Kriteria Berhenti dalam Algoritma Genetik
(Keadaaan Steady State) ... III-22 3.6.3. Parameter Performansi ... III-24
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
4.3. Objek Penelitian ... IV-2 4.4. Variabel Penelitian dan Defenisi Operasional ... IV-2 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Rancangan Penelitian ... IV-4
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Permintaan Produk... V-1 5.1.2. Data Komposisi Produk PT. Agri First Indonesia... V-5 5.1.3. Conditioning Time Gandum ... V-6 5.1.4. Waktu Proses Stasiun Kerja ... V-6 5.1.5. Waktu Siklus Operator Packing ... V-8 5.2. Pengolahan Data ... V-10 5.2.1. Peramalan Permintaan Produk ... V-10 5.2.2. Perhitungan Kebutuhan Gandum ... V-28 5.2.3. Perhitungan Waktu Standar Operator Packing ... V-30 5.2.4. Penentuan Flowtime tiap Job ... V-35 5.2.5. Penjadwalan Metode Aktual Perusahaan ... V-46 5.2.6. Penjadwalan Produksi dengan Metode Algoritma
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Faktor Penyebab Produk Tidak Selesai Tepat
Waktu ... VI-1 6.2. Analisis Metode untuk Menghasilkan Produk Tepat
Waktu ... VI-4
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL
HALAMAN
1.1 Weekly Production Planning (WPP) PT. Agri First
Indonesia ... I-5 1.2 Perbandingan Jumlah Produk dan Rencana WPP
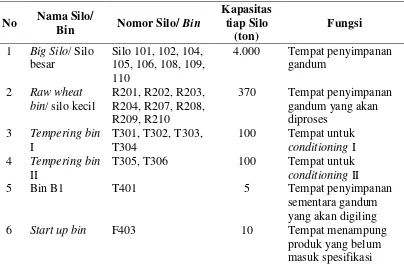
Periode 2-7 Februari 2015 ... I-7 2.1 Aplikasi dan Spesifikasi Produk PT. Agri First Indonesia II-3 2.2 Jenis Gandum yang Digunakan di PT. Agri First Indonesia II-11 2.3 Ukuran Partikel Gandum ... II-18 2.4 Grist Produk PT. Agri First Indonesia ... II-21 2.5 Mesin dan Peralatan Produksi di PT. Agri First Indonesia II-23 2.6 Jenis-jenis Silo/ Bin di PT. Agri First Indonesia ... II-27 3.1 Westinghouse Factors ... III-16 5.1 Data Penjualan PT. Agri First Indonesia Periode 30 Mei
2014- 1 Januari 2015 ... V-2 5.2 Komposisi Produk PT. Agri First Indonesia ... V-5 5.3 Conditioning Time Gandum ... V-6 5.4 Kapasitas Stasiun Kerja/ Work Centre ... V-8 5.5 Data Pengukuran Waktu Siklus Operator Pengisian ... V-9 5.6 Data Pengukuran Waktu Siklus Operator Penjahitan ... V-10 5.7 Data Permintaan AFI Hitam 30 Mei 2014 – 1 Januari
DAFTAR TABEL (LANJUTAN)
TABEL
HALAMAN
5.8 Rekapitulasi Hasil Perhitungan Model Peramalan AFI
Hitam Metode Holt ... V-16 5.9 Peramalan Permintaan AFI Hitam untuk Periode 2
Januari – 6 Februari 2015 ... V-17 5.10 Rekapitulasi Hasil Perhitungan Model Peramalan AFI
Hitam Metode Brown ... V-19 5.11 Peramalan Permintaan AFI Hitam dengan Metode Brown
untuk Periode 2 Januari – 6 Februari 2015 ... V-21 5.12 Perhitungan Kesalahan Peramalan Metode Holt AFI
Hitam... V-22 5.13 Perhitungan Kesalahan Peramalan Metode Brown AFI
Hitam... V-23 5.14 Perbandingan Nilai MSE dan MAPE AFI Hitam ... V-24 5.15 Hasil Verifikasi Metode Brown AFI Hitam ... V-25 5.16 Peramalan Permintaan AFI Hitam dengan Metode Brown V-27 5.17 Peramalan Produk Periode 2 Januari – 5 Februari 2015 .... V-27 5.18 Jumlah Tepung yang Dibutuhkan Periode 2-8 Januari
2015... V-28 5.19 Kebutuhan Gandum dengan Target Ekstraksi 76%
DAFTAR TABEL (LANJUTAN)
TABEL
HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL
HALAMAN
5.40 Waktu Proses dan Flowtime Job I ... V-44 5.41 Rekapitulasi Waktu Proses 9 Job ... V-45 5.42 Perhitungan Makespan Penjadwalan Aktual
Perusahaan ... V-46 5.43 Kromosom yang Terpilih ... V-48 5.44 Waktu Proses tiap Job pada Stasiun Kerja ... V-49 5.45 Makespan Kromosom I1 ... V-49 5.46 Makespan dan Nilai Fitness Populasi Awal ... V-50 5.47 Fitness Relatif dan Fitness Kumulatif Kromosom
Generasi I ... V-53 5.48 Bilangan Acak untuk Seleksi ... V-55 5.49 Kromosom Baru Hasil Seleksi ... V-56 5.50 Bilangan Acak untuk Crossover ... V-59 5.51 Kromosom-kromosom yang Mengalami Crossover ... V-60 5.52 Kromosom Hasil Crossover Generasi I ... V-62 5.53 Bilangan Acak untuk Mutasi Generasi I ... V-64 5.54 Kromosom dan Posisi yang Terkena Mutasi ... V-67 5.55 Kromosom Hasil Mutasi Generasi I ... V-67 5.56 Populasi Akhir Generasi Pertama dan Populasi
DAFTAR TABEL (LANJUTAN)
TABEL
HALAMAN
5.57 Kromosom Terpilih dari Tiga Generasi ... V-70 5.58 Urutan Terbaik Algoritma Genetik ... V-72 6.1 Lama Delay Mesin Carousell dan Mesin Single Spot ... VI-2 6.2 Makespan Urutan Jadwal Optimal I ... VI-5 6.3 Makespan Urutan Jadwal Optimal II ... VI-5 6.4 Makespan Urutan Jadwal Optimal III ... VI-6 6.5 Perbandingan Urutan Pengerjaan dan Makespan Metode
Aktual yang Digunakan Perusahaan dengan Metode
DAFTAR GAMBAR
GAMBAR
HALAMAN
2.1 Struktur Organisasi PT. Agri First Indonesia ... II-7 2.2 Proses Pre Cleaning ... II-13 2.3 Proses Intake ... II-15 2.4 Proses Cleaning dan Conditioning Gandum ... II-16 2.5 Struktur Gandum ... II-17 2.6 Proses Water Treatment ... II-29 3.1 Diagram Aliran Informasi dalam Sistem Manufaktur ... III-6 4.1 Kerangka Konseptual Penelitian ... IV-4 4.2 Langkah-langkah Proses Penelitian ... IV-9 4.3 Flowchart dan Stopping Rule Algoritma Genetika ... IV-10 5.1 Work Center Proses Produksi Tepung Terigu ... V-7 5.2 Diagram Pencar Permintaan AFI Hitam ... V-12 5.3 Moving Range Chart Peramalan AFI Hitam ... V-26 5.4 Grafik Uji Keseragaman Data Operator Pengisian ... V-32 6.1 Persentase Delay pada Mesin Carousell ... VI-2 6.2 Persentase Delay pada Mesin Single Spot ... VI-3 6.3 Perbandingan Gantt Chart Metode Aktual Perusahaan
dengan Metode Algoritma Genetika Urutan I ... VI-8 6.4 Perbandingan Gantt Chart Metode Aktual Perusahaan
DAFTAR GAMBAR (LANJUTAN)
GAMBAR
HALAMAN
6.5 Perbandingan Gantt Chart Metode Aktual Perusahaan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Pembagian Tugas dan Tanggung Jawab PT. Agri First
Indonesia ... L-1 2. Perhitungan Parameter dan Error Peramalan Produk
Tepung Terigu ... L-2 3. Perhitungan Waktu Standar Operator Packing ... L-3 4. Perhitungan Algoritma Genetika untuk Generasi II dan
Generasi III ... L-4 5. Tugas Permohonan Tugas Sarjana Halaman 1 ... L-5 6. Tugas Permohonan Tugas Sarjana Halaman 2 ... L-6 7. Surat Permohonan Riset Tugas Sarjana di PT. Agri
First Indonesia ... L-7 8. Surat Balasan Penerimaan Riset Tugas Sarjana di PT.
ABSTRAK
PT. Agri First Indonesia adalah perusahaan yang bergerak di bidang produksi berbagai macam tepung terigu dengan sistem make to stock. Proses produksi di PT. Agri First Indonesia merupakan tipe produksi pure flow shop yang menghasilkan 10 variasi tepung terigu. Lantai produksi sering mengalami kegagalan dalam menghasilkan produk tepat waktu sehingga jadwal produksi (weekly production planning) tidak tercapai. Faktor yang menyebabkan produk tidak dapat diselesaikan tepat waktu adalah delay pada mesin packing akibat gangguan listrik, menunggu proses sebelumnya, persiapan (set up), kerusakan mesin, dan kebutuhan pribadi. Kegiatan-kegiatan seperti menunggu proses blending, menunggu transfer produk ke mesin, waiting process, empty flour, menunggu forklift, menunggu karung, pengemasan ulang (repack) adalah kegiatan yang mengindikasikan adanya masalah pada penjadwalan. Metode yang dipakai untuk mengatasi keterlambatan penyelesaian produk dan membuat rancangan jadwal yang optimal adalah metode algoritma genetika. Algoritma genetika dipilih sebagai metode untuk menghasilkan rancangan jadwal yang efisien dikarenakan karakteristik proses produksi tepung terigu yang memiliki banyak sekali variasi produk dan banyaknya urutan job yang mungkin dari 9 jenis produk sehingga membutuhkan proses penjadwalan yang kompleks. Kriteria penjadwalan algoritma genetika dalam penelitian ini adalah minimisasi makespan sehingga didapatkan rancangan sistem penjadwalan yang optimal berupa urutan job sehingga meningkatkan penyelesaian produk tepat waktu dan efektif untuk diimplementasikan perusahaan. Hasil penjadwalan algoritma genetika berhenti pada iterasi ketiga dengan nilai fitness 0,00542 dan makespan 184,54 jam untuk tiga urutan solusi penjadwalan optimal yaitu urutan job AIEDFCGHB, urutan job AIGECHDFB, dan urutan job AEGIBCDFH. Performansi hasil algoritma genetika dilihat dari parameter efficiency index sebesar 1,13 menunjukkan metode Algoritma Genetik memiliki performansi yang lebih baik dan berdasarkan relative error sebesar -12,96% yang menunjukkan bahwa penjadwalan produksi metode algoritma genetika menghasilkan penghematan makespan sebesar 12,96% atau 23,91 jam dibandingkan dengan metode aktual yang digunakan perusahaan.
Kata Kunci: Penjadwalan Produksi, Makespan, Algoritma Genetika, Crossover,
ABSTRAK
PT. Agri First Indonesia adalah perusahaan yang bergerak di bidang produksi berbagai macam tepung terigu dengan sistem make to stock. Proses produksi di PT. Agri First Indonesia merupakan tipe produksi pure flow shop yang menghasilkan 10 variasi tepung terigu. Lantai produksi sering mengalami kegagalan dalam menghasilkan produk tepat waktu sehingga jadwal produksi (weekly production planning) tidak tercapai. Faktor yang menyebabkan produk tidak dapat diselesaikan tepat waktu adalah delay pada mesin packing akibat gangguan listrik, menunggu proses sebelumnya, persiapan (set up), kerusakan mesin, dan kebutuhan pribadi. Kegiatan-kegiatan seperti menunggu proses blending, menunggu transfer produk ke mesin, waiting process, empty flour, menunggu forklift, menunggu karung, pengemasan ulang (repack) adalah kegiatan yang mengindikasikan adanya masalah pada penjadwalan. Metode yang dipakai untuk mengatasi keterlambatan penyelesaian produk dan membuat rancangan jadwal yang optimal adalah metode algoritma genetika. Algoritma genetika dipilih sebagai metode untuk menghasilkan rancangan jadwal yang efisien dikarenakan karakteristik proses produksi tepung terigu yang memiliki banyak sekali variasi produk dan banyaknya urutan job yang mungkin dari 9 jenis produk sehingga membutuhkan proses penjadwalan yang kompleks. Kriteria penjadwalan algoritma genetika dalam penelitian ini adalah minimisasi makespan sehingga didapatkan rancangan sistem penjadwalan yang optimal berupa urutan job sehingga meningkatkan penyelesaian produk tepat waktu dan efektif untuk diimplementasikan perusahaan. Hasil penjadwalan algoritma genetika berhenti pada iterasi ketiga dengan nilai fitness 0,00542 dan makespan 184,54 jam untuk tiga urutan solusi penjadwalan optimal yaitu urutan job AIEDFCGHB, urutan job AIGECHDFB, dan urutan job AEGIBCDFH. Performansi hasil algoritma genetika dilihat dari parameter efficiency index sebesar 1,13 menunjukkan metode Algoritma Genetik memiliki performansi yang lebih baik dan berdasarkan relative error sebesar -12,96% yang menunjukkan bahwa penjadwalan produksi metode algoritma genetika menghasilkan penghematan makespan sebesar 12,96% atau 23,91 jam dibandingkan dengan metode aktual yang digunakan perusahaan.
Kata Kunci: Penjadwalan Produksi, Makespan, Algoritma Genetika, Crossover,
BAB I
PENDAHULUAN
1.1. Latar Belakang
Keberhasilan perusahaan dalam mencapai tujuannya ditentukan oleh berbagai faktor, salah satu diantaranya yang terpenting adalah kemampuan memenuhi kebutuhan pelanggan. Kepuasaan pelanggan dapat tercapai apabila perusahaan dapat melakukan pengiriman produk tepat waktu (timeliness of deliveries), mutu yang sesuai dengan harapan (expected quality) dan harga yang wajar (reasonable price). Perusahaan yang menyadari posisinya dalam persaingan memperebutkan
pangsa pasar pasti berupaya untuk mendapatkan nilai terbaik di mata pelanggan. Nilai terbaik dapat diperoleh apabila perusahaan memiliki rencana produksi yang baik dan akurat serta melaksanakannya di lantai pabrik secara efektif.
tersebut dapat berupa minimisasi waktu penyelesaian (makespan), pemenuhan due date, dan maksimisasi utilitas rata-rata mesin. Semua kriteria tersebut memiliki
tujuan yang sama, yaitu minimisasi ongkos produksi.
PT. Agri First Indonesia adalah sebuah perusahaan yang bergerak di bidang produksi tepung terigu dan berlokasi di Jl. Pulau Pinang V No. 9 Kawasan Industri Medan (KIM) II, Saentis Percut Sei Tuan, Deli Serdang Sumatera Utara. PT. Agri First Indonesia menghasilkan berbagai macam tepung terigu dengan sistem make to stock diantaranya AFI Emas, AFI Hitam, AFI Orange, AFI Biru, AFI Merah, AFI Kuning, AFI Cokelat, Armada Biru, Armada Orange, Armada Merah, dan produk sampingan berupa makanan ternak. Perkembangan industri hilir berbahan dasar tepung terigu seperti toko roti, aneka makanan, dan mie membuat industri hulu yaitu pabrik tepung terigu juga berkembang pesat. PT. Agri First Indonesia sebagai industri hulu harus mampu memenuhi kebutuhan pelanggan yang bervariasi.
Conditioning merupakan proses pengkondisian gandum pada suatu tempering bin sehingga tercapai suatu kondisi dengan kadar air yang diinginkan. Conditioning time membutuhkan waktu yang cukup lama dan tergantung dari jenis gandum yaitu sekitar 16-26 jam. Proses first conditioning dilakukan pada 4 buah tempering bin dengan total waktu 70% dari conditioning time. Setelah proses first
conditioning gandum akan dikeluarkan dan masuk ke tempering bin untuk proses second dampening. Proses second dampening dilakukan pada 2 buah tempering
bin dengan total waktu 30% dari conditioning time. Setelah proses cleaning selesai, gandum disimpan sementara di bin B1 sebelum ditransfer ke mesin milling. Gandum yang telah mencapai karakteristik tertentu digiling di mesin
milling dan dilakukan ekstraksi tepung sebanyak-banyaknya. Ekstraksi rata-rata gandum menjadi tepung di PT. Agri First Indonesia adalah 76% dan sisanya menjadi produk sampingan. Gandum yang telah digiling akan disimpan di flour bin sambil menunggu gandum jenis lain selesai digiling. Jika tepung telah tersedia
di flour bin untuk menghasilkan produk tertentu, maka dilakukan proses mixing yaitu proses pencampuran beberapa jenis gandum sesuai dengan komposisi yang telah ditetapkan untuk menghasilkan produk tertentu seperti AFI Hitam, AFI Merah, AFI Biru, dan lain-lain. Tepung yang telah dicampur dan melalui uji laboratorium akan dikemas pada proses packing. Produk tepung terigu dikemas pada woven bag dengan ukuran 25 kilogram/ bag.
Production Planning (WPP) disusun melalui rapat tim Production Planning and Inventory Control (PPIC) yang dilakukan setiap hari Jumat yang terdiri atas
general manager dan perwakilan bagian produksi, marketing, dan warehouse. Tim marketing menunjukkan hasil forecasting mengenai jenis dan jumlah produk yang diminta, tim warehouse akan memberikan laporan mengenai status persediaan produk jadi yang tersedia di gudang, dan tim produksi memberikan laporan status persediaan gandum di silo. Setelah itu, secara bersama-sama tim ini akan menentukan produk apa yang akan diproduksi dan jumlahnya. Berdasarkan hasil rapat ini, manajer produksi akan membuat jadwal produksi yang terdiri atas urutan jenis gandum yang akan dikerjakan dalam satu minggu meliputi proses cleaning, milling, mixing, dan packing. Dalam menyusun Weekly Production Planning (WPP), proses penjadwalan produksi ditentukan oleh persediaan tepung
di flour bin (silo tepung). Jika tepung yang akan diproduksi tersedia di flour bin, maka akan dilakukan packing sedangkan jika persediaan tepung di flour bin kosong atau tidak sesuai dengan spesifikasi tepung yang diinginkan, maka proses cleaning akan dijalankan. Jadwal produksi perusahaan berupa Weekly Production Planning (WPP) PT. Agri First Indonesia periode 18-24 Januari 2015 ditunjukkan
pada Tabel 1.1.
Tabel 1.1. Weekly Production Planning (WPP) PT. Agri First Indonesia
Period 18-24 January 2015
Hari: MINGGU 18 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
0 0 0
Hari: SENIN 19 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
MMW 110 CWRS 13,5 110 AFI Hitam 3.000
1.280 128
Efisiensi solar pkl 18.30 -
21.30
APW 70 MMW 210 Armada Merah 8.000
UMW
11,5 150 AFI Merah Reg 1.000
AH12 50
380 320 12.000
Hari: SELASA 20 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
RMW11,5 110
MMW
Kinantan 40
Repack AFI Hitam
Brunei 960
1.320 132
Efisiensi solar pkl 18.30 -
21.30 UMW
11,5 260 MMW 70 Ayam Kinantan 1.500
APW 70
Armada Orange
Reg 3.000
UMW AMD 150 Armada Merah 4.000
Armada Biru 2.000
370 330 11.460
Hari: RABU 21 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
UMW11,5 250 AH12 50
AFI Merah NDL
Olaga 1.000
1.280 128
Efisiensi solar pkl 18.30 -
21.30
MMW 120 RMW 11,5 110
Armada Orange
GM 28 3.000
UMW AMD 160 Armada Biru 8.000
370 320 12.000
Hari: KAMIS 22 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
CWRS
13,5 100 UMW AMD 320
ARMADA Orange
NDL 2.000
1.280 128
Efisiensi solar pkl 18.30 -
21.30
NS2 80 AFI Merah 2.000
UMW
11,5 200 Armada Biru 4.000
Armada Merah 4.000
380 320 12.000
WEEKLY PRODUCTION PLANNING
Period 18-24 January 2015
Hari: JUMAT 23 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
ASW 110 UMW AMD 30 AFI Hitam Reg 3.000
1.320 132
Efisiensi solar pkl 18.30 -
21.30
MMW 250 MMW 120 Armada Biru 4.000
CWRS 13,5 100 Armada Merah 5.000
NS2 80
360 330 12.000
Hari: SABTU 24 Januari 2015
Cleaning MT Milling MT Packing Bags Bran Pollard Remarks
MMW 250 UMW AMD 200 Armada Biru 6.000
1320 132
Efisiensi solar pkl 18.30 -
21.30
ASW 110 Armada Merah 6.000
250 310 12.000
Summary 2.110 1.930 71.460
Sumber : Production Manager PT. Agri First Indonesia
Dalam penerapannya di lantai produksi, jadwal produksi yang telah disusun dapat berubah suatu waktu disebabkan oleh berbagai faktor dan menyebabkan target produksi tidak tercapai tepat waktu. Berdasarkan pengamatan yang dilakukan terhadap perbandingan jumlah produksi di lapangan pada mesin packing tidak sesuai dengan weekly production planning (WPP). Data perbandingan jumlah produk yang diproduksi dan rencana berdasarkan WPP pada periode 2-7 Februari 2015 ditunjukkan pada Tabel 1.2.
Daily Mixing and Packing Report Jenis Produk Jumlah Produk (bag) Rencana WPP (bag) Akumulasi Kekurangan Produksi (bag) Akumulasi Kelebihan Produksi (bag)
Senin, 2 Februari 2015
AFI Hitam Reg 1.794 3.000 -1.206
Armada Merah FB 1.990 5.000 -3.010
AFI Kuning Reg 99 1.000 -901
AFI Biru NDL 863 630 233
Jumlah 4.746 9.630 -5.117 233
Selasa, 3 Februari 2015
Armada Merah FB 827 1.000 -3.183
AFI Hitam Reg 953 0 -253
AFI Kuning MS 1.534 1.800 -266
Armada Orange GM 28 882 3.000 -2.118
Armada Orange NDL 2.508 2.000 508
Jumlah 6.704 7.800 -5.820 508
Rabu, 4 Februari 2015
AFI Kuning MS 2.079 1.800 13
Armada Merah FB 3.238 6.000 -5.951
AFI Kuning Reg 1.301 0 400
AFI Biru NDL 470 0 703
AFI Hitam Reg 1.626 3.000 -1.374
Jumlah 8.714 10.800 -7.325 1.116
Kamis, 5 Februari 2015
AFI Hitam Reg 1.613 3.000 -2.761
AFI Kuning MS 2.164 1.800 377
AFI Merah NDL 1.315 2.000 -685
Armada Orange GM 28 1.751 0 -367
Armada Merah FB 2.461 3.000 -6.490
Jumlah 9.304 9.800 -10.303 377
Jumat,6 Februari 2015
AFI Kuning MS 1.724 1.800 301
Armada Merah FB 4.884 4.000 -5.606
Armada Orange Reg 2.012 0 2.012
Armada Biru 1.501 4.300 -2.799
Tabel 1.2. Perbandingan Jumlah Produk dan Rencana WPP Periode 2-7 Februari 2015 (Lanjutan)
Daily Mixing and Packing Report
Jenis Produk
Jumlah Produk (bag)
Rencana WPP (bag)
Akumulasi Kekurangan
Produksi (bag)
Akumulasi Kelebihan
Produksi (bag)
Sabtu, 7 Februari 2015
AFI Kuning MS 936 1.800 -487
Armada Biru 1.486 0 -1.313
Armada Orange NDL 338 0 846
AFI Cokelat 505 0 505
Armada Merah FB 358 9.000 -14.248
Jumlah 3.623 10.800 -16.048 1.351
Sumber : Daily Packing and Report Departemen Produksi
Berdasarkan pengamatan yang dilakukan, faktor yang menyebabkan produk tidak dapat diselesaikan tepat waktu adalah delay pada mesin packing (single spot dan carousell). Delay disebabkan beberapa faktor yaitu gangguan listrik, menunggu proses sebelumnya, persiapan (set up), kerusakan mesin, dan kebutuhan pribadi. Faktor menunggu proses sebelumnya adalah faktor yang terkait dengan ketidaksesuaian pengalokasian kapasitas yang dibutuhkan dengan kapasitas yang tersedia dan berkaitan dengan jadwal yang belum optimal. Kegiatan-kegiatan seperti menunggu proses blending, menunggu transfer produk ke mesin, waiting process, empty flour, menunggu forklift, menunggu karung, pengemasan ulang
(repack) produk yang sudah ada adalah kegiatan yang mengindikasikan adanya gangguan pada penjadwalan.
metaheuristik yaitu pendekatan untuk menjelajah ruang pencarian secara efisien untuk menemukan solusi optimal. Algoritma genetika didasarkan pada mekanisme seleksi alam dan genetika alami untuk mencari solusi optimum yang dilakukan dengan mempertimbangkan banyak titik yang muncul secara simultan untuk memperoleh suatu fungsi tujuan atau nilai fitness yang digunakan.
Algoritma genetika dipilih sebagai metode untuk menghasilkan rancangan jadwal yang efisien dikarenakan karakteristik proses produksi tepung terigu yang memiliki banyak sekali variasi produk dan banyaknya urutan job yang mungkin dari 9 jenis produk sehingga membutuhkan proses penjadwalan yang kompleks. Dengan algoritma genetika, dapat dipilih solusi urutan job terbaik (fitness tertinggi) dari sejumlah solusi yang diberikan. Pada beberapa penelitian terakhir penjadwalan, metode metaheuristik termasuk algoritma genetika telah menjadi metode yang paling populer.
Telah banyak penelitian yang dilakukan untuk mendapatkan hasil optimal terhadap permasalahan minimisasi makespan pada kasus penjadwalan flow shop seperti yang telah dilakukan oleh Dian Setiya Widodo1
1
Dian Setiya Widodo, Pendekatan Algoritma Cross Entropy-Genetic Algorithm Untuk
Menurunkan Makespan Pada Penjadwalan Flow Shop, 2014
Penjadwalan job shop dilakukan juga oleh Rui Zhang2 menggunakan metode Algoritma Genetika untuk meminimisasi total tardiness pada mesin yang mengalami bottleneck. Penelitian lain dilakukan oleh James C. Chen3
1.2. Perumusan Masalah
dengan mengembangkan algoritma penjadwalan pada kondisi flow shop yang memiliki mesin paralel di industri senjata. Performansi penjadwalan diukur berdasarkan tingginya pinalti dari late delivery pada pemesanan militer dan biaya produksi yang tinggi, total tardiness, total idle time mesin dan makespan.
Pada penelitian ini akan digunakan metode Algoritma Genetika pada penjadwalan flowshop di PT. Agri First Indonesia. Tujuan penelitian ini adalah untuk
mendapatkan rancangan jadwal yang optimal. Rancangan jadwal yang dihasilkan berupa urutan-urutan pengerjaan job yang dapat dilakukan di perusahaan dengan nilai makespan yang optimal. Dengan mengoptimalkan nilai makespan diharapkan dapat meminimasi waktu proses sehingga meminimasi delay antar stasiun kerja dan meningkatkan efisiensi utilitas produksi.
Berdasarkan latar belakang yang telah diuraikan maka pokok permasalahan yang akan dicari pemecahannya melalui penelitian di PT. Agri First Indonesia ini
2
Rui Zhang, Bottleneck Machine Identification Method Based on Constraint Transformation for Job Shop Scheduling with Genetic Algorithm, 2012
3
adalah kegagalan lantai produksi untuk menghasilkan produk jadi tepat waktu sesuai dengan jadwal yang telah disusun.
Sehubungan dengan permasalahan di atas, beberapa pertanyaan mendasar yang perlu dicari jawabannya adalah:
1. Faktor-faktor apa yang menyebabkan produk tidak dapat diselesaikan tepat waktu?
2. Apa saja metode yang dapat dilakukan untuk menghasilkan produk tepat waktu dan menghasilkan susunan jadwal produksi yang optimal?
1.3. Tujuan dan Manfaat Penelitian
Berdasarkan rumusan masalah penelitian di atas maka tujuan umum dari penelitian ini adalah mendapatkan suatu rancangan sistem penjadwalan yang optimal untuk meningkatkan penyelesaian produk tepat waktu dan efektif untuk diimplementasikan oleh perusahaan.
Berdasarkan tujuan umum penelitian di atas yaitu rancangan sistem penjadwalan yang optimal, maka tujuan khusus dari proses penyusunan tugas akhir ini adalah: 1. Mendapatkan peramalan jumlah produk yang akan diproduksi dengan
memilih metode peramalan yang memiliki error terkecil.
2. Mendapatkan waktu standar operator packing dengan menggunakan metode stopwatch time study dengan memperhatikan rating factor dan allowance.
4. Mendapatkan rancangan pengurutan job yang efisien dari segi waktu yaitu urutan yang memiliki makespan terendah.
5. Mendapatkan perbandingan performansi antara metode penjadwalan Algoritma Genetika dengan metode aktual yang diterapkan perusahaan
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja, khususnya dalam mengevaluasi suatu sistem penjadwalan yang ada dan memberikan suatu rancangan penjadwalan dengan menggunakan prinsip-prinsip keilmuan Teknik Industri. Penelitian ini juga merupakan sebuah karya ilmiah yang telah memberikan pengalaman dan keterampilan berharga dalam pemecahan masalah penjadwalan produksi secara ilmiah.
2. Hasil penelitian ini dapat dijadikan sebagai masukan bagi perusahaan dalam membuat suatu rancangan sistem penjadwalan baru yang dapat mengurangi keterlambatan penyelesaian produk.
3. Mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri FT- USU.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada proses produksi tepung terigu dan produk yang diamati adalah AFI Hitam, AFI Cokelat, AFI Orange, AFI Merah, AFI Biru, AFI Kuning, Armada Biru, Armada Orange, dan Armada Merah.
2. Data penjualan yang digunakan untuk meramalkan permintaan adalah data periode 30 Mei 2014 – 1 Januari 2015 dalam satuan waktu mingguan.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Kondisi mesin/ peralatan produksi selama pengamatan diasumsikan dalam kondisi stabil, tidak rusak, dan tidak terjadi gangguan listrik.
2. Material ditransfer secara langsung dari satu mesin ke mesin lain sehingga waktu pindah tidak diperhitungkan
3. Silo tepung (wheat silo) diasumsikan kosong atau tidak tersedia tepung pada penyimpanan sementara sehingga produk yang akan dijadwalkan mengalami proses produksi mulai dari awal.
1.5.Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
manfaat penelitian, batasan dan asumsi penelitian, dan sistematika penulisan laporan
Bab II Gambaran Umum Perusahaan menguraikan sejarah berdirinya PT. Agri First Indonesia Medan, ruang lingkup bidang usaha, lokasi perusahaan, struktur organisasi, tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja karyawan, sistem pengupahan, proses produksi, mesin dan peralatan, dan utilitas yang terdapat di perusahaan.
Bab III Landasan Teori digunakan sebagai pisau analisis masalah penelitian ini yang dibangun dengan menggunakan berbagai sumber yaitu teori yang ada dan hasil penelitian yang relevan. Teori yang terkait dengan penelitian ini adalah teori mengenai Penjadwalan berupa Terminologi Penjadwalan, Model Penjadwalan, dan Kriteria Penjadwalan untuk menjelaskan objek penelitian, Pengukuran Waktu (Time Study) terdiri atas pengukuran waktu jam henti, tingkat ketelitian dan keyakinan, pengujian keseragaman data, pengujian kecukupan data, rating factor dan allowance, dan perhitungan waktu standar, Algoritma Genetika, dan parameter performansi penjadwalan.
skematik untuk menjelaskan hubungan antar variabel dan disusun rancangan penelitian yang berisi langkah-langkah penelitian.
Bab V Pengumpulan dan Pengolahan Data berisi data dan pengolahan yang dilakukan untuk mendapatkan hasil sesuai dengan metode yang dipilih. Data yang diambil merupakan data yang diperlukan untuk meneliti penjadwalan dengan metode Algoritma Genetika seperti data permintaan produk, data komposisi produk, data conditioning time gandum, data kapasitas stasiun kerja tersedia, dan data waktu siklus operator packing (pengisian dan penjahitan). Data-data ini kemudian diolah dengan menggunakan metode yang tepat, seperti rancangan ramalan produk dihasilkan melalui peramalan dengan metode double eksponensial dua parameter dari Holt dan metode smoothing eksponensial linier satu parameter dari Brown. Waktu standar operator packing (pengisian dan penjahitan) ditentukan dengan menggunakan stopwatch time study. Flowtime pengerjaan setiap produk dihitung sesuai dengan waktu yang dibutuhkan dan Gantt Chart digunakan untuk menentukan waktu penyelesaian setiap produk. Berdasarkan flowtime setiap produk, dilakukan penjadwalan produksi sesuai dengan metode aktual di perusahaan dan metode Algoritma Genetika sebagai metode usulan penelitian ini.
efektif metode ini digunakan untuk penyelesaian masalah. Analisis ini berisi tentang perbandingan antara metode aktual yang digunakan oleh perusahaan dengan metode Algoritma Genetika. Alat ukur perbandingan kedua metode yang digunakan adalah parameter performansi efficiency index (EI) dan relative percentage deviation (RPD).
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan PT. Agri First Indonesia
PT. Agri First Indonesia adalah perusahaan manufaktur asal Singapura yang bergerak di bidang produksi bahan makanan tepung terigu. PT. Agri First Indonesia berdiri pada tahun 2010 berlokasi di di jalan Pulau Pinang V No. 9 Kawasan Industri Medan (KIM) II Sumatera Utara dan beroperasi secara komersial pada tahun 2012. Saat ini, PT. Agri First Indonesia telah mampu bersaing dengan perusahaan pesaing di bidang tepung terigu.
PT. Agri First Indonesia berkomitmen untuk memberikan kualitas yang terbaik sehingga konsumen tidak kecewa dan percaya pada produk- produk yang dihasilkan. Oleh karena itu, PT. Agri First Indonesia menggunakan mesin-mesin dan peralatan yang didukung oleh pembuat mesin tepung terigu terkemuka yaitu Buhler. PT. Agri First Indonesia juga sangat memperhatikan pengadaan bahan
baku gandum. PT. Agri First Indonesia hanya mengimpor gandum dengan kualitas terjamin seperti gandum dari Amerika, Kanada, dan Australia. Hal ini dilakukan dengan tujuan untuk memastikan dan menjaga kualitas bahan baku yang akan dijadikan tepung terigu.
tertuang dalam visi perusahaan PT. Agri First Indonesia yaitu menjadi produsen tepung terigu dengan kualitas terbaik dan mitra terbaik bagi pengguna tepung terigu, serta turut berperan dalam peningkatan dan pembangunan gizi bangsa Indonesia. Untuk melaksanakan visi tersebut, PT. Agri First Indonesia memiliki beberapa misi yaitu:
1. Menjadi produsen tepung terigu dengan kualitas terbaik, halal dan turut membantu keamanan pangan yang terjamin.
2. Inovasi terus menerus untuk menciptakan produk yang sesuai dengan perkembangan pasar dan kebutuhan konsumen.
3. Meningkatkan kualitas sumberdaya manusia untuk mengikuti perkembangan, perubahan dan inovasi tepung terigu di masa sekarang dan akan datang.
4. Membangun gizi bangsa Indonesia dan meningkatkan kesadaran masyarakat untuk menggunakan produk pangan yang berkualitas.
2.2. Ruang Lingkup Bidang Usaha
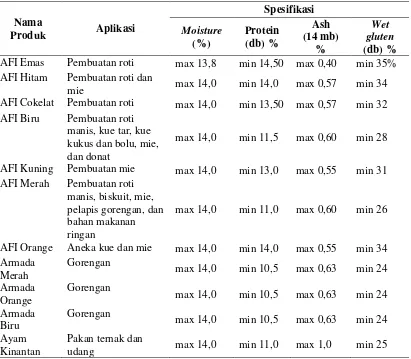
Rusindo, dan lain-lain. Jenis aplikasi dan spesifikasi produk PT. Agri First Indonesia ditunjukkan pada Tabel 2.1.
Tabel 2.1. Aplikasi dan Spesifikasi Produk PT. Agri First Indonesia
Nama
Produk Aplikasi
Spesifikasi Moisture (%) Protein (db) % Ash (14 mb) % Wet gluten (db) %
AFI Emas Pembuatan roti max 13,8 min 14,50 max 0,40 min 35%
AFI Hitam Pembuatan roti dan
mie max 14,0 min 14,0 max 0,57 min 34
AFI Cokelat Pembuatan roti max 14,0 min 13,50 max 0,57 min 32
AFI Biru Pembuatan roti
manis, kue tar, kue kukus dan bolu, mie, dan donat
max 14,0 min 11,5 max 0,60 min 28
AFI Kuning Pembuatan mie max 14,0 min 13,0 max 0,55 min 31
AFI Merah Pembuatan roti
manis, biskuit, mie, pelapis gorengan, dan bahan makanan ringan
max 14,0 min 11,0 max 0,60 min 26
AFI Orange Aneka kue dan mie max 14,0 min 14,0 max 0,55 min 34
Armada Merah
Gorengan
max 14,0 min 10,5 max 0,63 min 24
Armada Orange
Gorengan
max 14,0 min 10,5 max 0,63 min 24
Armada Biru
Gorengan
max 14,0 min 10,5 max 0,63 min 24
Ayam Kinantan
Pakan ternak dan
udang max 14,0 min 11,0 max 1,0 min 25
Sumber : PT. Agri First Indonesia
2.3. Lokasi Perusahaan
PT. Agri First Indonesia berlokasi di Jalan Pulau Pinang V No. 9 Kawasan Industri Medan (KIM) II, Saentis Percut Sei Tuan, Deli Serdang- 20371, Sumatera Utara.
2.4. Daerah Pemasaran
PT. Agri First Indonesia memasarkan produk tepung terigu ke berbagai daerah di Indonesia dan luar negeri. Untuk memperlancar pendistribusian produk, PT. Agri First Indonesia memiliki beberapa distributor yang tersebar di berbagai daerah di Indonesia yaitu Sumatera Utara (meliputi Medan, Binjai, Tebing Tinggi, Padang Sidempuan, dan Pematang Siantar), Batam, Pekanbaru, Baganbatu, Padang, Aceh, dan Jakarta. PT. Agri First Indonesia juga memasarkan produk ke beberapa negara seperti Singapura, Brunei Darussalam, Malaysia, Filipina, Maladewa dan negara lainnya.
Selain distributor tersebut, konsumen produk tepung terigu dapat juga mengambil produk secara langsung ke pabrik PT. Agri First Indonesia di daerah Kawasan Industri Medan II.
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi Perusahaan
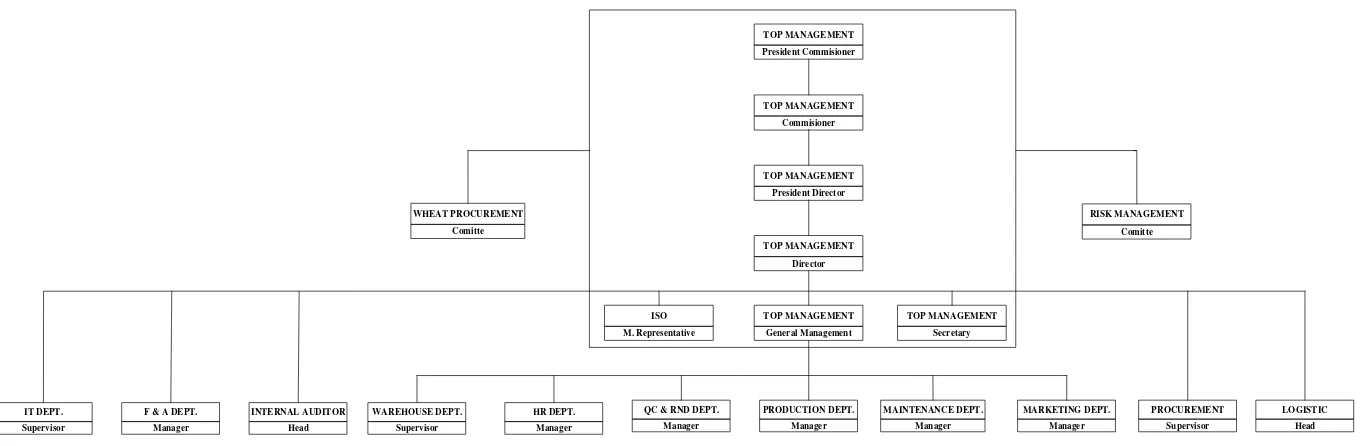
Bentuk organisasi di PT. Agri First Indonesia adalah bentuk organisasi fungsional dan staff (functional and staff organization). Berdasarkan struktur organisasi yang ditunjukkan pada Gambar 2.1, wewenang dari top management yang terdiri atas president commissioner, commissioner, president director, director, dan general manager dilimpahkan ke bagian di bawahnya dalam
bidang-bidang pekerjaan tertentu sesuai dengan kebutuhan organisasi. Manajer setiap departemen tersebut berhak memberikan perintah kepada semua pelaksana yang ada sepanjang menyangkut bidang tugasnya masing-masing.
TOP MANAGEMENT
President Commisioner
TOP MANAGEMENT
Commisioner
TOP MANAGEMENT
President Director
TOP MANAGEMENT
Director WHEAT PROCUREMENT
Comitte
RISK MANAGEMENT
Comitte
TOP MANAGEMENT
General Management ISO
M. Representative
TOP MANAGEMENT
Secretary
PRODUCTION DEPT. Manager QC & RND DEPT.
Manager HR DEPT.
Manager WAREHOUSE DEPT.
Supervisor INTERNAL AUDITOR
Head F & A DEPT.
Manager IT DEPT.
Supervisor
MAINTENANCE DEPT. Manager
MARKETING DEPT. Manager
PROCUREMENT Supervisor
[image:46.792.74.757.109.332.2]LOGISTIC Head
V-1
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari setiap bagian organisasi di PT. Agri First Indonesia ditunjukkan pada Lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja di PT. Agri First Indonesia adalah 219 orang dengan pembagian sebagai berikut.
1. General Manager : 1 orang 2. Finance and Accounting Department : 8 orang 3. Human Resources Department : 13 orang
4. IT Department : 5 orang
5. Marketing Department : 35 orang
6. Procurement : 3 orang
7. Logistic : 6 orang
8. Personal Assistant : 5 orang
9. ISO : 2 orang
10. Internal auditor : 4 orang
11. Quality Control – Research and Development Department : 23 orang 12. Maintenance Department : 21 orang
13. Production Department : 64 orang 14. Warehouse Department : 29 orang
1. Hari kerja karyawan reguler yaitu karyawan selain Departemen Produksi adalah hari Senin sampai dengan Jumat dengan pembagian jam kerja sebagai berikut.
a. Jam 08.30 – 12.00 WIB : waktu kerja b. Jam 12.00 – 13.00 WIB : waktu istirahat c. Jam 13.00 – 17.00 WIB : waktu kerja
2. Hari kerja karyawan Departemen Produksi adalah Senin sampai dengan Sabtu dengan pembagian jam kerja 3 shift/ hari. Jumlah jam kerja hari Senin- Jumat adalah 8 jam/ shift dengan pembagian sebagai berikut:
a. Shift I : Pukul 07.00 – 15.00 WIB b. Shift II : Pukul 15.00 – 23.00 WIB c. Shift III : Pukul 23.00 – 07.00 WIB
Jumlah jam kerja hari Sabtu adalah 5 jam/ shift dengan pembagian sebagai berikut:
a. Shift I : Pukul 07.00 – 12.00 WIB b. Shift II : Pukul 12.00 – 17.00 WIB c. Shift III : Pukul 17.00 – 22.00 WIB
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Upah karyawan di PT. Agri First Indonesia ini terdiri dari: 1. Upah pokok
2. Tunjangan jabatan
Penetapan upah karyawan ditentukan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja dari karyawan yang bersangkutan, sedangkan pajak atas upah (Pajak Penghasilan) menjadi tanggungan pribadi karyawan.
Fasilitas yang diberikan perusahaan kepada karyawan antara lain:
1. Jaminan kesehatan, kecelakaan, hari tua dan kematian dengan memberikan BPJS kesehatan dan BPJS ketenagakerjaan.
2. Sarana transportasi berupa bus antar jemput dan prasarana yaitu kantin dan rumah ibadah
3. Cuti tahunan sebanyak 12 hari kerja per tahun
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan
Bahan yang digunakan oleh PT. Agri First Indonesia dalam menghasilkan produk dibagi atas 3 jenis yaitu bahan baku, baku penolong, dan bahan tambahan. Jenis-jenis bahan yang digunakan adalah sebagai berikut.
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, masuk dalam proses produksi dan memiliki persentase terbesar dibandingkan dengan bahan-bahan lain. Bahan baku yang digunakan PT. Agri First Indonesia dalam menghasilkan produk tepung terigu adalah:
a. Gandum
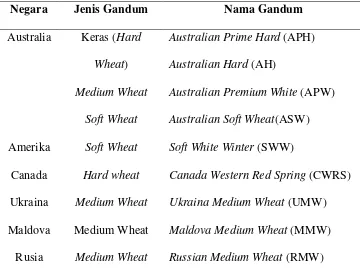
digunakan berasal dari berbagai negara penghasil gandum di dunia antara lain Australia, Canada, Amerika, Maldova, Rusia, Ukraina, India dan lain-lain. Jenis-jenis gandum yang digunakan di PT. Agri First Indonesia berdasarkan negara asal pengekspor dapat dilihat pada Tabel 2.2.
Tabel 2.2 Jenis Gandum yang Digunakan di PT. Agri First Indonesia
Negara Jenis Gandum Nama Gandum
Australia Keras (Hard Wheat)
Australian Prime Hard (APH) Australian Hard (AH)
Medium Wheat Australian Premium White (APW)
Soft Wheat Australian Soft Wheat(ASW) Amerika Soft Wheat Soft White Winter (SWW)
Canada Hard wheat Canada Western Red Spring (CWRS) Ukraina Medium Wheat Ukraina Medium Wheat (UMW) Maldova Medium Wheat Maldova Medium Wheat (MMW)
Rusia Medium Wheat Russian Medium Wheat (RMW) Sumber : Departemen Produksi PT. Agri First Indonesia
2. Bahan Tambahan
a. Vitamin/ Mineral
Vitamin/ mineral ditambahkan sebagai sumber vitamin/ mineral tambahan pada tepung terigu yang dihasilkan. Vitamin/ mineral yang ditambahkan pada produk tepung terigu PT. Agri First Indonesia adalah fortitech dan premix. Fortitech yang ditambahkan pada tepung sekitar 150 – 160 ppm. Vitamin/ mineral mempunyai komposisi antara lain asam folat, vitamin B1, zat besi, dan seng.
b. Karung (Woven bag)
Karung digunakan sebagai tempat untuk mengemas produk tepung terigu sehingga siap untuk dipasarkan. Karung yang digunakan adalah karung plastik dengan kapasitas 25 kg dan 50 kg.
c. Benang
Benang digunakan untuk menjahit karung yang telah diisi tepung pada proses packing.
3. Bahan penolong
2.6.2. Uraian Proses Produksi
Secara umum, proses produksi mulai dari gandum hingga menjadi tepung terigu terdiri atas beberapa tahap yaitu pre cleaning, intake, cleaning, milling, dan mixing and packing. Proses produksi di PT. Agri First Indonesia diuraikan sebagai
berikut.
1. Penerimaan Bahan Baku/ Pre Cleaning
Gandum yang digunakan PT. Agri First Indonesia didatangkan dari negara-negara pengekspor gandum seperti Australia, Kanada, Rusia, Maldova, Amerika, dan Ukraina. Gandum didatangkan di dalam kontainer-kontainer. Frekuensi kedatangan gandum ke pabrik diatur oleh bagian manajemen. Bahan baku di kontainer masuk melalui pos penerimaan pabrik. Bahan baku di kontainer truk ditimbang untuk mengetahui kuantitas dan menyesuaikan data dengan bill of leading. Setelah gandum diterima, bagian Quality Control akan melakukan analisa kualitas gandum yang diterima apakah layak disimpan di Big Silo atau tidak. Proses pre cleaning ditunjukkan pada Gambar 2.2.
Penimbangan Gandum
Penerimaan Gandum
Pengecekan Kualitas
Bill of Leading
Bagian QC
2. Intake
Setelah gandum dinyatakan layak untuk masuk ke silo, maka akan dilakukan proses pembongkaran (unloading) gandum dari kontainer atau disebut intake. Proses intake adalah proses memindahkan gandum dari kontainer ke wheat silo. Gandum yang diterima bervariasi tergantung negara penghasil gandum
tersebut. Jenis gandum di PT. Agri First Indonesia adalah AHW AH12, RMW 11.5, UMW 11.5, APW, CWRS, APH, MMW, ASW, APW 10.5, NS2, SWW. Gandum yang telah diterima tidak boleh dicampur dengan gandum yang lain karena gandum memiliki perbedaan kandungan protein, harga, dan produk yang akan dihasilkan. Urutan intake di PT. Agri First Indonesia ditunjukkan pada Gambar 2.3.
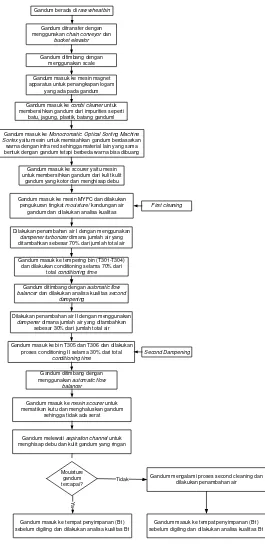
3. Cleaning
Setelah gandum masuk ke raw wheat bin, maka akan dilakukan proses cleaning untuk membersihkan gandum dari impurities yang berukuran lebih kecil dari impurities di proses intake. Proses cleaning di PT. Agri First Indonesia dibagi
atas 3 yaitu first cleaning, second dampening, dan second cleaning. Waktu yang dibutuhkan untuk proses cleaning tergantung dari jenis gandum. Secara umum ada 3 jenis gandum dan lama waktu pengkondisiannya yaitu:
a. Soft (SWW, ASW) : 8-16 jam
b. Medium (APW, RMW, MMW, UMW) : 16-24 jam c. Hard (CWRS 13.5, NS2, AH13, AH2) : 24-26 jam
Unloading silo besar
Pembongkaran kontainer berisi gandum
Naik ke atas hidrolic dan diangkat menggunakan
tenaga palm oil
Gandum dijatuhkan ke big screening yaitu tempat penuangan gandum dan menyaring impurities awal
yang besar
Gandum dibawa dengan menggunakan chain conveyor
menuju hooper dan naik menggunakan bucket elevator untuk transmisi gandum ke silo
Gandum masuk ke drum sieve untuk membersihkan
batang gandumyang lebih besar, kulit, sampah
Gandum turun menggunakan bucket elevator dan masuk ke magnet separator untuk memisahkan gandum dari
magnet
Gandum dibawa naik menggunakan bucket elevator untuk masuk ke
silo
Gandum dibawa menggunakan chain conveyor bertipe double
sleeve
Masuk ke big silo
Unloading raw wheat bin
Gandum naik menggunakan bucket elevator dan melalui black box untuk memisahkan silo yang masuk ke raw
wheat bin
Gandum dibawa ke vibro separator untuk memisahkan benda yang memiliki diameter lebih besar (10-12 mm) dan lebih kecil (3 mm)
dari gandum
Masuk ke raw wheat bin Gandum dibawa dengan
menggunakan chain conveyor dan bucket elevator
Gandum dibawa ke vibro separator untuk memisahkan benda yang memiliki diameter lebih
besar (10-12 mm) dan lebih kecil (3 mm) dari gandum
Gandum dibawa menggunakan chain conveyor
Gandum masuk ke raw wheat bin
Pemisahan gandum yang kering, basah, dan bergumpal yang dilakukan
secara manual oleh tim intake
Gandum berada di raw wheat bin
Gandum ditransfer dengan menggunakan chain conveyor dan
bucket elevator Gandum ditimbang dengan
menggunakan scale
Gandum masuk ke combi cleaner untuk membersihkan gandum dari impurities seperti
batu, jagung, plastik, batang ganduml
Gandum masuk ke Monocromatic Optical Sorting Machine Sortex yaitu mesin untuk memisahkan gandum berdasarkan warna dengan infra red sehingga material lain yang sama bentuk dengan gandum tetapi berbeda warna bisa dibuang
Gandum masuk ke scourer yaitu mesin untuk membersihkan gandum dari kulit kulit
gandum yang kotor dan menghisap debu
Gandum masuk ke mesin MYFC dan dilakukan pengukuran tingkat mouisture/ kandungan air
gandum dan dilakukan analisa kualitas
First cleaning
Gandum masuk ke tempering bin (T301-T304) dan dilakukan conditioning selama 70% dari
total conditioning time
Gandum masuk ke bin T305 dan T306 dan dilakukan proses conditioning II selama 30% dari total
conditioning time
Second Dampening
Gandum ditimbang dengan menggunakan automatic flow
balancer
Gandum masuk ke mesin scourer untuk mematikan kutu dan menghaluskan gandum
sehingga tidak ada serat Gandum masuk ke mesin magnet apparatus untuk penangkapan logam
yang ada pada gandum
Dilakukan penambahan air I dengan menggunakan dampener turbonizer dimana jumlah air yang ditambahkan sebesar 70% dari jumlah total air
Gandum ditimbang dengan automatic flow balancer dan dilakukan analisa kualitas second
dampening
Dilakukan penambahan air II dengan menggunakan dampener dimana jumlah air yang ditambahkan
sebesar 30% dari jumlah total air
Gandum melewati aspiration channel untuk menghisap debu dan kulit gandum yang ringan
Gandum masuk ke tempat penyimpanan (B1) sebelum digiling dan dilakukan analisa kualitas B1
Ya
Mouisture gandum tercapai?
Tidak Gandum mengalami proses second cleaning dan dilakukan penambahan air
[image:56.595.129.394.108.652.2]Gandum masuk ke tempat penyimpanan (B1) sebelum digiling dan dilakukan analisa kualitas B1
4. Milling
Prinsip utama dari proses milling adalah memisahkan endosperm dari bran dan germ dan mereduksi endosperm tersebut menjadi tepung yang sekecil mungkim (100 - 125 mikron) dengan nilai ekstraksi yang tinggi dan kadar abu yang rendah atau kualitas tepung sesuai dengan spesifikasi produk. Kualitas dan kuantitas dari tepung yang dihasilkan harus berjalan selaras untuk mendapatkan mill performance yang baik. Jumlah hasil ekstraksi yang diharapkan sekitar 75-76% sedangkan sisanya adalah produk sampingan berupa bran dan pollard. Secara umum struktur gandum ditunjukkan pada Gambar 2.5.
Sumber : www.google.com
Gambar 2.5 Struktur Gandum
Bran merupakan kulit luar gandum dan terdapat sebanyak 14,5% dari total
gandum (80-83%) yang banyak mengandung protein, pati, dan air. Pada proses penggilingan, bagian inilah yang akan diambil sebanyak-banyaknya untuk diubah menjadi tepung terigu dengan tingkat kehalusan tertentu. Lembaga (germ) terdapat pada biji gandum sebesar 2,5-3%.
Tahapan proses milling terdiri atas proses pencacahan gandum (breaking process), proses pengayakan (sifting process), dan proses reduksi (reduction process).
a. Breaking Process
Breaking process adalah proses membuka atau memecah gandum dan memisahkannya dari bran untuk melepaskan endosperm dalam bentuk middling dan semolina. Semolina adalah partikel – partikel endosperm yang masih besar dan kasar, sedangkan middling adalah partikel – partikel endosperm yang sudah agak halus. Ukuran partikel penggilingan gandum ditunjukkan pada Tabel 2.3.
Tabel 2.3 Ukuran Partikel Gandum
Nama Ukuran (mikron)
Coarse semolina 1180 - 1120 Fine semolina 1120 - 800 Coarse middling 800 - 600 Fine middling 600 - 212
Flour 125 - 100
Sumber : Departemen Produksi PT. Agri First Indonesia
Tingkat B1 dan B2 dilakukan secara bersama-sama sehingga pada roll B1 dan B2 dihasilkan coarse semolina, fine semolina, dan middling. Tingkat B3 merupakan proses pemecahan dan penyikatan sisa–sisa endosperm yang masih tertinggal pada bran. Hasil dari proses ini adalah middling tepung dengan kadar abu yang masih tinggi. Bran yang masih mengandung endosperm terbagi menjadi B4c dan B4f. Tingkat B4 dan B5 merupakan tahap penyikatan sisa - sisa endosperm yang mungkin masih ada di dalam bran. Hasil dari tahap ini adalah tepung, bran, dan pollard.
b. Proses pengayakan (sifting process)
Sifting adalah proses pengayakan atau pemisahan produk yang kasar dan yang
halus yang merupakan hasil breaking process. Tujuan dari proses pengayakan adalah untuk memisahkan produk berdasarkan ukuran mikron. Produk dari roll masuk ke plan sifter dan diayak. Produk yang telah diayak dan masih kasar akan digiling lagi di dalam roll, produk yang sudah halus akan dibawa ke purifier untuk dimurnikan dan memisahkan karakter semolina, dan impact bran
finisher berfungsi untuk mengambil sisa endosperm yang masih ada pada lapisan permukaan bran. Impact bran finisher terdiri dari alat pemukul (beater) dan saringan, dimana produk akan dihempaskan pada saringan sehingga endosperm terlepas dari bran dan lolos saringan sehingga bran akan tertinggal. Plansifter pada proses milling adalah alat pada sifting process yang dalam satu
Dalam proses pengayakan dengan plan sifter, material yang tidak lolos ayakan akan keluar dari plan sifter melalui bagian tepi, sedangkan material yang lolos ayakan akan terus turun melewati ayakan-ayakan selanjutnya dan masuk ke tahap purifikasi di mesin purifier.
c. Proses reduksi (reduction process)
Tujuan dari proses ini adalah untuk mereduksi middling menjadi tepung. Proses reduksi berarti proses mengecilkan granulasi endosperm hasil proses pemecahan menjadi tepung. Pada proses reduksi terdapat roll C1 - C10. Tepung paling banyak diekstraksi dari bagian pertama reduksi middling, dan pada bagian akhir proses reduksi ekstraksi tepung makin berkurang karena middling semakin halus dan serta terdapat kemungkinan terbentuknya bran powder. Mesin yang digunakan adalah reduction roll. Hasil dari proses reduksi
Flour Bin. Flour 1 akan masuk ke Flour Bin F501 - F511, sedangkan Flour 2 akan masuk ke Flour Bin F512 - F514.
5. Mixing dan Packing
Mixing adalah proses pencampuran dua atau beberapa jenis gandum sesuai
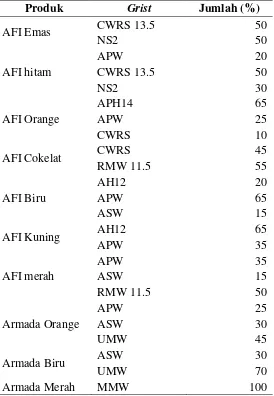
[image:61.595.177.451.334.730.2]dengan grist/ komposisi jenis tepung yang telah ditentukan untuk menghasilkan produk tertentu. Grist produk di PT. Agri First Indonesia ditunjukkan pada Tabel 2.4.
Tabel 2.4 Grist Produk PT. Agri First Indonesia
Produk Grist Jumlah (%)
AFI Emas CWRS 13.5 50
NS2 50
AFI hitam
APW 20
CWRS 13.5 50
NS2 30
AFI Orange
APH14 65
APW 25
CWRS 10
AFI Cokelat CWRS 45
RMW 11.5 55
AFI Biru
AH12 20
APW 65
ASW 15
AFI Kuning AH12 65
APW 35
AFI merah
APW 35
ASW 15
RMW 11.5 50
Armada Orange
APW 25
ASW 30
UMW 45
Armada Biru ASW 30
UMW 70
Armada Merah MMW 100
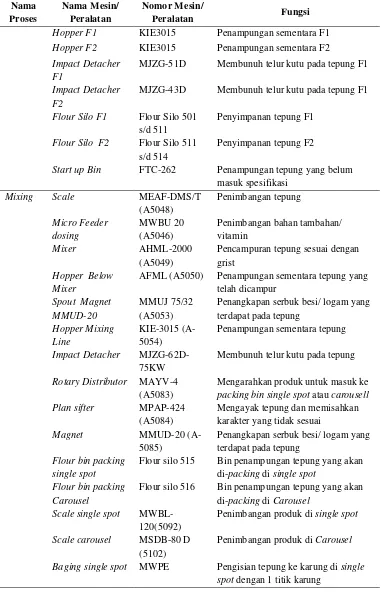
Tepung dari Flour Bin akan ditimbang dengan menggunakan scale. Setiap produk akan ditambahkan vitamin berupa premix dan fortitech. Jumlah fortitech yang ditambahkan sekitar 150 – 160 ppm dan ditimbang dengan menggunakan micro feeder dosing. Grist tepung dan vitamin akan dicampur dengan menggunakan mixer. Waktu yang dibutuhkan untuk proses pencampuran adalah 120 – 150 detik/ ton untuk hard wheat, 90 – 110 detik/ ton untuk medium wheat, dan 60 detik/ ton untuk soft wheat. Tepung yang telah dicampur masuk ke tempat penampungan sementara yaitu hopper below mixer. Tepung akan melalui spout magnet untuk menangkap serbuk besi/
logam yang mungkin terkandung di tepung karena interaksi dengan peralatan. Tepung akan masuk ke tempat penampungan sementara yaitu hopper mixing line dan melewati impact detacher untuk membunuh telur kutu yang ada di tepung. Rotary distributor akan mengarahkan tepung ke mesin packing single spot atau carousel. Tepung akan diayak dengan menggunakan plan sifter dan
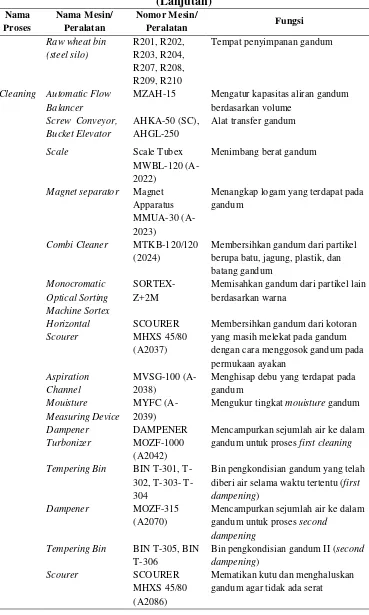
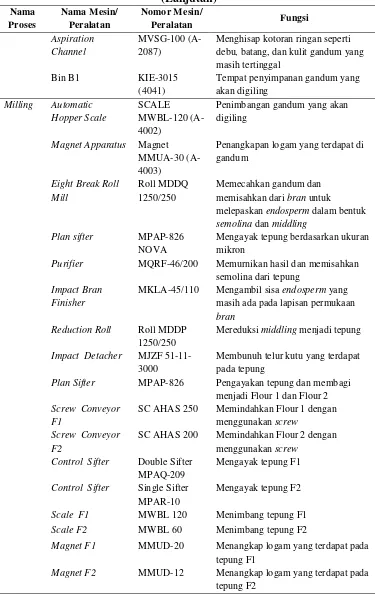
2.7. Mesin dan Peralatan
[image:63.595.122.502.361.743.2]PT. Agri First Indonesia memiliki komitmen untuk memberikan kualitas yang terbaik sehingga mesin-mesin dan peralatan yang dipergunakan semuanya didukung oleh pembuat mesin tepung terigu terkemuka, Buhler. Mesin yang digunakan PT. Agri First Indonesia untuk proses produksi dikendalikan oleh Programmable Logic Control (PLC) dan operator melakukan proses monitoring melalui PC (personal computer). Mesin dan peralatan yang digunakan untuk kegiatan produksi di PT. Agri First Indonesia ditunjukkan pada Tabel 2.5.
Tabel 2.5 Mesin dan Peralatan Produksi di PT. Agri First Indonesia
Nama Proses
Nama Mesin/ Peralatan
Nomor Mesin/
Peralatan Fungsi
Pre Cleaning
Weighting bridge MUGI E1205 Penimbangan gandum di kontainer
truck
Intake pit Penerimaan gandum dari kontainer
Intake Hidrolic Tippler Pembongkaran gandum dari kontainer
Kontainer Tempat penyimpanan gandum
Big Screening Memisahkan impurities awal yang besar
Chain conveyor Alat pemindahan gandum secara horizontal
Bucket elevator Alat pemindahan gandum secara vertikal dengan menggunakan mangkok sebagai alat pemindah gandum
Hopper Tempat penampungan gandum
sementara sebelum proses selanjutnya
Drum Sieve A1004 Membersihkan gandum dari sampah dan batang gandum yang berukuran besar
Magnet separator A1006-KCL 01 Menangkap logam yang terdapat pada gandum
Wheat Silo Silo 101, 102, 104, 105, 106,108, 109, 110
Tempat penyimpanan gandum yang berukuran besar
Tabel 2.5 Mesin dan Peralatan Produksi di PT. Agri First Indonesia (Lanjutan) Nama Proses Nama Mesin/ Peralatan Nomor Mesin/
Peralatan Fungsi
Raw wheat bin (steel silo)
R201, R202, R203, R204, R207, R208, R209, R210
Tempat penyimpanan gandum
Cleaning
Automatic Flow Balancer
MZAH-15 Mengatur kapasitas aliran gandum
berdasarkan volume
Screw Conveyor, Bucket Elevator
AHKA-50 (SC), AHGL-250
Alat transfer gandum
Scale Scale Tubex MWBL-120 (A-2022)
Menimbang berat gandum
Magnet separator Magnet Apparatus MMUA-30 (A-2023)
Menangkap logam yang terdapat pada gandum
Combi Cleaner MTKB-120/120 (2024)
Membersihkan gandum dari partikel berupa batu, jagung, plastik, dan batang gandum Monocromatic Optical Sorting Machine Sortex SORTEX-Z+2M
Memisahkan gandum dari partikel lain berdasarkan warna Horizontal Scourer SCOURER MHXS 45/80 (A2037)
Membersihkan gandum dari kotoran yang masih melekat pada gandum dengan cara menggosok gandum pada permukaan ayakan
Aspiration Channel
MVSG-100 (A-2038)
Menghisap debu yang terdapat pada gandum
Mouisture Measuring Device
MYFC (A-2039)
Mengukur tingkat mouisture gandum
Dampener Turbonizer
DAMPENER MOZF-1000 (A2042)
Mencampurkan sejumlah air ke dalam gandum untuk proses first cleaning Tempering Bin BIN 301,
302, 303- T-304
Bin pengkondisian gandum yang telah diberi air selama waktu tertentu (first dampening)
Dampener MOZF-315 (A2070)
Mencampurkan sejumlah air ke dalam gandum untuk proses second
dampening Tempering Bin BIN T-305, BIN
T-306
Bin pengkondisian gandum II (second dampening)
Scourer SCOURER MHXS 45/80 (A2086)
Tabel 2.5 Mesin dan Peralatan Produksi di PT. Agri First Indonesia (Lanjutan) Nama Proses Nama Mesin/ Peralatan Nomor Mesin/
Peralatan Fungsi
Aspiration Channel
MVSG-100 (A-2087)
Menghisap kotoran ringan seperti debu, batang, dan kulit gandum yang masih tertinggal
Bin B1 KIE-3015
(4041)
Tempat penyimpanan gandum yang akan digiling
Milling Automatic Hopper Scale
SCALE MWBL-120 (A-4002)
Penimbangan gandum yang akan digiling
Magnet Apparatus Magnet MMUA-30 (A-4003)
Penangkapan logam yang terdapat di gandum
Eight Break Roll Mill
Roll MDDQ 1250/250
Memecahkan gandum dan memisahkan dari bran untuk
melepaskan endosperm dalam bentuk
semolina dan middling Plan sifter MPAP-826
NOVA
Mengayak tepung berdasarkan ukuran mikron
Purifier MQRF-46/200 Memurnikan hasil dan memisahkan semolina dari tepung
Impact Bran Finisher
MKLA-45/110 Mengambil sisa endosperm yang
masih ada pada lapisan permukaan
bran Reduction Roll Roll MDDP
1250/250
Mereduksi middling menjadi tepung
Impact Detacher MJZF 51-11-3000
Membunuh telur kutu yang terdapat pada tepung
Plan Sifter MPAP-826 Pengayakan tepung dan membagi menjadi Flour 1 dan Flour 2
Screw Conveyor F1
SC AHAS 250 Memindahkan Flour 1 dengan
menggunakan screw
Screw Conveyor F2
SC AHAS 200 Memindahkan Flour 2 dengan
menggunakan screw
Control Sifter Double Sifter MPAQ-209
Mengayak tepung F1
Control Sifter Single Sifter MPAR-10
Mengayak tepung F2
Scale F1 MWBL 120 Menimbang tepung F1
Scale F2 MWBL 60 Menimbang tepung F2
Magnet F1 MMUD-20 Menangkap logam yang terdapat pada tepung F1