No Jenis Proses Faktor Allowance Allowance Total
1 Penimbangan Bahan
Kebutuhan pribadi : Pria 1%
12
Tenaga yang dilakukan : Ringan 7%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terputus- putus 1%
Keadaan temperatur : Normal 0%
Keadaan atmosfer :Baik 0%
Keadaan lingkungan : Sangat bising 1%
Hambatan yang tak terhindarkan 1%
2 Pencampuran Bahan
Kebutuhan pribadi : Pria 1%
12 Tenaga yang dilakukan : Sangat Ringan 6%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Normal 0%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 2%
Hambatan yang tak terhindarkan 1%
3
Pemanasan Bahan
Kebutuhan pribadi : Pria 1%
13 Tenaga yang dilakukan : Dapat diabaikan 1%
Sikap kerja : Duduk 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terus-menerus 6%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 2%
Hambatan yang tak terhindarkan 1%
4 Pembentukan Sheet
Kebutuhan pribadi : Pria 1%
13 Tenaga yang dilakukan : Dapat diabaikan 1%
Sikap kerja : Duduk 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terus-menerus 6%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 2%
Hambatan yang tak terhindarkan 1%
Lampiran 1 : Penetapan Allowance Terhadap Proses Produksi
No Jenis Proses Faktor Allowance Allowance Total
5
Pembentukan Cup
Kebutuhan pribadi : Pria 1%
10 Tenaga yang dilakukan : Sangat Ringan 6%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Normal 0%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Normal 0%
Keadaan lingkungan : Sangat bising 1%
Hambatan yang tak terhindarkan 1%
6 Quality Control
Kebutuhan pribadi : Wanita 2%
12 Tenaga yang dilakukan : Dapat diabaikan 1%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terus-menerus 6%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Normal 0%
Keadaan lingkungan : Sangat bising 1%
Hambatan yang tak terhindarkan 1%
7 Packing
Kebutuhan pribadi : Wanita 2%
12
Tenaga yang dilakukan : Ringan 6%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Normal 0%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 1%
Hambatan yang tak terhindarkan 1%
8 Printing
Kebutuhan pribadi : Pria 1%
13
Tenaga yang dilakukan : Ringan 7%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terputus- putus 1%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 1%
Hambatan yang tak terhindarkan 1%
Tabel L 1.1 Penetapan Allowance Terhadap Proses Produksi (Lanjutan)
No Jenis Proses Faktor Allowance Allowance Total
9
Quality Control
Kebutuhan pribadi : Wanita 2%
11 Tenaga yang dilakukan : Dapat diabaikan 1%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Pandangan yang terus-menerus 6%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Normal 0%
Keadaan lingkungan : Normal 0%
Hambatan yang tak terhindarkan 1%
10 Packing
Kebutuhan pribadi : Wanita 2%
12
Tenaga yang dilakukan : Ringan 6%
Sikap kerja : Berdiri di atas dua kaki 1%
Gerakan kerja : Normal 0%
Kelelahan mata : Normal 0%
Keadaan temperatur : Normal 0%
Keadaan atmosfer : Cukup 1%
Keadaan lingkungan : Sangat bising 1%
Skala 1 : 300 Digambar Diperiksa Disetujui Ir. Ukurta Tarigan, MT
Rikson Wesley Sihotang LAYOUT AWAL PT. GUNA KEMAS INDAH
Skala 1 : 300 Digambar Diperiksa Disetujui Ir. Ukurta Tarigan, MT
Rikson Wesley Sihotang LAYOUT PT. GUNA KEMAS INDAH DENGANLEAN MANUFACTURING
Skala 1 : 300 Digambar Diperiksa Disetujui Ir. Ukurta Tarigan, MT
Rikson Wesley Sihotang LAYOUT PT. GUNA KEMAS INDAH DENGAN ALGORITMA BLOCPLAN
DAFTAR PUSTAKA
Apple James, M. 1997. Tata Letak Pabrik dan Pemindahan Bahan. Edisi Ketiga.
Bandung. ITB.
Filippo De Carlo, 2013. Layout Design For Low Capacity Manufacturing Line : A Case study. University Of Florence.
Hines, P., Rich, N. The seven value stream mapping tolls. International Journal of Operation & Production Management, 17, 1, 46. 1997
Indah Pratiwi, Etika Muslimah & Aqil Waha. 2012. Perancangan Tata Letak Fasilitas Di Industri Tahu Menggunakan Blocplan. Departemen Teknik Industri, Universitas Muhamadiyah Surakarta.
Purnomo, Hari 2004. Perencanaan dan Perancangan Fasilitas. Edisi Pertama. Yogyakarta: Penerbit Graha Ilmu.
Rother M, and Shook J. 2003. Learning to See, Value Stream Mapping to Create Value and Eliminate Muda. USA: The Lean Enterprise Institute, Inc. Sinulingga,S.,2011, Metode Penelitian, USU Press, Medan
Sukaria, Sinulingga. 2010. Metodologi Penelitian. Medan : Graha Ilmu
BAB III
LANDASAN TEORI
3.1. Pengertian Tata Letak Pabrik1
Perencanaan tataletak merupakan suatu landasan utama dalam dunia industri. Perencanaan tata letak dapat diartikan sebagai tata cara pengaturan fasilitas– fasilitas pabrik guna menunjang kelancaran proses produksi. Selain itu
dapat diartikan sebagai desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan yang membentuk proses perubahan dari bahan mentah menjadi
barang jadi. Dengan kata lain, merupakan pengaturan tempat sumber daya fisik yang digunakan untuk membuat produk. Perencanaan tataletak merupakan salah satu tahap perencanaan fasilitas yang bertujuan untuk mengembangkan suatu
sistem produksi yang efisien dan efektif, sehingga dapat tercapai suatu proses produksi dengan biaya yang paling ekonomis.
3.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik2
Jika sebuah tataletak berfungsi untuk menggambarkan sebuah susunan
yang ekonomis dari tempat-tempat kerja yang berkaitan, dimana barang-barang dapat diproduksi secara ekonmis. Secara garis besar, tujuan utama dari tata letak
pabrik adalah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis. Secara garis besar, tujuan utama dari tata letak pabrik adalah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi
1James M. Apple. Tataletak Pabrik dan Pemindahan Bahan. Edisi Ketiga. Penerbit ITB.
2
produksi yang aman dan nyaman sehingga dapat menaikkan moral kerja dan kinerja (performance) dari operator. Lebih spesifik lagi, suatu tata letak pabrik yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem
produksi, sebagai berikut:
1. Memperlancar proses manufaktur
Tata letak pabrik yang direncanakan haruslah menjamin proses pengolahan yang efisien. Oleh karena itu diusahakan agar:
a. Penyusunan peralatan dan mesin yang efektif sehingga aliran bahan
lancar dan mendekati garis lurus dengan mengurangi gerakan bolakbalik.
b. Mengurangi waktu menunggu pada proses produksi.
c. Aliran bahan yang terencana sehingga setiap daerah kerja dapat dibedakan dengan jelas untuk menghindari tercampurnya alat-alat
kerja.
2. Mengurangi proses pemindahan bahan (minimalisasi material handling) Biaya pemindahan bahan merupakan salah satu elemen biaya dari total biaya
produksi yang harus dikeluarkan perusahaan. Perhitungan biaya pemindahan bahan ini biasanya sebanding dengan jarak pemindahan bahan yang harus
ditempuh, sedangkan jarak pemindahan bahan dapat dianalisis dengan memperhatikan tata letak fasilitas produksi yang ada di pabrik. Karena itu, dalam perancangan tata letak pabrik diusahakan agar jarak pemindahan
3
4. Menjaga fleksibilitas susunan peralatan
Kemungkinan perubahan jumlah dan bentuk produksi sangat penting dalam tata letak pabrik. Tata letak pabrik yang baik dapat dengan mudah diubah
menurut kebutuhan produksi. 4. Mengurangi inventory in proscess
Sistem produksi pada dasarnya menghendaki sedapat mungkin agar bahan baku berpindah dari satu opersi ke operasi berikutnya dengan secepat-cepatnya dan berusaha mengurangi bertumpuknya barang setengah jadi
(material in process). Hal ini dapat dilaksanakan dengan mengurangi waktu tunggu (delay) dan mengurangi antrian bahan yang menunggu untuk segera
diproses.
5. Menurunkan investasi pada peralatan
Susunan mesin, peralatan dan susunan departemen yang tepat dan dapat
membantu menurunkan jumlah peralatan yang diperlukan. 6. Penghematan penggunaan luas lantai
Suatu perencanaan tata letak pabrik yang optimal akan mampu mengatasi
segala pemborosan pemakaian ruangan yang disebabkan oleh lalu lintas bahan dalam pabrik, penumpukan material, jarak antar mesin yang
berlebihan dan lain-lain, serta akan berusaha untuk mengoreksi semua pemborosan tersebut.
7. Memelihara pemakaian tenaga kerja seefektif mungkin
Tata letak pabrik yang tidak baik akan membutuhkan tenaga kerja yang lebih besar sehingga merupakan suatu pemborosan. Pemakaian tenaga kerja
4
a. Mengurangi pemindahan bahan yang dilakukan secara menual.
b. Mengurangi faktor yang mengakibatkan pekerja banyak berjalan dalam pabrik.
c. Melakukan keselarasan antara mesin dan operator sehingga antara mesin dan operator tidak mengalami idle.
d. Mengadakan pengawasan yang efektif terhadap karyawan. 8. Memberikan suasana kerja yang menyenangkan
Memberikan suasana kerja yang menyenangkan kepada para pekerja
seperti pengaturan letak penerangan, ventilasi serta keselamatan kerja yang terjamin.
3.3. Activity Relationship Chart (ARC)3
Chart ini menggambarkan dengan jelas dan singkat bagaimana tingkat hubungan antara aktivitas-aktivitas yang ada pada setiap aspek di dalam pabrik.
Jenis-jenis keterkaitan umumnya adalah: a. Antara dua kegiatan produksi
b. Antara suatu kegiatan produksi, kegiatan pelayanan, atau kegiatan tambahan.
c. Antara dua kegiatan pelayanan
Simbol-simbol yang digunakan adalah: A = mutlak perlu berdekatan
E = sangat perlu berdekatan
I = penting berdekatan O = tidak jadi soal (biasa)
5
U = tidak perlu berdekatan
X = tidak diharapkan berdekatan
Pada ARC, terdapat departemen-departemen yang dibagi ke dalam 5 bagian yaitu:
a. Production
b. Production Service c. Personal Service
d. General Service e. Physical Plant Service
Adapun contoh gambar dari activity relationship chart dapat dilihat pada
Gambar 3.1.
Kode Alasan
1 Urutan aliran kerja
2 Derajat hubungan kepegawaian 3 Kemudahan pengawasan 4 Perpindahan alat/pegawai 5 Alat informasi dan komonikasi 6 Karyawan sama
7 Bising, debu, bau tidak sedap
6
3.4. Computerized Layout4
Adapun bebrapa metode Computerized Layout di antaranya metode Blocplan dan Corelap, yang di jelaskan sebagai berikut :
3.4.1. BLOCPLAN
BLOCPLAN merupakan singkatan dari Block Layout Overview with Layout Planning. Data-data yang dipakai dalam algoritma BLOCPLAN dapat berupa data kuantitatif yang dibentuk dengan menggunakan Activity Relationsihip Chart (ARC) maupun data kuntitas yang berupa aliran produk dan ukuran dari area bangunan (departemen) yang ada akan ditempati oleh fasilitas.
Setelah semua data dimasukkan akan dihasilkan layout secara random dimana pertukaran letak fasilitas-fasilitas terus dilakukan hingga tercapai layout yang lebih baik tetapi jumlah iterasi terbatas yaitu maksimal 20.
BLOCPLAN dapat menganalisis layout dengan beberapa cara, yaitu:
a. Random
BLOCPLAN menghasilkan layout secara acak tanpa memperhatikan data
ARC.
b. Improvement algorithm
Menggunakan sebuah layout awal yang nantinya akan dikembangkan
BLOCPLAN
c. Automatic search algorithm
Membuat layout dengan cara automatic search
7
BLOCPLAN akan mengembangkan layout baru dengan jumlah iterasi maksimal 20 kali. Prinsip analisis dari algoritma BLOCPLAN adalah nilai R-Score yang paling besar dari 20 iterasi dan apabila terdapat nilai yang sama maka dilihat dari Rel-disk yang paling kecil. Berikut ini adalah langkah-langkah dalam menggunakan software BLOCPLAN:
1. Memasukkan semua departemen beserta luas areanya
2. Memasukkan Activity Relationship Chart
3. Memasukkan data luas lokasi 4. Memilih single story layout menu
5. Membuat layout dengan cara automatic search 6. Menganalisa hasil dari semua layout yang sudah disimpan
Konsep manual pengerjaan algoritma BLOCPLAN adalah dengan memilih layout terbaik dilihat dari nilai R-Score yang paling besar. Adjency Score (Layout Score) diperoleh dari hasil pembagian total score pada pembobotan ARC yang dapat dicapai dengan total score keseluruhan dikalikan 2.
total score yang dapat tercapai
Layout Score = x 2
total score keseluruhan
8
Keterangan:
dij = Jarak rectilinear antara fasilitas i dan j
rij = Nilai hubungan kedekatan antara fasilitas i dan j
R-score dari masing-masing layout yang mungkin dengan layout yang terbaik adalah dengan R-score yang paling besar. Nilai R-score adalah antara 0 dan 1 (0 <
R-score < 1).
Dimana :
R-score = 1–rel dist score–lower bound upper bound–lower bound
Lower bound = d21s1 + d20s0 + ....
Artinya nilai d (nilai d adalah jarak antar fasilitas terendah) dengan nilai s
(nilai s adalah hubungan kedekatan antara fasilitas) terendah kemudian nilai d tertinggi selanjutnya dikalikan dengan nilai s terendah, demikian
seterusnya.
Lower bound = d1s1 + d2s2 + ...
Artinya nilai d (nilai d adalah jarak antara fasilitas terendah dengan nilai s (nilai s adalah nilai hubungan kedekatan antara fasilitas) terendah kemudian
nilai d terendah selanjutnya dikalikan dengan nilai s terendah berikutnya, demikian seterusnya.
3.4.2. Corelap
Corelap (Computerized Relationship Layout Planning) menghitung kegiatan-kegiatan yang paling sibuk pada tata letak atau yang mempunyai kaitan
9
dibandingkan, dan kegiatan dengan jumlah tertinggi TCR (Total Closeness Rating) diletakkan pertama pada matriks tataletak. Berikutnya, dipilih sebuah kegitan yang harus dekat dengannya dan ditempatkan sedekat mungkin.
Adapun langkah-langka Dalam menerapkan Corelap yaitu sebagai berikut: 1. Penentuan Urutan Pengalokasian
a. Pilih salah satu departemen dengan TCR maksimum. Jika terdapat
departemen yang memiliki nilai TCR tertinggi yang sama maka pilih salah satu yang memiliki lebih banyak A. Departemen N merupakan fasilitas
yang memiliki nilai TCR terbesar dan dipilih departemen N karena untuk dialokasikan pertama. Departemen N ini ditempatkan pada pusat layout.
b. Departemen yang dialokasikan kedua, pilih departemen yang mempunyai
hubungan A dengan departemen yang telah terpilih. Jika terdapat beberapa maka pilih yang mempunyai TCR terbesar. Jika tidak ada yang
mempunyai hubungan A, pilih departemen yang mempunyai hubungan E dengan departemen yang terpilih. Maka departemen yang memiliki hubungan A dengan deopartemen terpilih adalah departemen E. Untuk
dialokasikan ke dua karena memiliki nilai TCR terbesar.
c. Departemen yang dialokasikan ketiga, pilih departemen yang mempunyai
hubungan A dengan departemen terpilih pertama. Dipilih departemen O karena memiliki TCR terbesar kedua.
2. Untuk departemen selanjutnya dipilih yang memiliki hubungan A, E, I, O, U
10
beberapa pilihan yang mempunyai hubungan yang sama lihat dari nilai TCR yang paling besar, jika masih sama lihat ukuran luas departemen terbesar.
3.5. Lean Manufacturing
Menurut Wikipedia, lean merupakan kumpulan alat atau tools yang
membantu dalam mengidentifikasi dan mengeliminasi waste, memperbaiki kualitas, dan mereduksi waktu dan biaya produksi. disebut lean karena pada akhirnya, proses dapat berlangsung dengan menggunakan material yang lebih
sedikit, membutuhkan investasi yang lebih kecil, menggunakan persediaan yang lebih sedikit, menggunakan ruang atau areal kerja yang lebih kecil, dan
menggunakan pekerja yang lebih sedikit. Lean process dikarakteristikkan dengan aliran dan prediksi bahawa secara keseluruhan mereduksi ketidakpastian dan
kekacauan pada pabrik manufaktur.
Dalam bukunya Lean Thinking, James Womack dan Daniel Jones mendefinisikan lean manufacturing sebagai suatu proses yang terdiri dari lima langkah: mendefinisikan nilai bagi pelanggan, menetapkan value stream,
membuatnya “mengalir”, “ditarik” oleh pelanggan, dan berusaha keras untuk mencapai yang terbaik. Untuk menjadi perusahaan manufaktur yang lean
diperlukan suatu pola pikir yang terfokus pada membuat produk mengalir melalui proses penambahan nilai tanpa interupsi (one-piece flow), suatu sistem “tarik” yang berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang
11
dimana semua orang berusaha keras melakukan peningkatan secara
terus-menerus.5
Berikut ini merupakan prinsip utama konsep lean.6 1. Specify value
Menentukan nilai pada produk merupakan langkah awal. Value hanya dapat didefinisikan oleh pelanggan sebagai tujuan akhir. Dan ini hanya memiliki arti ketika ditunjukkan pada kasus produk yang spesifik.
Yang bertemu dengan kebutuhan pelanggan pada harga yang spesifik pada waktu yang spesifik.
2. Identify Value stream
Value stream merupakan kumpulan semua aktifitas spesifik yang dibutuhkan untuk membawa produk yang spesifik melalui tiga aktivitas
manajemen yaitu tugas pemecahan masalah, aktivitas manajemen informasi, aktivitas transformasi fisik. Pada bagian ini mengidentifikasi
tahapan-tahapan yang diperlukan berdasarkan keseluruhan value stream
untuk menemukan aktivitas yang tidak memiliki nilai tambah.
3. Flow
Melakukan aktivitas yang dapat menciptakan suatu nilai tanpa adanya
gangguan, proses rework, aliran balik, aktivitas menunggu (waiting) ataupun sisa produksi.
5
Liker, Jeffrey K. 2006. The Toyota Way. Jakarta: Penerbit Erlangga
12
4. Pulled
Melakukan atau membuat produk sesuai dengan dan hanya yang diminta konsumen.
5. Perfection
Mencapai kesempurnaan dengan menghilangkan pemborosan
(waste).
3.6. Seven Waste7
Toyota telah mengidentifikasi tujuh jenis pemborosan yang tidak menambah nilai dalam proses bisnis atau manufaktur, yang dijelaskan di bawah
ini.
1. Produksi berlebih (overproduction).
Memproduksi barang-barang yang belum dipesan, akan menimbulkan pemborosan seperti kelebihan tenaga kerja dan kelebihan tempat penyimpanan dan biaya transportasi yang meningkat karena adanya
persediaan yang berlebih.
2. Waktu menunggu.
Para kerja hanya mengamati mesin otomatis yang sedang berjalan atau
berdiri menunggu langkah proses selanjutnya, alat, pasokan komponen selanjutnya, dan lain sebagainya atau menganggur saja karena kehabisan
material, keterlambatan proses, mesin rusak, dan bottleneck (sumbatan) kapasitas.
13
3. Transportasi yang tidak perlu
Membawa barang dalam proses (WIP) dalam jarak yang jauh, menciptakan angkutan yang tidak efisien, atau memindahkan material, komponen atau
barang jadi ke dalam atau ke luar gudang atau antar proses. 4. Memproses secara berlebih atau memproses secara keliru
Melakukan langkah yang tidak diperlukan untuk memproses komponen. Melaksanakan pemrosesan yang tidak efisien karena alat yang buruk dan rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu dan
memproduksi barang cacat. Pemborosan terjadi ketika membuat produk yang memiliki kualitas lebih tinggi dari pada yang diperlukan.
5. Persediaan berlebih
Kelebihan material, barang dalam proses, atau barang jadi menyebabkan lead time yang panjang, barang kadaluarsa, barang rusak, peningkatan biaya pengangkutandan penyimpanan, dan keterlambatan. Persediaan berlebih juga menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan pengiriman dari pemasok, produk cacat, mesin rusak, dan
waktu set up yang panjang. 6. Gerakan yang tidak perlu
Setiap gerakan karyawan yang mubazir saat melakukan pekerjaannya, seperti mencari, meraih, atau menumpuk komponen, alat, dan sebagainya. Berjalan juga merupakan pemborosan.
7. Produk cacat
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan
14
inspeksi berari tambahan penanganan, waktu dan upaya yang sia-sia.
Ohno menganggap pemborosan yang paling mendasar adalah produksi berlebih karena mengakibatkan sebagian besar pemborosan lainnya.
Memproduksi lebih dari pada yang diinginkan oleh pelanggan dalam operasi manapun pada suatu proses manufaktur akan menyebabkan
bertumpuknya persediaan di salah satu proses hilir: material hanya diam dan menunggu untuk diproses oleh operasi selanjutnya.
3.7. Tools yang Digunakan dalam Lean Manufacturing
Terdapat beberapa metode yang digunakan dalam lean manufacturing sesuai dengan tujuan yang ingin dicapai serta kemungkinan penerapannya. Beberapa metode yang dapat digunakan dalam lean manufacturing diantaranya
sebagai berikut.
3.7.1. Value Stream Mapping
Value stream mapping adalah suatu proses yang sederhana yang mengobservasi secara langsung aliran informasi dan material yang terjadi, menjelaskan secara visual, dan kemudian merencanakan keadaaan ke depannya
dengan performansi yang lebih baik.
Value stream merupakan semua kegiatan (aktivitas non value added dan value added) yang saat ini dibutuhkan untuk membawa produk melalui aliran utama yang penting ke setiap produk yaitu aliran produksi dari bahan baku ke tangan pelanggan, dan rancangan aliran dari perencanaan ke peluncuran.
15
hanya proses-proses individual, dan perbaikan keseluruhan, bukan hanya pengoptimisasian elemen.
Value stream mapping adalah peralatan pensil dan kertas yang membantu melihat dan memahami aliran material dan informasi sebagai produk yang melakukan caranya melalui value stream. Arti sederhana value stream mapping
adalah mengikuti aliran produksi produk dari pelanggan ke pemasok, dan dengan teliti menggambarkan suatu gambaran visual dari setiap proses pada aliran informasi dan material. Kemudian minta kumpulan pertanyaan kunci dan gambar
future state map bagaimana seharusnya aliran value.
Value stream mapping merupakan suatu alat yang penting karena:
1. Membantu memvisualisasikan banyak level proses tunggal seperti perakitan, pengelasan, dan lain-lain pada produksi. Aliran dapat dilihat.
2. Membantu melihat banyak waste. Mapping membantu melihat sumber waste pada value stream.
3. Menyediakan bahasa yang umum untuk membahas mengenai proses manufaktur.
4. Membuat keputusan mengenai aliran yang jelas kelihatan, sehingga dapat didiskusikan. Selain itu, banyak perincian dan keputusan pada lantai produksi dari kegagalan yang terjadi.
5. Mengikat konsep dan teknik lean secara bersama, yang membantu menghindari“cherry picking”
16
berbagai usaha lean – value stream map menjadi perencanaan untuk implementasi lean. Bayangkan membangun rumah tanpa perencaaan,
7. Menunjukkan hubungan antara aliran informasi dan aliran material.
Tidaka ada alat lain yang melakukannya.
8. Banyak kegunaannya dari alat yang kuantitatif dan diagram tataletakyang
menghasilkan sejumlah langkah kegiatan non-value added, lead time, jarak perjalanan, sejumlah persediaan, dan selanjutnmlah langkah kegiatan non-value added, lead time, jarak perjalanan, sejumlah persediaan, dan selanjutnya. Value stream mapping merupakan alat yang kualitatif dimana menjelaskan secara detail bagaimana fasilitas seharusnya beroperasi agar
menciptakan suatu aliran.
3.7.2 5S (Workplace Organization)
Merupakan suatu metodologi untuk pengorganisasian, pembersihan, pengembangan, dan memungkinkan lingkungan kerja yang produktif. Berikut ini
merupakan rincian dari 5S.
1. Sort - Membersihkan kekacauan
Merupakan suatu item yang tidak digunakan pada area kerja yang seharusnya
dihilangkan. Item yang dengan jarang digunakan seharusnya diidentifikasi dengan baik dan dijauhkan dari pandangan.
2. Set in order–mengorganisasikan area kerja
17
untuk digunakan, pembersihan material/peralatan harus disimpan di area kerja, pembagian pembersihan material/peralatan antara area kerja seharusnya dikurangi/dikecilkan.
3. Shine–membersihkan dan mengkilapkan area kerja
Hal ini penting bahwa perhatian yang cukup dibayar pada kerapian stasiun
kerja sehingga pekerja akan mendapatkan kebanggaan tersendiri. 4. Standardize
Menyusun standar tertulis untuk pemesanan dan kebersihan, waktu yang
spesifik seharusnya di sediakan untuk kebersihan stasiun kerja. 5. Sustain
Mempertahankan standar melalui pelatihan, kewenangan, komitmen dan disiplin.
3.7.3. SMED (Single Minute Exchange of Die)
Merupakan suatu metodologi untuk mereduksi waktu set up. Dasar pendekatannya adalah:
1. Memisahkan setup eksternal dan internal yang ada 2. Mengkonversikan setup internal menjadi setup eksternal 3. Melangsingkan semua aspek dari setup operasi
4. Melakukan aktivitas setup dengan paralel atau mengeliminasi secara keseluruhan
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian deskriptif (Description Reseach), yaitu penelitian yang berusaha untuk
memaparkan pemecahan masalah terhadap suatu masalah yang ada sekarang secara sistematis dan faktual berdasarkan data. Jadi penelitian ini meliputi proses pengumpulan, penyajian dan pengolahan data serta analisis interpretasi pada PT.
Guna Kemas Indah.
4.2. Lokasi dan Waktu Penelitian
Tempat penelitian yaitu pada pabrik PT. Guna Kemas Indah yang berlokasi di di Jl. Industri No.11 Kebun Sayur Tanjung Morawa Medan, Sumatra
Utara. waktu penelitian dilakukan pada hari senin 17 April 2016 sampai selesai.
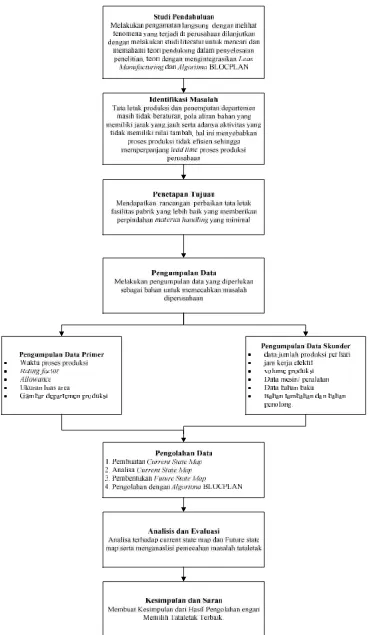
4.3. Kerangka Teoritis Penelitian
Penelitian dapat dilaksanakan apabila tersedia sebuah rancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis.
Gambar 4.1. Kerangka Teoritis Penelitian
Tataletak Usulan Tata Letak Awal
Perbaikan Tataletak
Lean Manufacturing Algoritma BLOCPLAN
4.3.1. Variabel Operasional
Variabel operasional yang digunakan dalam penelitian ini adalah: 1. Frekuensi Perpindahan
Variabel frekuensi perpindahan menyatakan seberapa sering proses pengangkutan yang dilakukan dari satu departemen ke departemen yang
lain.
2. Jarak Perpindahan
Variabel jarak perpindahan menyatakan seberapa jauh pengangkutan yang
dilakukan satu departemen ke departemen yang lain. 3. Letak Departemen
Variabel letak departemen ini menyatakan susunan departemen-departemen yang ada di lantai produksi.
4. Space Available
Variabel ini menyatakan seberapa luas area atau lokasi yang disediakan untuk suatu departemen.
5. Tingkat Keterkaitan
Variabel ini menyatakan tingkat hubungan keterkaitan atau yang memiliki hubungan kedekatan antar departemen.
6. Volume Produksi
Variabel ini menyatakan jumlah unit produk yang dapat di produksi 7. Lead Time
8. Aktivities
Variabel ini menyatakan aktivitas yang dilakukan dari awal sampai akhir proses produksi baik itu bersifat value added activities maupun yang bersifat
non value added activities. 4.3.2. Variabel dependen
Variabel dependen adalah variabel-variabel yang dipengaruhi atau yang menjadi akibat karena adanya variabel independen. Variabel dependen dalam rancangan penelitian ini adalah :
a. Tata Letak Optimum
Menyatakan tata letak yang memiliki perpindahan material handling yang
minimum sehingga tata letak lantai produksi optimum. b. Momen Perindahan
Variabel momen perpindahan menyatakan seberapa banyak
perpindahan yang terjadi dalam satu tahun sesuai dengan frekuensi perpindahan dan jarak perpindahan yang dialami
.
4.4. Instrumen Penelitian
Adapun instrumen penelitian yang digunakan dalam penelitian ini adalah:
1. Lembar checklist yang digunakan untuk mengarahkan observasi (pengamatan) agar terfokus pada objek penelitian.
2. Stopwatch digunakan untuk mengukur waktu elemen kerja
3. Pedoman wawancara yang digunakan untuk mengarahkan wawancara agar dapat diperoleh data yang relevan dengan objek penelitian.
4.5. Sumber Data
Berdasarkan cara memperolehnya maka sumber data yang diperoleh dari penelitian ini terdiri dari :
1. Data Primer
Data ini diperoleh dari hasil observasi langsung terhadap objek penelitian di lapangan, yaitu data waktu proses produksi, rating factor, dan allowance, yang
diperoleh dengan menggunakan metode stopwatch time study, ukuran luas area dan Gambar departemen produksi, dilakukan pengukuran terhadap ukuran mesin- mesin dan luas area setiap stasiun kerja yang ada di lantai produksi,
frekuensi perpindahan bahan, urutan proses produksi.
2. Data Sekunder
Data ini diperoleh tidak berdasarkan pengukuran secara langsung terhadap objek yang diteliti. Data sekunder ini dikumpulkan dengan cara melakukan wawancara dengan pimpinan atau karyawan untuk mendapatkan informasi yang
relevan dan mencatat data – data yang diperlukan dari arsip perusahaan. Data sekunder yang dibutuhkan adalah data jumlah produksi per hari ju mlah operator,
4.6. Metode Pengumpulan Data
Pada penelitian ini, teknik pengumpulan data yang dilakukan adalah berupa :
1. Observasi
Melakukan pengamatan langsung proses produksi dan mengetahui urutan proses serta mengukur waktu elemen kerja. Alat yang digunakan dalam
pengumpulan data secara observasi ini adalah stopwatch, meteran. digunakan untuk mengukur dimensi panjang dan lebar dari mesin-mesin dan peralatan serta untuk mengukur dimensi panjang dan lebar setiap stasiun
kerja di lantai produksi dan semua ukuran departemen di pabrik tersebut.
2. Wawancara
Melakukan tanya jawab dengan pihak manajemen dan operator yang bekerja saat kegiatan penelitian berlangsung mengenai hal-hal yang berhubungan
dengan objek penelitian dan untuk melengkapi data yang diperoleh dari observasi.
3. Pedoman dokumentasi
Untuk mengumpulkan data sekunder dilakukan dengan mencatat data-data
dokumentasi perusahaan yang berhubungan dengan penelitian yang dilakukan.
4.7. Metode Pengolahan Data
Pengolahan data dalam peneltian ini menggunakan beberapa langkah sebagai berikut:
1. Pembentukan Current State Map
Langkah-langkah untuk membentuk current state map adalah sebagai
berikut:
a. Penetapan Model Line Produk b. Penentuan Value Stream Manager
c. Pembentukan Diagram SIPOC d. Perhitungan Waktu Baku
e. Pembuatan peta untuk setiap kategori proses f. Pembuatan aliran peta keseluruhan
g. Perhitungan Matrix Lean pada Current State Map
h. Identifikasi waste (non value added activity) pada Current State Map
i. dengan PAM (Process Activity Mapping)
2. Analisa Current State Map
Analisa perbaikan current state map dilakukan dengan mengidentifikasikan
pemborosan-pemborosan apa saja yang terdapat di sepanjang value stream Current State. Kemudian akan dicari akar permasalahan dan cara mengatasinya. Beberapa langkah yang dilakukan yaitu:
a. Perincian aktivitas value added dan non value added b. Analisa cycle time
d. Analisa PAM (Process Activity Mapping) dengan 5W dan 1H
3. Pembentukan Future State Map. Future state map merupakan gambaran keadaaan yang ingin dicapai oleh perusahaan kedepannya. Beberapa langkah
yang perlu dilakukan yaitu:
a. Penyusunan tindakan perbaikan berdasarkan analisa
b. Pembuatan PAM (Process Activity Mapping) usulan c. Pembuatan peta aliran keseluruhan usulan
d. Perhitungan Matrix Lean pada Future State Map
4. Penggambaran block layout awal lantai produksi
Block Layout tersebut merupakan layout dari lantai produksi yang digambar dalam bentuk blok (kotak), dimana blok tersebut menggambarkan
stasiun kerja. Penggambaran lantai produksi dalam bentuk block layout dilakukan dengan meninjau dari tata letak pabrik yang ada saat ini. Pada
penggambaran block layout tersebut juga gambarkan titik koordinat untuk setiap stasiun kerja.
5. Penentuan Jarak Antar Departemen
Jarak antar departemen diukur dengan menggunakan jarak rectilinear, dimana jarak diukur mengikuti jalur tegak lurus antara dua stasiun
kerja. Jarak departemen dihitung dengan mengambil titik pusat departemen (center point of department). Dalam pengukuran jarak rectilinear digunakan rumus sebagai berikut.
dij= |xi - xj| + |yi - yj| 6. Penentuan Frekuensi Perpindahan Bahan Antar Departemen
Frekuensi perpindahan ditentukan untuk memperlihatkan banyaknya jumlah
aliran perpindahan bahan yang terjadi dalam proses produksi.
7. Perhitungan total momen perpindahan awal
Total momen perpindahan pada lantai produksi awal dapat ditentukan dengan mengalikan frekuensi perpindahan material dari satu departemen ke departemen lainnya dengan jarak antar departemen yang berkaitan.
8. Pembentukan Activity Relationship Chart.
ARC dibuat berdasarkan pertimbangan frekuensi aliran perpindahan material
kualitatif yang diperlukan sebagai input bagi algoritma BLOCPLAN.
9. Pengolahan data menggunakan algoritma BLOCPLAN
Pemecahan masalah dengan algoritma BLOCPLAN dilakukan
dengan menggunakan software BLOCPLAN melalui langkah-langkah berikut ini :
a. Melakukan input data Departemen
Data mengenai jumlah depertemen, nama departemen, dan ukuran luas masing – masing departemen/stasiun kerja dimasukkan ke input data
software BLOCPLAN
b. Melakukan input data Derajat Kedekatan antar Departemen
Nilai derajat kedekatan yang sudah dihitung di ARC digunakan sebagai
data masukkan berikut juga dengan penentuan bobot dari masing-masing nilai kedekatan.
c. Mencari solusi layout terbaik
Setelah semua data dikumpulkan maka software akan mencari alternatif pemecahan masalah tataletak tersebut sampai maksimal 20 kali iterasi. Layout terbaik dilihat dari nilai R-score yang paling besar.
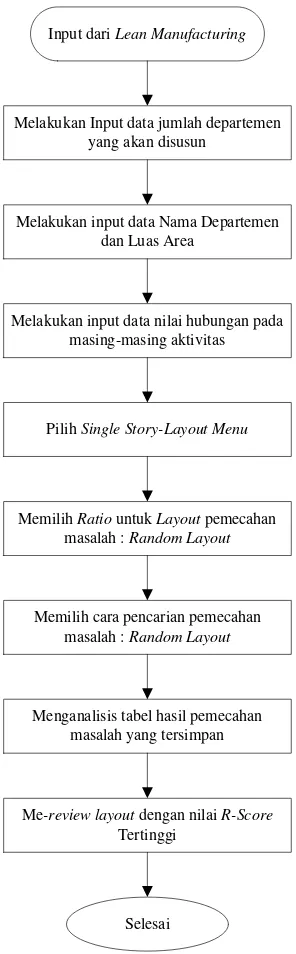
Input dariLean Manufacturing
Melakukan Input data jumlah departemen yang akan disusun
Melakukan input data Nama Departemen dan Luas Area
Melakukan input data nilai hubungan pada masing-masing aktivitas
PilihSingle Story-Layout Menu
MemilihRatiountukLayoutpemecahan
masalah :Random Layout
Memilih cara pencarian pemecahan
masalah :Random Layout
Menganalisis tabel hasil pemecahan masalah yang tersimpan
Me-review layoutdengan nilaiR-Score
Tertinggi
Selesai
Gambar 4.3. Blok Diagram Pengolahan Data Algoritma BLOCPLAN
4.8. Analisa dan Evaluasi 4.8.1. Analisa
Setelah dilakukan perbaikan melalui pembentukan future state map, maka pada tahap ini dilakukan analisa terhadap hasil rancangan. Analisa meliputi
antara peta current state dengan peta future state yang dibuat. Dengan demikian, akan dapat diketahui perbedaan kondisi yang dihadapi perusahaan saat ini dengan kondisi ideal yang mungkin untuk diterapkan dalam perusahaan melalui
rancangan future-state, selanjutnya Analisis hasil dilakukan terhadap layout awal, layout hasil rancangan dari metode Lean Manufacturing dengan BLOCPLAN
layout akan dipilih layout terbaik dengan membandingkan fungsi tujuan yaitu minimum momen perpindahan.
4.8.2. Evaluasi
Pada tahap evaluasi dilakukan penyusunan strategi implementasi. Strategi
implementasi dibutuhkan sebagai langkah awal melakukan perbaikan untuk peningkatan produktivitas. Dengan demikian, tahapan ini akan dijadikan acuan untuk melakukan tindakan perbaikan selanjutnya. Penyusunan strategi
implementasi berdasarkan pengamatan dan informasi hasil diskusi dengan value stream manager.
4.9. Kesimpulan dan Saran
Tahap terakhir yang dilakukan adalah penarikan kesimpulan yang berisi
butir-butir penting dalam penelitian ini. Kesimpulan merupakan perumusan dari tahap analisis sebelumnya. Saran-saran yang diberikan berguna untuk perbaikan hasil penelitian dan pemberian saran kepada pihak perusahaan
BAB V
PENGUMPULAN DAN PENGELAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Permintaan Produk
Produk yang akan dijadikan objek penelitian adalah Cup. Data jumlah
permintaan Cup untuk setiap jenisnya pada bulan Mei 2015 s.d. April 2016 dapat
dilihat pada Tabel 5.1.
Tabel 5.1. Jumlah Permintaan Cup Tahun 2015/2016
Bulan Permintaan (unit)
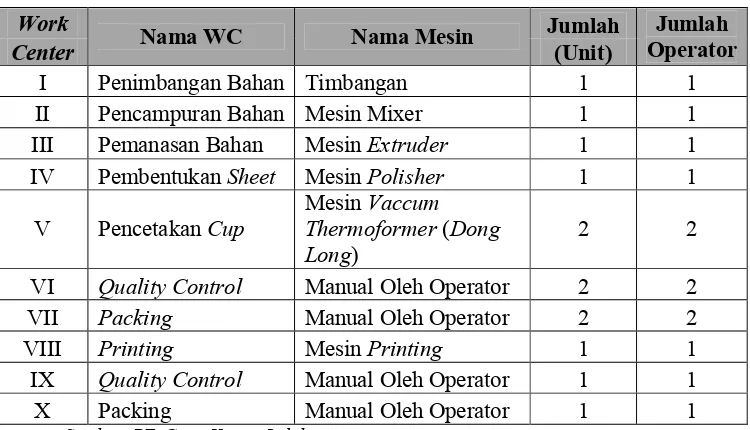
5.1.2. Data Jumlah Mesin dan Eperator
Mesin - mesin yang digunakan dan jumlah operator untuk mendukung
kegiatan proses produksi di PT. Guna Kemas Indah dapat dilihat pada Tabel
Tabel 5.2. Jumlah Mesin yang digunakan Dalam Produksi Cup
Work Nama WC Nama Mesin Jumlah Jumlah
Eperator
Cenoer (Unit)
I Penimbangan Bahan Timbangan 1 1 II Pencampuran Bahan Mesin Mixer 1 1 III Pemanasan Bahan Mesin Extruder 1 1 IV Pembentukan Sheet Mesin Polisher 1 1
V Pencetakan Cup MesinThermoformer Vaccum (Dong
Long) 2 2
VI Quality Control Manual Oleh Operator 2 2
VII Packing Manual Oleh Operator 2 2
VIII Printing Mesin Printing 1 1 IX Quality Control Manual Oleh Operator 1 1 X Packing Manual Oleh Operator 1 1
Sumber: PT. Guna Kemas Indah
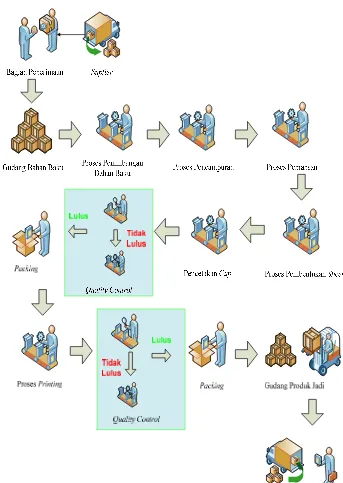
5.1.3. Data Aliran Proses
Proses pembuatan cup di PT. Guna Kemas Indah berdasarkan hasil
pengamatan secara umum terdiri dari tiga kegiatan utama yaitu pembuatan sheet
pencetakan cup dan printing. Pembuatan sheet terdiri dari kegiatan pencampuran,
pemanasan, dan pencetakan sheet, sedangkan pembuatan cup terdiri dari
pemansan, pencetakan dan pemotongan dan pada bagian printing terdiri dari
kegiatan penyinaran dengan sinar UV dan pengecatan . Gambaran aliran proses
dapat dilihat pada Gambar 5.1. dan untuk aktivitas dalam proses produksi cup
V-3
V-3
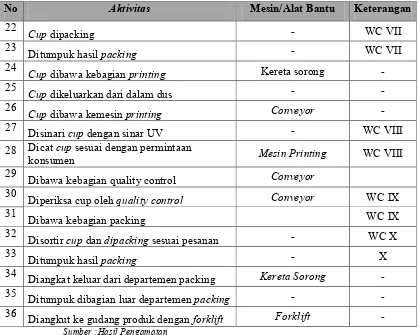
Tabel 5.3. Aktivitas - Aktivitas Pembuatan Cup
No Aktivitas Mesin/Alat Bantu Keterangan
1 Bahan baku dibawa ke lantai produksi Forklift - 2 Ditimbang bahan baku Timbangan WC I
3 Hasil penimbangan dibawa untuk
dimasukkan kedalam hopper secara manual - -
4 Dicampur bahan baku didalam hopper
dengan cara diputar oleh mesin mixer Mesin Mixer WC II
5 Hasil pencampuran dibawa menuju ke
mesin extruder Pneumatic Conveying -
6 Dipanaskan hingga meleleh pada suhu
230oC Mesin Extruder WC III
7 Hasil lelehan dibawake mesin polisher Pneumatic Conveying - 8 Dibentuk menjadi sheet Polisher WC IV 9 Digulung sheet Mesin Polishing WC IV 10 Dibawa ketempat penimbangan Kereta Sorong - 11 Ditimbang sheet Timbangan Gantung WC IV 12 Ditumpuk sheetsebelum dicetak - -
13 Dibawa sheet kemesin Vaccum
Thermoformer (Dong Long) Kereta Sorong -
14 Dipanaskan sheet Heater WC V 15 Sheet dibawa ke pencetakan Rantai dan Gir Beroda -
16 Sheet ditekan dari atas dengan jantan untuk
memasukkan kedalam cetakan - WC V
17 Dipotong cup yang sudah terbentuk Pisau Bulat Pada
Cetakan WC V
18 Cup dihembuskan dengan udara bertekanan
ke conveyor Compresor WC V
19 Dibawa cupkebagian quality control Conveyor WC VI
20 Cup disortir - WC VI
V-3
Tabel 5.3. Aktivitas - Aktivitas Pembuatan Cup (Lanjutan)
No Akoivioas Mesin/Alat Bantu Keterangan
22 Cup dipacking - WC VII
23 Ditumpuk hasil packing - WC VII
24 Cup dibawa kebagian printing Kereta sorong - 25 Cup dikeluarkan dari dalam dus - - 26 Cup dibawa kemesin printing Conveyor - 27 Disinari cup dengan sinar UV - WC VIII 28 Dicat cup sesuai dengan permintaan
konsumen Mesin Printing WC VIII 29 Dibawa kebagian quality control Conveyor 30 Diperiksa cup oleh quality control Conveyor WC IX
31 Dibawa kebagian packing WC IX 32 Disortir cup dan dipacking sesuai pesanan - WC X 33 Ditumpuk hasil packing - X
34 Diangkat keluar dari departemen packing Kereta Sorong - 35 Ditumpuk dibagian luar departemen packing - -
36 Diangkut ke gudang produk dengan forklift Forklift -
Sumber :Hasil Pengamatan
5.1.4. Penilaian Raoing Facoor Eperator
Penentuan rating factor yang digunakan pada penelitian ini adalah cara
westinghouse. Penilaian ini dilakukan terhadap semua pekerja pada setiap work
centre untuk menentukan pekerja yang bekerja secara normal sehingga waktu
kerja pekerja tersebut dapat digunakan sebagai waktu proses. Penilaian rating
factor dapat dilihat pada Lampiran 2.
5.1.5. Data Waktu Proses
V-3
stop watch time study dengan melakukan pegukuran sebanyak 10 kali. Data waktu
yang diukur adalah waktu operator normal. Data waktu dapat dilihat pada Tabel
5.4. di bawah ini.
Tabel 5.4. Waktu Siklus Produk Cup
No 1 2 3 4 5 6 7 8 9 10
Dalam penelitian ini, juga ditetapkan allowance untuk masing-masing
proses produksi pembuatan cup berdasarkan karakteristik pekerjaannya dan juga
kelonggaran–kelonggaran (allowance) kepada operator untuk memenuhi
kebutuhan pribadi, menghilangkan fatigue (kelelahan), atau untuk hambatan–
hambatan yang tak terhindarkan. Penilaian allowance yang dilakukan untuk
operator pada setiap work centre dapat dilihat pada Lampiran 3.
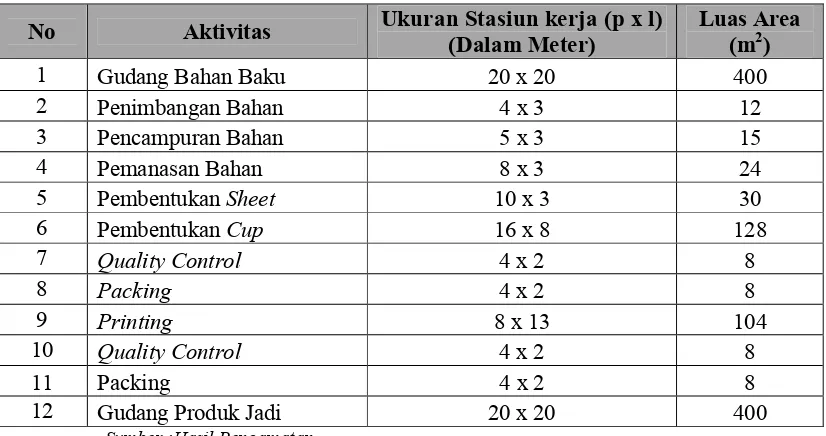
5.1.7. Ukuran Departemen Produksi
Bagian produksi PT. Guna Kemas Indah Hardware Industry memiliki 12
V-3
produk-produk dari bahan baku biji plastik. Data nama setiap stasiun kerja, ukuran
dan luasnya dapat dilihat pada Tabel 5.5.
Tabel 5.5. Data Departemen dan Ukurannya
No Aktivitas Ukuran Stasiun kerja (p x l) (Dalam Meter) Luas Area (m2)
5.1.8. Urutan Proses Produksi
Block Diagram urutan Proses produksi pembuatan produk yaitu
penimbangan bahan, pencampuran bahan, pemanasan bahan, pembentukan sheet ,
pencetakan sheet, pencetakan cup, quality control, packing, printing, quality
control, packing dapat dilihat pada Gambar 5.2.
5.1.9. Block Layout Lantai Produksi Awal
Hasil pengamatan tataletak di lantai produksi PT. Guna Kemas Indah
digambarkan dalam bentuk block layout dengan ukuran yang menggunakan skala.
Setiap area dari stasiun kerja digambarkan dalam bentuk block (kotak). Block –
V-3
pengkodean dilakukan sesuai dengan Tabel 5.6. Gambar Block Layout Lantai
Produksi Awal dari PT. Guna Kemas Indah dapat dilihat pada Gambar 5.2.
Tabel 5.6. Stasiun Kerja dan Pengkodean Pada Lantai Produksi PT. Guna Kemas Indah
No Aktivitas Kode
Berdasarkan data urutan proses dan pemberian kode terhadap setiap
stasiun kerja maka dapat dibuat urutan proses dengan menggunakan kode-kode
seperti pada Tabel 5.7.
Tabel 5.7. Urutan Proses
Produk Urutan Proses
Cup A → B → C → D → E → F →G → H → I → J →K→L
5.2. Pengolahan Data
5.2.1. Pembentukan Curreno Soaoe Map
Current State Map diperlukan untuk memberikan gambaran awal proses
yang berlangsung dalam perusahaan. Langkah-langkah pembentukan Current
State Map berdasarkan penelitan yang dilakukan pada PT. Guna Kemas Indah
5.2.1.1. Penentuan Produk Model
Produk yang menjadi model line didalam pembentukan Current State
Map pada PT. Guna Kemas Indah
permintaan yang paling tinggi di antara produk yang lainnya yang dihasilkan ol
perusahaan dalam satu tahun terakhir. Selain itu
lebih beragam, sehingga
analisis dalam penelitian. Proporsi permintaan varian produk
pada Tabel 5.8.
5.2.1.1. Penentuan Produk Model Line
Produk yang menjadi model line didalam pembentukan Current State
PT. Guna Kemas Indah adalah cup karena memiliki persentase
permintaan yang paling tinggi di antara produk yang lainnya yang dihasilkan ol
perusahaan dalam satu tahun terakhir. Selain itu cup memiliki varian produk yang
lebih beragam, sehingga cup menjadi perhatian utama dalam melakukan
analisis dalam penelitian. Proporsi permintaan varian produk cup dapat dilihat
. Proporsi Permintaan Varian Produk Cup
Jenis Kemasan Proporsi (%)
gram Permintaan Cup Berdasarkan Jenis Kemasan
Permintaan
Permintaan
V-3
Produk yang menjadi model line didalam pembentukan Current State
karena memiliki persentase
permintaan yang paling tinggi di antara produk yang lainnya yang dihasilkan oleh
memiliki varian produk yang
menjadi perhatian utama dalam melakukan
dapat dilihat
V-3
Walaupun produk cup yang dihasilkan memiliki jenis kemasan yang
berbeda-beda, akan tetapi proses produksi yang dilalui oleh setiap jenis produk
cup adalah sama.
5.2.1.2. Penentuan Value Soream Manager
Value Stream Manager memegang peranan penting dalam proses
produksi dan harus memahami keseluruhan proses secara mendetail. Dalam
penelitian ini, Value Stream Manager yang dipilih adalah manager produksi.
Melalui Value Stream Manager dapat diketahui semua informasi dan data
sekunder perusahaan.
5.2.1.3. Diagram SIPEC (Supplier-Inpuo-Process-Ouopuo-Cusoomer)
Diagram SIPOC menggambarkan informasi mengenai Supplier, Input,
Process, Output dan Customer yang terlibat dalam proses produksi cup. Elemen-
elemen yang digunakan dalam diagram SIPOC adalah sebagai berikut :
1. Supplier : Gudang bahan baku, dan Gudang peralatan
2. Input : Titro Propylenna, Cesa Nukleant, REMF 56, Air, Cat UV LC
416, Kardus, Pembungkus plastik dan Isolasi
3. Process : Penimbangan bahan (WC I), Pencampuran bahan (WC II),
Pemanasan bahan (WC III), Pembentukan sheet (WC IV), Pencetakan cup
(WC V), Quality control (WC VI), Packing (WC VII), Printing (WC VIII),
Quality control (WC IX) dan Packing (WC X).
4. Output : Produk cup
V-3
Diagram SIPOC untuk proses produksi cup dapat dilihat pada Gambar 5.5.
Gambar 5.5. Diagram SIPEC Proses Produksi Cup
5.2.1.4. Perhitungan Waktu Baku
1. Uji Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui apakah data
waktu berada dalam batas kontrol (BKA dan BKB) atau tidak (out of control).
Pengujian keseragaman data akan dilakukan untuk setiap work centre pada semua
jenis kemasan produk.
Sebagai contoh akan dihitung keseragaman data work centre I untuk
produk cup yang ditunjukkan sebagai berikut:
V-3
X =∑
=35,50 + 36,20 + + 35,0110
=355,6010
=355,6010 = 35,56
b. Mengjitung Nilai Standar Deviasi
σ = ∑( 1 )
= ∑(35,50 35,56) + + ∑(35,01 35,56) 10 1
= 0,4447
c. Mengjitung Batas Kontrol (BKA dan BKB)
Dengan tingkat keyakinan 95 % dan Ketelitian 5% maka nilai Z= 2
BKA = X + Z BKB = X – Z
= 35,56 + 2 . 0,4447 = 35,56 - 2 . 0,4447
= 36,45 = 34,67
V-3
Gambar 5.6. Peta Kontrol Waktu Siklus WC I
Berdasarkan Gambar 5.6. dapat dilihat bahwa semua data pada WC I telah
seragam. Artinya semua data berada dalam batas control, Selanjutnya. semua uji
keseragaman pada masing-masing work centre dapat dilakukan dengan cara yang
sama. Rekapitulasi uji keseragaman data dapat dilihat pada Tabel 5.9. berikut ini.
33.50 34.00 34.50 35.00 35.50 36.00 36.50 37.00
1 2 3 4 5 6 7 8 9 10
Tabel 5.9. Rekapitulasi Uji Keseragaman Data Waktu Siklus Cup (detik)
WC No. Pengujian X-bar BKA BKB Keterangan
1 2 3 4 5 6 7 8 9 10
Dari rekapitulasi tabel di atas dapat dilihat bahwa semua data telah
seragam sehingga tidak dilakukan eliminasi data. Setelah data seragam maka
proses selanjutnya yang akan dilakukan adalah uji kecukupan data.
2. Uji Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui apakah data waktu yang
diambil pada penelitian ini sudah memenuhi jumlah yang semestinya atau belum.
Uji kecukupan data ini dapat dihitung dengan menggunakan formula sebagai
berikut:
N = (∑ )(∑ ) (∑ )
Dimana :
X = data ke-i dari N sampel
k = tingkat kepercayaan (bernilai 2 untuk tingkat keyakinan 95%)
s = tingkat ketelitian yang digunakan sebesar 5%
N = jumlah data aktual untuk sampel
N’ = jumlah data yang seharusnya
Data dinyatakan cukup jika nilai N>N’ berdasarkan hasil perhitungan.
Sebaliknya. jika N<N’ maka data yang telah diambil belum mencukupi sehingga
harus ditambahkan jumlah data sebagai sampel. Sebagai contoh. dilakukan uji
V-3
Tabel 5.10. Uji Kecukupan Data WC I
No Waktu Siklus (X) X2
Total 355.60 12646.9158
Sumber : Pengolahan Data
=
dilakukan pengambilan data tambahan untuk WC I. Selanjutnya, dengan cara
yang sama dilakukan uji kecukupan data untuk semua proses. Rekapitulasi uji
kecukupan data produk cup dapat dilihat pada Tabel 5.11. berikut.
Tabel 5.11. Uji Kecukupan Data Waktu Proses Produksi Cup
V-3
Berdasarkan Tabel 5.11. terlihat bahwa semua data pengamatan yang
dikumpulkan telah cukup sehingga tidak diperlukan lagi pengambilan waktu
pengamatan yang baru. Selanjutnya, dapat disimpulkan bahwa waktu siklus tiap
work centre adalah waktu rata-rata yang telah dilakukan uji keseragaman dan
kecukupan data.
3. Waktu Normal
Setelah didapatkan waktu siklus rata-rata maka akan dilakukan
perhitungan waktu normal terlebih dahulu sebelum menghitung waktu baku.
Sebelumnya, dalam penentuan rating factor telah ditetapkan pekerja yang bekerja
dalam kondisi paling mendekati normal sehingga dalam perhitungan waktu
normal ini mempunyai nilai rating factor sebesar 1 (kondisi normal). Selanjutnya,
dilakukan perhitungan waktu baku dimana waktu normal yang telah didapatkan
akan dikalikan dengan nilai allowance yang telah diberikan. Sebagai contoh akan
dihitung waktu baku untuk WC I yang ditunjukkan sebagai berikut:
WN = Waktu siklus × rating factor
= 35,50 × 1
= 35,50 detik
= 100% 100%
=100% 12%100%
Selanjutnya, dengan cara yang sama dihitung waktu normal dan waktu
baku semua data work centre setiap produk. Tabel rekapitulasi hasil perhitungan
V-3
Tabel 5.12. Perhitungan Waktu Normal dan Waktu Baku
WC Waktu Proses (detik) Rating factor Normal Waktu Allowance Waktu Baku
Setelah diperoleh waktu standar untuk setiap proses, langkah selanjutnya
adalah pembuatan peta untuk setiap kategori proses dengan menggunakan data
waktu standar setiap proses ditambah dengan data lainnya seperti change over
time, scrap, uptime, dan jumlah operator. Berikut ini akan diberikan contoh
pembuatan peta kategori proses penimbangan bahan. Adapun langkah-langkahnya
adalah sebagai berikut :
1. Meletakkan nama proses di bagian atas process box.
2. Melengkapi process box dengan data jumlah operator (Op), waktu baku
(C/T), changeover time (C/O), uptime dan available time (jam kerja tersedia).
3. Memasukkan lead time proses sebagai non value added time di depan process
V-3
Setelah ketiga langkah di atas dilakukan, maka diperoleh peta kategori
proses penimbangan bahan untuk pembuatan cup seperti yang terlihat pada
Gambar 5.7.
Gambar 5.7. Peta Kategori Penimbangan Bahan
Untuk peta kategori proses berikutnya yaitu proses pencampuran bahan
juga dilakukan ketiga langkah tersebut. Kedua peta tersebut kemudian
dihubungkan dengan tanda panah yang berarti perpidahan material ke proses
selanjutnya dan dilengkapi dengan jumlah persediaan di antara kedua proses
V-3
Gambar 5.8. Peta Kategori Penimbangan Bahan dan Pencampuran Bahan
5.2.1.6. Pembentukan Peta Aliran Keseluruhan Pabrik
Pada tahap ini, setiap proses sepanjang value stream digabungkan dengan
aliran material dan aliran informasi sehingga menjadi satu kesatuan aliran dalam
pabrik. Penjelasan kedua aliran tersebut adalah sebagai berikut:
1. Aliran Material
Aliran material menggambarkan pergerakan material utama dalam
proses produksi di sepanjang value stream. Material utama yang digunakan adalah
Polyprophylene, Afal, TP SM 98, Cesa Nukleat.
2. Aliran Informasi
Aliran informasi yang digunakan perusahaan ada dua jenis, yaitu:
a. Manual Information Flow
Merupakan aliran informasi yang terjadi secara manual. Aliran
informasi ini terjadi antara manajer produksi terhadap setiap proses yang
V-3
kegiatan harian setelah mendapat penyesuaian dari jumlah bahan yang
masuk.
b. Electronic Information Flow
Merupakan informasi yang disampaikan dengan menggunakan perangkat
elektronik. Aliran informasi ini terjadi antara manajer produksi dengan
Bagian pemasaran. Pemesanan bervariasi, umumnya dilakukan secara
weekly orders. Aliran informasi ini juga terjadi pada konsumen yang ingin
memesan dengan telepon atau email.
Setelah semua informasi diperoleh, dengan demikian current state map
dapat dibentuk dengan menempatkan semua aliran material dan informasi ke
dalam map. Current State Map produk cup di PT Guna Kemas Indah dapat dilihat
5.2.1.7. Perhitungan Meorik Lean Curreno Soaoe Map
Perhitungan metrik lean yang terdiri atas perhitungan manufacturing lead
time, process cycle efficiency. Perhitungan metrik lean dilakukan untuk
mengetahui keadaaan pabrik dari sudut pandang lean. Setelah mengetahui
keadaan dari pabrik melalui metrik lean, maka akan diberikan usulan berdasarkan
prinsip-prinsip lean untuk memperbaiki keadaan pabrik tersebut.
1. Perhitungan Manufacturing Lead Time
Manufacturing lead time adalah waktu yang dibutuhkan untuk
melakukan proses produksi dari awal sampai dengan akhir. Perhitungan
manufacturing lead time ini dilakukan dengan cara menjumlahkan seluruh waktu
proses kerja. Berdasarkan Gambar 5.9. yang telah dipetakan urutan proses kerja
beserta dengan waktu bakunya, diperoleh manufacturing lead time sebesar
5725,74 detik.
2. Perhitungan Value to Waste Ratio dan Process Cycle Efficiency
Dalam melakukan perhitungan nilai value to waste ratio dan process cycle
efficiency, yang harus dilakukan terlebih dahulu adalah pemisahan antara kegiatan
atau proses kerja yang bernilai tambah (value added activity) dengan kegiatan atau
proses kerja yang tidak bernilai tambah (non value added activity). Berdasarkan
Gambar 5.9. yang telah dipetakan maka dapat diketahui bahwa besar waktu
untuk kegiatan yang bernilai tambah (value added activity) adalah 545.61
detik, sedangkan lama waktu untuk waste atau kegiatan yang tidak bernilai
tambah (non value added activity) adalah 5180.13 detik dan total waktu dari
seluruh kegiatan sebesar 5725,74 detik. Perhitungan process cycle efficiency
V-3
Value To Waste Ratio = value added activity / waste
= 545.61 / 5180,30
= 0,1053 ≈ 10,53 %
Process Cycle Efficiency = value added time/manufacturing lead time
= 545.61 / 5715.1938
= 0.0952 ≈ 9,52 %
Rata-rata kecepatan penyelesaian = ( )
= .
= 6483 unit/hari
5.2.1.8. Identifikasi Wasoe dengan Process Acoivioy Mapping
Dalam mengidentifikasi adanya kegiatan-kegiatan non value added bagi
perusahaan, dilakukan pengamatan secara langsung ke dalam perusahaan yang
didukung wawancara dengan para pekerja dan pengawas. Selain itu, dapat
digunakan suatu tool yang dapat mengidentifikasi adanya waste yaitu Process
Tabel 5.13. Process Acoivioy Mapping (PAM) untuk Produksi Cup
No Aktivitas Mesin/Alat Bantu
Jar
Hasil penimbangan dibawa untuk dimasukkan kedalam hopper secara
V-3
Tabel 5.13. Process Acoivioy Mapping (PAM) untuk Produksi Cup (Lanjutan)
No Aktivitas Mesin/Alat Bantu
V-3
Tabel 5.13. Process Acoivioy Mapping (PAM) untuk Produksi Cup (Lanjutan)
Sumber : Pengolahan Data
No Aktivitas Mesin/Alat Bantu
Melalui process activity mapping diatas diperoleh data - data pada Tabel
5.14. berikut
Tabel 5.14. Rekapitulasi Process Acoivioy Mapping
Jumlah Waktu Persentase
Eperasi 11 435.62 7.6346
Transportasi 17 1022.31 17.917
Inspeksi 4 89.95 1.5764
Soorage - - -
Delay 4 4157.95 72.872
Sumber : Pengolahan Data
5.2.2. Analisa Curreno Soaoe Map
5.2.2.1. Perincian Aktivitas
Current state map dijadikan acuan untuk mengindentifikasi pemborosan
yang terjadi di sepanjang value stream. Proses yang Termasuk dalam Value added
time (VA) adalah aktivitas yang memberikan nilai tambah baik menambah bentuk
atau fitur dari produk atau jasa yang dihasilkan, aktivitas yang dilakukan
memberikan keuntungan dalam persaingan (seperti harga yang lebih murah,
pengantaran yang lebih cepat dan cacat yang lebih sedikit), pelanggan akan
membayar lebih atau cenderung lebih memilih perusahaan ini apabila mereka
mengetahui bahwa aktivitas ini dilakukan, aktivitas ini merupakan syarat dari
hukum atau aturan yang berlaku, aktivitas ini mengurangi resiko finansial dari
pemilik bisnis, aktivitas ini mendukung kebutuhan pelaporan financial, proses akan
rusak apabila aktivitas ini tidak dilakukan sedangkan Non Value added time
(NVA) adalah aktivitas yang tidak memberikan nilai tambah yaitu seperti
V-3
ekspedisi, pengerjaan ulang dan tanda tangan yang melibatkan banyak pihak.
Tahap analisis yang dilakukan pada current state map adalah sebagai berikut :
1. Rincian Proses yang Termasuk dalam Value added time (VA) dan Non Value
added time (NVA), dapat dilihat pada Tabel 5.15.
Tabel 5.15. Aktivitas yang Termasuk Value added oime dan
Non Value Added Time
No Aktivitas Waktu (detik) Keterangan
1 Bahan baku dibawa ke lantai produksi 300.00 NVA 2 Ditimbang bahan baku 40.41 VA 3 Hasil penimbangan dibawa untuk dimasukkan kedalam hopper secara manual 12.30 NVA
4 Dicampur bahan baku didalam hopper dengan cara diputar oleh mesin mixer 341.34 VA
5 Hasil pencampuran dibawa menuju ke mesin extruder 5.35 NVA
6 Dipanaskan hingga meleleh pada suhu 230oC 5.10 VA
7 Hasil lelehan dibawake mesin polisher 10,55 NVA 8 Dibentuk menjadi sheet 10.47 VA
9 Digulung sheet 6.30 VA
V-3
Tabel 5.15. Aktivitas yang Termasuk Value added oime dan
Non Value Added Time (Lanjutan)
No Aktivitas Waktu (detik) Keterangan
25 Cup dikeluarkan dari dalam dus 30.97 NVA 26 Cup dibawa kemesin printing 7.56 NVA 27 Disinari cup dengan sinar UV 3.07 VA 28 Dicat konsumencup sesuai dengan permintaan 3.07 VA 29 Dibawa kebagian quality control 10.45 NVA 30 Diperiksa cup oleh quality control 17.42 VA 31 Dibawa kebagian packing 6.34 NVA
32 Dipacking sesuai pesanan 22.41 VA
33 Ditumpuk hasil packing 1680.68 NVA 34 Dibawa keluar dari departemen packing 6.70 NVA 35 Ditumpuk dibagian luar departemen packing 30.85 NVA 36 Diangkut ke gudang produk dengan forklift 530.92 NVA
Sumber : Pengolahan Data
Dari aktivitas diatas untuk proses yang termasuk dalam value added dapat
dilihat pada Tabel 5.16.
Tabel 5.16. Total Value added oime
No Aktivitas Waktu (detik)
1 Dicampur bahan baku didalam hopper dengan cara diputar oleh mesin mixer 341.34 2 Ditimbang bahan baku 40.41
V-3
Tabel 5.16. Total Value added oime (Lanjutan)
No Aktivitas Waktu (detik)
11 Cup dihembuskan dengan udara bertekanan ke conveyor 5.25
12 Cup disortir 23.44
13 Cup dipacking 27.85
14 Disinari cup dengan sinar UV 3.07 15 Dicat cup sesuai dengan permintaan konsumen 3.07 16 Diperiksa cup oleh quality control 17.42
17 Cup dipacking sesuai pesanan 22.41
Total 545.61
Sumber : Pengolahan Data
Proses yang termasuk dalam non value added time dapat dilihat pada
Tabel 5.17.
Tabel 5.17. Total Non Value added oime
No Aktivitas Waktu (detik)
1 Bahan baku dibawa ke lantai produksi 300 2 Hasil penimbangan dibawa untuk dimasukkan kedalam hopper secara manual 12.3