PENDEKATAN LEAN THINKING GUNA MEREDUKSI
WASTE DI PT. JAKARANA TAMA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
OLEH
WINDA ARIANI NASUTION
080403170
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas rahmat dan karuniaNya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini merupakan laporan hasil penelitian yang dilakukan oleh penulis di PT. Jakarana Tama dengan judul “Pendekatan Lean Thinking Guna Mereduksi Waste Di PT. Jakarana Tama”.
Penulis sangat menyadari bahwa masih terdapat banyak kekurangan di dalam tugas sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran yang membangun dari pembaca demi menyempurnakan Laporan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini bermanfaat.
Universitas Sumatera Utara
Medan, Juli 2012
Penulis
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Kepada kedua orang tua tercinta (H. Hasnan Nasution dan Hj. Syamsiah Pulungan) dan adik (Ari Shinyok dan Rizki Atika) penulis yang telah memberikan semangat dan bantuan kepada penulis, sehingga penulis dapat menyelesaikan penelitian ini.
2. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
3. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
4. Bapak Prof. Dr. Ir. A Rahim Matondang, MSIE. selaku Dosen Pembimbing I atas kesediaannya meluangkan waktu untuk membimbing dan memberikan arahan kepada penulis dalam penulisan laporan.
5. Ibu Ir. Nurhayati Sembiring MT selaku Dosen Pembimbing II atas kesediaannya meluangkan waktu untuk membimbing dan memberikan arahan kepada penulis dalam penulisan laporan.
7. Seluruh Staf Pengajar dan Pegawai Administrasi Departemen Teknik Industri, Bang Mijo, Bang Nurmansyah, Kak Dina, Bang Ridho, Buk Ani, Bang Kumis, Kak Rahma yang telah membantu mengurus keperluan administrasi.
8. Bapak Taufik selaku Pembimbing Lapangan PT. Jakarana Tama yang memberikan dukungan dan informasi mengenai kondisi pabrik.
9. Kepada sahabat-sahabat penulis Star Item, Dinda Racon, Tyung, Julpan, Ade, Ombes, Habib, Lae David, Erwin, Olis, Dicky, Kenzo, Kibo, Culo, Mamam, Robert, Armen yang selalu memberikan semangat dan motivasi dalam suka dan duka selama kuliah.
10. Special thanks kepada Trian Adhari yang selalu memberikan semangat dan dukungan dalam penulisan laporan ini.
ABSTRAK
PT. Jakarana Tama adalah perusahaan yang memproduksi mie instan yang salah satu jenis produk yang dihasilkan adalah Mie GAGA 100 dari berbagai macam jenis mie instan yang dihasilkan. PT. Jakarana Tama mengalami permasalahan yaitu terjadinya pemborosan (waste) yang dilihat dari ditemukannya produk cacat (defect) yang dihasilkan. Akibatnya perusahaan dapat mengalami kerugian berupa pengeluaran biaya
(cost) yang besar dan kualitas produk yang dihasilkan tidak sesuai dengan standar kualitas. Untuk mengurangi pemborosan tersebut diperlukan suatu metode yang bertujuan untuk mengeliminasi pemborosan (waste) dalam proses produksi dan mengidentifikasi faktor-faktor yang mempengaruhi kinerja operator dalam meningkatkan efektivitas kerja operator dan mencegah masalah-masalah tersebut.
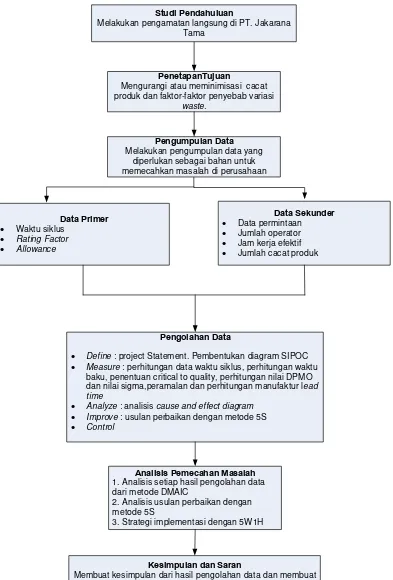
Lean Thinking adalah suatu metode terus menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang atau jasa) agar memberikan nilai kepada pelanggan (customer value). Langkah pertama yang dilakukan adalah mengumpulkan data cacat produk dan aktivitas-aktivitas pembuatan mie instan. Langkah kedua adalah mengidentifikasi aktivitas yang tidak memberikan nilai tambah (non value added activity) dan jumlah produk cacat. Langkah ketiga adalah menentukan critical to quality (CTQ) yang dominan dan perhitungan menufacturing lead time dengan menjalankan metode DMAIC. DMAIC yaitu Define untuk mengidentifikasi masalah, Measure untuk menentukan masalah dalam membantu menemukan critical to quality dari waste tersebut, Analyze berisi tentang cause-effect diagram untuk membantu menemukan permasalahan utama penyebab terjadinya waste, Improve yaitu metode 5S untuk membantu dalam menentukan alternatif usulan perbaikan yang akan diberikan dan selanjutnya dikendalikan pada tahap Control. Penelitian yang dilakukan bersifat action research yang bertujuan untuk mendapatkan suatu rancangan aliran proses produksi yang baru dengan mengidentifikasi waste.
Hasil yang diperoleh dari perhitungan nilai DPMO dan nilai σ (sigma) untuk persentase kecacatan terbesar adalah 31.54% yaitu pada mie hancur patah. Dari perhitungan reduksi pada proses mie instan didapat hasil sebelum reduksi adalah 51% dengan 30 aktivitas dan sesudah reduksi menjadi 49% dengan 28 aktivitas dan nilai value to waste ratio sebesar 113%. Faktor yang menyebabkan banyaknya produk cacat adalah operator yang kurang teliti, kurangnya pengawasan, umur mesin yang sudah tua dan lingkungan kerja yang kurang baik. Untuk mengurangi cacat produk tersebut digunakan metode 5S seperti pemilihan barang-barang yang tidak diperluakn dan yang diperluakan, penataan peralatan dan stasiun kerja yang digunakan, pada proses pembersihan yaitu untuk menciptakan lingkungan yang sehat dan nyaman dan proses pemantapan dan pembiasaan berupa pekerjaan yang dilakukan secara terus-menerus dan berulang-ulang sehingga menjadi suatu kebiasaan. Dari kajian penerapan 5S diharapkan tingkat kecacatan berkurang menjadi zero waste (0%) dan value to waste ratio mencapai minimum 30% sehingga produktivitas kerja akan semakin meningkat.
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR... xiv
I. PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Masalah ... I-3 1.3. Tujuan dan Manfaat ... I-3 1.4. Batasan Masalah dan Asumsi ... I-4 1.5. Manfaat Penelitian ... I-4 1.6. Sistematika Laporan ... I-5
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5.4. Sistem Pengupahan dan Fasilitas Pendukung ... II-8 2.5.4.1. Sistem Pengupahan ... II-8 2.5.4.2. Jaminan Sosial ... II-9 2.6. Proses Produksi ... II-10
2.6.1. Bahan yang Digunakan ... II-10 2.6.1.1. Bahan Baku ... II-11 2.6.1.2. Bahan Tambahan ... II-12 2.6.1.3. Bahan Penolong ... II-13 2.6.2. Uraian Proses ... II-14 2.7. Mesin dan Peralatan ... II-21 2.7.1. Mesin ... II-21 2.7.1.1. Mesin Pada Produksi ... II-21 2.7.2. Peralatan ... II-28
III. LANDASAN TEORI ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Rancangan Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Kerangka Konseptual Penelitian ... IV-2 4.5. Defenisi Operasional ... IV-2 4.6. Instrumen Penelitian ... IV-3 4.7. Sumber Data ... IV-4 4.8. Metode Pengumpulan Data ... IV-4 4.9. Blok Diagram Prosedur Penelitian ... IV-5 V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
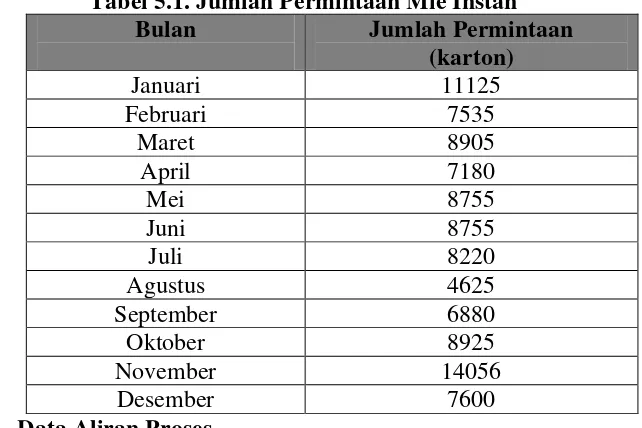
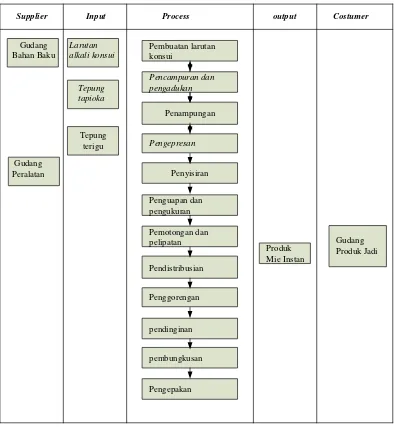
5.1. Pengumpulan Data ... V-1 5.1.1. Data Jumlah Permintaan ... V-1 5.1.2. Data Aliran Proses ... V-2 5.1.3. Penilaian Rating Factor Operator ... V-4 5.1.4. Data Waktu Proses ... V-4 5.1.5. Allowance ... V-5 5.1.6. Data Atribut Kualitas Produk ... V-5 5.2. Pengolahan Data ... V-5 5.2.1. Tahap Define ... V-6 5.2.1.1.Project Statement ... V-6 5.2.1.2. Diagram SIPOC(Supplier-Input-Process-
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3. Tahap Analyze ... V-23 5.2.3.1. Analisis Cause & Effect Diagram ... V-23
5.2.3.1.1. Diagram Cause & Effect Diagram Mie
Hancur Patah ... V-23 5.2.3.1.2. Diagram Cause & Effect Diagram
Etiket rusak ... V-24 5.2.3.1.3. Diagram Cause & Effect Diagram
Cemaran ... V-24 5.2.3.1.4. Diagram Cause & Effect Diagram Mie
Mentah ... V-25 5.2.3.1.5. Diagram Cause & Effect Diagram Mie
Gosong ... V-25 5.2.4. Improve (Tahap Perbaikan) ... V-26 5.2.5. Control (Tahap Pengendalian) ... V-26 5.2.6.Peramalan Jumlah Permintaan Produk ... V-26 5.2.7.Identifikasi Waste dengan Process Activity Mapping ... V-37 5.2.8.Perhitungan Manufacturing Lead Time ... V-40
5.2.9.Perhitungan Value to Waste Ratio dan Process Cycle Efficiency ... V-40
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VII. KESIMPULAN DAN SARAN ... VII-1
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja pada PT. Jakarana Tama ... II-7 3.1. Era yang Berbeda pada Industri Otomotif (Diadaptasi dari The
Machine That Change The World) ... III-4 3.2. Lambang-Lambang yang digunakan pada Peta Kategori Proses ... III-20 3.3. The Seven Stream Mapping Tools ... III-28 3.4. Sumber - Sumber The Seven Stream Mapping Tools ... III-29 3.5. Tingkat Kepercayaan ... III-33 3.6. Tingkat Ketelitian ... III-33 5.1. Jumlah Permintaan Mie Instan ... V-1 5.2. Akivitas-aktivitas Pembuatan Mie instan ... V-3 5.3. Data Pengamatan Waktu Siklus ... V-5 5.4. Data Total Kecacatan Gaga 100 Periode September s/d Desember
2011 ... V-6 5.5. Rekapitulasi Uji Keseragaman dan Waktu Siklus Produk Mie
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
ABSTRAK
PT. Jakarana Tama adalah perusahaan yang memproduksi mie instan yang salah satu jenis produk yang dihasilkan adalah Mie GAGA 100 dari berbagai macam jenis mie instan yang dihasilkan. PT. Jakarana Tama mengalami permasalahan yaitu terjadinya pemborosan (waste) yang dilihat dari ditemukannya produk cacat (defect) yang dihasilkan. Akibatnya perusahaan dapat mengalami kerugian berupa pengeluaran biaya
(cost) yang besar dan kualitas produk yang dihasilkan tidak sesuai dengan standar kualitas. Untuk mengurangi pemborosan tersebut diperlukan suatu metode yang bertujuan untuk mengeliminasi pemborosan (waste) dalam proses produksi dan mengidentifikasi faktor-faktor yang mempengaruhi kinerja operator dalam meningkatkan efektivitas kerja operator dan mencegah masalah-masalah tersebut.
Lean Thinking adalah suatu metode terus menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang atau jasa) agar memberikan nilai kepada pelanggan (customer value). Langkah pertama yang dilakukan adalah mengumpulkan data cacat produk dan aktivitas-aktivitas pembuatan mie instan. Langkah kedua adalah mengidentifikasi aktivitas yang tidak memberikan nilai tambah (non value added activity) dan jumlah produk cacat. Langkah ketiga adalah menentukan critical to quality (CTQ) yang dominan dan perhitungan menufacturing lead time dengan menjalankan metode DMAIC. DMAIC yaitu Define untuk mengidentifikasi masalah, Measure untuk menentukan masalah dalam membantu menemukan critical to quality dari waste tersebut, Analyze berisi tentang cause-effect diagram untuk membantu menemukan permasalahan utama penyebab terjadinya waste, Improve yaitu metode 5S untuk membantu dalam menentukan alternatif usulan perbaikan yang akan diberikan dan selanjutnya dikendalikan pada tahap Control. Penelitian yang dilakukan bersifat action research yang bertujuan untuk mendapatkan suatu rancangan aliran proses produksi yang baru dengan mengidentifikasi waste.
Hasil yang diperoleh dari perhitungan nilai DPMO dan nilai σ (sigma) untuk persentase kecacatan terbesar adalah 31.54% yaitu pada mie hancur patah. Dari perhitungan reduksi pada proses mie instan didapat hasil sebelum reduksi adalah 51% dengan 30 aktivitas dan sesudah reduksi menjadi 49% dengan 28 aktivitas dan nilai value to waste ratio sebesar 113%. Faktor yang menyebabkan banyaknya produk cacat adalah operator yang kurang teliti, kurangnya pengawasan, umur mesin yang sudah tua dan lingkungan kerja yang kurang baik. Untuk mengurangi cacat produk tersebut digunakan metode 5S seperti pemilihan barang-barang yang tidak diperluakn dan yang diperluakan, penataan peralatan dan stasiun kerja yang digunakan, pada proses pembersihan yaitu untuk menciptakan lingkungan yang sehat dan nyaman dan proses pemantapan dan pembiasaan berupa pekerjaan yang dilakukan secara terus-menerus dan berulang-ulang sehingga menjadi suatu kebiasaan. Dari kajian penerapan 5S diharapkan tingkat kecacatan berkurang menjadi zero waste (0%) dan value to waste ratio mencapai minimum 30% sehingga produktivitas kerja akan semakin meningkat.
BAB I
PENDAHULUAN
1.1. Latar Belakang PermasalahanDalam era globalisasi persaingan semakin kompetitif sehingga perusahaan yang bergerak di bidang manufaktur maupun jasa harus mampu berkompetisi. Industri yang bergerak di bidang manufaktur maupun jasa harus mampu mengoptimalkan sumber daya yang dimiliki. Selain itu harapan pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi kuantitas maupun kualitas. Untuk memenuhi harapan tersebut hendaknya perusahaan melakukan perbaikan secara terus-menerus untuk meningkatkan kualitas perusahaannya dengan selalu berusaha untuk meminimalisasi ketidaksesuaian, pemborosan, dan meningkatkan efisiensi dari keseluruhan proses produksi.
untuk membuat daerah kerja seefisien mungkin guna membangkitkan semangat karyawan dalam bekerja untuk dapat menghasilkan produk yang berkualitas sehingga dapat memuaskan pelanggan.
PT. Jakarana Tama merupakan perusahaan yang bergerak dalam industri makanan yang mengolah tepung sebagai bahan baku menjadi mie instan /mie kering. Dalam hal ini setiap pekerja diharapkan dapat meningkatkan produktivitas kerja mereka masing-masing dalam menyelesaikan tugas dan tanggung jawab mereka terhadap PT. Jakarana Tama.
(non value added activity) mencapai minimum 30% dari waktu proses atau kegiatan secara keseluruhan.
Adanya pemborosan (waste) tersebut, maka akan mengakibatkan lamanya waktu produksi yang diperlukan perusahaan untuk menghasilkan sejumlah produk sehingga jumlah produk yang dihasilkan tidak sesuai target perusahaan. Jika produk yang dihasilkan berjumlah kecil, maka perusahaan akan kesulitan dalam memenuhi permintaan pelanggan pada waktu yang telah ditentukan. Untuk menghindari kejadian tersebut, perusahaan harus mempercepat waktu produksi dan mengurangi jumlah kecacatan produk yang terjadi selama proses produksi berlangsung.
1.2. Rumusan Masalah
Berdasarkan uraian latar belakang permasalahan di atas maka dapat dirumuskan permasalahannya yaitu:
1. Apa penyebab terjadinya pemborosan (waste) pada cacat produk ?
2. Bagaimana solusi untuk mengatasi pemborosan (waste) pada proses produksi? 3. Bagaimana strategi implementasi yang tepat untuk mengatasi pemborosan
(waste) pada perusahaan?
1.3. Tujuan Penelitian
memberikan masukan kepada perusahaan untuk mengurangi pemborosan (waste). Tujuan khusus pada penelitian ini adalah mendapatkan suatu rancangan usulan perbaikan dengan menggunakan pendekatan lean thinking dengan metode DMAIC (Define, Measure, Analyze, Improve, Control) dalam meningkatkan kecepatan proses produksi dengan mengidentifikasi dan mengurangi aktivitas-aktivitas yang tidak memberikan nilai tambah (non value added activities) serta aplikasi metode 5S untuk membantu menyelesaikan masalah-masalah yang terjadi di lantai produksi.
1.4. Batasan Masalah dan Asumsi
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain : 1. Penelitian dilakukan pada proses produksi di PT. Jakarana Tama
2. Data yang diambil hanya pada proses produksi mie instan di PT. Jakarana Tama Medan sedangkan bumbu diproduksi dari perusahaan PT. Jakarana Tama Bogor.
3. Waste yang diamati yaitu cacat produk (defect).
4. Pengujian waktu hanya digunakan untuk data waktu proses produksi sedangkan data lainnya diambil dari data historis perusahaan.
5. Didalam penelitian ini tidak dilakukan perhitungan biaya. Sedangkan asumsi yang dilakukan adalah sebagai berikut: 1. Proses produksi berlangsung normal.
3. Operator yang diamati hanya mengerjakan kegiatan proses produksi mie instan.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian, antara lain: 1. Bagi Mahasiswa.
Menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh saat kuliah serta membandingkan teori ilmiah yang diperoleh dengan permasalahan perusahaan.
2. Bagi Perusahaan
Memberi masukan bagi perusahaan dalam pemberian rancangan perbaikan pada aliran proses produksi yang ada pada saat sekarang ini. Sehinggadengan adanya penelitian ini dapat digunakan sebagai acuan untuk mengurangi
kecacatan produk pada proses produksi.
1.6. Sistematika Penulisan
Adapun penulisan penelitian ini adalah sebagai berikut : BAB I. PENDAHULUAN
Menguraikan latar belakang masalah, rumusan masalah, tujuan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, asumsi-asumsi serta sistimatika penulisan yang digunakan.
Menjelaskan secara ringkas berbagai atribut dari perusahaan yang menjadi obyek penelitian antara lain sejarah perusahaan, struktur organisasi, bidang usaha, dan sebagainya.
BAB III. LANDASAN TEORI
Menyajikan teori-teori yang diperlukan dan mendukung untuk menyelesaikan masalah dengan menggunakan literatur yang berkaitan dengan permasalahan yang dibahas dalam penelitian.
BAB IV. METODOLOGI PENELITIAN
Menampilkan langkah-langkah penelitian dari awal sampai akhir laporan tugas penelitian serta menjelaskan tiap tahapan secara ringkas disertai diagram alirnya untuk mencapai tujuan.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Memuat data primer dan data sekunder yang diperoleh dari pengamatan pada proses produksi sebagai bahan untuk melakukan pengolahan data sebagai dasar untuk memecahkan masalah.
BAB VI. ANALISIS DAN EVALUASI
Menganalisis hasil pengolahan data dan pemecahan masalah yang terjadi. Dalam analisis ini dibahas mengenai hasil perhitungan cacat produk dan rancangan perbaikan yang akan dilakukan.
BAB VII. KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Jakarana Tama merupakan perusahaan swasta nasional yang bergerak dalam bidang industri makanan yang didirikan resmi pada tanggal 5 Juli 1993 yang berpusat di Ciawi, Bogor. Dalam memasarkan produknya PT. Jakarana Tama bekerja sama dengan PT. Wicaksana Overseas Internasional sebagai distributor yang merupakan salah satu perusahaan jasa distributor yang ikut menikmati pertumbuhan mie instan di Indonesia.
Industri mie instan di Indonesia dimulai dari tahun 1970. Dalam jangka waktu 10 tahun mie instan di Indonesia hanya diproduksi oleh satu atau dua perusahaan saja. Seiring dengan semakin majunya perekonomian di Indonesia menyebabkan pertumbuhan industri mie instan semakin pesat sehingga mendukung adanya pengembangan produk mie instan tersebut. Hal ini terlihat pada konsumsi per kapita pada awal tahun 1993 menjadi ± 2,25 bungkus per kapita dengan omzet Rp. 1,2 triliun per tahun.
Dengan semakin meningkatnya permintaan konsumen menyebabkan banyak perusahaan-perusahaan baru yang menanamkan modalnya untuk mengembangkan industri mie instan.
Perusahaan ini kemudian melihat perkembangan yang pesat terhadap produknya, dimana banyak permintaan terhadap produk tersebut yang datangnya dari pulau Jawa yang seringkali tidak dapat dipenuhi, baik dalam jumlah maupun dari segi waktu. Untuk memenuhi permintaan yang datangnya dari luar Pulau Jawa tersebut, khususnya dari Pulau Sumatera maka didirikan pabrik yang berlokasi di Medan, yang mulai dibangun pada bulan November tahun 1992.
2.2. Ruang Lingkup Usaha
PT. Jakarana Tama, Tanjung Morawa merupakan salah satu perusahaan yang bergerak dalam bidang industri makanan dengan mengolah tepung sebagai bahan baku menjadi mie instan kemasan/mie kering.
Keanekaragaman produk dari PT. Jakarana Tama merupakan hasil kerja keras dan penelitian yang dilakukan oleh bagian pengembangan produk. Adapun produk mie instan yang telah diluncurkan oleh PT. Jakarana Tama di pasar domestik pada saat ini adalah mie instan dengan merk Gaga Mie 100 dan Gaga Mie 1000.
dengan mendatangkan dari Ciawi, yang mampu memproduksi sebanyak yang dibutuhkan.
PT. Jakarana Tama, Tanjung Morawa menitikberatkan produksinya pada produk mie instan, dengan memproduksi berbagai jenis mie instan yaitu :
1. Gaga mie 100 Ayam Bawang 2. Gaga mie 100 Soto Mi 3. Gaga mie 100 Kaldu Ayam 4. Gaga mie 100 Goreng Spesial 5. Gaga mie 100 Goreng Extra Pedas 6. Gaga mie 1000 Ayam Bawang 7. Gaga mie 1000 Rasa Soto 8. Gaga mie 1000 Goreng Spesial 9. Gaga mie 1000 Kaldu Ayam
2.3. Lokasi Perusahaan
PT. Jakarana Tama, Tanjung Morawa berlokasi di Jalan Raya Medan Tanjung Morawa KM. 9,5 Kelurahan Timbang Deli Amplas, Medan, Sumatera Utara.
2.4. Daerah Pemasaran
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi
Factory Manager
TEKNIK SPV SENIOR
PRODUKSI SPV
SENIOR KEPALA PERSONALIA
(HRD) UTILITY SPV KASEK. WORK SHOP SPV. PROD SHIFT A KOORD. PROD SHIFT B Teknik Field SPV. PROD SHIFT B Opr. Bubut Opr. Scrap Opr. Mixer Opr. Press Opr. Fryer Opr. Packing Seksi Pay Roll Seksi GA Seksi Keamanan Seksi Opr. Seksi Administrasi Seksi Medis Seksi Analis QC Pe-racikan QC Field QC Raw Material WARE HOUSE SPV PPIC SPV QC SPV Seksi Sanitasi Seksi gudang bahan jadi Seksi gudang bahan baku
Sumber: PT. Jakarana Tama
2.5.2. Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan orang-orang yang memegang jawaban tertentu dalam organisasi, dimana masing-masing melaksakan tugas dan tanggung jawab yang sesuai dengan jabatannya. Dapat dilihat pada Lampiran.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
2.5.3.1.Jumlah Tenaga Kerja
Tenaga kerja merupakan sumber daya yang paling menentukan bagi perusahaan karena pada prinsipnya sumber daya manusia bagian integral dari unsur-unsur manajemen. Setiap jabatan atau pekerjaan memerlukan persyaratan minimal dari personil yang menjabatnya. Persyaratan ini harus dipenuhi agar setiap tugas dalam jabatan tersebut dapat diselesaikan dengan baik.
Tabel 2.1. Jumlah Tenaga Kerja Pada PT Jakarana Tama, Tanjung Morawa
No Bagian
Jenis Kelamin
Jumlah
Pria Wanita
1. HRD 21 4 24
2. Accounting 2 2 4
3. Sales/Marketing 10 2 12
4. Purchasing 1 - 1
5 Quality Control 7 6 12
6 Gudang Bahan Jadi 12 1 13
7 Gudang Bahan Baku 11 1 12
8 Produksi 77 179 256
9 Anodle 6 4 10
10 Teknik 13 1 14
11 PPIC 1 - 1
Jumlah Karyawan 161 200 361
Sumber : PT. Jakarana Tama
2.5.3.2.Jam Kerja
Jam kerja pada perusahaan ini secara umum dibagi atas 2 shift. Pembagian jam kerja ini hanya berlaku untuk bagian pabrik dan satpam dengan perincian: 1. Kantor
Pukul 08.00 – 12.00 WIB (Bekerja) Pukul 12.00 – 13.00 WIB (Istirahat) Pukul 13.00 – 16.00 WIB (Bekerja) Untuk Hari Sabtu
Pukul 08.00 – 12.00 WIB (Bekerja) Hari Minggu adalah hari libur 2. Pabrik
Senin sampai Sabtu diatur dalam 2 shift sebagai berikut:
- Shift I bertugas mulai pukul 08.00 WIB sampai dengan 16.00 WIB - Shift II bertugas mulai pukul 16.00 WIB sampai dengan 24.00 WIB 3. Khusus karyawan keamanan dibagi dalam satu kelompok 4 orang. Untuk
setiap kelompok dilakukan pergantian tiap 12 jam dari hari Senin sampai Minggu
2.5.4. Sistem Pengupahan dan Fasilitas Pendukung
2.5.4.1.Sistem Pengupahan
Besarnya gaji/upah untuk setiap karyawan ditentukan menurut tingkat golongannya.
tentunya didasarkan pada data-data masing-masing pekerja ada kerja lembur atau tidak.
Disamping upaqh tersebut perusahaan juga memberikan subsidi konsumsi karyawannya satu kali setiap hari kerja untuk masing-masing shift, sebanyak Rp.5.500,- per orang dan uang transportasi Rp. 3.000,- per orang. Perusahaan juga memberi tambahan gaji kepada karyawan berdasarkan intensif yang besarnya ditentukan berdarkan prestasi dan lamanya kerja.
2.5.4.2.Jaminan Sosial
Untuk menolong karyawannya agar bekerja lebih giat dalam meningkatkan prestasinya, perusahaan memberikan jaminan social dalam tunjangan antara lain:
1. Asuransi
a. Asuransi Tenaga Kerja 1. Jaminan Hari Tua 2. Dana Pensiun
3. Santunan Hari Tua
4. Asuransi Kecelakaan Kerja 5. Asuransi Kematian
6. Asuransi Jaminan Sosial Tenaga Kerja (Jamsostek) kepada semua karyawan berupa jaminan kecelakaan, kematian, dan hari tua.
2. Tunjangan
Setiap tahunnya karyawan juga mendapat Tunjangan Hari Raya (THR) dan paket Hari Raya yang beragama Islam dan paket Tahun Baru bagi yang beragama Kristen.
b. Tunjangan jabatan/fungsional c. Tunjangan hari tua
d. Tunjangan Sosial dalam kemalangan maupun sukacita e. Tunjangan kesehatan karyawan dan keluarga, yaitu:
1. Berobat ke dokter yang ditunjuk perusahaan 2. Rawat inap
3.Perawatan gigi
2.6. Proses Produksi
Proses produksi didefinisikan sebagai suatu cara, metode dan teknik-teknik mengubah sumber atau input menjadi hasil atau output, sehingga hasil yang berupa barang atau jasa serta hasil sampingannya memberi nilai tambah atau nilai guna yang berarti. Pengolahan atau pengubahan pada proses tersebut dapat terjadi secara fisik maupun nonfisik yang berupa bentuk.
2.6.1. Bahan yang Digunakan
2.6.1.1.Bahan Baku
Bahan baku merupakan bahan yang paling penting digunakan dalam pembuatan suatu produk dimana keberadaan bahan tersebut mempengaruhi nilai produk. Dengan kata lain, bahan baku adalah bahan utama dalam pembuatan produk.
a. Tepung Terigu
Tepung terigu merupakan bahan baku utama dalam proses pembuatan mie
instan. Dalam membuat satu adonan atau satu adukan dibutuhkan 225 kg (9 sak @ 25 kg) tepung terigu satu adonan ini dapat menghasilkan sekitar
4000 bungkus mie atau ± 100 sak/hari yang didatangkan dari Surabaya PT. Bogasari dengan proses kedatangan seminggu.
b. Tepung Tapioka
Tepung tapioka berfungsi sebagai bahan baku yang ditambahkan pada tepung terigu yang dapat membuat adonan menjadi kenyal pada setiap keping mie blok.
c. Bumbu penyedap dan sauce
glutamate, rasa daging ayam, garam, hidrolisa, protein sayur, bumbu seledri, kecap, bumbu bawang putih dan daun bawang.
2.6.1.2.Bahan Tambahan
Bahan tambahan merupakan bahan-bahan yang dibutuhkan guna menyelesaikan suatu produk atau suatu bahan yang ditambahkan pada produk dimana keberadaannya sebagai bahan pelengkap dan merupakan bagian dari produk akhir. Dengan kata lain, bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai pelengkap bahan baku untuk sama-sama membentuk barang jadi, dimana komponen bahan tambahan ini biasanya tidak dapat dibedakan secara jelas pada barang jadi tersebut.
Bahan tambahan yang digunakan dalam proses pembuatan mie instan adalah sebagai berikut :
a. Etiket atau pembungkus
Etiket atau pembungkus terbuat dari plastik yang telah diberi merek berbagai jenis dan rasa mie yang hendak dibungkus. Etiket ini dibuat berbentuk roll gulungan yang telah disesuaikan dengan keadaan mesin pembungkus.
b. Kotak karton
Kotak karton digunakan untuk mengepak mie yang telah dibungkus pada masing-masing etiket yang memuat 40 bungkus.
c. Selotif
Selotif digunakan untuk merekatkan tutup kotak karton satu sama lain.
2.6.1.3.Bahan Penolong
Bahan penolong merupakan bahan-bahan yang digunakan dalam proses produksi yang dikenakan langsung terhadap bahan baku yang sifatnya hanya membantu atau mendukung kelancaran proses produksi dan bahan ini bukan bagian dari produk akhir. Bahan penolong ini tidak tampak pada barang jadi. Bahan penolong yang digunakan adalah :
a. Natrium polipospat (NaH2PO4)
Natrium polipospat (NaH2PO4) berfungsi untuk membuat adonan menjadi kenyal dan bersatu.
b. Natrium karbonat (Na2CO3)
Natrium karbonat (Na2CO3) berfungsi sebagai pengembang dalam proses pembuatan mie instan.
c. Potassium karbonat
Potassium karbonat berfungsi untuk membuat adonan menjadi kenyal dan
bersatu
d. Karboksimetil selulosa
Karboksimetil selulosa berfungsi untuk membuat adonan menjadi kenyal dan
e. Tetrazine (CL 19140)
Tetrazine (CL 19140) berfungsi sebagai bahan pewarna untuk pembuatan mie
instan, agar mie tersebut tampak menarik. f. Garam (NaCl)
Garam digunakan untuk memberikan rasa asin terhadap mie. g. Air
Dalam proses pembuatan mie, air berfungsi untuk melarutkan zat-zat yang digunakan serta menjadikan adonan dapat bercampur secara homogen. Air berasal dari sumur pompa yang ditampung dalam tangki penyaring atau filter yang akan menyaring kotoran-kotoran sehingga dihasilkan air yang jernih, tidak berwarna, tidak berbau dan tidak berasa.
h. Minyak goreng
Minyak goreng berfungsi untuk menggoreng mie yang sudah diadon dan dibentuk dalam mangkok-mangkok penggorengan. Minyak goreng yang dipakai harus mempunyai titik didih yang tinggi dan mengandung lemak rendah, sehingga hasil produksi tidak berbau tengik dan dapat bertahan lama. Minyak goreng didatangkan dari PT. Asianagro Tanjung Balai.
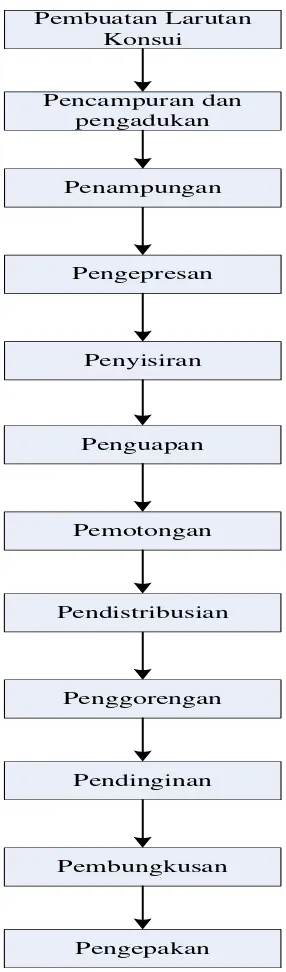
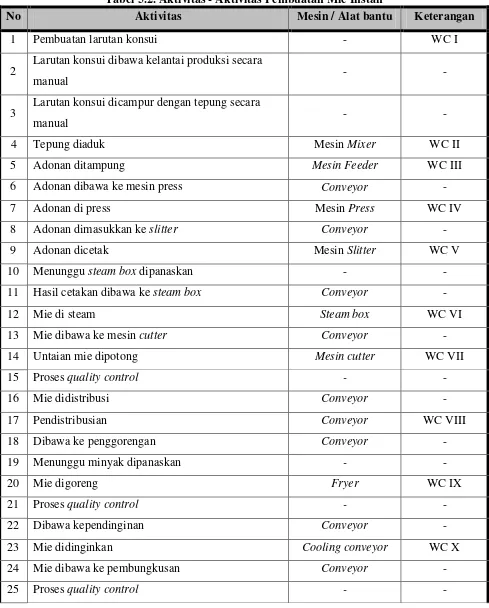
2.6.2. Uraian Proses
Uraian proses produksi pembuatan mie instan adalah sebagai berikut: 1. Pembuatan Larutan Konsui
formula-formula yang dimaksud adalah komposisi dari sodium polipospat, sodium karbonat, garam, karboksimentil, selulosa, tetrazine yang berfungsi untuk
memberi warna, mengatur keasaman, mengentalkan dan member rasa dari mie yang dibuat. Dikatakan larutan alkali karena bersifat basa dengan pH 9-10. Pencampuran dan pengadukan larutan alkali ini dilakukan di tangki konsui selama ± 1 jam sehingga larutan homogen, lalu larutan ini dialirkan ke mesin mixer. Untuk satu adonan dibutuhkan 70 liter larutan alkali.
Larutan alkali ini digunakan untuk campuran dalam pengadukan tepung terigu dan tepung tapioka menjadi adonan pembentuk mie di mesin mixer.
2. Pencampuran Pengadukan di Mesin Mixer
Tepung terigu sebanyak 9 sak (225 kg) dan tepung tapioca sebanyak 10 kg yang berada di lantai I lantai produksi dipompakan melalui screw conveyor ke mesin mixer yang berada pada lantai II.
3. Penampungan di Mesin Feeder
Bila pencampuran selesai yang berarti telah terbentuk adonan yang baik menurut standar produk maka tutup bagian bawah (damper) mesin mixer terbuka dan adonan ditampung oleh mesin feeder yang berada tepat di bawah mesin mixer di lantai I, sehingga adonan dapat berpindah hanya dengan menggunakan gaya gravitasi.
Mesin feeder ini berfungsi sebagai tempat penampungan adonan untuk diratakan dan juga untuk mengatur jumlah adonan yang akan di press, agar adonan yang akan di press rata.
Proses kerja mesin feeder ini diatur melalui sebuah panel control sehingga proses dapat berjalan secara kontiniu selama masih ada adonan di dalam mesin ini. Mesin ini juga dilengkapi sensor infra merah, yang akan mengatur jumlah adonan yang akan jatuh ke mesin press.
4. Pengepresan di Mesin Press
Lebar lembaran adonan adalah 80 cm dan lembaran yang dihasilkan tidak boleh putus atau berlubang, bersifat elastis dan tidak tegang.
5. Penyisiran di Mesin Slitter
Mesin slitter atau penyisir terletak tepat berada di ujung mesin press. Lembaran adonan yang keluar dari roller terakhir mesin press akan masuk ke mesin slitter (penyisir). Kemudian lembaran dipotong-potong menjadi mie yang berukuran sekitar 1 mm dengan mesin slitter. Kemudian mie diuntai (dibuat bergelombang) dengan menampung mie hasil sisiran dari slitter pada conveyor dengan kecepatan yang lebih kecil dari kecepatan keluaran potongan-potongan mie dari mesin slitter.
Kecepatan yang lebih kecil atau lebih lambat ini dibuat dengan tujuan agar potongan-potongan mie menjadi menumpuk, sehingga mie menjadi mengendur dan akhirnya bergelombang dan keriting. Selanjutnya mie dilewatkan pada alat pemisah yang berbentuk roda-roda yaitu alat-alat yang membagi-bagi mie menjadi 5 bagian. Perbedaan kecepatan dari motor conveyor dengan motor slitter juga digunakan untuk menentukan berat mie yang akan diproduksi. Jika conveyor bergerak lambat maka gelombang mie akan rapat yang berarti akan semakin berat dan sebaliknya.
6. Penguapan atau Pengukuran di Steam Box
yang dialirkan dari boiler dan dilewati mie selama 1 menit. Disini dimasak dengan cara mengukur karena hanya menggunakan uap panas atau tanpa kontak dengan api. Pengukuran mempunyai tujuan :
a. Mendapatkan mie dengan kematangan yang baik
b. Menghasilkan mie dengan tekstur yang empuk dan elastis
c. Mempercepat pemasakan mie pada saat dikonsumsi oleh konsumen.
Kemudian dari steam box untaian mie dilewatkan melalui 2 unit kipas angin (fan) untuk menurunkan suhu dari mie agar dapat diproses pada proses selanjutnya.
7. Pemotongan dan Pelipatan di Mesin Cutter
Untaian mie yang dilewatkan melalui 2 unit kipas angin (fan) untuk menurunkan suhu dimaksudkan agar mie tidak terlalu lembek untuk dipotong dan dilipat dengan alat pelipat. Cutter ini terdiri dari pisau pemotong dan alat pelipat sendiri dari cangkul-cangkul pelipat.
8. Pendistribusian
Kemudian mie yang telah dilipat dijatuhkan ke conveyor distribusi yang membawa potongan-potongan mie conveyor penggorengan yang berisi mangkok-mangkok. Dalam letakkan mie dari bagian distribusi sering mie yang dijatuhkan tidak tepat pada mangkok karena kecepatan antara conveyor tidak sama. Untuk menghindari hal ini perusahaan menggunakan tenaga karyawan untuk mengatur atau meletakkan mie pada mangkok.
9. Penggorengan
Prinsip penggorengan mie adalah pengeringan mie basah dengan media minyak goreng pada temperatur tinggi sehingga mencapai kadar air tertentu dengan tujuan membentuk mie kering yang matang, renyah, gurih, tahan lama, dan siap dikemas. Mie yang dimasukkan ke dalam mangkok-mangkok penggorengan ditutup dengan jarring-jaring yang bertujuan untuk menjaga mie agar tidak mengembang melebihi ukuran yang diinginkan dan tidak mengapung saat digoreng.
Minyak yang telah dipakai untuk menggoreng lalu dialirkan kembali ke heat exchanger, agar panasnya tetap. Lalu dipompakan kembali ke penggorengan.
Lama penggorengan sekitar 2 menit. Mie keluar dari penggorengan dijatuhkan ke conveyor lain yang berbentuk jaring-jaring. Ini dimaksudkan untuk meniriskan sisa minyak dari penggorengan.
10. Pendinginan
Potongan-potongan mie yang telah digoreng kemudian dibawa ke mesin pedingin (cooling fan) dengan menggunakan conveyor. Pendinginan mie ini dilakukan di dalam cooling box dengan menghembuskan udara kearah mie melalui kipas angin yang ditempatkan sedemikian rupa di dalam cooling box. Adapun jumlah kipas angin yang berada dalam mesin pendingin adalah 20 unit.
Tujuan pendinginan mie adalah untuk mengeringkan minyak yang bersisa saat penggorengan. Sehingga mie menjadi benar-benar kering dan tidak berbau tengik dan tahan lama. Proses pendinginan berlangsung selama 2 menit. Temperatur ideal untuk produk akhir ialah pada temperatur kamar atau suhu sekitar 270C.
11. Pembungkusan
dan memeriksa mie yang layak dibungkus. Operator pengisian mie memeriksa agar setiap conveyor pada mesin pembungkus berisi mie. Selanjutnya operator pengisi bumbu memasukkan bumbu ke setiap mie sesuai dengan rasa dan jenis mie dan kemudian conveyor mie berjalan menuju pembungkus dimana plastik pembungkus telah ada pada mesin tersebut. Mesin ini dilengkapi dengan sensor yang member nomor produksi dari masing-masing mie dan tanggal penggunaan yang diperbolehkan. Pembungkusan ini mempunyai tujuan sebagai berikut : a. Melindungi produk dari kotoran debu dan bahan lain yang dapat mencemari. b. Mencegah proses oksidasi lebih lanjut dari oksigen yang berasal dari udara
dan sinar matahari.
c. Memberi daya tarik sehingga lebih mampu bersaing terhadap produk-produk sejenis lainnya.
d. Memberi informasi pada konsumen tentang cara penggunaan, kandungan gizi dan hak produk secara hukum.
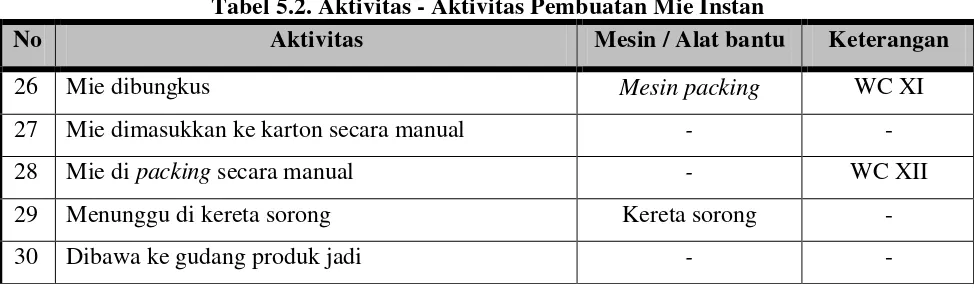
12. Pengepakan
2.7. Mesin dan Peralatan
2.7.1. Mesin
2.7.1.1. Mesin Pada Produksi
Mesin untuk proses produksi yang digunakan dalam pembuatan mie instan adalah sebagai berikut:
1. Mesin Screw Conveyor
Induction motor : 3 Unit
Type : 90-LG
Putaran : 910 rpm
Daya : 10 kW
Tegangan : 220/380 Volt
Fungsi : Untuk Menghisap tepung terigu dan tepung dan tepung tapioka oleh screw conveyor di dilantai I ke mixer di lantai II sebanyak 235 kg selama 3 menit.
2. Mixer
Induction motor : Super line
Type : SF-JR
Putaran : 1420 rpm
Daya : 11 kW
Fungsi : Untuk Mencapur dan menganduk tepung terigu bersama tepung tapioka dengan larutan alkali sampai menjadi adonan selama 15 menit
3. Mesin Feeder
Type : SF-JH
Putaran : 1420 rpm
Daya : 2,2 kW
Tegangan : 220 Volt
Fungsi : Menampung dan memecahkan gumpalan adonan ke mesin press.
Sparepart : a. Box transmisi b. Tali Kipas
c. Bearing dan rumah bearing d. Rantai double
e. Sprocket f. Motor feeder
g. Pulleyz pada motor feeder dan box tranmisi
4. Mesin Press (Roller)
Putaran : 1440 rpm
Daya : 5,5 kW
Tegangan : 380 Volt
b. Motor Press
c. Rantai double
d. Sprocket boss 5. Mesin Rolling Motor
Model : CM-6-800
Daya : 5,5 kW
Tegangan : 380 Volt Putaran : 1440 rpm
Fungsi : Menghindari terjadinya rongga-rongga pada lembar 6. Mesin Sliter
Asal : Jepang
Fungsi : Merubah bentuk lembaran menjadi untaian dengan cara menyisir.
Sparepart : a. Sliter
b. Boss pada sisir sliter c. Sprocket
7. Mesin Steam Box
Pressure gauge : 0-5 kg/cm2
Asal : Jepang dengan merek Tokyo Menki
Fungsi : Membasahi, mematangkan dan mengeringkan mie Sparepart : a. Box transmisi
d. Wire mash
e. Variable speed reduser
f. Sprocket boss g. Valve
h. Karet-karet steam box dan fan. 8. Mesin Cutter
Puturan : 1410 rpm Kuat Arus : 1,2 Amp
Daya : 0,4 kW
Tegangan : 220 Volt
Fungsi : Memotong dan melipat untaian mie menjadi kepingan mie.
Sparepart : a. Cangkulan b. Pisau potong c. Roll karet d. Sprocket cutter e. Bearing
f. Elektromotor
9. Mesin Fryer
Putaran : 1410 rpm
Daya : 2,2 kW
Kuat Arus : 1.2 Amp
Fungsi : Menggoreng mie dan memberi aroma mie 10. Mesin Cooling Conveyor
Fan : 10 Unit
FA 10 x 0,4 kW
CCV 800 x 120
Cooling conveyor : 1 Unit Putaran : 1420 rpm
Daya : 10,75 kW
Tegangan : 380 volt Kuat Arus : 1,2 Amp
Fungsi : Mendinginkan mie yang telah digoreng dan mengeringkannya.
Sparepart : a. Fan
b. Bearing
c. Sprocket
d. Cooling conveyor
f. Motor
11. Mesin Unit Packing
sehingga mie terbungkus dengan baik. Mesin ini juga memberi nomor produksi dan tanggal penggunaan yang diperbolehkan. Mesin ini berasal dari jepang dengan merek Tokiwa. Sparepart dari mesin packing ini adalah : 1. Film Holder
Film holder berfungsi sebagai tempat letak plastik pembungkus mie.
2. Forming Box
Forming box berfungsi menentukan lebar dari pembungkus sesuai dengan
produk. 3. Long Sealer
Long sealer berfungsi sebagai alat perekat pembungkus dengan
menggunakan elemen panas yang diatur oleh termokopel disuplai ke termocontrol dengan menggunakan arus listrik. Temperatur 2300 – 2500C. Kecepatan potong 105 potong per menit.
4. Follow up motor
Follow up motor berfungsi sebagai motor penggerak bila ada kesalahan pada
film holder. 5. Bag Length
Bag length berfungsi untuk mengetahui panjangnya pembungkus.
6. End Sealer Upper/and Sealer Lower
End sealer berfungsi sebagai alat perekat pembungkus dengan menggunakan
potong per menit. End sealer upper berguna untuk menutup pada bagian kiri dan kanan kemasan.
7. Discharge Conveyor
Discharge conveyor berfungsi sebagai pembawa mie untuk dibungkus.
8. Follow up timing
Follow up timing berfungsi sebagai penentuan letak pembukus suatu produk. 9. Data Printer
Data printer berfungsi sebagai data printer 10. Counter
Counter berfungsi untuk mengetahui jumlah produksi.
11. Tubbing Conveyor
Tubbing conveyor berfungsi sebagai alat penekan bumbu dan minyak
sebelum dibungkus. 12. Control Panel
Control panel berfungsi sebagai panel pengontrol.
13. Mark Sensor
Mark sensor berfungsi sebagai menentukan langkah pemotongan.
14. Stop Switch
Stop Switch berfungsi sebagai tombol untuk menghentikan infeed conveyor. 15. Main Motor
2.7.2. Peralatan
Untuk mendukung proses produksi diperlukan berbagai peralatan. Adapun jenis peralatan yang digunakan sebagai berikut:
1. Screw Conveyor
Screw Conveyor berfungsi mengangkat tepung terigu dan tepung tapioka dari
gudang bahan baku dilantai I ke lantai II. 2. Roller Conveyor
Roller conveyor berfungsi untuk mengangkut mie yang telah dikemas. 3. Net Conveyor
Net conveyor berfungsi untuk mengangkut mie yang telah dipotong ke fryer.
4. Cooling Conveyor.
Cooling conveyor berfungsi untuk mengangkut mie yang telah digoreng ke
cooling fan. 5. Plat Conveyor
Plat conveyor berfungsi untuk mengangkut mie yang telah dikeringkan ke
bagian pembungkus. 6. Belt Conveyor
Belt conveyor berfungsi untuk mengangkut mie yang telah dibungkus ke
bagian pengepakan. 7. Kereta Sorong
8. Forklift
Forklift berfungsi untuk mengangkut karton mie dari gudang bahan jadi ke
truk.
BAB III
LANDASAN TEORI
3.1. Konsep Lean
3.1.1. Defenisi Lean
Defenisi lean berdasarkan kamus bahasa Inggris diartikan sebagai perampingan, ataupun sesuatu yang tidak sesuai dengan proporsi dasarnya. Dalam bukunya Lean Thinking, Jaures Womack dan Daniet Jones mendefinisikan lean manufacturing sebagai suatu proses yang terdiri dari lima langkah: mendefinisikan nilai bagi pelanggan, menetapkan value stream, membuatnya “mengalir'', "ditarik" oleh pelanggan, dan berusaha keras untuk mencapai yang terbaik. Untuk menjadi perusahaan manufaktur yang lean diperlukan suatu pola pikir yang terfokus pada membuat produk mengalir melalui proses penambahan nilai tanpa interupsi (one-piece flow), suatu sistem “tarik" yang berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang diambil oleh proses berikutnya dalam interval yang singkat, dan suatu budaya dimana semua orang berusaha keras melakukan peningkatan secara terus-menerus1
Tujuan utama dari implementrsi lean adalah untuk mengidentifikasi dan mengeliminasi waste dari suatu stasiun kerja. Eliminasi waste dilakukan dengan mengidentifkasi aktivitas yang tidak memberikan nilai tambah terhadap konsumen karena aktivitas yang tidak memberikan nilai tambah dapat menambah waktu
1
dalam menyelesaikan suatu pekerjaan dan pada akhirnya akan mengurangi produktivitas dari tiga faktor produksi yang mempengaruhi efisiensi proses antara lain pekerja peralatan, dan fasilitas2
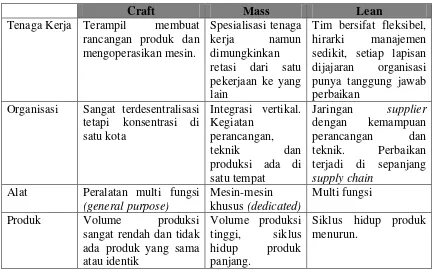
Pendekatan lean biasa dianggap sebagai perpanjangan dan kombinasi dari dua pendekatan terdahulu yaitu craft production dan mass production. Craft Lean pada awalnya merupakan terminologi yang digunakan untuk mendeskripsikan pendekatan yang dilahirkan di industri otomotif Jepang yaitu Toyota untuk membedakannya dengan pendekatan produksi massal yang ada di Barat. Pendekatan lean yang diterapkan di pabrik Toyota kemudian disarikan oleh Womack dan Jones dalam bukunya Lean Thinking menjadi lima prinsip berikut: l. Identifikasi apa yang memberikan nilai dan apa yang tidak dilihat dari sudut
pandang pelanggan dan bukan dari perspektif organisasi, fungsi dan departemen.
2. Identifikasi langkah-langkah yang diperlukan untuk merancang, memesan dan memproduksi produk di sepanjang aliran proses nilai tambah untuk menandai adanya pemborosan.
3. Buat kegiatan yang memberikan nilai tambah mengalir tanpa gangguan, berbalik atau menunggu
4. Buatlah hanya yang diminta oleh pelanggan.
5. Berupayalah untuk sempurna dengan secara kontinyu mengurangi pemborosan.
3.1.2. Keunggulan dan Tujuan Pendekatan Lean
production pada intinya adalah kegiatan produksi yang dilakukan dalam skala yang sangat kecil. Karena tidak adanya kemampuan untuk menciptakan standar, tidak ada dua produk yang identik. Pada perusahaan yang beroperasi dengan craft production, tenaga kerja biasanya terampil untuk membuat rancangan produk maupun memproduksi rancangan tersebut. Untuk mengakomodasikan kebutuhan produksi yang bervariasi, mesin-mesin dan alat produksi lainnya bersifat fleksibel dan bisa melakukan multifungsi.
Di sisi lain, mass production menekankan pentingnya jumlah output persatuan waktu dan variasi produk bukan merupakan isu yang penting. Pendekatan lean mengkombinasikan kedua pendekatan terdahulu tersebut. Fokus utamanya adalah efisiensi tanpa mengurangi efektivitas proses. Untuk mendukung tujuan ini tenaga kerja biasanya memiliki berbagai keahlian. Hirarki manajemen terpendek sehingga disamping biaya-biaya berkurang, juga terjadi penurunan waktu koordinasi serta peningkatan otonomi di level hirarki yang lebih rendah. Pendekatan lean juga menyadari bahwa penciptaan proses-prosesnya yang efektif dan efisien juga berarti perusahaan harus melihat sumber-sumber pemborosan ke luar organisasi. Mengurangi jumlah defect berarti mengajak supplier meningkatkan kualitas material yang dikirim serta mengajak perusahaan jasa pengiriman untuk menciptakan dan menerapkan standar kualitas pengiriman. Dengan demikain, pihak-pihak di luar organisasi ikut dirangkul untuk melakukan perbaikan secara berkelanjutan.
prinsip fleksibilitas. Salah satu implikasinya, fasilitas produksi harus cukup fleksibel dan bisa melakukan multifungsi. Karakteristik pendekatan system produksi craft, massal dan lean dapat dilihat pada Tabel 3.1.
Tabel 3.l. Era yang Berbeda pada Industri otomotif (Diadaptasi dari The Machine that Changed the World)
Craft Mass Lean
Tenaga Kerja Terampil membuat rancangan produk dan mengoperasikan mesin.
Spesialisasi tenaga kerja namun dimungkinkan
retasi dari satu pekerjaan ke yang lain
Tim bersifat fleksibel, hirarki manajemen sedikit, setiap lapisan dijajaran organisasi punya tanggung jawab perbaikan
Organisasi Sangat terdesentralisasi tetapi konsentrasi di satu kota
Integrasi vertikal. Kegiatan
perancangan,
teknik dan produksi ada di satu tempat
Jaringan supplier dengan kemampuan perancangan dan teknik. Perbaikan terjadi di sepanjang supply chain
Alat Peralatan multi fungsi (general purpose)
Mesin-mesin khusus (dedicated)
Multi fungsi
Produk Volume produksi
sangat rendah dan tidak ada produk yang sama atau identik
Volume produksi tinggi, siklus hidup produk panjang.
Siklus hidup produk menurun.
Konsep lean merupakan konsep perampingan yang fokus utamanya adalah efisiensi tanpa mengurangi efektivitas proses. Mekong Capital's mendefinisikan lean manufacturing yang disebut juga lean production sebagai sekumpulan alat dan metodologi yang mempunyai tujuan untuk mengeliminasi waste secara kontinue dalam proses produksi. Keuntungan utama yang diperoleh adalah biaya produksi lebih rendah output meningkat dan lead time produksi lebih pendek.
l. Defects dan wastage
Mengurangi defect dan scrap yang tidak diperlukan termasuk penggunaan input bahan baku yang berlebihan, defect yang dapat dicegah, biaya yang dihubungkan dengan pengulangan proses untuk item yang cacat, dan karakteristik produk yang tidak diperlukan dimana tidak sesuai dengan keinginan customer.
2. Cycle Time
Mengurangi manufacturing lead time dan waktu siklus produksi dengan mengurangi waktu tunggu antar proses.
3. Inventory Levels
Meminimumkan inventory levels pada semua tahap produksi per bagian pada work-in progress antar tahap pemrosesan. Inventory yang lebih rendah berarti membutuhkan working capltal yang lebih rendah juga.
4. Labor productivity
Meningkatkan produktivitas tenaga kerja dengan mengurangi waktu idle dari pekerja dan memastikan bahwa pekerja sedang melakukan pekerjaannya, mereka menggunakan usaha yang seproduktif mungkin dalam bekerja (tidak melakukan tugas yang tidak diperlukan atau gerakan yang tidak perlu).
5. Utilizatian of equipment and space
6. Flexibility
Mempunyai kemampuan untuk memproduksi produk lebih fleksibel dengan meminimumkan change over cost dan change over time.
7. Output
Mengurangi waktu siklus, meningkatkan produktivitas tenaga kerja dan mengeliminasi bottleneck dan downtime mesin yang dapat dicapai, perusahaan dapat meningkatkan output secaras signifikan dengan fasilitas yang ada.
3.1.3. Prinsip Utama Pendekatan Lean
Konsep Lean Thinking ini diprakarsai oleh sistem produksi Toyota di Jepang. Lean dirintis di Jepang oleh Taichi Ohno dan Sensei Shigeo Shingo dimana implementasi dari konsep ini didasarkan pada 5 prinsip utarna ( Hines dan Taylor,2000) yaitu:
1. Specify value
Menentukan apa yang dapat memberikan nilai dari suatu produk atau pelayanan dilihat dari sudut pandang konsumen bukan dari sudut pandang perusahaan.
2. Identify whole value stream
3. FIow
Melakukan aktivitas yang dapat menciptakan suatu nilai tambah adanya gangguan proses rework, aliran balik, aktivitas menunggu (waiting) ataupun sisa produksi.
4. Palled
Hanya membuat apa yang diinginkan oleh konsumen. 5. Perfection
Berusaha mencapai kesempurnaan dengan menghilangkan waste (pemborosan) secara bertahap dan berkelanjutan.
Untuk dapat menerapkan lean production, pemahaman tentang nilai yang didefinisikan oleh customer menjadi hal yang sangat fundamental. Hal yang pertama harus dilakukan adalah mengeliminasi atau mengurangi waste dari aktivitas-aktivitas dalam value strearn,dimana customer tidak berkeinginan untuk membayar aktivitas-aktivitas tersebut. Dalam konteks ini akan dibedakan aktivitas-aktivitas menjadi tiga yaitu:
l. Aktivitas yang tidak memberikan nilai tambah (non-value adding) dan bisa direduksi atau dihilangkan.
2. Aktivitas yang tidak memberikan nilai tambah tapi perlu dilakukan (necessary but non-value adding)
3. Aktivitas yang memberikan nilai tambah (value adding).
tambah tersebut harus dikaitkan dengan perspektif pelanggan. Artinya perubahan bahan baku menjadi produk jadi adalah sesuatu yang punya nilai bagi pelanggan karena produk tersebut punya fungsi atau bisa dimanfaatkan oleh pelanggan. Kegiatan memindahlkan material tidak memberikan nilai tambah namun sering kali tidak bisa dihilangkan kecuali dengan melakukan perombakan dramatis pada tata letak fasilitas produksi. Demikian halnya dengan kegiatan transportasi dan penyimpanan. Kedua kegiatan ini tidak memberikan nilai tambah namun sering kali harus dilakukan.3
1. Type one waste
3.1.4 Jenis-Jenis Pemborosan
Pada dasarnya dikenal dua kategori utama pemborosan yaitu :
Adalah aktivitas kerja yang tidak menciptakan nilai tambah dalam proses transformasi input menjadi output, namun aktivitas itu pada saat sekarang tidak dapat dihindarkan karena berbagai alasan. Misalnya, aktivitas inspeksi dan penyortiran dari perspektif lean merupakan aktivitas tidak bernilai tambah sehingga merupakan waste. Dalam jangka panjang type one waste ini sering disebut sebagai incidental work yang termasuk ke dalam aktivitas tidak bernilai tambah (non value adding work or activity)
2. Type two waste
Merupakan aktivitas yang tidak menciptakan nilai tambah dan dapat dihilangkan dengan segera. Misalnya, menghasilkan produk cacat (defect)
atau melakukan kesalahan (error) yang harus dapat dihilangkan dengan segera. Type two waste ini sering disebut sebagai waste saja, karena benar-benar merupakan pemborosan yang harus dapat diidentifikasi dan dihilangkan dengan segera.
Secara umum kita mengenal ”seven plus one” types of waste seperti pada penjelasan berikut :
1. Overproduction
Memproduksi lebih dari pada kebutuhan pelanggan internal dan eksternal, atau memproduksi lebih cepat atau lebih awal dari pada waktu kebutuhan pelanggan.
2. Delays (waiting time)
Keterlambatan yang tampak melalui orang-orang yang sedang menunggu mesin, peralatan, bahan baku, suppliers, perawatan/pemeliharaan (maintanace), atau mesin-mesin yang sedang menunggu perawatan, orang-orang, bahan baku, peralatan.
3. Transportation
Memindahkan material atau orang dalam jarak yang sangat jauh dari suatu proses ke proses berikut yang dapat mengakibatkan waktu penanganan material bertambah.
4. Processes
5. Inventories
Pada dasarnya inventories menyembunyikan masalah dan menimbulkan aktivitas penanganan tambahan yang seharusnya tidak diperlukan. Inventories juga mengakibatkan extra paperwork, extra space, dan extra cost.
6. Motions
Setiap pergerakan dari orang atau mesin yang tidak menambah nilai kepada barang dan jasa yang akan diserahkan kepada pelanggan, tetapi hanya menambah biaya dan waktu saja
7. Defective products
Scrap, rework, customer returns, customer dissatisfaction
8. Defective design
Desain yang tidak memenuhi kebutuhan pelanggan, penambahan features yang tidak perlu.
3.1.5. Metode DMAIC dalam Six Sigma
Dalam mengerjakan suatu proyek yang berkaitan dengan Six Sigma atau berkaitan dengan perbaikan kualitas dikenal kerangka berfikir yang dinamakan DMAIC (Define-Measure-Analyze-Improve-Control). Sangat penting untuk mengikuti kerangka berfikir ini sehingga permasalahan yang akan diselesaikan benar-benar akan memberikan perbaikan yang menyeluruh kepada perusahaan. Oleh karena itu penting untuk mendalami setiap bagian dari metode DMAIC ini. Adapun lima tahap metodologi DMAIC tersebut yaitu:
proses, aliran dan persyaratan harus diverifikasi dan diperbaharui disepanjang fase-fase yang lain guna mendapat kejelasan.
2. Measure adalah fase kedua dalam siklus DMAIC, dimana ukuran-ukuran kunci diidentifikasi dan data dikumpulkan, disusun dan disajikan.
3. Analyze adalah fase ketiga dalam siklus DMAIC, dimana detail proses diperiksa dengan cermat untuk peluang-peluang. Yang perlu diperhatikan dalam fase ini adalah :
a. data diinvestigasi dan diverifikasi untuk membuktikan akar masalah yang diperkirakan dan memperkuat pernyataaan masalah.
b. Analisis proes meliputi meninjau peta proses untuk aktivitas bernilai tambah atau tidak bernilai tambah.
4. Improve adalah fase keempat dalam siklus DMAIC, dimana solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali masalah telah diidentifikasi, diukur dan dianalisis, maka dapat ditentukan solusi-solusi potensial untuk memecahkan masalah dalam pernyataan masalah dan mendukung pernyataan tujuan.
5. Control adalah tahap terakhir dalam metode DMAIC, dimana setelah solusi-solusi diestimasi, maka ukuran-ukuran tidak berhenti untuk mengikuti dan memverifikasi stabilitas perbaikan dari proses.4
3.1.6. Critical To Quality (CTQ)
Critical To Quality adalah kebutuhan yang sangat penting dari produk yang diperlukan oleh pelanggan. Identifikasi CTQ membutuhkan pemahaman
4
akan suara pelanggan yaitu kebutuhan pelanggan yang diekspresikan dalam bahasa pelanggan itu sendiri.
Perusahaan yang bersangkutan harus dengan jelas mendefinisikan bagaimana karakteristik CTQ ini dapat diukur dan dilaporkan. CTQ yang merupakan karakteristik kualitas yang ditetapkan seharusnya berhubungan langsung dengan kebutuhan spesifik pelanggan yang diturunkan secara langsung dari persyaratan output dan pelayanan. Pada akhirnya, perusahaan tersebut harus menghubungkan pengukuran CTQ pada kunci proses dan pengendalian sehingga perusahaan dapat menentukan bagaimana meningkatkan proses.5
a. Menentukan jenis persoalan pertama 3.1.7. Diagram Pareto
Pareto diagram adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya adalah untuk:
b. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. c. Menunjukkan tingkat perbaikan yang berhasil dicapai
d. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan sesudah perbaikan
Langkah-langkah pembuatan pareto diagram sebagai berikut: a. Stratifikasi dari problem, dinyatakan dalam angka
b. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan.
c. Atur masing-masing penyebab secara berurutan sesuai besarnya nilai dan gambarnya dalam grafik kolom. Penyebab dengan nilai yang lebih besar terletak disisi kiri.
d. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan dibagian bawah keterangan kolom tersebut.
e. Pada bagian atas dan samping berikan keterangan nama diagram dan jumlah unit seluruhnya.6
3.1.8. Diagram Sebab Akibat (Cause-effect Diagram)
Cause-effect Diagram adalah suatu diagram yang menunjukkan hubungan
antara sebab dan akibat diagram ini digunakan untuk menganalisis persoalan dan faktor yang menimbulkan persoalan yang terjadi.
Prinsip yang dipakai untuk membuat diagram sebab-akibat ini adalah sumbang saran (brainstorming). Untuk mempermudah menemukan faktor penyebab, pada umumnya faktor-faktor tersebut dikelompokkan dalam 5 faktor utama yaitu man, machine, material, method serta environment.
Langkah pertama dalam membuat diagram sebab-akibat adalah tim proyek mengidentifikasi akibat atau masalah kualitas. Ini ditempatkan di sisi kanan kertas yang besar oleh pemimpin team. Kemudian penyebab-penyebab utama
6
diidentifikasi dan ditempatkan di diagram. Langkah selanjutnya adalah mencari faktor-faktor yang lebih terperinci yang berpengaruh pada faktor utama tersebut. Tulis faktor tersebut dikiri dan dikanan panah penghubung dan membuat panah dibawah faktor tersebut menuju garis penghubung. Dari diagram yang sudah lengkap cari penyebab utama dengan menganalisis data yang ada dan buatlah urutannya dengan memakai diagram Pareto. Bila analisa data tidak dapat dilakukan, pilihlah faktor-faktor yang diduga sangat berpengaruh dalam menentukan urutan menggambarkan pada diagram.7
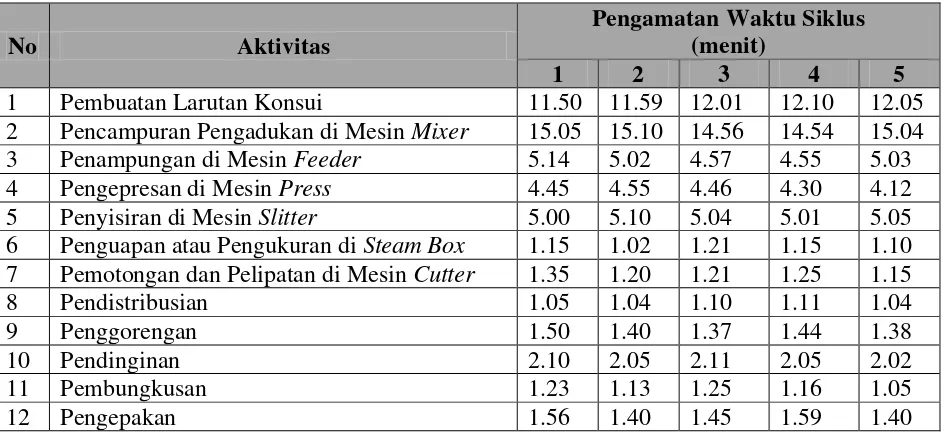
1. Pengukuran Waktu secara Langsung 3.2. Metode Pengukuran Waktu
Metode pengukuran waktu dapat dibagi dalam dua bagian yaitu:
Yaitu pengukuran yang dilakukan di tempat dimana pekerjaan bersangkutan
dijalankan. Terdiri atas dua jenis, yaitu:
a. Metode Sampling Pekerjaan, yaitu pengamatan dilakukan pada waktu-waktu tertentu yang telah ditentukan secara acak/random.
b. Metode Jam Henti, yaitu dengan menggunakan instrumen stopwatch dimana metode ini baik diaplikasikan untuk pekerjaan yang berlangsung singkat dan berulang-ulang. Untuk membuat estimasi mengenai jumlah pengamatan yang seharusnya dilaksanakan, maka The Maytag Company mengusulkan pelaksanaan pengamatan/pengukuran awal dari elemen kegiatan yang ingin diukur waktunya dengan ketentuan sebagai berikut:
- 10 kali pengamatan untuk kegiatan yang berlangsung dalam siklus sekitar 2 menit atau kurang.
- 5 kali pengamatan untuk kegiatan yang berlangsung dalam siklus waktu yang lebih besar dari 2 menit.
2. Pengukuran Waktu secara Tidak Langsung
Yaitu pengukuran waktu yang dilakukan tanpa harus berada di tempat pekerjaan, tetapi dengan membaca grafik atau tabel yang tersedia. Pengukuran dilakukan terhadap pekerja yang diambil secara acak untuk mencari pekerja normal.
Waktu yang diambil adalah waktu siklus dan beberapa pengujian yang dilakukan yaitu:
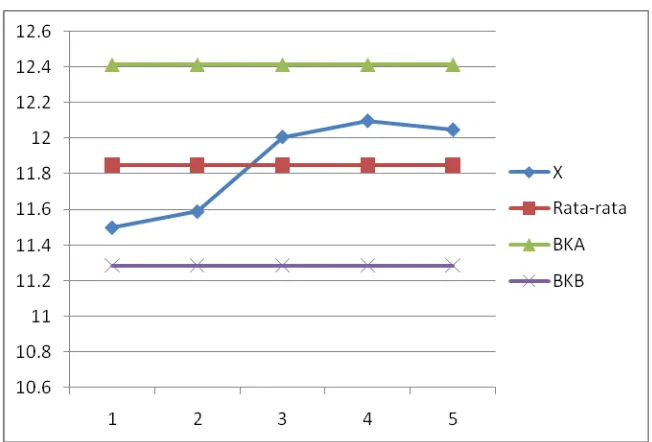
a. Uji Keseragaman Data Dan Uji Kecukupan Data
Pengujian keseragaman data dilakukan dengan menetapkan batas control atas dan batas kontrol bawah dari data sebaran tersebut. Penentuan batas kontrol atas dan batas kontrol bawah tergantung pada tingkat ketelitian dan tingkat keyakinan yang telah ditetapkan.
Rumus yang digunakan dalam pengujian keseragaman data untuk stop watch adalah sebagai berikut :
(
)
1
2 −
−
=
∑
n X Xi σ
BKA = X + kσ BKB = X - kσ
σ = Standar Deviasi BKB = Batas Kontrol Bawah k = Tingkat Keyakinan
= 99 % ≈ 3 = 95 % ≈ 2
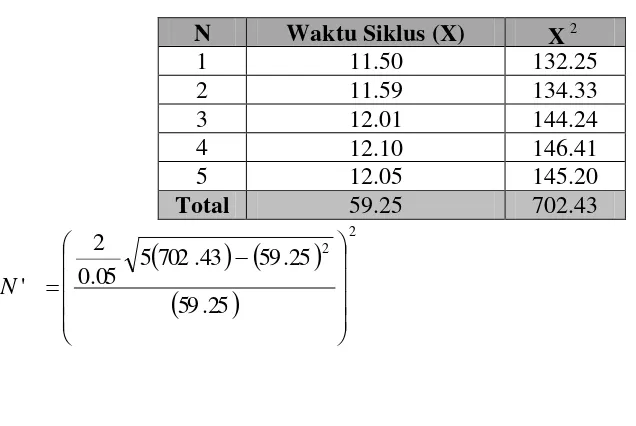
Pengujian jumlah data dibutuhkan untuk melihat apakah data yang tersedia memenuhi tingkat keyakinan dan tingkat ketelitian yang telah ditetapkan. Uji kecukupan data dapat digunakan dengan menggunakan rumus sebagai berikut :
Dengan :
N = Jumlah data pengamatan N’ = Jumlah data teoritis
Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data.
b. Tingkat ketelitian dan Tingkat Keyakinan
(
)
(
)
(
)
− =∑
∑
∑
X X X N N 2 2 40 'besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Jika suatu pengukuran menggunakan tingkat ketelitian 5% dan tingkat keyakinan 95% maka hal ini menyatakan bahwa penyimpangan hasil pengukuran dari hasil sebenarnya maksimum 5% dan kemungkinan berhasil mendapatkan hasil yang demikian adalah 95%. Dengan kata lain, pengukur hanya diizinkan paling banyak 5% dalam memperoleh hasil yang menyimpang dari jumlah keseluruhan hasil pengukuran. 8
Nilai K untuk tingkat kepercayaan tertentu dapat dilihat pada Tabel 3.2. Tabel 3.2. Tingkat Kepercayaan
Tingkat Kepercayaan Nilai K
≤ 68% 1
68 % < (1-α )≤ 95 % 2 95 % < (1-α )≤99 % 3
Nilai S untuk tingkat ketelitian tertentu dapat dilihat pada Tabel 3.3. Tabel 3.3. Tingkat Ketelitian
Tingkat Ketelitian Nilai S
5 % 0,05
10% 0.1
Diasumsikan tingkat keyakinan adalah 95 % dan tingkat ketelitian 5 %, maka rumus uji kecukupan data menjadi : 9
3.2.1. Perhitungan Waktu Normal
Perhitungan waktu normal dilakukan dengan mengalikan waktu siklus rata-rata yang diperoleh dari data pengamatan dengan rating factor. Dalam penelitian ini, penentuan rating factor yang diberikan menggunakan cara
8
Westinghouse dimana penilaian dilakukan terhadap 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating factor = 1 + Westinghouse factor
Wn = Wt x Rf dimana:
Wn = Waktu Normal Rf = Rating factor
Wt = Waktu terpilih (waktu rata-rata setelah data seragam dan cukup)
Perhitungan waktu normal ini dilakukan hanya untuk waktu siklus rata-rata yang dilakukan oleh operator.
3.2.2. Perhitungan Waktu Baku
Perhitungan waktu baku dilakukan dengan menambahkan kelonggaran pada waktu normal. Waktu baku juga terbagi menjadi dua bagian yaitu waktu baku operator dan waktu baku mesin. Untuk waktu normal mesin tidak diberikan kelonggaran sehingga waktu normal dapat langsung dijadikan waktu baku mesin. Waktu baku penyelesaian pekerjaan adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik .
Nilai-nilai kelonggaran untuk kebutuhan pribadi pria adalah sebesar 0 – 2,5 % dan untuk wanita sebesar 2 – 5%. Kelonggaran untuk hambatan tak terhindarkan yang memiliki perbedaan untuk satu elemen pekerjaan dengan elemen pekerjaan lainnya tergantung pada kondisi yang ada. Perhitungan nilai kelonggaran total diperoleh dengan menjumlahkan seluruh nilai kelonggaran yang telah ditentukan. Berikut ini langkah-langkah perhitungan waktu baku, yaitu :
Kelonggaran Total (All) = Ka+Kb+Kc Waktu Baku Operator (Wbo) =
Waktu Baku Mesin (Wbm) = Waktu Normal Mesin Waktu Baku Total (Wb) = Wbo + Wbm
Dimana:
Ka = kelonggaran untuk kebutuhan pribadi
Kb = kelonggaran untuk menghilangkan rasa fatique Kc = kelonggaran untuk hambatan tak terhindarkan Wno = waktu normal operator 10
10
Iftikar Z. Sutalaksana, , Ibid, hlm. 137
3.2.3. Identifikasi Akar Masalah “5W dan 1 H”
5W dan 1 H merupakan suatu metode untuk menggali penyebab masalah yang lebih mendalam secara sistematis untuk menemukan cara penanggulangan yang lebih dalam pula. Metode 5W dan 1 H terdiri dari:
1. What : apa yang menjadi objek permasalahan
3. Where : dimana permasalahan itu terjadi 4. When : kapan permasalahan itu terjadi 5. Why : mengapa permasalahan itu bisa terjadi
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT Jakarana Tama yang beralamat di Jalan Tanjung Morawa KM 9,5 Medan. Penelitian dilaksanakan pada bulan Oktober 2011 sampai dengan Juni 2012.
4.2. Rancangan Penelitian
Berdasarkan metode yang digunakan, penelitian ini termasuk dalam jenis penelitianaction research karena bertujuan untuk mendapatkan suatu rancangan aliran proses produksi yang baru dengan mengindentifikasi waste (pemborosan) dengan mereduksi non value added activities.
Action research merupakan salah satu bentuk rancangan penelitian, dalam penelitian tindakan peneliti mendeskripsikan, menginterpretasi dan menjelaskan suatu situasi sosial pada waktu yang bersamaan dengan melakukan perubahan atau intervensi dengan tujuan perbaikan.
4.3. Objek Penelitian
4.4. Kerangka Konseptual Penelitian
Kerangka konseptual merupakan suatu bentuk kerangka berpikir yang dapat digunakan sebagai pendekatan dalam memecahkan masalah. Biasanya kerangka penelitian ini menggunakan pende