ANALISIS TINGKAT KEPUASAN KERJA TERHADAP
PRODUKTIVITAS KERJA
(STUDI KASUS DI BAGIAN PRODUKSI PT. PINDO DELI
PULP AND PAPER MILLS
1, KARAWANG)
DINA ALI
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
by:
1)
Dina Ali, 2) E. G. Togu Manurung
INTRODUCTION. Labor productivity is one indicator that affects a country’s economic progress. Labor productivity is influenced by factors originating from individual labor and management on the handling of labor. Working conditions, compensations, regulations and company policies, relationships with fellow employees and superior are all factors which investigated the effect of job satisfaction on work productivity.
ANALYSIS AND METHOD. Job satisfaction research conducted on 187 respondents. The research was conducted by interview based on answers to questionnaire with quantification using a Likert Scale, and then testing the validity and reliability of the response scores using the program SPSS 13. Labor productivity research conducted for each stage of production of paper.
RESULTS AND DISCUSSION. Results showed that in general employees on the shift one in the production department PT. Pindo Deli Pulp and Paper Mills 1 feel normal until satisfied with the factors of job satisfaction. Analysis of correlation between the level of job satisfaction on work producivity was done by Rank Spearman correlation using SPSS 13. The results showed that there were a significant relationship between working conditions with compensations, regulations and company policies, relationships with fellow employees, and productivity, the correlation between compensations with relationships with superior, and the correlation between regulations and company policies with relationships with superior and productivity.
KEYWORDS : Productivity, employment, job satisfaction, and correlation. 1)
Student of Forest Products Departement, Faculty of Forestry, IPB 2)
Lecturer of Forest Products Departement, Faculty of Forestry, IPB Analysis of Job Satisfaction on Employee Productivity (A Case Study in the Production
Departement PT. Pindo Deli Pulp and Paper Mills 1, Karawang)
RINGKASAN
Dina Ali. E24070015. Analisis Tingkat Kepuasan Kerja terhadap Produktivitas Kerja (Studi Kasus di Bagian Produksi PT. Pindo Deli Pulp and Paper Mills 1, Karawang) di bawah bimbingan Ir. E. G. Togu Manurung, MS, Ph. D
Produktivitas tenaga kerja merupakan salah satu indikator yang mempengaruhi kemajuan ekonomi suatu negara. Produktivitas tenaga kerja dipengaruhi oleh faktor-faktor yang berasal dari setiap individu tenaga kerja maupun penanganan manajemen terhadap tenaga kerja. Hal ini merupakan penyebab adanya perbedaan tingkat kepuasan kerja setiap karyawan. Kondisi kerja, kompensasi, peraturan perusahaan, hubungan dengan atasan, dan hubungan sesama karyawan merupakan faktor-faktor kepuasan kerja yang diteliti pengaruhnya terhadap produktivitas kerja.
Penelitian kepuasan kerja dilakukan pada 187 responden. Penelitian dilakukan dengan metode wawancara berdasarkan kuesioner dengan kuantifikasi jawaban menggunakan Skala Likert, kemudian dilakukan pengujian validitas dan reliabilitas terhadap skor jawaban tersebut menggunakan program SPSS 13. Penelitian produktivitas kerja dilakukan untuk setiap tahapan produksi kertas.
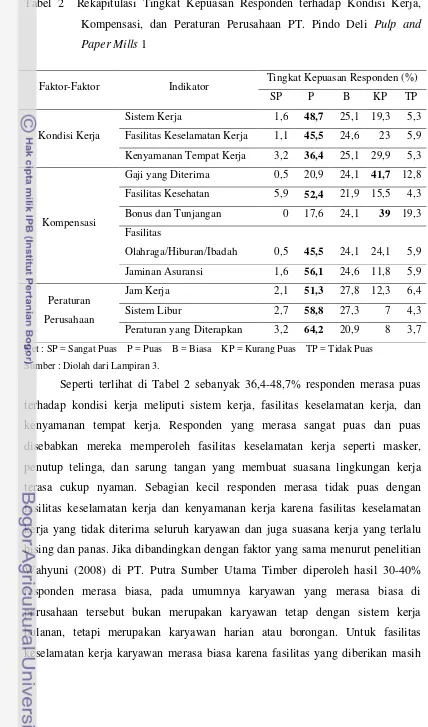
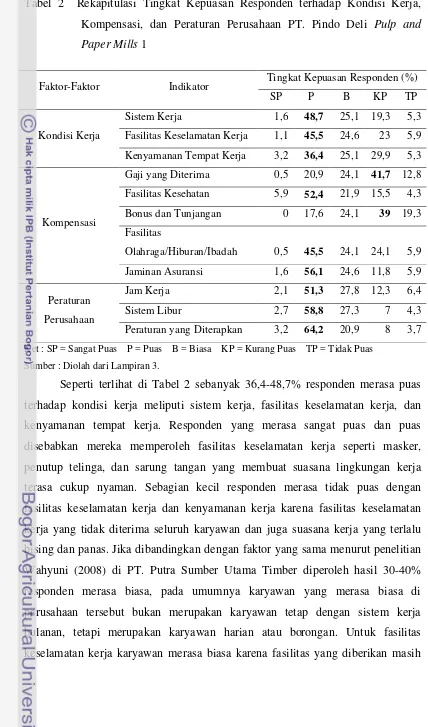
Berdasarkan hasil penelitian kepuasan kerja, diperoleh data yang menunjukkan bahwa pada umumnya karyawan pada bagian produksi shift 1 PT. Pindo Deli Pulp and Paper Mills 1 merasa biasa sampai puas dengan faktor-faktor kepuasan kerja. Namun, lebih dari 40% karyawan merasa kurang puas dengan gaji yang diterima karena besarnya gaji yang diterima belum dapat memenuhi kebutuhan hidup sehari-hari dan lebih dari 30% merasa kurang puas dengan pemberian bonus dan tunjangan yang relatif kecil.
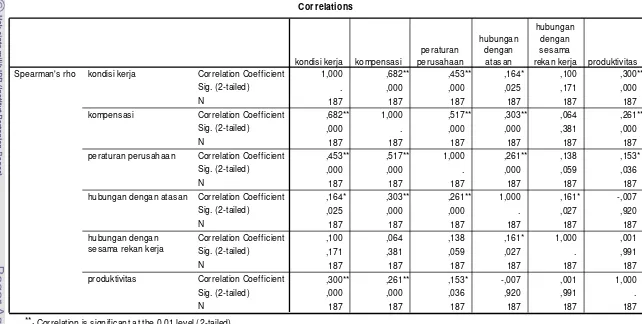
Analisis korelasi antara tingkat kepuasan kerja terhadap produktivitas kerja dilakukan dengan korelasi Rank Spearman menggunakan program SPSS 13. Hasil analisis menunjukkan bahwa terdapat hubungan yang signifikan pada korelasi antara kondisi kerja terhadap kompensasi, peraturan perusahaan, hubungan dengan atasan dan produktivitas, korelasi antara kompensasi terhadap peraturan perusahaan, hubungan dengan atasan, dan produktivitas, dan korelasi antara peraturan perusahaan terhadap hubungan dengan atasan dan produktivitas.
ANALISIS TINGKAT KEPUASAN KERJA TERHADAP
PRODUKTIVITAS KERJA
(STUDI KASUS DI BAGIAN PRODUKSIPT. PINDO DELI
PULP AND PAPER MILLS
1, KARAWANG)
DINA ALI
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
Sarjana Kehutanan pada
Fakultas Kehutanan
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
PERNYATAAN
Dengan ini saya menyatakan bahwa skripsi dengan judul Analisis Tingkat
Kepuasan Kerja terhadap Produktifitas Kerja (Studi Kasus di Bagian Produksi PT.
Pindo Deli Pulp and Paper Mills 1, Karawang) adalah benar-benar hasil karya saya sendiri dengan bimbingan dosen pembimbing dan belum pernah digunakan
sebagai hasil karya ilmiah pada perguruan tinggi atau lembaga manapun. Sumber
informasi yang berasal atau dikutip dari karya yang diterbitkan dari penulis lain
telah disebutkan dalam teks dan dicantumkan dalam daftar pustaka di bagian akhir
skripsi ini.
Bogor, Agustus 2011
Dina Ali
Judul Skripsi : Analisis Tingkat Kepuasan Kerja terhadap Produktivitas Kerja
(Studi Kasus di Bagian Produksi PT. Pindo Deli Pulp and Paper Mills 1, Karawang)
Nama : Dina Ali
NIM : E24070015
Menyetujui
Dosen Pembimbing
Ir. E.G. Togu Manurung, MS, Ph.D NIP. 19621107 198703 1 001
Mengetahui,
Ketua Departemen Hasil Hutan
Dr. Ir. I Wayan Darmawan, M.Sc NIP. 1966 0212 199103 1 002
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas segala berkah dan
rahmatNya sehingga penulis dapat menyelesaikan penelitian dan penulisan skripsi
ini. Judul skripsi ini adalah Analisis Tingkat Kepuasan Kerja terhadap
Produktivitas Kerja (Studi Kasus di Bagian Produksi PT. Pindo Deli Pulp and Paper Mills 1, Karawang). Penelitian dilaksanakan pada bulan April-Mei 2011.
Pelaksanaan penelitian ini bertujuan mengetahui besarnya tingkat
kepuasan kerja karyawan pada bagian produksi shift 1 dan melihat hubungan antar indikator yang mempengaruhi tingkat kepuasan kerja yaitu kondisi kerja,
kompensasi, peraturan perusahaan, hubungan dengan atasan, dan hubungan
dengan sesama karyawan. Selain itu, penelitian ini juga bertujuan untuk
mengetahui hubungan antara kelima indikator tingkat kepuasan kerja terhadap
produktivitas kerja.
Penulis mengucapkan terima kasih kepada seluruh pihak yang telah
membantu dalam penelitian dan penulisan skripsi ini. Penulis menyadari bahwa
karya tulis ini masih banyak kekurangan. Segala kritikan dan saran akan penulis
terima dengan senang hati dan bijaksana. Semoga karya tulis ini dapat bermanfaat
bagi kita semua.
Bogor, Juli 2011
RIWAYAT HIDUP
Penulis dilahirkan di Pekalongan pada tanggal 5 Agustus 1989 sebagai
anak kedua kembar dari Ali Mubarak dan Asmaya Audhah. Pendidikan penulis
dimulai pada tahun 1993 di TK Al-Irsyad Al-Islamiyyah Pekalongan. Pada tahun
1995, penulis melanjutkan pendidikan ke Sekolah Dasar Al-Irsyad Al-Islamiyyah
Pekalongan dan lulus pada tahun 2001. Pada tahun yang sama penulis
melanjutkan pendidikan ke Sekolah Menengah Pertama Negeri 1 Pekalongan dan
lulus pada tahun 2004. Penulis melanjutkan pendidikan ke Sekolah Menengah
Atas Negeri 1 Pekalongan dan lulus pada tahun 2007. Penulis diterima di Institut
Pertanian Bogor melalui jalur Undangan Seleksi Masuk Institut Pertanian Bogor
(USMI) di Departemen Hasil Hutan, Fakultas Kehutanan.
Selama masa pendidikan, penulis aktif dalam Organisasi Mahasiswa
Daerah Pekalongan dan Batang serta Himpunan Mahasiswa Hasil Hutan
(HIMASILTAN) sebagai staf bagian Biokomposit periode 2009-2010.
Selain itu, penulis pernah melaksanakan Praktek Pengenalan Ekosistem
Hutan di Cikeong dan Burangrang serta Praktek Pengolahan Hutan di Hutan
Pendidikan Gunung Walat, Sukabumi, Jawa Barat. Selanjutnya, penulis
melakukan Praktek Kerja Lapang di PT. Pindo Deli Pulp and Paper Mills 1, Karawang, Jawa Barat selama 2 bulan.
Sebagai salah satu syarat untuk memperoleh gelar Sarjana Kehutanan,
penulis melakukan penelitian dan penulisan skripsi yang berjudul Analisis
Tingkat Kepuasan Kerja terhadap Produktivitas Kerja (Studi Kasus di Bagian
UCAPAN TERIMA KASIH
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas
rahmat dan berkahNya sehingga penelitian dan penulisan skripsi ini dapat
diselesaikan. Penulis mengucapkan terima kasih kepada pihak-pihak yang telah
membantu selama pelaksanaan penelitian dan penulisan skripsi, diantaranya:
1. Orang tua tercinta umma, abi, ummi, saudara kembar tersayang Diana Ali,
kakak tersayang Karimah, adik tersayang Syarif, Khal Moh, Umma Ijah,
Umma Hena, Khalati Idah, dan sepupu-sepupu tersayang atas dukungan dan
material yang diberikan.
2. Bapak Ir. E. G. Togu Manurung, MS, Ph. D sebagai dosen pembimbing yang
telah memberikan bimbingan dan arahan selama penelitian dan penulisan
skripsi.
3. Bapak Prof. Dr. Ir. Moh. Yusram Massijaya, MS sebagai pemimpin sidang dan
Bapak Dr. Ir. Prijanto Pamoengkas, M. Sc sebagai dosen penguji dari
Departemen Sivikultur.
4. Ami Ali Bajrey, orang tua asuh, Bang Hisyam Basalamah, dan dr. Basyir yang
selalu memberikan bantuan baik moral maupun material.
5. PT. Pindo Deli Pulp and Paper Mills 1 Karawang, Bapak, Bestian, Bapak Eva, Bapak Haris, Bapak Soni, Bapak Apris, Bapak Teguh, Bapak Mangasi, Bapak
Budiansyah, Bapak Sumitro, dan seluruh staf yang selalu membantu selama
pelaksanaan penelitian.
6. Djayus Djauhari yang selalu memberikan dukungan dan perhatian.
7. Genk Onta tersayang Rithoh Yahya, Syarifah Maulidya, dan Said Alaydrus.
8. THH 44 Fery, Punto, Ivana, Arvita, Esi, Indra, Inggit, Jans, Nia, Resti, Pristi,
Linda, Nita, Fetri, Mukhlas, Ria, Jans, dan teman-teman yang telah berjuang
bersama. THH 46 Solihin dan Alfin yang telah memberi banyak bantuan.
Bogor, Agustus 2011
DAFTAR ISI
Halaman
DAFTAR ISI ... i
DAFTAR TABEL ... iii
DAFTAR LAMPIRAN ... iv
I. PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan ... 2
1.3 Manfaat ... 2
II. TINJAUAN PUSTAKA 2.1 Kertas ... 3
2.2 Kepuasan kerja ... 3
2.3Mengukur Kepuasan Kerja ... 4
2.4Produktivitas ... 4
2.5Mengukur Produktivitas ... 5
III. METODOLOGI 3.1 Waktu Penelitian ... 7
3.2 Metode Pemilihan Responden ... 7
3.3 Jenis dan Pengumpulan Data ... 7
3.4 Metode Analisis Data 3.4.1 Uji Validitas ... 8
3.4.2 Uji Reliabilitas ... 9
3.4.3 Uji korelasi antara faktor-faktor tingkat kepuasan Kerja terhadap produktivitas kerja karyawan ... 9
IV. GAMBARAN UMUM PERUSAHAAN 4.1 Sejarah Singkat Perusahaan ... 12
4.2 Ketenagakerjaan ... 12
4.3 Hari dan Jam Kerja ... 12
4.4 Aturan dan Tata Tertib Kerja ... 13
4.5 Penghargaan ... 14
4.7 Kompensasi ... 15
4.8 Tunjangan, Bonus, dan Fasilitas ... 15
4.9. Proses Produksi Kertas ... 16
V. HASIL DAN PEMBAHASAN 5.1 Karakterististik Responden ... 36
5.2 Analisis Tingkat Kepuasan Responden Bagian Produksi Shift 1 ... 37
5.3 Analisis Korelasi antara Faktor-Faktor Kepuasan Kerja yang Mempengaruhi Produktivitas Karyawan Bagian Produksi Shift 1 ... 44
VI. KESIMPULAN DAN SARAN 6.1 Kesimpulan ... 47
6.2 Saran ... 48
DAFTAR PUSTAKA ... 49
DAFTAR TABEL
No. Halaman
1. Karakteristik responden pada PT. Pindo Deli Pulp and Paper
Mills 1 ... 36 2. Rekapitulasi Tingkat Kepuasan Responden terhadap Kondisi
Kerja, Kompensai, dan Peraturan Perusahaan PT. Pindo Deli
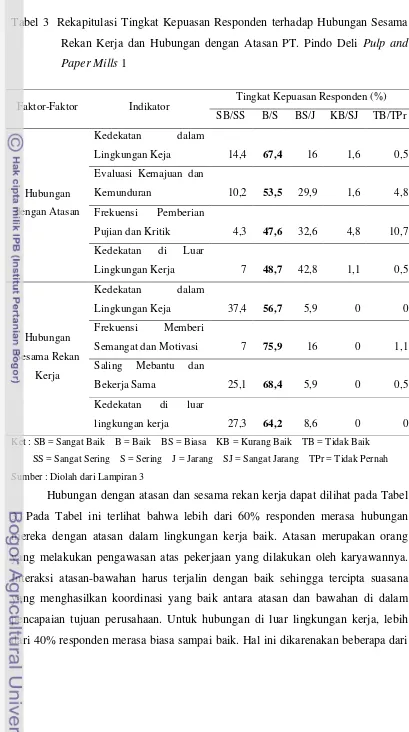
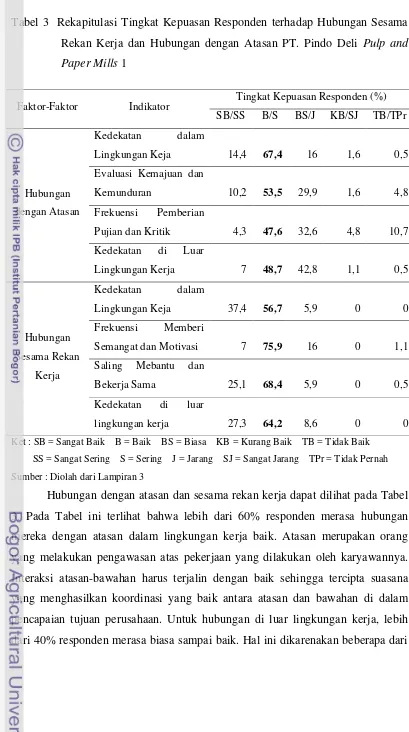
Pulp and Paper Mills 1 ... 38 3. Rekapitulasi Tingkat Kepuasan Responden terhadap Hubungan
Sesama Rekan Kerja dan Hubungan dengan Atasan PT. Pindo
Deli Pulp and Paper Mills 1 ... 42 4. Hasil Pengolahan Data Korelasi Faktor-Faktor Kepuasan Kerja
DAFTAR LAMPIRAN
No. Halaman
1. Kuesioner Karyawan ... 52
2. Karakteristik Responden ... 57
3. Total Skor Tingkat Kepuasan Responden ... 65
4. Hasil Pengolahan Data Frekuensi Karakteristik Responden
dengan SPSS 13 ... 73
5. Hasil Pengolahan Data Korelasi Faktor-Faktor Kepuasan
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Industri pulp dan kertas merupakan salah satu industri yang mempunyai peranan penting dalam perekonomian Indonesia. Beberapa (grup) perusahaan
telah mencoba menembus pasar luar negeri, terutama pasar Asia, dengan
melakukan ekspansi ke negara-negara di kawasan ini. Kelompok Sinar Mas
memasuki pasar Asia dengan mendirikan kelompok perusahaan melalui bendera
APP ( Asia Pulp and Paper ) di negara Singapura, Cina, Malaysia, dan India. Pentingnya industri pulp dan kertas yang besar tidak terlepas dari kondisi yang dimilikinya. Sampai saat ini industri pulp dan kertas Indonesia memiliki keunggulan komparatif dibandingkan dengan negara lain, yaitu keunggulan yang
lebih banyak mengandalkan sumber bahan baku yang berlimpah dengan harga
yang relatif murah serta tenaga kerja dengan upah buruh yang relatif rendah.
Bahan baku (kayu) untuk pembuatan pulp dan kertas tersedia banyak di Indonesia. Begitu juga dalam hal tenaga kerja, angkatan kerja produktif di Indonesia
mencapai puluhan juta orang (Rosadi dan Vidyatmoko 2002).
Ketersediaan tenaga kerja industri mempengaruhi produktivitas kerja pada
industri tersebut. Dengan demikian dapat dikatakan bahwa peningkatan kualitas
sumber daya manusia adalah salah satu persyaratan utama dalam peningkatan
kinerja dan produktivitas perusahaan. Selain itu, sumber daya manusia juga
berhubungan dengan pencapaian tujuan perusahaan dikarenakan dengan
meningkatkan kualitas tenaga kerja berarti meningkatkan kinerja perusahaan.
Karyawan yang bekerja pada suatu perusahaan memiliki tujuan tertentu
untuk memuaskan kebutuhannya yang berbeda-beda dan dapat berubah dari
waktu ke waktu. Karyawan perusahaan pada umumnya menunjukkan prestasi
kerjanya sebagai individu atau suatu tim kerja. Meningkatnya kepuasan karyawan
terhadap pekerjaannya diharapkan dapat meningkatkan produktivitas kerja
karyawan.
1.2 Tujuan
Adapun tujuan dari penelitian ini adalah:
a. Menganalisis tingkat kepuasan kerja karyawan di bagian produksi shift 1 PT. Pindo Deli Pulp and Paper Mills 1.
b. Menganalisis hubungan antar faktor-faktor yang mempengaruhi tingkat
kepuasan kerja karyawan di bagian produksi shift 1 PT. Pindo Deli Pulp and Paper Mills 1.
c. Menganalisis hubungan antara faktor-faktor yang mempengaruhi tingkat
kepuasan kerja karyawan terhadap produktivitas kerja di bagian produksi
PT. Pindo Deli Pulp and Paper Mills 1.
1.3 Manfaat
a. Hasil penelitian diharapkan dapat digunakan sebagai informasi tambahan
dan bahan pertimbangan bagi perusahaan dalam menciptakan kondisi kerja
perusahaan sehingga tingkat kerja karyawan dan produktivitas dapat
ditingkatkan.
b. Hasil penelitian diharapkan dapat digunakan sebagai media untuk
meningkatkan kemampuan berpikir, daya nalar, dan keterampilan bagi
peneliti dalam menganalisis permasalahan yang dijumpai sesuai dengan
BAB II
TINJAUAN PUSTAKA
2.1 Kertas
Menurut Smook (1994), kertas secara tradisional didefinisikan sebagai
sebuah lembaran yang dibentuk dengan kasa halus dari suspensi air dan serat.
Orang Perancis bernama Louis Robert pertama kali mematenkan desain sebuah
mesin kertas pada tahun 1799. Mesin pertama yang dibangun dan sukses
dioperasikan dimulai di Inggris pada tahun 1803. The Fourdrinier Brothers telah mengambil alih proyek pembangunan tersebut pada tahun 1804 dan pada tahun
1807 memperoleh hak paten. Pada akhirnya mesin tersebut dikenal sebagai mesin
fourdrinier. Pada awalnya mesin kertas terdiri dari headbox yang ditambahkan pula paper stock untuk pergerakan wire yang didukung di antara dua gulungan. Lembaran basah dikempa di wire dan kemudian masuk ke felt dan melalui pengempaan lainnya sebelum diakumulasikan dalam roll untuk selanjutnya mengalami proses pengeringan dalam bentuk lembaran.
2.2 Kepuasan kerja
Menurut Hasibuan (2005) kepuasan kerja dalam pekerjaan adalah
kepuasan kerja yang dinikmati dalam pekerjaan dengan memperoleh pujian hasil
kerja, perlakuan, perkataan dan suasana lingkungan kerja yang baik. Karyawan
yang lebih suka menikmati kepuasan kerja dalam pekerjaan akan lebih
mengutamakan pekerjaannya daripada balas jasa walaupun balas jasa itu penting.
Tolak ukur tingkat kepuasan tidak ada yang mutlak karena setiap individu dari
karyawan memiliki standar kepuasan yng berbeda. Kepuasan kerja karyawan
merupakan kunci pendorong moral, kedisiplinan dan prestasi kerja karyawan
dalam mendukung terwujudnya tujuan perusahaan.
Secara teoritis, faktor-faktor yang dapat mempengaruhi kepuasan kerja
sangat banyak jumlahnya, seperti gaya kepemimpinan, produktivitas kerja,
perilaku, locus of control, pemenuhan harapan penggajian dan efektivitas kerja. Faktor-faktor yang biasanya digunakan untuk mengukur kepuasan kerja karyawan
kontrol terhadap pekerjaan; (b) supervisi; (c) organisasi dan manajemen; (d)
kesempatan untuk maju; (e) gaji dan keuntungan dalam bidang finansial lainnya
seperti adanya insentif; (f) rekan kerja; dan (g) kondisi pekerjaan (Rivai dan
Sagala 2009).
Selain itu, menurut Job Descriptive Index (JDI) dalam Rivai dan Sagala (2009) faktor penyebab kepuasan kerja ialah: (1) bekerja pada tempat yang tepat,
(2) pembayaran yang sesuai, (3) organisasi dan manajemen, (4) supervisi pada
pekerjaan yan tepat, (5) orang yang berada pada pekerjaan yang tepat.
2.3 Mengukur Kepuasan Kerja
Pengumpulan data mengenai kepuasan kerja tenaga kerja menggunakan
daftar pertanyaan atau kuesioner. Daftar pertanyaan yang terdapat dalam
kuesioner harus terperinci dan lengkap. Setiap pertanyaan harus dapat
memberikan keterangan yang berkisar pada masalah yang ingin dipecahkan (Nazir
2003).
2.4 Produktivitas
Menurut Sinungan (2008), produktivitas adalah suatu perbandingan antara
hasil keluaran dan masuk atau ouput : input. Masukan sering dibatasi dengan
masukan tenaga kerja, sedangkan keluaran diukur dalam kesatuan fisik bentuk
dan nilai.
Produktivitas tenaga kerja yaitu perbandingan antara hasil yang dicapai
dengan peran serta tenaga kerja per satuan waktu (lazimnya per jam per orang).
Peran serta tenaga kerja di sini adalah penggunaan sumber daya secara efisien dan
efektif (Kussriyanto 1986).
Kenyataan empiris dan praktis menunjukkan bahwa perilaku seseorang,
misalnya dalam pekerjaan, yakni produktivitas kerja, dipengaruhi oleh
faktor-faktor intrinsik dan ekstrinsik, seperti digambarkan dalam formula persamaan
matematika berikut (Mangkuprawira dan Hubeis 2007) :
Y (perilaku) = f (Xi,Xe); ceteris paribus.
1. Unsur intrinsik antara lain mencakup unsur-unsur berikut
b. Tingkat pengetahuan
c. Tingkat keterampilan
d. Sikap-motivasi terhadap kerja
e. Tingkat pengalaman kerja
2. Unsur ekstrinsik (Xe) antara lain mencakup unsur-unsur berikut
a. Lingkungan keluarga
b. Lingkungan sosial budaya
c. Lingkungan ekonomi
d. Lingkungan belajar
e. Lingkungan kerja termasuk budaya kerja
f. Teknologi
Menurut Syamsulbahri (2001), pada dasarnya secara teoritis potensi diri
individu tenaga kerja terbentuk atau ditentukan oleh faktor internal pekerja yang
bersangkutan yang meliputi variabel pendidikan, kesehatan, Intellectual Quation (IQ), Emotional Quation (EQ), Religius Quation (RQ), dan motivasi. Tidak mungkin sama persis potensi individu seseorang dengan orang lainnya, kecuali
kapasitas setiap variabel potensi dirinya sama persis pula. Bahkan kalaupun
misalnya sama, selanjutnya pengaruh faktor eksternal (seperti manajemen SDM,
lingkungan kerja, kesejahteraan/upah, hubungan kerja, kebijakan pemerintah,
lingkungan masyarakat dan keluarga) akan berbeda bagi tiap pekerja.
2.5 Mengukur Produktivitas
Secara umum pengukuran produktivitas berarti perbandingan yang dapat
dibedakan dalam tiga jenis yang sangat berbeda (Sinungan 2008)
1. Perbandingan-perbandingan antara pelaksanaan sekarang dengan
pelaksanaan secara historis yang tidak menunjukkan apakah
pelaksanaan sekarang ini memuaskan, namun hanya mengetengahkan
apakah meningkat atau berkurang serta tingkatannya.
2. Perbandingan pelaksanaan antara satu unit (perorangan tugas, seksi,
proses) dengan lainnya. Pengukuran seperti itu menunjukkan
3. Perbandingan pelaksanaan sekarang dengan targetnya, dan inilah yang
terbaik sebagai memusatkan perhatian pada saran/tujuan.
Pengukuran produktivitas tenaga kerja menurut sistem pemasukan fisik
perorangan/per orang atau per jam kerja orang diterima secara luas, namun dari
sudut pandangan/pengawasan harian, pengukuran-pengukuran tersebut pada
umumnya tidak memuaskan, dikarenakan adanya variasi dalam jumlah yang
diperlukan untuk memproduksi satu unit produk yang berbeda. Oleh karena itu,
digunakan metode pengukuran waktu tenaga kerja (jam, hari atau tahun).
Pengeluaran diubah ke dalam unit-unit pekerja yang biasanya diartikan sebagai
jumlah kerja yang dapat dilakukan dalam satu jam oleh pekerja yang terpercaya
BAB III
METODOLOGI PENELITIAN
3.1 Waktu Penelitian
Penelitian dilaksanakan pada bulan April-Mei 2011 di PT. Pindo Deli Pulp and Paper Mills 1, Karawang.
3.2 Metode Pemilihan Responden
PT. Pindo Deli Pulp and Paper Mills 1 terbagi atas 6 line Paper Machine sehingga penarikan responden dilakukan dengan menggunakan Stratified Random Sampling secara proporsional. Jumlah tenaga kerja PT. Pindo Deli Pulp and Paper Mills 1 bagian produksi shift 1 adalah sebanyak 936. Total responden yang dipilih sebanyak 20% dari jumlah tenaga pada masing-masing 6 line Paper Machine sehingga diperoleh total responden sebanyak 187 orang.
3.3 Jenis dan Pengumpulan Data
Data yang digunakan dalam penelitian ini dibagi menjadi 2 yaitu data
primer berupa pengukuran kepuasan kerja dengan menggunakan kuesioner dan
pengukuran produktivitas tenaga kerja per tahapan pembuatan kertas
(ton/orang/hari) serta data sekunder berupa hasil studi literatur.
Kuesioner dalam penelitian ini digunakan untuk memperoleh data
mengenai karakteristik tenaga kerja pada PT. Pindo Deli Pulp and Paper Mills 1 serta faktor-faktor yang mempengaruhi kepuasan kerja. Kuesioner terbagi atas
bagian identitas responden dan bagian pernyataan sikap responden terhadap
pekerjaannya. Bagian identitas responden terdapat 14 pertanyaan. Bagian
pernyataan responden terdiri dari 33 pertanyaan yang terbagi atas 5 kelompok,
yaitu 6 pertanyaan mengenai kondisi kerja, 10 pertanyaan mengenai hubungan
dengan perusahaan, 9 pertanyaan mengenai peraturan perusahaan, dan
masing-masing 4 pertanyaan mengenai hubungan kerja dengan atasan dan hubungan kerja
dengan sesama karyawan. Pertanyaan-pertanyaan ini disusun dalam bentuk
Pertanyaan-pertanyaan dalam kuesioner tersebut menggunakan opsi
jawaban model Skala Likert. Kualifikasi penilaian Skala Likert dalam penelitian ini adalah:
5 = Sangat Puas/Sangat Baik/Sangat Sering (SP/SB/SS)
4 = Puas/Baik/Sering (P/B/S)
3 = Biasa/Jarang (B/J)
2 = Kurang Puas/Kurang Baik/Sangat Jarang (KP/KB/SJ)
1 = Tidak Puas/Tidak Baik/Tidak Pernah (TP/TB/TPr)
3.4Metode Analisis Data 3.4.1 Uji Validitas
Menurut Jogiyanto (2008), validitas (validity) menunjukkan suatu pengujian benar-benar mengukur apa yang seharusnya diukur. Validitas
berhubungan dengan ketepatan alat ukur untuk melakukan tugasnya mencapai
sasarannya. Validitas berhubungan dengan kenyataan (actually). Validitas juga berhubungan dengan tujuan dari pengukuran. Pengukuran dikatakan valid jika
mengukur tujuannya dengan nyata dan benar. Langkah-langkah dalam menguji
validitas kuesioner ialah sebagai berikut :
a. Mempersiapkan tabel tabulasi jawaban
b. Menghitung korelasi antara masing-masing pertanyaan dengan skor
tiap-tiap pertanyaan dengan menggunakan rumus teknik korelasi
Product Moment.
r = N (ΣXY) - (ΣX ΣY)
√[NΣX2
- (ΣX)2] [NΣY2 - (ΣY)2]
Keterangan :
N = Jumlah responden
X = Skor masing-masing pertanyaan
Y = Skor total
c. Membandingkan angka korelasi yang diperoleh dengan angka kritik
atau signifikan dalam penelitian ini, angka kritik tabel korelasi untuk
nilai r (N-2;α).
3.4.2 Uji Reliabilitas
Menurut Jogiyanto (2008), reliabilitas (reliability) adalah tingkat seberapa besar suatu pengukur mengukur dengan stabil dan konsisten. Besarnya tingkat
reliabilitas ditunjukkan oleh nilai koefisiennya, yaitu koefisien reliabilitas.
Pengujian reliabilitas dalam penelitian ini menggunakan uji Alpha Cronbach yang biasa digunakan untuk menguji reliabilitas pertanyaan-pertanyaan dengan Skala Likert atau pertanyaan yang item-itemnya dalam bentuk esai. Rumus untuk menghitung koefisien reliabilitas Alpha Cronbach (ri) adalah sebagai berikut :
r i = k 1 - Σ Si2
(k-1) St2
Keterangan :
K = Banyaknya butir pertanyaan
Σ Si 2 = Jumlah varian butir St2 = Varian total
3.4.3 Uji korelasi antara faktor-faktor tingkat kepuasan kerja terhadap produktivitas kerja karyawan
Korelasi merupakan angka yang menunjukkan arah dan kuatnya hubungan
antar dua variabel atau lebih. Arah dinyatakan dalam bentuk positif atau negatif,
dan kuatnya hubungan dinyatakan dengan besarnya koefisien korelasi (Sugiyono
2007).
Menurut Hasan (2003), koefisien korelasi merupakan indeks atau bilangan
yang digunakan untuk mengukur keeratan (kuat, lemah, atau tidak ada) hubungan
antar variabel.
a. Jika KK bernilai positif, maka variabel-variabel berkorelasi positif. Semakin dekat nilai KK ini ke +1 semakin kuat korelasinya, demikian pula sebaliknya.
b. Jika KK bernilai negatif, maka variabel-variabel berkorelasi negatif. Semakin dekat nilai KK ini ke -1 semakin kuat korelasinya, demikian pula sebaliknya.
c. Jika KK bernilai +1 atau -1, maka variabel menunjukkan korelasi positif atau negatif yang sempurna.
Untuk menentukan keeratan hubungan/korelasi antar variabel tersebut,
berikut ini diberikan nilai-nilai KK sebagai patokan : 1. KK = 0, tidak ada korelasi.
2. 0 < KK≤ 0,20, korelasi sangat rendah/lemah sekali. 3. 0,20 < KK≤ 0,40, korelasi rendah/lemah tapi pasti. 4. 0,40 < KK ≤ 0,70, korelasi yang cukup berarti. 5. 0,70 < KK ≤ 0,90, korelasi yang tinggi, kuat.
6. 0,90 < KK < 1,00, korelasi sangat tinggi, kuat sekali, dapat diandalkan. 7. KK = 1, korelasi sempurna.
Penelitian ini menggunakan korelasi Rank Sperman. Menurut Sugiyono (2007) korelasi Rank Spearman merupakan salah satu alat analisis yang mengasumsikan bahwa data objek penelitian dari pasangan-pasangan data yang
bersifat numerik ataupun non-numerik. Sumber data untuk kedua variabel yang
akan dikonversikan dapat berasal dari sumber yang tidak sama, jenis data yang
dikorelasikan adalah data ordinal serta data dari kedua variabel tidak harus
membentuk distribusi normal. Sedangkan untuk pengolahan data dengan
komputer melalui program SPSS 13.
Langkah-langkah yang ditempuh dalam menggunakan metode koefsien
korelasi Rank Spearman adalah sebagai berikut :
a. Nilai pengamatan dari dua variabel X dan Y diukur hubungannya
dengan diberi rangking dari 1 hingga N
b. Setiap pasang jenjang (rank) dihitung selisih atau perbedaannya dengan mengurangkan rangking X dengan rangking Y
d. Jika proporsi angka tidak sama dalam pengamatan, rumus yang
digunakan adalah :
Rs = 1 - 6Σd2 N3-N
Jika dalam data terdapat angka yang sama, maka rumus yang digunakan
adalah :
rs = ΣX2 + ΣY2 –Σdi2
2√ΣX2xΣY2
Σ X2
= N 3
- Σ Tx 12
Σ Y2 = N
3
- Σ Ty 12
Faktor koreksi untuk rangking-rangking yang berangka sama adalah :
T = t
3– t
12
Keterangan :
Rs = Koefisien korelasi Rank Spearman X = Variabel independen (bebas)
Y = Variabel dependen (tak bebas)
N = Banyaknya pasangan data (jumlah sampel)
Di = Selisih antara rank X dan Y
Σ Tx = Jumlah harga T pada rank yang berangka sama
BAB IV
GAMBARAN UMUM PERUSAHAAN
4.1 Sejarah Singkat Perusahaan
PT. Pindo Deli Pulp and Paper Mills 1 didirikan pada tahun 1976, yang diprakarsai oleh 4 serangkai yang berasal dari kota Deli-Serdang, Sumatera Utara.
Keempat orang itu adalah Rudi Wiranata, Supardi Ghazali, Hendrik Wibawa, dan
Sanusi. Nama Pindo Deli diambil dari kata Pindo yang artinya Empat dan Deli
yang sekaligus kota dari keempat pendiri Pindo Deli yaitu Deli-Serdang,
Sumatera Utara. PT. Pindo Deli Pulp and Paper Mills 1 pertama kali berdiri berstatus PMDN (Penanam Modal Dalam Negeri), kemudian menjadi PMA
(Penanaman Modal Asing) pada tahun 1994.
PT. Pindo Deli Pulp and Paper Mills 1 memiliki luas 45 ha, terletak di jalan Prof. Dr. H. Soetami No. 88 Adiarsa, Karawang, Jawa Barat, biasa disebut
PD 1 atau Mills 1. Pindo 1 mulai berproduksi pada tahun 1977 dan sampai sekarang memiliki 7 unit mesin kertas.
4.2 Ketenagakerjaan
Klasifikasi karyawan pada bagian produksi PT. Pindo Deli Pulp and Paper Mills 1 yaitu:
4.2.1 Karyawan Harian Tetap
Karyawan harian tetap adalah karyawan yang bekerja pada perusahaan
atas dasar Perjanjian Kerja Bersama dari perusahaan.
4.2.2 Karyawan Borongan/Outsourcing
Karyawan borongan/outsourcing adalah karyawan yang perekrutannya dilaksanakan atas kerjasama perusahaan dengan supplier tenaga kerja yaitu CV. Kopkar dan Guna Jaya. Sistem pengupahan berdasarkan hasil produksi per hari.
4.3 Hari dan Jam Kerja
karyawan shift dan karyawan non-shift. Hari dan jam kerja yang berlaku adalah sebagai berikut :
a. Karyawan shift Shift 1 : 07.00-15.00
Shift 2 : 15.00-23.00
Shift 3 : 23.00-07.00
b. Karyawan non-shift
Senin : 08.00-17.00
Selasa-Jum’at : 08.00-16.00 Sabtu : 08.00-12.00
Untuk keperluan perusahaan dalam penyelesaian pekerjaan, perusahaan
dapat mempekerjakan pekerja untuk kerja lembur dengan memperhatikan UU No.
13 tahun 2003.
4.4 Aturan dan Tata Tertib Kerja a. Tertib waktu
Tiap karyawan tidak diijinkan masuk terlambat dan pulang terlalu cepat,
sesuai dengan waktu yang telah ditetapkan perusahaan. Begitu juga dengan
jam istirahat tidak boleh melebihi waktu yang ditetapkan.
b. Tertib berpakaian seragam dan kartu perusahaan
Setiap karyawan wajib memakai pakaian seragam yang ditetapkan
perusahaan dengan rapi dan sopan. Seragam diberikan secara cuma-cuma
oleh perusahaan. Selain itu karyawan juga diwajibkan memakai kartu
pengenal pekerja untuk absensi.
c. Tertib kehadiran
Setiap karyawan wajib melakukan absensi scan dengan menggunakan kartu pengenal pekerja pada waktu masuk dan pulang kerja. Apabila tidak
d. Tertib kerja
Sebelum memulai bekerja, karyawan dan staf diwajibkan mengikuti meeting di lapangan sesuai dengan bagian masing-masing.
4.5 Penghargaan
a. Perusahaan memberikan penghargaan kepada pekerja karena telah
memberikan kontribusi.
b. Perusahaan memberikan penghargaan kepada pekerja teladan setiap tahun
dengan ketentuan yang ditetapkan perusahaan.
c. Perusahaan memberikan penghargaan masa kerja dan pin emas kepada
pekerja yang sudah bermasa kerja 20 tahun.
4.6 Sanksi-sanksi
Perusahaan akan mengambil tindakan tegas terhadap pekerja yang
melanggar tata tertib dan disiplin kerja berupa sanksi yang didasarkan atas
besar/kecilnya pelanggaran.
Pelanggaran yang dikenai sanksi:
a. Surat teguran, berlaku 3 bulan
- Masuk lokasi perusahaan di luar jam kerjanya tanpa ijin dari satpam.
- Telat masuk kerja 2x dalam 1 bulan.
- Masuk tempat terlarang tanpa ijin departemen yang berwenang.
- Tidak melakukan absensi 2x dalam 1 bulan, dan lain-lain.
b. Surat peringatan 1, berlaku 3 bulan
- Melakukan pelanggaran ulang setelah mendapat surat teguran dan masa
berlakunya belum berakhir.
- Tidak memakai seragam, sepatu, dan kartu pengenal pekerja.
- Mangkir 1 hari dalam 1 bulan.
- Tidak menggunakan alat keselamatan kerja yang diberikan oleh
perusahaan.
- Berambut gondrong atau memakai anting bagi pekerja pria, dan
c. Surat peringatan 2, berlaku 5 bulan
- Melakukan pelanggaran ulang setelah mendapat sanksi surat peringatan
1 dan masa berlakunya belum berakhir.
- Memarkir kendaraan selain di tempat yang sudah disediakan.
- Menolak diperiksa petugas di pintu gerbang.
- Lalai menjalankan tugas sehingga menyebakan terjadinya keterlambatan
dalam berproduksi atau menimbulkan kerugian bagi perusahaan, dan
lain-lain.
d. Surat peringatan 3, berlaku 6 bulan
- Melakukan pelanggaran ulang setelah mendapat sanksi surat peringatan
2 dan masa berlakunya belum berakhir.
- Mengisi/menitipkan kartu hadir/kartu absensi pekerja lain/rekannya.
- Melakukan absensi tetapi tidak berada di tempat kerja tanpa seijin
atasan.
- Merokok di luar tempat yang sudah disediakan.
- Tidur di tempat kerja pada waktu jam kerja, dan lain-lain.
4.7 Kompensasi
Pemberian upah pada karyawan tidak lebih rendah dari upah minimum yang
ditetapkan pemerintah, dalam hal ini oleh kabupaten (UMK). Jika ada perubahan
ketentuan UMK, maka perusahaan akan menyesuaikan kembali dengan ketentuan
yang baru tersebut. Karyawan akan mendapatkan kenaikan-kenaikan upah dari
perusahaan berdasarkan prestasi kerja dan masa kerja.
4.8 Tunjangan, Bonus, dan Fasilitas
Perusahaan memberikan beberapa tunjangan kepada karyawan, diantaranya:
tunjangan jabatan, tunjangan keluarga, tunjangan transportasi, dan uang makan.
Selain itu, perusahaan juga memberikan THR (Tunjangan Hari Raya) setiap tahun
bagi semua karyawan yang sudah melebihi masa kerja 3 bulan di dalam perusahaan
dan diberikan 2 minggu sebelum Hari Raya Idul Fitri.
b. Pekerja yang masa kerjanya > 3 bulan tetapi < 12 bulan, diberikan secara
proposional yang perhitungannya (masa kerja/12) x 1 bulan upah
c. Pekerja yang masa kerjanya > 12 bulan dapat 1 bulan upah.
Fasilitas pelayanan kesehatan berupa poliklinik dan kopersai pekerja yang
berada di sebelah pabrik. Selain itu, perusahaan juga menyediakan fasilitas berupa 2
buah musholla yang berada di luar PM dan tiap-tiap PM disediakan musholla di
dalamnya. Perusahaan juga menyelenggarakan rekreasi pekerja dan keluarga 1
tahun sekali dan turnamen olahraga 1 tahun sekali.
Perusahaan memberikan bantuan duka cita kepada pekerja atau ahli
warisnya.
a. Pekerja meninggal dunia : Rp 2.000.000,-
b. Istri/suami/anak pekerja : Rp 1.500.000,-
c. Orang tua/mertua pekerja : Rp 400.000,-
Perusahaan juga mengikutsertakan karyawan sebagai peserta JAMSOSTEK.
4.9 Proses Produksi
4.9.1 Unit Paper Machine 1-2 4.9.1.1 Stock Preparation
Pada tahap ini, bahan baku kertas yang terdiri dari Needle Bleach Kraft Pulp (NBKP) dan Leaf Bleach Kraft Pulp (LBKP) dimasukkan ke dalam hydropulper yang berisi white water. Proses penguraian berlangsung pada konsistensi 6-10%. Pada hydropulper terdapat agiator yang diletakkan vertikal di sisi bawah tangki dengan tujuan agar terjadi aliran turbelin yang dapat
menguraikan pulp, akibat adanya interaksi antara serat pulp yang satu dengan yang lainnya.
Dari hydropulper, bubur pulp dipompakan ke bak penampungan chest 1 yang berfungsi untuk menjamin proses selanjutnya secara kontinyu, temperatur
konstan, dan menjaga keseragaman konsistensi dengan cara pengadukan secara
Dari chest 3, bubur kertas dipompa ke chest 4 dimana akan ditambahkan biocide yang berfungsi untuk menghambat pertumbuhan bakteri yang tidak diinginkan yang akan mempengaruhi kualitas kertas.
Broke dipompa ke decker dan diolah kemudian dipompa ke chest 2 kemudian masuk ke HDC. Selanjutnya broke tersebut dibawa ke chest 4 untuk diberikan biocide.
Dari chest 4, bubur mengalami penggilingan dengan cara dipompakan menuju refiner jenis DDR (Double Disk Refiner) dan conical untuk mengembangkan sifat-sifat seratnya sehingga terjadi fabrikasi. Fabrikasi serat
akan meningkatkan ikatan antar serat sehingga diperoleh derajat giling (freeness) yang diinginkan dengan konsistensi 4,5-5%. Setelah dari refiner kemudian dialirkan ke freeness tester yang bertujuan untuk menguji freeness dari bubur tersebut, lalu dimasukkan ke dalam chest 5 dimana bubur tersebut ditampung dan digiling agar menjadi lebih homogen lagi.
Dari chest 5 bubur dimasukkan ke dalam chest 6 dan ditambahkan filler yang berfungsi untuk menambah sifat fisik dari kertas seperti kehalusan dan
kecerahan. Jenis filler yang digunakan adalah . Campuran dari chest 6 kemudian dimasukkan ke dalam chest 7 yang ditambahakan starch jenis Amlopac T1800. Campuran bubur tersebut kemudian dimasukkan ke dalam chest 8 yang bertujuan untuk menambah kehomogenitasan campuran bubur tersebut.
Bubur campuran tersebut kemudian dibawa ke chest 9 untuk diberikan zat pewarna. Setelah itu, bubur dimasukkan ke dalam chest 10 untuk kemudian dimasukkan ke dalam stuff box.
4.9.1.2 Paper Machine
Tahap awal dari approach flow system adalah pengaliran stock dari stuff box menuju fan pump untuk diencerkan hingga konsistensi 0,1-0,5%. Kemudian proses penyaringan atau pembersihan kotoran-kotoran dan serat-serat kasar.
bahan kimia yaitu kurial dan pamol sebagai dispersing agent. Dalam headbox, gramatur dari produk yang dihasilkan akan disesuaikan dengan permintaan.
Stock yang keluar dari head box kemudian dialirkan ke bagian wire. Di bagian wire terjadi pengurangan kadar air melalui proses gaya gravitasi dan penggunaan vakum. Setelah keluar dari wire, diperoleh lembaran basah (wet web). Sebelumnya web dipotong denga nozzle bertekanan karena dikhawatirkan pada sisi web bubur tidak tersebar merata. Lembaran basah itu akan melewati pick up felt yang berfungsi memindahkan lembaran kertas basah dari bagian wire ke bagian felt. Karena sisa dari proses press dari wire masih mengandung bubur maka bubur tersebut ditampung dan dialirkan ke dalam seal pit kemudian ke wire pit dan akhirnya masuk lagi ke dalam pressure screen.
Selanjutnya lembaran basah akan mengalami proses press dimulai dari pick up roll sampai touch press roll. Proses press ini bertujuan agar air dapat keluar dari lembaran basah, memadatkan lembaran kertas agar ikatan antar fiber semakin kuat dan menghaluskan lembaran kertas. Pada proses press juga terdapat devronizer yang berfungsi untuk membantu mengeringkan dengan menggunakan steam shower yang disemprotkan langsung ke lembaran kertas.
Lembaran yang keluar dari proses press selanjutnya dikeringkan lagi dengan yankee dryer dan yankee houd yang akan menghasilkan uap panas. Setelah melewati tahap pengeringan, kertas dilewatkan ke sensor untuk
mengetahui berat dan kandungan airnya. Tahap akhir dari paper machine adalah menggulung kertas dengan pope reel.
4.9.1.3 Finishing
Bentuk produk yang dihasilkan terbagi menjadi 2 jenis utama, yaitu roll mini dan sheet. Produk bentuk roll mini dihasilkan dari jumbo roll yang dipotong pada rewinder, sedangkan produk dengan bentuk sheet dihasilkan dari jumbo roll yang dipotong pada mesin cutter. Sheet dibawa ke area sortir untuk diseleksi ada yang cacat atau tidak. Kemudian kertas tersebut masuk ke mesin guillotine untuk dipotong sisi pinggirnya agar dimensinya sesuai dengan pemesanan dan sisi kertas
4.9.2 Unit Paper Machine 3 4.9.2.1 Stock Preparation
Merupakan proses persiapan bahan baku. Bahan baku yang digunakan
yaitu NBKP, LBKP dan Broke (wet broke dan dry broke). Wet broke merupakan kertas bekas basah dengan solid sekitar 30% dan kadar air di atas 70% yang berasal dari sisiran atau trimming lebar 20 cm dari press pit dan couch pit pada paper machine. Dry broke merupakan kertas bekas kering dengan kadar air di bawah 10% yang diperoleh dari cutting pada proses finishing dan juga dari lembaran putus.
Tahapan proses pada stock preparation adalah :
a. Pulp sebagai bahan baku dari NBKP dan LBKP diuraikan dalam hydropulper. Pada hydropulper terdapat aligator di bawah tangki dan pisau-pisau pada dinding tangki dengan tujuan untuk membentuk aliran turbulensi
sehingga pulp akan terurai. Penguraian pulp berlangsung sampai mencapai konsistensi 4-7%. Selanjutnya dari hydropulper, pulp dialirkan ke chest 1. b. Chest 1 berfungsi untuk menampung buburan sementara dilengkapi aligator
yang berfungsi sebagai pengaduk pulp agar tetap homogen.
c. Chest 2 digunakan untuk penampungan broke basah dari silo pit dan broke kering dari pulper. Pada chest ini dilakukan pengadukan agar broke tercampur homogen dengan air kemudian mengalir ke chest 4.
d. Pulp/stock dari chest 1 kemudian dilewatkan menuju High Density Cleaner (HDC) yang berfungsi sebagai pemisah antara buburan dan kotoran
berdasarkan berat jenis. Stock mengalir ke chest 3 yang juga sebagai chest penampungan sementara kemudian menuju chest 4.
e. Chest 4 merupakan bak pencampuran antara virgin pulp (chest 3) dengan broke (chest 2) perbandingannya yaitu 70% untuk virginpulp dan 30% untuk broke. Selanjutnya hasil pencampuran menuju chest 5.
f. Pada chest 5 stock ditambahkan biocide yang bertujuan mengendalikan aktivitas mikroorganisme, mengendalikan lendir, meningkatkan kelancaran
mesin, menanggulangi korosi pada wire dan mengatasi masalah pada produk yang dihasilkan. Biasanya penambahan sebanyak 30-90 cc/m.
refiner, stock diproses di antara permukaan pisau cones (rotor atau stator). Terjadi gaya centrifugal saat stock bergerak di stator dan dari stator maju ke rotor. Double Disk Refiner (DDR) mempunyai satu stator yang bisa diatur secara elektro mekanik yang dilengkapi dengan pengaman pneumatik,
sehingga kedudukan rotor menjadi seimbang karena beban terbagi secara rata.
Proses ini bertujuan untuk menguraikan serat secara individu (fibrilasi)
sehingga diperoleh hasil yang optimum ketika dibentuk menjadi lembaran.
Pada Paper Machine III hanya menggunakan refiner jenis Double Disk Refiner (DDR). Dari refiner kemudian menuju chest 6.
h. Chest 6 dilakukan penambahan bahan pengisi (filler). Filler yang digunakan yaitu kalsium karbonat (CaCO3) yang bertujuan untuk mengurangi
penggunaan serat serta meningkatkan opasitas, derajat putih dan sifat cetak
kertas. Selanjutnya stock mengalir ke chest 7.
i. Chest 7 dilakukan penambahan bahan penguat kering (dry srength). Dry strength yang digunakan berupa cationic starch yang berfungsi sebagai penguat saat stock mulai dibentuk menjadi lembaran dan mampu menaikkan retensi dan kemudian stock menuju chest 8.
j. Chest 8 sebagai penampung sementara (storage chest) setelah mengalami proses pencampuran dan kemudian menuju chest 9.
k. Chest 9 berfungsi menjaga agar stock tetap homogen. Terjadi penambahan biocide untuk mengendalikan pertumbuhan bakteri yang dapat mengganggu proses selanjutnya.
l. Stock dipompa menuju stuffbox dengan konsistensi 3,5% . Pada stuffbox terjadi penambahan bahan sizing yaitu Alkyl Ketene Dimer (AKD). Stock menuju headbox yang dipompa menggunakan fan pump.
4.9.2.2Forming Section
Merupakan proses pembentukan lembaran yang terdiri dari
tahapan-tahapan sebagai berikut :
a. Approach Flow System (AFS)
mengalir menuju screen yang fungsinya membersihkan stock berdasarkan ukuran, dan untuk reject dikembalikan ke silo pit untuk diproses kembali. Stock yang telah melewati screen lalu dialirkan menuju headbox.
b. Tahap pembentukan lembaran (Wire Part)
Paper Machine III menggunakan headbox tertutup (air-chusioned pressurized headbox) dengan konsistensi 0,5-1% tergantung dari jenis kertas dan gramatur yang diproduksi. Biasanya pada headbox terjadi turbulensi yang dapat menimbulkan busa, sehingga ditambahkan bahan kimia seperti anti
busa yaitu defoamer/ Afranil ST. Melalui headbox serat didistribusikan ke wire sehingga membentuk lembaran. Pada tahap ini stock mengalami goncangan (shaking) pada bagian forming board yang berfungsi memberikan pengaruh pada stock agar serat-serat pajang mengarah searah mesin dan fines dapat mengisi bagian arah silang mesin sehingga dapat membentuk lembaran.
Kecepatan dan laju aliran stock diupayakan sama selama di atas wire, hal ini dimaksudkan agar formasi dan lembaran seragam. Terdapat pula proses
dewatering dan drainase yaitu penghilangan air dengan proses gravitasi oleh pemakaian table roll dan prinsip gaya vacuum (dewatering) dengan mengunakan suction box dan suction couch roll hingga kadar air 80%. Setelah itu lembaran dari wire dipindahkan ke felt dengan menggunakan pick up roll yang fungsinya memindahkan lembaran basah ke bagian pengempaan. c. Tahap Pengempaan (Press Section)
Proses pengempaan terdiri dari dua tahap. Tahap pertama yaitu tahap
lembaran basah dilewatkan pada suction press dan tahap kedua lembaran dilewatkan melalui mesin press. Proses ini dibantu dengan adanya vacuum yang bertujuan mengeluarkan air dari lembaran agar tercipta konsolidasi serat
sehingga meningkatkan kekuatan kertas.
d. Tahap Pengeringan (Dry Section)
Setelah proses pengempaan, lembaran mengalami proses pengeringan dengan
surface sizing berupa cairan starch (tapioka) yang bertujuan mengendalikan porositas pada permukaan lembaran, meningkatkan kehalusan, meningkatkan
sifat tarik dan ketahanan lipat. Lembaran kemudian dikeringkan kembali pada
dryer (after dryer group) karena kadar air lembaran meningkat setelah adanya penambahan surface sizing. Lembaran keluar dari cylinder dryer menuju proses calendering yang fungsinya meningkatkan kehalusan (smoothness) pada lembaran, kemudian melewati sensor (scanner) yang fungsinya untuk mengetahui kadar air gramatur dari lembaran yang telah diproses. Setelah
melewati sensor lembaran kemudian digulung dengan pope reel. 4.9.2.3Finishing
Merupakan proses penyempurnaan akhir yang terdiri dari beberapa tahap
yaitu :
a. Cutter, kertas dari jumbo roll dipotong menjadi bentuk plano dengan ukuran tertentu sesuai dengan pesanan.
b. Sortir, proses penyeleksian kertas ke dalam bentuk plano yang dikirim dari
cutter kemudian diseleksi mutunya dengan menggunakan tenaga manusia. Pada PM III kertas dalam bentuk plano yang telah disortir kemudian dihitung
dan dibungkus lalu dikirim ke guillotine. Kertas yang cacat atau tidak lolos seleksi akan menjadi broke untuk dikirim ke stock preparation dan diolah kembali.
c. Guillotine, pada tahap ini kertas plano dari sortir akan dipotong sesuai pesanan. Pemotongan dilakukan oleh mesin dengan memasukkan ukuran
yang diinginkan pada komputer. Setelah dipotong, kertas diukur kembali
menggunakan mesin ukur yang memilki ketelitian 0,01 cm dan dihitung
kembali dengan mesin hitung.
d. Packaging, merupakan tahap pembungkusan dengan menggunakan plastik dan kardus. Untuk menyempurnakan pembungkusan, kertas yang dibungkus
dengan plastik kemudian dioven untuk menjaga kondisi pembungkusan
terlindung dari serangga atau bakteri dan jamur.
4.9.3 Unit Paper Machine 4
headbox. Pada PM 4, stock dari chest 9 masuk ke chest 10 sebagai tempat penampungan sebelum masuk ke stuff box.
Tahap-tahap forming section adalah : a. Approach Flow System (AFS)
Stock yang berasal dari stuffbox dialirkan menuju cleaner agar serat dibersihkan dari kotoran-kotoran berdasarkan berat jenis. Proses cleaner ini terdiri dari tiga tahap yaitu primer, sekunder dan tersier. Dari cleaner mengalir menuju screen yang fungsinya membersihkan stock berdasarkan ukuran, dan reject dikembalikan ke silo pit untuk diproses kembali. Stock yang telah melewati screen lalu dialirkan menuju headbox.
b. Tahap pembentukan lembaran (Wire Part)
Paper Machine IV menggunakan dua headbox terbuka dan dua buah wet web former pada wire part yang digunakan untuk membuat kertas bergramatur tinggi. Penggabungan top-ply dan bottom-ply di atas wet web former menggunakan bantuan suction roll. Konsistensi berkisar 0,5-1% tergantung dari jenis kertas dan gramatur yang diproduksi. Biasanya pada headbox terjadi turbulensi yang dapat menimbulkan busa, sehingga ditambahkan
bahan kimia seperti anti busa yaitu defoamer/Afranil ST. Melalui headbox serat didistribusikan ke wire sehingga membentuk lembaran. Pada tahap ini stock mengalami goncangan (shaking) pada bagian forming board yang berfungsi memberikan pengaruh pada stock agar serat-serat pajang mengarah searah mesin dan fines dapat mengisi bagian arah silang mesin sehingga dapat membentuk lembaran. Terdapat pula proses dewatering dan drainase yaitu penghilangan air dengan proses gravitasi oleh pemakaian table roll dan prinsip gaya vacuum (dewatering) dengan mengunakan suction box dan suction couch roll hingga kadar air 80%. Setelah itu lembaran dari wire dipindahkan ke felt dengan menggunakan pick up roll yang fungsinya memindahkan lembaran basah ke bagian pengempaan.
c. Tahap Pengempaan (Press Section)
Proses pengempaan terdiri dari dua tahap. Tahap pertama yaitu tahap
yang bertujuan mengeluarkan air dari lembaran agar tercipta konsolidasi serat
sehingga meningkatkan kekuatan kertas.
d. Tahap Pengeringan (Dry Section)
Setelah proses pengempaan, lembaran mengalami proses pengeringan dengan
menggunakan cylinder dryer. Pada Paper Machine IV memiliki empat section dryer yang terdiri dari 30 cylinder dryer. Berbeda dengan Paper Machine III, Paper Machine IV tidak menggunakan yankee dryer. Unit PM IV menggunakan sistem steam dengan menggunakan sistem cascade yang dilengkapi dengan hood. Lembaran juga mengalami surface sizing berupa cairan starch (tapioka) yang bertujuan untuk mengendalikan porositas pada permukaan lembaran, meningkatkan kehalusan, meningkatkan sifat tarik dan
ketahanan lipat. Lembaran dikeringkan kembali pada dryer kemudianmenuju proses calendering yang berfungsi meningkatkan kehalusan (smoothness) pada lembaran. Tahap terakhir yaitu lembaran digulung pada pope reel dengan kadar air akhir 3-5%.
Finishing merupakan proses penyempurnaan akhir yang terdiri dari beberapa tahap yaitu :
a. Cutter, pada unit Paper Machine IV proses penyempurnaan lembaran selain menggunakan cutter juga menggunakan rewinder. Rewinder ini digunakan untuk menggulung kembali roll kertas yang dihasilkan dari bagian pope reel dan dipotong berdasarkan ukuran tertentu sesuai dengan pesanan.
b. Sortir, proses penyeleksian kertas ke dalam bentuk plano yang dikirim dari
cutter kemudian diseleksi mutunya dengan menggunakan tenaga manusia. Kertas yang cacat atau tidak lolos seleksi akan menjadi broke untuk dikirim ke stock preparation dan diolah kembali.
c. Packaging, merupakan tahap pembungkusan dengan menggunakan plastik dan kardus. Untuk menyempurnakan pembungkusan, kertas yang dibungkus
dengan plastik kemudian dioven untuk menjaga kondisi pembungkusan
4.9.4 Unit Paper Machine 5 4.9.4.1 Stock Preparation
Tahap yang pertama kali dilakukan adalah penguraian pulp yang dilakukan dalam hydropulper. Pulp NBKP dan LBKP dimasukkan sedikit demi sedikit ke dalam hydropulper yang telah diisi white water sehingga konsistensinya 4-6%. Proses penguraian berlangsung selama 15-20 menit yang dilakukan secara batch. Di dalam hydropulper terdapat pengaduk yang terletak vertikal di sisi bawah tangki dengan tujuan agar terjadi aliran turbulen yang dapat menguraikan pulp. Penguraian pulp terjadi karena adanya interaksi antara serat dengan agiator, antara serat dengan dinding tangki, dan antara serat yang satu dengan yang lainnya. Hasil
penguraian lembaran pulp akan menjadi bubur yang kemudian dipompakan ke bak penampung yaitu chest 1 untuk jalur LBKP dan chest 4 untuk jalur NBKP. Chest berfungsi sebagai sirkulator agar suspensi yang berada di dalamnya homogen dan untuk menjaga keseragaman konsistensi dengan cara pengadukan
secara kontinyu.
Setelah ditampung di chest, bubur pulp LBKP dipompa ke liquid cyclone. Di dalam liquid cyclone, bubur pulp dipisahkan berdasarkan massa jenis dari pengotornya seperti pasir, kawat, plastik dan paku yang terbawa dalam bubur
pulp. Pengotor-pengotor tersebut akan dipisahkan berdasarkan prinsip gravitasi. Kotoran yang memiliki massa jenis lebih besar dari bubur pulp akan turun ke bawah, sedangkan kotoran yang memiliki massa jenis yang kecil akan terdorong
ke atas dengan bantuan tekanan dari air. Setelah melewati liquid cyclone, bubur pulp masuk ke chest 2. Pada chest ini, konsistensi pulp sekitar 4,5-5%.
Sama halnya dengan bubur jalur LBKP, bubur pulp jalur NBKP pun dialirkan ke liquid cyclone melalui pompa sweetener dari chest 4. Liquid cyclone digunakan jika polydisc tidak dapat digunakan. Polydisc menghasilkan 3 jenis air yaitu superclear water, clear water, dan cloudy water. Ketiga jenis air tersebut digunakan untuk shower dan high shower di paper machine. Bubur NBKP yang masuk ke polydisc sebelumnya dicampur dengan white water dari silo pit yang mengandung serat-serat yang lolos selama proses pembentukan kertas. Setelah
Seteleh melewati liquid cyclone, bubur pulp dari chest 5 dan chest 2 masuk ke dalam double disc refiner dan mengalami proses refining. Refining adalah proses penguraian serat sehingga mencapai derajat giling yang diinginkan. Prinsip
kerja dari refiner adalah menekan dan menghilangkan berat dengan tekanan besar sehingga serat pecah dan timbul cabang-cabang halus (fibril). Semakin banyak
fibril, maka ikatan serat akan semakin kuat. Pengaruh refining pada serat adalah serat menjadi lebih elastis, permukaan serat menjadi lebih lebar, dan serat menjadi
lebih halus.
Setelah proses refining, bubur pulp jalur LBKP dan NBKP dicampur dalam mixing chest. Dalam mixing chest terdapat pengaduk yang fungsinya menjamin keseragaman. Di dalam mixing chest ditambahkan bahan aditif seperti biocide, dyes, starch dan wet strength. Biocide berfungsi menghambat atau membunuh bakteri yang terbawa dalam proses, dyes berfungsi untuk mewarnai tissue, starch berfungsi meningkatkan kekuatan dan kekakuan tissue dalam keadaan kering, dan wet strength berfungsi memberikan kekuatan pada tissue dalam keadaan basah. Konsistensi pada mixing chest sekitar 4-5%.
Setelah mengalami pencampuran, bubur pulp masuk ke chest 8 yang kemudian dialirkan ke chest 9. Pada chest 9, bubur pulp dicampur dengan overflow dari regulator box. Overflow ini bertujuan agar laju alir keluaran dari regulator box konstan sehingga gramatur tissue yang terbentuk di headbox merata. Dari regulator box, bubur pulp dikirim ke approach flow system yang terdapat pada unit paper machine.
4.9.4.2 Paper Machine
Tahap awal dari pembuatan lembaran tissue adalah approach flow system yang dimulai dari regulator box kemudian dialirkan ke fan pump. Di fan pump konsistensi pulp berubah dari 4,5-5% menjadi 0,1-0,5% karena mengalami pengenceran. Air pengencer berasal dari silo pit.
Selanjutnya bubur dipompa menuju pressure screen untuk pembersihan dari kotoran dan serat-serat kasar sebelum dikirim ke headbox. Tujuan dari pembersihan adalah agar bubur yang heterogen menjadi homogen dengan
air di fan pump diturunkan. Jika melebihi rentang, maka laju alir air di fan pump dinaikkan.
Bubur kemudian dipompa ke headbox. Konsistensi bubur di headbox berkisar antara 0,1-0,5% tergantung pada jenis dan gramatur produk yang
dihasilkan. Bubur pulp yang masih mengandung air dipindahkan ke wire sehingga membentuk lembaran tissue. Saat berada di wire, lembaran tissue tersebut mengalami proses pengeringan dengan cara divakum.
4.9.4.3 Press Part
Bubur yang telah divakum akan mengalami proses pengeringan secara
gravitasi. Kadar air di bagian wire diharapkan sekitar 80-90%. Proses pengeringan di bagian wire dilengkapi denga shower yang berfungsi membersihkan wire. Tujuan dari pembersihan itu adalah agar lembaran tissue basah tidak kotor. Lembaran tissue basah tersebut melewati pick up felt yang berfungsi memindahkan lembaran tissue basah dari wire ke bagian felt.
Lembaran tissue basah kemudian mengalami pengempaan. Tujuan utama dari pengempaan adalah untuk membuang air dari tissue basah, untuk mempertahankan sifat-sifat tissue yang diinginkan seperti smoothness, dan memadatkan lembaran tissue agar ikatan antar serat semakin kuat. Lembaran tissue akan mengalami dua tahap pengempaan yang dilakukan oleh suction press roll dan touch press roll. Moisture dari pulp berkisar antara 45-55%. Pada bagian akhir pengempaan terdapat devronizer yang berfungsi membantu mengeringkan dengan menggunakan steam shower. Kukus tersebut disemprotkan langsung ke lembaran tissue.
4.9.4.4 Dryer Part
Proses penghilangan air dengan beban besar dilakukan dengan
lalu dikirim ke separator. Kondensat harus dihilangkan karena dapat menghambat
proses pemindahan panas. Untuk membuang kondesat digunakan syphon. Lembaran tissue yang keluar dari dryingsection mempunyai moisture 5-7%.
Lembaran tissue yang sudah kering akan segera dipotong. Ada 3 jenis doctor blade yang digunakan untuk memotong, yaitu:
a. Cutting of doctor, berfungsi memotong kertas tissue pada saat penggantian crepping doctor sehingga tissue yang tidak mengalami crepping dibuang ke broke pit.
b. Crepping doctor, berfungsi memberikan tekstur crepp pada tissue.
c. Cleaning doctor, berfungsi membersihkan yankee dryer dari sisa-sisa tissue sehingga perpindahan panas tetap efektif.
Pada bagian spraying yankee dilakukan pemberian bahan kimia, yaitu:
a. Release agent, berfungsi melepaskan tissue yang melekat pada permukaan yankee dryer.
b. Coating agent, berfungsi melapisi yankee agar tidak mudah aus.
Tahap akhir dari pembuatan lembaran tissue adalah menggulung tissue pada pope reel. Lebar maksimal tissue yang digulung pada pope reel adalah 3 m dengan diameter roll 150 cm.
4.9.4.5 Rewinder
Pada unit Paper Machine 5, proses penyempurnaan lembaran tissue hanya menggunakan rewinder. Alat ini digunakan untuk menggulung kembali rolltissue dari bagian pope reel yang masih berupa gulungan besar (jumbo roll), yang selanjutnya dipotong-potong berdasarkan ukuran tertentu sesuai dengan pesanan.
Di bagian rewinder juga terjadi proses penarikan tissue yang menyebabkan elongation, tensile strength, dan thickness tissue sesuai dengan kriteria pesanan (spec). Penarikan tissue menyebabkan panjang tissue bertambah 10% dari panjang tissue semula.
4.9.4.6 Wrapping/Labelling
4.9.5 Paper Machine 6 4.9.5.1 Stock Preparation
Pada proses stock preparation terdiri dari 3 jalur yaitu LBKP, NBKP, serta jalur broke. Pada saat produksi art board, jalur NBKP digunakan untuk jalur Bleach Chemo Thermo Mecanical Pulp (BCTMP) sedangkan pulp NBKP dan LBKP digabungkan di jalur LBKP.
Pulp NBKP, LBKP, dan BCTMP (aspen) yang berbentuk lembaran-lembaran dimasukkan sedikit demi sedikit ke dalam pulper bersamaan dengan penambahan air. Di dalam pulper, lembaran pulp diaduk dan dihancurkan menjadi bubur pulp hingga mencapai konsistensi 5-7%. Hasil keluaran proses ini ditampung dalam tangki (LBKP dan NBKP pulper chest) untuk setiap pulp yang telah menjadi bubur.
Dari NBKP dan LBKP pulper chest, bubur pulp dipompa ke dalam High Consistency Cleaner (HHC) untuk memisahkan kotoran yang ada dalam bubur pulp dengan prinsip sentrifugal dan gravitasi. Selanjutnya, bubur pulp dipompakan ke dalam alat yang disebut top finer atau deflaker. Alat ini akan memecah gumpalan-gumpalan serat bubur akibat proses pulping yang tidak sempurna di pulper. Keluarannya ditampung pada L untuk leaf dan N untuk needle top chest.
Kemudian dipompakan untuk proses refining pada alat Double Disk Refiner (DDR). Keluarannya ditampung kembali di tangki L dan N-DDR chest.
menimbulkan jamur pada kerak, sedangkan reject dari fine screen masuk ke CB-4 untuk disaring kembali pada alat reject screen. Hasil accept-nya masuk ke dry decker. Kemudian ditampung ke CB-2.
Dari L dan N-DDR chest serta CB-2, buburan pulp dicampur dalam satu box yang dinamakan dengan blending box kemudian masuk ke mixing chest dan ditambahkan Optical Brightning Agent (OBA) agar memberikan kecerahan pada permukaan kertas. Setelah itu dialirkan ke Mixing-DDR (MDDR) yang berfungsi sama dengan L dan N-DDR, hasilnya masuk ke mixing box dan wet decker lalu ditampung di machine chest. Fungsi dari wet decker yaitu untuk mengentalkan buburan kertas yang bersal dari press pit dan couch pit. Di wet decker ada penambahan fresh water dan defoamer. Dimana pada machine chest ditambahkan
sebagai pengisi dan hasilnya dialirkan ke stuff box. 4.9.5.2 Approach Flow System
Bahan baku yang telah diolah di stock preparation menjadi bubur pulp kemudian masuk ke dalam stuff box. Pada stuff box ditambahkan bahan aditif Alkyl Keton Dymer (AKD) dan cationic starch yang berfungsi meningkatkan kekuatan kertas agar tidak mudah jebol dan sebagai promotor AKD agar mudah
menempel pada kertas dan fresh water berfungsi sebagai pengencer agar konsistensi mencapai 5%. Bubur pulp dari stuff box ditampung pada save all yang berisi white water untuk mengencerkan buburan yang dilewatkan. Kemudian dialirkan dengan menggunakan fanpump 1 ke dalam cleaner. Di sini juga ada penambahan dyes yang dienjeksi sebelum masuk fan pump 1 untuk memberikan warna yang diinginkan pada kertas.
Dengan menggunakan fan pump 1 bubur dipompakan ke centry cleaner untuk membersihkan kotoran berdasarkan gaya sentrifugal melalui 5 top centry cleaner. Pada fun pump 2 diinjeksikan sebagai filler untuk menigkatkan ketahan kertas. Bubur kertas mengalami penyaringan untuk menghilangkan
kotoran yang masih tertinggal dalam bubur melalui 3 proses penyaringan
(screening) kemudian accept-nya masuk ke headbox. 4.9.5.3 Forming Section
Merupakan awal pembentukan bubur menjadi lembaran kertas. Proses ini
merupakan suatu sistem tertutup berkecepatan tinggi yang berguna untuk menjaga
keseragaman dan kestabilan aliran buburan kertas serta mengontrol turbulensi di
dalam headbox. Dari headbox bubur kertas dialirkan ke wire. Kecepatan wire dan