PENGARUH PROSES TERMOMEKANIK TERHADAP SIFAT MEKANIS BAJA BOHLER VCN 150 UNTUK MATA PISAU PEMANEN SAWIT
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
ROYYAN SY NASUTION 080401001
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
ABSTRAK
Telah dilakukan proses termomekanik pada bahan baja BOHLER VCN 150 untuk memperbaiki sifat mekanis bahan yang akan digunakan sebagai mata pisau pemanen sawit. Proses termomekanik dengan memvariasikan pemanasan pada temperatur 700°C, 750°C, 800°C, 850°C dan 900°C dengan dilakukan proses tempa/hammering pada penahanan waktu 5s, 10s, 15s dan 20s berturut – turut. Hasil pengujian kekerasan nilai optimum tiap suhu terjati pada pukulan hammer 10 detik, sebesar 506,6 BHN, 499.2 BHN , 491.8 BHN, 266.2 BHN dan 275.8 BHN tiap variasi suhu. Tiga nilai optimum yang tertinggi dari hasil uji kekerasan diambil untuk uji tarik diperoleh hasil pengujian tarik optimum dengan tegangan batas sebesar 1149.305 Mpa dan tegangan luluh 930.506 Mpa pada suhu700°C/10s. Korelasi ukuran butir terhadap sifat mekanis yaitu dimana semakin kecil ukuran butir maka kekerasan dan kuat tariknya akan meningkat. Sedangkan untuk hubungan pemanasan antara deformasi dan ukuran butir, dimana pada waktu pukulan yang sama 10 detik semakin tinggi suhu pemanasan maka deformasi semakin meningkat dan diikuti diameter butir membesar. Proses termomekanik dapat memperbaiki sifat mekanis dan memperkecil ukuran diameter butir pada bahan baja BOHLER VCN 150.
ABSTRACT
Thermomechanical process has been done on the VCN 150 Bohler steel material to improve the mechanical properties of the material to be used as palm harvester blade. Thermomechanical process by varying the heating at a temperature of 700 ° C, 750 ° C, 800 ° C, 850 ° C and 900 ° C with a forging process / hammering at the detention time 5s, 10s, 15s and 20s gradually. Results of hardness testing temperature optimum value of each hammer blow terjati in 10 seconds , at BHN 506.6 BHN , 499.2 BHN 491.8 BHN , 266.2 BHN and 275.8 BHN each variation suhu. three highest optimum value of hardness test results taken for the tensile test results obtained the optimum tensile testing with a ultimate stress of 1149.305 MPa and yield stress 930 506 MPa on temperature 700 ° C/10s.Correlation the mechanical properties , where the smaller the grain size the hardness and tensile strength will increase . As for the warming relationship between deformation and grain size , which at the same time 10 seconds blow the higher the heating temperature increasing deformation and followed enlarged grain diameter . Thermomechanical process can fix the mechanical properties and reduce the size of the grain diameter steel BOHLER VCN 150
KATA PENGANTAR
Syukur Alhamdulilah saya ucapkan Kehadirat Allah SWT yang telah memberikan nikmat kesehatan dan kesempatan sehingga tugas sarjana ini dapat selesai. Tugas sarjana yang berjudul “Pengaruh Proses Termomekanik Terhadap Sifat Mekanis Baja Bohler Vcn 150 Untuk Mata Pisau Pemanen sawit ” ini dimaksudkan sebagai salah satu syarat untuk menyelesaikan pendidikan Sarjana Teknik Mesin Program Reguler di Departemen Teknik Mesin – Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berisikan penelitian yang berhubungan dengan pembentukan ukuran butiran pada skala mikro dengan menggunakan proses thermo dan proses mekanik dengan mesin hammer diharapkan setelah proses ini terjadi perubahan sifat-sifat mekanis pada material tersebut.
Selama pembuatan tugas sarjana ini dimulai dari penelitian sampai penulisan, saya banyak mendapat bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini saya ingin menyampaikan ucapan terimakasih kepada :
1. Kedua orangtuaku, Ayahanda Drs.Syafruddin,MM dan Ibunda Masroh
Tambunan yang telah memberikan perhatian, do’a, nasehat dan dukungan
baik moril maupun materi juga saudara – saudara dekat yang terus ikut
memberikan dukungang dan semangat dalam proses penyusunan tugas akhir
ini.
2. Bapak Dr. Eng. Ir. Indra, MT selaku dosen pembimbing Tugas sarjana yang
telah banyak membantu menyumbang pikiran dan meluangkan waktunya
dalam memberikan bimbingan dalam menyelesaikan tugas sarjana ini.
3. Bapak Dr. Ing- Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik
Mesin, Fakultas Teknik Universitas Sumatera Utara.
4. Seluruh staf pengajar dan pegawai administrasi di Departemen Teknik Mesin,
Kak Ika, Kak Sonta, Bapak Syawal, Bang Sarjana, dan Bang Lilik yang telah
banyak membantu dan memberikan ilmu selama perkuliahan.
5. Seluruh anggota dalam tim penelitian ini, Daniansyah, Aldiansyah Leo,
kesempatan yang sangat berharga bagi saya untuk dapat meningkatkan ilmu,
dan kualitas, serta pengalaman yang tidak akan pernah saya lupakan.
6. Seluruh teman – teman stambuk 2008, dan yang lainnya Anggita
Damayaresti dan Erian Azmi yang banyak memberikan bantuan dan
dukungan semangat, dalam pembuatan tugas sarjana ini.
Saya menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh sebab itu, saran dan kritik dari pembaca sekalian sangat diharapkan demi kesempurnaan skrispi ini. Semoga tugas sarjana ini bermanfaat dan berguna bagi semua pihak.
Medan, 12 November201
DAFTAR ISI
ABSTRAK ... i
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... ix
DAFTAR NOTASI ... x
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah... 3
1.3 Tujuan Penelitian... 3
1.4 Manfaat Penelitian... 3
1.5 Batasan Masalah ... 4
1.6 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA ... 6
2.1.Proses Panen Kelapa Sawit ... 6
2.2 Baja ... 9
2.1.1 Klasifikasi Baja ... 9
2.3 Diagram Fasa Fe-C ... 10
2.3.1 Ferrite ... 11
2.3.2 Pearlite ... 11
2.3.3 Austenite ... 12
2.3.4.Cementite ... 12
2.3.5 Martensite ... 12
2.4 Mekanisme Penguatan Logam ... 13
2.4.1 Pengerasan Regangan ... 13
2.4.2 Larut Padat ( Solid solution Strengthening) ... 13
2.4.3 Fasa Kedua ... 13
2.4.4 Presipitasi ... 14
2.4.5 Dispersi ... 14
2.4.6 Penguatan Besar Butir ... 15
2.5 Proses Termomekanikal ... 16
2.5.1 Pemanasan ... 16
2.5.2 Proses Mekanik ... 17
2.6 Forging hammer ... 18
2.6.1 Energi Hammer ... 19
2.7 Pengujian Kekerasan ... 19
2.8 Pengujian Tarik……… ... 20
BAB III METODOLOGI PENELITIAN ... 25
3.1 Waktu dan Tempat ... 25
3.2 Alat dan Bahan ... 25
3.2.1 Alat ... 25
3.2.2 Bahan ... 26
3.3 Spesifikasi Spesimen... 26
3.4 Proses Termomekanik ... 27
3.5 Pengujian ... 29
3.5.1 Pengujian Kekerasan ... 29
3.5.2 Pengujian Tarik ... 30
3.5.3 Pengujian Metalografi ... 32
3.6 Diagram Alir Penelitian ... 35
BAB IV HASIL DAN PEMBAHASAN ... 36
4.1 Hasil ... 36
4.1.1 Hasil Uji Kekerasan ... 37
4.1.2 Hasil Uji Tarik ... 39
4.1.3 Hasil Pengamatan Mikrostruktur ... 40
4.2 Pembahasan ... 44
4.2.1 Hubungan Temperatur Dengan Deformasi dan Gaya pukul pada nilai optimal dipukulan 10s (detik) ... 44
4.2.3 Hubungan Antara Diameter Butir Dengan Sifat Mekanis ... 46
BAB V KESIMPULAN DAN SARAN ... 48
5.1 Kesimpulan ... 48
5.2 Saran ... 49
DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 1.1 Pisau Pemanen Sawit ... 1
Gambar 2.1Egrek Sawit Merek Crocodile ... 7
Gambar 2.2Egrek Sawit Warna Hitam ... 7
Gambar 2.3Egrek Sawit Warna Putih ... 8
Gambar 2.4Pisau Dodos ... 8
Gambar 2. 5Diagram Fasa Fe-C ... 10
Gambar 2.6 Pengaruh ProsesPemanasan ... 17
Gambar 2.7Kurva Tegangan Regangan Baja ... 21
Gambar 2.8 Perhitungan Butiran Menggunakan Metode Planimetri ... 23
Gambar 3.1 Spesimen Uji Kekerasan ... 26
Gambar 3.2 Spesimen Metalograffi ... 27
Gambar 3.3 Spesimen Uji Tarik ... 27
Gambar 3.4 Furnace ... 28
Gambar 3.5 Mesin Hammer ... 28
Gambar 3.6 Alat uji Brinell ... 29
Gambar 3.7 Alat Uji Tarik ... 31
Gambar 3.8 Mikroscop Optic ... 33
Gambar 3.9 Diagram alir Penelitian ... 35
Gambar 4.1 Grafik Hubungan Antara Waktu Pukulan Hammer Terhadap Kekerasan ... 38
Gambar 4.3 Foto mikro pembesaran 500X pada baha awal (raw material) ... 41 Gambar 4.4 Foto mikro pembesaran 500x dan 200x ... 41 Gambar 4.5 Hubungan Temperatur Dengan Deformasi Dan Gaya Pukul Pada Nilai
Optimal di Pukulan 10s(detik) ... 44 Gambar 4.6 Hubungan antaraTemperatur Dengan Diameter Butir Dan Derajat Deformasi
Pada Nilai Optimal ... 45 Gambar 4.7 Hubungan antara Diameter Butir Dengan sifat Mekanis Bahan ... 46 Gambar 4.8 Hubungan antara Diameter Butir Dengan Kuat Tarik secara Regresi linier
... 47 Gambar 4.8 Hubungan antara Diameter Butir Dengan Kekerasan secara Regresi linier
DAFTAR TABEL
Tabel 2.1 Hubungan antara perbesaran yang digunakan dengan pengali
Jeffries ... 24
Tabel 4.1 Komposisi Baja BOHLER VCN 150 ... 36
Tabel 4.2 Sifat Mekanis Baja BOHLER VCN 150 (Rraw material). ... 36
Tabel 4.3 Hasil Pengujian Kekerasan ... 37
Tabel 4.4 Hasil Uji Tarik ... 40
Tabel 4.5 Diameter Mikrostruktur ... 42
DAFTAR NOTASI
Lambang Keterangan Satuan
A luas penampang mm2
d diameter butir Μm
D diameter mm2
ε regangan %
f pengali Jeffries butiran/mm2
F gaya tarik N
L panjang Mm
σ tegangan MPa
N jumlah butir -
Δ perubahan -
π Konstanta 3,14 -
� - Kg/m2
H Tinggi M
F Gaya N
W Energy N.m
g gravitasi m/s2
m massa kg
ABSTRAK
Telah dilakukan proses termomekanik pada bahan baja BOHLER VCN 150 untuk memperbaiki sifat mekanis bahan yang akan digunakan sebagai mata pisau pemanen sawit. Proses termomekanik dengan memvariasikan pemanasan pada temperatur 700°C, 750°C, 800°C, 850°C dan 900°C dengan dilakukan proses tempa/hammering pada penahanan waktu 5s, 10s, 15s dan 20s berturut – turut. Hasil pengujian kekerasan nilai optimum tiap suhu terjati pada pukulan hammer 10 detik, sebesar 506,6 BHN, 499.2 BHN , 491.8 BHN, 266.2 BHN dan 275.8 BHN tiap variasi suhu. Tiga nilai optimum yang tertinggi dari hasil uji kekerasan diambil untuk uji tarik diperoleh hasil pengujian tarik optimum dengan tegangan batas sebesar 1149.305 Mpa dan tegangan luluh 930.506 Mpa pada suhu700°C/10s. Korelasi ukuran butir terhadap sifat mekanis yaitu dimana semakin kecil ukuran butir maka kekerasan dan kuat tariknya akan meningkat. Sedangkan untuk hubungan pemanasan antara deformasi dan ukuran butir, dimana pada waktu pukulan yang sama 10 detik semakin tinggi suhu pemanasan maka deformasi semakin meningkat dan diikuti diameter butir membesar. Proses termomekanik dapat memperbaiki sifat mekanis dan memperkecil ukuran diameter butir pada bahan baja BOHLER VCN 150.
ABSTRACT
Thermomechanical process has been done on the VCN 150 Bohler steel material to improve the mechanical properties of the material to be used as palm harvester blade. Thermomechanical process by varying the heating at a temperature of 700 ° C, 750 ° C, 800 ° C, 850 ° C and 900 ° C with a forging process / hammering at the detention time 5s, 10s, 15s and 20s gradually. Results of hardness testing temperature optimum value of each hammer blow terjati in 10 seconds , at BHN 506.6 BHN , 499.2 BHN 491.8 BHN , 266.2 BHN and 275.8 BHN each variation suhu. three highest optimum value of hardness test results taken for the tensile test results obtained the optimum tensile testing with a ultimate stress of 1149.305 MPa and yield stress 930 506 MPa on temperature 700 ° C/10s.Correlation the mechanical properties , where the smaller the grain size the hardness and tensile strength will increase . As for the warming relationship between deformation and grain size , which at the same time 10 seconds blow the higher the heating temperature increasing deformation and followed enlarged grain diameter . Thermomechanical process can fix the mechanical properties and reduce the size of the grain diameter steel BOHLER VCN 150
BAB I PENDAHULUAN
1.1.Latar Belakang
Indonesia salah satu termaksuk negara agraris yang sebagian besar
daerahnya terdapat pertanian dan perkebunan, salah satunya perkebunan
kelapa sawit. Permasalahan yang dihadapi saat proses panen pada kelapa
sawit adalah masalah pada material pisau yang sering dikenal dengan sebutan
pisau egrek, seperti yang terlihat pada “gambar (1)”. Pisau jenis ini banyak
beredar dipasaran dan secara umum dipakai dalam memanen sawit baik
masyarakat maupun perusahaan perkebunan. Salah satu yang jadi persoalan
pada material pisau ini adalah umur pakai yang pendek, sering terjadinya
tumpul dan lecet/ patah pada mata pisau.
Gambar. 1. Pisau Pemanen Sawit
Hasil surve pembuatannya di pandai besi, didapatkan informasi bahwa
material yang digunakan adalah baja karbon sedang dan pengerjaanya masih
pisau pemanen sawit ini perlu dilakukan proses perbaikan sifat mekasnis dan
pemilihan material yang tepat sebagai bahan dasar yang akan diaplikasikan pada
pisau. Banyak proses yang bisa dilakukan dalam perbaikan sifat mekanis pada
material seperti, penambahan unsur paduan, mekanisme pengerasan regangan,
proses carburizing, proses deformasi menyeluruh dan sebagainya.
Tingginya kandungan karbon pada baja dapat memperkeras baja
tersebut, tapi sifat mekanis baja tersebut jauh lebih baik setelah dilakukan dengan
proses deformasi plastis[1].
Laju pendinginan yang di gunakan saat proses
termomekanik sangat berpengaruh, semakin cepat laju pendinginan yang
diberikan maka kekerasan dan kuat tariknya meningkat sebaliknya terjadi
penurunan pada kekuatan impact[2]
. Pada baja stainless steel X5crNi18-8 s
semakin tinggi tinggi tingkat deformasi yang diberikan kekerasan dan kuat tarik
meningkat, tetapi pada permeabilitas koersifnya juga meningkat[3]
.
Penambahan unsur salah satu memperbaiki sifat mekanis bahan. unsur
cerium yang ditambahkan sejalan dengan proses termomekanik yang diberikan
dapat memperbaiki sifat mekanis pada Fe-10.5Al-0.8 Allalloy [4]
. Semakin
banyak batas butir didalam bahan maka pergerakan dislokasi akan semakin
terhambat dan akan membuat bahan menjadi semakin keras[5]
. Proses deformasi
yang dilakukan dengan temperatur panas dapat meningkatkan sifat mekanis pada
baja karbon sedang.[6]
Oleh karena itu perlu dilakukan penelitian lanjutan untuk peningkatan
sifat mekanis pada baja baja Bohler Vcn 150 untuk pisau pemanen sawit. serta
melakukan proses termomekanik dengan menggunakan mesin tempa (forging)
1.2.Perumusan Masalah
Melakukan penelitian untuk meningkatkan sifat mekanis pada baja
sebelum diaplikasikan untuk pembuatan mata pisau pemanen sawit dengan
menggunakan proses termomekanik dan material yang akan digunakan baja
bohler vcn 150. Serta menganalisa sejauh mana pengaruh hasil deformasi
plastis dari proses tersebut, terhadap sifat mekanis seperti kekerasan bahan,
kekuatan tarik bahan dan struktur mikro bahan.
1.3.Tujuan Penelitian
Penelitian ini bertujuan untuk:
1. Mengamati pengaruh perlakuan termomekanik dan tingkat deformasi
terhadap sifat mekanis bahan seperti kekerasan dan kekuatan tarik.
2. Mengamati pengaruh perlakuan termomekanik terhadap struktur
mikro.
3. Mengetahui hubungan dan pengaruh ukuran butir terhadap sifat
mekanis bahan.
4. Mengevaluasi apakah baja Bohler Vcn 150 yang telah diproses
dengan perlakuan termomekanik memliki sifat mekanis lebih baik
dari bahan awal (raw material) tanpa perlakuan apapun.
1.4.Manfaat Penelitian
Manfaat penelitian ini:
1. Bagi peneliti dapat menambah wawasan dan pengetahuan serta
2. Bagi akademik, penelitian ini dapat digunakan sebagai referensi
tambahan untuk penelitian tentang sifat mekanis bahan dan
mikrostruktur logam.
3. Bagi industri dapat digunakan sebagai acuan atau pedoman dalam
pembuatan mata pisau pemanen sawit.
1.5.Batasan Masalah
Dalam penelitian ini, yang menjadi batasan masalah adalah hubungan
dan pengaruh perubahan sifat mekanis terhadap diameter butir material dalam
skala mikro. Adapun pembatasan masalah pada skripsi ini yaitu:
1. Material yang digunakan adalah baja Bohler Vcn 150 bahan yang
biasa digunakan untuk poros dan peralatan dalam mesin lainnya
yang akan diaplikasikan pada mata pisau pemanen sawit.
2. Pemanasan awal pada suhu 700°C, 750°C, 800°C, 850°C dan 900°C
selama 1 jam dengan waktu pukulan mesin hammer 5s, 10s, 15s dan
20s.
3. Pengujian sifat mekanis setelah dilakukan proses termomekanik
meliputi uji kekerasan dalam skala brinell dan uji tarik.
4. Pengamatan struktur mikro setelah dilakukan proses termomekanik.
1.6.Sistematika Penulisan
Laporan tugas akhir ini disusun dengan sistematika sebagai berikut:
Pendahuluan yang berisi latar belakang penelitian,
perumusan masalah, tujuan penelitian, manfaat penelitian,
batasan masalah, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Tinjauan pustaka yang berisi tentang baja dan aplikasinya,
jenis dan klasifikasi baja, dan teori dasar pengujian sifat
mekanis (uji tarik, kekerasan, dan struktur mikro), dan
materi yang berhubungan dengan judul tugas akhir.
BAB III METODOLOGI PENELITIAN
Metodologi penelitian yang dilakukan mencakup diagram
alir penelitian berdasarkan data-data yang diperoleh,
pemilhan bahan, persiapan bahan, langkah dan proses
pengerjaan dan proses pengujian.
BAB IV HASIL DAN PEMBAHASAN
Pembahasan meliputi hasil uji tarik, uji kekerasan, dan
pengamatan struktur mikro.
BAB V KESIMPULAN DAN SARAN
Dari hasil pengujian tersebut pada bab sebelumnya akan
diperoleh kesimpulan tentang sifat mekanik dan struktur
mikro pada baja karbon sedang yang diuji.
BAB II
TINJAUAN PUSTAKA
2.1 Proses Panen Kelapa Sawit
Panen adalah pemotongan tandan buah dari pohon sampai dengan
pengangkutan ke pabrik yang meliputi kegiatan pemotongan tandan buah
matang, pengutipan brondolan, pemotongan pelepah, pengangkutan hasil ke
TPH, dan pengangkutan hasil ke pabrik (PKS).Panen merupakan salah satu
kegiatan penting dalam pengelolaan tanaman kelapa sawit menghasilkan.
Selain bahan tanam (bibit) dan pemeliharaan tanaman, panen juga merupakan
faktor penting dalam pencapain produktivitas.
Berdasarkan tinggi tanaman ada 2 cara panen yg umum di lakukan oleh
perkebunan kelapa sawit :
a. untuk tanaman yg berumur kurang dari 7 thn cara panen
menggunakan alat dodos yg lebar 10-72,5 cm dengan gagang pipa
besi/tongkat kayu.
b. untuk tanaman yg berumur 7 thn/ lbh pemanenen menggunakan egrek
yg disambung dengan pipa almunium/batang bambu.
2.1.1 Klasifikasi Pisau Pemanen Sawit
Pisau pemanen sawit dapat diklasifikasikan menjadi 2 macam yaitu
pisau dodos dan pisau egrek. penggunaan alat ini tergantung dari umur atau
krtinggian pohon sawit itu sendiri. Ada banyak baja yang digunakan sebagai
baja bekas per mobil. Sedangkan pengerjaan atau pembuatan pisau ini masih
banyak dilakukan dengan cara konvensional dan sebagian juga menggunakan
mesin press. Berikut adalah jenis – jenis atau merek pisau pemanen sawit
yang masih beredar dipasaran antara lain.
1.
Pisau ini buatan dari inggris yang dipasarkan di Indonesia. pisau
egrek ni mempunyai berbagai ukuran dan digunakan untuk memanen
sawit yang tinggi ( >7 tahun) dapat dilihat pada gambar berikut.
Gambar 2.1
2.
Egrek Sawit warna hitam ini adalah Pisau Egrek khusus Kebun
Sawit yang berasal dari negara Malaysia, dan juga beredar di Indonesia.
Egrek Hitam tersebut terbuat dari Carbon Steel yang sangat berkualitas
pisau sawit dapat dilihat pada gambar berikut ini,
3. Egrek Sawit Warna Putih
Egrek jenis ini adalah egrek yang bahan dasarnya terbuat dari
baja stanlees steel makanya disebut dengan egrek putih, jenis ini
umumnya banyak digunakan di Malaysia dapat dilihat pada gambar
berikut ini.
Gambar 2.3
4. Pisau Dodos
Pisau jenis ini digunakan utuk sawit yang lebih rendah dan
umumnya material yang digunakan dalam pembuatannya dengan baja
karbon sedang, di Indonesia banyak diproduksi dengan menggunakan
dengan variasi ukuran (
3” ; 4” ; 5” ; 6”
) material baja bekas dari permobil dan dikerjakan secara konvensional. Pisau dodos dapat dilihat
dari gambar berikut.
2.2 Baja Karbon
Baja karbon adalah paduan antara Fe dan C ,sifat mekanik baja karbon
tergantung dari kadar C yang dikandungnya. Setiap baja maupun baja
karbon sebenarnya adalah paduan multi komponen yang disamping Fe selalu
mengandung unsur-unsur lain seperti Mn, Si, S, P, N, H, yang dapat
mempengaruhi sifat-sifatnya. Baja karbon dapat diklasifikasikan menjadi tiga
bagian menurut kadar karbon yang dikandungnya, yaitu baja karbon rendah
dengan kadar karbon kurang dari 0,25 %, baja karbon sedang mengandung
0,25 – 0,6 % karbon, dan baja karbon tinggi mengandung 0,6 – 1,4 % karbon.
2.1.1 Klasifikasi Baja[7]
Berdasarkan komposisi dalam prakteknya baja terdiri dari beberapa
macam yaitu: Baja Karbon ( Carbon Steel ), dan Baja Paduan ( Alloy
Steel ). Berdasarkan tinggi rendahnya presentase karbon di dalam baja,
baja karbon diklasifikasikan sebagai berikut:
1. Baja Karbon Rendah (Low Carbon Steel)
Baja karbon rendah mengandung karbon antara 0,10 s/d 0,30
%. Baja karbon ini dalam perdagangan dibuat dalam plat baja, baja
strip dan baja batangan atau profil.
2. Baja Karbon Menengah (Medium Carbon Steel)
Baja karbon menengah mengandung karbon antara 0,30% - 0,60%
C. Baja karbon menengah ini banyak digunakan untuk keperluan alat-alat
perkakas bagian mesin. Berdasarkan jumlah karbon yang terkandung
keperluan seperti untuk keperluan industri kendaraan, roda gigi, pegas
dan sebagainya.
3. Baja Karbon Tinggi (High Carbon Steel)
Baja karbon tinggi mengandung kadar karbon antara 0,60% - 1,7%
C. Baja ini mempunyai tegangan tarik paling tinggi dan banyak
digunakan untuk material tools. Salah satu aplikasi dari baja ini adalah
dalam pembuatan kawat baja dan kabel baja.
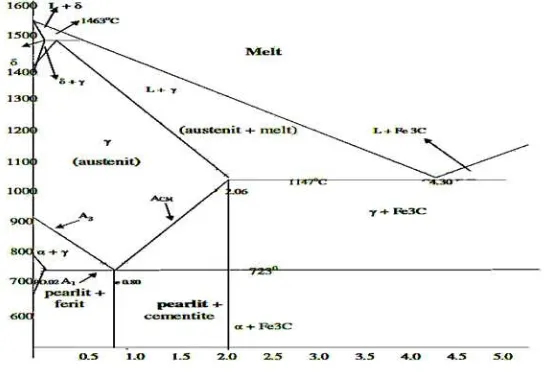
2.3 Diagram Fasa Fe-C[8]
Diagram kesetimbangan fasa Fe-Fe3C adalah alat penting untuk memahami
struktur mikro dan sifat-sifat baja karbon. Struktur dari baja dapat ditentukan
oleh komposisi baja dan karbon, gambar 2.1 adalah diagram fasa.
Gambar 2.5. Diagram Fasa Fe-C\
Karbon larut di dalam besi dalam bentuk larutan padat (solution) hingga
0,05% berat pada temperatur ruang. Baja dengan atom karbon terlarut hingga
jumlah tersebut memiliki alpha ferrite pada temperatur ruang. Pada kadar
karbon lebih dari 0,05% akan terbentuk endapan karbon dalam bentuk hard
cementite atau carbide. Selain larutan padat alpha-ferrite yang dalam
kesetimbangan dapat ditemukan pada temperatur ruang terdapat fase-fase
penting lainnya, yaitu delta-ferrite dan
gamma-austenite. Logam Fe bersifat polymorphism yaitu memiliki struktur
kristal berbeda pada temperatur berbeda. Pada Fe murni, misalnya,
alpha-ferrite akan berubah menjadi gamma-austenite saat dipanaskan melewati
temperature 910°C. Pada temperatur yang lebih tinggi, mendekati 1400oC
gamma-austenite akan kembali berubah menjadi delta-ferrite. (Alpha dan
Delta) Ferrite dalam hal ini memiliki struktur kristal BCC sedangkan
(Gamma) Austenite memiliki struktur kristal FCC.
2.3.1 Ferrite
Ferrite adalah fase larutan padat yang memiliki struktur BCC
(body centered cubic). Ferrite dalam keadaan setimbang dapat
ditemukan pada temperatur ruang, yaitu alpha-ferrite atau pada
temperatur tinggi, yaitu delta-ferrite. Secara umum fase ini bersifat
lunak (soft), ulet (ductile), dan magnetik (magnetic) hingga temperatur
tertentu, yaitu Tcurie. Kelarutan karbon di dalam fase ini relatif lebih
kecil dibandingkan dengan kelarutan karbon di dalam fase larutan padat
lain di dalam baja, yaitu fase Austenite.
2.3.2 Pearlite
Pearlite adalah suatu campuran lamellar dari ferrite dan cementite.
Konstituen ini terbentuk dari dekomposisi Austenite melalui reaksi
eutectoid pada keadaan setimbang, di mana lapisan ferrite dan
kesetimbangan komposisi eutectoid. Pearlite memiliki struktur yang
lebih keras daripada ferrite, yang terutama disebabkan oleh adanya fase
cementite atau carbide dalam bentuk lamel-lamel.
2.3.3 Austenite
Fase Austenite memiliki struktur atom FCC (Face Centered
Cubic). Dalam keadaan setimbang fase Austenite ditemukan pada
temperatur tinggi. Fase inibersifat non magnetik dan ulet (ductile) pada
temperatur tinggi. Kelarutan atom karbon di dalam larutan padat
Austenite lebih besar jika dibandingkan dengan kelarutan atom karbon
pada fase Ferrite.
2.3.4 Cementite
Cementite atau carbide dalam sistem paduan berbasis besi adalah
stoichiometric inter-metallic compund Fe3C yang keras (hard) dan
getas (brittle). Nama cementite berasal dari kata caementum yang
berarti stone chip atau lempengan batu. Cementite sebenarnya dapat
terurai menjadi bentuk yang lebih stabil yaitu Fe dan C sehingga sering
disebut sebagai fase metastabil. Namun, untuk keperluan praktis, fase
ini dapat dianggap sebagai fase stabil. Cementite sangat penting
perannya di dalam membentuk sifat-sifat mekanik akhir baja.
2.3.5 Martensite
Martensite adalah mikro konstituen yang terbentuk tanpa melalui
proses difusi. Konstituen ini terbentuk saat Austenite didinginkan
secara sangat cepat, misalnya melalui proses quenching pada medium
2.4 Mekanisme Penguatan Logam
Penguatan logam yang berdampak terhadap peningkatan sifat mekanik
dapat terjadi melalui berbagai cara, antara lain dengan mekanisme pengerasan
regangan (strain hardening), larut-padat (solid-solution), fasa kedua,
presipitasi, dispersi, penghalusan butir dan tekstur.
2.4.1 Pengerasan regang (strain hardening)
Penguatan melalui mekanisme pengerasan regangan dapat terjadi
terhadap semua logam akibat proses deformasi plastis yang
menyebabkan terjadinya peningkatan kerapatan dislokasi. Dislokasi
yang semakin rapat mengakibatkan dislokasi itu sendiri semakin sukar
bergerak sehingga bahan menjadi semakin kuat atau keras.
2.4.2 Larut padat (solid solution strengthening)
Penguatan melalui mekanisme larut-padat terjadi akibat adanya
atom-atom asing yang larut-padat baik secara substitusi maupun
interstisi. Atom asing yang larut-padat tersebut dapat berupa unsur
pemadu dalam bentuk paduan maupun inklusi berupa atom pengotor.
Kelarutan atom-atom asing ini dalam bentuk larut-padat mengakibatkan
timbulnya medan tegangan yang berdampak terhadap pergerakan
dislokasi. Pergerakan dislokasi semakin sukar dengan timbulnya medan
tegangan sehingga mengakibatkan logam menjadi lebih kuat atau keras.
2.4.3 Fasa Kedua
Penguatan atau pengerasan dapat pula terjadi melalui mekanisme
fasa kedua karena timbulnya senyawa fasa paduan. Pembentukan
paduan yang melampaui batas larut-padat. Senyawa fasa yang terbentuk
bersifat relatif keras dan pergerakan dislokasi cenderung akan
terhambat oleh fasa kedua tersebut. Pergerakan dislokasi yang
terhambat oleh senyawa fasa kedua akan memperkuat dan memperkeras
logam.
2.4.4 Presipitasi (precipitate strengthening)
Pengerasan logam dapat juga ditingkatkan dengan proses
presipitasi yaitu pengerasan melalui partikel endapan fasa kedua yang
halus dan menyebar. Distribusi presipitat dalam bentuk partikel
endapan fasa kedua ini menimbulkan tegangan dalam (internal stress).
Tegangan yang ditimbulkan semakin besar sehingga mengakibatkan
semakin meningkatnya kekuatan atau kekerasan. Pengerasan presipitasi
ini terjadi melalui proses perlakuan panas, quenching dan aging.
Paduan logam dalam bentuk dua fasa atau lebih dipanaskan pada suhu
tertentu sehingga senyawa fasa tersebut akan larut-padat dalam satu
fasa yang relatif homogen. Fasa yang relatif homogen tersebut
kemudian didinginkan secara cepat sehingga membentuk fasa
larut-padat super jenuh. Fasa larut- larut-padat super jenuh tersebut kemudian
mengalami aging sehingga terbentuk presipitat berupa partikel endapan
fasa kedua yang halus dan tersebar merata yang mengakibatkan bahan
menjadi keras. Pengerasan presipitasi ini akan menurun kekuatannya
bila mengalami suhu overaging.
Penguatan logam tanpa pengaruh suhu overaging dapat dilakukan
dengan metode dispersi. Pengerasan dispersi merupakan pengerasan
melalui proses memasukkan partikel-partikel dispersi dalam bentuk
serbuk yang tercampur secara homogen. Partikel dispersi yang
digunakan merupakan partikel yang sama sekali tidak larut dalam
matriknya. Campuran serbuk logam tersebut dikenai proses kompaksi
dan sintering dengan suhu pemanasan sampai mendekati titik cair
logam matrik sehingga mengakibatkan terjadi ikatan yang kuat. Partikel
dispersi tersebut merupakan rintangan bagi gerakan dislokasi dan
semakin banyak partikel akan semakin banyak terjadinya dislokasi.
Dislokasi yang semakin banyak mengakibatkan dislokasi semakin rapat
dan semakin sulit bergerak sehingga bahan akan semakin keras.
2.4.6 Penguatan besar butir (grain boundary strengthening)
Penguatan dengan cara penghalusan butir (grain refining) terjadi
melalui struktur butir. Butir logam merupakan kumpulan sel-satuan
yang berorientasi sama. Polikristal memiliki butir-butir yang
orientasinya berbeda satu dengan yang lain. Pada saat deformasi terjadi,
dislokasi akan bergerak pada bidang slip dan berusaha mencapai
permukaan luar. Oleh karena orientasi setiap butir berbeda dengan yang
lain, orientasi bidang slip pada butir-butir juga akan berbeda-beda.
Sebagai akibatnya pergerakan dislokasi akan terhambat. Gerakan
dislokasi yang akan menyeberangi batas butir memerlukan tegangan
yang lebih besar sehingga dengan demikian batas butir akan menjadi
batas-batas butir yang merupakan rintangan bagi pergerakan dislokasi.
Butir yang semakin halus cenderung akan semakin memperbanyak
batas butir. Batas butir yang banyak akan mengakibatkan gerakan
dislokasi semakin sukar karena semakin banyak rintangan. Penghalusan
butir dapat dilakukan melalui proses pembekuan dan proses
rekristalisasi. Penguatan tekstur merupakan peningkatan kekuatan atau
kekerasan melalui orientasi kristal. Pembentukan kristal logam agar
sel-satuan memiliki orientasi yang mendekati arah tertentu dapat dilakukan
dengan cara deformasi plastis, seperti dengan proses pengerolan.
2.5 Proses termomekanik[7]
Proses termomekanik adalah teknik perlakuan logam yang didesain untuk
meningkatkan sifat mekanis dengan proses deformasi plastis. Secara umum,
proses termomekanik terdiri dari proses pemanasan(Thermal), dan proses
mekanik. seperti Thermo – Forging Hammer.
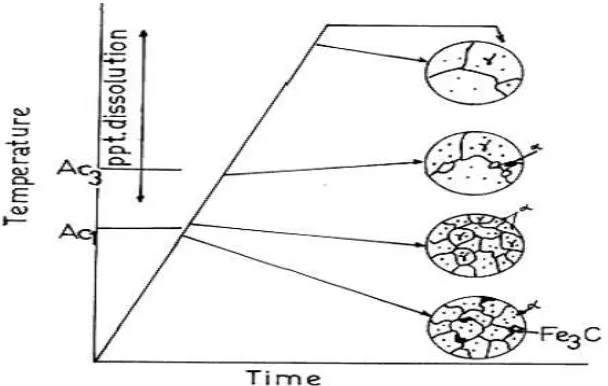
2.5.1 Pemanasan
Pada proses pemanasan, pelat baja dipanaskan hingga temperatur
austenit dengan tujuan antara lain untuk melarutkan berbagai paduan
yang terdapat dalam baja, dan untuk mencapai besar austenit yang
optimum, sehingga dapat mencapai kekuatan baja yang optimum
setelah pengerjaan panas. Proses pemanasan awal ini sangat penting
dalam menghasilkan sifat mekanis benda jadi karena dengan pemanasan
awal dapat diprediksi mikrostruktur akhir yang terbentuk. Selama
temperatur di bawah Ac1, strukturnya adalah ferit dan perlit. Semakin
tinggi temperatur melewati Ac1, dibawah Ac3 terjadi transformasi
perlit menjadi austenit. Sehingga pada daerah tersebut fasa yang ada
adalah austenit dan ferit. Pada temperatur di atas Ac3, seluruh struktur
mikro baja bertransformasi menjadi austenit. Hal ini dapat dilihat pada
gambar di bawah ini
Gambar 2.5. Pengaruh proses pemanasan pada perubahan struktur mikro baja
2.5.2. Proses Mekanik
Proses mekanik adalah proses pembentukan logam secara plastis
dengan mempergunakan gaya tekan untuk mengubah
ukuran dari logam yang dikerjakan. Proses ini dapat dikerjakan dengan
2 cara yaitu pengerjaan panas
Banyak cara yang digunakan dalam proses mekanik
seperti; rolling, hammering,extrusi dan darwing.
Pengerjaan panas adalah proses pembentukan logam yang mana
proses deformasinya dilakukan pada temperatur tinggi atau diatas suhu
rekristalisasi dan deformasi terjadi bersamaan. Dalam proses deformasi
pada temperatur tinggi terjadi peristiwa pelunakan yang terus menerus,
Hal ini disebabkan karena sifat lunak dan sifat ulet, sehingga gaya
pembentukan yang dibutuhkan relatif kecil, serta benda kerja mampu
menerima perubahaan bentuk yang besar tanpa retak. Karena itulah
keuntungan proses pengerjaan panas biasanya digunakan pada
proses-proses pembentukan primer yang dapat memberikan deformasi yang
besar, misalnya: proses pengerolan panas, tempa dan ekstrusi.
2. Proses Pengerjaan Dingin
Proses pengerjaan dingin didefinisikan sebagai proses
pembentukan yang dilakukan pada daerah temperatur dibawah
temperatur rekristalisasi. Dalam praktek memang pada umumnya
pengerjaan dingin dilakukan pada temperatur kamar, atau dengan lain
perkataan tanpa pemanasan benda kerja. Agar lebih singkat, untuk
selanjutnya daerah temperatur dibawah temperatur rekristalisasi
disebut saja sebagai daerah temperatur rendah. Pada kondisi ini pada
logam yang diderformasi terjadi peristiwa pengrasan regangan. Logam
akan bersifat makin keras dan makin kuat tetapi makin getas bila
mengalami deformasi.
2.6 Forging Hammer[10]
Hammering adalah Alat pemukul dengan enegi terbatas dimana sebuah
hidrolik bertekanan. Palu pemukul bisa menghantam antara 60 – 150 per
menitnya tergantung dari ukuran dan kapasitasnya. Kapasitas mempengaruhi
energy yang dihasilkan dari pukulan mesin hammer.
Energi Hammer
Energy dari mesin hammer dapat dilihat dari rumus berikut
ini :
…....…….(2.1)
Dimana ;
m= berat Ram( kg) w = energy (J)
V = kecepatan (m/s)
H= ketinggian Jatuh palu (m)
A= luas penampang ram ( m2 )
P= tekanan Hammer (pascal)
Luas Penampang
�= ��2………(2.2)
Tekanan Hammer
P = � .g.h ………..(2.3)
Perubahan Tinggi Spesimen
Δh = hawal - hakhir ………..…….(2.4)
2.7Pengujian Kekerasan[11]
Kekerasan logam didefinisikan sebagai ketahanan terhadap penetrasi, dan
menekankan bola kecil, piramida atau kerucut ke permukaan logam dengan
beban tertentu, dan bilangan kekerasan ( Brinell atau piramida Vickers)
diperoleh dari diameter jejak. Kekerasan dapat dihubungkan dengan kekuatan
luluh atau kekuatan tarik logam, Karena sewaktu indentasi, material di sekitar
jejak mengalami deformasi plastis mencapai beberapa persen regangan
tertentu. Bilangan kekerasan Vickers (VPN) didefinisikan sebagai beban
dibagi luas permukaan jejak piramida dan dinyatakan dalam satuan kgf/mm2
dan besarnya sekitar tiga kali tegangan luluh untuk material yang tidak
mengalami pengerasan kerja yang berarti. Bilangan kekerasan Brinell (BHN)
diberikan oleh persamaan (2.5). Dimana bilangan Brinell didefinisikan
sebagai tegangan P/A, dalam satuan kgf/mm2, diamana P adalah beban dan A
adalah luas permukaan kutub bola yang membentuk indentasi. Jadi
BHN =�/(�
dimana d adalah diameter jejak dan D adalah diameter indentor. Agar
diperoleh hasil yang kosisten maka rasio d/D harus kecil dan diusahakan agar
tetap konstan. Dengan begini nilai BHN untuk material lunak adalah sama.
Pengujian kekerasan penting, baik untuk pengendalian kerja maupun
penelitian, khususnya bilamana diperlukan informasi mengenai getas pada
suhu tinggi.
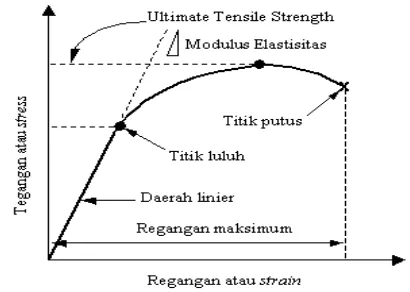
2.8Pengujian Tarik[11]
Banyak hal yang dapat kita pelajari dari hasil uji tarik. Bila kita terus
menarik suatu bahan sampai putus, kita akan mendapatkan profil tarikan yang
lengkap berupa kurva seperti digambarkan pada gambar 2.3. Kurva ini
Perubahan panjang dalam kurva disebut sebagai regangan teknik(
ε
eng.),yang didefinisikan sebagai perubahan panjang yang terjadi akibat perubahan
statik (∆L) terhadap panjang batang mula-mula (L0). Tegangan yang
dihasilkan pada proses ini disebut dengan tegangan teknik (σeng), dimana
didefinisikan sebagai nilai pembebanan yang terjadi (F) pada suatu luas
penampang awal (A0).
Gambar 2.6. Kurva tegangan regangan baja
Tegangan normal tesebut akibat gaya tarik dapat ditentukan berdasarkan
persamaan (2.6).
Regangan akibat beban tekan statik dapat ditentukan berdasarkan
Dimana: ∆L=L-L0
Keterangan:
ε = Regangan akibat gaya tarik
L = Perubahan panjang spesimen akibat beban tekan (mm)
Lo = Panjang spesimen mula-mula (mm)
Pada prakteknya nilai hasil pengukuran tegangan pada suatu pengujian
tarik pada umumnya merupakan nilai teknik. Regangan akibat gaya tarik
yang terjadi, panjang akan menjadi bertambah dan diameter pada spesimen
akan menjadi kecil, maka ini akan terjadi deformasi plastis (Nash, 1998).
Hubungan antara stress dan strain dirumuskan pada persamaan (2.4)
E = σ / ε ……….. (2.8)
E adalah gradien kurva dalam daerah linier, di mana perbandingan
tegangan (σ) dan regangan (ε) selalu tetap. E diberi nama “Modulus
Elastisitas” atau “Young Modulus”. Kurva yang menyatakan hubungan
antara strain dan stress seperti ini kerap disingkat kurvaSS (SS curve).
Umumnya, limit elastis bukan merupakan definisi tegangan yang jelas,
tetapi pada besi tidak murni dan baja karbon rendah, titik awal terjadinya
deformasi plastis ditandai dengan penurunan beban secara tiba-tiba yang
menunujukan adanya titik luluh atas dan titik luluh bawah. Perilaku luluh ini
merupakan karakteristik bebagai jenis logam, khususnya yang memiliki
struktur bcc dan mengandung sejumlah kecil elemen terlarut. Untuk material
mengenai titik awal deformasi plastis, yaitu tegangan uji 0,1 atau 0,2 %. Di
sini ditarik garis sejajar dengan bagian elastis kurva tegangan-regangan dari
titik dengan regangan 0,2 %.
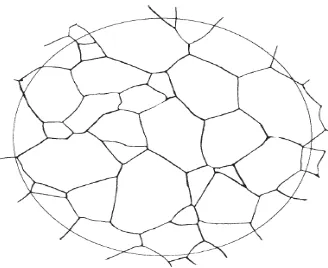
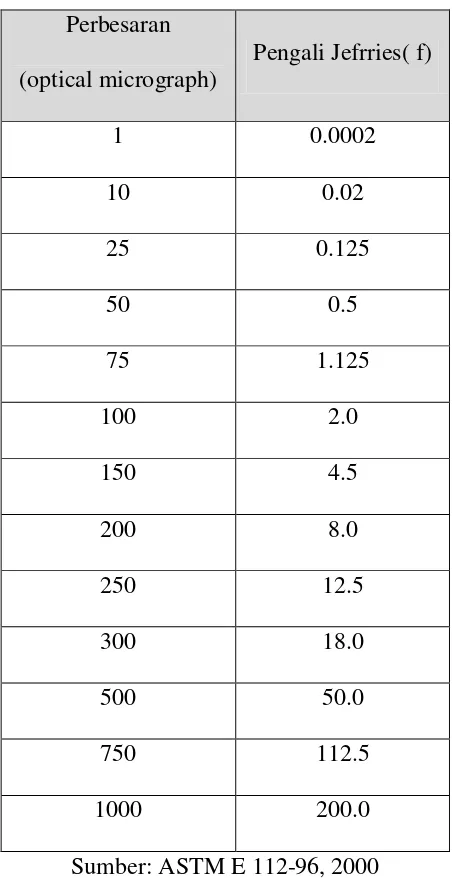
2.9Perhitungan Diameter Butir[12]
Ada beberapa metode yang dapat dilakukan untuk mengukur besar butir
dari struktur mikro suatu material salah satunya adalah metode Planimetri
yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk
menetukan jumlah butir persatuan luas pada bagian-bidang yang dapat
dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini
melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang
dinotasikan dengan NA. Secara skematis proses perhitungan menggunakan
metode ini seperti pada gambar 2.7.
Gambar 2. Perhitungan butiran menggunakan metode planimetri
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah
butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali
Jeffries (f) dapat dituliskan pada persamaan (2.9).
Dimana pengali Jeffries yang dipergunakan tergantung pada perbesaran
yang digunakan pada saat melihat struktur mikro dan dapat ditetukan melalui
tabel 2.1.
Perbesaran
(optical micrograph)
Pengali Jefrries( f)
1 0.0002
10 0.02
25 0.125
50 0.5
75 1.125
100 2.0
150 4.5
200 8.0
250 12.5
300 18.0
500 50.0
750 112.5
1000 200.0
Sumber: ASTM E 112-96, 2000
Untuk selanjutnya setelah diperoleh nilai NA maka ukuran butir dapat
dihitung dengan rumus sebagai berikut
BAB III
METODOLOGI PENELITIAN
Pada bab ini akan dijelaskan mengenai waktu dan tempat penelitian, alat dan
bahan, spesifikasi spesimen, proses termomekanik, serta metode pengujian.
3.1. Waktu dan Tempat
Waktu penelitian ini direncanakan selama enam bulan yang dimulai dari
bulan Februari sampai dengan Agustus 2013. Tempat dilaksanakannya
penelitian ini adalah di Laboratorium Teknologi Mekanik, Laboratorium
Metalurgi Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera
Utara dan Labolatorium Balai Riset Standarisasi Medan.
3.2. Alat dan Bahan 3.2.1.Alat
Adapun peralatan yang di pergunakan selama penelitian ini adalah:
1. Tungku Pemanas(Furnace Naber)
2. Thermocouple Type-K
3. Hammer
4. Jangka sorong
5. Penjepit spesimen
6. Mesin poles (polisher)
7. Mikroskop optik
8. Mikroskop VB
10. Mesin uji tarik Torsee INSTRON model 100 HDX - GIB
11. Mesin bubut
12. Teropong indentor
3.2.2.Bahan
Bahan yang dipergunakan dalam penelitian ini sebagai berikut:
1. Baja Bohler VCN 150.
2. Resin dan hardener.
3. Kertas pasir dengan grade 120, 240, 400, 600, 800, 1000, 1200
dan 1500.
4. Larutan etsa nital 20%
5. Serbuk Alumina
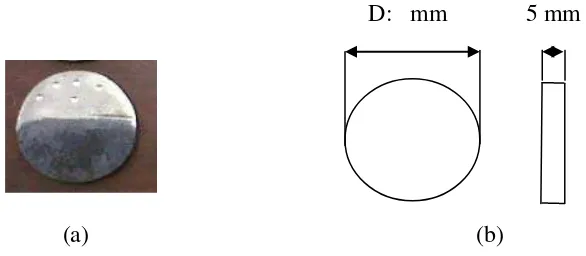
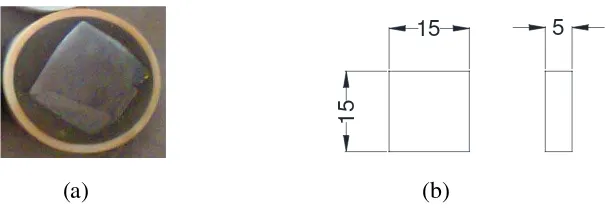
3.3. Spesifikasi Spesimen
Spesimen yang dipergunakan dalam pengujian ini ada 3 yaitu spesimen
uji kekerasan (ASTM E-10), metalografi (ASTM E 112) , serta spesimen uji
tarik (ASTM E8) seperti pada gambar berikut :
D: mm 5 mm
(a) (b)
200
60 60
R 12
.5
1
3
5
15
15 5
(a) (b)
Gambar 3.2. Spesimen Metallografi (a) , dimesi speSimen(b) Sumber (ASTM E 112)
Gambar 3.3 dimesi spesimen Sumber (ASTM E8)
3.4. proses Termomekanik
Jumlah specimen sebanyak 20 untuk uji kekerasan. Pemanasan
dilakukan bertahap dengan 4 spesimen/suhu. Suhu yang diterapkan dalam
proses ini adalah 7000C, 7500C 8000C, 8500C, 9000C dan digunakan
thermocouple digital untuk didapatkan pembacaan suhu yang akurat di dalam
furnace, kemudian ditahan selama 60 menit untuk didapatkan panas yang
Gambar 3.4 Pemanasan specimen di dalam furnace Spesifikasi :
Merk : WILMONN
Made in : Bremen Germany
Type : 2804
Suhu max : 1500 ºC
Benda uji yang telah dipanaskan dan ditahan selama 60 menit
selanjutnya di keluarkan dan lansung di beri proses mekanik dengan
menggunakan mesin tempa (hammer) dengan penahanan waktu
5s,10s,15s,20s per suhunya. Setelah mengalami deformasi spesimen
kemudian didinginkan perlahan mengunakan udara bebas (air cooling)
sampai dengan temperatur ruang.
Spesifikasi :
Merk : Glaser
Type : GSH 51
Max : 50 Kg
3.5 Pengujian
Pengujian pertama dilakukan pengujian kekerasan yang dilakukan
terhadap baja bohler Vcn 150 yang telah mengalami proses termomekanik
diatas temperatur rekristalisasi. Kemudian diambil 3 spesimen dengan nilai
kekerasan tertinggi untuk selanjutnya dilakukan pengujian tarik dan
pengamatan struktur mikro.
3.5.1. Pengujian Kekerasan
Pengujian kekerasan sesuai pada ASTM E-10, dilakukan di
laboratorium metallurgi fakultas teknik USU. Sebelum diuji
kekerasannya, spesimen dibersihkan dan diratakan permukanya terlebih
dahulu dengan mesin polish dan kertas pasir. Setelah itu pengujian
kekerasan dilakukan dengan alat brinell dengan pembebanan 3000 kg dan
diameter jejak diukur menggunakan teropong indentor. Adapun alat uji
Brinell dapat dilihat pada gambar 3.6.
Spesifikasi:
Type : BH-3CF
Kapasitas max : 3500 kg
Bola indentasi : 3, 5, dan 10 mm
Berikut ini adalah prosedur percobaan yang dilakukan pada
pengujian kekerasan dengan metode Brinell :
1. Spesimen dibersihkan permukaannya dengan mesin polish.
2. Setelah bersih, spesimen diletakkan pada landasan uji dan bola
indentor yang digunakan adalah bola dengan diameter 10 mm.
3. Spesimen dinaikkan hingga menyentuh bola indentor, kemudian
katup hidrolik dikunci.
4. Tuas hidrolik ditekan berulang-ulang hingga skala pada panel
menunjukkan angka 3000 kg kemudian ditahan selama 30 detik.
5. Setelah 30 detik katup hidrolik dibuka untuk mengembalikan beban
ke posisi semula (0 kg).
6. Pengambilan data kekerasan diulang sebanyak 5 kali untuk
masing-masing spesimen dan diambil data rata-ratanya.
7. Pengamatan diameter indentasi dilakukan dengan menggunakan
teropong Indentor dan data diameternya disesuaikan dengan tabel
kekerasan.
3.5.2. Pengujian Tarik
Pada penelitian uji tarik yang dilakukan hanya pada nilai kekerasan
standar ASTM E8. Adapun nilai optimal yang diambil yaitu pada suhu
(700°C/10s ,750°C/10s, 800°C,10s). Pada pengujian tarik dicari tegangan
luluh (σy), tengangan batas (σu) dan regangan (ɛ). Karena terjadi
perbedaan kelunakan bahan akibat variasi suhu perlakuan panas maka
perlu dihitung kembali ketebalan bahan sebelum dilakukan pengujian.
Pada penelitian ini pengujian tarik menggunakan alat uji tarik Torsee
INSTRON model 100 HDX - GIB dengan kapasitas 100 ton seperti yang
diperlihatkan oleh gambar 3.7.
Gambar 3.7 Alat uji tarik Torsee INSTRON model 100 HDX – GIB Spesifikasi:
Type : INSTRON model 100 HDX – GIB
Made in : USA(UNITED STATES OF AMERICA)
Beban max : 100 Ton Force
Tahun :2012
Berikut ini adalah prosedur percobaan yang dilakukan pada pengujian tarik
1. Spesimen dibentuk sesuai ukuran menurut standar ASTM E-8M.
2. Mesin uji tarik dan komputer dihidupkan kemudian disetting dikomputer
untuk memulai uji tarik.
3. Spesimen dicekam pada chuck atas, kemudian chuck bawah dinaikkan
dengan menekan tombol UP hingga mencekam spesimen secara
keseluruhan.
4. Katup hidrolik (load valve) dibuka kemudian mesin (pompa
hidrolik/PUMP) dijalankan sampai spesimen putus.
5. Setelah spesimen putus katup hidrolik (load valve) ditutup dan katup
pembuka (unload valve) dibuka, kemudian chuck bawah diturunkan
dengan menekan tombol DOWN.
6. Spesimen yang putus dilepas dari chuck atas dan bawah, kemudian diukur
besar pertambahan panjangnya dan besar nilai regangan yang diperoleh
dari grafik hasil uji tarik seperti yang terlihat pada lampiran uji tarik
kemudian dicatat data hasil pengujian.
7. Prosedur yang sama dilakukan pada spesimen uji tarik yang lain.
3.5.3. Pengujian Metalografi
Pengujian metalografi agar dapat diamati mikrostrukturnya, dan
menghitung diameter butir dengan metode Planimetri, sesuai dengan
standar ukuran butir ASTM E 112 yang dikembangkan oleh Jeffries.
Benda uji di potong yang merupakan bagian dari spesimen kekerasan
yaitu pada bagian ujungnya, kemudian di mounting mengunakan resin
Gambar 3.8 Mikroskop optic
Spesifikasi:
Merk :Rax Vision 3
Pembesaran Optik :50X, 100X, 200X, 500X, dan 800X
Berikut ini adalah prosedur percobaan yang dilakukan pada pada
pengujian Metallografi :
1. Spesimen yang telah dimounting dengan resin dipolish dengan
polisher.
2. Spesimen dipolish dengan kertas pasir grade 120 dan 240 selama 15
menit, kemudian dilanjutkan dengan grade 400, 600, 800, 1000, dan
1500 selama 15 menit.
3. Setelah dipolish dengan kertas pasir, spesimen dipolish dengan
bubuk alumina sampai terbentuk kilatan seperti cermin.
4. Etsa nital 20% dituangkan dalam wadah atau cawan kemudian
spesimen dicelupkan kedalam etsa selama 5-30 detik.
5. Spesimen yang telah dietsa dibersihkan dengan cara dicelupkan lagi
ke dalam alkohol kemudian dikeringkan di udara bebas atau
6. Pengamatan struktur mikro dilakukan dengan menggunakan alat
mikroskop optik rax vision yang disambungkan ke program Rax
Vision Plus 4.1 pada komputer.
7. Spesimen diletakkan diatas bidang uji atau meja mikroskop
kemudian didekatkan dengan optic mikroskop.
8. Digunakan perbesaran 500X dan diambil photo dari masing-masing
spesimen.
9. Fokus pada mikroskop diputar untuk mendapatkan pengamatan yang
baik pada spesimen.
10. Setelah didapatkan fokus dan pencahayaan yang yang pas, diambil
photo dari spesimen dengan mengklik icon Capture frame pada
program Rax Vision plus 4.1.
11. Prosedur yang sama juga dilakukan un tuk spesimen lainnya.
12. Setelah itu diukur diameter masing-masing spesimen dengan metode
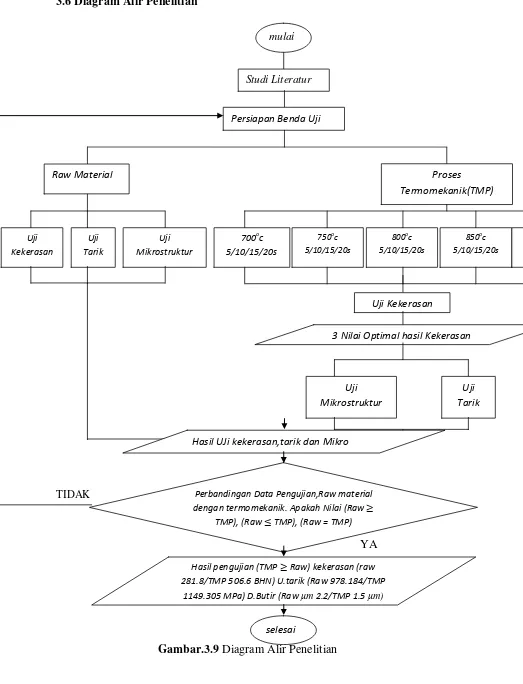
3.6Diagram Alir Penelitian
TIDAK
YA
Gambar.3.9 Diagram Alir Penelitian mulai
3 Nilai Optimal hasil Kekerasan
Uji Mikrostruktur
Uji Tarik
Hasil UJi kekerasan,tarik dan Mikro
Perbandingan Data Pengujian,Raw material dengan termomekanik. Apakah Nilai (Raw ≥
TMP), (Raw ≤ TMP), (Raw = TMP)
Hasil pengujian (TMP ≥ Raw) kekerasan (raw 281.8/TMP 506.6 BHN) U.tarik (Raw 978.184/TMP
1149.305 MPa) D.Butir (Raw μm 2.2/TMP 1.5 μm)
BAB IV
HASIL DAN PEMBAHASAN 4.1. Hasil
Dalam bab ini berisikan data angka dan grafik penelitian setelah dilakukan
proses termomekanik pada baja BOHLER VCN 150 dengan mesin tempa
(forging) sebagai alat pendeformasi.
Tabel 4.1. komposisi baja BOHLER VCN 150
Tabel 4.2 Sifat mekanis Baja BOHLER VCN 150 (Rraw material). Ultimate Strength
4.1.1. Hasil Uji Kekerasan
Kekerasan logam dapat diartikan sebagai kemampuan suatu bahan
terhadap pembebanan dalam perubahan yang tetap, ketika gaya tertentu
diberikan pada suatu benda uji. Pengujian kekerasan dalam penelitian ini
dilakukan agar dapat diketahui pengaruh suhu dan waktu pukulan mesin
tempa dengan tiap deformasi yang dihasilkan terhadap material baja
BOHLER VCN 150. Secara umum hasil pengujian kekerasan dari penelitian
dapat dilihat pada tabel berikut.
C Si Mn Cr Mo Ni
Tabel 4.3. Pengujian kekerasan badasarkan skala Brinell
Gambar 4.1 Grafik hubungan antara waktu pukulan mesin hammer terhadap nilai kekerasan
Berdasarkan hasil pengujian kekerasan yang digambarkan pada grafik,
dapat dilihat bahwa kekerasan dengan nilai paling optimum terjadi rata – rata
pada waktu pukulan selama 10 detik . nilai optimum 1 suhu 700°C,10s, 20%
sebesar 506.6 BHN, optimum 2 suhu 750°C,10s, 23% sebesar 499.2 BHN
dan diikuti pada suhu optimum 3 suhu 800°C,10s, 35% sebesar 491.8 BHN,
dimana nantinya nilai-nilai tersebut akan dijadikan acuan untuk pengujian
berikutnya yaitu pengamatan struktur mikro dan uji tarik.
4.1.2. Hasil Uji Tarik
Dalam penelitian ini pengujian tarik hanya dilakukan pada 3 nilai-nilai
optimal yang mengacu dari hasil uji kekerasan yaitu pada suhu 700oc/10s,
750oc/10s, 800oc/10s,. Hasil uji tarik terdiri dari tiga parameter yaitu tegangan
luluh (yield strength), tegangan batas (ultimate strength), dan keuletan yang
ditunjukkan oleh besarnya regangan. Secara umum hasil pengujian tarik dapat
dilihat pada grafik berikut ini :
Gambar 4.2. Grafik uji tarik tegangan dan regangan
Gambar 4.2. Grafik hasil uji tarik pada tiap nilai optimal
1149.305
700°C/10s 750°C/10s 800°C/10s raw
Dari grafik diatas dapat lihat bahwa setelah dilakukan proses
termomekanik dapat memperbaiki kuat tarik pada material Baja BOHLER
VCN 150.
4.1.2. Hasil Pengamatan Struktur Mikro
Dalam pengamatan struktur mikro, perlu dilakukan persiapan benda uji.
Pengamatan struktur mikro dilakukan untuk mengamati besar ukuran butir
pada nilai-nilai optimal yang diambil sebelumnya. Dengan menggunakan
metode planimetri maka dapat diketahui besar butir dari spesimen.
Gambar 4.3.Foto Mikro Pembesaran 500X pada Bahan Awal (Raw Material)
Maka dengan menggunakan rumus
�� = �(������� + ������������2 )
dapat diketahui bahwa
Ninside = 15
Nintercepted = 13
dengan pengali Jeffries (f) untuk pembesaran 500X. sehingga
diperoleh NA = 700
Kemudian dengan menggunakan rumus
maka diperoleh besar d yaitu sebesar 3.8μm
Untuk selanjutnya dengan cara yang sama maka dapat diperoleh berapa
besar butir untuk masing-masing spesimen pada nilai perlakuan optimal.
Hasil pengukuran butir ini nantinya berkaitan dengan sifat mekanis yaitu
kekerasan dan hasil uji tarik. Berikut adalah gambar foto mikro.
(a)
(b)
(d)
Gambar 4.4.Foto Mikro Pembesaran 500x dan 200x pada titik yang sama.(a) nilai optimal I suhu 700°C/10s (b) nilai optimal II suhu
750°C/10s(c) nilai optimal III suhu 800°C/10s (d) padasuhu 900°C/10s
hasil pengukuran diameter butir dapat dilihat pada tabel berikut :
Tabel .4.5. Diameter Mikrostruktur
Dari gambar mikro diatas dapat dilihat terjadi kerusakan mikro pada
suhu pemanasan awal yang lebih rendah. Kerusakan mikrostruktur
diakibatkan gaya pukul dari proses mekanik yang diberikan, cacat mikro
terlihat jelasa pada nilai optimal I suhu 700°C/10s dan nilai optimal II suhu
750°C/10s. pada pemanasan awal dengan suhu 900°C/10s tidak terlihat
kerusakan pada mikro tetapi terjadi perubahan diameter mikrostruktur
dikaranekan suhu yang tinggi dapat mengurangi batas butir sehingga terjadi
pembesaran diameter butir.dari penjelasan diatas maka diperoleh hasil Nilai Optimal
stelah proses termomekanik pada nilai –nilai optimal meliputi sifat mekanis
dan diameter butir. pada tabel berikut dapat dilihat perubahan sifat mekanis
dan diameter butir setelah proses termomekanik.
Tabel 4.6. Hasil perbandingan Proses Termomekanik Pada Nilai Optimal dan raw material.
Pada subbab ini akan membahas hubungan – hubungan antara pengaruh
pemanasan awal terhadap tingkat deformasi, gaya pukulan mesin hammer,
dan diameter butir. Juga membahas pengaruh diameter butir terhadap sifat
mekanis bahan meliputi kekerasan dan kuat tarik. Nilai yang diambil pada
pembahasan adalah nilai-nilai optimal setelah dilakukan proses
4.2.1. Grafik Hubungan Temperatur dengan deformasi dan gaya pukul pada nilai optimal di pukulan 10s (detik).
Nilai optimal rata – rata terjadi pada pukulan hammer 10s (detik), jika
dihubungkan antara pemanasan awal yang diberikan dengan deformasi dan
gaya pukul mesin hammer pada pukulan yang sama selama 10 detik, maka
hasilnya dapat dilihat pada grafik berikut.
Gambar 4.5. Grafik hubungan antara Temperatur dengan tingkat deformasi dan gaya pukul mesin hammer.
Grafik diatas dapat dilihat bahwa pemanasan yang diberikan sangat
mempengaruhi tingkat deformasi .Dimana pada pukulan yang sama selama
10 detik dengan gaya yang sama dari mesin hammer, semakin tinggi suhu
pemanasan maka tingkat deformasi yang dihasilkan juga akan meningkat,
Begitu juga semakin rendah suhu pemanasan maka tinggat deformasi
menurun.
700°C 750°C 800°C 850°C 900°C
4.2.2 Hubungan antara Temperatur dengan diameter butir dan derajat defotmasi pada nilai optimal.
Hubungan antara hasil pemanasan terhadap diameter butir dan tingkat
deformasi yang dihasilkan dari nilai – nilai optimal pada pukulan yang sama
selama 10 detik, maka di dapatkan hasil grafik sebagai berikut.
Gambar 4.6. Grafik Hubungan antara Temperatur dengan diameter butir dan derajat deformasi pada nilai optimal.
Grafik diatas dapat dilihat pengaruh pemanasan awal terhadap diameter
butir dan deformasi. Dimana semakin tinggi suhu pemanasan awal maka
tingkat deformasi juga akan meningkat dan juga diameter butir akan
membesar sebaliknya dimana semakin rendah suhu pemanasan awal maka
tiingkat deformasi yang dihasilkan akan menurun begitu juga diameter butir
akan mengecil.
Temperatur (°C ) diameter butir
4.2.2. Hubungan antara diameter butir dengan sifat mekanis bahan, uji tarik dan kekerasan
Hubungan antara diameter butir dengan sifat mekanis bahan seperti uji
kekerasan dan uji tarik pada nilai – nilai optimal dan juga raw material maka
hasilnya dapat dilihat pada grafik berikut.
Gambar 4.7. Hubungan antara diameter butir dengan sifat mekanis bahan, uji tarik dan uji kekerasan
Grafik dapat dilihat dimana pengaruh diameter butir terhadap nilai
kekerasan dan juga nilai kuat tarik. Dimana semakin kecil diameter butir
maka akan meningkatkan nilai kuat tarik begitu juga kekerasan dan
sebaliknya dimana semakin besar diameter butir akan menurunkan nilai kuat
tarik dan nilai kekerasannya. Lebih jelas bisa dilihat pada grafik hubungan
diameter butir terhadap sifat mekanis secara regresi linier pada berikut ini:
Gambar.4.8 Hubungan diameter butir dengan kuat tarik secara regresi linier
Gambar.4.9. Hubungan diameter butir dengan kekerasan secara regresi linier Pada nilai – nilai optimal dihubungkan secara regresi linier, dapat dilihat
pengaruh dari diameter butir terhadap sifat mekanis bahan. Semakin kecil
diameter butir maka nilai kekerasan dan kuat tariknya juga meningkat.
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
1. Proses termomekanik dapat mempengaruhi sifat mekanis bahan, Pada pemanasan yang rendah di temperatur 700°C dengan pukulan 10 detik
terdapat kekerasan yang optimal sebesar 506.6 BHN. nilai optimal dari uji
kekerasan sebagi acuan untuk uji tarik ,setelah dilakukan pengujian maka
kuat tarik optimal juga terdapat pada temperatur dan jumlah pukulan yang
sama (700°C /10s) sebesar UTS ,1149.305 Mpa dan YS, 930.506 Mpa.
2. Stelah dilakukan pengamatan dan perhitungan diameter butir pada nilai – nilai
optimal acuan dari uji kekerasan, maka butir yang kecil terlihat pada suhu
yang lebih rendah yaitu pada suhu 700°C sebesar 1.5μm dan 750°C sebesar
1.6μm. tetapi pada suhu ini terjadi cacat pada mikro diakibatkan dari proses
mekanik yang diberikan karena pengaruh dari pemanasan awal. Pada suhu
yang lebih tinggi di temperatur 900 °C ukuran butir sebesar 3.2μm tetepi tidak
terjadi kerusakan pada mikro melainkan terjadi pembesaran diameter butir ini
dikarenakan tingginya temperatur pemanasan awal yang mengakibatkan bahan
semakin melunak.
3. pemanasan awal mempengaruhi derajat deformasi dan diameter butir, dimana
pada pukulan yang sama di 10 detik (gaya yang sama) akan terjadi perbedaan
derajat deformasi yang dihasilkan begitu juga dengan diameter butir semakin
tinggi derajat deformasi yang di pengaruhi dari pemanasan awal maka
sifat mekanis bahan maka di peroleh berbanding lurus antara kekerasan dan
kuat tarik. dimana semakin kecil diamter butir akan meningkatkan sifat
mekanisnya seperti kekerasan dan kuat tarik dan sebalik nya sifat mekanis
akan menurun jika diameter butir mulai membesar
4. Baja BOHLER VCN 150 sifat mekanisnya lebih baik setelah dilakukan
proses termomekanik bila dibandingkan dengan raw material atau tanpa
perlakuan
5.2. Saran
1. Dalam proses termomekanik rentang suhu sangat mempengaruhi, lebih baik
ditambah penelitian lanjutan dengan menggunakan suhu dibawah
rekristalisasi (<700 o C) dan menggunakan mesin press sebagai alat
pendeformasi.
2. Untuk perkembangan selanjutnya peneliti menyarankan untuk diadakan
penelitian lanjutan dengan menambahkan proses annealing agar bisa
DAFTAR PUSTAKA
1. CAO Yan, LIU Xiang-hua.”Effect of Rolling Process on the
Microstructure and Mechanical Properties of Low Carbon V-N Steel”
Anhui University of Technology, Maanshan 243002, China.
2 A. Babakhani , A. R. Kiani-Rashid & S. M.R.Ziaei,”TheMicrostructure
and 2.2. Mechanical Properties of Hot Forged Vanadium Microalloyed
Steel”. Ferdowsi University of Mashhad, Iran 2011
3. A. kurc, Z.stoklosa, “ some mechanic and magnetic properties of cold
rolled X5crNi18-8 stainsless steel”.Silesian University Katowice
poland,polandia december 2008. “
4 Lianzhung lin, Tianmo liu, Hanqi Yuan, Xiuling Shi and Zhongchang
Wang. : effect of cold forging and static recrystallization on
microstructure and mechanical property of magnesium alloy AZ31,
Chongqing P.R. China. 2007“
5. R. G. Baligidad and Shivukumar Khaple. “ effect Cerium and
Thermomechanical Processing on mikrostructure and mechanical
properties Fe-10.5Al-0.8 All0y”.deffence metallurgi research laboratory,
Hyderabad india. oktober 2008.
6. Andhika. “pengaruh pengerolan panas dan tingkat deformasi terhadap sifat
mekanis baja karbon sedang untuk mata pisau pemanen sawit.”.
7. Cut Rullyani.The Effect of Deformation Degree on the Microstructure,
Mechanical Properties and Corrosion Resistance of Low Carbon Steel
AISI 1010Universitas Indonesia,juni 2010.
8. Krauss, George, Steel Heat Treatment and Processing Principles, ASM
International, Material Park, Ohio, 1995.
9. Lange, K., Handbook of metal forming, 1919, McGraw-Hill Book
company
10. Tapany U.domphol, Forging Analysis – 1. Suranaree. University of
Technology Maret 2007
11. Groover, Mikell P. Fundamentals of modern manufacturing: materials,
processes and systems, 4th ed. Printed in the United States of America
12. Thermomechanical Processing of Steels. Volume 4: Heat Treating ASM
Handbook, 1991
13. Beddoes, J. and Bibbly M.J., Principles of metal manufacturing process,
1999, Arnold
14. Lange, K., Handbook of metal forming, 1919, McGraw-Hill Book
company
15 J.R. Davis, Structure/Property Relationships in Irons and Steels Volume
20, ASM Handbook, 1997,\
16 ASTM E 10-01. Standard Test Method for Brinell Hardness of Metallic
17 ASTM E 112-96 rev, Standart Test Methods for Determining Average
Grain Size. ASTM International, 2000.
18 Hand book Bohler Special Steels.PT BHINEKA BAJANAS
19 M. Janosec et al. “Effect of cold rolling and annealing on mechanical