BAB II
TINJAUAN PUSTAKA
2.1 Klasifikasi Pisau Pemanen Sawit
Pisau pemanen sawit dapat diklasifikasikan menjadi 2 macam yaitu pisau dodos dan pisau egrek. Penggunaan alat ini tergantung dari umur atau ketinggian pohon sawit. Berdasarkan tinggi tanaman ada 2 cara panen yg umum di lakukan oleh perkebunan kelapa sawit:
a. Untuk tanaman yang berumur kurang dari 7 tahun cara pemanenannya dengan menggunakan alat dodos dengan gagang pipa besi atau tongkat kayu.
b. Untuk tanaman yg berumur lebih dari 7 tahun pemanenannya menggunakan egrek yg disambung dengan pipa almunium atau batang bambu.
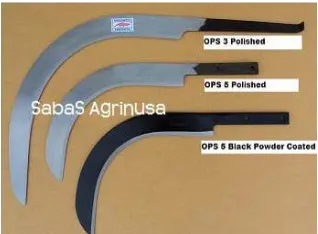
Berikut ini adalah jenis-jenis atau merek pisau pemanen sawit yang dijual dipasaran antara lain:
1.
Pisau ini buatan dari Inggris yang dipasarkan di Indonesia. Pisau egrek ini mempunyai berbagai ukuran dan digunakan untuk memanen sawit yang tinggi. Pisau ini dapat dilihat pada gambar 2.1.
2.
Egrek sawit warna hitam ini adalah pisau egrek khusus kebun sawit yang berasal dari negara Malaysia dan juga beredar di Indonesia. Egrek hitam tersebut terbuat dari carbon steel yang sangat berkualitas. Pisau sawit ini dapat dilihat pada gambar 2.2.
Gambar 2 3. Egrek Sawit Warna Putih
Egrek jenis ini adalah egrek yang bahan dasarnya terbuat dari baja stainlees steel oleh karena itu disebut dengan egrek putih, jenis ini umumnya banyak digunakan di Malaysia. Pisau ini dapat dilihat pada gambar 2.3.
Gambar 4. Pisau Dodos
Indonesia banyak diproduksi dengan menggunakan dengan material baja bekas dari per mobil dan dikerjakan secara konvensional. Pisau ini dapat dilihat dari gambar 2.4.
Gambar 2.4 Pisau Dodos 2.2 Klasifikasi Baja
Baja adalah besi karbon campuran logam yang dapat berisi konsentrasi dari element campuran lainnya. Baja merupakan bahan dasar vital untuk industri. Semua segmen kehidupan, mulai dari peralatan dapur, transportasi, generator pembangkit listrik, sampai kerangka gedung dan jembatan menggunakan baja. Besi baja menduduki peringkat pertama di antara barang tambang logam dan produknya melingkupi hampir 90 % dari barang berbahan logam.
2.2.1 Baja Karbon
Berdasarkan komposisi dalam prakteknya baja terdiri dari beberapa macam yaitu baja karbon (carbon steel), dan baja paduan (alloy steel). Baja karbon dapat diklasifikasikan sebagai berikut:
1. Baja Karbon Rendah (Low Carbon Steel)
Baja kabon rendah (low carbon steel) mengandung karbon dalam campuran baja karbon kurang dari 0,3% C. Baja ini bukan baja yang keras karena kandungan karbonnya yang rendah kurang dari 0,3% C. Baja karbon rendah tidak dapat dikeraskan karena kandungan karbonnya tidak cukup untuk membentuk struktur martensit. Berdasarkan jumlah karbon yang terkandung dalam baja maka baja karbon rendah dapat digunakan atau dijadikan baja-baja sebagai berikut:
a. Baja karbon rendah yang mengandung 0,04% C - 0,10% C digunakan untuk baja-baja plat atau strip.
b. Baja karbon rendah yang mengandung 0,10% C - 0,15% C digunakan untuk keperluan badan-badan kendaraan.
c. Baja karbon rendah yang mengandung 0,15% C - 0,30% C digunakan untuk konstruksi jembatan, bangunan, membuat baut atau dijadikan baja konstruksi.
2. Baja Karbon Sedang (Medium Carbon Steel)
dengan baja karbon rendah. Berdasarkan jumlah karbon yang terkandung dalam baja maka baja karbon sedang dapat digunakan atau dijadikan baja-baja sebagai berikut:
a. Baja karbon sedang yang mengandung 0,35% C - 0,45% C digunakan untuk roda gigi dan poros.
b. Baja karbon sedang yang mengandung 0,4% C digunakan untuk keperluan industri kendaraan, mur, poros, engkol dan batang torak. c. Baja karbon sedang yang mengandung 0,5% C - 0,6% C digunakan
untuk roda gigi.
d. Baja karbon sedang yang mengandung 0,55% C - 0,6% C digunakan untuk pegas.
3. Baja Karbon Tinggi (High Carbon Steel)
Baja karbon tinggi mengandung 0,60% C - 1,7% C dan setiap satu ton baja karbon tinggi mengandung karbon antara 70-130 Kg. Baja ini mempunyai tegangan tarik paling tinggi dan banyak digunakan untuk material tools.
Berdasarkan kegunaanya baja karbon tinggi diklasifikasikan sebagai berikut:
a. Baja karbon tinggi yang mengandung 0,6% C - 0,7% C digunakan untuk pembuatan pegas, perkakas (landasan mesin, martil) dan alat-alat potong.
2.2.2 Sifat-Sifat Baja
Sifat-sifat baja banyak ditentukan oleh kadar karbon, unsur paduan (jenis dan jumlahnya) dan mikrostruktur. Untuk menggunakan bahan teknik dengan tepat, maka bahan tersebut harus dapat dikenali dengan baik sifat-sifatnya yang akan dipilih untuk digunakan. Sifat-sifat tersebut tentunya sangat banyak macamnya, secara umum sifat-sifat baja dapat diklasifikasikan sebagai berikut:
1. Sifat Kimia
Sifat kimia diartikan sebagai sifat bahan yang mencakup kelarutan bahan terhadap larutan kimia, basa atau garam dan pengoksidasiannya terhadap bahan tersebut. Salah satu contoh dari sifat kimia yang terpenting adalah korosi.
2. Sifat Teknologi
Sifat teknologi adalah sifat suatu bahan yang timbul dalam proses pengolahannya. Sifat ini harus diketahui terlebih dahulu sebelum mengolah atau mengerjakan bahan tersebut. Sifat-sifat teknologi antara lain sifat mampu las, sifat mampu dikerjakan dengan mesin, sifat mampu cor dan sifat mampu dikeraskan.
3. Sifat Mekanik
Kekuatan (strength) menyatakan kemampuan bahan untuk menerima tegangan tanpa menyebabkan bahan tersebut menjadi patah. Kekuatan ini ada beberapa macam, dan ini tergantung pada beban yang bekerja dapat dilihat dari kekuatan tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok.
Kekerasan (hardness) dapat didefenisikan sebagai kemampuan bahan untuk bertahan terhadap goresen, pengikisan (abrasi) dan penetrasi. Sifat ini berkaitan erat dengan sifat keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi dengan kekuatan.
Kekenyalan (elasticity) menyatakan kemampuan bahan untuk menerima tegangan tanpa mengakibatkan terjadinya perubahan bentuk yang permanen setelah tegangan dihilangkan. Bila suatu bahan mengalami tegangan maka akan terjadi perubahan bentuk. Bila tegangan yang bekerja besarnya tidak melewati suatu batas tertentu maka perubahan bentuk yang terjadi bersifat sementara, perubahan bentuk ini akan hilang bersamaan dengan hilangnya tegangan, akan tetapi bila tegangan yang bekerja telah melampaui batas, maka sebagian bentuk itu tetap ada walaupun tegangan telah dihilangkan.
Kekakuan (stiffness) menyatakan kemampuan bahan untuk menerima tegangan atau beban tanpa mengakibatkan terjadinya perubahan bentuk deformasi atau defleksi. Dalam beberapa hal kekakuan ini lebih penting dari pada kekuatan.
terjadinya kerusakan. Sifat ini sangat diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan seperti, forging, rolling, extruding dan sebagainya. Sifat ini sering juga disebut sebagai keuletan atau
kekenyalan (ductility). Bahan yang mampu mengalami deformasi plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai keuletan atau kekenyalan tinggi, dimana bahan tersebut dikatakan ulet atau kenyal (ductile). Sedangkan bahan yang tidak menunjukan terjadinya deformasi plastis dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas atau rapuh (brittle).
Ketangguhan (toughness) menyatakan kemampuan bahan untuk menyerap sejumlah energi tanpa mengakibatkan terjadinya kerusakan. Juga dapat dikatakan sebagai ukuran banyaknya energi yang diperlukan untuk mematahkan suatu benda kerja, pada suatu kondisi tertentu. Sifat ini dipengaruhi oleh banyak faktor, sehingga sifat ini sulit untuk diukur.
Kelelahan (fatigue) merupakan kecenderungan dari logam untuk patah apabila menerima tegangan berulang-ulang (cyclic stress) yang besarnya masih jauh di bawah batas kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan sifat yang sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak faktor yang mempengaruhinya.
2.2.3 Diagram Fasa Fe – C
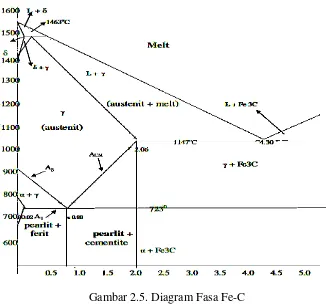
Diagram keseimbangan besi karbon adalah diagram yang menampilkan hubungan antara temperatur dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua operasi-operasi perlakuan panas. Dimana fungsi diagram fasa adalah memudahkan memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas baik proses anil, normalizing maupun proses pengerasan. Diagram ini dapat dilihat pada gambar 2.5.
Gambar 2.5. Diagram Fasa Fe-C
disebut hypoetectoid dan baja yang mengandung lebih dari 0,83% C sampai dengan 2% C disebut dengan hyperetectoid.
Pemanasan pada suhu 723oC dengan komposisi 0,8% C disebut dengan titik eutectoid. Apabila dilakukan pemanasan sebelum mencapai titik eutectoid, pada titik hypoeutectoid terbentuk fasa pearlit dan ferrit. Sedangkan di bawah hypereutectoid mempunyai fasa pearlit dan sementit. Pada pemanasan melewati garis eutectoid, terjadi perubahan fasa pearlit menjadi austenit.
Ketika paduan A (A1) mencapai suhu 723oC (suhu eutektoid) sisa austenit sekitar 0,8% C (meskipun sebenarnya jumlah komposisinya 0,4%). Oleh karena itu, pada titik eutectoid reaksi yang terjadi adalah perubahan
sisi austenite menjadi pearlite (α + Fe3C). ketika paduan A (A3) mencapai suhu 910oC, ferit BCC mulai berubah bentuk menjadi austenite. Ini merupakan reaksi solid dan dipengaruhi oleh difusi karbon pada austenit. Ferrit yang berisi karbon terbentuk dengan sangat lambat. Keadaaan paduan A (Acm) transformasi Fe3C menjadi austenit secara keseluruhan pada suhu ini, seperti prediksi pada diagram. Seluruh sistem austenit FCC dengan kadar karbon 0.95%.
menjadi karbida (sementit). Dalam hal ini, pengaruh waktu tahan sangat menetukan pada pembetukan perubahan butir. Adapun macam-macam struktur yang ada pada besi karbon adalah sebagai berikut:
1. Ferrit
Ferrit adalah fasa larutan padat yang memiliki struktur BCC (Body Centered Cubic). Ferrit terbentuk akibat proses pendinginan yang lambat
dari austenit baja hypotectoid pada saat mencapai A3. Ferrit bersifat sangat lunak, ulet dan memiliki kekerasan sekitar 70-100 BHN dan memiliki konduktifitas yang tinggi.
2. Austenit
Fasa Austenit memiliki struktur atom FCC (Face Centered Cubic). Dalam keadaan setimbang fasa austenit ditemukan pada temperatur tinggi. Fasa ini bersifat non magnetik dan ulet (ductile) pada temperatur tinggi. Kelarutan atom karbon di dalam larutan padat austenit lebih besar jika dibandingkan dengan kelarutan atom karbon pada fasa ferrit dan memiliki kekerasan sekitar 200 BHN.
3. Sementit
Sementit adalah senyawa besi dengan karbon yang umum dikenal sebagai karbida besi dengan kandungan karbon 6,67% yang bersifat keras sekitar 5-68 HRC.
4. Perlit
5. Bainit
Bainit merupakan fasa yang kurang stabil yang diperoleh dari austenit pada temperatur yang lebih rendah dari temperatur transformasi ke perlit dan lebih tinggi dari transformasi ke martensit.
6. Martensit
Martensit merupakan larutan padat dari karbon yang lewat jenuh pada besi alfa sehingga latis-latis sel satuanya terdistorsi.
2.3 Mekanisme Penguatan Logam
Penguatan logam yang berdampak terhadap peningkatan sifat mekanik dapat terjadi berbagai cara, antara lain dengan mekanisme pengerasan regangan (strain hardening), larut-padat, fasa kedua, prespitasi, dispersi, penghalusan butir dan
tekstur.
1. Pengerasan regang (strain hardening)
Penguatan melalui mekanisme pengerasan regangan dapat terjadi terhadap semua logam akibat proses deformasi plastis yang menyebapkan terjadinya peningkatan kerapatan dislokasi. Dislokasi yang semakin rapat mengakibatkan dislokasi itu sendiri semakin sukar bergerak sehingga bahan semakin kuat atau keras.
2. Larut padat
mengakibatkan timbulnya medan tegangan yang berdampak terhadap pergerakan dislokasi. Pergerakan dislokasi semakin sukar dengan timbulnya medan tegangan sehingga mengakibatkan logam menjadi lebih kuat atau keras.
3. Fasa kedua
Penguatan atau pengerasan dapat pula terjadi melalui mekanisme fasa kedua karena timbulnya senyawa fasa paduan. Pembentukan senyawa fasa kedua dalam paduan terjadi karena penambahan unsur paduan yang melampaui batas larut padat. Senyawa fasa yang terbentuk relatif bersifat keras dan pergerakan dislokasi cenderung akan terhambat oleh fasa kedua tersebut. Pergerakan dislokasi yang terhambat oleh fasa kedua akan memperkuat dan memperkeras logam.
4. Prespitasi
Prespitasi adalah pengerasan logam melalui partikel endapan fasa yang halus dan menyebar. Distribusi prespitasi dalam bentuk partikel endapan fasa kedua ini menimbulkan tegangan dalam (internal sress). Tegangan yang ditimbulkan semakin besar sehingga mengakibatkan semakin meningkatnya kekuatan atau kekerasan. Pengerasan presipitasi ini terjadi melalui proses perlakuan panas, quenching dan aging. Paduan logam dalam bentuk dua fasa atau lebih dipanaskan
5. Dispersi
Penguatan logam tanpa pengaruh suhu overaging dapat dilakukan dengan metode dispersi. Pengerasan dispersi merupakan pengerasan melalui proses memasukkan partikel-partikel dispersi dalam bentuk serbuk yang tercampur secara homogen. Partikel dispersi yang digunakan merupakan partikel yang sama sekali tidak larut dalam matriknya. Campuran serbuk logam tersebut dikenai proses kompaksi dan sintering dengan suhu pemanasan sampai mendekati titik cair logam matrik sehingga mengakibatkan terjadi ikatan yang kuat. Partikel dispersi tersebut merupakan rintangan bagi gerakan dislokasi dan semakin banyak partikel akan semakin banyak terjadinya dislokasi. Dislokasi yang semakin banyak mengakibatkan dislokasi semakin rapat dan semakin sulit bergerak sehingga bahan akan semakin keras.
6. Penghalusan butir dan tekstur
memperbanyak batas butir. Batas butir yang banyak akan mengakibatkan gerakan dislokasi semakin sukar karena semakin banyak rintangan sehingga material menjadi semakin kuat. Penghalusan butir dapat dilakukan melalui proses pembekuan dan proses rekristalisasi. Penguatan tekstur merupakan peningkatan kekuatan atau kekerasan melalui orientasi kristal. Logam yang ditingkatkan kekuatannya diusahakan kristalnya memiliki orientasi tertentu. Pembentukan kristal logam agar sel-satuan memiliki orientasi yang mendekati arah tertentu dapat dilakukan dengan cara deformasi plastis.
2.4 Proses Deformasi
Depormasi plastis adalah suatu proses pembentukan logam, dimana ukuran dan bentuk logam tidak dapat kembali ke bentuk semula. Proses pengerjaannya dilakukan dengan proses dingin (cool work) yaitu proses pembentukan logam di bawah suhu rekristalisasi. Apabila suatu logam mengalami suatu proses pengerjaan dingin maka logam tersebut mengalami perubahan sifat mekanis, yang menyimpan tegangan sisa (internal stress), sehingga menimbulkan cacat material (dislokasi), jadi untuk mengatasi kerusakan tersebut maka logam akan diberikan perlakuan panas.
Deformasi plastis terjadi karena gerakan dislokasi disebut slip. Bidangnya disebut bidang slip. Dislokasi terbentuk pada saat pembekuan material, selama proses deformasi plastis dan karena tegangan termal pada proses pendinginan cepat.
mobilitas dislokasi dan kemampuan untuk bertambah. Jika logam mengalami deformasi, 5% energi deformasi tetap berada pada material, sisanya menjadi panas. Sebagian besar energi yang disimpan tersebut berupa energi pegangan dan berada disekitar dislokasi. Energi regangan berupa tekan, tarik dan geser.
Deformasi dan slip pada bahan polikristal lebih kompleks. Polikristal terdiri dari banyak butiran yang arah slipnya berbeda satu sama lain. Deformasi plastis secara keseluruhan terjadi pada masing-masing butiran, namun butiran tidak robek atau terbuka tetapi tetap utuh hanya bentuk butir yang berubah.
2.5 Proses termomekanik
Proses termomekanik adalah teknik perlakuan logam yang didesain untuk meningkatkan sifat mekanis dengan proses deformasi plastis. Secara umum proses termomekanik terdiri dari proses pemanasan (thermal) dan proses mekanik seperti Thermo–Forging Hammer.
2.5.1 Pemanasan
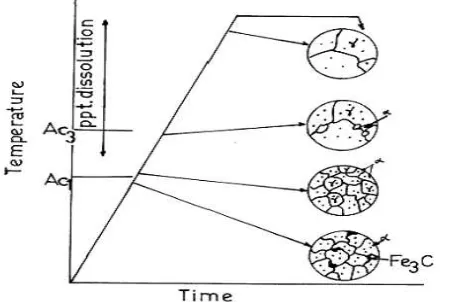
Pada temperatur di atas Ac3, seluruh struktur mikro baja bertransformasi menjadi austenit. Hal ini dapat dilihat pada gambar 2.6.
Gambar 2.6. Pengaruh proses pemanasan pada perubahan struktur mikro baja
2.5.2 Proses Mekanik
Proses mekanik adalah proses pembentukan logam secara plastis dengan mempergunakan gaya tekan untuk menguba dari logam yang dikerjakan. Proses ini dapat dikerjakan dengan 2 cara yaitu pengerjaan panas Banyak cara yang digunakan dalam proses mekanik seperti rolling, hammering, extrusi dan darwing.
1. Proses Pengerjaan Panas
pengerjaan panas biasanya digunakan pada proses-proses pembentukan primer yang dapat memberikan deformasi yang besar.
2. Proses Pengerjaan Dingin
Proses pengerjaan dingin didefinisikan sebagai proses pembentukan yang dilakukan pada daerah temperatur dibawah temperatur rekristalisasi. Dalam praktek memang pada umumnya pengerjaan dingin dilakukan pada temperatur kamar, atau dengan lain perkataan tanpa pemanasan benda kerja. Agar lebih singkat, untuk selanjutnya daerah temperatur dibawah temperatur rekristalisasi disebut saja sebagai daerah temperatur rendah. Pada kondisi ini pada logam yang dideformasi terjadi peristiwa pengerasan regangan. Logam akan bersifat makin keras dan makin kuat tetapi makin getas bila mengalami deformasi.
2.6 Forging Hammer
Hammering adalah alat pemukul dengan enegi terbatas dimana sebuah objek dengan massa tertentu yang dipengaruhi oleh gravitasi juga fluida hidrolik bertekanan. Palu pemukul bisa menghantam antara 60 - 150 per menitnya tergantung dari ukuran dan kapasitasnya. Kapasitas mempengaruhi energi yang dihasilkan dari pukulan mesin hammer.
Energy dari mesin hammer dapat ditentukan berdasarkan persamaan 2.1.
𝑊 =1
2𝑚𝑣2+𝑝𝐴𝐻= (𝑚𝑔+𝑝𝐴)𝐻…...…….(2.1) Dimana;
v = kecepatan (m/s)
H = ketinggian Jatuh palu (m) A = luas penampang ram (m2) P = tekanan Hammer (pascal)
Luas Penampang dapat ditentukan berdasarkan persamaan 2.2.
𝐴= 𝜋𝑟2……….………(2.2) Tekanan Hammer dapat ditentukan berdasarkan persamaan 2.3.
P = 𝜌 .g.h ………..(2.3) Perubahan Tinggi Spesimen dapat ditentukan berdasarkan persamaan 2.4.
Δh = hawal - hakhir ………..…….(2.4)
2.7 Pengujian Kekerasan
Dimana d adalah diameter jejak dan D adalah diameter indentor. Agar diperoleh hasil yang kosisten maka rasio d/D harus kecil dan diusahakan agar tetap konstan. Nilai BHN untuk material lunak adalah sama. Pengujian kekerasan sangat penting untuk pengendalian kerja maupun penelitian.
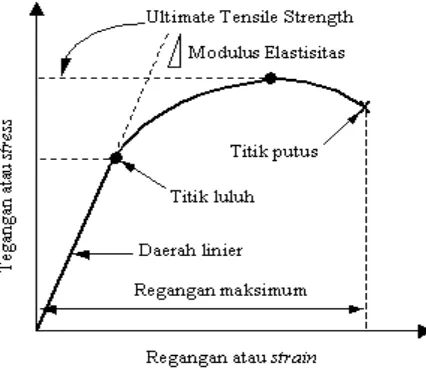
2.8 Pengujian Tarik
Banyak hal yang dapat kita pelajari dari hasil uji tarik. Bila kita terus menarik suatu bahan sampai putus. Kita akan mendapatkan profil tarikan yang lengkap berupa kurva. Kurva ini menunjukkan hubungan antara tegangan dengan regangan.
Perubahan panjang dalam kurva disebut sebagai regangan teknik (
ε
eng) yang didefinisikan sebagai perubahan panjang yang terjadi akibat perubahan statik (∆L) terhadap panjang batang mula-mula (L0). Tegangan yang dihasilkan pada proses ini disebut dengan tegangan teknik (σeng) dimana didefinisikan sebagai nilai pembebanan yang terjadi (F) pada suatu luas penampang awal (A0). Kurva tegangan regangan baja digambarkan pada gambar 2.7.Tegangan normal tesebut akibat gaya tarik dapat ditentukan berdasarkan
Ao = Luas penampang spesimen mula-mula (mm2)
Regangan akibat beban tekan statik dapat ditentukan berdasarkan persamaan 2.7.
L = Perubahan panjang spesimen akibat beban tekan (mm)
Lo = Panjang spesimen mula-mula (mm)
Nilai praktek hasil pengukuran tegangan pada suatu pengujian tarik pada umumnya merupakan nilai teknik. Regangan akibat gaya tarik yang terjadi akan menjadi bertambah panjang dan diameter pada spesimen akan menjadi kecil. maka akan terjadi deformasi plastis. Hubungan antara stress dan strain dapat ditentukan berdasarkan persamaan 2.8.
E = σ / ε ……….. (2.8) E adalah gradien kurva dalam daerah linier dimana perbandingan tegangan
“Young Modulus”. Kurva yang menyatakan hubungan antara strain dan stress
seperti ini kerap disingkat kurva SS (SS curve).
Pada umumnya limit elastis bukan merupakan definisi tegangan yang jelas, tetapi pada besi tidak murni dan baja karbon rendah, titik awal terjadinya deformasi plastis ditandai dengan penurunan beban secara tiba-tiba yang menunujukan adanya titik luluh atas dan titik luluh bawah. Perilaku luluh ini merupakan karakteristik bebagai jenis logam, khususnya yang memiliki struktur bcc dan mengandung sejumlah kecil elemen terlarut. Untuk material yang tidak memiliki titik luluh yang jelas, berlaku definisi konvensional mengenai titik awal deformasi plastis, yaitu tegangan uji 0,1% atau 0,2%. Di sini ditarik garis sejajar dengan bagian elastis kurva tegangan-regangan dari titik dengan regangan 0,2 %.
2.9 Analisa Struktur Butir
Volume yang mempunyai orientasi tertentu disebut butir dan daerah tidak teratur antar butir disebut batas butir. Lebar batas butir sekitar dua atau tiga deretan atom. Butir dan batas butir berdimensi tiga dan hanya menampilkan penampang tertentu. Gelembung polyhedral yang terbentuk bila larutan sabun kita kocok merupakan model tiga dimensi dari kristal dengan batas butirnya.
𝜎𝑦 =𝜎1+𝐾𝑦𝑑−1 2� ……….(2.9) Dimana:
σy = tegangan luluh
σ1 = tegangan friksi (friction stress)
k = koefisien penguat (strengthening coefficient) d = ukuran (diameter) butir.
2.10 Pertumbuhan Struktur Butir
Struktur kristal logam akan rusak pada titik cairnya. Batas butir akan lenyap dan kekuatan mekanik tidak akan berarti lagi. Struktur kristal akan terbentuk kembali jika logam didinginkan. Sewaktu membeku energi dilepaskan dalam bentuk panas dan laju pembekuan bergantung pada jumlah panas yang dapat dilepaskan.
Pendinginan berlangsung secara perlahan-lahan dapat membentuk kelompok atom pada permukaan cairan yang kemudian menjadi inti butiran padat. Selama solidifikasi dengan laju pendinginan lambat, inti pertama bertambah besar akibat kepindahan atom dari cairan ke bahan padat. Akhirnya semua cairan bertransformasi dan butir bertambah besar. Batas butir merupakan titik pertemuan pertumbuhan berbagai inti. Bila pendinginan cepat jumlah kelompok bertambah dan tiap-tiap kelompok tumbuh dengan cepat hingga akhirnya saling bertemu. Sebagai hasil akhir, diperoleh logam dengan jumlah butir yang banyak disebut logam padat berbutir halus.
rangkaian dislokasi. Struktur coran logam yang langsung membeku dari cairan tidak mengadung energi deformasi mekanik. Oleh karena itu, struktur akan stabil dan hampir-hampir tidak mempunyai kecederungan untuk berubah. Pemanasan hingga suhu tinggi hanya akan mengubah bentuk butir secara terbatas kecuali pada besi dan baja. Pada logam ini transformasi struktur padat terjadi jauh dibawah titik cair dan mempunyai efek memperhalus butir struktur coran. Akan tetapi, pada umumnya bahan teknik tidak mengalami transformasi seperti itu dan struktur coran akan tetap ada sampai dipecahkan secara mekanik.
2.11 Perhitungan Diameter Butir
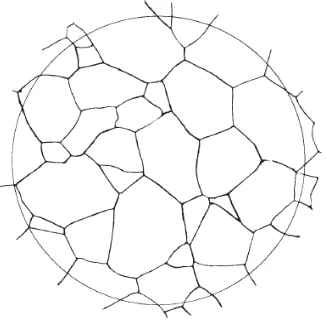
Metode yang dapat dilakukan untuk mengukur besar butir dari struktur mikro suatu material adalah metode planimetri yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menetukan jumlah butir persatuan luas pada bagian-bidang yang dapat dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan NA. Secara skematis proses perhitungan
menggunakan metode ini seperti pada gambar 2.8.
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir
yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f)
dapat dituliskan pada persamaan 2.10.
𝑁𝐴 = 𝑓 (𝑁𝑖𝑛𝑠𝑖𝑑𝑒+ 𝑁𝑖𝑛𝑡𝑒𝑟𝑐𝑒𝑝𝑡𝑒𝑑2 ) ……….…..(2.10)
Untuk selanjutnya setelah diperoleh nilai NA maka ukuran butir dapat dihitung pada persamaan 2.7.
G = (3,322 log NA) – 2,95 ………(2.7)
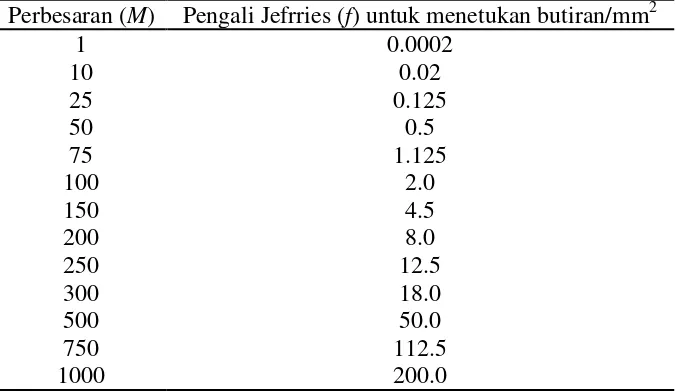
Dimana pengali Jeffries yang digunakan tergantung pada perbesaran pada saat melihat struktur mikro dan dapat ditetukan melalui tabel 2.1.
Tabel 2.1. Hubungan perbesaran mikroskop optic yang digunakan dengan pengali Jeffries
Perbesaran (M) Pengali Jefrries (f) untuk menetukan butiran/mm2
1 0.0002
10 0.02
25 0.125
50 0.5
75 1.125
100 2.0
150 4.5
200 8.0
250 12.5
300 18.0
500 50.0
750 112.5
1000 200.0