OPTIMASI PERENCANAAN PRODUKSI AGREGAT AKIBAT PERMINTAAN TIDAK TETAP DENGAN METODE LINEAR
PROGRAMMING PADA PT. TOBA PULP LESTARI,Tbk
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
TOHONAN KRISTINA BB 040803032
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : OPTIMASI PERENCANAAN AGREGAT AKIBAT PERMINTAAN TIDAK TETAP DENGAN METODE LINEAR PROGRAMMING PADA PT.TOBA PULP LESTARI, Tbk
Kategori : SKRIPSI
Nama : TOHONAN KRISTINA BUTARBUTAR
Nomor Induk Mahasiswa : 040803032
Program Studi : SARJANA (S1) MATEMATIKA
Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Diluluskan di
Medan, Desember 2008
Komisi Pembimbing :
Pembimbing II Pembimbing I
Drs. Djakaria Sebayang Drs. Open Darnius, M.Sc
NIP. 131474685 NIP. 131945360
Diketahui/Disetujui Oleh
Departemen Matematika FMIPA USU Ketua,
PERNYATAAN
OPTIMASI PERENCANAAN PRODUKSI AGREGAT AKIBAT PERMINTAAN TIDAK TETAP DENGAN METODE LINEAR
PROGRAMMING PADA PT. TOBA PULP LESTARI, Tbk
SKRIPSI
Saya mengakui bahwa Skripsi ini adalah hasil kerja saya sendiri kecuali beberapa kutipan dari ringkasan yang masing-masing disebutkan sumbernya.
Medan, Desember 2008
4. Bapak Jhony Marpaung dan seluruh staf PT. Toba Pulp Lestari, Tbk yang telah banyak membantu dan mengarahkan penulis selama melakukan penelitian di perusahaan tersebut.
5. Teman-teman seperjuanganku Math’04 (Jekson, Darto, Chandra Dodong, Moria, Jusyan [SUA], Justinus, Moan, Maria, Tiur, Tia, Debo dan khususnya buat “My Best Friend” (Martha Chantizt, Rista Maniezt, Cani Jutex, dan Agnes Neny chika Jaim) atas doa, semangat dan dukungannya selama kebersamaan dalam perkuliahan dan juga menyelesaikan Skripsi ini.
6.
Teristimewa penulis ucapkan banyak terimakasih kepada Ayahanda B. Butarbutar dan Ibunda R. br Panjaitan yang tercinta yang senantiasa memberikan nasehat, bimbingan, dukungan dan bantuan baik secara moril maupun materil kepada penulis,dan juga buat Abangku Firman Butarbutar, ST dan adik-adikku Vera , Henny dan Maria atas doa dan dukungannya.
Mengingat keterbatasan dan kemampuan yang ada, penulis menyadari bahwa Skripsi ini masih banyak kekurangan dan untuk itu penulis sangat mengharapkan kritik dan saran yang sifatnya membangun guna kesempurnaan Skripsi ini. Mudah-mudahan Skripsi ini bermanfaat bagi pembaca. Damai sejahtera dari Tuhan senantiasa menyertai kita semua.
Medan, Desember 2008 Penulis
PENGHARGAAN
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas rahmat dan karuniaNya yang telah menyertai penulis selama proses pengerjaan sampai akhirnya dapat menyelesaikan Skripsi ini dengan baik.
Adapun penulisan Skripsi ini dimaksudkan untuk memenuhi syarat untuk mencapai gelar Sarjana Sains, yang menjadi syarat keberadaan penulis di Fakultas Matematika dan ilmu Pengetahuan Alam Universitas Sumatera Utara. Maka penulis dalam hal ini memilih judul “OPTIMASI PERENCANAAN PRODUKSI AGREGAT AKIBAT PERMINTAAN TIDAK TETAP DENGAN METODE LINEAR PROGRAMMING PADA PT. TOBA PULP LESTARI Tbk”
Penulis mengucapkan terima kasih yang sebesar-besarnya kepada Bapak Drs. Open Darnius, M.Sc selaku Pembimbing 1 atas segala bimbingan, arahan dan telah meluangkan waktu kepada penulis. Ucapan terima kasih juga ditujukan kepada Bapak Drs. Djakaria Sebayang selaku Pembimbing 2 atas segala bimbingan, arahan dan juga segala nasehat dan saran yang berharga dalam penyelesaian Skripsi ini.
Dalam penyusunan dan penyelesaian Skripsi ini, penulis banyak menerima bimbingan, bantuan dan dukungan maupun fasilitas dari berbagai pihak. Oleh karena itu, penulis juga mengucapkan terimakasih kepada :
1. Bapak Dekan Fakultas Matematika dan ilmu Pengetahuan Alam Universitas Sumatera Utara Medan.
2. Bapak Dr. Saib Suwilo, Msc dan Bapak Drs. Henry Rani, M.Si. selaku Ketua dan Sekretaris Departemen Matematika FMIPA USU yang membantu kelancaran studi penulis.
ABSTRAK
PT. Toba Pulp Lestari merupakan salah satu perusahaan yang bergerak di bidang manufaktur. Perusahaan ini memproduksi pulp dengan pola permintaan tidak tetap. PT. Toba Pulp menghendaki adanya keoptimalan dalam penggunaan sumber daya yang ada. Salah satu alat bantu yang digunakan untuk menyelesaikan masalah tersebut adalah
ABSTRACT
DAFTAR ISI
Halaman
Persetujuan ii
Pernyataan iii
Penghargaan iv
Abstrak v
Abstract vi
Daftar isi vii
Daftar gambar ix
Daftar tabel x
Bab 1 Pendahuluan 1
1.1. Latar Belakang 1
1.2. Perumusan Masalah 3
1.3. Batasan Masalah 3
1.4. Tujuan Penelitian 4
1.5. Manfaat Penelitian 4
Bab 2 Landasan Teori 5
2.1. Pengertian dan Tujuan Perencanaan Agregat 5 2.1.1. Pengertian Perencanaan Agregat 5
2.1.2. Tujuan Perenacanaan Agregat 6
2.2. Peramalan 6
2.2.2. Metode Peramalan Moving Average 8
2.2.3. Metode Peramalan Exponential Smoothing 9
2.2.4. Metode Peramalan Least Square 11
2.2.5. Analisis Kesalahan Peramalan 11
2.2.6. Proses Verifikasi 13
2.3. Optimasi Model Pengambilan Keputusan 15
2.3.1. Pengaruh Ketersediaan Data Terhadap Pemodelan 15
2.3.2. Penyelesaian Terhadap Model Pengambilan Keputusan 15
2.4. Linear programming 16
2.4.1. Pengantar Linear Programming 16
2.4.2. Pembuatan Model 18
2.4.3. Bentuk Baku Formulasi Linear Programming 19
2.4.4. Metode Simplex 21
2.4.5. Analisis Sensitifitas 24
2.4.5. Kasus-kasus Khusus dalam Aplikasi Metode Simpleks 27
4.2.7. Perhitungan Peramalan Permintaan 47 4.2.8. Perhitungan Penyimpangan Metode Peramalan 55 4.2.9. Verifikasi dan Pengendalian Peramalan 58
4.2.10. Perhitungan Variabel Pengambilan Keputusan dengan
Model Linear Programming 60
4.2.11. Perhitungan Analisis Sensitifitas 66
Bab 5 Kesimpulan dan Saran
5.1. Kesimpulan 67
5.2. Saran 67
DAFTAR PUSTAKA 68
DAFTAR TABEL
Tabel 2.1. Format Tabel Simpleks 22
Tabel 4.1. Data Permintaan Aktual Periode Januari 2007 – Februari 2008 39
Tabel 4.2. Perhitungan Manhours per ton 46
Tabel 4.3. Metode Moving Average -3 Periode 48
Tabel 4.4. Metode Moving Average -5 Periode 49
Tabel 4.5. Metode Moving Average -7Periode 50
Tabel 4.6. Metode Exponential Smoothing dengan α = 0.1 51 Tabel 4.7. Metode Exponential Smoothing dengan α = 0.5 52 Tabel 4.8. Metode Exponential Smoothing dengan α = 0.9 53
Tabel 4.9. Metode Least Square 54
DAFTAR GAMBAR
Gambar 2.1 Pembagian Daerah A/B/C pada peta Moving Range 14
Gambar 4.1. Pola Permintaan 40
ABSTRAK
PT. Toba Pulp Lestari merupakan salah satu perusahaan yang bergerak di bidang manufaktur. Perusahaan ini memproduksi pulp dengan pola permintaan tidak tetap. PT. Toba Pulp menghendaki adanya keoptimalan dalam penggunaan sumber daya yang ada. Salah satu alat bantu yang digunakan untuk menyelesaikan masalah tersebut adalah
ABSTRACT
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Dewasa ini perkembangan dunia industri semakin maju, hal ini terbukti dengan
banyaknya industri – industri baru yang mengelola berbagai macam produk. Hal
ini menunjukkan bahwa kebutuhan akan factor-faktor produksi menjadi
bertambah banyak.
Kegiatan perusahaan mempunyai hubungan yang sangat erat dengan
kegiatan produksi. Perusahaan mengadakan kegiatan produksi untuk memenuhi
permintaan pasar. Untuk mengadakan kegiatan produksi tersebut harus ada
fasilitas – fasilitas produksi, antara lain bahan baku, tenaga kerja, mesin dan
lain-lain. Semua fasililtas produksi itu mempunyai kapasitas yang terbatas dan
membutuhkan biaya. Penggunaan fasilitas produksi yang tidak tepat akan
membuat perusahaan tidak dapat mencapai target produksinya dan terjadi
pemborosan biaya produksi, jadi perusahaan harus mampu mengelola fasilitas
produksi dengan baik. Dalam hal ini terjadi suatu masalah dalam pengalokasian
sumber daya yang terbatas diantara kapasitas yang bersaing.
Pengalokasian sumber-sumber daya yang terbatas diantara aktivitas
produksi yang harus dilakukan, sering kali menjadi masalah dalam dunia
perindustiran. Persoalan pengalokasian ini akan muncul ketika pengambil
keputusan harus memilih alternatif-alternatif tertentu,yang memiliki nilai
Sumber daya yang tersedia, baik sumber daya manusia maupun sumber
daya alam sangatlah terbatas. Oleh karena itu, setiap perusahaan membutuhkan
solusi untuk mengoptimalkan produksi dengan memperhatikan
keterbatasan-keterbatasan yang ada. Dalam prakteknya, pengunaan model-model optimasi
masih jarang ditemui. Hal ini disebabkan karena banyak variabel keputusan dan
kendala (keterbatasan) yang harus dipenuhi.
Program linier yang diterjemahkan dari Linear Programming (LP)
merupakan suatu cara untuk meyelesaikan persoalan pengalokasian
sumber-sumber yang terbatas diantara aktifitas yang bersaing, dengan cara yang terbaik
yang mungkin dilakukan. Program linier ini menggunakan model matematis
untuk menjelaskan persoalan yang dihadapinya. Sifat “ linier” disini berarti
bahwa semua fungsi-fungsi matematis yang disajikan dalam model ini haruslah
funsi yang linier, sedangkan kata “program” memiliki arti yang sama dengan
perencanaan. Dengan demikian program linier adalah perencanaan
aktifitas-aktifitas untuk memperoleh suatu hasil yang optimal, yaitu suatu hasil yang
mencapai tujuan terbaik diantara seluruh alternatif yang fisible (Dasar-dasar
Operation Research,Pangestu Subagyo).
Penulis mengadakan penelitian pada PT. Toba Pulp Lestari, Tbk yang
merupakan perusahaan manufaktur. Perusahaan ini memproduksi bubur kertas
(pulp) yang mana bahan baku utama yang menunjang jalannya produksi adalah
kayu gelondongan Eucalyptus. Hasil produksi perusahaan dipasarkan di dalam
dan di luar negeri termasuk Asia, Timur Tengah, Eropa dan lain-lain dengan
permintaan yang bersifat nonstasioner..
Dalam menjalankan aktifitas produksinya, tentu saja PT toba Pulp Lestari
Tbk membutuhkan suatu perencanaan dalam mengalokasikan sumber-sumber
daya yang tersedia, dengan tujuan meminimalkan biaya produksi. Hal inilah yang
menyebabkan penulis tertarik untuk meneliti mengenai perencanaan produksi
selanjutnya memilih topik skripsi dengan judul “ Optimasi Perencanaan
Produksi Agregat akibat Permintaan Tidak Tetap dengan Metode Linear
Programming”.
1.2. Perumusan Masalah
Berkenaan dengan latar belakang diatas, maka yang menjadi topik pembahasan
adalah masalah pengalokasian sumber daya terhadap efisiensi kinerja perusahaan,
mengingat keterbatasan sumber daya yang terbatas. Berdasarkan uraian diatas
maka untuk dapat mempermudah penulisan skripsi ini, penulis merumuskan
masalah sebagai berikut :
1. Berapa jumlah tenaga kerja reguler optimal dengan tetap mengizinkan
adanya lembur
2. Berapa jumlah produk yang harus diproduksi pada bulan Maret 2008
3. Berapa persediaan akhir (ending inventory) produk pada bulan Maret
2008
4. Berapa manhours lembur yang dipakai bulan Maret 2008.
1.3. Batasan Masalah
Agar penelitian yang dilakukan dapat menghasilkan penelitian yang fokus dan
agar tidak terjadi bahasan yang terlalu luas, maka diberikan batasan masalah
sebagai berikut :
a. Pengumpulan data permintaan dimulai mulai periode bulan Januari
2007 sampai Februari 2008
b. Metode peramalan yang digunakan adalah metode peramalan Moving
Averages, Exponential Smoothing dan Least Square
1.4. Tujuan Penelitian
Adapun tujuan penelitian ini adalah untuk menentukan tenaga kerja reguler
optimal,jumlah pulp yang diproduksi, persediaan akhir pulp dan manhours
lembur pada bulan Maret 2008 melalui pengalokasian sumber daya yang tersedia
guna meminimalkan biaya produksi dengan metode Linear Programming.
1.5. Manfaat Penelitian
Hasil penelitian ini diharapkan dapat memberi pertimbangan dan masukan bagi
perusahaan dalam mengambil suatu keputusan sehingga tercipta suatu proses
BAB 2
LANDASAN TEORI
2.1. Pengertian dan Tujuan Perencanaan Agregat
2.1.1. Pengertian Perencanaan Agregat
Aktivitas yang dilaksanakan dalam suatu perusahaan atau organisasi merupakan
usaha untuk mencapai tujuan dari organisasi itu, misalnya meminimalkan biaya
produksi. Dua fungsi utama para manajer adalah membuat perencanaan dan
melakukan pengawasan. Biasanya seorang manajer menyusun perencanaan,
melakukan pengorganisasian dengan membentuk struktur organisasi, pengisian
personal, koordinasi dan pengawasan.
Menurut Koontz, O.Donnel,dan Welhrich (1995;20), “Perencanaan adalah
pengambilan keputusan; Perencanaan merupakan upaya pemilihan arah tindakan yang
diambil suatu perusahaan dan setiap departemen. Dalam pencapaian tujuan
perusahaan yang efektif dan efisien diperlukan perencanaan yang baik sebagai dasar
atas aktifitas produksi. Perencanaan adalah suatu proses penentuan terlebih dahulu
tentang aktivitas atau kegiatan yang akan dilakukan di waktu yang akan datang
dengan menggunakan sumber daya yang tersedia.
Sedangkan perencanaan agregat bersangkutan dengan cara kapasitas
organisasi yang digunakan untuk memberikan tanggapan terhadap permintaan yang
diperkirakan. Perencanaan agregat mencerminkan strategi perusahaan dalam hal
pelayanan kepada langganan, tingkat persediaan, tingkat produksi, jumlah karyawan
dan lain – lain. Hubungan antara kapasitas dan perencanaan agregat ini sangat penting
Menurut Tani Handoko (1984;234) mengatakan bahwa, ”Perencanaan
agregat adalah proses perencanaan kuantitas dan pengaturan waktu keluaran selama
periode waktu tertentu melalui penyesuaian variabel – variabel tingkat produksi,
karyawan, persediaan dan variabel – variabel yang dapat dikendalikan lainnya”.
Sedangkan menurut David D. Bedworth (1982 : 138), Perencanaan Agregat adalah
perencanaan yang dibuat untuk memenuhi total permintaan dari seluruh elemen
produksi dan jumlah tenaga kerja yang dibutuhkan.
Dari defenisi diatas dapat diketahui bahwa perencanaan agregat adalah
dimaksudkan untuk memenuhi kebutuhan total seluruh produk dengan menggunakan
seluruh sumber daya yang tersedia. Oleh karena itu, tanpa adanya perencanaan agregat
secara akurat maka semua aktivitas industri akan menjadi sangat keliru. Dalam suatu
lingkungan yang kompetitif, rencana agregat yang baik adalah dasar untuk mencapai
kesuksesan.
2.1.2. Tujuan Perencanaan Agregat
Tujuan perencanaan agregat adalah untuk menyesuaikan kemampuan produksi dalam
menghadapi permintaan pasar yang tidak pasti dengan mengoptimumkan penggunaan
tenaga kerja dan peralatan produksi yang tersedia sehingga ongkos total produksi
dapat ditekan seminimal mungkin (Arman Hakim Nasution, 2003 : 66).
2.2. Peramalan
2.2.1. Faktor – Faktor Pertimbangan dalam Peramalan Kuantitatif
Kegiatan perncanaan produksi dimulai dengan melakukan peramalan – peramalan
(forecast) untuk mengetahui terlebih dahulu apa dan berapa yang diproduksikan pada
permintaan akan barang – barang atau jasa – jasa perusahaan. Peramalan yang baik
adalah sangat penting untuk efisiensi operasi – operasi manufacturing dan perusahaan
jasa.
Menurut (Sofjan Assauri, 1984: 1), “ Peramalan adalah kegiatan untuk
memperkirakan apa yang akan terjadi pada masa yang akan datang. Sedangkan
menurut Hendra Kusuma (1999 : 13), “ Peramalan adalah perkiraan tingkat
permintaan satu atau produk selama beberapa periode mendatang.
Pada dasarnya metode peramalan kuantitatif dapat dibedakan atas :
1. Metode peramalan yang didasarkan atas penggunaan analisis pola hubungan
antara variable yang akan diperkirakan dengan variable waktu disebut
metode deret waktu atau “time series”.
2. Metode peramalan yang didasarkan atas penggunaan analisis pola hubungan
antara variable yang akan digunakan dengan variable lain yang
mempengaruhinya, yang bukan waktu, disebut metode korelasi atau sebab
akibat “causal methods (Sofjan Assauri, 1984 : 9).
Peramalan kuantitatif hanya dapat digunakan apabila terdapat tiga kondisi
sebagai berikut :
1. Adanya informasi tentang keadaan yang lain.
3. dapat diasumsikan bahwa pola yang lalu akan berkelanjutan pada masa yang
akan datang (Sofjan Assauri, 1984 : 5)
Ada empat jenis pola data, antara lain :
1. Pola horizontal atau stationary, bila nilai – nilai dari data berfluktuasi
disekitar nilai konstan rata – rata. Dengan demikian pola ini dapat dikatakan
sebagai stasionary pada rata – rata hitungnya (mean)
2. Pola musiman atau seaoanal , bila suatu deret waktu dipengaruhi oleh faktor
musim (kuartalan, bulanan, minggua n dan harian)
3. Pola siklus atau cyclical bila data observasi dipengaruhi oleh fluktuasi
ekonomi jangka panjang yang berkaitan atau bergabung dengan siklus usaha
(business cycle)
4. Pola trend, bila ada pertambahan atau kenaikan atau penurunan dari data
observasi untuk jangka panjang . Pola ini terlihat dari penjualan produk
banyak perusahaan (Sofjan Assauri, 1984 : 46).
2.2.2. Metode Peramalan Moving Averages
Metode Moving Average diperoleh melalui penjumlahan dan pencarian nilai rata –
rata dari sejumlah periode tertentu, setiap kali nilai terlama dan menambah nilai baru.
X
Jumlah Periode
MA
=
∑
Keterangan :
MA = Moving Averages
Dengan tambahan bahwa satu nilai X diganti setiap periode. Perhitungan rata –
rata dilakukan dengan bergerak ke depan untuk memperkirakan periode yang akan
datang dan dicatat dalam posisi terpusat pada data rata – ratanya. Moving Average
secara efektif meratakan atau menghaluskan fluktuasi pola data yang ada. Tentu saja
semakin panjang periodenya, semakin rata kurvanya. Kebaikan lainnya adalah bahwa
metode Moving Average dapat diterapkan pada jenis data apapun juga, apakah data
sesuai dengan suatu kurva matematik atau tidak.
Kelemahan metode ini adalah tidak mempunyai persamaan untuk peramalan.
Sebagai gantinya digunakan nilai rata – rata bergerak terakhir sebagai ramalan periode
berikutnya (T. Hani Handoko, 1984 : 276).
2.2.3. Metode Peramalan Exponential Smoothing
Exponential Smoothing adalah suatu tipe teknik peramalan rata – rata bergerak yang
melakukan penimbangan terhadap data masa lalu dengan cara eksponensial sehingga
data paling akhir mempunyai bobot atau timbangan lebih besar dalam rata – rata
bergerak. Dengan exponensial smoothing sederhana, peramalan dilakukan dengan cara ramalan periode terakhir ditambah porsi perbedaan (disebut α ) antara permintaan nyata periode terakhir dan ramalan periode terakhir. Persamaan peramalan
Exponential Smoothing adalah :
Keterangan :
F t = peramalan pada periode -t
F t – 1
α
= peramalan pada periode – t-1
= konstanta pemulusan
A t – 1
α
= data permintaan actual pada periode t - 1
N = banyaknya periode data permintaan actual
Exponential Smoothing sederhana tidak memperhitungkan pengaruh trend,
sehingga tidak ada nilai yang akan sepenuhnya menggantikan trend dalam data. Nilai – nilai α rendah akan menyebabkan jarak yang lebih lebar dengan trend, karena hal itu akan memberikan bobot yang lebih kecil pada permintaan sekarang.
Nilai – nilai α yang rendah terutama cocok bila permintaan produk relative
stabil (tanpa trend atau variasi siklikal) tetapi variasi acak adalah tinggi. Nilai – nilai α lebih tinggi adalah lebih berguna di mana perubahan – perubahan sesungguhnya cenderung terjadi karena lebih responsive terhadap fluktuasi permintaan. Sebagai
contoh, nilai α yang tinggi mungkin sesuai bagi industri barang – barang mode yang memerlukan tanggapan cepat dan dramatik. Pengenalan – pengenalan produk baru,
kampanye promosional, dan bahkan antisipasi terhadap resesi juga memerlukan
2.2.4. Metode Peramalan Least Square
Teknik mencari estimasi untuk nilai a dan b dengan meminimumkan jumlah kuadrat
jarak antara setiap unit data dan dalam hubungannya dengan titik pada garis regresi
yang dibuat. Perhitungan yang diperlukan untuk menentukan nilai a dan b dalam
persamaan regresi Y = a + b X, dilakukan dengan pemecahan persamaan – persamaan
berikut ( T.Hani Handoko, 1984 : 286 ):
2.2.5. Analisis Kesalahan Peramalan
a. Mean Absolut Deviation (MAD):
b. Mean Square Error (MSE):
2
Ketiga ukuran tersebut merupakan alat evaluasi teknik – teknik peramalan
untuk berbagai macam parameter. Semakin rendah nilai MAD, MSE dan ME,
peramalan akan semakin baik. (mendekati data masa silam). Tetapi nilai terendah
(kecuali nol) tidak memberikan indikasi seberapa baik metode peramalan yang
digunakan dengan metode lainnya.
Suatu peramalan dengan MAD 10,0 kedengarannya baik, tetapi jika nilai rata
– rata data 1,0 maka nilai MAD tersebut amat mengkhawatirkan; tetapi jika rata – rata
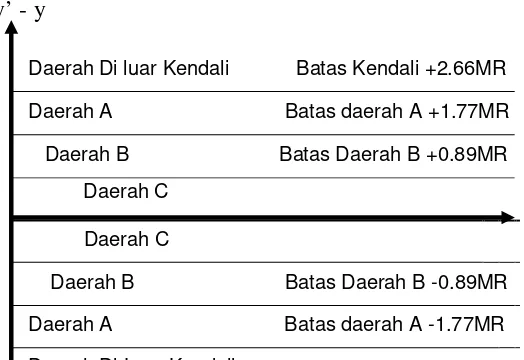
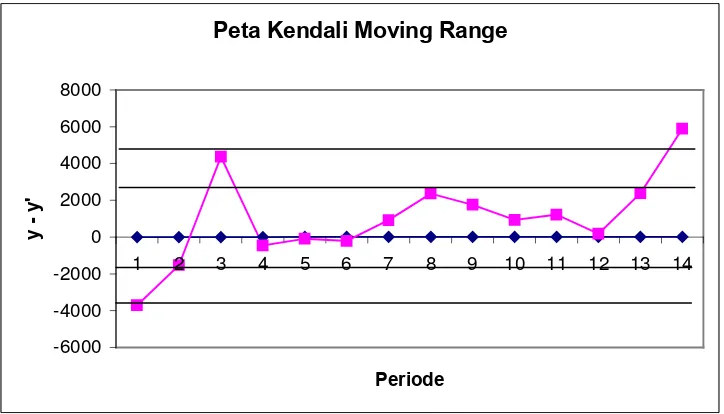
2.2.6. Proses Verifikasi
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh
representatif terhadap data. Proses verifikasi dilakukan dengan menggunakan Moving
Range. Dari peta ini dapat terlihat apakah sebaran berada di luar batas kendali. Jika
berada di luar batas kendali, maka peramalan tersebut tidak sesuai atau tidak
representatif. Moving Range dapat didefenisikan sebagai :
MR = |(yt’ – yt) – (y’t-1 – yt-1
MR =
)|
dan rata – rata Moving Range didefenisikan sebagai :
1 MR n−
∑
Garis tengah peta Moving Range adalah pada titik nol. Batas kendali atas (BKA) dan
bawah (BKB) pada peta Moving Range adalah:
BKA = +2.66 MR dan BKB = -2.66MR
Sementara itu, variabel yang akan diplot ke dalam peta Moving Range :
∆yt = yt’ - y
Uji yang paling konklusif bagi kondisi di luar kendali adalah titik di luar batas
kendali. Selain itu terdapat pula uji lainnya dengan tingkat kemungkinan yang sama.
Teknik yang digunakan berikut ini dirancang agar dapat digunakan dengan jumlah
data yang seminimal mungkin. Uji ini dilakukan dengan cara membagi peta kendali ke
dalam enam bagian dengan selang sama. Perhatikan gambar 2.1. Daerah A adalah
daerah di luar t
±1/3(2.66MR) = ±0.89MR (di atas ±0.89 dan di bawah -0.89MR) tetapi masi di bawah batas daerah A ±1.77MR. Daerah C adalah daerah di atas atau di bawah garis tengah dan dibatasi oleh batas daerah B ±0.89MR. Uji di luar kendali adalah :
a. dari tiga titik berturut-turut, ada dua atau lebih titik yang berada di daerah A
b. dari lima titik berturut-turut, ada empat atau lebih titik yang berada di daerah B
c. ada delapan titik berurut-turut yang berada di salah satu sisi (di atas atau di bawah
garis tengah)
Kondisi apabila ketiga kriteria di atas terjadi maka diperlakukan sama dengan kondisi
titik yang berada di luar batas kendali.
y’ - y
Daerah Di luar Kendali Batas Kendali +2.66MR
Daerah A Batas daerah A +1.77MR
Daerah B Batas Daerah B +0.89MR
Daerah C
Daerah C
Daerah B Batas Daerah B -0.89MR
Daerah A Batas daerah A -1.77MR
Daerah Di Luar Kendali
Gambar 2.1
2.3. Optimasi Model Pengambilan Keputusan
2.3.1. Pengaruh Ketersediaan Data Terhadap Pemodelan
Apapun jenis model, akan memiliki sedikit nilai praktis jika tidak didukung oleh data
yang handal. Walaupun sebuah model didefenisikan dengan baik, mutu
pemecahannya akan bergantung pada seberapa baik kita dapat mengestimasi data. Jika
estimasi tersebut terdistorsi, pemecahan yang diperoleh, walaupun optimal dalam arti
matematis, pada kenyataannya dapat bermutu rendah dari sudut pandang sistem
nyata.
Dalam beberapa permasalahan, data tidak dapat diketahui dengan pasti
sehingga data tersebut dapat diestimasi berdasarkan distribusi probabilitas. Pada
permasalahan tersebut, struktur model kemungkinan perlu diubah untuk
mengakomodasi sifat probabilistik dari permintaan. Jadi berdasarkan ketersediaan
data, pemodelan sistem dapat dibagi menjadi 2 jenis model, yaitu model probabilistic
atau stokastik dan model deterministic (Hamdy A.Taha 1993 : 7).
2.3.2. Penyelesaian Terhadap Model Pengambilan Keputusan
Pengambilan keputusan adalah suatu proses yang dikembangkan secara bertahap dan
sistematis. Tidak semua proses pengambilan keputusan dapat dikembangkan secara
sistematis dan bertahap. Bertahap dan sistematis artinya memiliki kriteria yang
sistematis melalui sistem prosedur tertentu yang jelas dan teratur. Suatu kriteria yang
baik haruslah mempunyai suatu ukuran atau nilai yang jelas, dapat dipergunakan
untuk menilai berbagai akternatif pilihan, dan dapat dengan mudah dihitung dan
Selanjutnya akan diterangkan mengenai salah satu model matematis yang
prosesnya dikembangkan secara bertahap dan sistematis dalam proses pengambilan
keputusan, yakni Linear Programming.
2.4. Linear Programming
2.4.1. Pengantar Linear Programming
Keberhasilan suatu teknik operasi pada akhirnya ddiukur berdasarkan penyebaran
penggunaannya sebagai alat pengambilan keputusan. Sejak diperkenalkan diakhir
1940-an, Linear Programming telah terbukti merupakan salah satu alat riset operasi
yang paling efektif. Keberhasilannya berakar dari keluwesannya dalam menjabarkan
berbagai situasi kehidupan nyata diberbagai kehidupan ini, yaitu militer, industri,
pertanian, transportasi, ekonomi, kesehatan, dan bahkan ilmu sosial dan perilaku.
Disamping itu, tersedianya program komputer yang sangat efisien untuk memecahkan
masalah – masalah Linear Programming yang sangat luas merupakan faktor penting
dalam tersebarnya penggunaan teknik ini.
Kegunaan Linear Programming adalah lebih luas daripada aplikasinya semata.
Pada kenyataannya, linear Programming harus dipandang sebagai dasar penting untuk
pengembangan teknik – teknik Operasi riset lainnya, termasuk pemograman integer,
stokhastik, arus jaringan dan kuadratik. Dalam hal ini, pemahaman akan Linear
Programming adalah penting untuk implementasi teknik – teknik tambahan ini.
Linear Programming adalah sebuah alat deterministik, yang berarti bahwa
sebuah parameter model diasumsikan diketahui dengan pasti. Tetapi dalam kehidupan
nyata, jarang seseorang menghadapi masalah di mana terdapat kepastian yang
sesungguhnya. Teknik Linear Programming mengkompetisi “kekurangan” ini dengan
memungkinkan pengambil keputusan yang bersangkutan untuk menguji sensitivitas
pemecahan optimum yang statis terhadap perubahan diskrit atau kontiniu dalam
berbagai parameter dari model tersebut. Pada intinya, teknik tambahan ini
memberikan dimensi dinamis pada sifat pemecahan Linear Programming yang
optimum.
Tujuan dari Linear Programming adalah suatu hasil yang mencapai tujuan
yang ditentukan (optimal) dengan cara yang paling baik diantara semua alternatif yang
mungkin dengan batasan sumber daya yang tersedia. Meskipun mengalokasi sumber –
sumber daya kepada kegiatan – kegiatan merupakan jenis aplikasi yang paling umum,
Linear Programming mempunyai banyak aplikasi penting lainnya. Sebenarnya, setiap
masalah yang metode matematisnya sesuai dengan format umum bagi Linear
Programming merupakan masalah bagi Linear Programming. Selanjutnya suatu
prosedur penyelesaian yang sangat efisien, dinamakan metode simpleks, tersedia
untuk menyelesaiakan masalah – masalah linear programming.
Linear Programming merupakan proses optimasi dengan menggunakan model
keputusan yang dapat diformulasikan secara matematis dan timbul karena adanya
keterbatasan dalam mengalokasikan sumber – sumber daya. Don T. Philips dalam
bukunya “Operations Research and Principle”, menyatakan bahwa Linear
Programming merupakan masalah pemograman yang harus memenuhi tiga kondisi
berikut :
1. Variabel-variabel keputusan yang terlibat harus positif
2. Kriteria-kriteria untuk memilih nilai terbaik dari variabel keputusan dapat
diekspresikan sebagai fungsi linier. Fungsi kriteria ini biasa disebut “fungsi
objektif”
3. Aturan-aturan operasi yang mengarahkan proses-proses dapat diekspresikan
sebagai suatu set persamaan atau pertidaksamaan linier. Set tersebut
2.4.2. Pembuatan Model
Untuk menyelesaikan suatu masalah dapat digunakan model Linear Programming.
Adapun langkah – langkah pemodelannya adalah sebagai berikut:
1. Menentukan variabel-variabel dari persoalan, misalnya X1, X2
2. Menentukan batasan-batasan yang harus dikenakan untuk memenuhi batasan
sistem yang dimodelkan.
3. Menetukan tujuan (maksimasi atau minimasi) yang harus dicapai untuk
menentukan pemecahan optimum dari semua nilai yang layak dari variabel
tersebut (Hamdy A. Taha 1993 : 17).
Z = C1X1 + C2X2 + …. + CnXn
atau b
≤ ≥
Model dasar diatas juga dapat dirumuskan ke dalam notasi matriks seperti
berikut:
Z = C’ X
Syarat – ikatan :
2.4.3. Bentuk Baku Formulasi Linear Programming
Terdapat 4 buah karakter yang menjadi yang menjadi sifat dari Linear Programming,
yaitu sebagai berikut:
1. Semua pembatas berupa persamaan
2. Elemen ruas kanan dari persamaan adalah non- negatif
3. Semua variabel adalah non-negatif
4. Fungsi tujuan dapat berupa maksimasi atau minimasi.
Pembatas yang berbentuk pertidaksamaan dapat diubah ke bentuk persamaan
dengan menambah atau mengurangi ruas kiri dengan suatu variabel non-negatif.
Variabel baru ini disebut “variabel slack”, yang harus ditambahkan ke ruas kiri bila
bentuk pertidaksamaan ≤ dan dikurangi bila bentuk pertidaksamaan ≥. Variabel slack (Sj) ≥ 0 mempunyai sifat menggunakan satu satuan sumber terbatas untuk setiap
satuan Sj
a
yang terjadi, dan juga mempunyai sifat tidak mempengaruhi besaran fungsi
tujuan.
1X1 + a2X2 ≥b1 a1X1 + a2X2 - S1 = b1
b1 0 ≥ S1 0 ≥
a1X1 + a2X2 ≤b2 a1X1 + a2X2 + S2 = b1
b2 0 ≥ S2 0 ≥
Didalam menyelesaikan persoalan Linear Programming dengan
Karena itu setiap masalah Linear Programming harus diubah kedalam bentuk standar
sebelum diselesaika dengan metode simpleks.
Hal lain yang perlu diperhatikan dalam menyelesaikan masalah metode
simpleks adalah harus adanya variabel-variabel basis dalam fungsi pembatas untuk
memperoleh solusi awal yang fesiable. Untuk fungsi-fungsi pembatas dengan tanda ≤, maka variabel basis dapat diperoleh dengan menambahkan variabel slack atau sebaliknya. Tetapi apabila fungsi pembatas mempunyai bentuk persamaan, maka tidak
selalu diperoleh varabel basis.
Untuk mendapatkan variabel basis tersebut, dapat ditambahkan dengan suatu
variabel semu, yang disebut “variabel artificial” . Variabel artificial adalah variabel
yang ditambahkan pada fungsi pembatas yang mempunyai hubungan persamaan
untuk memperoleh basis, atau juga dapat dinyatakan sebagai satuan variabel semu
(palsu) yang mempunyai sifat menggunakan satu satuan sumber terbatas untuk setiap
satu satuan variabel artificial yang terjadi. Variabel artificial ini mempunyai koefisien
fungsi tujuan yang sangat besar, dimana harga ini dapat bernilai negatif atau positif,
tergantung pada sifat fungsi tujuannya, maksimasi atau minimasi.
Cn = -M ; untuk maksimasi fungsi tujuan
Cn = +M; untuk minimasi fungsi tujuan
Keterangan :
Cn = koefisien fungsi tujuan untuk variabel artificial X1n
2.4.4. Metode Simpleks
Pada tahun 1947, seorang ahli matematika Amerika George Dantzig menemukan dan
mengembangkan suatu metode pemecahan model Linear Programming, metode
simpleks. Metode merupakan ini teknik yang dapat memecahkan model yang
mempunyai variabel keputusan dan pembatas yang lebih besar dari dua. Bahkan pada
akhirnya secara teoritis, metode ini dapat menangani variabel keputusan dan pembatas
dengan jumlah yang tak terbatas atau terhingga. Algoritma simpleks diterangkan
dengan menggunkan logika aljabar matriks, sehingga operasi perhitungan dapat lebih
efisien.
Metode simpleks mempunyai prosedur yang bersifat iterasi dan bergerak
selangkah demi selangkah. Dimulai dari suatu titik ekstrim (solusi feasible dasar) di
daerah feasible menuju ke titik ekstrim yang optimal. Pada setiap perpindahan dari
satu solusi feasible dasar ke solusi feasible dasar lainnya, dilakukan sedemikian rupa
sehingga terjadi perbaikan pada nilai fungsi tujuan.
Pada dasarnya metode simpleks menggunakan dua kondisi untuk mendapatkan
solusi yang optimal yaitu :
1. Kondisi Optimalitas
Yang menyatakan bahwa solusi yang dioptimalkan adalah solusi terbaik
2. Kondisi Feasible
Yang menyatakan bahwa yang dioptimalkan adalah solusi solusi fesiable dasar
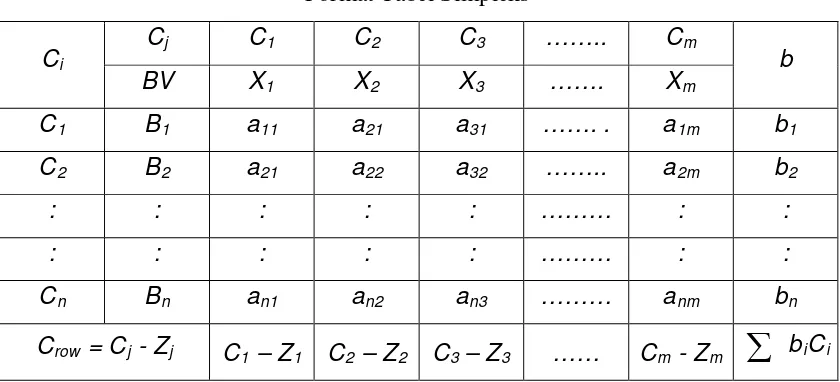
Karena perhitungan metode simpleks dilakukan secara bertahap, maka model
perhitungan menggunakan tabel simpleks dengan pola seperti berikut :
Tabel 2.1
Ci = koefisien fungsi tujuan yang berhubungan dengan variabel basis ke-i
Cj = koefisien fungsi tujuan yang berhubungan dengan semua variabel ke-j (variabel
basis maupun variabel non basis )
bi = nilai dari variabel ke-I, sedangkan nilai variabel non basis adalah nol
aij = substitution ratio pada perpotongan baris ke-i dan kolom ke-j dibawah variabel
non basis; sedangkan yang berada dibawah variabel basis adalah matriks
satuan yang berniali 0 atau 1
Langkah-langkah pemecahan model Linear Programming dengan metode
1. Formulasikan masalah
a. Membuat fungsi tujuan dan fungsi pembatas
b. Mengubah bentuk pertidaksamaan menjadi persamaan dengan menambah
variabel slack atau variabel surplus serta variabel artificial.
c. Modifikasi fungsi tujuan dengan memasukkan variabel slack, variabel surplus
atau variabel artificial bersama-sama dengan koefisien yang sesuai.
2. Program awal
Membuat program awal sehingga hanya variabel slack atau variabel artificial
yang termasuk di dalam jawaban. Gambarkan program ini di dalam tabel
simpleks.
3. Tes untuk optimalitas .
a. Hitung harga – harga (Cj – Zj
b. Tes untuk optimalitas.
) pada setiap kolom
Jika semua harga tersebut sudah nol atau negatif , maka untuk persoalan
maksimasi
jawabannya sudah mencapai optimal. Sebaliknya jika harga-harga tersebut nol
atau positif untuk persoalan minimasi, maka hasil jawaban tersebut sudah
optimal.
c. Perbaikan program.
1. Menentukan sebuah kolom kunci ( incoming variabel ). Untuk kolom yang
mempunyai harga (Cj – Zj ) positif terbesar dijadikan kolom kunci dalam
masalah maksimasi, dan kolom yang mempunyai harga (Cj – Zj ) negatif
2. Tentukan baris kunci dan bilangan kunci ( outgoing variabel ).
Bilangan – bilangan di bawah kolom dibagi dengan bilangan – bilangan
pada kolom kunci. Hasil dari pembagian ini disebut rasio. Bandingkan
harga – harga rasio ini. Baris yang mempunyai rasio terkecil dijadikan
baris kunci ( outgoing variabel ). Bilangan yang terletak pada perpotongan
antara kolom kunci dengan baris kunci disebut bilangan kunci.
3. Mengubah bentuk baris kunci. Kurangkan bilangan pada baris yang lama (
pada setiap kolom ) dengan hasil kali bilangan – bilangan pada baris kunci
yang lama dengan rasio tetap. Dimana rasio tetap adalah hasil bagi
bilangan pada baris yang lama di dalam kolom kunci dengan bilangan
kunci. Letakkan hasil ini pada posisi yang sama pada tabel berikutnya.
Gunakan transformasi ini untuk semua baris – baris yang bukan kunci.
4. Mencari program optimal
Ulangi kembali langkah 3.b dan 3.c untuk mendapatkan solusi optimal.
2.4.5 Analisis Sensifitas
Analisis sentifitas atau analisis pasca optimal merupakan suatu usaha untuk
mempelajari nilai – nilai dari peubah – peubah pengambilan keputusan dalam suatu
model matematika jika satu atau beberapa parameter model tersebut berubah. Dalam
suatu persoalan Linear Programming analisis sensitifitas menyangkut analisis
terhadap nilai – nilai peubah pengambilan keputusan sebagai dampak perubahan
dalam koefisien fungsi tujuan, konstanta ruas kanan dan fungsi pembatas (Zainal
1. Perubahan Koefisien Fungsi Tujuan
Akibat perubahan koefisien fungsi tujuan, variabel basis dan variabel nonbasis
perlu dianalisis seberapa besar koefisien Cj
^ ^ ^
. j B
j j
C =C Y −C
dapat berubah (dinaikkan atau diturunkan)
tanpa mempengaruhi solusi optimal. Untuk menentukan range perubahan koefisien
fungsi tujuan, digunakan rumus sebagai berikut :
, dimana
CB
^
C
= koefisien fungsi tujuan pada tabel optimal
= menunjukkan nilai baru atau nilai pada tabel optimal
Syarat tabel tetap optimal : Cj 0 ≥
2. Perubahan konstanta ruas kanan
Pengaruh perubahan konstanta ruas kanan terhadap tabel optimal dapat
ditentukan dengan menyelidiki perubahan konstanta ruas kanan yang baru pada tabel
optimal. Atau dirumuskan sebagai berikut :
^ 1.
i i
b =B− b , dimana
^
b = menunjukkan nilai baru atau nilai pada tabel optimal
B-1
^
i b ≥
= matrik dibawah variabel basis awal pada tabel optimal
Syarat tabel tetap optimal : 0
a. Penambahan batasan baru
Penambahan batasan baru terjadi karena perubahan sifat sumber daya yang
semula tidak terbatas menjadi terbatas jumlahnya. Penambahan batasan baru akan
mempengaruhi solusi optimal apabila sifatnya aktif dan sebaliknya tidak
mempengaruhi solusi optimal jika sifatnya pasif. Untuk itu perlu diperiksa apakah
batasan baru tersebut melanggar soluis optimal (aktif) atau tidak melanggar solusi
optimal (pasif).
b. Penambahan variabel baru
Penambahan variabel baru adalah penambahan kegiatan baru yang
menggunakan sumber daya yang sama. Untuk mengetahui bagaimana pengaruh
penambahan variabel baru terhadap solusi optimal dapat dilakukan dengan
menyelidiki selisih ruas kiri dengan ruas kanan pembatas dual yang baru. Jika
selisihya berharga positif maka penambahan variabel baru tersebut tidak
mempengaruhi solusi optimal dan begitu juga sebaliknya.
Analisis sensitifitas terutama sangat sesuai untuk mempelajari pengaruh variasi
dalam koefisien biaya atau laba dan dalam jumlah sumber daya yang tersedia terhadap
pemecahan optimal. Walaupun analisis sensitifitas telah dikerjakan dengan
menggunakan perangkat lunak operasi riset, pemahaman mendasar tentang bagaimana
2.4.5. Kasus – Kasus Khusus Dalam Aplikasi Metode Simpleks
Dalam metode simpleks terdapat beberapa kasus khusus, yaitu :
1. Degenerasi
Jika dalam metode simpleks terdapat minimal dua rasio minimum yang sama,
sehingga dipilih secara sembarang untuk menentukan variabel keluar. Tetapi ketika
hal tersebut diatas terjadi, satu variabel dasar atau lebih pasti akan sama dengan nol
dalam iterasi berikutnya. Dalam kasus ini pemecahan baru tersebut adalah degenerasi.
Secara teoritis, degenerasi memiliki dua implikasi, yaitu :
a. Berkaitan dengan fenomena perputaran (cycling) dimana prosedur simpleks
akan mengulang urutan iterasi yang sama tanpa pernah memperbaiki nilai
tujuan dan tidak pernah mengakhiri perhitungan.
b. Penerapan prosedur simpleks yang dapat memberi kemungkinan terdapat
perbedaan dalam mengklasifikasi variabel sebagai variabel dasar dan nondasar
akan memberikan nilai identik untuk semua variabel dan nilai fungsi tujuan
(Hamdy A. Taha, 1993:87).
2. Alternatif optimal
Ketika fungsi tujuan adalah sejajar dengan satu dengan satu batasan yang mengikat,
maka fungsi tujuan akan memiliki nilai optimal yang sama di lebih dari satu titik
sudut. Karena alas an tersebut, pemecahan ini disebut alternatif optimal (Hamdy A.
Taha, 1993:90). Dalam penerapan metode simpleks kasus alternatif optimal ini dapat
diidentifikasikan permasalahannya dengan melihat tabel iterasi metode simpleks,
dengan ciri – ciri diamana nilai koefisien variabel non basis dalam persamaan Z
3. Pemecahan yang tidak dibatasi
Dalam beberapa model Linear Programming, nilai variabel dapat meningkat secara
tidak terbatas tanpa melanggar salah satu batasan, yang berarti bahwa ruang
pemecahan tidak dibatasi (unbounded). Akibatnya nilai fungsi tujuan dapat meningkat
(maksimasi) atau menurun (minimasi) secara tidak terbatas ( Hamdy A. Taha, 1993:
92). Pada kasus ini dapat diaktakan bahwa baik ruang pemecahan maupun nilai fungsi
tujuan optimal tidak dibatasi. Pada kasus pemecahan yang tidak dibatasi dapat segera
diidentifikasi dari iterasi tabel simpleks, dimana semua koefisien pembatas pada
kandidat kolom kunci bernilai negatif atau nol.
4. Pemecahan tidak layak
Jika batasan tidak dapat dipenuhi secara simultan, model tersebut dikatakan tidak
memiliki pemecahan yang layak. Situasi ini tidak akan terjadi jika semua batasan
berjenis ≤ (dengan asumsi konstanta sisi kanan yang nonnegatif), karena variabel slack selalu memberikan pemecahan yang layak. Ketika menggunakan variabel
artificial yang berdasarkan pada rancangannya sendiri tidak akan memberikan
pemecahan yang layak untuk model semula. Ketentuan pinalti untuk memaksa
variabel artificial berniali nol di pemecahan optimal menyebabkan model memiliki
ruang layak (Hamdy A. Taha, 1993:93). Jika tidak memiliki pemecahan yang layak
ditandai dengan cirri – ciri dimana setidaknya satu variabel artificial berniali positif di
ierasi tabel simpleks optimal.
BAB 3
METODE PENELITIAN
Metode penelitian yang dilakukan dalam penulisan skripsi ini adalah sebagai berikut :
A. Tempat Penelitian
Tempat Penelitian adalah PT Toba Pulp Lestari, Tbk. Yang beralamat di Desa
Sosor Ladang Kecamatan Porsea Toba Samosir, Indonesia. Penelitian dilakukan
melalui pengamatan terhadap situasi dan kondisi di PT Toba Pulp Lestari, Tbk
khususnya di Departemen Pabrik (Mill Departement).
B. Jenis Penelitian
Jenis Penelitian adalah studi kasus, yaitu penelititan yang rinci tentang suatu objek
dalam kurun waktu tertentu. Penelitian ini merupakan penelitian dengan
pendekatan spesifik, dan bersifat eksploratif untuk menerangkan apa sebab
terjadinya masalah dan bagaimana memecahkannya.
C. Pengumpulan dan Pengolahan Data
1. Pengumpulan Data
Teknik yang digunakan dalam pengumpulan data adalah :
Wawancara, yaitu dengan cara melakukan tanya jawab terhadap pegawai
(karyawan) perusahaan dibagian akuntansi, pulp ware house (pwh) dan
Observasi, yaitu dengan melakukan pengamatan langsung terhadap
penyusunan catatan harian dan laporan konsolidasi biaya produksi di
perusahaan.
Studi Dokumentasi, yaitu dengan melakukan penelusuran terhadap dokumen
– dokumen yang diperlukan atas persetujuan dari pihak perusahaan untuk
mencapai tujuan dari penelitian.
Studi Pustaka, yaitu dengan mengumpulkan teori – teori yang mendukung
permasalahan yang diteliti, sehingga mencapai tujuan penulisan, seperti jurnal
ilmiah dan buku – buku sebagai bahan untuk studi pustaka.
2. Pengolahan Data
Berdasarkan data – data yang telah dikumpulkan dikumpulkan dari perusahaan, maka
penulis melakukan tahapan – tahapan perumusan model matematis untuk penerapan
Linear programming. Tahapan – tahapan rumusan tersebut adalah sebagai berikut :
1. Tahapan perhitungan jam kerja shift per hari.
Tahapan ini digunakan untuk merumuskan variabel H(j), sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
H(j) = jam kerja shift-j per hari
j = 1,…m
2. Tahapan perhitungan fraksi tenaga kerja yang hadir
Tahapan ini digunakan untuk merumuskan variabel f(t), sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
f(t)
3. Tahapan perhitungan jumlah minimum pekerja regular = fraksi tenaga kerja kerja yang hadir
t = 1, 2,. . .T
Tahapan ini digunakan untuk merumuskan variabel Wmin, sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
Wmin = jumlah minimum tenaga kerja regular
4. Tahapan perhitungan kapasitas produksi
Tahapan ini digunakan untuk merumuskan variabel PC(t), sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
PC(t) = kapasitas produksi pada periode -t
t = 1, 2,. . .T
5. Tahapan perhitungan manhours per unit
Tahapan ini digunakan untuk merumuskan variabel k, sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
6. Tahapan perhitungan manhours lembur yang tersedia
Tahapan ini digunakan untuk merumuskan variabel PPE(t), sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
PPE(t) = persentase dari manhours regular pada periode –t yang tersedia
untuk dapat dipakai lembur.
t = 1, 2,. . .T
7. Tahapan perhitungan peramalan permintaan
Tahapan ini digunakan untuk merumuskan variabel F(t), sebagai kebutuhan model
matematis yang selanjutnya digunakan dalam penerapan Linear Programming.
Keterangan variabel tersebut adalah sebagai berikut :
F(t)
8. Perhitungan pengambilan variabel keputusan dengan pendekatan model linear
programming
= forecast demand pada periode -t
t = 1, 2,. . .T
Inilah tahapan yang menuju ke perumusan matematis yang selanjutnya diterapkan ke
dalam Linear Programming, sehingga akan menghasilkan solusi optimal untuk
permasalahan produksi PT Toba Pulp Lestari, Tbk. Adapun perumusan matematis
tersebut adalah sebagai berikut :
Fungsi Kendala:
P(t) = jumlah produksi pada periode-t
C(t) = biaya penyimpanan per unit
I(t) = persediaan akhir pada periode-t
H(g) = jam kerja general per hari
H(j) = jam kerja shift-j per hari
D(t) = jumlah hari kerja pada periode-t
W(g) = jumlah tenaga kerja general
W(j) = jumlah tenaga kerja regular tetap untuk shift-j
E(t) = manhours lembur yang dipakai pada periode-t
R(t) = cost manhours regular pada periode-t
L(t) = cost manhours lembur pada periode-t
F(t) = forecast demand pada periode-t
I(t-1) = persediaan akhir pulp pada periode (t-1)
LS(t) = level stock pada periode t
k(i) = manhours yang dibutuhkan untuk memproduksi 1 unit pulp
f(t) = fraksi tenaga kerja yang hadir pada periode-t
Wmin = jumlah minimum pekerja regular yang harus digunakan
PEA(t) = persentase dari manhours lembur yang tersedia yang boleh dipakai
pada periode –t
PPE(t)
D. Kesimpulan
= Persentase dari manhours regular yang tersedia untuk dapat dipakai
pada periode -t
Setelah penulis mencapai tujuan penelitian, maka penulis akan membuat suatu
kesimpulan dari hasil perhitungan terhadap data – data yang telah dikumpulkan, selain
itu penulis juga akan memberikan saran bagi perusahaan.
BAB 4
PEMBAHASAN
4.1. Pengumpulan Data
4.1.1. Gambaran Umum Perusahaan
PT. Raja Garuda Mas (RGM) sebagai salah satu group perusahaan swasta nasional
yang bergerak di bidang usaha kayu lapis, melihat keadaan alam Toba Samosir
mempunyai prospek yang sangat cerah, membuat suatu gagasan untuk mendirikan
suatu pabrik pulp dan rayon yang diberi nama PT. Inti Indorayon Utama (PT. IIU).
PT. Indorayon Utama merupakan anak perusahaan RGM dengan status Penanaman
Modal Dalam Negeri (PMDN).
Keputusan dalam menempatkan pabrik pada suatu tempat tertentu mempunyai
efek yang penting terhadap sukses tidaknya operasi pabrik. Oleh karena itu pemilihan
tempat bagi berdirinya suatu pabrik harus memperhatikan factor yang berperan
penting. Faktor–faktor tersebut adalah :
1. Sumber bahan baku harus dekat dengan lokasi pabrik
2. Sumber air harus dekat dengan lokasi pabrik
3. Tidak terlalu jauh dari pelabuhan
4. Tanah dan iklim harus sesuai untuk industri
5. Di daerah sekitar pabrik harus banyak tersedia tenaga kerja
6. Tidak terlalu membutuhkan jalur yang panjang untuk pembuangan limbah
Dengan memperhatikan hal – hal di atas maka PT. Inti Indorayon Utama
memilih lokasi pabrik di Desa Sosor Ladang, Kecamatan Porsea, Tobasa yang
berjarak 220 Km dari Medan. Pabrik dibangun di atas tanah seluas 200 Ha, termasuk
tanah untuk perumahan karyawan dan pembibitan seluas 10 Ha. Perusahaan berkantor
pusat di Uni Plaza, East Tower, Lt.6 Jln. MT. Haryono A-1, Medan.
Tata letak pabrik terdiri dari lima bagian utama, yaitu :
1. Pengolahan kayu hingga menjadi Chip (Wood Preparation).
2. Pengolahan Black Liquor menjadi bahan bakar.
3. Pengolahan serat kayu menjadi lembaran pulp (Fiber Line).
4. Pengolahan zat – zat kimia untuk proses dalam pabrik (Chemical Plant).
5. Tempat penyimpanan pulp (Pulp Ware House).
PT. Inti Indorayon Utama yang mempunyai kapasitas produksi 619 ton per
hari (165.000 ton per tahun) keseluruhan menelan investasi sebesar enam ratus milyar
rupiah. Dalam melaksanakan kegiatan sehari – harinya, PT. Inti Indorayon Utama
mempunyai izin – izin (Prospectus of PT. IIU, 1991) adalah sebagai berikut :
1. Izin usaha dari Badan Koordinasi Penanaman Modal No. 572/III.PMDN/1987
2. Izin HPH (Hak Penguasaan Hutan) tanaman industri dan materi kehutanan
seluas 150.000 Ha sesuai dengan surat keputusan No. 203/Kpts.IV3186 dan
No.359/Kpts-IV/ 1989. Hal ini juga didukung dengan proyek PIR (Perkebunan
Inti Rakyat) seluas dua ratus ribu hektar.
3. Izin polusi dan pencemaran yang dihasilkan sesuai dengan surat keputusan
Bersama Menteri Riset dan Teknologi / ketua BPPT bersama menteri
Kependudukan dan Lingkungan Hidup No. 6813M3BPPT/XI/1986 dan No.
4. Izin pemanfaatan pinus di daerah Tapanuli Utara seluas 86.000 Ha sesuai
dengan Surat Keputusan No. 236/Kpts-IV/1984 pada tanggal 19November
1984.
Seluruh gagasan yang semula hanya tertuang dikertas akhirnya terealisasi
secara nyata dengan diresmikannya PT. Inti Indorayon Utama oleh Presiden Soeharto
secara serempak dengan PT. Kertas Kraft Aceh pada tanggal 14 Desember 1989. Pada
tanggal 8 Februari 1990 telah dimulai suatu langakah maju sebagai penambah devisa
Negara dengan ,mengekspor pulp perdana ke Iran sejumlah 9.000 ton. PT. Inti
Indorayon Utama semakin mengalami peningkatan untuk produksi pulp maupun
rayon. Tetapi pada tahun 1998 pabrik tidak beroperasi lagi. Pada tanggal 23
September 2001 PT. IIU berganti nama menjadi PT. Toba Pulp Lestari. Walaupun
demikian pabrik belum beroperasi sampai tanggal 22 Januari 2003 PT. Toba Pulp
Lestari mendapat izin dibuka dari pemerintah. Tindak lanjut dari Izin ini, maka pada
tanggal 6 Februari 2003 Perusahaan mulai beroperasi dengan hanya memproduksi
pulp saja dengan bahan baku eucalyptus.
Struktur Organisasi
PT. Toba Pulp Lestari, Tbk. Menganut bentuk organisasi garis dan staf (Staf and line
Organization). Kekuasaan dan wewenang tertinggi terletak pada dewan komisaris.
Dewan komisaris adalah para pemegang saham atau wakil – wakilnya yang
mempunyai wewenang mengangkat dan memberhentikan direktur mengawasi seluruh
kegiatan dan pelaksanaan tugas, meminta saran dan nasihat kepada direktur.
Dalam menjalankan tugas sehari – hari, direksi yang merupakan badan
eksekutif terdiri dari seorang presiden direktur dan tiga orang direktur. Perusahaan ini
departemen itu adalah departemen pemasaran (Marketing Dept.), departemen pabrik
(Mill Dept.), departemen kehutanan (Forestry Dept.), departemen material dan
perbengkelan (Material dan Product Dept.), departemen personalia dan administrasi
(Administrasi and Personal Dept.) dan departemen keuangan (Financial Contoller
Dept).
Sedangkan tenaga kerja yang dilibatkan oleh perusahaan adalah karyawan
tetap dan karyawan dengan sistem kontrak. Tenga kerja di bagian produksi dibagi
kedalam dua bagian, yakni :
1. Karyawan Non Shift
Jam 08.00 – 17.00 Wib
Jam 12.00 – 13.00 Wib (istirahat)
2. Karyawan Shift
Karena proses produksi di PT. Toba Pulp Lestari berlangsung selama 24 jam,
maka waktu kerja untuk karyawan yang bekerja di lantai pabrik dibagi atas 3 shift,
yaitu :
Shift I Jam 08.00 – 16.00 Wib
Shift II Jam 16.00 – 00.00 Wib
Shift III Jam 00.00 – 08.00 Wib
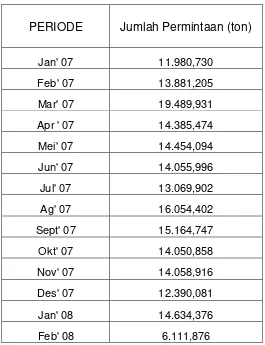
Pengumpulan data permintaan pulp dimulai dari periode Januari 2007 sampai dengan
Februari 2008. Adapun data permintaan tersebut adalah sebagai berikut :
Tabel 4.1
Data Permintaan Aktual Periode Januari 2007 – Februari 2008
PERIODE Jumlah Permintaan (ton)
Jan' 07 11.980,730
Feb' 07 13.881,205
Mar' 07 19.489,931
Apr ' 07 14.385,474
Mei' 07 14.454,094
Jun' 07 14.055,996
Jul' 07 13.069,902
Ag' 07 16.054,402
Sept' 07 15.164,747
Okt' 07 14.050,858
Nov' 07 14.058,916
Des' 07 12.390,081
Jan' 08 14.634,376
Feb' 08 6.111,876
Sumber : catatan harian pengiriman pulp PT. Toba Pulp Lestari, Tbk
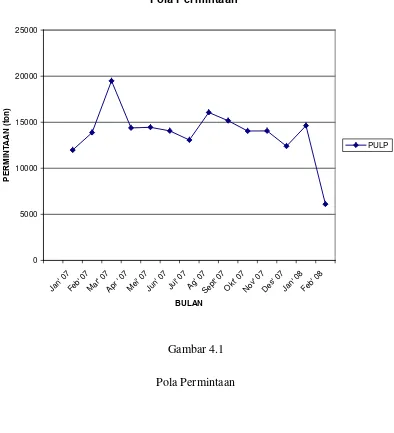
Pola Permintaan
Data – data teknis yang dikumpulkan oleh penulis adalah sebagai berikut :
• Produk : Pulp
• Kapasitas maksimum : 619 ton/hari
• Pembagian Work Center
- Work Center I (Digister)
Jenis kegiatan : Pemasakan Chip
Jumlah mesin : 4
Pengamatan waktu proses dimulai pada saat chip – chip kayu yang dibawa dari
chip pile dimasukkan ke dalam digester sampai kepada pulp hasil pemasakan
dialirkan ke blow tank.
- Work Center II (Washing and Screening)
Jenis kegiatan : Pencucian dan Penyaringan Pulp
Jumlah mesin : 6
Pengamatan waktu proses dimulai pada saat pulp yang berada di blow tank
dialirkan ke pressure knotter.
- Work Center III (Bleaching)
Jenis kegiatan : Pemutihan Pulp
Jumlah mesin : 4
Pengamatan waktu proses pada saat pulp hasil dari washing dan screening
dialirkan ke unbleach tower.
- Work Center IV (Pulp machine)
Jenis kegiatan : Pengeringan dan Pembentukan Pulp menjadi lembaran
Jumlah mesin : 3
Pengamatan dimulai pada saat pulp dari bleach Tower dialirkan ke pressure
screen untuk disaring sampai kepada pemotongan lembaran pulp pada cutter
- Work Center V
Jenis kegiatan : Pengepakan
Jumlah mesin : 1
Pengamatan waktu proses dimulai pada saat lembaran–lembaran pulp yang sudah
ditumpuk selanjutnya ditimbang sampai ke proses pengepakan dan akan dibawa ke
gudang produk jadi.
Data Stock
Untuk mencegah timbulnya kekurangan produksi (stock-out) maka setiap
bulannya terdapat persediaan penyangga (Level stock). Adapun Level stock untuk
bulan Maret 2008 adalah 438,084 ton, sedangkan persediaan (stock) akhir bulan
Februari 2008 adalah 7.261,401 ton.
Pengolahan Data
4.2.1. Perhitungan Jam Kerja per Hari
Berdasarkan pembagian jam kerja shift di atas, dimana jam istirahat tidak dimasukkan
ke dalam perhitungan, maka perhitungan jam kerja shift adalah sebagai berikut :
Jam kerja shift I per hari = 7 jam kerja
Jam kerja shift II per hari = 7 jam kerja
Jam kerja shift III per hari = 7 jam kerja
4.2.2. Perhitungan Fraksi Tenaga Kerja yang Hadir
Perhitungan persentase ketidakhadiran tenaga kerja adalah berdasarkan pada rata –
rata absensi tenaga kerja selama periode bulan Januari 2007 - Februari 2008.
Perhitungan persentase ketidakhadiran tenaga kerja tersebut adalah:
1. Persentase ketidakhadiran tenaga kerja Shift
= (0 5 0 0 0 1 0 1 0 0 1 2 2 4 )/1 4
Jadi, perhitungan fraksi tenaga kerja yang hadir dalam sebulan adalah :
Fraksi tenaga kerja yang hadir = 100% - 0.09%
= 99.91% = 0.99
2. Perhitungan ketidakhadiran tenaga kerja Non shift
Jadi, perhitungan fraksi tenaga kerja yang hadir dalam sebulan adalah :
Fraksi tenaga kerja yang hadir = 100% - 0.02%
= 99.98% = 0.99
4.2.3. Perhitungan Jumlah Minimum Pekerja Reguler
Perhitungan jumlah minimum pekerja regular yang dibutuhkan memerlukan rata–rata
persentase ketidakhadiran pekerja dalam sebulan. Adapun perhitungan jumlah pekerja
regular adalah sebagai berikut:
1. Jumlah kebutuhan pekerja regular Shift = 242
Jumlah minimum pekerja regular = 242 + (0.99% x 242)
= 242 pekerja + 2.4 pekerja
= 244.4 244 pekerja
Jumlah minimum pekerja regular per shift = 244 3
= 81 pekerja
2. Jumlah kebutuhan pekerja regular Non shift = 319
Jumlah minimum pekerja regular = 319 + (0.99% x 319)
= 319 pekerja + 3.15 pekerja
= 322.15322 pekerja
4.2.4. Perhitungan Kapasitas Produksi
Kapasitas produksi per hari adalah sebesar 619 ton. Jadi, perhitungan kapasitas
produksi per bulan tergantung pada banyaknya hari kerja dalam bulan tersebut :
Adapun perhitungan kapasitas produksi per bulan adalah sebagai berikut :
Kapasitas produksi = kapasitas maksimum/hari x hari kerja
= 619 ton/hari x 27 hari
= 16.713 ton
4.2.5. Perhitungan Manhours per ton
Perhitungan manhours dilakukan dengan cara mencari total dari perkalian antara
waktu siklus dan jumlah tenaga kerja yang diperlukan untuk setiap proses
produksinya. Adapun perhitungan manhours per unit adalah sebagai berikut :
Tabel 4.2
Work Center
Total Manhours 1.371
4.2.6. Perhitungan Manhours Lembur yang Tersedia
Perhitungan manhours lembur yang tersedia dilakukan dengan cara membandingkan
antara jumlah jam kerja maksimal dengan jumlah jam kerja regular. Adapun
perhitungannya adalah sebagai berikut :
Persen manhours lembur = 4 100 %
Pola data permintaan pulp diatas bersifat berulang setiap periode, maka data tersebut
dapat dikelompokkan sebagai jenis pola data siklus (cycle). Setelah melihat pola data
tersebut, maka penulis memutuskan menerapkan metode peramalan Moving Average,
Exponential Smoothing dan Least Square.
Adapun perhitungan peramalan permintaan tersebut adalah sebagai berikut :
- Perhitungan Peramalan dengan metode Moving Average
Penulis menerapkan metode Moving Average dengan batasan 3 periode, 5 periode
dan 7 periode. Pengolahan data dengan metode diatas dapat dilihat pada tabel
berikut
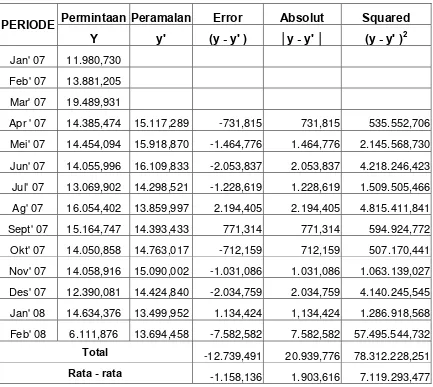
Tabel 4.3
PERIODE Permintaan Peramalan Error Absolut Squared
Mei' 07 14.454,094 15.918,870 -1.464,776 1.464,776 2.145.568,730
Jun' 07 14.055,996 16.109,833 -2.053,837 2.053,837 4.218.246,423
Jul' 07 13.069,902 14.298,521 -1.228,619 1.228,619 1.509.505,466
Ag' 07 16.054,402 13.859,997 2.194,405 2.194,405 4.815.411,841
Sept' 07 15.164,747 14.393,433 771,314 771,314 594.924,772
Okt' 07 14.050,858 14.763,017 -712,159 712,159 507.170,441
Nov' 07 14.058,916 15.090,002 -1.031,086 1.031,086 1.063.139,027
Des' 07 12.390,081 14.424,840 -2.034,759 2.034,759 4.140.245,545
Jan' 08 14.634,376 13.499,952 1.134,424 1,134,424 1.286.918,568
Feb' 08 6.111,876 13.694,458 -7.582,582 7.582,582 57.495.544,732
Total -12.739,491 20.939,776 78.312.228,251 Rata - rata -1.158,136 1.903,616 7.119.293,477
Perhitungan peramalan permintaan bulan April 2007 dengan metode Moving
Average-3 periode adalah sebagai berikut :
' 11.980, 730 13.881, 205 19.489,931
3
y = + +
y’ = 15.117,289
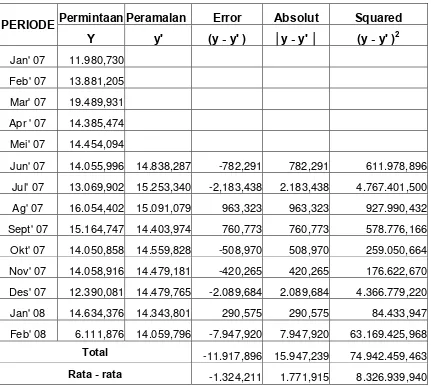
Tabel 4.4
PERIODE Permintaan Peramalan Error Absolut Squared
Jun' 07 14.055,996 14.838,287 -782,291 782,291 611.978,896
Jul' 07 13.069,902 15.253,340 -2,183,438 2.183,438 4.767.401,500
Ag' 07 16.054,402 15.091,079 963,323 963,323 927.990,432
Sept' 07 15.164,747 14.403,974 760,773 760,773 578.776,166
Okt' 07 14.050,858 14.559,828 -508,970 508,970 259.050,664
Nov' 07 14.058,916 14.479,181 -420,265 420,265 176.622,670
Des' 07 12.390,081 14.479,765 -2.089,684 2.089,684 4.366.779,220
Jan' 08 14.634,376 14.343,801 290,575 290,575 84.433,947
Feb' 08 6.111,876 14.059,796 -7.947,920 7.947,920 63.169.425,968
Total -11.917,896 15.947,239 74.942.459,463 Rata - rata -1.324,211 1.771,915 8.326.939,940
Perhitungan peramalan bulan Juni 2007 dengan metode Moving Average -5
periode adalah sebagai berikut :
11.980, 730 13.881, 205 19.489,931 14.385, 474 14.454, 094 '
5
y = + + + +
y’ = 14.838,287
Tabel 4.5
PERIODE Permintaan Peramalan Error Absolut Squared Y y' (y - y' ) │y - y' │ (y - y' )2
Jan' 07 11.980,730
Feb' 07 13.881,205
Mar' 07 19.489,931
Apr ' 07 14.385,474
Mei' 07 14.454,094
Jun' 07 14.055,996
Jul' 07 13.069,902
Ag' 07 16.054,402 14.473,905 1.580,497 1.580,497 2.497.972,122
Sept' 07 15.164,747 15.055,858 108,889 108,889 11,856,877
Okt' 07 14.050,858 15.239,221 -1.188,363 1.188,363 1.412.206,280
Nov' 07 14.058,916 14.462,210 -403,294 403,294 162.646,396
Des' 07 12.390,081 14.415,559 -2.025,478 2.025,478 4.102.562,286
Jan' 08 14.634,376 14.120,700 513,676 513,676 263.862,739
Feb' 08 6.111,876 14.203,326 -8.091,450 8.091,450 65.471.563,103
Total -9.505,523 13.911,648 73.922.669,802 Rata – rata -1,357,932 1,987,378 10,560,381,400
Perhitungan peramalan bulan Agustus 2007 dengan metode moving Average -7
periode adalah sebagai berikut :
11.980, 730 13.881, 205 19.489,931 14.385, 474 14.454, 094 14.055,996 13.069,902 '
7
y = + + + + + +
- Perhitungan Peramalan Permintaan dengan metode Exponential Smoothing
Penulis menerapkan metode Exponential Smoothing dengan batasan α yang
bernilai 0.1 ; 0.5 dan 0.9. Pengolahan data dengan menggunakan metode tersebut
dapat dilihat pada tabel di bawah ini :
Tabel 4.6
Metode Exponential Smoothing dengan α = 0.1
PERIODE Permintaan Peramalan Error Absolut Squared Y y' (y - y' ) │y - y' │ (y - y' )2
Jan' 07 11.980,730
Feb' 07 13.881,205 11.980,730 1.900,475 1.900,475 3.611.805,226
Mar' 07 19.489,931 12.170,778 7.319,154 7.319,154 53570.015,276
Apr ' 07 14.385,474 12.902,693 1.482,781 1.482,781 2.198639,494
Mei' 07 14.454,094 13.050,971 1.403,123 1.403,123 1.968.754,153
Jun' 07 14.055,996 13.191,283 864,713 864,713 747.728,572
Jul' 07 13.069,902 13.277,755 -207,853 207,853 43.202,870
Ag' 07 16.054,402 13.256,969 2.797,433 2.797,433 7.825.631,389
Sept' 07 15.164,747 13.536,713 1.628,034 1.628,034 2.650.494,705
Okt' 07 14.050,858 13.699,516 351,342 351,342 123.441,201
Nov' 07 14.058,916 13.734,650 324,266 324,266 105.148,439
Des' 07 12.390,081 13.767,077 -1.376,996 1,376 1,893
Jan' 08 14.634,376 13.629,377 1.004,999 1.004,999 1.010.022,990
Feb' 08 6.111,876 13.729,877 -7.618,001 7.618,001 58.033.939,236
Total 9.873,470 26.903,550 131.888.825,444 Rata – rata 759.498 2.069.504 10.145.294.265
Perhitungan Peramalan bulan Maret dengan metode Smoothing Exponential
dengan α = 0.1 adalah sebagai berikut :