PENGARUH CARBURIZING DAN NITRIDING TERHADAP SIFAT MEKANIS PADA BAJA BOHLER K460, BOHLER K110 KNL
EXTRA, BOHLER VCN 150 DAN HSS UNTUK BAHAN MATA PISAU PEMANEN SAWIT
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
SAHIR BANI 080401026
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
KATA PENGANTAR
Syukur Alhamdulilah saya ucapkan Kehadirat Allah SWT yang telah memberikan nikmat kesehatan dan kesempatan sehingga tugas sarjana ini dapat selesai. Tugas sarjana yang berjudul “Pengaruh Carburizing dan Nitriding Terhadap Sifat Mekanis Pada Baja BOHLER K460, BOHLER K110 KNL Extra, BOHLER VCN 150 dan HSS Untuk Bahan Mata Pisau Pemanen Sawit” ini dimaksudkan sebagai salah satu syarat untuk menyelesaikan pendidikan Sarjana Teknik Mesin Program Reguler di Departemen Teknik Mesin – Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berisikan penelitian yang berhubungan dengan proses penambahan unsur karbon pada permukaan baja, dengan pemanasan karbonisasi yang dilaksanakan pada suhu 7000C – 8500C (carburizing) dan proses pengerasan permukaan baja dengan menggunakan bahan nitrogen dan ammoniak pada suhu 5000C-6500C (nitriding). Sehingga diharapkan terjadi perubahan sifat-sifat mekanis pada material tersebut.
Selama pembuatan tugas sarjana ini dimulai dari penelitian sampai penulisan, saya banyak mendapat bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini saya ingin menyampaikan ucapan terimakasih kepada :
1. Kedua orangtuaku, Ayahanda Nasri Rangkuti dan Ibunda Rohani Nasution yang telah memberikan perhatian, do’a, nasehat dan dukungan baik moril maupun materil, juga adik-adik ku Rodiah, Rafidah, Nadir, Rasyid dan Munawir Ahmad yang terus menerus memberikan motivasi selama pembuatan tugas sarjana ini.
3. Bapak Dr. Ing- Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara.
4. Seluruh staf pengajar dan pegawai administrasi di Departemen Teknik Mesin, Kak Sonta, Bapak Syawal NST, Bang Rustam, Bang Lilik, Bang Sarjana, dan yang telah banyak membantu dan memberikan ilmu selama perkuliahan. 5. Bapak Ir. Riski Elpari Siregar, MT. Selaku Ketua Prodi Teknik Otomotif
Jurusan Teknik Mesin, FT Unimed yang telah meluangkan waktu untuk memberikan dukungan dalam penyelesaian skripsi ini.
6. Seluruh anggota dalam tim penelitian ini, Ismail, Dani, Royyan, Leo, Indra Rukmana, Mauzan Yudika. Penelitian ini merupakan suatu kesempatan yang sangat berharga bagi saya untuk dapat meningkatkan ilmu, dan kualitas, serta pengalaman yang tidak akan pernah saya lupakan.
7. Adinda Siti Mahrani, S.Pd, Ali Umar, Zunaidi RKT, Annisa Maharani dan Basri yang turut serta dalam proses penyelesaian skripsi ini.
8. Seluruh teman-teman stambuk 2008, Irham, Munawir Siregar, Fauzi, Zulfatli, Syarif, Ramadhan, Arlan Budiman, Bayu, Feliks Asade dan yang lainnya yang namanya tidak dapat saya sebutkan satu persatu yang telah banyak memberikan bantuan baik selama perkuliahan maupun dalam pembuatan tugas sarjana ini.
Saya menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh sebab itu, saran dan kritik dari pembaca sekalian sangat diharapkan demi kesempurnaan skrispi ini. Semoga tugas sarjana ini bermanfaat dan berguna bagi semua pihak.
Medan, 8 November 2013
Syahir Bani Rangkuti
DAFTAR ISI
ABSTRAK ... i
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... x
DAFTAR NOTASI ... xi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 3
1.2 Perumusan Masalah ... 3
1.3 Tujuan Penelitian ... 3
1.4 Manfaat Penelitian ... 4
1.5 Batasan Masalah ... 4
1.6 Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA ... 7
2.1 Baja ... 7
2.1.1 Klasifikasi Baja ... 7
2.1.2 Sifat-Sifat Baja ... 13
2.1.3 Diagram Fasa Fe-C ... 16
2.2 Mekanisme Penguatan Logam ... 20
2.3 Perlakuan Permukaan ... 24
2.3.1 Karburisasi ... 24
2.4 Pengujian Kekerasan ... 31
2.5 Analisa Struktur Butir ... 32
2.6 Pertumbuhan Struktur Butir ... 33
2.7 Perhitungan Diameter Butir ... 34
2.8 Alat Pemanen Sawit ... 36
BAB III METODOLOGI PENELITIAN ... 39
3.1 Waktu dan Tempat ... 39
3.2 Alat dan Bahan ... 39
3.2.1 Alat ... 39
3.2.2 Bahan ... 40
3.3 Spesifikasi Spesimen ... 41
3.4 Proses Perlakuan Permukaan... 41
3.4.1 Karburisasi ... 42
3.4.2 Nitriding ... 44
3.5 Pengujian ... 47
3.5.1 Pengujian Kekerasan ... 47
3.5.2 Pengujian Komposisi Kimia ... 48
3.5.3 Pengujian Metalografi ... 49
3.6 Diagram Alir Penelitian ... 52
4.1 Hasil ... 53
4.1.1 Hasil Uji Kekerasan ... 54
4.1.2 Hasil Uji Komposisi ... 57
4.1.3 Hasil Pengamatan Mikrostruktur ... 58
4.2 Pembahasan ... 60
4.2.1 Hubungan Kandungan Karbon Terhapad Kekerasan ... 63
BAB V KESIMPULAN DAN SARAN ... 69
5.1 Kesimpulan ... 69
5.2 Saran ... 70
DAFTAR PUSTAKA
DAFTAR GAMBAR
Hal
Gambar 2.1Diagram Fasa Fe-C ... 20
Gambar 2.2 Mekanisme Difusi interisi ... 25
Gambar 2.3 Prose Pack carburizing ... 27
Gambar 2.4 Grafik untuk Menentukan Waktu Karbonisasi dalam Bahan Karbonisasi Cair ... 28
Gambar 2.5 Reaksi Utama Gas Carburizing ... 29
Gambar 2.6 Mikrostruktur baja hasil pengerasan permukaan dengan nitrida ... 31
Gambar 2.7 Perhitungan Butiran Menggunakan Metode Planimetri ... 34
Gambar 2.8 Dodos 3inc, 4inc, 5inc ... 36
Gambar 2.9 Kampak Buah ... 37
Gambar 2.10 Pisau Egrek ... 37
Gambar 3.1 Spesimen Uji Kekerasan ... 41
Gambar 3.2 Spesimen Metallografi ... 41
Gambar 3.3 Tempurung kelapa ... 42
Gambar 3.4 Arang tempurung kelapa ... 42
Gambar 3.5 Karbon ... 42
Gambar 3.6 Pipa Besi ... 43
Gambar 3.7 Pemanasan Specimen di dalam Furnace dan Ilustrasi ... 43
Gambar 3.8 Mengeluarkan spesimen dari pipa ... 44
Gambar 3.9 Tabung Gas Ammoniak dan Nirogen ... 45
Gambar 3.10 Regulator nitrogen dan ammoniak ... .. 45
Gambar 3.12 Pemanasan spesimen didalam furnance dan Ilustrasi
proses pemanasan spesimen didalam furnance ... 46
Gambar 3.13 Alat uji Brinell ... 47
Gambar 3.14 Alat Uji Foundry Master Sistem ... 49
Gambar 3.14 Mikroskop Optic ... 50
Gambar 3.15 Diagram Alir Penelitian ... 52
Gambar 4.1 Grafik Hubungan antara Suhu Terhadap Nilai Kekerasan ... 55
Gambar 4.2 Grafik Hubungan antara Suhu Terhadap Nilai Kekerasan Setelah dinitriding ... 56
Gambar 4.3 Foto Mikro Pembesaran 200X Setelah Carburizing ... 58
Gambar 4.4 Mikro Pembesaran 200X Setelah Nitriding ... 59
Gambar 4.5 Foto Mikro Pembesaran 200X Raw Material Bohler K110 KNL EXTRA dengan Nital 5% ... 59
Gambar 4.6 Grafik kekerasan Carburizing Terhadap Waktu Penahan .... 61
Gambar 4.7 Grafik kekerasan Nitriding Terhadap Waktu Penahan ... 62
Gambar 4.8 Grafik Hubungan Kandungan Karbon dengan Kekerasan Setelah Carburizing ... 63
Gambar 4.9 Grafik Hubungan Kandungan Karbon dengan Kekerasan Setelah Nitriding ... 64
Gambar 4.10Grafik Gabungan Hubungan Kekerasan dengan Kandungan Karbon Setelah carburizing dan Nitriding ... 66
DAFTAR TABEL
Tabel 2.1 Hubungan antara perbesaran yang digunakan dengan
pengali Jeffries ... 35
Tabel 2.2 Syarat Mutu Egrek ... 38
Tabel 4.1 Kekerasan Raw Material ... 53
Tabel 4.2 Hasil Uji Komposisi Raw Material ... 53
Tabel 4.3 Pengujian kekerasan setelah dicarburizing badasarkan skala Brinell ... 54
Tabel 4.4 Pengujian kekerasan setelah dinitriding badasarkan skala Brinell ... 55
Tabel 4.5 Hasil Uji Komposisi Setelah Carburizing dan Nitriding ... 57
Tabel 4.6 Kekerasan Carburizing Terhadap Waktu Penahanan ... 60
Tabel 4.7 Kekerasan Nitriding Terhadap Waktu Penahanan ... 61
Tabel 4.8 Hubungan Kandungan Karbon Terhadap Kekerasan Setelah Carburizing ... 63
Tabel 4.9 Hubungan Kandungan Karbon Terhadap Kekerasan Setelah Dinitriding ... 64
Tabel 4.10 Hubungan Kandungan Karbon Terhadap Kekerasan Setelah Carburizing dan Dinitriding ... 65
DAFTAR NOTASI
Lambang Keterangan Satuan
A luas penampang mm2
d diameter butir μm
D Diameter mm2
ε Regangan %
f Pengali Jeffries butiran/mm2
L Panjang mm
σ Tegangan MPa
N Jumlah butir -
Δ Perubahan -
π Konstanta 3,14 -
wt Jumlah Karbon %
Y Total Kedalaman Fusi -
T Waktu Penahanan -
K Konstanta yang Tergantung pada Material -
σy Tegangan luluh -
σ1 Tegangan Friksi -
k Koefisien Penguat -
ABSTRACT
The problem in this research is to carburizing and nitriding using Bohler steel K-460, 150 VCN Bohler steel, steel Bohler K110 KNL EXTRA, and HSS steel, and to analyze the extent to which effect carburizing and nitriding for hardness values, chemical elements and microstructure of materials. The purpose of this research is Seeing whether steel Bohler K460, Bohler steel VCN 150, Bohler steel K110 KNL EXTRA and HSS steel, which has been processed by carburizing and nitriding possess better mechanical properties of the starting materials (raw material) without treatment whatever. Observe the effect of carburizing and nitriding for hardness, and microstructure of materials. Knowing the relationship and influence of grain size on the nature and value of hardness can extend lifespan palm blades. Improvement of mechanical properties of medium carbon steel for the blade palm harvesting is done by carbonization or carburizing and nitriding. The carburizing process of adding elements on the surface of carbon steel, heating carbonization carried out at a temperature of 700⁰C-850⁰C. Elemental carbon can be obtained from wood charcoal, coconut shell charcoal or a material containing the element carbon. Carbonisation aims to provide more carbon content at the surface than at the inner wall, so that the surface hardness increases. Carbonization thick in the environment depends on the time and temperature carbonization. While the process nitriding is the process of hardening the surface, using materials and different heating temperatures. Metal is heated to 500⁰C-650⁰C in the ammonia gas and nitrogen gas environment for some time. Nitrogen and ammonia is absorbed by the metal nitride will form a hard, spread evenly on the surface of the metal. Carbon steel has been made specifically for this process. Aluminum as much as 0.03% to 0.75%, in combination with the gas and the particles form a stable and hard. Heating temperature ranged between 500⁰C-650⁰C. On liquid nitriding (nitriding liquit) used liquid cyanide salts are kept below the temperature transpormasi area. Nitrogen absorption easier while absorbing less carbon than cyaniding or carburizing process. Achievable thickness 0.03 mm-0, 30mm. Nitrided layer formed on the surface are very high with between 300-690 Brinell hardness. It can be concluded that the influence of carburizing can add a layer on the surface of the material as well as mechanical properties, especially the elements carbon, while nitriding may decrease and increase the mechanical properties but increased hardness of raw material.
ABSTRAK
Telah di lakukan penelitian Carburizing dan Nitriding pada bahan baja bohler K460, baja bohler VCN 150, baja bohler K110 KNL EXTRA, dan baja HSS. Penelitian ini bertujuan untuk mengetahui pengaruh Carburizing dan Nitriding pada kekerasan, unsur kimia dan struktur mikro. Perbaikan sifat mekanis baja karbon sedang untuk mata pisau pemanen sawit ini dilakukan dengan karburisasi atau carburizing dan nitriding. Carburizing yaitu proses penambahan unsur karbon (C) pada permukaan baja, pemanasan karbonisasi dilaksanakan pada suhu 700⁰C - 850⁰C. Unsur karbon dapat diperoleh dari arang kayu, arang tempurung kelapa atau suatu material yang mengandung unsur karbon. Pengarbonan bertujuan untuk memberikan kandungan karbon yang lebih banyak pada bagian permukaan dibanding dengan dinding bagian dalam, sehingga kekerasan pada permukaan lebih meningkat. Tebal yang dikarburisasikan dalam lingkungan tergantung dari waktu, dan suhu carburizing. Sedangkan proses nitriding adalah proses pengerasan permukaan, dengan menggunakan bahan dan suhu pemanasan yang berlainan. Logam dipanaskan sampai 500⁰C-650⁰C didalam lingkungan gas ammonia dan gas nitrogen selama beberapa waktu. Nitrogen dan amoniak yang diserap oleh logam akan membentuk nitrida yang keras yang tersebar merata pada permukaan logam. Telah dibuat baja karbon khusus untuk proses ini. Aluminium sebanyak 0,03% sampai 0,75%, berkombinasi dengan gas membentuk partikel dan stabil dan keras. Suhu pemanasan berkisar antara 500⁰C - 650⁰C. Pada nitriding cair (liquit nitriding) digunakan garam sianida cair sedang suhunya dipertahankan dibawah daerah transpormasi. Penyerapan nitrogen lebih mudah sedangkan karbon yang menyerap lebih sedikit dibandingkan proses cyaniding atau karburisasi. Ketebalan dapat dicapai 0,03mm-0,30mm. Pada proses nitriding terbentuk lapisan permukan yang sangat tinggi dengan kekerasan antara 300-690 Brinell. Sehingga dapat disimpulkan bahwa pengaruh carburizing dapat menambah lapisan pada permukaan bahan begitu juga sifat-sifat mekanisnya terutama pada unsur karbonnya, sedangkan nitriding dapat menurun dan menambah sifat-sifat mekanisnya tetapi kekerasan meningkat.
BAB I PENDAHULUAN
1.1.Latar Belakang
Proses pemanenan kelapa sawit sangat banyak dijumpai permasalahan. Diantaranya adalah alat pemanen sawit yang disebut dengan pisau egrek. Pada pisau egrek masalah yang sering dijumpai yaitu umur yang singkat yang mengakibatkan cepat patah dan mata pisau yang cepat habis.
Pisau egrek yang dipergunakan petani kelapa sawit saat ini dibuat dari per daun mobil yang masuk dalam kategori baja karbon sedang. Pembuatan pisau egrek saat ini menggunakan metode hammering yang dikerjakan secara konvesional. Pada proses pengerjaan ini material yang digunakan sebagai bahan dasar pembuatan pisau egrek mendapat penyebaran gaya-gaya hammering yang tidak merata karena tidak konstannya gaya yang diberikan oleh tenaga pekerja.
Metode perbaikan sifat mekanis yang sudah dilakukan adalah pengerasan regangan (strain hardening), larutan padat, fasa kedua, prespitasi, dispersi, penghalusan butir dan tekstur, deformasi plastis, dan penambahan unsur paduan.
Semakin lama waktu karburisasi, kekerasan pada baja HSM 440 yang dihasilkan meningkat dan laju ausnya semakin rendah, yaitu pada raw material nilai kekerasan 27 HRC dan pada penahanan 30 menit 63.77 HRC , 60 menit 65.5 HRC , dan 90 menit 65.65 HRC.(1)
maka akan meningkatkan energi aktivasi yang memungkinkan berpindahnya atom karbon ke posisi intertisi dan intertisi berikutnya. (2)
Material gigi perontok power thresher stelah dilakukan proses karburising nilai kekerasan meningkat sesuai lamanya penahanan karburising, yaitu pada raw material nilai kekerasannya 915,77 N/mm2 , pada penahanan 1 jam nilai kekerasannya meningkat jadi 1328,04 N/mm2 , dan meningkat lagi pada penahanan 3 jam yaitu 1545,34 N/mm2. (3)
Keuntungan karburisasi dengan perantara zat cair adalah pengarangan yang pesat, merata kesemua arah dan mendalam tanpa ada bagian yang lunak, serta permukaan tetap rata oleh karena itu hanya dibutuhkan sedikit pengasahan.(4)
Double hardening adalah proses pengerasan setelah mengalami carburising yang diahiri dengan proses tempering, jika dilakukan pada baja karbon rendah ST 40 maka nilai ketangguhan akan menurun dari raw material. (5)
Sifat mekanis baja karbon rendah yang ditemukan sangat dipengaruhi oleh proses karburisasi, suhu dan waktu perendaman pada temperatur karburasi. (6)
Proses nitriding adalah proses pengerasan permukaan, disini digunakan bahan dan suhu pemanasan yang berlainan. Logam dipanaskan sampai 510°C didalam lingkungan gas ammoniak dan nitrogen selama bebrapa waktu. (7)
1.2.Perumusan Masalah
Permasalahan yang akan dijadikan pokok bahasan dalam penelitian ini yaitu :
1. Bagaimanakah pengaruh Carburising terhadap sifat mekanis baja bohler K-460, baja bohler VCN 150, baja bohler KNL-EXTRA K-110 , dan baja HSS terhadap bahan mata pisau pemanen sawit.
2. Bagaimanakah pengaruh Nitriding terhadap sifat mekanis baja bohler K-460, baja bohler VCN 150, baja bohler KNL-EXTRA K-110 , dan baja HSS terhadap bahan mata pisau pemanen sawit.
3. Bagaimanakah pengaruh mikrostruktur dan sifat kimia bahan setelah Carburizing dan Nitriding.
1.3.Tujuan Penelitian
Penelitian ini bertujuan untuk:
1. Mengamati pengaruh carburising dan nitriding terhadap kandungan karbon. 2. Mengamati pengaruh carburising dan nitriding terhadap kekerasan, dan
struktur mikro bahan.
1.4.Manfaat Penelitian Manfaat penelitian ini:
1. Bagi peneliti dapat menambah wawasan dan pengetahuan serta pengalaman tentang ilmu logam fisik.
2. Bagi akademik, penelitian ini dapat digunakan sebagai referensi tambahan untuk penelitian tentang sifat mekanis bahan dan mikrostruktur logam.
3. Bagi industri dapat digunakan sebagai acuan atau pedoman dalam pembuatan mata pisau pemanen sawit.
1.5.Batasan Masalah
Dalam penelitian ini, yang menjadi batasan masalah adalah hubungan dan pengaruh perubahan sifat mekanis terhadap kandungan karbon pada material. Adapun pembatasan masalah pada skripsi ini yaitu:
1. Material yang digunakan adalah baja bohler K460 AISI ~O1 termasuk baja karbon tinggi (high carbon steel).
2. Material yang digunakan adalah baja bohler VCN 150 AISI ~4340 termasuk baja karbon rendah (low carbon steel).
3. Material yang digunakan adalah baja bohler K110 KNL EXTRAN AISI ~ D2 termasuk baja karbon tinggi (high carbon steel).
4. Material yang digunakan adalah baja HSS AISI M3:1 termasuk baja karbon tinggi (high carbon steel).
(waktu heat treatment carburising 420 menit) dengan proses waktu tahan selama 60 menit.
6. Proses nitriding dilakukan pada suhu 500⁰C (waktu nitriding 15 menit), 550⁰C (waktu nitriding 20 menit), 600⁰C (waktu nitriding 25 menit) dan 650⁰C (waktu nitriding 30 menit) dengan proses waktu tahan selama 60 menit.
7. Beberapa pengujian sifat mekanis setelah dilakukan proses heat treatment meliputi uji kekerasan, uji komposisi kimia dan pengamatan struktur mikro setelah dilakukan proses carburizing dan nitriding.
1.6.Sistematika Penulisan
Laporan tugas akhir ini disusun dengan sistematika sebagai berikut:
BAB I PENDAHULUAN, yang berisi latar belakang penelitian, perumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA, berisi tentang baja dan aplikasinya, jenis dan klasifikasi baja, dan teori dasar pengujian sifat mekanis (uji kekerasan, uji komposisi dan struktur mikro), dan materi yang berhubungan dengan judul tugas akhir.
BAB III METODOLOGI PENELITIAN, mencakup diagram alir penelitian berdasarkan data-data yang diperoleh, pemilhan bahan, persiapan bahan, langkah dan proses pengerjaan dan proses pengujian.
BAB II
TINJAUAN PUSTAKA
2.1. Baja
Baja adalah logam paduan antara besi (Fe) dan karbon (C), dimana besi sebagai unsur dasar dan karbon sebagai unsur paduan utamanya. Kandungan karbon dalam baja berkisar antara 0,1% hingga 1,7% sesuai tingkatannya. Dalam proses pembuatan baja akan terdapat unsur-unsur lain selain karbon yang akan tertinggal di dalam baja seperti mangan (Mn), silikon (Si), kromium (Cr), vanadium (V), dan unsur lainnya.
Baja merupakan bahan dasar vital untuk industri. Semua segmen kehidupan, mulai dari peralatan dapur, transportasi, generator pembangkit listrik, sampai kerangka gedung dan jembatan menggunakan baja. Baja menduduki peringkat pertama di antara barang tambang logam dan produknya melingkupi hampir 90 % dari barang berbahan logam.
2.1.1. Klasifikasi Baja
Berdasarkan komposisi dalam prakteknya baja terdiri dari beberapa macam yaitu: Baja Karbon ( Carbon Steel ), dan Baja Paduan ( Alloy Steel ) Berdasarkan tinggi rendahnya presentase karbon di dalam baja, baja karbon diklasifikasikan sebagai berikut:
1. Baja Karbon Rendah (Low Carbon Steel)
atau profil. Berdasarkan jumlah karbon yang terkandung dalam baja, maka baja karbon rendah dapat digunakan atau dijadikan baja-baja sebagai berikut:
a. Baja karbon rendah yang mengandung 0,04 % - 0,10% C. untuk dijadikan baja – baja plat atau strip.
b. Baja karbon rendah yang mengandung 0,10 - 0,15% C digunakan untuk keperluan badan-badan kendaraan.
c. Baja karbon rendah yang mengandung 0,15% - 0,30% C digunakan untuk konstruksi jembatan, bangunan, membuat baut atau dijadikan baja konstruksi.
2. Baja Karbon Menengah (Medium Carbon Steel)
Baja karbon menengah mengandung karbon antara 0,30% - 0,60% C. Baja karbon menengah ini banyak digunakan untuk keperluan alat-alat perkakas bagian mesin. Berdasarkan jumlah karbon yang terkandung dalam baja maka baja karbon ini dapat digunakan untuk berbagai keperluan seperti untuk keperluan industri kendaraan, roda gigi, pegas dan sebagainya.
3. Baja Karbon Tinggi (High Carbon Steel)
keperluan industri lain seperti pembuatan kikir, pisau cukur, mata gergaji dan lain sebagainya.
Baja karbon rendah merupakan baja yang paling murah diproduksi, mudah dimachining dan dilas, serta keuletan dan ketangguhannya sangat tinggi tetapi kekerasannya rendah dan tahan aus. Sehingga pada penggunaannya, baja jenis ini dapat digunakan sebagai bahan baku untuk pembuatan komponen mobil, struktur bangunan, pipa gedung, jembatan, pagar, dan lain-lain.
Selain baja dengan paduan karbon (C), ada juga baja dengan paduan lainnya seperti Cr, Mn, Ni, S, Si, V, P, dan lain-lain. Baja paduan didefenisikan sebagai suatu baja yang dicampur dengan satu atau lebih unsur campuran yang berguna untuk memperoleh sifat-sifat baja yang dikehendaki seperti sifat kekuatan, kekerasan, dan keuletannya. Paduan dari beberapa unsur yang berbeda memberikan sifat khas dari baja. Misalnya baja yang dipadu dengan Ni dan Cr akan menghasilkan baja yang mempunyai sifat keras dan ulet. Berdasarkan kadar paduannya, baja paduan dibagi menjadi tiga macam, yaitu:
1. Baja Paduan Rendah (Low Alloy Steel)
Baja paduan rendah merupakan baja paduan yang elemen paduannya kurang dari 2,5% wt.
2. Baja Paduan Menengah (Medium Alloy Steel)
Baja paduan menengah merupakan baja paduan yang elemen paduannya antara 2,5% - 10% wt.
3. Baja Paduan Tinggi (High Alloy Steel)
Pada umunya, baja paduan mempunyai sifat yang unggul dibandingkan dengan baja karbon biasa, diantaranya adalah mempunyai keuletan yang tinggi tanpa pengurangan kekuatan tarik, tahan terhadap korosi dan keausan yang tergantung pada jenis paduannya, tahan terhadap perubahan suhu, serta memiliki butiran yang halus dan homogen. Berdasarkan golongan paduannya,baja paduan dibagi dua golongan ,yaitu :
1. High speed steel (HSS)
Kandungan karbonnya antara 0,70%-1,50%.kegunaanya untuk membuat alat-alat potong seperti pengebor (drills), pembentuk lembaran baja (reamers), dan peniling (milling cutters). Disebut sebagai HSS karena alat potong tersebut dapat dioperasikan dua kali lebih cepat dibandingkan dengan baja karbon.
2. Baja paduan khusus (special alloy steel)
Baja jenis ini mengadung satu atau lebih logam-logam seperti nikel (Ni), Krom (Cr), mangan (Mn), molybdenum (Mo) dan vanadium (V). Dengan menambahkan unsure-unsur tersebut kedalam baja maka sifat mekanik dan kimianya berubah, seperti menjadi keras, kuat dan ulet dibandingkan dengan baja karbon. Baja paduan khusus dibedakankan lagi menjadi tiga:
1. Baja Perkakas (Tool Steel)
2. HSLS (High Strength Low Alloy Steel)
Sifat dari HSLS adalah memiliki kuat luluh (tensile strength)yang tinggi, anti bocor,tahan terhadap abrasi,mudah dibentuk tahan terhadap korosi, ulet, sifat mampu mesin (diproses/dibentuk) yang baik dan sifat mampu las yang tinggi(weld ability). Untuk mendapatkan sifat-sifat di atas maka baja ini diproses secara khusus dengan menambahkan unsure-unsur paduan seperti : Tembaga (Cu), Nikel (Ni), Krom (Cr), Molibdenum (Mo), Vanadium (V) dan kolumbium.
3. Baja Tahan Karat (Stainless Steel)
Baja stainless steel sebenarnya adalah baja paduan dengan kadar paduan tinggi, dimana terdapat unsur paduan kromium pada sistem paduan besi dan karbon. untuk membatasi paduan ini masuk kedalam jenis paduan baja (alloy steel) atau paduan ini masuk de dalam golongan stainless steel, The American Iron and Steel Institute (AISI) memberikan batasan kandungan 4% kromium. Bila kandungan kromium dalam paduan melebehi 4% maka paduan tersebut sudah memenuhi syarat masuk kedalam golongan stainless. Baja stainless steel ini memiliki daya tahan yang baik terhadap panas, tahan temperatur rendah maupun tinggi tahan korosi, keras, ulet ,dan tahan aus, dapat ditempa, mudah dipolish serta mengkilat.
Pengaruh unsur-unsur paduan dalam baja adalah sebagai berikut : 1. Unsur Karbon (C)
dapat meningkatkan kekuatan dan kekerasan tetapi jika berlebihan akan menurunkan ketangguhan.
2. Unsur Mangan (Mn)
Semua baja mengandung mangan karena sangat dibutuhkan dalam proses pembuatan baja. Kandungan mangan kurang lebih 0,6% tidak mempengaruhi sifat baja, dengan kata lain mangan tidak memberikan pengaruh besar pada struktur baja dalam jumlah yang rendah. Penambahan unsur mangan dalam baja dapat menaikkan kekuatan tarik sehingga baja dengan penambahan mangan dapat memiliki sifat kuat dan ulet.
3. Unsur Silikon (Si)
Silikon merupakan unsur paduan yang ada pada setiap baja dengan kandungan lebih dari 0,4% yang mempunyai pengaruh untuk menaikkan tegangan tarik dan menurunkan laju pendinginan kritis. Silikon dalam baja dapat meningkatkan kekuatan, kekerasan, kekenyalan, ketahanan aus, dan ketahanan terhadap panas dan karat.
4. Unsur Nikel (Ni)
Nikel mempunyai pengaruh yang sama seperti mangan, yaitu memperbaiki kekuatan tarik dan menaikkan sifat ulet, tahan panas, jika pada baja paduan terdapat unsur nikel sekitar 2,5% maka baja dapat tahan terhadap korosi. Unsur nikel yang bertindak sebagai tahan korosi disebabkan nikel bertindak sebagai lapisan penghalang yang melindungi permukaan baja.
5. Unsur Kromium (Cr)
minyak). Penambahan kromium pada baja menghasilkan struktur yang lebih halus dan membuat sifat baja dikeraskan lebih baik karena kromium dan karbon dapat membentuk karbida. Kromium dapat menambah kekuatan tarik dan keplastisan serta berguna juga dalam membentuk lapisan pasif untuk melindungi baja dari korosi serta tahan terhadap suhu tinggi.
2.1.2. Sifat-Sifat Baja
Untuk dapat menggunakan bahan teknik dengan tepat, maka bahan tersebut harus dapat dikenali dengan baik sifat-sifatnya yang mungkin akan dipilih untuk digunakan. Sifat-sifat tersebut tentunya sangat banyak macamnya, untuk itu secara umum sifat-sifat bahan tersebut dapat diklasifikasikan sebagai berikut : 1. Sifat Kimia
Dengan sifat kimia diartikan sebagai sifat bahan yang mencakup antara lain kelarutan bahan terhadap larutan kimia, basa atau garam dan pengoksidasiannya terhadap bahan tersebut. Salah satu contoh dari sifat kimia yang terpenting adalah Korosi.
2. Sifat Teknologi
3. Sifat Mekanik
Sifat mekanik suatu bahan adalah kemampuan bahan untuk menahan beban-beban yang dikenakan padanya. Beban-beban-beban tersebut dapat berupa beban-beban tarik, tekan, bengkok, geser, puntir, atau beban kombinasi.
Sifat-sifat mekanik yang terpenting antara lain : a. Kekuatan (strength)
Menyatakan kemampuan bahan untuk menerima tegangan tanpa menyebabkan bahan tersebut menjadi patah. Kekuatan ini ada beberapa macam, dan ini tergantung pada beban yang bekerja antara lain dapat dilihat dari kekuatan tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok.
b. Kekerasan (hardness)
Dapat didefenisikan sebagai kemampuan bahan untuk bertahan terhadap goresen, pengikisan (abrasi), penetrasi. Sifat ini berkaitan erat dengan sifat keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi dengan kekuatan.
c. Kekenyalan (elasticity)
Kekenyalan juga menyatakan seberapa banyak perubahan bentuk yang permanen mulai terjadi, dengan kata lain kekenyalan menyatakan kemampuan bahan untuk kembali ke bentuk dan ukuran semula setelah menerima beban yang menimbulkan deformasi.
d. Kekakuan (stiffness)
Menyatakan kemampuan bahan untuk menerima tegangan/beban tanpa mengakibatkan terjadinya perubahan bentuk (deformasi) atau defleksi. Dalam beberapa hal kekakuan ini lebih penting daripada kekuatan.
e. Plastisitas (plasticity)
Menyatakan kemampuan bahan untuk mengalami sejumlah deformasi plastis yang permanen tanpa mengakibatkan terjadinya kerusakan. Sifat ini sangat diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan seperti, forging, rolling, extruding dan sebagainya. Sifat ini sering juga disebut sebagai keuletan/kekenyalan (ductility). Bahan yang mampu mengalami deformasi plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai keuletan / kekenyalan tinggi, dimana bahan tersebut dikatakan ulet / kenyal (ductile). Sedang bahan yang tidak menunjukan terjadinya deformasi plastis dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas / rapuh (brittle).
f. Ketangguhan (toughness)
suatu kondisi tertentu. Sifat ini dipengaruhi oleh banyak faktor, sehingga sifat ini sulit untuk diukur.
g. Kelelahan (fatigue)
Merupakan kecenderungan dari logam untuk patah apabila menerima tegangan berulang-ulang (cyclic stress) yang besarnya masih jauh dibawah batas kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan sifat yang sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak faktor yang mempengaruhinya.
h. Keretakan (creep)
Merupakan kecenderungan suatu logam mengalami deformasi plastis yang besarnya merupakan fungsi waktu, pada saat bahan tersebut menerima beban yang besarnya relatif tetap.
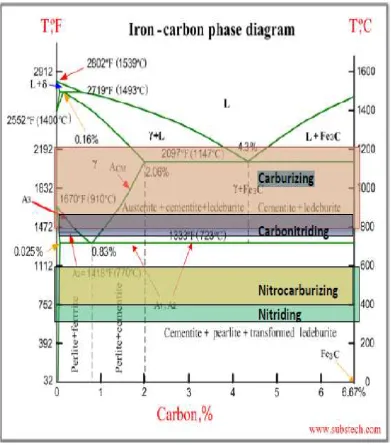
2.1.3. Diagram Fasa Fe-C
Diagram keseimbangan besi karbon seperti pada gambar 2.1 adalah diagram yang menampilkan hubungan antara temperatur dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua operasi-operasi perlakuan panas. Dimana fungsi diagram fasa adalah memudahkan memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas baik proses anil, normalizing maupun proses pengerasan.
iron adalah paduan besi dengan karbon diatas 2%. Baja dibagi dua bagian yaitu baja yang mengandung kurang dari 0,83% disebut hypoetectoid dan baja yang mengandung lebih dari 0,83% sampai dengan 2% karbon disebut dengan hyperetectoid.
Pemanasan pada suhu 723 0C dengan komposisi 0,8 % C disebut dengan titik eutectoid. Apabila dilakukan pemanasan sebelum mencapai titik eutectoid, pada titik hypoeutectoid terbentuk fasa pearlit dan ferrit. Sedangkan dibawah hypereutectoid mempunyai fasa pearlit dan sementit. Pada pemanasan melewati garis eutectoid, terjadi perubahan fasa pearlit menjadi austenit.
Ketika paduan A (A1) mencapai suhu 7230C (suhu eutektoid) sisa austenit sekitar 0,8% C (meskipun sebenarnya jumlah komposisinya 0,4%). Oleh karena itu, pada titik eutectoid reaksi yang terjadi adalah perubahan sisi austenite menjadi pearlite (α + Fe3C). ketika paduan A (A3) mencapai suhu 9100C, ferit bcc mulai berubah bentuk menjadi austenite. Ini merupakan reaksi solid dan dipengaruhi oleh difusi karbon pada austenit. Ferrit yang berisi karbon terbentuk dengan sangat lambat. Keadaaan paduan A (Acm) transformasi Fe3C menjadi austenit secara keseluruhan pada suhu ini, seperti prediksi pada diagram. Seluruh sistem austenit fcc dengan kadar karbon 0.95 %.
karbida (sementit). Andaikan didinginkan cepat, fasa akan bertransformasi menjadi sementit dan pearlit. Dalam hal ini, pengaruh waktu tahan sangat menetukan pada pembetukan perubahan butir. Adapun macam – macam struktur yang ada pada besi karbon adalah sebagai berikut:
1. Ferrit
Ferrit adalah fasa larutan padat yang memiliki struktur BCC (body centered cubic). Ferrit terbentuk akibat proses pendinginan yang lambat dari austenit baja hypotectoid pada saat mencapai A3. Ferrit bersifat sangat lunak, ulet dan memiliki kekerasan sekitar 70 - 100 BHN dan memiliki konduktifitas yang tinggi.
2. Austenit
Fasa Austenit memiliki struktur atom FCC (Face Centered Cubic). Dalam keadaan setimbang fasa austenit ditemukan pada temperatur tinggi. Fasa ini bersifat non magnetik dan ulet (ductile) pada temperatur tinggi. Kelarutan atom karbon di dalam larutan padat austenit lebih besar jika dibandingkan dengan kelarutan atom karbon pada fasa ferrit dan memiliki kekerasan sekitar 200 BHN.
3. Sementit
Sementit adalah senyawa besi dengan karbon yang umum dikenal sebagai karbida besi dengan kandungan karbon 6,67% yang bersifat keras sekitar 5-68 HRC
4. Perlit
5. Bainit
Bainit merupakan fasa yang kurang stabil yang diperoleh dari austenit pada temperatur yang lebih rendah dari temperatur transformasi ke perlit dan lebih tinggi dari transformasi ke martensit.
6. Martensit
Gambar 2.1. Diagram Fasa Fe-C
2.2 Mekanisme Penguatan Logam
1. Pengerasan Regang (strain hardening)
Penguatan melalui mekanisme pengerasan regangan dapat terjadi terhadap semua logam akibat proses deformasi plastis yang menyebapkan terjadinya peningkatan kerapatan dislokasi. Dislokasi yang semakin rapat mengakibatkan dislokasi itu sendiri semakin sukar bergerak sehingga bahan semakin kuat atau keras.
2. Larut Padat
Penguatan mekanisme larut padat terjadi akibat adanya atom-atom asing yang larut padat baik secara subtitusi maupun interstisi. Atom asing yang larut padat tersebut dapat berupa unsur pemadu dalam bentuk paduan maupun inklusi berupa atom pengotor. Kelarutan atom-atom asing ini dalam bentuk larut padat mengakibatkan timbulnya medan tegangan yang berdampak terhadap pergerakan dislokasi. Pergerakan dislokasi semakin sukar dengan timbulnya medan tegangan sehingga mengakibatkan logam menjadi lebih kuat atau keras.
3. Fasa Kedua
4. Prespitasi
Pengerasan logam dapat juga ditingkatkan dengan proses prespitasi yaitu pengerasan melalui partikel endapan fasa yang halus dan menyebar. Distribusi prespitat dalam bentuk partikel endapan fasa kedua ini menimbulkan tegangan dalam (internal sress). Tegangan yang ditimbulkan semakin besar sehingga mengakibatkan semakin meningkatnya kekuatan atau kekerasan. Pengerasan presipitasi ini terjadi melalui proses perlakuan panas, quenching dan aging. Paduan logam dalam bentuk dua fasa atau lebih dipanaskan pada suhu tertentu sehingga senyawa fasa tersebut akan larut-padat dalam satu fasa yang relatif homogen. Fasa yang relatif homogen tersebut kemudian didinginkan secara cepat sehingga membentuk fasa larut-padat super jenuh. Fasa larut-padat super jenuh tersebut kemudian mengalami aging sehingga terbentuk presipitat berupa partikel endapan fasa kedua yang halus dan tersebar merata yang mengakibatkan bahan menjadi keras. Pengerasan presipitasi ini akan menurun kekuatannya bila mengalami suhu overaging.
5. Dispersi
partikel akan semakin banyak terjadinya dislokasi. Dislokasi yang semakin banyak mengakibatkan dislokasi semakin rapat dan semakin sulit bergerak sehingga bahan akan semakin keras.
6. Penghalusan Butir dan Tekstur
2.3 Perlakuan Permukaan
Perlakuan pada permukaan (surface treatment) dipergunakan untuk mendapatkan keadaan yang lebih baik pada bagian permukaan.Dalam hubungan dalam dalam suatu komponen permesinan.Keadaan yang terbaik dengan adanya kekerasan permukaan yang tinggi, karna dalam hal ini berhubungan dengan keausan dan kekuatan terhadap pembebanan. Perlakuan yang dapat dapat untuk meningkatkan kekerasan permukaan dapat dilakukan dengan jalan pengarbonan, karbonitriding, cyaniding dan nitriding.
2.3.1 Karburisasi atau Carburizing
Karburisasi atau carburizing adalah proses penambahan unsur karbon pada permukaan baja, pemanasan karburisasi dilaksanakan pada suhu 900⁰C - 950⁰C (Beumer, 1980 : 50). Unsur karbon dapat diperoleh dari arang kayu, arang tempurung kelapa atau suatu material yang mengandung unsur karbon. Pengarbonan bertujuan untuk memberikan kandungan karbon yang lebih banyak pada bagian permukaan dibanding dengan dinding bagian dalam, sehingga kekerasan pada permukaan lebih meningkat. Tebal yang karburisasikan dalam lingkungan yang menyearah karbon tergantung dari waktu, dan suhu karburisasi. Karburisasi dapat dilakukan dengan tiga (3) cara, yaitu karburisasi padat, karburisasi cair dan karburisasi gas.
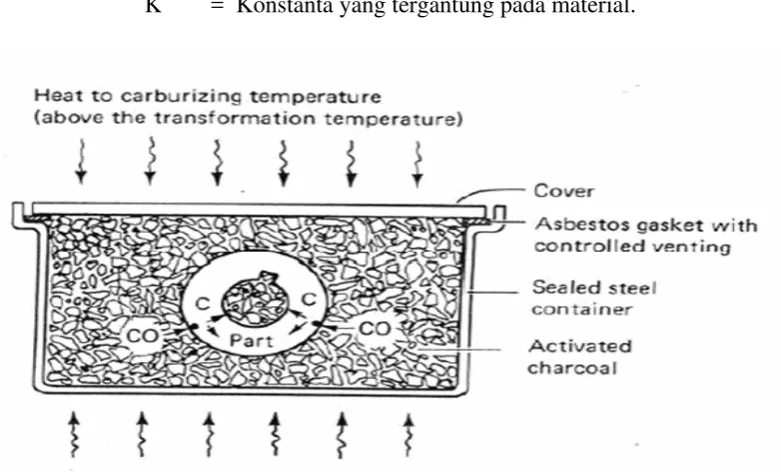
a. Karburisasi dengan Perantara Zat Padat (Pack Carburizing)
palat baja yang dikelilingi dengan bahan karburisasi. Bahan yang biasanya adalah arang kayu, arang batok kelapa, arang tulang, arang kulit. Keuntungan dari karbonisasi adalah jangka pemansan awal lebih pendek, sedangkan kelemahannya adalah karburisasi kotak tidak menguntungkan untuk jumlah besar dan benda kerja yang sulit, karena waktu pemijarannya lama dan penyelenggarannya berbelit-belit. Mekanisme karbonisasi dengan difusi intertisi, dimana atom karbon menempati ruang antara atom atom besi dan dengan menaikkan temperatur maka meningkatkan energi aktivasi yang memungkinkan berpindahnya atom karbon ke posisi intertisi berikutnya. Tempat yang ditinggalkan di isi oleh atom karbon yang lainnya. Mekanisme intertisi ditunjukkan seperti “gambar “
Gambar 2.2 Mekanisme Difusi Interisi
Setiap proses pengkarbonan mencakup tiga proses dasar (Lakhtin, 1965), yang meliputi : proses yang terjadi pada medium external berupa pembebasan elemen difusi menjadi atom (ion), kontak elemen difusi dengan permukaan matrik membentuk ikatan kimia, dan penetrasi elemen difusi menuju inti setelah menjadi keadaan jenuh dipermukaan matrik. Selama pemansan didalam kotak carburizing terjadi dua macam gas yaitu :
Dengan reaksi sebagai berikut :
CO2 + C 2CO
Sebagai sumber CO2 diperoleh dari bahan tambah yang berupa BaCO3 atau Na2CO3 sehingga akan terjadi proses:
Ba CO3 BaO + CO2 Na2CO3 Na2O + CO2
Akibat semakin tingginya temperatur pemanasan maka CO akan lebih banyak terbentuk dari pada CO2. Sehingga akan terjadi reaksi kimia sebagai berikut (Palallo, !995):
C + CO2 2CO
Pada suhu pengarbonan reaksi ini selalu berlangsung kekanan. Karbon monoksida bebas bereaksi dengan besi, kondisi ini seperti pada reaksi dibawah ini :
2CO + Fe Fe3C + CO2
Semakin banyak kandungan karbon dipermukaan, atom karbon mulai berpindah menuju inti melalui mekanisme difusi. Masuknya karbon kedalam baja tergantung pada temperatur, waktu penahanan (holding time), dan bahan pengarbonan (Clarl,1984). Total kedalaman yang dicapai pada temperatur tertentu dinyatakan sebagai fungsi waktu sebagai berikut:
Y = k √t ...(2.1) Dimana :
K = Konstanta yang tergantung pada material.
Gambar 2.3 Proses Pack Carburizing
b. Karburisasi dengan Zat Cair (Liquid Carburizing)
Karburisasi ini dilakukan dengan rendaman air garam yang terdiri dari karbonat natrium (sodium) dan sianida natrium yang dicampur dengan salah satu bahan klorid barium. Proses karbonisasi dengan perantara zat cair sesuai untuk menghasilkan suatu lapisan yang tebalnya sekitar 0,3mm (Daryanto dan Amanto, 1999: 87). Karburisasi dengan perantara zat cair dilaksanakn pada suhu antara 850⁰C-950⁰C (Vijendra, 1998 : 345). Keuntungan karburisasi dengan perantara zat cair adalah pengarangan yang pesat, merata kesemua arah dan mendalam tanpa ada bagian yang lunak, serta permukaan tetap rata oleh karena itu hanya dibutuhkan sedikit pengasahan (schonmetz, 1985 : 68).
Pada “Gambar 2.3 “ kedalaman karburisasi yang terdalam untuk penahanan selama dua jam ditunjukkan pada suhu 930⁰C yaitu dengan menghasilkan sebesar lebih kurang dari 0,85mm.
c. Karburisasi dengan perantara zat gas (Gas Carburizing)
Pelaksanaan dengan cara ini adalah benda kerja yang sudah dibersihkan dengan baik serta bebas dari minyak dan rongga terak dimasukkan kedalam oven yang dapat di tutup kedap. Dalam oven dipusuri gas pengarangan pada suhu pemijaran sehingga zat arang menyusup kedalam benda kerja (Schonmentz, 1985 : 68). Lapisan yang dapat dihasilkan adalah dengan tebal 1 mm dan memerlukan waktu sekitar 4 jam. Seperti reaksi gas carburizing dibawah ini.
Gambar 2.5Reaksi Utama Gas Carburizing
2.3.2 Nitriding
menyerap lebih sedikit dibandingkan proses cyaniding atau karburisasi. Dapat dicapai ketebalan 0,03 mm – 0,30 mm. Pada proses nitriding terbentuk lapisan permukan yang sangat tinggi dengan kekerasan antara 900 – 1100 Brinell. Pengaruh unsur paduan tertentu lebih kuat dari pada baja biasa dan lebih mudah perlakuan panasnya. Sebaiknya jenis ini dientuk dan mengalami perlakuan panas sebelum nitriding. Karena selama nitriding tidak terbentuk kerak. Perlakuan nitriding tidak mempengaruhi struktur dan sifat sifat bagian dalam karena tidak di berlakukan pencelupan, kemungkinan terjadinya distorsi, retak atau perubahan lainnya kecil sekali. Permukaan luar tahan korosi, khususnya dalam air, kabut air garam alkali minyak kasar atau gas alam. Proses nitriding dilakukan dengan tujuan:
a. Mendapatkan kekerasan permukaan yang tinggi b. Meningkatkan ketahanan pakai dan sifat “antigalling” c. Meningkatkan ketahanan terhadap umur kelelahan d. Meningkatkan ketahanan terhadap korosi
e. Meningkatkan ketahanan kekerasan permukaan terhadap kenaikkan tem peratur sampai temperatur nitriding.
Keuntungan dari proses nitriding yaitu :
• Permukaan lebih keras dan tahan aus.
• Ketahanan tempering dan kekerasan pada temperatur tinggi
• Kekuatan fatiguenya tinggi.
• Meningkatkan ketahanan korosi untuk baja yang bukan stainless steel.
Keuntungan lain yang diperoleh dengan proses nitriding ialah : distorsi dan deformasi minimum, karena temperatur pemanasan rendah. Reaksi dari proses ini adalah 2NH3 –> 2Nfe + 3H2 (Erik Thelning, 1984 : 496).
Berikut mikrostruktur baja hasil pengerasan permukaan dengan nitrida.
(a) single stage nitriding, (b) double stage nitriding
Gambar 2.6 Mikrostruktur Baja Hasil Pengerasan Permukaan dengan Nitrida.
2.4 Pengujian Kekerasan
(2.2). Dimana bilangan Brinell didefinisikan sebagai tegangan P/A, dalam satuan kgf/mm2, diamana P adalah beban dan A adalah luas permukaan kutub bola yang membentuk indentasi. Jadi,
BHN =�/(�2�2)�10−[10− ����2]1�2� ………..(2.2)
dimana d adalah diameter jejak dan D adalah diameter indentor. Agar diperoleh hasil yang kosisten maka rasio d/D harus kecil dan diusahakan agar tetap konstan. Dengan begini nilai BHN untuk material lunak adalah sama. Pengujian kekerasan penting, baik untuk pengendalian kerja maupun penelitian, khususnya bilamana diperlukan informasi mengenai getas pada suhu tinggi.
2.5 Analisa Struktur Butir
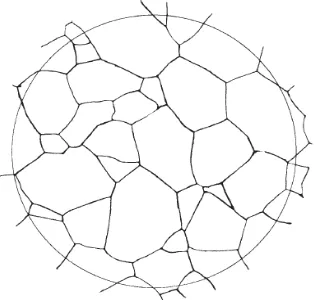
Tiap volume yang mempunyai orientasi tertentu disebut butir dan daerah tidak teratur antarbutir disebut batas butir. Lebar batas butir sekitar dua atau tiga deretan atom. Sebetulnya, butir dan batas butir berdimensi tiga. Dan gambar hanya menampilkan penampang tertentu. Gelembung polyhedral yang terbentuk bila larutan sabun kita kocok merupakan model tiga dimensi dari kristal dengan batas butirnya.
Butir kristal tidak sepenuhnya berbentuk polyhedral, tetapi dapat mempunyai bentuk yang berbeda, bergantung pada riwayat termal dan mekanik bahan utuh. Sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan dan kekuatan luluh; keuletan dan ketangguhan bahan juga lebih tinggi. Hubungan antara besar butir dan kekuatan diberikan oleh persamaan Petch yang dirumuskan pada persamaan (2.3).
Dimana:
σy = Tegangan luluh
σ1 = Tegangan friksi (friction stress)
k = Koefisien penguat (strengthening coefficient) d = Ukuran (diameter) butir.
2.6 Pertumbuhan Struktur Butir
Struktur kristal logam akan rusak pada titik cairnya (Alexander, 1991). Batas butir akan lenyap dan kekuatan mekanik tidak akan berarti lagi. Struktur kristal akan terbentuk kembali jika logam didinginkan. Sewaktu membeku, energi dilepaskan dalam bentuk panas laten pembekuan, dan laju pembekuan bergantung pada jumlah panas yang dapat dilepaskan.
Bila pendinginan berlangsung secara perlahan-lahan, terbentuklah kelompok atom pada permukaan cairan yang kemudian menjadi inti butiran padat. Selama solidifikasi dengan laju pendinginan lambat, inti pertama bertambah besar akibat kepindahan atom dari cairan kebahan padat. Akhirnya, semua cairan bertransformasi dan butir bertambah besar. Batas butir merupakan titik pertemuan pertumbuhan berbagai inti. Bila pendinginan cepat, jumlah kelompok bertambah dan tiap-tiap kelompok tumbuh dengan cepat hingga akhirnya saling bertemu. Sebagai hasil akhir, diperoleh logam dengan jumlah butir yang banyak atau disebut logam padat berbutir halus.
tidak mengadung energi deformasi mekanik. Oleh karena itu, struktur akan stabil dan hampir-hampir tidak mempunyai kecederungan untuk berubah. Pemanasan hingga suhu tinggi hanya akan mengubah bentuk butir secara terbatas, terkecuali pada besi dan baja. Pada logam ini, transformasi struktur padat terjadi jauh dibawah titik cair, dan mempunyai efek memperhalus butir struktur coran. Akan tetapi, umumnya bahan teknik tidak mengalami transformasi seperti itu dan struktur coran akan tetap ada sampai dipecahkan secara mekanik.
2.7Perhitungan Diameter Butir
Ada beberapa metode yang dapat dilakukan untuk mengukur besar butir dari struktur mikro suatu material salah satunya adalah metode Planimetri yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menetukan jumlah butir persatuan luas pada bagian-bidang yang dapat dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan NA. Secara skematis proses perhitungan menggunakan metode ini seperti pada gambar 2.4.
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f) dapat dituliskan pada persamaan (2.4).
�� = � (�������+ ������������2 ) ………..(2.4)
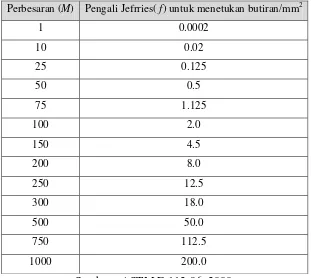
Dimana pengali Jeffries yang dipergunakan tergantung pada perbesaran yang digunakan pada saat melihat struktur mikro dan dapat ditetukan melalui tabel 2.1.
Untuk selanjutnya setelah diperoleh nilai NA maka ukuran butir dapat dihitung dengan rumus sebagai berikut.
d = (3,322 log NA) – 2,95 ………(2.5)
Tabel 2.1. Hubungan Antara Perbesaran yang Digunakan dengan Pengali Jeffries.
Perbesaran (M) Pengali Jefrries( f) untuk menetukan butiran/mm2
2.8Alat Pemanen Sawit
Hasil panen dari kebun sawit merupakan Tandan Buah Segar (TBS) yang harus segera diangkut ke pabrik pengolahan untuk mendapatkan hasil minyak kelapa sawit yang bermutu tinggi. Proses pengolahan hasil panen ini berlangsung cukup panjang, dimulai dari pengangkutan TBS dari lahan pertanaman ke pabrik pengolahan sampai menghasilkan minyak kelapa sawit dan hasil sampingannya. Terdapat banyak jenis-jenis alat untuk pemanen kelapa sawit diantaranya :
1. Dodos
Dodos merupakan alat panen untuk memotong buah kelapa sawit yang baru panen hingga berumur 10 tahun. Ukuran dodos dapat terlihat pada gambar di bawah ini:
Gambar 2.8 Dodos 3inc, 4inc, 5inc
Dodos adalah alat pemanen sawit untuk pohon yang masih rendah atau masih muda ( maksimal ketinggian 3 meter ), bahan dodos ini terbuat dari baja karbon dengan kualitas tinggi.
2. Kampak
Untuk lebih jelasnya model kampak dapat dilihat pada gambar di bawah ini :
Gambar 2.9 Kampak Buah
Kampak adalah alat pemanen sawit untuk pohon yang masih rendah atau masih muda ( maksimal ketinggian 1 meter ), bahan kampak ini juga terbuat dari baja karbon dengan kualitas tinggi. Standar teknik kampak telah diatur didalam SNI 02-4507-1998.
3. Egrek
Egrek merupakan alat panen untuk memotong buah kelapa sawit yang panen diatas 10 tahun. Contoh egrek terlihat pada gambar di bawah ini :
Gambar 2.10 Pisau Egrek
memudahkan para petani untuk memotong pelepah-pelepah daun sawit yang sudah tua. Egrek ini terbuat dari baja karbon yang berkualitas tinggi, sangat tajam dan tidak mudah tumpul, terdapat dua pilihan warna yakni putih (stanlees stell), dan hitam.
Sejak Pemerintah menerapkan impor alat panen salah satuny adalah egrek. Ada bebrapa Industri di Malaysia beralih ke Indonesia dengan mendirikan Industri Egrek. Makin menumbuhkembangkan industri alat panen sawit di Indonesia.
Standar teknik egrek telah diatur didalam SNI 02-4874-1998 yang telah dikonsensuskan olen BSN pada 4 Maret 1997 dan menjadi acuan di dalam peraturan Perundang-undangan di Bidang Alsintan Tahun 2003.
Syarat mutu egrek dapat dilihat pada tabel di bawah ini : Tabel 2.2 Syarat Mutu Egrek
No Jenis Uji Satuan Persyaratan
1 Tampak luar - Tidak cacat 5 Kekerasan sisi potong dilakukan
perlakuan panas
HRC Min 45,3
BAB III
METODOLOGI PENELITIAN
Metodologi penelitian pada bab ini akan dijelaskan mengenai waktu dan tempat penelitian, alat dan bahan, spesifikasi spesimen, cara karburisasi dan nitriding, serta metode pengujian.
3.1. Waktu dan Tempat
Waktu penelitian ini direncanakan selama enam bulan yang dimulai dari bulan Februari sampai dengan Agustus 2013. Tempat dilaksanakannya penelitian ini adalah di Laboratorium Teknologi Mekanik, Laboratorium Metalurgi Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Laboratorium Balai Riset Standarisasi Medan (BARISTAN) dan Laboratorium/Workshop Teknik Mesin Universitas Negeri Medan.
.
3.2. Alat dan Bahan 3.2.1.Alat
Adapun peralatan yang di pergunakan selama penelitian ini adalah: 1. Tungku Pemanas(Furnace Naber)
2. Thermocouple Type-K 3. Jangka sorong
7. Mikroskop VB
8. Alat uji kekerasan Brinell 9. Batu giling
10. Gergaji besi 11. Ayakan 12. Skop
13. Tabung Nitrogen 14. Tabung Ammoniak 15. Regulator
16. Komputer 17. Gas argon
3.2.2.Bahan
Bahan yang dipergunakan dalam penelitian ini sebagai berikut:
1. Baja HSS, baja bohler K-460, baja bohler KNL extra K-110 dan baja bohler VCN 150.
2. Resin dan hardener.
3. Kertas pasir dengan grade 120, 240, 400, 600, 800, 1000, 1200 dan 1500. 4. Larutan etsa nital 5%, 10%, 15%, 20%
15
55 5
15
15 5
10. Soda ASH DENSE (Barium). 11. Pasir kuarsa campur tanah liat
3.3. Spesifikasi Spesimen
Spesimen yang dipergunakan dalam pengujian ini ada 3 yaitu spesimen uji kekerasan dengan standar ASTM E-10, uji komposisi dengan standar ASTM C-150 dan uji metalografi dengan standar ASTM E-112 seperti yang diperlihatkan pada gambar di bawah ini :
(a) (b)
Gambar 3.1 Spesimen (a) uji kekerasan (b) dimensi spesimen
(a) (b)
Gambar 3.2. Spesimen (a) Metallografi (b) dimensi specimen
3.4. Perlakuan Permukaan
3.4.1 Karburisasi
Pada karburisasi beberapa hal yang dilakukan adalah pengumpulan tempurung kelapa seperti pada gambar 3.3, selanjutnya tempurung dibakar untuk menghasilkan arang seperti pada gambar 3.4, kemudian arang digiling menggunakan batu giling kemudian di saring dengan menggunakan ayakan untuk menghasilkan unsur karbon seperti pada gambar 3.5.
Gambar 3.3 Tempurung Kelapa
Gambar 3.4 Arang Tempurung Kelapa
Gambar 3.5 Karbon
gambar 3.6 kemudian dimasukkan spesimen yang akan dipanaskan setelah karbon dan spesimen dalam pipa kemudian ditutup menggunakan tanah liat campur pasir kuarsa. Selanjunya dipanaskan dalam furnance seperti pada gambar 3.7, ditahan selama satu jam dengan variasi suhu 700 ºC, 750 ºC, 800 ºC dan 850 ºC.
Gambar 3.6 Pipa Besi
(a)
(b)
Gambar 3.7 (a) Pemanasan Specimen di dalam furnace
(b) Ilustrasi Pemanasan Specimen di dalam furnace Spesifikasi :
Made in : Bremen Germany
Type : 2804
Suhu max : 1500 ºC
Setelah selesai penahanan satu jam spesimen dikeluarkan kemudian
didinginkan dengan udara bebas seperti pada gambar 3.8.
Gambar 3.8 Mengeluarkan Spesimen dari Pipa
3.4.2 Nitriding
Sebelum proses nitriding dilakukan bahan yang dipersiapkan adalah gas
nitriding, gas ammoniak seperti pada gambar 3.9, regulator untuk membuka dan
menutup keluranya gas dalam pipa tembaga yang panjang pipa tembaganya
adalah 3 m seperti pada gambar 3,10 dan 3.11 kemudian spesimen dimasukkan
kedalam pipa besi kemudian ditutup dengan plat. Setelah itu pipa besi dimasukkan
Gamabar 3.9 Tabung Gas Ammoniak dan Nirogen
Gambar 3.10 Regulator Nitrogen dan Ammoniak
Gambar 3.11 Pipa Tembaga
Setelah dilakukan proses pemanasan dengan variasi suhu 500 ºC, 550 ºC, 600 ºC dan 650 ºC dengan penahanan satu jam, kemudian gas nitrogen dan ammoniak disalurkan dengan berlahan-lahan kedalam sebuah pipa besi
(nitridisasi) selama 17 menit sesuai dengan suhu yang ditentukan seperti pada
(a)
(b)
Gambar 3.12 (a) Pemanasan Spesimen di dalam Furnance
(b) Ilustrasi Proses Pemanasan Spesimen di dalam Furnance
3.5 Pengujian
3.5.1. Pengujian Kekerasan
Pengujian kekerasan dilakukan di laboratorium metallurgi fakultas teknik USU. Sebelum diuji kekerasannya, spesimen dibersihkan dan diratakan permukanya terlebih dahulu dengan mesin polish dan kertas pasir. Setelah itu
pengujian kekerasan yang telah dikarburisasi dilakukan dengan alat brinell dengan
pembebanan 1500 dan untuk nitridisasi 3000 kg dan diameter jejak diukur
menggunakan teropong indentor. Adapun alat uji Brinell dapat dilihat pada
gambar 3.13.
Gambar 3.13 Alat Uji Brinell Spesifikasi:
Type : BH-3CF
Kapasitas max : 3500 kg
Bola indentasi : 3, 5, dan 10 mm
Berikut ini adalah prosedur percobaan yang dilakukan pada pengujian kekerasan dengan metode Brinell :
1. Spesimen dibersihkan permukaannya dengan mesin polish.
3. Spesimen dinaikkan hingga menyentuh bola indentor, kemudian katup hidrolik dikunci.
4. Tuas hidrolik ditekan berulang-ulang hingga skala pada panel menunjukkan angka 1500 kg untuk karburisasi dan 3000 kg untuk nitridisasi kemudian ditahan selama 15 detik.
5. Setelah 15 detik katup hidrolik dibuka untuk mengembalikan beban ke posisi semula (0 kg).
6. Pengambilan data kekerasan diulang sebanyak 5 kali untuk masing-masing spesimen dan diambil data rata-ratanya.
7. Pengamatan diameter indentasi dilakukan dengan menggunakan teropong Indentor dan data diameternya disesuaikan dengan tabel kekerasan.
3.5.2 Pengujian Komposisi Kimia
Pengujian ini dilakukan di Laboratorium/Workshop Teknik Mesin
Universitas Negeri Medan. Sebelum diuji komposisi kimianya spesimen disiapkan
terlebih dahulu. Setelah itu pengujian komposisi yang telah di carburizing dan
nitriding dilakukan dengan alat Foundry Master Sistem Low Valtage Directive
2006/95/EC. Adapun alat uji komposisi kimia dapat di lihat pada gambar di
Gambar 3.14 Alat Uji Foundry Master Sistem
Spesifikasi:
Merk : Foundry Master UV
Optical Spectrometer Sistem : - Spark Source
-Gas Argon Flushed Spark Stand
-Analytical functions of speectrometer
Software
Berikut ini ada prosedur percobaan yang dilakukan pada pengujian komposisi
kimia :
1. Alat dihidupkan selama 90 menit.
2. Material dibakar dengan menggunakan gas karbon
3. Hasil uji komposisi kimia terlihat pada komputer yang terhubung dengan
alat penguji.
3.5.3. Pengujian Metalografi
Pengujian metalografi agar dapat diamati mikrostrukturnya, maka terlebih
dahulu benda uji di potong yang merupakan bagian dari spesimen kekerasan yaitu
pada bagian ujungnya, kemudian di mounting mengunakan resin dan hardener.
Gambar 3.14 Mikroskop Optic
Spesifikasi:
Merk : Rax Vision 3
Pembesaran Optik : 50X, 100X, 200X, 500X, dan 800X
Berikut ini adalah prosedur percobaan yang dilakukan pada pada pengujian Metallografi :
1. Spesimen yang telah dimounting dengan resin dipolish dengan polisher.
2. Spesimen dipolish dengan kertas pasir grade 120 dan 240 selama 15 menit, kemudian dilanjutkan dengan grade 400, 600, 800, 1000, dan 1500 selama 15 menit.
3. Setelah dipolish dengan kertas pasir, spesimen dipolish dengan bubuk alumina sampai terbentuk kilatan seperti cermin.
5. Spesimen yang telah dietsa dibersihkan dengan cara dicelupkan lagi ke dalam alkohol kemudian dikeringkan di udara bebas atau dikeringkan dengan kipas angin.
6. Pengamatan struktur mikro dilakukan dengan menggunakan alat mikroskop optik rax vision yang disambungkan ke program Rax Vision Plus 4.1 pada komputer.
7. Spesimen diletakkan diatas bidang uji atau meja mikroskop kemudian didekatkan dengan optic mikroskop.
8. Digunakan perbesaran 500X dan diambil photo dari masing-masing spesimen.
9. Fokus pada mikroskop diputar untuk mendapatkan pengamatan yang baik pada spesimen.
10. Setelah didapatkan fokus dan pencahayaan yang yang pas, diambil photo dari spesimen dengan mengklik icon Capture frame pada program Rax Vision plus 4.1.
11. Prosedur yang sama juga dilakukan untuk spesimen lainnya.
3.6. Diagram Alir Penelitian
Diagram alir penelitian diperlihatkan pada gambar 3.15.
Persiapan Benda Uji
Tidak
Perbandingan Data Hasil Pengujian Raw Material Setelah Dicarburising dan di nitriding
Ya
Laporan
Gambar 3.15 Diagram Alir Penelitian
•Proses Carburizing dengan suhu 7000C, 7500C, 8000C dan 8500C
• Proses Nitriding dengan suhu 5000C, 5500C, 6000C dan 6500C
Mulai
Uji Kekerasan, Uji Komposisi, dan Struktur Mikro Setelah Dicarburizing dan Dinitriding
Laporan Studi Literatur
Analisa Data Hasil Pengujian Akhir
BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil
Hasil pengujian sifat mekanis dan uji komposisi sebelum dilakukan karburisasi dan nitridisasi dapat dilihat pada tabel 4.1 dan pada tabel 4.2.
Tabel 4.1. Kekerasan Raw Material
Nama-nama Bahan Kekerasan (BHN)
Baja Bohler K460 194,2
Baja Bohler VCN 150 289
Baja Bohler K110 KNL EXTRA
196,8
Baja HSS 212
Cu 0,045 - - -
4.1.1. Hasil Uji Kekerasan
Secara umum hasil pengujian kekerasan dari penelitian dapat dilihat pada tabel 4.3.
Tabel 4.3. Pengujian Kekerasan Setelah Dicarburizing Berdasarkan Skala Brinell. BOHLER K460 Kekerasan (BNH)
700 202
750 291,8
800 322,4
850 649,2
K110 KNL EXTRA Kekerasan (BNH)
700 229,8
750 219
800 235,8
850 438,4
HSS Kekerasan (BNH)
700 239,2
750 273,8
800 322,4
850 690
VCN 150 Kekerasan (BNH)
700 278,8
750 421,8
800 306,8
Tabel diatas jika disajikan dalam bentuk grafik dapat dilihat seperti gambar 4.1
Gambar 4.1 Grafik hubungan antara suhu terhadap nilai kekerasan.
Tabel 4.4. Pengujian kekerasan setelah dinitriding badasarkan skala Brinell. SUHU BOHLER K-460 Kekerasan (BNH)
500 309,6
550 261,8
600 189
650 180,4
SUHU KNL EXTRA K -110 Kekerasan (BNH)
257,8 Tabel diatas jika disajikan dalam bentuk grafik dapat dilihat seperti gambar 4.2
Gambar 4.2 Grafik hubungan antara suhu terhadap nilai kekerasan setelah dinitriding
4.1.2. Hasil Uji Komposisi
Pengujian komposisi dilakukan untuk mengetahui sifat-sifat mekanis dari spesimen. Dalam penelitian ini pengujian komposisi hanya dilakukan pada Carburizing dan Nitriding dengan nilai-nilai optimal yang mengacu pada hasil uji kekerasan, karena dari hasil pengujian kekerasan perubahan yang signifikan.
Tabel 4.5. Hasil Uji Komposisi Setelah Carburizing dan Nitriding
4.1.3. Hasil Pengamatan Struktur Mikro
Dalam pengamatan struktur mikro, perlu dilakukan persiapan benda uji. Pengamatan struktur mikro dilakukan untuk mengamati besar ukuran butir pada nilai-nilai optimal yang diambil sebelumnya. Dengan menggunakan metode planimetri maka dapat diketahui besar butir dan fasa yang terjadi dari specimen tersebut. Berikut adalah gambar foto mikro struktur bahan.
(a) (b)
(c) (d)
(a) (b)
(c) (d)
Gambar 4.4. Foto Mikro Pembesaran 200X, (a) Bohler VCN 150 Raw Material,(b) Hasil Setelah Nitriding, (c) Bohler K460 Raw Material,(d) Hasil Setelah Nitriding dengan Nital 5% dan Nital 10%
Gambar 4.5. Foto Mikro Pembesaran 200X Raw Material Bohler K110 KNL EXTRA dengan Nital 5%
ferrit ferlit
ferlit
4.2. Pembahasan
Penelitian ini membahas hasil hubungan antara kekerasan material, waktu penahan dan perubahan kadar karbon setelah dilakukan carburizing dan nitriding. Hasilnya terlihat pada tabel di bawah ini :
Tabel 4.6 Kekerasan Carburizing Terhadap Waktu Penahanan. Kekerasan BOHLER
K460 Waktu Penahanan (menit)
202 240
291,8 300
322,4 360
649,2 420
Kekerasan BOHLER
K110 KNL EXTRA Waktu Penahanan (menit)
229,8 240
219 300
235,8 360
438,4 420
Baja HSS Waktu Penahanan (menit)
239,2 240
273,8 300
322,4 360
690 420
BOHLER VCN150 Waktu Penahanan (menit)
278,8 240
421,8 300
306,8 360
515,6 420
Gambar 4.6. Grafik Kekerasan Carburizing Terhadap Waktu Penahanan.
Dalam hasil pengujian kekerasan yang digambarkan pada grafik di atas, dapat dilihat bahwa kekerasan baja Bohler K460, Baja HSS, BOHLER K110 KNL EXTRA dan BOHLER VCN 150 telah jelas bahwa semakin lama waktu penahan maka kekerasan semakin tinggi dalam proses carburizing.
Tabel 4.7 Kekerasan Nitriding Terhadap Waktu Penahanan. Baja BOHLER K460 Waktu Proses Nitriding
309,6 15
261,8 20
189 25
180,4 30
BOHLER K110 KNL
EXTRA Waktu Proses Nitriding
257,8 15
261 20
175,4 25
203 30
Baja HSS Waktu Proses Nitriding
201,4 25
203 30
BOHLER VCN150 Waktu Proses Nitriding
275,8 15
379,4 20
237 25
185,8 30
Tabel diatas jika disajikan dalam bentuk grafik dapat dilihat seperti gambar 4.7 di bawah ini :
Gambar 4.7 Grafik Kekerasan Terhadap Waktu Nitriding.
4.2.1 Hubungan Kandungan Karbon Terhadap Kekerasan
Hasil pengujian kekerasan terhadap kandungan karbon stelah dicarburizing dapat dilihat pada tabel di bawah ini :
Tabel 4.8 Hubungan Kandungan Karbon Terhadap Kekerasan Setelah Carburizing
Bohler VCN 150 K.Karbon Kekerasan
K.K. Rw 0,34 289 K.K setelah carburizing 2,8 515,6
Bohler K-460 K.Karbon Kekerasan
K.K. Rw 0,95 194,2
K.K setelah carburizing 4,5 649,2
HSS K.Karbon Kekerasan
K.K. Rw 1,28 212
K.K setelah carburizing 3,35 690
Bohler K110 KNL Extra K.Karbon Kekerasan
K.K. Rw 1,55 196,8 K.K setelah carburizing 3,74 438,4
Tabel diatas jika disajikan dalam bentuk grafik dapat dilihat seperti gambar 4.8 di bawah :
Hasil pengujian hubungan kandungan karbon terhadap kekerasan seperti tabel di atas dapat dilihat bahwa kekerasan yang paling tinggi adalah di HSS dibandingkan BOHLER K460, dimana kandungan karbon BOHLER K460 lebih tinggi dari pada HSS. Semakin tinggi nilai kekerasan maka unsur karbon pada spesimen semakin bertambah di dalam permukaan dengan perlakuan carburising.
Tabel 4.9 Hubungan Kandungan Karbon Terhadap Kekerasan Setelah Dinitriding
Bohler VCN 150 K.Karbon Kekerasan
K.K Rw 0,34 289
K.K setelah nitriding 2,85 379,4
Bohler K-460 K.Karbon Kekerasan
K.K. Rw 0,95 194,2
K.K setelah nitriding 2,6 309,6
HSS K.Karbon Kekerasan
K.K. Rw 1,28 212
K.K setelah nitriding 2,78 260,6 Bohler K110 KNL
Extra K.Karbon Kekerasan
K.K. Rw 1,55 196,8
K.K setelah nitriding 1,75 261
Tabel diatas jika disajikan dalam bentuk grafik dapat dilihat seperti gambar 4.9 di bawah ini :