PENENTUAN LUAS GUDANG BARANG JADI BERDASARKAN ANALISA METODE SHARED STORAGE DI PT. JAKARANA TAMA
FOOD INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
E K O B U D I R I A N T O 080423032
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PENENTUAN LUAS GUDANG BARANG JADI BERDASARKAN ANALISA METODE SHARED STORAGE DI PT. JAKARANA TAMA
FOOD INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
E K O B U D I R I A N T O 0 8 0 4 2 3 0 3 2
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Danci Sukatendel) (Ir. Anizar, M.Kes)
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan Proposal ini untuk diajukan sebagai Tugas Sarjana.
Kegiatan penelitian dilakukan di PT. Jakarana Tama Food Industry.
Penelitian ini merupakan salah satu dari beberapa syarat yang telah ditentukan
untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul untuk Tugas Sarjana ini adalah “Penentuan Luas Gudang
Barang Jadi Berdasarkan Analisa Metode Shared Storage di PT. Jakarana Tama Food Industry”.
Tujuan dari penelitian ini adalah untuk memberikan masukan kepada PT.
Jakarana Tama Food Industry dalam menentukan kebutuhan luas gudang barang
jadi dan merancang tata letak gudang barang jadi di PT. Jakarana Tama Food
Industry.
. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri,
PT.Jakarana Tama Food Industry, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMA KASIH
Pada kesempatan ini penulis mengucapkan terima kasih kepada semua
pihak yang telah memberikan bantuan, saran dan motivasi sehingga penulis dapat
menyelesaikan Tugas Sarjana ini dengan baik, yaitu kepada:
1. Bapak Ir. Danci Sukatendel sebagai Dosen Pembimbing I atas bimbingan
dan arahan yang diberikan kepada penulis untuk menyelesaikan Tugas
Sarjana ini.
2. Ibu Ir. Anizar, M.Kes sebagai Dosen Pembimbing II atas bimbingan,
masukan dan arahan yang diberikan kepada penulis untuk menyelesaikan
Tugas Sarjana ini.
3. Bapak Ir. Taufik, selaku Manager PPIC PT. Jakarana Tama Food Industry
yang telah meluangkan waktunya untuk membantu penulis memperoleh
data yang diperlukan.
4. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
5. Papa, Mama, dan Lilik yang telah membantu bertukar pikiran dan
membantu mengetikkan dalam pengerjaan tugas sarjanan ini..
6. Miranda, ika rozi dan teman-teman stambuk 2008 lainnya sebagai teman
penulis yang telah membantu dalam meminjamkan buku, membantu
memperoleh data dari pabrik dalam menyusun tugas sarjana ini.
7. Teman-teman bagian kualiti kontrol Growth Asia yang membantu penulis
dalam bertukar pikiran dan memberikan masukan dalam menyelesaiakan
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN ... xiv
I PENDAHULUAN ... I-1 1.1. Latar belakang Permasalahan ... I-1
1.2. Perumusan Masalah... I-2
1.3. Tujuan dan Manfaat Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi ... I-3
1.4.1. Batasan Masalah ... I-3
1.4.2. Asumsi yang Digunakan ... I-3
1.5. Sistematika Tugas Sarjana ... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-3
2.3. Struktur Organisasi Perusahaan ... II-4
2.4. Pembagian Tugas dan Tanggung Jawab ... II-8
2.5. Jumlah Tenaga Kerja dan Jam Kerja ... II-16
2.5.1. Jumlah Tenaga Kerja ... II-16
2.5.2. Jam Kerja ... II-18
2.6. Sistem Pengupahan ... II-19
2.7. Jaminan Sosial ... II-19
2.8. Fasilitas Pendukung ... II-21
2.9. Proses Produksi ... II-21
2.9.1. Standar Mutu Bahan/Produk ... II-21
2.9.2. Bahan Yang Digunakan ... II-25
2.9.3. Uraian Proses Produksi ... II-29
2.10. Mesin dan Peralatan ... II-36
2.10.1. Mesin ... II-36
2.10.2. Peralatan ... II-43
2.10.3. Utilitas ... II-44
2.10.4. Safety and Fire Protection ... II-47
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1 3.1. Gudang ... III-1
3.2. Pengertian Tata Letak Pabrik ... III-6
3.3. Tujuan Tata Letak Pabrik ... III-6
3.4. Prinsip Dasar dalam Tata Letak Pabrik ... III-8
3.5. Jenis Persoalan Tata Letak Pabrik ... III-11
3.6. Metode Shared Storage ... III-13
3.7. Pemindahan Bahan ... III-16
IV METODOLOGI PENELITIAN ... IV-1 4.1. Jenis Penelitian ... IV-1 4.2. Rancangan Penelitian ... IV-1
4.3. Objek Penelitian ... IV-2
4.4. Tempat dan Waktu Penelitian ... IV-3
4.5. Instrumen Penelitian ... IV-3
4.6. Plaksanaan Penelitian ... IV-3
4.7. Pengumpulan Data ... IV-3
4.7.1. Data Primer ... IV-4
4.7.2. Data Sekunder ... IV-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.9. Analisis dan Pemecahan Masalah ... IV-6
4.10. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Data Jenis Produk ... V-1
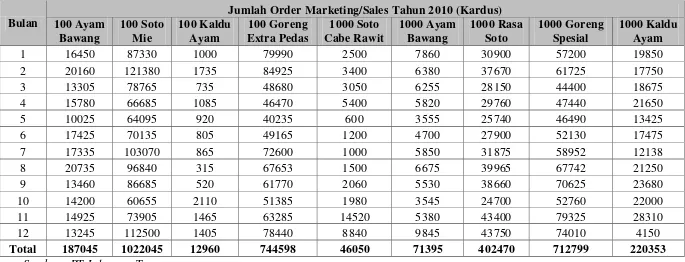
5.1.2. Data Penjualan ... V-2
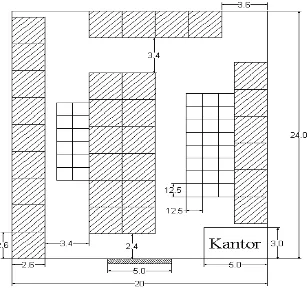
5.1.3. Data Gudang Barang Jadi ... V-6
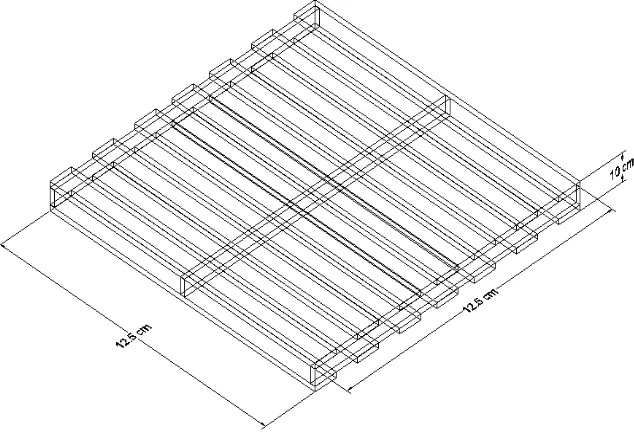
5.1.4. Dimensi Produk... V-7
5.1.5. Dimensi Material Handling ... V-9
5.2. Pengolahan Data ... V-10
5.2.1. Peramalan Jumlah Permintaan ... V-10
5.2.2. Menentukan Permintaan Rata-Rata ... V-29
5.2.3. Penentuan Luas Area Penyimpanan ... V-38
5.2.4. Penentuan Allowance Ruang ... V-38
5.2.5. Penentuan Luas Gudang Produk Jadi ... V-39
5.3. Jarak Dari Area Penyimpanan Ke Pintu Keluar ... V-41
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH... VI-1 6.1. Analisis Luas Gudang ... VI-1
6.2. Analisis Kebutuhan Ruang ... VI-2
6.3. Layout Gudang ... VI-4
6.4. Penyusunan Tata Letak Gudang ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-1
DAFTAR T ABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja... II-18
2.2. Standar Mutu Mie Kiring ... II-24
2.3. Standar Pengemasan Kepingan Mie Instan ... II-25
5.1. Data Penjualan Satu Tahun 2009 ... V-3
5.2. Data Penjualan Satu Tahun 2010 ... V-4
5.3. Data Penjualan Satu Tahun 2011 ... V-5
5.4. Rekapitulasi Peramalan Permintaan 2012 ... V-28
5.5. Jumlah Permintaan Gaga mie 100 Ayam Bawang ... V-29
5.6. Jumlah Permintaan Gaga mie 100 Soto ... V-30
5.7. Jumlah Permintaan Gaga mie 100 Kaldu Ayam ... V-30
5.8. Jumlah Permintaan Gaga mie 100 Goreng Extra Pedas ... V-31
5.9. Jumlah Permintaan Gaga mie 100 Soto Cabe Rawit ... V-32
5.10. Jumlah Permintaan Gaga mie 1000 Ayam Bawang ... V-32
5.11 Jumlah Permintaan Gaga mie 1000 Rasa Soto ... V-33
5.12. Jumlah Permintaan Gaga mie 1000 Goreng Spesial ... V-34
5.13. Jumlah Permintaan Gaga mie 1000 Kaldu Ayam ... V-34
5.14. Rekapitulasi Rata-Rata Permintaan Perbulan ... V-35
DAFTAR T ABEL (LANJUTAN)
TABEL HALAMAN
5.16. Jarak Tempuh Antara Area Penyimpanan ... V-42
5.17. Jarak Tempuh Terdekat ... V-44
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi ... II-7
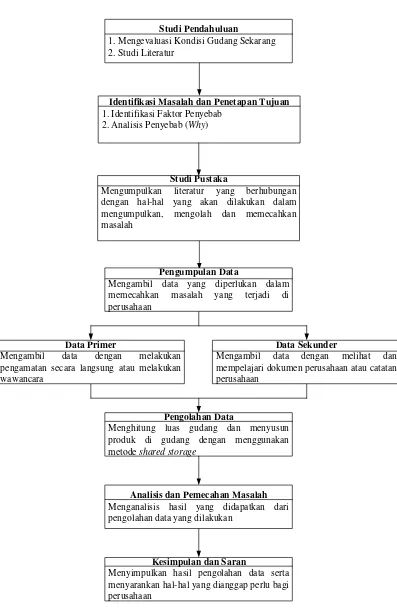
4.1. Kerangka Berfikir Penelitian ... IV-2
4.2. Prosedur Penelitian ... IV-8
5.1. Gudang Barang Jadi PT. Jakarana Tama ... V-6
5.2. Dimensi Produk ... V-7
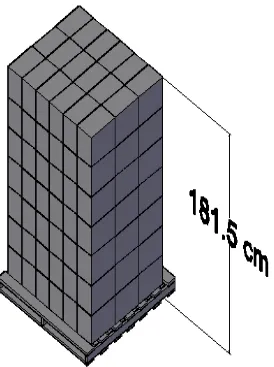
5.3. Palet ... V-8
5.5. Susunan Karton Diatas Palet ... V-8
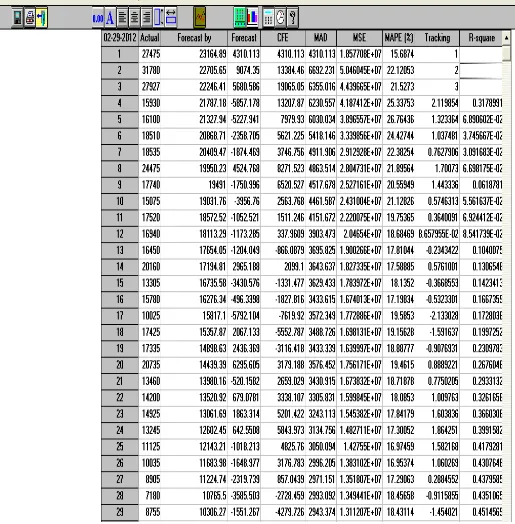
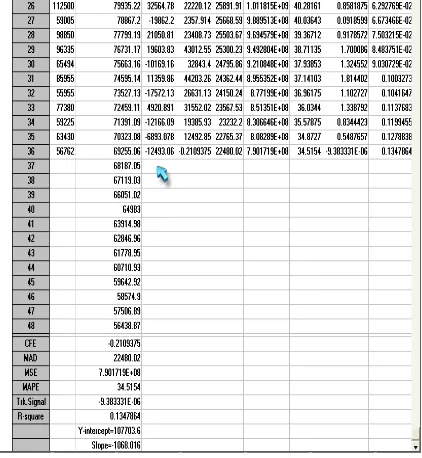
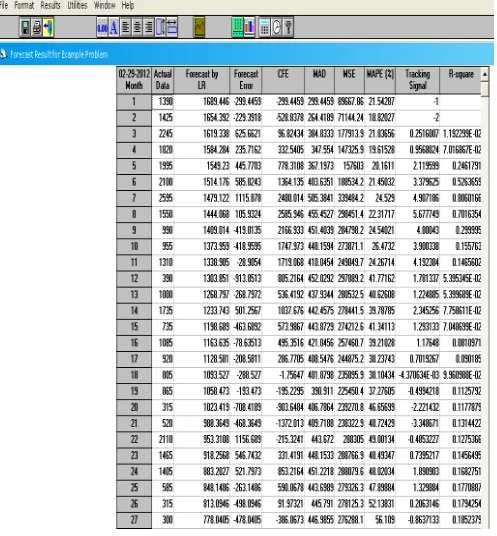
5.6. Peramalan 100 Ayam Bawang Dengan Sofwere WINQSB
Bagian 1 ... V-10
5.7. Peramalan 100 Ayam Bawang Dengan Sofwere WINQSB
Bagian 2 ... V-11
5.8. Peramalan 100 Soto Mie Dengan Sofwere WINQSB
Bagian 1 ... V-12
5.9. Peramalan 100 Soto Mie Dengan Sofwere WINQSB
Bagian 2 ... V-13
5.10. Peramalan 100 Kaldu Ayam Dengan Sofwere WINQSB
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.11. Peramalan 100 Kaldu Ayam Dengan Sofwere WINQSB
Bagian 2 ... V-15
5.12. Peramalan 100 Goreng Extra Pedas Dengan Sofwere WINQSB
Bagian 1 ... V-16
5.13. Peramalan 100 Goreng Extra Pedas Dengan Sofwere WINQSB
Bagian 2 ... V-17
5.14. Peramalan 1000 Soto Cabe Rawit Dengan Sofwere WINQSB
Bagian 1 ... V-18
5.15. Peramalan 1000 Soto Cabe Rawit Dengan Sofwere WINQSB
Bagian 2 ... V-19
5.16. Peramalan 1000 Ayam Bawang Dengan Sofwere WINQSB
Bagian 1 ... V-20
5.17. Peramalan 1000 Ayam Bawang Dengan Sofwere WINQSB
Bagian 2 ... V-21
5.18. Peramalan 1000 Rasa Soto Dengan Sofwere WINQSB
Bagian 1 ... V-22
5.19. Peramalan 1000 Rasa Soto Dengan Sofwere WINQSB
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.20. Peramalan 1000 Goreng Spesial Dengan Sofwere WINQSB
Bagian 1 ... V-24
5.21. Peramalan 1000 Goreng Spesial Dengan Sofwere WINQSB
Bagian 2 ... V-25
5.22. Peramalan 1000 Kaldu Ayam Dengan Sofwere WINQSB
Bagian 1 ... V-26
5.23. Peramalan 1000 Kaldu Ayam Dengan Sofwere WINQSB
Bagian 2 ... V-27
RINGKASAN
PT. Jakarana Tama Food Industry merupakan perusahaan swasta yang
bergerak dalam bidang industry makanan. Produk yang dihasilkan adalah mie instan dengan berbagai rasa yang sesuai dengan permintaan konsumen.
Permasalahan yang dihadapi oleh PT. Jakarana Tama Food Industry
adalah ketidakcukupan gudang barang jadi untuk menampung seluruh hasil produksi sehingga mengakibatkan ketidakteraturan penyusunan barang jadi dimana penyusunan diletakkan tidak pada tempatnya yaitu di gang untuk area
jalan material handling dan mengakibatkan terjadinya pemborosan waktu dalam
proses bongkar muat dalam pengiriman barang jadi.
Untuk meningkatkan efisiensi dari penggunaan material handling maka dilakukan penelitian yang bertujuan untuk menentukan kebutuhan luas area yang dibutuhkan untuk gudang barang jadi dan merancang tata letak gudang barang jadi
usulan untuk PT. Jakarana Tama Food Industry dengan menggunakan metode
Shared Storage.
Penggunaan shared storage adalah untuk produksi yang menghasilkan
beberapa jenis produk, dan produk yang dihasilkan tidak secara serentak, pengisian kembali area penyimpanan dibagi dari waktu ke waktu, tergantung dari lamanya produk berada didalam gudang.
Dari hasil pengujian yang dilakukan diperoleh penambahan luas gudang
barang jadi usulan menjadi 827,0964 m2, hal ini disebabkan adanya penambahan
rak palet menjadi 64 rak palet.
RINGKASAN
PT. Jakarana Tama Food Industry merupakan perusahaan swasta yang
bergerak dalam bidang industry makanan. Produk yang dihasilkan adalah mie instan dengan berbagai rasa yang sesuai dengan permintaan konsumen.
Permasalahan yang dihadapi oleh PT. Jakarana Tama Food Industry
adalah ketidakcukupan gudang barang jadi untuk menampung seluruh hasil produksi sehingga mengakibatkan ketidakteraturan penyusunan barang jadi dimana penyusunan diletakkan tidak pada tempatnya yaitu di gang untuk area
jalan material handling dan mengakibatkan terjadinya pemborosan waktu dalam
proses bongkar muat dalam pengiriman barang jadi.
Untuk meningkatkan efisiensi dari penggunaan material handling maka dilakukan penelitian yang bertujuan untuk menentukan kebutuhan luas area yang dibutuhkan untuk gudang barang jadi dan merancang tata letak gudang barang jadi
usulan untuk PT. Jakarana Tama Food Industry dengan menggunakan metode
Shared Storage.
Penggunaan shared storage adalah untuk produksi yang menghasilkan
beberapa jenis produk, dan produk yang dihasilkan tidak secara serentak, pengisian kembali area penyimpanan dibagi dari waktu ke waktu, tergantung dari lamanya produk berada didalam gudang.
Dari hasil pengujian yang dilakukan diperoleh penambahan luas gudang
barang jadi usulan menjadi 827,0964 m2, hal ini disebabkan adanya penambahan
rak palet menjadi 64 rak palet.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dalam suatu perusahaan makanan, sistem penyimpanan produksi sangat
berperan penting. Gudang produk merupakan tempat menyimpan produk, dan
tujuan utama dari sistem pergudangan produk adalah untuk menyimpan
barang-barang yang siap untuk didistribusikan sehingga barang-barang tersebut dapat diterima
pelanggan tepat pada waktu yang diinginkan.
Perencanaan gudang barang jadi yang sesuai dengan kebutuhan
merupakan hal yang perlu diperhatikan guna kelancaran produksi, untuk
menyimpan hasil produk sementara sebelum pengiriman dan untuk menghindari
kerusakan barang jadi.
Berdasarkan pemahaman tersebut, dilakukan penelitian terhadap gudang
barang jadi di PT. Jakarana Tama Food Industry, permasalahan yang sering terjadi
pada saat ini adalah aliran barang jadi yang masuk dan keluar dari gudang barang
jadi tidak ditangani dengan baik. Tentu saja hal ini akan menyulitkan operator dan
material handling yang digunakannya dalam mengatur barang jadi yang akan
disimpan maupun diambil di gudang barang jadi karena diperlukan waktu
pencarian produk dan jarak tempuh yang tidak tetap setiap kali proses
pengambilan atau penyimpanan barang jadi. Permasalahan lain yang dihadapi
yang mampu menampung 23436 kardus mie, sedangkan rata-rata produksi perhari
9500 kardus mie dan lead time maksimum adalah 4 hari, sehingga membutuhkan
penambahan rak palet yang mampu menampung 38000 kardus mie instan.
Oleh karena keterbatasan rak palet di gudang barang jadi tersebut terjadi
peletakan barang jadi diluar rak palet dan ketidakteraturan penyusunan digudang
barang jadi dimana penyusunan barang jadi tidak pada tempatnya yaitu disusun
pada gang (jalan) untuk material handling dan meyusun secara asal (random)
yang mengakibatkan terjadinya kesulitan dalam pengambilan barang jadi di
gudang barang jadi untuk di kirim.
Dampak dari permasalahan yang dihadapi PT. Jakarana Tama Food
Industry adalah membutuhkan waktu yang lebih lama untuk proses pencarian
barang jadi setiap kali proses pengambilan dan penyimpanan barang jadi, dan hal
ini akan menghambat proses aliran barang jadi yang akan disimpan digudang
maupun yang akan keluar dari gudang.
Dari permasalahan diatas perlu dilakukan penelitian untuk menghitung
luas gudang barang jadi yang sesuai dengan kebutuhan rak palet sebagai
penenpatan barang jadi dan penataan kembali lokasi penyimpanan barang jadi
pada gudang barang jadi dengan menggunakan metode shared storage sehingga
aliran produk yang masuk dan keluar dari gudang produk dapat ditangani dengan
baik. Alasan menggunakan metode shared storage adalah karena peletakan
barang jadi digudang memiliki waktu simpan yang berbeda-beda sehingga
dibutuhkan penataan gudang berdasarkan jadwal pengiriman yang dibutuhkan.
mendapatkan keuntungan yang lebih baik dan karyawan yang bekerja didalamnya
dapat merasa nyaman dalam melaksanakan kegiatannya
1.2. Rumusan Permasalahan
Masalah yang dihadapi PT. Jakarana Tama Food Industry adalah
keterbatasan ruang gudang barang jadi yang tidak mampu menampung seluruh
barang jadi sesuai tempatnya sehingga ketidakteraturan penyusunan yang
mengakibatkan sulitnya proses penanganan produk sehingga terjadi pemborosan
waktu dalam melakukan proses tersebut.
Upaya yang harus dilakukan PT. Jakarana Tama Food Industry adalah
merencanakan luas gudang barang jadi dan penyusunan tata letak penempatan
produk di gudang barang jadi menjadi lebih teratur dan terencana.
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian adalah untuk menentukan kebutuhan luas
gudang barang jadi dan merancang tata letak gudang barang jadi di PT. Jakarana
Tama Food Industry.
Tujuan khusus dari penelitian ini antara lain :
1. Untuk mendapatkan ukuran luas gudang barang jadi sesuai kebutuhan
2. Untuk mendapatkan rancangan tataletak di gudang barang jadi yang sesuai
dengan waktu pengiriman sehingga mempermudah dalam proses pendataan
Manfaat yang dapat diperoleh dari penelitian ini adalah :
1. Meningkatkan kemampuan dalam mengaplikasikan ilmu teknik industri dan
membandingkan antara teori yang diperoleh dengan permasalahan
dilapangan.
2. Mendapatkan pengalaman dalam memecahkan masalah di PT. Jakarana
Tama Food Industry.
3. Mempererat kerjasama antara PT. Jakarana Tama Food Industry dengan
Departemen Teknik Industri USU.
4. Sebagai masukan bagi PT. Jakarana Tama Food Industry untuk perbaikan
Tata letak gudang Produk.
1.4. Batasan Masalah dan Asumsi 1.4.1. Batasan Masalah
Batasan-batasan masalah dalam penelitian ini adalah :
a. Perancangan hanya pada gudang barang jadi di P.T. Jakarana Tama.
b. Tidak menghitung biaya penambahan ruang dan penataan ulang
gudang barang jadi.
c. Perancangan berdasarkan hasil produksi yang telah ditetapkan PT.
1.4.2. Asumsi-asumsi yang Digunakan
Asumsi-asumsi yang digunakan adalah sebagai berikut :
1. Tidak terjadi perubahan ukuran material handling.
2. Proses produksi berjalan normal.
3. Tidak ada perubahan kondisi lantai produksi selama melakukan penelitian.
4. Tidak terjadi penambahan jenis produk baru selama melakukan penelitian.
5. Lingkungan kerja dianggap baik
6. Penambahan ruang diperbolehkan.
1.5. Sistematika Tugas Sarjana
Sistematika yang digunakan dalam tugas akhir ini adalah sebagai berikut :
BAB I (Pendahuluan), menguraikan latar belakang permasalahan,
perumusan masalah, tujuan pemecahan masalah, manfaat penelitian, batasan
masalah dan asumsi serta sistematika penulisan laporan.
BAB II (Gambaran Perusahaan), memaparkan secara singkat tentang
gambaran dari objek penelitian, yaitu Sejarah PT. Jakarana Tama Food Industry,
Organisasi, Manajemen dan Uraian proses.
BAB III (Landasan teori), menyajikan dasar teori dan metode yang
digunakan sebagai dasar dan alat untuk memecahkan masalah. Teori yang
digunakan adalah teori yang membahas tentang tataletak gudang metode share
BAB IV (Metodologi penelitian), mengemukakan tentang urutan
langkah-langkah dalam pemecahan masalah dan penjelasan secara garis besar bagaimana
langkah pemecahan persoalan dengan menggunakan metode yang digunakan.
BAB V (pengumpulan dan pengolahan data), bab ini merupakan
pembahasan tentang penerapan metode share storage, pengumpulan data,
pengolahan data dengan cara meramalkan kapasitas produksi, kemudian
menyusun kebutuhan luas gudang dengan metode share storage.
BAB VI (Analisa pemecahan masalah), bab ini menganalisa hasil dari
pengolahan data dan mengidentifikasi pemecahan masalah untuk mengetahui
langkah-langkah perbaikan yang dibutuhkan perusahaan.
BAB VII (Kesimpulan dan saran), kesimpulan berisi tentang pokok-pokok
hasil penelitian dan uraian singkat hasil analisa yang dilakukan, sedangkan saran
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pemilihan usaha dalam bidang industri makanan ini dapat dikaitkan
dengan himbauan dan usaha pemerintah pada saat itu, yakni pengadaan makanan
yang bergizi dan non beras. Dengan semakin meningkatkan permintaan konsumen
menyebabkan banyak perusahaan-perusahaan baru yang menanamkan modalnya
untuk mengembangkan industri mie instan.
Pada tahun 1970 perkembangan industri mie instan di Indonesia dimulai.
Pada saat sekarang ini perkembangan industri mie instan di Indonesia tidak hanya
diproduksi oleh satu atau dua perusahaan saja. Seiring dengan semakin majunya
perekonomian di Indonesia menyebabkan pertumbuhan industri mie instan
semakin pesat sehingga mendukung adanya pengembangan produk mie instan
tersebut. Hal ini terlihat dengan semakin maraknya aneka mie instan yang beredar
dipasaran.
PT. Jakarana Tama pertama kali didirikan di Ciawi, Bogor. Perusahaan ini
kemudian melihat perkembangan yang pesat terhadap produknya, dimana banyak
permintaan terhadap produk tersebut yang datangnya dari luar pulau Jawa yang
seringkali tidak dapat dipenuhi, baik dalam jumlah maupun dari segi waktu.
Untuk memenuhi permintaan yang datangnya dari luar Pulau Jawa tersebut,
yang mulai dibangun pada bulan November tahun 1992. Produksi perdana dimulai
7 Juni 1993 yang sekaligus menjadi peresmian berdirinya PT. Jakarana Tama,
sedangkan produksi komersial PT. Jakarana Tama dimulai pada bulan Juli 1993.
Dalam perjalanan perusahaan ini, dapat dilihat bahwa disamping mencapai
tujuan-tujuan bagi pihak perusahaan sendiri, terdapat pula tugas dan tanggung
jawab yang senantiasa dilaksanakan, yakni :
1. Membantu pemerintah dalam meningkatkan gizi masyarakat.
2. Membantu mengembangkan produksi makanan yang bergizi.
3. Memperluas lapangan pekerjaan bagi masyarakat, khususnya masyarakat di
sekitar pabrik.
Dalam memasarkan produknya PT. Jakarana Tama bekerja sama dengan
PT. Wicaksana Overseas Internasional sebagai distributor. PT. Wicaksana
Overseas Internasional (PT. WOI) merupakan salah satu perusahaan jasa
distributor yang ikut menikmati pertumbuhan mie instan dengan menjadi
distributor yang ikut menikmati pertumbuhan mie instan dengan menjadi
distributor yang merupakan pemimpin merek mie instan di Indonesia. Tetapi pada
tahun 1993 PT. Indofood Sukses Makmur mengalihkan distributor indomie dan
seluruhnya dari PT. WOI yang menyebabkan kehilangan omzet yang cukup besar.
Karena alasan di atas dan penguasaan manajemen serta pengalaman
marketing selama 27 tahun menjadikan dan memutuskan pemilik-pemilik saham
2.2. Ruang Lingkup Usaha
Perusahaan PT. Jakarana Tama Cabang Medan merupakan perusahaan
yang bergerak dalam bidang industri makanan instan dengan produk akhir berupa
mie instan.
Adapun produk mie instan yang telah diluncurkan oleh PT. Jakarana Tama
di pasar domestik pada saat ini adalah mie instan dengan merk Gaga Mie 100 dan
Gaga Mie 1000.
Bahan-bahan yang digunakan dalam memproduksi mie instan adalah
tepung terigu, tepung tapioka, minyak goring, bumbu, kemasan dan karton. PT.
Jakarana Tama Cabang Medan pada saat ini hanya memproduksi mie saja.
Sedangkan bumbu sebagai salah satu bahan baku di datangkan dari Ciawi Bogor
yang juga diproduksi oleh PT. Jakarana Tama Bogor, mengingat besarnya biaya
peralatan yang dikeluarkan apabila memproduksi bumbu sendiri dibandingkan
dengan mendatangkan dari Ciawi, yang mampu memproduksi sebanyak yang
dibutuhkan.
PT. Jakarana Tama Cabang Medan menitikberatkan produksinya pada
produk mie instan, dengan memproduksi berbagai jenis mie instan yaitu :
1. Gaga mie 100 Ayam Bawang
2. Gaga mie 100 Soto Mi
3. Gaga mie 100 Kaldu Ayam
4. Gaga mie 100 Goreng Spesial
6. Gaga mie 1000 Ayam Bawang
7. Gaga mie 1000 Rasa Soto
8. Gaga mie 1000 Goreng Spesial
9. Gaga mie 1000 Kaldu Ayam
Pada dasarnya efisiensi bahan dalam proses produksi mie ini sangat tinggi,
dimana bahan yang terbuang masih dapat dimanfaatkan kembali. Misalnya
makanan ringan. Krip-krip adalah merupakan pecahan-pecahan (remah-remah)
mie yang diperoleh dari lintasan produksi yang masih steril yang kemudian diolah
kembali menjadi makanan ringan.
2.3. Struktur Organisasi Perusahaan
Pengertian organisasi secara umum adalah sekumpulan orang yang
mempunyai tujuan tertentu dan diantara mereka dilakukan pembagian tugas untuk
pencapaian tujuan tersebut. Metode pembagian tugas memunculkan empat jenis
hubungan kerja dalam organisasi yaitu hubungan garis (hubungan lini atau
komando), hubungan garis, fungsional, garis dan staf, organisasi staf dan
fungsional.
Manajemen merupakan seni dan ilmu perencanaan, pengorganisasian,
penyusunan, pengarahan dan pengawasan daripada sumber daya manusia untuk
mencapai tujuan yang telah ditetapkan. Perusahaan yang terdiri dari beberapa
bagian aktifitas yang berbeda-beda harus dikordinasikan sedemikian rupa
baik adalah struktur organisasi yang fleksibel dalam arti hidup, berkembang,
bergerak sesuai dengan kondisi yang sedang dihadapi oleh perusahaan.
Suatu struktur yang diperoleh dari mengelompokkan orang-orang sehingga
mereka dapat bekerja secara efektif untuk mencapai tujuan bersama disebut
organisasi, atau kata lain organisasi adalah suatu kesatuan sosial dari kelompok
individu yang saling berinteraksi dengan pola tertentu sehingga setiap anggota
mempunyai tugas tertentu, dan sebagai satu kesatuan yang mempunyai tujuan
tertentu. Sedangkan struktur organisasi adalah merupakan gambaran secara
skematis tentang hubungan atau kerja sama dari orang-orang yang menggerakkan
organisasi untuk mencapai tujuannya.
Untuk menjalankan suatu perusahaan secara efektif dan efesien diperlukan
adanya suatu keraturan baik intern maupun ekstern perusahaan tersebut. Struktur
organisasi turut menunjang keberhasilan dari manajemen. Tanpa organisasi kita
akan menghadapi kesimpang siuran di tempat kerja. Nilai yang sangat besar dari
sebuah organisasi adalah kemampuannya memanfaatkan berbagai sumber daya
manusia secara lebih efektif. Para karyawan yang bekerja secara invidual dengan
tujuan berbeda-berbeda memerlukan koordinasi dan pengarahan yang dapat
dilakukan melalui organisasi.
Organisasi dan manajemen yang baik akan memberikan pendelegasian
wewenang dan tanggung jawab yang seimbang. Hal ini akan memberikan dampak
positif terhadap keberhasilan perusahaan, karena untuk melakukan usaha yang
ada, setiap personil mengetahui wewenang dan tanggung jawabnya
kewajibannya sebagaimana mestinya maka organisasi dapat bekerja secara efektif
dan efesien, sistematik dan terkoordinir.
Struktur Organisasi yang diterapkan pada PT. Jakarana Tama Cabang
Medan adalah kombinasi organisasi garis dan fungsional, dimana pempinan
tertinggi dipegang oleh Factory Manager. Disebut berbentuk kombinasi garis dan
fungsional karena bentuk organisasi garis dan fungsional adalah organisasi yang
wewenangnya dari pucuk pimpinan dilimpahkan kepada satuan-satuan organisasi
dibawahnya dalam bidang pekerjaan tertentu, pimpinan tiap kerja berhak
memerintah kepada semua pelaksana yang ada sepanjang menyangkut bidang
kerjanya, dan tiap-tiap satuan pelaksana kebawah memiliki wewenang dalam
semua bidang kerja.
Untuk lebih jelasnyan Struktur Organisasi PT. Jakarana Tama dapat dilihat
Factory Manager
TEKNIK SPV SENIOR
PRODUKSI SPV
SENIOR KEPALA PERSONALIA
(HRD)
GA Security Opr.
Telepon Administrasi
2.4. Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatun organisasi dibutuhkan orang-orang yang
memegang jawaban tertentu dalam organisasi, dimana masing-masing melaksakan
tugas dan tanggung jawab yang sesuai dengan jabatannya. Dalam uraian tugas,
wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan adalah sebagai berikut:
1. Manajer Pabrik
a. Mengambil keputusan-keputusan dan tindakan-tindakan yang tepat demi
kepentingan dan kelangsungan jalannya perusahaan.
b. Mengadakan hubungan kerja dengan pihak diluar perusahaan.
c. Mengkoordinir tugas-tugas yang didelegasikan kepada tiap-tiap bagian dan
menjalin hubungan kerja yang baik dengan para karyawan perusahan agar
terbentuk suatu kerja sama yang harmonis.
d. Bertanggung jawab kepada direktur utama dipusat mengenai kemajuan
perusahaan.
2. Teknik Supervisor Senior
a. Bertanggung jawab atas perawatan, pemeliharaan, dan perbaikan
fasilitas-fasilitas pabrik.
b. Mengawasi persedian suku cadang mesin dan peralatan.
c. Menyusun jadwal maintenance seluruh mesin yang ada sehingga
pelaksanaanya secara rutin dapat diawasi dan disesuaikan dengan standar
perusahaan untuk mencapai efesiensi dan senantiasa siap pakai.
e. Memelihara barang inventaris perusahaan yang berada di departemen
teknik.
3. Production Supevisor Senior
a. Bertanggung jawab atas pelaksanaan kegiatan produksi.
b. Mengawasi dan merencanakan atas pelaksanaan produksi sesuai dengan
spesifikasi dan standar mutu yang telah ditetapkan.
c. Mengawasi dan mengevaluasi setiap kegiatan produksi untuk mendeteksi
setiap kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
d. Menyusun target renacana produksi dan upaya-upaya pencapaiannya.
e. Menyusun sistem dan mekanisme kerja ddari masing-masing unit produksi.
f. Memelihara barang intaris perusahaan yang ada di departemen produksi.
g. Membuat rencana kebutuhan material.
h. Melakukan pengendalian terhadap biaya produksi.
i. Memelihara barang investasi perusahaan yang ada di Departemen Produksi.
j. Bertanggung jawab atas kemajuan dibidang produksi serta menyampaikan
laporan perkembangan produksi secara periodik kepada Manajer Pabrik.
k. Mendapat laporan atas pelaksanaan kegiatan-kegiatan di gudang bahan
baku dan di gudang bahan jadi.
4. Kepala Personalia (HRD)
a. Melaksanakan pemeriksaan administrasi personalia secara keseluruhan.
b. Mengadakan hubungan keluar dengan perusahaan lain dan pejabat yang
c. Berusaha agar perusahaan mendapat tanggapan yang baik dari segenap
lapisan masyarakat.
d. Menyusun rencana pengembangan Sumber Daya Manusia.
e. Menyelesaikan masalah perselisihan perburuhan dan pelaporan ketenaga
kerja.
f. Membina hubungan dengan Departemen Tenaga Kerja, dan instansi
terkait/PEMDA.
g. Memeriksa dan menganalisa data dan laporan aliran dana dan biaya
perusahaan.
h. Koordinasi dengan seluruh kepala departemen dalam hal mempersiapkan
job description.
i. Membimbing dan mengarahkan bawahan dalam melaksanakan pekerjaan.
5. Supervisor Quality Control
a. Melakukan pengawasan terhadap mutu bahan baku hingga menjadi produk
jadi.
b. Mengendalikan standar penggunaan bahan yang telah ditetapakan.
c. Melakukan analisa dan perbandingan mutu terhadap produk sejenis dari
perusahaan.
d. Mengadakan riset terhadap proyek-proyek pengembangan mutu produk dan
jenis produk.
e. Memeriksa bahan baku dan bahan penolong yang masuk untuk keperluan
f. Memeriksa persedian bahan baku agar yang dipakai jangan sampai sudah
habih masa pakainya.
g. Memonitor usia (massa pakai) produk yang telah disalurkan kepada
konsumen.
h. Memelihara barang inventaris perusahaan yang berdara di Departemen
Quality Control.
i. Melayani petugas dari instansi/PEMDA yang akan melaksanakan
pemeriksaan hasil produk.
j. Menjaga agar mutu produk tetap baik, sesuai dengan standar yang telah
dugariskan oleh perusahaan.
6. Surpervisor Bagian Perencanaan Produksi dan Pengendalian Persedian Persedian (PPIC)
a. Mengendalikan persedian bahan baku, bahan penolong, dan bahan
tambahan.
b. Mengendalikan persedian bahan jadi.
c. Menentukan jenis produk yang akan diproduksi setiap hari.
d. Bertanggung jawab terhadap manajer produksi.
7. Supervisor Ware House ( Gudang )
a. Mengawasi dan mencatat kegiatan keluar masuk barang dari dan ke
gudang baik bahan baku maupun bahan jadi.
b. Bertanggung jawab atas kerusakan bahan baku dan bahan jadi di gudang.
8. Supervisor Utility
a. Menjamin kelancaran operasi mesin secara keseluruhan.
b. Mengawasi pekerjaan pemeliharaan mesin.
c. Bertugas melakukan pemasangan peralatan mesin.
d. Mengawasi pekerjaan operator di power house
9. Kepala Seksi Workshop
a. Bertanggung jawab terhadap perbaiakan mesin-mesin dan peralatan.
b. Bertanggung jawab atas pengadaan suku cadang yang dibuat sendiri oleh
perusahaan.
c. Menyusun rencana kebutuhan bahan-bahan genset dan mempersiapkan
suku cadang seluruh mesin-mesin yang ada.
d. Mengawasi pelaksanaan pekerjaan pemeliharaan mesin.
10. Supervisor Bagian Produksi
a. Mengadakan pemeriksaan, penilaian, analisa serta evaluasi pekerjaan
bawahan.
b. Melakukan perencanaan pekerjaan dan waktu.
c. Mengkoordinir pembagian tugas bawahan.
d. Merencanakan pemakaian bahan baku, bahan penolong dan utilitas.
e. Bertanggung jawab terhadap Production Supervisor Senior.
f. Menjaga dan membantu kelancaran jalannya produksi.
11. Koordinator Shift Produksi
a. Bertanggung jawab atas semua kegiatan produksi selama shiftnya.
c. Membuat laporan kepada supervisor produksi bila ada masalah dibagian
produksi.
d. Mengawasi pekerjaan para operator.
12.Operator Teknik Field
a. Bertanggung atas pemeliharaan dan kelancaran mesin-mesin.
b. Melakukan perbaikan kerusakan mesin saat operasi berlangsung.
13. Operator Bubut
a. Melakukan perbaikan kerusakan mesin yang ada di bengkel bagian bubut.
b. Bertanggung jawab atas seluruh peralatan yang ada di bengkel bagian
bubut.
14. Operator Scrap
a. Melakukan perbaikan kerusakan mesin yang ada di bengkel bagian scrap.
b. Bertanggung jawab atas seluruh peralatan yang ada di bengkel bagian
scrap.
15. Operator Mixer
a. Menangani atau mengoperasikan mesin mixer pada proses produksi dengan
baik selama shiftnya.
b. Mengontrol berjalannya proses produksi di mesin mixer selama shiftnya.
16. Operator Press
a. Menangani atau mengoperasikan mesin press pada proses produksi dengan
baik selama shiftnya.
17. Operator Fryer
a. Menangani atau mengoperasikan mesin fryer pada proses produksi dengan
baik selama shiftnya.
b. Mengontrol berjalannya proses produksi di mesin fryer selama shiftnya.
18. Operator Packing
a. Menangani atau mengoperasikan mesin packing pada proses produksi
dengan baik selama shiftnya.
b. Mengontrol berjalannya proses produksi di mesin packing selama shiftnya.
19. Operator Payroll
a. Mengatur masalah pemberian upah pada karyawan.
b. Mengatur masalah pemberian bonus pada karyawan.
c. Bertanggung jawab atas pendanaan perusahaan dan dokumen-dokumen
penting perusahaan.
20. General Administrasi (GA)
a. Membantu karyawan dalam memecahkan masalah yang ada dalam
perusahaan.
b. Mengkoordinir dan memeriksa masalah kehadiran karyawan.
21. Security
a. Bertanggung jawab penuh atas keamanan baik pada lingkungan pabrik dan
keseluruhan.
b. Menjaga perusahaan dari gangguan baik dari dalam maupun dari luar
perusahaan.
22. Operator Telepon
Mengatur/mengkoordinir telepon yang masuk dan keluar, membuat laporan
tentang keadaan jumlah stok bahan jadi di gudang.
23. Administrasi
a. Bertanggung jawab untuk semua urusan yang berhubungan dengan
administrasi.
b. Mengelola dan menyimpan data-data pegawai dan karyawan perusahaan.
24. Operator Sanitasi
a. Menangani atau mengatur masalah pengolahan limbah.
b. Mengatur kebersihan dan kerapian di seluruh pabrik.
25.Tim Medis
a. Memberikan pelayanan kepada karyawan yang membutuhkan perawatan.
b. Melakukan test kesehatan dalam merekrutmen tenaga kerja.
26. Operator Analis
a. Melakukan pengujian laboratorium terhadap bahan baku, bahan setengah
jadi dan bahan jadi.
b. Memnuat laporan pelaksanaan pengujian laboratorium.
27. QC Bagian Peracikan
a. Bertanggung jawab atas pembuatan formula-formula untuk masing-masing
jenis mie yang akan diproduksi setiap hari.
b. Bertanggung jawab atas pembuatan larutan alkali untuk setiap jenis produk
28. QC Field
a. Memeriksa kualitas mie yang telah dikemas sampai batas berlakunya.
b. Memantau keadaan mie yang dipasarkan apakah masih layak untuk
digunakan.
c. Menarik semua produk apabila dalam pemeriksaan ternyata tidak layak
digunakan lagi.
29. QC Bagian Pengendalian Mutu ( Raw Material )
a. Bertanggung jawab atas mutu produk.
b. Melakukan penelitian mutu dari setiap bahan masuk berdasarkan
kualifikasi yang telah di tentukan.
c. Melakukan pengawasan mutu produk selama dalam proses.
30. Operator Gudang Bahan Jadi
a. Mengawasi kegiatan pemasukan dan pengeluaran produk gudang
bahanjadi.
b. Mengontrol keadaan bahan jadi.
c. Membuat laporan persedian bahan jadi dan pengeluaran bahan jadi atau
hasil produksi.
d. Membuat laporan tentang keadaan jumlah stok bahan jadi di gudang.
31. Operator Gudang Bahan Baku
a. Mengawasi pemasukan dan pengeluaran bahan dari gudang bahan baku.
b. Mengontrol keadaan bahan baku.
2.5. Jumlah Tenaga Kerja dan Jam Kerja 2.5.1. Jumlah Tenaga Kerja
PT. Jakarana Tama Medan memiliki tenaga kerja yang terdiri dari tenaga
kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung adalah
tenaga kerja/karyawan yang ditempatkan langsung pada bagian proses
pembuatan/pengolahan produk, yaitu pekerja yang ada di bagian pengolahan
(pabrik), sedangkan tenaga kerja tidak langsung adalah karyawan/tenaga kerja
yang tidak langsung berhubungan dengan pembentukan produk atau yang tidak
langsung bekerja di pabrik, yaitu yang ditempatkan pada bagian kantor, baik
kantor manajer, maupun kantor-kantor pada setiap departemen.
Khusus bagi penerimaan tenaga kerja yang baru, sama seperti perusahaan
lainnya, dilakukan test pengetahuan umum, kesehatan, wawancara dan juga test
keahlian khusus. Sesudah melewati tahap tersebut, diadakan penyaringan data
yang lulus dalam penyaringan ini kemudian diterima bekerja, dan kemudian
diadakan orientasi dan tranning pekerja.
Latihan dan pendidikan tenaga kerja langsung dilakukan di pabrik oleh
pekerja yang terlatih. Untuk tenaga kerja langsung terlebih dahulu diberikan masa
percobaan selama 3 (tiga) bulan sesuai dengan peraturan dan persyaratan bagi
karyawan baru. Dan dalam masa percobaan harus bersedia lembur dan patuh
terhadap peraturan. Perincian jumlah tenaga kerja pada PT. Jakarana Tama dapat
Khusus bagi penerimaan tenaga kerja yang baru, sama seperti perusahaan
lainnya, dilakukan test pengetahuan umum, kesehatan, wawancara dan juga test
keahlian khusus. Sesudah melewati tahap tersebut, diadakan penyaringan data
yang lulus dalam penyaringan ini kemudian diterima bekerja, dan kemudian
diadakan orientasi dan tranning pekerja.
Tabel 2.1. Jumlah Tenaga Kerja Pada PT Jarakana Tama Medan
No Bagian Jenis Kelamin Jumlah
Pria Wanita
1. HRD 21 4 24
2. Accounting 2 2 4
3. Sales/Marketing 10 2 12
4. Purchasing 1 - 1
5 Quality Control 7 6 12
6 Gudang Bahan Jadi 12 1 13
7 Gudang Bahan Baku 11 1 12
8 Produksi 77 179 256
9 Anodle 6 4 10
10 Teknik 13 1 14
11 PPIC 1 - 1
Jumlah Karyawan 161 200 361
Sumber : PT. Jakarana Tama
2.5.2. Jam Kerja
Jam kerja pada perusahaan ini secara umum dibagi atas 2 shift. Pembagian
1. Kantor
Hari kerja Senin sampai Jumat
Pukul 08.00 – 12.00 WIB ( Bekerja)
Pukul 12.00 – 13.00 WIB (Istirahat)
Pukul 13.00 – 16.00 WIB (Bekerja)
Untuk Hari Sabtu
Pukul 08.00 – 12.00 WIB (Bekerja)
Hari Minggu adalah hari libur
2. Pabrik
Senin sampai Jum’at diatur dalam 2 shift sebagai berikut:
- Shift I bertugas mulai pukul 08.00 WIB sampai dengan 16.00 WIB
- Shift II bertugas mulai pukul 16.00 WIB sampai dengan 24.00 WIB
3. Khusus karyawan keamanan dibagi dalam satu kelompok 4 orang. Untuk
setiap kelompok dilakukan pergantian tiap 12 jam dari hari Senin sampai
Minggu
2.6. Sistem Pengupahan
Besarnya gaji/upah untuk setiap karyawan ditentukan menurut tingkat
golongannya. Perusahaan ini menerapkan ketentuan pemerintah tentang Upah
Minimum Regional (UMR) yang berlaku bagi seluruh karyawan. Dalam hal upah
atau gaji karyawan PT. Jakarana Tama melakukan pembayaran sekali setiap
bulan. Perusahaan juga memberi tambahan gaji kepada karyawan berdasarkan
2.7. Jaminan Sosial
Untuk menolong karyawannya agar bekerja lebih giat dalam
meningkatkan prestasinya, perusahaan memberikan jaminan sosial dalam
tunjangan antara lain:
1. Asuransi
a. Asuransi Tenaga Kerja
- Jaminan Hari Tua
- Dana Pensiun
- Santunan Hari Tua
- Asuransi Kecelakaan Kerja
- Asuransi Kematian
b. Asuransi Jaminan Sosial Tenaga Kerja (Jamsostek) kepada semua
karyawan berupa jaminan kecelakaan, kematian, dan hari tua.
2. Tunjangan
a. Tunjangan Hari Besar Agama
Setiap tahunnya karyawan juga mendapat Tunjangan Hari Raya (THR) dan
paket Hari Raya yang beragama Islam dan paket Tahun Baru bagi yang
beragama Kristen.
b. Tunjangan jabatan/fungsional
c. Tunjangan Hari Tua
e. Tunjangan kesehatan Karyawan dan Keluarga, yaitu:
- Berobat ke dokter yang ditunjuk perusahaan
- Rawat inap
- Perawatan gigi
-2.8. Fasilitas Pendukung
Perusahaan menyediakan fasilitas-fasilitas yang dapat mendukung
efektifitas karyawan seperti:
1. Poliklinik
2. Fasilitas kerja, berupa pakaian kerja, sarung tangan, topi serta masker
3. Koperasi
4. Sarana ibadah/Musola
5. Keanggotaan SPSI
6. Transportasi
Perusahaan menyediakan bus angkutan untuk antar jemput pekerja dan mobil
untuk antar jemput karyawan kantor.
7. Kamar mandi dan kamar ganti pakaian
8. Fasilitas tranning dan pelatihan
9. Cuti yang meliputi:
- Cuti tahunan selama 12 hari kerja
- Cuti melahirkan selama 1,5 bulan sebelum dan sesudah melahirkan
2.9. Proses Produksi
2.9.1. Standar Mutu Bahan/Produk
Perusahaan selalu berusaha untuk dapat meningkatkan pasar penjualan
yang tinggi dan memenuhi kebutuhan konsumen dengan menjaga mutu mie instan
agar sesuai dengan standar yang telah ditentukan. Selain menjaga mutu,
perusahaan juga menjaga ketepatan waktu pengiriman sesuai jadwal yang
ditetapkan dalam jadwal pengiriman ke jaringan distribusi. Untuk memenuhi
kebutuhan pasar yang sangat mengutamakan standar mutu yang baik dan sesuai
dengan jadwal pengiriman yang tepat waktu, perusahaan berusaha untuk terus
menerus meningkatkan mutu dan menjaga waktu pengiriman yang dijadwalkan
sehingga dapat memperoleh pasar yang lebih besar lagi.
Pada saat ini PT. Jakarana Tama Tanjung Morawa harus lebih
meningkatkan mutu produk mie instan karena semakin banyaknya perusahaan lain
yang memproduksi mie instan yang sejenis, perusahaan lain yang memproduksi
yang menjadi saingan seperti Indomie, Supermie, Sarimie, dan merk mie instan
lainnya yang semakin marak dipasaran saat ini. Namun PT. Jakarana Tama tetap
dapat bersaing dengan perusahaan-perusahaan sejenis lainnya. Standar mutu
bahan/produk ini dilakukan dalam 3 tahap pengawasan mutu yaitu :
1. Analisis Laboratorium
Sebelum mie siap dikonsumsi oleh konsumen dilakukan tes laboratorium.
Beberapa tes yang dilakukan adalah :
a. Analisis Kadar Asam Lemak Bebas (Free Fatty Acid/FFA)
c. Analisis Bilangan Peroksida (POV)
d. Analisis Kadar Air dengan Metode Oven
2. Mutu Produk Jadi
Pengawasan mutu produk jadi yaitu mie yang sudah kering yang keluar dari
cooling fan kemudian didistribusikan ke luar packing. Pada tahap ini terdapat
beberapa proses yaitu :
a. Pengaturan letak mie
b. Pengisian bumbu dan cabe
c. Pengecekan kelengkapan isi
d. Pengemasan mie
e. Pengemasan karton
f. Pengisolasian karton
Sebelum pengemasan produk dilakukan beberapa pengecekan, yaitu :
a. Pengontrolan Berat Mie
Pemeriksaan berat mie dilakukan di mesin packing setiap 0,5 menit setiap
jalur. Untuk mie instan regular berat mie kering 55 gr dan mie instan berat
mie kering 89 gr. Keutuhan dari kepingan mie juga diperhatikan yaitu
minimal 96%. Jika persyaratan tersebut tidak dipenuhi maka mie tersebut
tidak dapat dibungkus/dikemas.
b. Pemeriksaan Kandungan Mie
Analisisnya dilakukan di dalam laboratorium. Standar mutu mie kering
Tabel 2.2. Standar Mutu Mie Kering
Jenis Pemeriksaan Standar
Tekstur Normal dan dapat diterima
Kadar Free Fatty Acid (FFA) mie Maksimal 0,25 %
Kadar Peroksida Maksimal 3,00 mg/100 gr
Kadar Air Mie Maksimal 17-19 %
Kadar Lemak Maksimal 17-19 %
Sumber : PT. Jakarana Tama
Bila hasil pemeriksaan tidak sesuai standar maka dilakukan proses
pengolahan.
3. Standar Mutu Pengemasan
Mie yang akan dikemas harus berbentuk rapi, tidak panas, tidak pecah, juga
tidak ada kontaminasi. Kemasan yang digunakan harus bersih. Etiket yang
baik harus memenuhi ketentuan sebagai berikut :
a. Kondisi bagian belakang dan daerah penutup
Kondisi yang masih diterima pada bagian ini adalah bagian penutup harus
kuat, berwarna kontras dan berwarna dasar sebagai latar belakang.
b. Latar belakang
Bagian latar belakang yang tidak berwanrna berukuran lebih tebal
berbentuk garis. Bagian yang berwarna berukuran tipis.
c. Kondisi tulisan
d. Pengkodean
Etiket harus dilengkapi dengan kode produksi dan batas pemakaiannya
(batas kadaluarsa)
Standar pengemasan kepingan mie instan dapat dilihat pada Tabel 2.3.
Tabel 2.3. Standar Pengemasan Kepingan Mie Instan
No Jenis Pemeriksaan Standar
1 Berat netto kepingan mie 65 gr, 75 gr (mie regular), 100 gr (mie 100)
2 Kode
- Etiket - ada dan sesuai
- karton - ada dan sesuai
3 Mutu Sealing Tidak bocor dan tidak berlipat
4 Mutu Etiket Baik dan gambarnya jelas
5 Kelengkapan bumbu ada dan sesuai
6 Isi tiap karton 40 pcs
Sumber : PT. Jakarana Tama
2.9.2. Bahan yang Digunakan
Produk yang dihasilkan oleh PT. Jakarana Tama adalah mie instan. Produk
ini diproduksi dengan berbagai rasa.
Adapun bahan-bahan yang digunakan dalam pembuatan mie instan adalah
sebagai berikut :
1. Bahan Baku
Bahan baku adalah bahan yang paling penting digunakan dalam pembuatan
suatu produk dimana keberadaan bahan tersebut mempengaruhi nilai produk.
a. Tepung Terigu
Tepung terigu merupakan bahan baku utama dalam proses pembuatan mie
instan yang dikemas dalam karung berkapasitas 25 kg dengan ukuran 90
cm x 50 cm.
b. Tepung Tapioka
Tepung tapioka berfungsi sebagai bahan baku yang ditambahkan pada
tepung terigu yang dapat membuat adonan menjadi kenyal pada setiap
keping mie blok yang dikemas dalam karung bekapasitas 10 kg dengan
ukuran 60 cm x 30 cm.
c. Bumbu penyedap dan sauce
Bumbu penyedap dan sauce tidak di produksi sendiri oleh pabrik tetapi
didatangkan dari Ciawi yang menangani bumbu pada grup yang sama. Jadi
bumbu sudah dalam bentuk kemasan. Pemberian bumbu pada setiap
kemasan berbeda-beda menurut jenisnya dan rasa mie. Bumbu dan mie
disatukan pada waktu pembungkusan. Bumbu ini terdiri dari pala, lada.
Monosodium glutamate, rasa daging ayam, garam, hidrolisa, protein sayur,
bumbu seledri, kecap, bumbu bawang putih dan daun bawang. Ukuran
pembungkus bumbu penyedap dan sauce masing - masing adalah 7 cm x 5
cm.
2. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan guna menyelesaikan
suatu produk atau suatu bahan yang ditambahkan pada produk dimana
akhir. Dengan kata lain, bahan tambahan adalah bahan-bahan yang dibutuhkan
sebagai pelengkap bahan baku untuk sama-sama membentuk barang jadi,
dimana komponen bahan tambahan ini biasanya tidak dapat dibedakan secara
jelas pada barang jadi tersebut.
Bahan tambahan yang digunakan dalam proses pembuatan mie instan adalah
sebagai berikut :
a. Etiket atau pembungkus
Etiket atau pembungkus terbuat dari plastik yang telah diberi merek
berbagai jenis dan rasa mie yang hendak dibungkus. Etiket ini dibuat
berbentuk roll gulungan yang telah disesuaikan dengan keadaan mesin
pembungkus. Ukuran satu pembungkus mie instan adalah 12 cm x 10 cm.
b. Kotak karton
Kotak karton digunakan untuk mengepak mie yang telah dibungkus pada
masing-masing etiket yang memuat 40 bungkus. Kotak karton ini juga
telah diberi label berdasarkan jenis dan rasa mie yang akan dikemas.
Ukuran kotak karton bila di bangun yaitu 33 cm x 22,5 cm x 23,5 cm.
c. Selotif
Selotif digunakan untuk merekatkan tutup kotak karton satu sama lain
yang berukuran lebar 8 cm.
3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi
yang dikenakan langsung terhadap bahan baku yang sifatnya hanya membantu
produk akhir. Bahan penolong ini tidak tampak pada barang jadi. Bahan
penolong yang digunakan adalah :
a. Natrium polipospat (NaH2PO4)
Natrium polipospat (NaH2PO4) berfungsi untuk membuat adonan menjadi
kenyal dan bersatu.
b. Natrium karbonat (Na2CO3)
Natrium karbonat (Na2CO3) berfungsi sebagai pengembang dalam proses
pembuatan mie instan.
c. Potassium karbonat
Potassium karbonat berfungsi untuk membuat adonan menjadi kenyal dan
bersatu
d. Karboksimetil selulosa
Karboksimetil selulosa berfungsi untuk membuat adonan menjadi kenyal
dan bersatu.
e. Tetrazine (CL 19140)
Tetrazine (CL 19140) berfungsi sebagai bahan pewarna untuk pembuatan
mie instan, agar mie tersebut tampak menarik.
f. Garam (NaCl)
Garam digunakan untuk memberikan rasa asin terhadap mie.
g. Air
Dalam proses pembuatan mie, air berfungsi untuk melarutkan zat-zat yang
digunakan serta menjadikan adonan dapat bercampur secara homogen. Air
filter yang akan menyaring kotoran-kotoran sehingga dihasilkan air yang
jernih, tidak berwarna, tidak berbau dan tidak berasa.
h. Minyak goreng
Minyak goreng berfungsi untuk menggoreng mie yang sudah diadon dan
dibentuk dalam mangkok-mangkok penggorengan. Minyak goreng yang
dipakai harus mempunyai titik didih yang tinggi dan mengandung lemak
rendah, sehingga hasil produksi tidak berbau tengik dan dapat bertahan
lama. Minyak goreng didatangkan dari PT. Asianagro Tanjung Balai.
4. Bahan Jadi
Bahan jadi adalah produk akhir dari pembuatan mie instan yang sudah siap
untik dipasarkan atau dikonsumsi. Barang jadi dikemas dalam kotak karton
berukuran 33 cm x 22,5 cm x 23,5 cm yang didalamnya berisi 40 bungkus mie
instan yang dikemas dalam plastik.
2.9.3. Uraian Proses
Adapun urutan dalam proses pembuatan mie adalah sebagai berikut :
1. Pembuatan Larutan Konsui
Larutan konsui adalah campuran larutan formula alkali dengan air dengan
komposisi formula dan air adalah 1:3. Larutan formula alkali di tangki alkali
dialirkan melalui pipa ke tangki konsui untuk pencampuran dan pengadukan
larutan alkali selama ± 1 jam sehingga larutan homogen. Untuk satu adonan
melalui konsui pump. Larutan alkali digunakan untuk campuran dalam
pengadukan tepung terigu dan tepung tapioka menjadi adonan pembentuk mie.
2. Pencampuran di Mesin Mixer
Tepung terigu sebanyak 9 sak (225 kg) dan tepung tapioka sebanyak 10 kg
yang berada di lantai I lantai produksi dipompakan melalui screw conveyor ke
mesin mixer yang berada pada lantai II. Proses ini merupakan proses
pencampuran tepung terigu dan tepung tapioka dengan larutan alkali pada
temperatur 300 – 360C selama 12-18 menit, dengan kecepatan 60-70 rpm.
Pengadukan dilakukan secara perlahan-lahan sampai terbentuk adonan yang
homogen dan memiliki tekstur yang elastis. Adonan yang dihasilkan berwarna
kuning muda, yang tidak menggumpal (tidak mudah pecah/hancur). Adonan yang
baik adalah adonan yang lembut dan kadar airnya cukup. Proses kerja mesin
mixer ini diatur melalui sebuah panel control untuk mengetahui suhu, waktu, dan
kecepatan pengadukan.
3. Penampungan di Mesin Feeder
Bila pencampuran selesai yang berarti telah terbentuk adonan yang baik
menurut standar produk maka tutup bagian bawah (damper) mesin mixer terbuka
dan adonan ditampung oleh mesin feeder yang berada tepat di bawah mesin mixer
di lantai I, sehingga adonan dapat berpindah hanya dengan menggunakan gaya
gravitasi.
Mesin feeder ini berfungsi sebagai tempat penampungan adonan untuk
diratakan dan juga untuk mengatur jumlah adonan yang akan di press, agar
Proses kerja mesin feeder ini diatur melalui sebuah panel control sehingga
proses dapat berjalan secara kontiniu selama masih ada adonan di dalam mesin
ini. Mesin ini juga dilengkapi sensor infra merah, yang akan mengatur jumlah
adonan yang akan jatuh ke mesin press.
4. Pengepresan di Mesin Press
Adonan didorong sedikit demi sedikit dari mesin feeder ke mesin press
dengan menggunakan roller-roller press yang akan menekan dan menipiskan
adonan menjadi lembaran-lembaran dengan ketebalan 1,0-1,2 mm. Di mesin press
terdapat 2pasang secara seri. Masing-masing roller akan mengeluarkan
lembaran-lembaran dengan ketebalan yang semakin kecil. Pada hasil output roller ke-8 akan
memberikan ketebalan yang dikehendaki yaitu pada toleransi antara 1,0-1,2 mm.
Ketebalan dari lembaran adonan ini selalu dikendalikan dengan menyetel setiap
pasangan-pasangan roller. Lebar lembaran adonan adalah 80 cm dan lembaran
yang dihasilkan tidak boleh putus atau berlubang, bersifat elastis dan tidak tegang.
Lembaran adonana kemudian diangkut dengan conveyor ke mesin Slitter.
5. Penyisiran di Mesin Slitter
Mesin slitter atau penyisir terletak tepat berada di ujung mesin press.
Lembaran adonan yang keluar dari roller terakhir mesin press akan masuk ke
mesin slitter (penyisir). Kemudian lembaran dipotong-potong menjadi mie yang
berukuran sekitar 1 mm dengan mesin slitter. Kemudian mie diuntai (dibuat
bergelombang) dengan menampung mie hasil sisiran dari slitter pada conveyor
dengan kecepatan yang lebih kecil dari kecepatan keluaran potongan-potongan
Kecepatan yang lebih kecil atau lebih lambat ini dibuat dengan tujuan agar
potongan-potongan mie menjadi menumpuk, sehingga mie menjadi mengendur
dan akhirnya bergelombang dan keriting. Selanjutnya mie dilewatkan pada alat
pemisah yang berbentuk roda-roda yaitu alat-alat yang membagi-bagi mie
menjadi 5 bagian. Perbedaan kecepatan dari motor conveyor dengan motor slitter
juga digunakan untuk menentukan berat mie yang akan diproduksi. Jika conveyor
bergerak lambat maka gelombang mie akan rapat yang berarti akan semakin berat
dan sebaliknya.
6. Penguapan atau Pengukuran di Steam Box
Untaian mie yang selalu berada di atas conveyor dilewatkan melalui steam
box. Steam box ini sepanjang ± 12 meter berisi uap panas 1000C yang dialirkan
dari boiler dan dilewati mie selama 1 menit. Disini dimasak dengan cara
mengukur karena hanya menggunakan uap panas atau tanpa kontak dengan api.
Pengukuran mempunyai tujuan :
a. Mendapatkan mie dengan kematangan yang baik
b. Menghasilkan mie dengan tekstur yang empuk dan elastis
c. Mempercepat pemasakan mie pada saat dikonsumsi oleh konsumen.
Kemudian dari steam box untaian mie dilewatkan melalui 2 unit kipas
angin (fan) untuk menurunkan suhu dari mie agar dapat diproses pada proses
selanjutnya.
7. Pemotongan dan Pelipatan di Mesin Cutter
Untaian mie melalui 2 unit kipas angin (fan) untuk menurunkan suhu
pelipat. Cutter ini terdiri dari pisau pemotong dan alat pelipat sendiri dari
cangkul-cangkul pelipat.
Untaian mie pada akhir conveyor dilewatkan pada mesin pemotong dan
kemudian untaian mie tersebut dipotong berdasarkan ukuran panjang yang
ditentukan yaitu sekitar 24 cm dan kemudian untaian mie yang telah dipotong
dilipat dengan cangkul pelipat yang tepat berada dibawah pisau pemotong,
sehingga panjang mie hasil lipatan menjadi 12 cm.
8. Pendistribusian
Mie yang telah dilipat dijatuhkan ke conveyor distribusi yang membawa
potongan-potongan mie conveyor penggorengan yang berisi mangkok-mangkok.
Dalam letakkan mie dari bagian distribusi sering mie yang dijatuhkan tidak tepat
pada mangkok karena kecepatan antara conveyor tidak sama. Untuk menghindari
hal ini perusahaan menggunakan tenaga karyawan untuk mengatur atau
meletakkan mie pada mangkok.
9. Penggorengan di mesin Trying
Prinsip penggorengan mie adalah pengeringan mie basah dengan media
minyak goreng pada temperatur tinggi sehingga mencapai kadar air tertentu
dengan tujuan membentuk mie kering yang matang, renyah, gurih, tahan lama,
dan siap dikemas. Sebelum penggorengan dimulai, minyak dialirkan ke heat
exchanger melalui pipa panas yang dipanaskan oleh uap panas dari boiler dengan
tekanan 0,5 kg/cm2, lalu dialirkan ke mesin trying melalui pipa. Suhu bagian awal
penggorengan sekitar 1350C, suhu bagian tengah 1650C dan suhu bagian ujung
heat exchanger, agar panasnya tetap. Minyak kemudian dipompakan kembali ke
mesin trying.
Mie yang dimasukkan ke dalam mangkok-mangkok penggorengan ditutup
dengan jaring-jaring yang bertujuan untuk menjaga mie agar tidak mengembang
melebihi ukuran yang diinginkan dan tidak mengapung saat digoreng.
Mangkok-mangkok conveyor dilewatkan dalam penggorengan yang telah berisi minyak
yang telah dipanaskan. Penggorengan berbentuk memanjang sekitar 6 meter dan
dilalui conveyor dengan kecepatan sangat lambat. Waktu yang dibutuhkan untuk
penggorengan sekitar 2 menit. Mie keluar dari penggorengan dijatuhkan ke
conveyor lain yang berbentuk jaring-jaring untuk meniriskan sisa minyak dari
penggorengan.
10. Pendinginan di Cooling Fan
Potongan-potongan mie yang telah digoreng kemudian dibawa ke mesin
pedingin (cooling fan) dengan menggunakan conveyor. Pendinginan mie ini
dilakukan di dalam cooling fan dengan menghembuskan udara ke arah mie
melalui kipas angin yang ditempatkan sedemikian rupa di dalam cooling fan.
Adapun jumlah kipas angin yang berada dalam mesin pendingin adalah 20 unit.
Tujuan pendinginan mie adalah untuk mengeringkan minyak yang bersisa
saat penggorengan. Sehingga mie menjadi benar-benar kering dan tidak berbau
tengik dan tahan lama. Proses pendinginan berlangsung selama 2 menit.
Temperatur ideal untuk produk akhir ialah pada temperature kamar atau suhu
11. Pembungkusan
Setelah mie didinginkan dan keluar dari cooling fan, mie didistribusikan
oleh pack conveyor menjadi 2 jalur dan di bawa ke mesin pembungkus di bagian
kiri dan bagian kanan. Di pembungkusan, mie yang bergerak akan melewati
operator yang bertugas menyusun dan membenarkan letak mie berdasarkan
panjangnya dan memeriksa mie yang layak dibungkus. Operator pengisian mie
memeriksa agar setiap conveyor pada mesin pembungkus berisi mie. Selanjutnya
operator pengisi bumbu memasukkan bumbu ke setiap mie sesuai dengan rasa dan
jenis mie dan kemudian conveyor mie berjalan menuju pembungkus dimana
plastik pembungkus telah ada pada mesin tersebut. Mesin ini dilengkapi dengan
sensor yang member nomor produksi dari masing-masing mie dan tanggal
penggunaan yang diperbolehkan. Pembungkusan ini mempunyai tujuan sebagai
berikut :
a. Melindungi produk dari kotoran debu dan bahan lain yang dapat
mencemari.
b. Mencegah proses oksidasi lebih lanjut dari oksigen yang berasal dari udara
dan sinar matahari.
c. Memberi daya tarik sehingga lebih mampu bersaing terhadap
produk-produk sejenis lainnya.
d. Memberi informasi pada konsumen tentang cara penggunaan, kandungan
12. Pengepakan
Dipengepakan, mie dikemas ke dalam karton-karton yang masing-masing
berisi 40 bungkus. Mie dimasukkan ke dalam karton dengan cara manual.
Kemudian karton atau kardus ditutup dengan selotip, selanjutnya dibawa ke
gudang bahan jadi untuk disimpan. Di kotak karton dicantumkan jenis mie, isi
karton, tanggal produksi, batas tanggal pemakaian produk, kode produksi dan
nama perusahaan.
2.10. Mesin dan Peralatan 2.10.1. Mesin
Mesin untuk proses produksi yang digunakan dalam pembuatan mie
instan adalah sebagai berikut:
1. Mesin Screw Conveyor
Merk : Tokyo Menki
Type : 90-LG
Panjang conveyor : 4 m
Diameter screw : 12 in
Kecepatan putar : 40 rpm
Kapasitas : 5 ton /jam
Induction motor : 3 Unit
Putaran motor : 910 rpm
Daya : 10 kW
Fungsi : Untuk Menghisap tepung terigu dan tepung dan
tepung tapioka oleh screw conveyor di dilantai I ke
mixer di lantai II sebanyak 235 kg selama 3 menit.
2. Mixer
Merk : Mitsubishi
Type : SF-JR
Diameter tanki : 40 in
Tinggi tanki : 60 in
Panjang kipas : 18 in
Jumlah kipas : 6 sudu
Kecepatan putar : 60 rpm
Induction motor : Super line
Putaran motor : 1420 rpm
Daya : 11 kW
Tegangan : 380 Volt
Fungsi : Untuk Mencapur dan menganduk tepung terigu
bersama tepung tapioka dengan larutan alkali
3. Mesin Feeder
Merk : Mitsubishi
Type : SF-JH
Kecepatan putar : 12 rpm
Kapasitas : 8 ton/jam
Putaran motor : 1420 rpm
Daya : 2,2 kW
Tegangan : 380 Volt
Fungsi : Menampung dan memecahkan gumpalan adonan ke
mesin press.
Sparepart : a. Box transmisi
b. Tali Kipas
c. Bearing dan rumah bearing
d. Rantai double
e. Sprocket
f. Motor feeder
g. Pulleyz pada motor feeder dan box tranmisi
4. Mesin Press (Roller)
Merk ; Tokyo Menki
Diameter roller : 10 in
Panjang roller : 35 in
Putaran motor : 1440 rpm
Daya : 5,5 kW
Tegangan : 380 Volt
Fungsi : Merubah bentuk dari adonan menjadi lembaran.
Sparepart : a. Box tranmisi
b. Motor Press
c. Rantai double
d. Sprocket boss
5. Mesin Sliter
Merk : Tokyo Menki
Fungsi : Merubah bentuk lembaran menjadi untaian dengan
cara menyisir.
Jumlah sliter : 5 sliter
Sparepart : a. Sliter
b. Boss pada sisir sliter
c. Sprocket
6. Mesin Steam Box
Merk : Tokyo Menki
Pressure gauge : 0-5 kg/cm2
Suhu Steam box : 1000C
Panjang Steam box : 12 meter
Fungsi : Membasahi, mematangkan dan mengeringkan mie
b. Rantai stainless
c. Bearing
d. Wire mash
e. Variable speed reduser
f. Sprocket boss
g. Valve
h. Karet-karet steam box dan fan.
7. Mesin Cutter
Merk : Tokyo Menki
Panjang cutter : 12 cm
Lebar cutter : 12 cm
Kecepatan putar : 40 rpm
Putaran motor : 1410 rpm
Kuat Arus : 1,2 Amp
Daya : 0,4 kW
Tegangan : 380 Volt
Fungsi : Memotong dan melipat untaian mie menjadi
kepingan mie.
Sparepart : a. Cangkulan
b. Pisau potong
c. Roll karet
d. Sprocket cutter