PENGGUNAAN VALUE STREAM MAPPING TOOLS (VALSAT)
DALAM MENGIDENTIFIKASI WASTE PADA PROSES PRODUKSI
UNTUK MENINGKATKAN PRODUKTIVITAS
DI PT MAHOGANY LESTARI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
DWI INDRIYANI 050403089
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Alhamdulillah sebagai rasa Syukur tak terhingga penulis panjatkan
Kehadirat Allah SWT yang senantiasa memberikan rahmat-Nya kepada penulis
sehingga dapat menyelesaikan laporan Tugas Akhir ini dengan baik.
Kegiatan penelitian ini dilakukan di PT. Mahogany Leestari yang
beralamat di Jalan Medan-Binjai Km. 13 d/h Jl. Bintang Terang yang dijadikan
sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Penggunaan Value Stream
Mapping Tools (VALSAT) dalam Mengdentifikasi Waste pada Proses
Produksi untuk Meningkatkan Produktivitas di PT. Mahogany Lestari”.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan
penulis berharap agar laporan ini bermanfaat bagi semua pihak yang
memerlukannya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMA KASIH
Alhamdulillah yang tak hentinya terucap atas selesainya Tugas Sarjana ini,
banyak pihak yang telah membantu baik itu berupa bimbingan ataupun berupa
bantuan moril dan materil, sehingga Tugas Sarjana ini dapat diselesaikan. Oleh
karena itu, penulis mengucapkan terima kasih kepada semua pihak yang telah
membantu dalam penyelesaian Tugas Sarjana ini.
Pada kesempatan ini pula, penulis mengucapkan terima kasih kepada :
1. Bapak Dr. Ir. Humala L. Napitupulu, DEA, selaku Dosen Pembimbing I atas
kesediaannya meluangkan waktu untuk bimbingan, arahan, dan masukan serta
ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini.
2. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas kesediaannya
meluangkan waktu untuk bimbingan, arahan, dan masukan serta ilmu yang
diberikan dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin pelaksanaan Tugas Sarjana ini.
4. Bapak Ir. Sugih Arto Pujangkoro, MM, selaku koordinator Tugas Akhir.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku koordinator bidang
Rekayasa Sistem Manufaktur.
6. Bapak Ir. Tanib S. Tjolia, M.Eng, selaku dosen pembimbing akademis.
7. Pimpinan PT. Mahogany Lestari, Bapak Ismail, Bapak Sugi, serta karyawan
penulis untuk mengadakan penelitian dan meluangkan waktu untuk bimbingan
penulis selama melaksanakan penelitian.
8. Kedua orang tua, kakak, dan adik penulis yang selalu memberikan dukungan
dalam segala bentuk.
9. Pegawai administrasi Departemen Teknik Industri, Kak Dina, Bang Mijo,
Bang Nur, Bang Ridho, dan Bu Ani yang telah membantu penulis dalam
melakukan urusan administrasi di Departemen Teknik Industri USU. Bang
Kumis dan Kak Rahma atas kebaikan hatinya meminjamkan buku demi
kelancaran pembuatan laporan Tugas Akhir ini.
10.Afriani Melda Dewi, ST, Nella Siregar, ST, Reviana Riza, ST, dan T Fahlani
Tiara Karmen selaku teman terdekat penulis yang tidak bosan selalu
memberikan dukungan dan semangat agar laporan ini diselesaikan.
11.Seluruh teman-teman angkatan 2005.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
DAFTAR ISI
BAB Halaman
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiv
ABSTRAK... xv
I PENDAHULUAN... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-5
1.5. Batasan Masalah dan Asumsi ... I-5
1.6. Sistematika Penulisan Tugas Sarjana ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha... II-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
2.3.1. Struktur Organisasi Perusahaan ... II-3
2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan ... II-3
2.3.3. Sistem Pengupahan dan Fasilitas Lainnya ... II-5
2.4. Daerah Pemasaran ... II-7
2.5. Proses Produksi ... II-7
2.5.1. Bahan yang Digunakan ... II-7
2.5.2. Uraian Proses ... II-9
III LANDASAN TEORI ... III-1
3.1. Konsep Lean Manufacturing ... III-1
3.2. Jenis-jenis Pemborosan... III-3
3.3. Metode yang Digunakan dalam Lean Manufacturing ... III-6
3.4. Identifikasi Akar Masalah “5W”... III-25
3.5. Studi Waktu ... III-26
3.6. Peramalan (Forecasting) ... III-29
3.7. Penjadwalan Job Shop ... III-31
IV METODOLOGI PENELITIAN...IV-1
4.1. Tempat dan Waktu Penelitian ...IV-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.4. Populasi dan Sampel Data ...IV-2
4.5. Pengumpulan Data ...IV-2
4.5.1. Sumber Data ...IV-2
4.5.2. Metode Pengumpulan Data ...IV-3
4.5.3. Instrumen Penelitian ...IV-3
4.6. Pengolahan Data...IV-4
4.7. Analisis Pemecahan Masalah ...IV-4
4.8. Kesimpulan dan Saran ...IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ...V-1
5.1.1. Struktur Produk dan Urutan Proses Produksi Pintu
Colonial 8P ...V-1
5.1.2. Waktu Siklus ...V-10
5.1.3. Data Permintaan Pintu Colonial 8P ...V-12
5.1.4. Data Sekunder untuk Melengkapi Current State Map ...V-13
5.2. Pengolahan Data...V-14
5.2.1. Pembuatan Current State Map ...V-14
DAFTAR ISI (LANJUTAN)
BAB Halaman
5.2.1.3. Penentuan Waktu Standar ...V-16
5.2.1.4. Pembuatan Peta untuk Setiap Kategori Proses
(Door-to-Door Flow) ...V-20
5.2.1.5. Pembentukan Peta Aliran Keseluruhan Pabrik ...V-22
5.2.1.6. Peramalan Jumlah Permintaan dengan Metode
Time-Series ...V-25
5.2.1.7. Perhitungan Takt Time ...V-33
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Current State Map ... VI-1
6.1.2. Penerapan Aturan LPT (Longest Processing Time) dalam
Pengurutan Pekerjaan ... VI-14
6.1.3. Rancangan Tindakan Perbaikan ... VI-15
6.2. Evaluasi ... VI-23
6.2.1. Evaluasi Hasil Rancangan ... VI-23
6.2.2. Penyusunan Strategi Implementasi ... VI-24
VII KESIMPULAN DAN SARAN ... VII-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
7.2. Saran ... VII-2
DAFTAR TABEL
Tabel Halaman
2.1. Rincian Tenaga Kerja PT. Mahogany Lestari ... II-3
2.2. Jam Kerja Karyawan Kantor dan Karyawan Bagian Produksi ... II-5
3.1. Lambang-Lambang yang Digunakan pada Peta Kategori Proses ... III-17
3.2. Lambang-Lambang yang Melengkapi Peta Keseluruhan ... III-19
3.3. Pertanyaan Investigasi “5 Why” ... III-25
5.1. Waktu Siklus Blanking ... V-12
5.2. Permintaan Pintu Colonial 8P ... V-12
5.3. Data Change Over, Uptime, dan Jumlah Operator ... V-13
5.4. Waktu Pengamatan Selama Tiga Hari Proses Blanking ... V-16
5.5. Allowance Operator ... V-19
5.6. Perhitungan Parameter Peramalan untuk Metode Kuadratis ... V-26
5.7. Perhitungan Parameter Peramalan untuk Metode Siklis ... V-27
5.8. Perhitungan SEE untuk Metode Kuadratis ... V-29
5.9. Perhitungan SEE untuk Metode Siklis ... V-30
5.10. Perhitungan Hasil Verifikasi ... V-31
5.11. Takt Time Untuk Proses Penghalusan, Pengepresan, Perakitan,
dan Setting ... V-35
DAFTAR TABEL (LANJUTAN)
Tabel Halaman
5.13. Takt Time Untuk Proses Pengeboran Sisi Pendek ... V-37
5.14. Takt Time Untuk Proses Pengeboran Sisi Panjang ... V-38
5.15. Takt Time Untuk Proses Profil Sisi Pendek ... V-38
5.16. Takt Time Untuk Panel ... V-38
5.17. Takt Time Untuk Proses Molding ... V-39
5.18. Takt Time Untuk Proses Pembelahan ... V-39
5.19. Takt Time Untuk Proses Laminating ... V-40
5.20. Takt Time Untuk Proses Rolling ... V-40
5.21. Takt Time Untuk Proses Pemotongan ... V-40
6.1. Aktivitas Value Added dan Non Value Added Komponen Stile ... VI-1
6.2. Aktivitas Value Added dan Non Value Added Komponen Top Rail
dan Middle Rail ... VI-2
6.3. Aktivitas Value Added dan Non Value Added Komponen Bottom Rail VI-4
6.4. Aktivitas Value Added dan Non Value Added Komponen Middle ... VI-6
6.5. Aktivitas Value Added dan Non Value Added Komponen Panel ... VI-7
6.6. Aktivitas Value Added dan Non Value Added Komponen Dowel ... VI-8
6.7. Aktivitas Value Added dan Non Value Added Assembling, Finishing
dan Packing ... VI-8
DAFTAR TABEL (LANJUTAN)
Tabel Halaman
6.9. Perbandingan antara Takt Time dan Cycle Time ... VI-12
6.10. Waktu Penyelesaian setiap Komponen ... VI-15
6.11. Kebutuhan Barang di Setiap Stasiun ... VI-16
6.12. Perbedaan Value Added Time dan Non Value Added Time
antara Current State Map dengan Future State Map ... VI-23
DAFTAR GAMBAR
Gambar Halaman
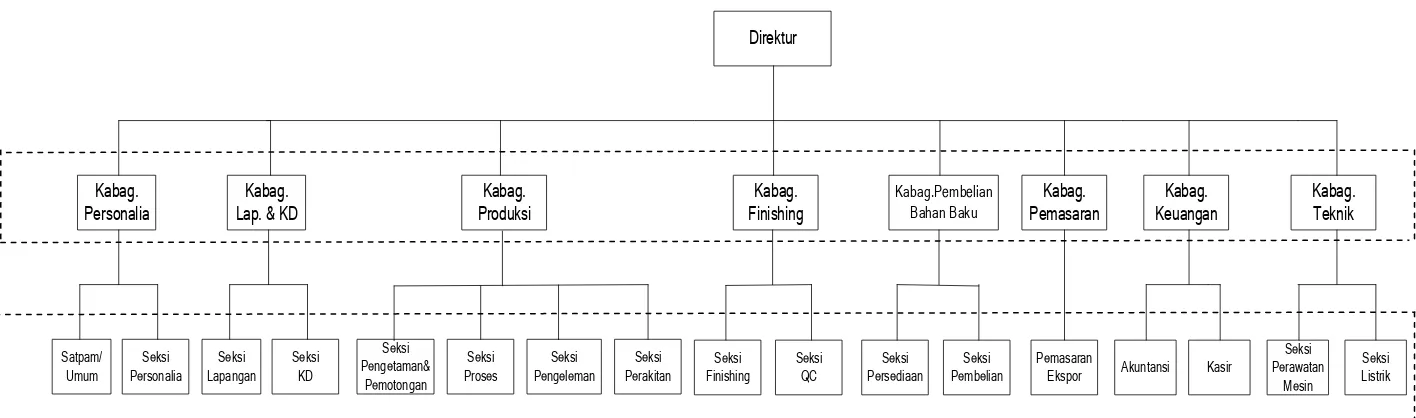
2.1. Struktur Organisasi PT. Mahogany Lestari ... II-4
2.2. Daun Pintu Model Colonial 8P ... II-10
2.3. Block Diagram Proses Produksi Daun Pintu Tipe Colonial 8P ... II-12
3.1. Contoh Gambar Proses Terisolasi Sebelum Penerapan
Continuous Flow dan Proses Yang telah Menerapkan
Continuous Flow ... III-22
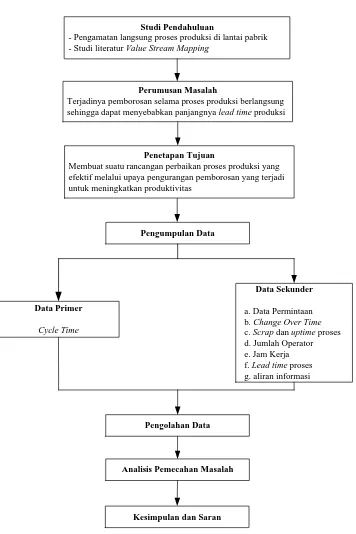
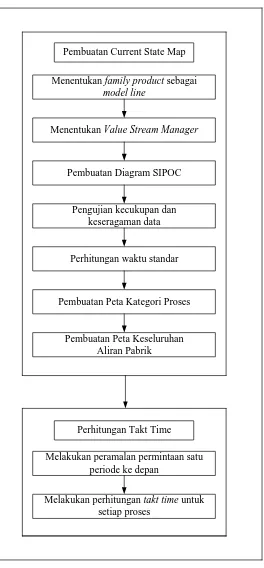
4.1. Blok Diagram Langkah-langkah Penelitian ... IV-6
4.2. Blok Diagram Pengolahan Data ... IV-7
5.1. Pintu Colonial 8P ... V-1
5.2. Struktur Produk Pintu Colonial 8P ... V-2
5.3. Flow Chart Proses Produksi ST ... V-3
5.4. Flow Chart Proses Produksi Top Rail ... V-4
5.5. Flow Chart Proses Produksi Middle Rail ... V-5
5.6. Flow Chart Proses Produksi Bottom Rail ... V-7
5.7. Flow Chart Proses Produksi Middle ... V-8
5.8. Flow Chart Proses Produksi Panel ... V-9
5.9. Flow Chart Proses Produksi Dowel ... V-10
5.10. Flow Chart Proses Perakitan Pintu Colonial 8P ... V-11
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
5.12. Peta Kontrol Waktu Siklus Proses Blanking ... V-17
5.13. Peta Kategori Proses Blanking pada Pembuatan Panel ... V-21
5.14. Peta Kategori Proses Blanking dan Pemotongan pada Pembuatan
Panel ... V-21
5.15. Current State Map PT. Mahogany Lestari ... V-24
5.16. Scatter Diagram Jumlah Permintaan Produk Pintu Colonial 8P ... V-25
5.17. Moving Range Chart Penjualan Pintu Colonial 8P ... V-32
6.1. Diagram Batang Perbandingan Value Added dan Non Value Added
Activities ... VI-9
DAFTAR LAMPIRAN
Lampiran
1. Pengujian Data Waktu (Cycle Time) ...L-1
2. Layout lantai Produksi ...L-2
3. Tabel distribusi F ... L-3
ABSTRAK
PT. Mahogany Lestari adalah perusahaan manufaktur yang bergerak dalam produksi pintu. Perusahaan memasarkan produknya ke luar negeri. Permintaan pasar yang tinggi kepada pihak perusahaan terkadang mengharuskan perusahaan untuk meminta pengunduran waktu untuk menyelesaikan pesanan. Untuk menjaga kepercayaan pelanggan terhadap pihak perusahaan, bagian produksi dituntut untuk bekerja lebih efektif dan efisien. Peningkatan kapasitas produksi yang membutuhkan biaya besar dinilai kurang efektif, oleh karena itu cara yang dapat dilakukan adalah dengan mengurangi pemborosan yang terjadi selama proses produksi berlangsung. Pemborosan yang terjadi antara lain adalah waktu menunggu antar proses pada proses produksi yang panjang. Perusahaan perlu mengatasi pemborosan yang terjadi sehingga production lead time menjadi lebih pendek dan terjadinya pengunduran waktu pengiriman barang kepada pelanggan dapat dihindari sehingga nama perusahaan tetap baik di mata pelanggan.
Penggunaan Value Stream Mapping dapat membantu untuk
mengidentifikasi terjadinya waste selama proses produksi berlangsung. Value
Stream Mapping adalah alat untuk memetakan aliran nilai selama proses produksi
untuk setiap aktivitas yang terjadi sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan tersebut. Pemborosan yang menjadi perhatian adalah terjadinya waktu menunggu antar proses yang panjang untuk masing-masing komponen yang dapat dilihat pada
current state map. Setelah dicari akar permasalahan dengan menggunakan tool 5 Why, hal tersebut terjadi karena terbatasnya jumlah mesin, material handling,
serta peralatan yang tersedia dan juga tidak teraturnya area kerja. Dari perhitungan
takt time juga terlihat terdapat beberapa proses yang memiliki waktu siklus lebih
besar daripada takt time. Beberapa usulan perbaikan untuk pembuatan future state
map kemudian diberikan antara lain dengan memperbaiki urutan proses
pengerjaan komponen, penerapan prinsip 5S di tempat kerja, dan penambahan fasilitas kerja seperti peralatan dan material handling untuk beberapa stasiun. Dengan penerapan future state map yang diusulkan dapat mengurangi production
lead time yang awalnya 2.64 hari menjadi 1.75 hari.
ABSTRAK
PT. Mahogany Lestari adalah perusahaan manufaktur yang bergerak dalam produksi pintu. Perusahaan memasarkan produknya ke luar negeri. Permintaan pasar yang tinggi kepada pihak perusahaan terkadang mengharuskan perusahaan untuk meminta pengunduran waktu untuk menyelesaikan pesanan. Untuk menjaga kepercayaan pelanggan terhadap pihak perusahaan, bagian produksi dituntut untuk bekerja lebih efektif dan efisien. Peningkatan kapasitas produksi yang membutuhkan biaya besar dinilai kurang efektif, oleh karena itu cara yang dapat dilakukan adalah dengan mengurangi pemborosan yang terjadi selama proses produksi berlangsung. Pemborosan yang terjadi antara lain adalah waktu menunggu antar proses pada proses produksi yang panjang. Perusahaan perlu mengatasi pemborosan yang terjadi sehingga production lead time menjadi lebih pendek dan terjadinya pengunduran waktu pengiriman barang kepada pelanggan dapat dihindari sehingga nama perusahaan tetap baik di mata pelanggan.
Penggunaan Value Stream Mapping dapat membantu untuk
mengidentifikasi terjadinya waste selama proses produksi berlangsung. Value
Stream Mapping adalah alat untuk memetakan aliran nilai selama proses produksi
untuk setiap aktivitas yang terjadi sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan tersebut. Pemborosan yang menjadi perhatian adalah terjadinya waktu menunggu antar proses yang panjang untuk masing-masing komponen yang dapat dilihat pada
current state map. Setelah dicari akar permasalahan dengan menggunakan tool 5 Why, hal tersebut terjadi karena terbatasnya jumlah mesin, material handling,
serta peralatan yang tersedia dan juga tidak teraturnya area kerja. Dari perhitungan
takt time juga terlihat terdapat beberapa proses yang memiliki waktu siklus lebih
besar daripada takt time. Beberapa usulan perbaikan untuk pembuatan future state
map kemudian diberikan antara lain dengan memperbaiki urutan proses
pengerjaan komponen, penerapan prinsip 5S di tempat kerja, dan penambahan fasilitas kerja seperti peralatan dan material handling untuk beberapa stasiun. Dengan penerapan future state map yang diusulkan dapat mengurangi production
lead time yang awalnya 2.64 hari menjadi 1.75 hari.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada umumnya, tujuan akhir suatu perusahaan adalah untuk memperoleh
profit yang besar. Profit yang besar akan diperoleh jika perusahaan dapat menekan
pengeluaran sekecil mungkin dan melakukan efisiensi termasuk menekan
pemborosan (waste) yang ada. Upaya untuk melakukan efisiensi dapat dilakukan
dengan menerapkan konsep lean manufacturing. Lead time yang panjang
merupakan salah satu bentuk waste yaitu waiting, sehingga lead time yang
panjang merupakan masalah karena akan berpengaruh pada fleksibilitas dan
kecepatan respon terhadap konsumen. Oleh karena itu perlu adanya upaya untuk
memperpendek lead time tersebut. Dengan memperpendek lead time dan
memusatkan perhatian untuk memfleksibelkan jalur produksi, maka akan
diperoleh kualitas yang lebih tinggi, respon terhadap konsumen lebih cepat,
produktivitas lebih tinggi, dan pemanfaatan peralatan dan ruangan yang lebih
baik1
PT. Mahogany Lestari adalah perusahaan manufaktur yang bergerak dalam
produksi pintu. Perusahaan memasarkan produknya ke luar negeri. Permintaan
pasar yang tinggi kepada pihak perusahaan terkadang mengharuskan perusahaan
untuk melakukan pengunduran waktu untuk pengiriman pesanan. Hal tersebut .
1
sebaiknya tidak terjadi sehingga kepercayaan pelanggan terhadap pihak
perusahaan tetap terjaga. Hal tersebut menuntut bagian produksi untuk dapat
bekerja lebih efektif dan efisien. Peningkatan kapasitas produksi yang
membutuhkan biaya besar dinilai kurang efektif, oleh karena itu cara yang dapat
dilakukan adalah dengan mengeliminasi pemborosan (waste) yang terjadi selama
proses produksi berlangsung.
Waste merupakan segala sesuatu yang menambah waktu dan biaya
pembuatan sebuah produk namun tidak menambah nilai pada produk yang dilihat
dari sudut pandang konsumen, oleh karena itu perlu dieliminasi. Didalam lean
manufacturing, waste harus dieliminasi pada tiap area produksi yang mencakup
hubungan dengan pelanggan, desain produk, jaringan supplier dan manajemen
pabrik. Eliminasi waste dilakukan untuk mencapai tujuan yaitu lebih sedikit usaha
manusia, lebih sedikit inventori, lebih sedikit waktu untuk mengembangkan
produk, dan lebih sedikit waktu untuk memenuhi permintaan pelanggan untuk
mencapai produk berkualitas dengan cara yang paling hemat dan seefisien
mungkin. Upaya mengeliminasi waste diyakini mampu menstimulasi keunggulan
bersaing perusahaan terutama pada peningkatan produktivitas dan kualitas2
Pemborosan yang terjadi di PT Mahogany Lestari antara lain adalah waktu
menunggu antar proses yang panjang. Perusahaan perlu mengatasi pemborosan
yang terjadi sehingga lead time menjadi lebih pendek dan terjadinya pengunduran
waktu pengiriman barang kepada pelanggan dapat dihindari sehingga nama
perusahaan tetap baik di mata pelanggan.
.
2
Lean Manufacturing merupakan pendekatan untuk mengefisienkan sistem
dengan mereduksi pemborosan. Pendekatan ini dilakukan dengan memahami
gambaran umum perusahaan melalui aliran informasi dan material di lantai
produksi dengan membuat value stream mapping3
1. Apa penyebab terjadinya waste berupa waktu menunggu pada
proses produksi?
. Aktivitas dikelompokkan
dalam value added dan non value added, sehingga dapat diketahui aktivitas mana
yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah,
dengan kata lain dapat mengidentifikasi pemborosan yang terjadi selama proses
produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan
tersebut.
1.2. Rumusan Permasalahan
Beradasarkan uraian latar belakang permasalahan di atas, Permasalahan
yang akan dibahas pada penelitian ini adalah ditemukannya pemborosan dalam
bentuk waktu menunggu antar proses yang panjang di sepanjang proses produksi
yang mengakibatkan panjangnya production lead time sehingga dapat
menyebabkan terjadinya penundaan waktu pengiriman kepada konsumen. Oleh
karena itu perlu dilakukan upaya perbaikan untuk mengurangi pemborosan
tersebut. Maka dapat dirumuskan permasalahannya yaitu :
2. Bagaimana solusi untuk mengatasi terjadinya waste berupa waktu
menunggu pada proses produksi?
3
1.3. Tujuan Penelitian
Tujuan umum dilakukannya penelitian ini adalah membuat suatu
rancangan perbaikan proses produksi yang efektif melalui upaya pengurangan
waktu menunggu antar proses guna meningkatkan produktivitas. Tujuan khusus
penelitian ini adalah sebagai berikut :
1. mengidentifikasi waste berupa waktu menunggu yang terjadi pada
proses produksi melalui value stream mapping.
2. menghitung takt time setiap proses untuk mengetahui seberapa
sering suatu produk diproduksi untuk memenuhi permintaan konsumen.
3. membandingkan production lead time antara current state map dan
future state map.
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah sebagai berkut:
1. Memberikan informasi kepada perusahaan mengenai aliran material dan
informasi secara menyeluruh mengenai proses produksi yang sedang
berlangsung di lantai produksi saat ini.
2. Memberikan informasi kepada perusahaan mengenai pemborosan (waste)
berupa waktu menunggu yang terjadi di sepanjang value stream.
3. Memberi masukan bagi perusahaan dalam pemberian rancangan proses
4. Menjadi sarana bagi penulis dalam latihan untuk menerapkan dan
mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan
membandingkan antara teori yang diperoleh dengan permasalahan pada
perusahaan.
5. Dapat mempererat kerjasama antara Perusahaan yang bersangkutan dengan
Departeman Teknik Industri serta memperluas pengenalan akan Jurusan
Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai
berikut :
1. Penelitian dilakukan di PT. Mahogany Lestari yang berlokasi di JL.
Medan-Binjai Km.13.
2. Penelitian dilakukan untuk proses produksi pintu jenis Colonial 8P.
3. Waktu yang dibutuhkan dalam penelitian adalah + 1 bulan yaitu pada
bulan Mei 2010.
4. Penelitian dilakukan dari saat raw material tiba di gudang penerimaan dari
supplier hingga produk jadi disimpan di gudang penyimpanan.
5. Pengujian waktu hanya dilakukan untuk data waktu proses produk,
sedangkan data waktu lainnya diambil dari data historis perusahaan.
6. Tahapan yang dilakukan hanya sampai pada perancangan strategi
perbaikan.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Proses kerja selama penelitian tidak berubah, sesuai dengan prosedur yang
ada.
2. Pekerja dalam keadaan terampil dengan pekerjaan yang dilakukannya dan
bekerja secara normal.
3. Mesin dan peralatan yang digunakan berada dalam kondisi tidak rusak
ketika penelitian dilakukan.
4. Tingkat kepercayaan yang digunakan adalah 95% dan tingkat ketelitian
5%.
1.6. Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami maka sistematika penulisan tugas
sarjana ini disajikan dalam beberapa bab. Pada bab I (pendahuluan) diuraikan
mengenai latar belakang permasalahan, rumusan permasalahan, tujuan penelitian,
manfaat penelitian, batasan masalah dan asumsi yang digunakan, serta sistematika
penulisan tugas akhir. Pada bab II (gambaran umum perusahaan) dijelaskan
mengenai sejarah perusahaan, ruang lingkup bidang usaha, struktur organisasi dan
manajemen, dan proses produksi yang terjadi di perusahaan.
Pada bab III diuraikan mengenai tinjauan-tinjauan kepustakaan yang berisi
teori-teori yang mendukung permasalahan dan analisis pemecahan masalah, antara
lain konsep lean manufacturing, value stream mapping, dan studi waktu. Bab IV
objek penelitian, metode dalam pengumpulan data, langkah-langkah dalam
pengolahan data dan analisis pemecahan masalah yang kemudian dirangkum
dalam sebuah blok diagram langkah-langkah penelitian.
Bab V (pengumpulan dan pengolahan data) adalah bab yang memuat data
yang digunakan dalam penelitian yang diperoleh dari hasil pengamatan dan
pengukuran yang dilakukan di lapangan antara lain struktur produk, urutan proses
produksi, waktu siklus, dan data permintaan 1 tahun terakhir dari pintu colonial
8P, serta data mengenai mesin seperti data change over, uptime, dan jumlah
operator. Dengan menggunakan data tersebut dilakukan pengolahan data untuk
memperoleh waktu standar yang akan digunakan dalam pembuatan current state
map. Pada bab VI (analisis pemecahan masalah) dimuat analisis dan pembahasan
hasil dari pengolahan data yaitu dengan menganalisis pemborosan yang terjadi
selama proses produksi melalui current state map kemudian melakukan
perbaikan terhadap proses produksi saat ini dengan mengupayakan mengurangi
pemborosan yang terjadi. Bab terakhir adalah bab VII (kesimpulan dan saran)
yang berisikan kesimpulan yang dapat diambil oleh penulis dari hasil penelitian
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Mahogany Lestari merupakan salah satu perusahaan yang bergerak di
bidang pengolahan kayu untuk menghasilkan produk daun pintu dan kusen (door
jamb). Hasil produksi hanya diekspor ke Singapura dan negara-negara di benua
Afrika. PT. Mahogany Lestari dikoordinir oleh suatu badan resmi yang bernama
ISA (Indonesian Sawmill Association) yang bertujuan untuk menjaga persaingan
perusahaan daun pintu dan kusen (door jamb).
PT. Mahogany Lestari semula bernama CV. Mahogany Arts & Crafts yang
berlokasi di Medan Binjai dengan akta notaris Ibu Sundari Siregar, SH No. 10
Tanggal 27 November 1991. Namun pada tanggal 2 Juni 1994, CV. Mahogany
Arts & Crafts mengadakan suatu perubahan dalam kepengurusan dan anggaran
dasar dalam perusahaan sehingga muncul gagasan pada tanggal tersebut dengan
akta No. 29 untuk mengganti nama perusahaan menjadi PT. Mahogany Lestari.
2.2. Ruang Lingkup Bidang Usaha
Lingkup usaha PT. Mahogany Lestari adalah melakukan pengolahan kayu
dalam pembuatan daun pintu. Bahan baku yang digunakan adalah jenis kayu
durian yang diperoleh dari Tebing Tinggi, Binjai, dan Bahorok.
Berbagai jenis produk yang dihasilkan oleh PT. Mahogany Lestari adalah:
3. Richmond
4. Dicken
5. 2XG (2P)
6. SA 77
7. Richelien
8. Stabel 9L
9. Pattern 10
10.Provence
11.Palma
12.Kentucky
13.Dior
14.Hamlet
15.Carolina 68
16.Carolina 4p
17.Colonial 8p
18.Oxford
19.Rosa RM
20.Felicia RM
21.Acacia
22.Cadiz
23.ML 01
24.Napoleon 6P
25.Regent RM
26.Carrera
27.Colonial 6 P
28.Colonial 4P
29.ML 03
30.Dakota
31.Romantic
32.Federation II
PT. Mahogany Lestari melaksanakan produksinya berdasarkan pesanan
dari pelanggan (job order). Pelanggan memilih model produk yang tersedia di
2.3. Organisasi Dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi di PT. Mahogany Lestari adalah berbentuk fungsional.
Hal itu terlihat dari pembagian bidang pekerjaan atas fungsi-fungsi dan pimpinan
suatu bidang memiliki hak menegur karyawan yang berada di bawah bidang
kerjanya. Struktur organisasi dari PT. Mahogany Lestari dapat dilihat pada
Gambar 2.1.
2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan
Tenaga kerja di PT. Mahogany Lestari terdiri atas tenaga kerja tetap dan
tenaga kerja harian. Tenaga kerja tetap terdiri dari staff dan kepala bagian,
sedangkan tenaga kerja harian biasanya karyawan yang bekerja pada bagian
produksi. Jumlah tenaga kerja di PT. Mahogany Lestari sebanyak 200 orang.
Rincian jumlah tenaga kerja PT. Mahogany Lestari dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja PT. Mahogany Lestari
No Keterangan Total (orang)
1 Direktur 1
2 Kepala Bagian Personalia 1
3 Kepala Bagian Lapangan dan KD 1
4 Kepala Bagian Finishing 1
5 Kepala Bagian Produksi dan Perencanaan 1
6 Kepala Bagian Pembelian Bahan Baku 1
7 Kepala Bagian Pemasaran 1
8 Kepala Bagian Keuangan 1
9 Kepala Bagian Teknik 1
10 Satpam/Umum 2
11 Seksi Personalia 3
12 Seksi Lapangan 24
13 Seksi Klin Dryer 24
Kabag. Personalia
Satpam/ Umum
Seksi Personalia
Kabag. Produksi
Seksi Proses
Seksi Pengeleman
Seksi Perakitan
Kabag. Finishing
Seksi QC Seksi
Finishing
Kabag.Pembelian Bahan Baku
Seksi Persediaan
Seksi Pembelian
Kabag. Pemasaran
Pemasaran Ekspor
Kabag. Keuangan
Kabag. Teknik
Akuntansi Seksi
Listrik Seksi
Perawatan Mesin Kasir
Kabag. Lap. & KD
Seksi Lapangan
Seksi KD
Seksi Pengetaman&
Pemotongan
[image:31.842.113.821.136.345.2]Direktur
Tabel 2.1. Rincian Tenaga Kerja PT. Mahogany Lestari (Lanjutan)
No Keterangan Total (orang)
16 Seksi Pengeleman 10
17 Seksi Perakitan 12
18 Seksi Finishing 22
19 Seksi Quality Control 10
20 Seksi Persediaan 4
21 Seksi Pembelian 5
22 Pemasaran Ekspor 2
23 Accounting 2
24 Kasir 3
25 Seksi Perawatan Mesin 10
26 Seksi Listrik 4
Jumlah 200
Sumber : Bagian Personalia PT. Mahogany Lestari
Jam kerja karyawan kantor dan karyawan bagian produksi setiap harinya tertera
pada Tabel 2.2.
Tabel 2.2. Jam Kerja Karyawan Kantor dan Karyawan Bagian Produksi
Hari Jam Kerja Keterangan
Senin - Kamis
08.00 – 12.00 WIB Bekerja
12.00 – 13.00 WIB Istirahat
13.00 – 16.00 WIB Bekerja
Jumat
08.00 – 12.00 WIB Bekerja
12.00 – 13.30 WIB Istirahat
13.30 – 16.00 WIB Bekerja
Sabtu 08.00 – 13.00 WIB Bekerja
Sumber : Bagian Personalia PT. Mahogany Lestari
2.3.3. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Mahogany Lestari diatur berdasarkan status
karyawan, yakni karyawan harian, bulanan dan borongan. Pemberian upah pada
sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung
jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok
b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan
yang dihitung berdasarkan tarif upah lembur (TUL). Selain upah pokok yang
diterima oleh karyawan, perusahaan juga memberikan suatu jaminan sosial dan
tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain:
a. Tunjangan Hari Raya dan Tahun Baru
b. Biaya pengobatan/kesehatan
c. Tanggungan kecelakaan kerja
d. Tunjangan kemalangan, dan lain sebagainya.
Jika karyawan yang bersangkutan sakit dan dapat dibuktikan dengan
menunjukkan surat keterangan dokter, maka upah karyawan tersebut akan
dibayar. Apabila sakit dalam jangka waktu yang lama dan dapat dibuktikan
dengan surat keterangan dokter, maka upahnya dibayar sesuai dengan ketentuan
sebagai berikut :
a. Untuk tiga bulan pertama dibayar sebesar 100%
b. Untuk tiga bulan kedua dibayar sebesar 75%
c. Untuk tiga bulan ketiga dibayar sebesar 50%
Apabila setelah lewat 12 bulan ternyata karyawan yang bersangkutan belum
mampu untuk bekerja kembali, maka perusahaan dapat memutuskan hubungan
kerja yang dilaksanakan berdasarkan prosedur UU No.12/1964.
2.4. Daerah Pemasaran
Pemasaran produk PT. Mahogany Lestari hanya dilakukan pada pasar
internasional, yaitu ke negara Singapura dan negara-negara Benua Afrika. Produk
tidak dipasarkan ke pasar domestik karena izin yang digunakan pada PT.
Mahogany Lestari adalah hanya izin perdagangan internasional. Dimana dalam
pemasarannya PT. Mahogany Lestari dikoordinir oleh suatu badan tersendiri yang
bernama ISA (Indonesian Sawmill Association) yang bertujuan untuk menjaga
persaingan sesama perusahaan daun pintu dan kusen.
2.5. Proses Produksi
2.5.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi dapat dikelompokkan
atas bahan baku, bahan penolong dan bahan tambahan.
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
yang memiliki persentase yang besar dibandingkan bahan-bahan lainnya dan
akan mengalami perubahan fisik maupun kimia dalam proses produksi sampai
berupa kayu setengah jadi atau kayu belahan dengan jenis kayu durian yang
bersumber dari daerah Tebing Tinggi, Binjai dan Bahorok.
2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk membantu proses
produksi tetapi tidak ikut dalam proses, baik itu dikenakan langsung maupun
tidak langsung terhadap bahan baku dalam suatu proses produksi. Bahan
penolong yang digunakan oleh PT. Mahogany Lestari adalah kertas ampelas,
kertas ini digunakan untuk menghaluskan permukaan kayu dari produk yang
dihasilkan dengan tujuan supaya mutu produk lebih baik.
3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan
untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan.
Adapun bahan tambahan yang digunakan dalam proses produksi adalah :
a. Lem Syntheco, digunakan sebagai bahan perekat antara
komponen-komponen profil untuk penyambung rail, mullion dan stile dengan
menggunakan dowel.
b. Tepung Dempul, digunakan untuk menutupi sambungan dari kayu supaya
produk yang terbentuk kelihatannya satu bagian. Untuk pemakaian tepung
dempul biasanya dicampur dengan air sebelum digunakan.
c. Label, digunakan untuk menunjukkan spesifikasi dari produk yang akan
dikirim.
d. Karton Pengaman Siku, digunakan untuk melindungi produk dari goresan
e. Plastik, digunakan untuk membungkus daun pintu yang telah selesai
dirakit.
f. Plat Baja/Plat Plastik, digunakan untuk mengikat bundelan daun pintu
yang telah dibungkus plastik.
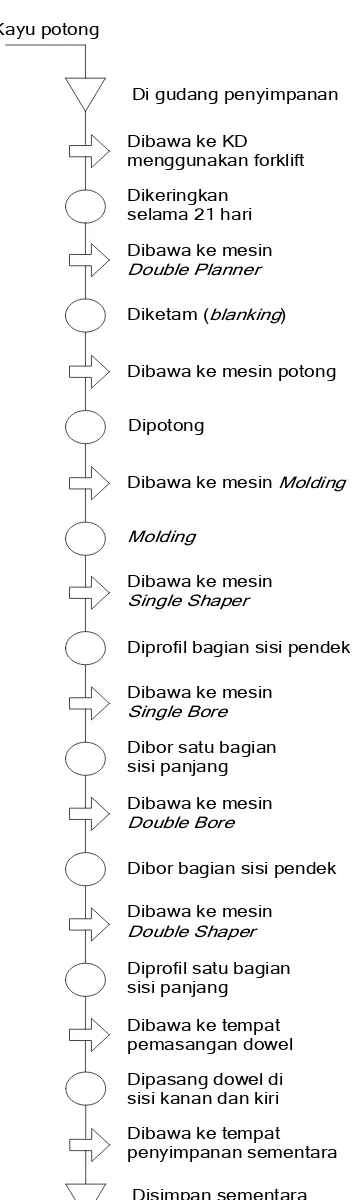
2.5.2. Uraian Proses
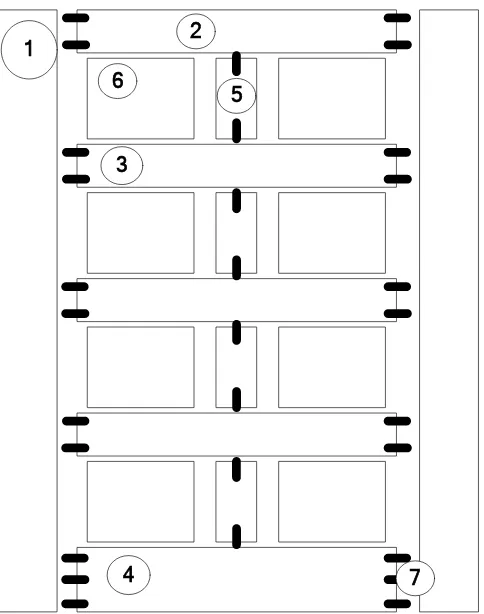
Uraian proses produksi dapat dilihat berdasarkan contoh model daun pintu
Colonial 8P, karena proses produksinya memberikan gambaran terhadap proses
produksi model daun pintu lainnya dan keseluruhan dari proses produksi yang
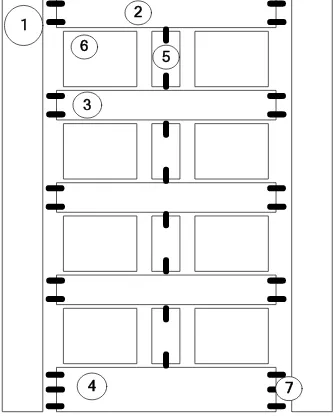
terjadi dilantai produks i. Gambar daun pintu dapat dilihat pada Gambar 2.2.
Keterangan untuk setiap komponen-komponen daun pintu tersebut adalah
sebagai berikut:
1. Stile (ST) merupakan bingkai paling luar dari sebuah pintu sebelah kiri dan
kanan. Pada sebuah daun pintu terdapat 2 buah stile yang masing-masing
beralur yang sudah dibor pada kedua ujungnya sebagai tempat pasak yang
disebut dowel.
2. Top Rail (TR) merupakan komponen yang beralur pada salah satu sisinya dan
pada kedua ujungnya. TR berada dibagian atas daun pintu dan digabungkan
dengan komponen ST, Panel, dan M.
3. Middle Rail (MR) merupakan komponen yang beralur pada kedua sisi dan
ujungnya. MR digabungkan dengan komponen ST, Panel, dan M dan terdapat
1 2 6
3
5
[image:37.595.192.434.110.417.2]4 7
Gambar 2.2. Daun Pintu Model Colonial 8P
4. Bottom Rail (BR) merupakan komponen yang beralur pada salah satu sisinya
dan kedua ujungnya. BR berada pada bagian bawah pintu dan digabungkan
dengan komponen ST, Panel dan M.
5. Middle (M) merupakan balok beralur pada kedua sisinya yang akan
digabungkan pada komponen-komponen panel disisi kiri dan kanannya,
sedangkan dikedua ujungnya dibor dan digabungkan dengan komponen
TR-MR, MR-TR-MR, dan MR-BR. Terdapat 4 unit M pada daun pintu jenis ini.
6. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil
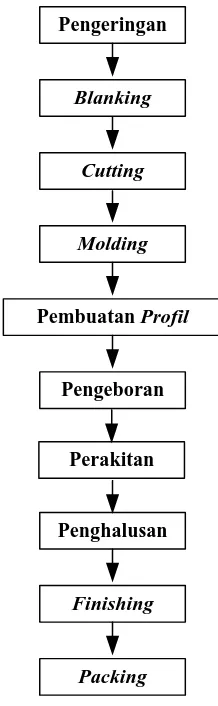
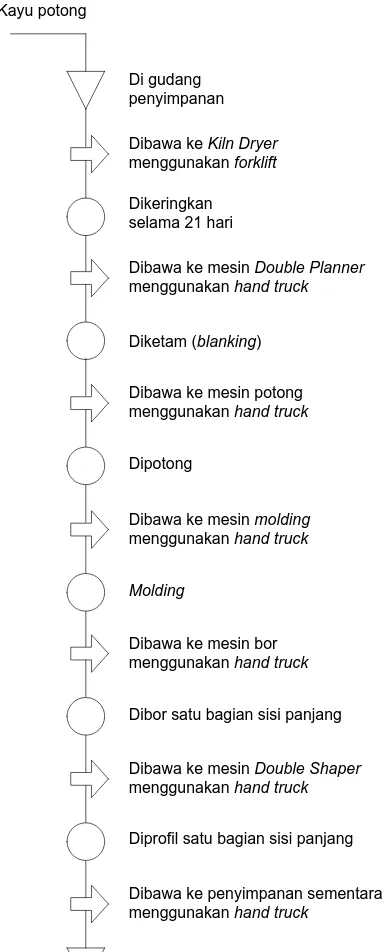
Proses produksi daun pintu untuk Colonial 8P dapat dilihat pada Gambar
2.3. Penjelasan dari proses produksi dapat dilihat sebagai berikut.
1. Pengeringan
Tujuan proses pengeringan dalam pengolahan kayu adalah sebagai berikut :
a. Meminimumkan kadar air pada balok kayu menjadi 11-12%
b. Mencegah serangan jamur dan serangga perusak balok kayu
c. Meningkatkan kekuatan kayu agar mudah dikerjakan untuk proses
berikutnya.
Proses pengeringan yang dilakukan di PT. Mahogany Lestari terdiri dari dua
jenis pengeringan yaitu pengeringan secara alamiah dengan memanfaatkan
sinar matahari langsung (bahan diletakkan di gudang lapangan) dan
pengeringan dalam ruangan pengering atau Kiln Dryer (KD). Pengeringan
alami sangat lambat dan bergantung kepada keadaan cuaca alam, baik dari
intensitas panas matahari maupun sirkulasi udara yang terjadi di sekeliling
susunan balok kayu tersebut. Pengeringan di lapangan dilakukan selama ±3
hari, setelah 3 hari balok kayu kemudian diangkut ke KD dengan forklift untuk
pengeringan selanjutnya. Kiln Dryer (KD) berjumlah 8 kamar, dimana proses
pengeringan ini dilakukan selama ± 21 hari dengan suhu 70-800 yang
bertujuan untuk mengurangi kadar air sampai 12%. Selain utnuk mengurangi
kadar air pada balok kayu, di KD juga dilakukan pemberian obat anti rayap.
Untuk mengukur kadar air digunakan alat ukur jenis tokok yang bentuknya
diketahui. Balok kayu hasil pengeringan di KD kemudian diangkut ke lantai
produksi yaitu ke bagian Blanking untuk proses selanjutnya.
Pengeringan
Cutting
Molding
Pembuatan Profil
Pengeboran
Penghalusan
Finishing
Packing Blanking
[image:39.595.273.382.167.520.2]Perakitan
Gambar 2.3. Block Diagram Proses Produksi Daun Pintu Tipe Colonial 8P
2. Blanking
Blanking merupakan proses pengetaman awal, dimana bagian yang diketam
adalah sisi atas dan sisi bawah dari balok kayu. Mesin yang digunakan pada
proses ini adalah Blanking Planner. Balok kayu hasil pengetaman awal ini
3. Cutting (Pemotongan)
Balok kayu yang telah mengalami proses pengetaman awal kemudian
dipotong dengan menggunakan mesin under cut sesuai dengan ukuran yang
ditentukan dan dilebihkan sebanyak 2-3 cm per komponen.
4. Molding
Proses ini bertujuan untuk mencegah adanya permukaan yang tidak rata akibat
pemotongan pada kayu. Molding berbeda dengan blanking, selain
menggunakan mesin yang berbeda, blanking hanya bertujuan untuk
menghaluskan dua sisi permukaan saja yaitu sisi atas dan sisi bawah
sedangkan pada proses molding bertujuan untuk menghaluskan keempat
sisinya.
5. Pembuatan Profil
Proses ini bertujuan untuk membuat profil/pola. Pembuatan profil ada dua
yaitu pembuatan profil panjang dengan menggunakan mesin shaper dan profil
pendek dengan menggunakan mesin Double End.
6. Pengeboran
Proses pengeboran dilakukan untuk setiap komponen, komponen ST
menggunakan mesin Six Head Bor. TR, MR, BR, serta M menggunakan
mesin Double Head Bor dan Single Bor/One Head Bor.
7. Perakitan
Komponen-kompopnen MR, M, BR, P, dan dowel dirakit secara manual.
Setelah itu dilakukan penyatuan/perakitan komponen-komponen tersebut
8. Sanding
Setelah dilakukan perakitan, produk kemudian dibawa ke bagian sanding yang
bertujuan untuk menghaluskan permukaan pintu. Mesin yang digunakan
adalah mesin Sanding Master.
9. Finishing
Proses ini dilakukan secara manual yaitu melakukan pendempulan pada
bagian yang kasar atau untuk menutupi lubang-lubang kecil yang ada
dipermukaan pintu.
10.Packing
Pintu yang telah melewati proses finishing kemudian dikemas ke dalam plastik
dan diberi label. Pintu yang telah selesai dikemas kemudian disimpan di
BAB III
LANDASAN TEORI
3.1. Konsep Lean Manufacturing
Ohno (1997) seperti yang dikutip oleh Abdullah (2003) menjelaskan
bahwa ide dasar di balik sistem Lean Manufacturing, yang telah dipraktekkan
selama bertahun-tahun di Jepang, mencakup eliminasi pemborosan, pengurangan
biaya serta peningkatan kemampuan pekerja. Filosofi Jepang dalam menjalankan
bisnis sangatlah berbeda dengan filosofi yang telah lama diterapkan di Amerika.
Kepercayaan tradisional Barat beranggapan bahwa satu-satunya cara untuk
memperoleh keuntungan adalah dengan menambahkan keuntungan itu ke dalam
ongkos manufaktur agar dapat menaikkan harga jual seperti yang diinginkan.
Sebaliknya pendekatan cara Jepang percaya bahwa konsumen merupakan
generator harga jual. Semakin banyak kualitas yang dibangun kedalam suatu
produk dan semakin banyak jasa yang ditawarkan, maka semakin besar juga harga
yang rela dibayar oleh konsumen. Perbedaan antara biaya produk dan harga inilah
yang disebut sebagai profit. Ilmu Lean Manufacturing bekerja dalam setiap
tahapan di value stream dengan mengeliminasi pemborosan agar dapat
mengurangi biaya, meningkatkan output, dan pengurangan lead time produksi
Konsep dasar dalam lean manufacturing dapat diringkas sebagai berikut:
1. Pendefenisian waste (pemborosan)
Seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga akhir
dapat dikategorikan atas value added (yang memberikan nilai tambah) dan
value added (tidak memberikan nilai tambah). Setiap proses yang
non-value added dari sudut pandang konsumen harus dieliminasi.
2. Standardisasi proses
Lean menuntut adanya implementasi dari panduan produksi yang rinci,
disebut sebagai standardisasi kerja. Ini mengeliminasi variasi pekerja dalam
melakukan pekerjaannya.
2. Continuous flow
Lean bertujuan mengimplementasikan aliran produksi kontiniu, bebas dari
bottlenecks, interruption, atau waiting. Bila hal ini berhasil diimplementasikan
maka waktu siklus produksi dapat dikurangi hingga 90%.
3. Pull production
Disebut juga Just-in-Time (JIT) yang bertujuan menghasilkan produk yang
dibutuhkan pada waktu yang dibutuhkan.
4. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi.
5. Continuous Improvement
Lean ditujukan mencapai kesempurnaan dengan perbaikan bertahap untuk
3.2. Jenis-jenis Pemborosan
Lean berfokus pada peniadaan atau pengurangan pemborosan (atau
“muda”, bahasa Jepang untuk pemborosan) dan juga peningkatan atau
pemanfaatan secara total aktivitas yang akan meningkatkan nilai ditinjau dari
sudut pandang konsumen. Dari sudut pandang konsumen, nilai sama artinya
dengan segala sesuatu yang ingin dibayar oleh konsumen untuk suatu produk atau
jasa. Semua kegiatan tersebut dapat dikategorikan sebagai berikut:
a. Menciptakan nilai bagi produk (Value added activities) adalah aktivitas yang
mentransformasi material atau informasi yang diinginkan dari sudut pandang
konsumen.
b. Tidak dapat menciptakan nilai, tapi tidak dapat dihindari dengan teknologi dan
asset yang sekarang dimiliki dan dibutuhkan untuk mengtransformasi material
menjadi produk (Necessary non value added activities)
c. Tidak dapat menciptakan nilai bagi produk (Non value added activities)
Semua kegiatan yang menciptakan nilai bagi produk harus tetap berada
dalam proses. Setiap kegiatan berada di luar value added time sepanjang value
stream adalah termasuk non value added time. Kegiatan yang tidak dapat
menciptakan nilai tapi tidak dapat dihindarkan (Necessary non value added
activities), pada awalnya harus dapat diperiksa dan kemudian harus dihilangkan
bila sudah memungkinkan. Kegiatan berjalan mengambil part dan memindahkan
tools dari satu operator ke operator lain merupakan contoh kegiatan penting tetapi
tidak memberikan nilai tambah. Pada saat suatu kegiatan tidak dapat menciptakan
Waktu menunggu dan pengangkutan yang berulang merupakan contoh kegiatan
yang tidak bernilai tambah. Jenis kegiatan seperti ini dalam bahasa Jepang disebut
muda.
Toyota telah mengidentifikasikan tujuh jenis pemborosan yang tidak
menambah nilai dalam proses bisnis atau manufaktur. Pemborosan tersebut dapat
terjadi baik dalam pabrik maupun gudang. Walaupun tiap pabrik menghasilkan
produk yang berbeda, akan tetapi jenis pemborosan yang terdapat dalam
lingkungan industri manufaktur relatif sama. Ketujuh jenis pemborosan tersebut
adalah:
1. Produksi yang berlebih (overproduction)
Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan
b. Memproduksi dalam jumlah yang lebih besar dari pada yang dibutuhkan
oleh pelanggan.
Memproduksi lebih awal atau lebih cepat dari yang dibutuhkan pelanggan
menciptakan pemborosan lain seperti biaya kelebihan tenaga kerja,
penyimpanan dan transportasi karena persediaan berlebih. Persediaan dapat
berupa fisik atau antrian informasi.
2. Waktu menunggu (waiting time)
Kriteria waktu menunggu adalah:
b. Pekerja berdiri menunggu tahap selanjutnya dari proses baik menunggu
alat, pasokan, komponen dan lain sebagainya, atau menganggur karena
kehabisan material, keterlambatan proses, kerusakan mesin dan bottleneck.
c. Waktu menunggi informasi
d. Material yang keluar dari satu proses dan tidak langsung dikerjakan di
proses selanjutnya
3. Transportasi yang berlebih
Kriteria transportasi yang berlebih adalah:
a. Memindahkan barang dalam proses (WIP) dari satu tempat ke tempat yang
lain dalam satu proses, bahkan jika hanya dalam jarak dekat.
b. Menciptakan angkutan yang tidak efisien.
c. Pemindahan yang repetitif dan menempuh jarak jauh.
4. Proses yang berlebih
Kriteria proses berlebih adalah:
a. Melakukan langkah yang tidak diperlukan untuk memproses komponen.
b. Melaksanakan pemrosesan yang tidak efisien karena alat dan rancangan
produk yang buruk, menyebabkan gerakan yang tidak perlu sehingga
memproduksi barang cacat.
5. Persediaan berlebih
Salah satu kriteria persediaan berlebih adalah persediaan yang dapat
meningkatkan resiko barang kadaluarsa, barang rusak. Menurut Toyota
persediaan adalah pemborosan. Bahan baku, barang dalam proses atau barang
pengangkutan dan penyimpanan, serta keterlambatan. Persediaan berlebih juga
menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan
pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang
panjang.
6. Gerakan yang tidak perlu
Kriteria gerakan yang tidak perlu adalah:
a. Gerakan tersebut tidak memberikan nilai tambah bagi produk seperti
mencari, memilih atau menumpuk komponen, alat dan lain sebagainya.
b. Berjalan juga merupakan pemborosan.
7. Produk cacat
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan
atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi,
berarti tambahan penanganan, waktu, dan upaya yang sia-sia.
3.3. Metode yang Digunakan dalam Lean Manufacturing
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan
yang ingin dicapai serta kemungkinan penerapannya di perusahaan. Beberapa
metode yang dapat digunakan untuk menerapkan lean manufacturing adalah
sebagai berikut:
1. Standardisasi Kerja
Pembentukan proses dan prosedur yang terstandardisasi merupakan kunci
dalam menciptakan kinerja yang konsisten. Standardisasi digerakkan oleh pekerja,
cukup detail dapat memberikan kontribusi yang besar terhadap standardisasi.
Standardisasi pekerjaan dapat diartikan bahwa proses dan panduan dalam proses
produksi didefinisikan dan dikomunikasikan secara jelas, dengan tingkat kerincian
yang tinggi, untuk mengeliminasi variasi dan asumsi yang salah dalam melakukan
pekerjaan. Presiden Toyota, Cho, menyatakan bahwa terdapat 3 elemen dalam
standardisasi kerja, yaitu:
a. Standardisasi urutan pekerjaan, merupakan aturan bagi pekerja dalam
melakukan tugasnya, termasuk gerakan dan urutan proses.
b. Standardisasi timing, merupakan takt time. Takt dalam bahasa Jerman artinya
ritme atau meter. Takt time berarti waktu yang diperlukan untuk
menyelesaikan satu pekerjaan sesuai dengan tingkat kecepatan permintaan
pelanggan. Takt time dapat digunakan untuk menetapkan kecepatan produksi
dan memberi sinyal kepada para pekerja jika mereka terlalu cepat atau terlalu
lamban.
c. Standardisasi persediaan antar proses, merupakan jumlah minimum unit
persediaan yang diperlukan untuk menyelesaikan pekerjaan yang
terstandardisasi tersebut. Hal ini diperlukan untuk menjaga supaya proses
produksi dapat berjalan dengan lancar.
2. Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang
lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang
pengembangan proses sebelum proses pengembangan itu dimulai. Penggambaran
ruang lingkup dilakukan sebelum penggambaran lebih rinci untuk setiap proses.
Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas,
yaitu:
a. Suppliers adalah orang, departemen atau organisasi yang memberikan
informasi kunci, material, atau sumber daya lain kepada proses. Jika suatu
proses terdiri dari beberapa sub proses, maka sub proses sebelumnya dapat
dianggap sebagai petunjuk pemasok internal (internal suppliers).
b. Inputs adalah segala sesuatu yang diberikan oleh suppliers kepada proses.
c. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal
menambah nilai kepada inputs (proses transformasi nilai tambah kepada
inputs). Suatu proses biasanya terdiri dari beberapa sub-proses.
d. Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri
manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi
(final product). Termasuk kedalam outputs adalah informasi-informasi kunci
dari proses.
e. Customers adalah orang atau kelompok orang, atau sub proses yang menerima
outputs. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses
sesudahnya dapat dianggap sebagai pelanggan internal (internal customers).
Langkah-langkah dalam membuat Diagram SIPOC adalah:
1) Membuat suatu wilayah diagram yang memungkinkan untuk diisi dengan
elemen-elemen berkaitan. Diagram diberi keterangan Supplier, Input, Process,
2) Identifikasikan setiap level proses produksi.
3) Identifikasikan output dari setiap proses.
4) Identifikasikan konsumen yang akan menerima output dari proses.
5) Identifikasikan input yang diperlukan untuk setiap proses agar dapat berfungsi
dengan baik.
6) Identifikasikan supplier dari input yang dibutuhkan proses.
7) identifikasikan kebutuhan dari konsumen.
3. Pengendalian Visual (Visual Control)
Sistem kendali visual adalah alat komunikasi tentang prosedur dan status
produksi yang digunakan dalam lingkungan kerja, untuk menunjukkan bagaimana
pekerjaan seharusnya dilakukan dan apakah terjadi penyimpangan terhadap
standar, sehingga pekerja dapat melakukan pekerjaannya secara efektif.
Pengendalian visual lebih dari sekedar mengungkapkan penyimpangan dari target
atau tujuan melalui bagan dan grafik dan menempatkannya agar dapat dilihat oleh
orang banyak. Beberapa alat yang termasuk ke dalam sistem kendali visual
adalah:
a. Visual displays, berupa grafik, tabel, prosedur dan dokumentasi proses sebagai
referensi bagi pekerja produksi.
b. Visual controls, merupakan indikator yang berfungsi sebagai pengendali atau
sinyal. Termasuk ke dalamnya dalah informasi status produksi, informasi
c. Visual process indicators, mengkomunikasikan proses produksi atau aliran
bahan baku yang benar. Contohnya area lantai produksi yang dicat untuk
menyimpan produk yang tidak cacat.
4. Continuous Improvement dengan 5S
5S merupakan serangkaian aktivitas yang dilakukan secara
berkesinambungan di tempat kerja untuk menghilangkan pemborosan yang
menyebabkan kesalahan, cacat, bahkan kecelakaan kerja. 5S merupakan aktivitas
sederhana yang dilakukan di tempat kerja, bahkan dalam kehidupan sehari-hari,
sehingga 5S seumpama cermin yang memantulkan pola sikap dan perilaku
seseorang dalam bekerja. Keberhasilan 5S terletak pada sejauh mana metode ini
dapat mengubah perilaku kerja seseorang, karena pekerja melakukan 5S ini
sebagai suatu kebiasaan (habit) bukan suatu paksaan, sehingga inisiatif perbaikan
di tempat kerja akan muncul dengan sendirinya. 5S terdiri dari:
a. Seiri (Ringkas) : memilah-milah antara barang-barang yang diperlukan dan
yang tidak diperlukan. Barang yang diperlukan akan dipisahkan berdasarkan
frekuensi penggunaannya dan kemudian akan dibedakan lokasi peletakannya.
Semakin sering digunakan, maka akan diletakkan makin dekat dengan tempat
kerja. Untuk barang yang tidak diperlukan harus segera dibuang dan tidak
diperkenankan memberi status tidak jelas (status quo) pada barang.
b. Seiton (Rapi) : menyimpan barang di tempat yang tepat atau dalam tata
letak/posisi yang benar, sehingga dapat segera ditemukan apabila akan
barang. Parameter keberhasilan rapi yaitu seberapa cepat orang dapat
menemukan barang yang dicari.
c. Seiso (Resik) : membersihkan sampah, kotoran dan benda-benda asing di
tempat kerja. Disini diutamakan pembersihan sebagai pemeriksaan terhadap
kebersihan dan menciptakan tempat kerja yang bebas dari kesalahan yang
dapat berdampak buruk pada mesin/benda kerja atau bahkan kecelakaan kerja.
d. Seiketsu (Rawat) : membuat sistem dan prosedur untuk mempertahankan dan
memonitor ketiga S diatas (Seiri, Seiton, Seiso). Penetapan standard secara
visual (warna, grafik, gambar, label) agar ketiga S tersebut dapat dilakukan
oleh semua orang dengan mudah tanpa salah.
e. Shitsuke (Rajin/Disiplin) : melatih dan menanamkan kemampuan untuk
melakukan sesuatu dengan cara yang benar. Intinya adalah bagaimana
membuat aktivitas ketiga S tersebut menjadi habit/kebiasaan bagi setiap orang,
karena inilah memang tujuan akhir yang ingin dicapai dari 5S.
5. SMED (Single-Minute Exchange of Dies)
Salah satu metode Lean yang dapat memperbaiki tempat kerja adalah
Single-Minute Exchange of Dies (SMED) yang merupakan sebuah metodologi
yang dikhususkan dalam pengurangan waktu setup. Tujuan akhir dari SMED
adalah zero setup. Manfaat dari SMED antara lain dapat mengurangi persediaan,
memperbaiki fleksibilitas, meningkatkan kapasitas, dan dapat memberikan
pelayanan yang lebih baik kepada pelanggan. SMED terdiri atas beberapa
a. mengidentifikasi langkah-langkah pengerjaan setup internal dan setup
eksternal
b. menkonversikan atau merubah langkah-langkah setup internal menjadi
langkah-langkah setup eksternal.
c. memperbaiki atau meningkatkan seluruh aspek-aspek dari operasi setup
d. menghilangkan setup yang ada.
6. Value Stream Mapping
Value Stream adalah sekumpulan dari seluruh kegiatan yang di dalamnya
terdapat kegiatan yang memberikan nilai tambah dan yang tidak memberikan nilai
tambah yang dibutuhkan untuk membawa produk maupun satu grup produk dari
sumber yang sama untuk melewati aliran-aliran utama, mulai dari raw material
hingga sampai ke tangan konsumen. Kegiatan-kegiatan ini merupakan bagian dari
keseluruhan proses supply chain yang mencakup aliran informasi dan aliran
operasi, sebagai inti dari setiap proses lean yang berhasil. Value Stream Mapping
merupakan suatu alat perbaikan (tool) dalam perusahaan yang digunakan untuk
membantu memvisualisasikan proses produksi secara menyeluruh, yang
merepresentasikan baik aliran material juga aliran informasi.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis
pemborosan di sepanjang value stream dan untuk mengambil langkah dalam
upaya mengeliminasi pemborosan tersebut. Mengambil langkah ditinjau dari segi
value stream berarti bekerja dalam satu lingkup gambar yang besar (bukan
mengoptimalkan aliran secara sepotong-sepotong. Hal ini memunculkan suatu
bahasa yang umum digunakan dalam proses produksi, dengan demikian akan
mampu memfasilitasi keputusan yang lebih matang dalam memperbaiki value
stream.
Value stream mapping dapat menyajikan suatu titik balik yang optimal
bagi setiap perusahaan yang ingin menjadi lean. Rother dan Shock (1999) seperti
yang dikutip oleh Abdullah (2003), menyimpulkan keuntungan-keuntungan yang
diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut:
1. Untuk membantu perusahaan memvisualisasikan lebih dari sekedar level
proses tunggal (misalnya: proses perakitan dan juga pengelasan) dalam
produksi. Dengan demikian akan terlihat jelas seluruh aliran.
2. Pemetaan membantu perusahaan tidak hanya melihat pemborosan yang ada
tetapi juga sumber penyebab pemborosan yang terdapat dalam value stream.
3. Value stream menggabungkan antara konsep lean dan teknik yang dapat
membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang
asal-asalan.
4. Sebagai dasar dari rencana implementasi. Dengan membantu perusahaan
merancang bagaimana keseluruhan aliran yang door-to-door, diharapkan
konsep lean ini dapat mengoperasikan bagian yang hilang dalam banyak
upaya me-lean-kan suatu value stream map menjadi blueprint dalam
Dua langkah utama dalam pemetaan Value Stream Mapping, yaitu:
a. Pembuatan Current State Map untuk memetakan kondisi di lantai pabrik saat
ini, sehingga dapat mengidentifikasi pemborosan apa saja yang terjadi.
b. Pembuatan Future State Map sebagai usulan rancangan perbaikan dari
Current State Map yang ada.
Petunjuk pembuatan current state map adalah sebagai berikut:
1. Penentuan Family Product yang akan dijadikan sebagai Model Line
Tahap ini merupakan tahap awal dalam menggambar Current State Map.
Setelah mengetahui konsep yang benar tentang Lean, maka pada tahap ini
perlu ditentukan produk yang akan dijadikan model line sebagai target
perbaikannya. Tujuan pemilihan model-line adalah agar penggambaran sistem
fokus pada satu produk saja yang bisa dianggap sebagai acuan dan
representasi dari sistem produksi yang ada. Mengidentifikasi suatu family
product dapat dilakukan baik dengan menggunakan produk dan matriks proses
untuk mengklasifikasikan langkah proses yang sama untuk produk yang
berbeda. Untuk menentukan famili produk mana yang akan dipetakan
tergantung keputusan perusahaan yang dapat ditentukan dari pandangan bisnis
seperti tingkat penjualan, atau menurut fokus perusahaan.
2. Penentuan Value Stream Manager
Untuk melihat value-stream suatu produk secara keseluruhan tentunya
perusahaan perlu dilihat sebagai satu kesatuan yang utuh, sehingga
batasan-batasan organisasi dalam perusahaan perlu diterobos. Karena pada dasarnya
terbatas pada fungsinya masing-masing. Sehingga biasanya orang hanya
bertanggungjawab pada apa yang menjadi bagiannya (pada areanya saja) tanpa
perlu mengetahui proses secara keseluruhan menurut sudut pandang
value-stream. Oleh karena itu dalam memetakan value-stream agar nantinya dapat
dibuat suatu usulan perancangan, diperlukan seorang Value-stream Manager
yakni orang yang paham mengenai proses keseluruhan dalam value-stream
suatu produk sehingga dapat membantu dalam memberikan saran bagi
perbaikan value-stream produk tersebut.
3. Pembuatan Peta Untuk Setiap Kategori Proses (Door-to-Door Flow) di
Sepanjang Value-stream
Keadaan sebenarnya di lapangan diperoleh saat penggambar berjalan di
sepanjang proses aktual value stream dari proses produksi yang aktual.
Melakukan pengamatan mendetail untuk setiap kategori proses. Untuk setiap
proses, maka seluruh informasi kritis termasuk lead time, cycle time,
changeover time, uptime, EPE (ukuran batch produksi), jumlah operator dan
waktu kerja (sudah dikurangi dengan waktu istirahat), level inventory, dan
informasi lainnya yang perlu didokumentasikan. Semuanya akan dimasukkan
dalam suatu data box untuk masing-masing proses. Level inventory pada peta
seharusnya disesuaikan dengan level pada waktu pemetaan aktual dan bukan
berdasarkan rataan karena penting untuk menggunakan gambar aktual
daripada rata-rata historis yang disediakan oleh perusahaan. Untuk setiap
a. Cycle Time (C/T)
Cycle time (C/T) merupakan salah satu ukuran penting yang dibutuhkan
dalam kegiatan Lean selain Value-creating time (VCT) dan Lead time
(L/T). Cycle time menyatakan waktu yang dibutuhkan oleh satu operator
untuk menyelesaikan seluruh elemen/kegiatan kerja dalam membuat satu
part sebelum mengulangi kegiatan untuk membuat part berikutnya.
Value-creating time (VCT) menyatakan waktu keseluruhan elemen kerja
yang biasa mentransformasikan suatu produk dalam cara yang rela dibayar
oleh konsumen. Lead time (L/T) menyatakan waktu yang dibutuhkan
untuk seluruh proses atau dalam satu value stream, mulai dari awal hingga
akhir proses.
Biasanya : VCT < C/T < L/T
b. Change-over Time (C/O)
Menyatakan waktu yang dibutuhkan untuk merubah posisi (switch) dari
memproduksi satu jenis produk menjadi produk yang lainnya. Dalam hal
ini biasanya changeover time menyatakan waktu untuk memindahkan dari
posisi kiri menjadi posisi kanan dalam pembuatan satu produk simetris.
c. Uptime
Menyatakan kapasitas mesin yang digunakan dalam mengerjakan satu
proses. Kapasitas mesin bersifat on-demand machine uptime. Artinya
informasi mesin ini tetap.
d. Jumlah Operator
e. Waktu Kerja
Waktu kerja yang dibutuhkan untuk tiap shift pada suatu proses sesudah
dikurangi dengan waktu istirahat (break), waktu rapat (meeting), dan
waktu membersihkan area kerja (cleanup times).
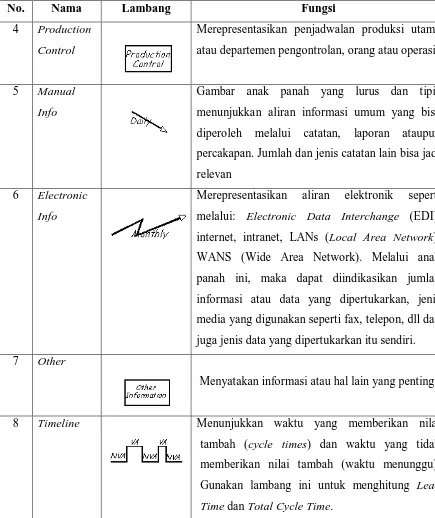
Lambang-lambang yang biasa digunakan dalam penggambaran aliran proses
VSM pada tahap ini dapat dilihat pada Tabel 3.1.
Tabel 3.1. Lambang-Lambang yang Digunakan pada Peta Kategori Proses
No. Nama Lambang Fungsi
1 Customer /
Supplier
Merepresentasikan Supplier bila diletakkan di
kiri atas, yakni sebagai titik awal yang umum
digunakan dalam penggambaran aliran material.
Sementara gambar akan merepresentasikan
Customer bila ditempatkan di kanan atas,
biasanya sebagai titik akhir aliran material.
2 Dedicated
Process
Menyatakan proses, operasi, mesin atau
departemen yang melalui aliran material. Secara
khusus, untuk menghindari pemetaan setiap
langkah proses yang tidak diinginkan, maka
lambang ini biasanya merepresentasikan satu
departemen dengan aliran internal yang kontinu.
3 Shared
Process
Menyatakan operasi proses, departemen atau
stasiun kerja dengan famili-famili yang saling
berbagi dalam value-stream. Perkiraan jumlah
operator yang dibutuhkan dalam Value Stream
dipetakan, bukan sejumlah operator yang
Tabel 3.1. Lambang-Lambang yang Digunakan Digunakan pada Peta Kategori Proses (Lanjutan)
No. Nama Lambang Fungsi
4 Data Box Lambang ini memiliki lambang-lambang
didalamnya yang menyatakan informasi / data
yang dibutuhkan unuk menganalisis dan
mengamati sistem
5 Work Cell Mengindikasi banyak proses yang terintegrasi
dalam sel-sel kerja manufaktur, seperti sel-sel
yang biasa memproses famili terbatas dari
produk yang sama atau produk tunggal.
Produk berpindah dari satu langkah proses ke
langkah proses lain dalam berbagai batch yang
kecil atau bagian-bagian tunggal.
6 Inventory Menunjukkan keberadaan suatu inventory
diantara dua proses. Ketika memetakan
current state, jumlah inventory dapat
diperkirakan dengan satu perhitungan cepat,
dan jumlah tersebut dituliskan dibawah
gambar segitiga. Jika terdapat lebih dari satu
akumulasi inventory, gunakan satu lambang
untuk masing-masing inventory. Lambang ini
juga dapat digunakan untuk merepresentasikan
penyimpanan bagi raw material dan finished
goods.
7 Operator Lambang ini merepresentasikan operator.
Lambang ini menunjukkan jumlah operator
yang dibutuhkan untuk melakukan suatu
2. Pembuatan Peta Aliran Material dan Informasi Keseluruhan Pabrik
Value stream mapping juga mencakup aliran material yang harus ada dalam
peta. Selain aliran material, maka yang tak kalah pentingnya dalam value
stream mapping adalah aliran informasi yang juga mencakup aliran yang
ditunjukkan dengan ikon push arrow. Penggambaran shipments dan lead-time
bar dari bahan mentah hingga produk jadi (finished good) yang telah berada di
shipping-end untuk dikirim ke konsumen. Dengan demikian Current State
Map telah lengkap. Pada tahapan ini, maka gambar yang telah dibuat pada
tahap sebelumnya, disempurnakan dengan lambang-lambang yang dapat
dilihat pada Tabel 3.2.
Tabel 3.2. Lambang-Lambang yang Melengkapi Peta Keseluruhan
No.