PERENCANAAN PRODUKSI DENGAN PENDEKATAN
FUZZY LINEAR PROGRAMMING PADA PT. CAKRA
COMPACT ALUMINIUM INDUSTRIES
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat
Guna Memperoleh Gelar Sarjana Teknik
Oleh
MARIATY PEBRIANA SIHOMBING
040403067
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
ABSTRAK
PT. Cakra Compact Aluminium Industries perusahaan swasta nasional yang bergerak dibidang industri untuk pengolahan aluminium dengan jenis MF(Mill Finishing), AN (Anodizing) dan PC (Powder Coating).
PT. Cakra Compact Aluminium Industries, selama tahun 2007 sampai 2008 mengalami peningkatan jumlah produksi. Dengan kondisi ini, perusahaan dihadapkan dengan keterbatasan sumber daya seperti keterbatasan jumlah jam kerja dan bahan baku. Hal ini memperlihatkan bahwa perlunya suatu metode perencanaan produksi yang tepat untuk mengoptimalkan jumlah produksi yang akan dihasilkan.
Penerapan metode fuzzy linear programming dilakukan berdasarkan pertimbangan diperlukan adanya suatu batasan nilai terhadap jumlah produksi dengan ketersediaan sumber daya yang ada, sehingga diperoleh jumlah produksi yang optimal. Fuzzy Linear Programming merupakan pendekatan metode linear
programming biasa dengan konsep logika fuzzi pada t = 0 yaitu tanpa
menggunakan batasan nilai penambahan atau pengurangan terhadap jumlah permintaan dan ketersediaan sumber daya dengan konsep logika fuzzi pada t = 1 yaitu dengan menggunakan batasan nilai tersebut.
Hasil penelitian menunjukkan bahwa besar persentase keuntungan dari profil aluminium pada bulan April – Juni 2009 meningkat. Yaitu untuk bulan April 13,25%, bulan Mei 11,66% dan bulan Juni 11,65% dengan jumlah produksi profil MF sebanyak 3060, 3370 dan 4460 unit, profil AN sebanyak 4580, 4190 dan 2752 unit dan profil PC sebanyak 3838, 3994 dan 4331 unit. Dari hasil perhitungan fuzzy linear programming terdapat nilai λ-cut yang digunakan untuk mengimplementasikan setiap batasan sumber daya yang tersedia. Besarnya nilai
λ-cut untuk bulan April, Mei dan Juni adalah 0,45; 0,47 dan 0,46.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Kuasa atas
kasih setiaNya sehingga penulis dapat melakukan penelitian dan menyelesaikan
tugas sarjana ini sesuai dengan waktu yang telah ditentukan. Tugas sarjana ini
merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa untuk
menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas
Sumatera Utara.
Tugas sarjana ini berjudul “Perencanaan Produksi dengan Pendekatan
Fuzzy Linear Programming pada PT. Cakra Compact Aluminium Industries ”.
Adapun latar belakang penulis mengangkat judul ini adalah penulis ingin
memberikan suatu perbandingan metode perencanaan produksi dengan
pendekatan konsep logika fuzzi.
Penulis menyadari bahwa sepenuhnya tugas sarjana ini masih banyak
kekurangan dikarenakan keterbatasan waktu dan pengetahuan penulis. Oleh
karena itu, penulis mengharapkan saran dan kritik yang membangun demi
kebaikan tugas sarjana ini. Semoga tugas sarjana ini bermanfaat bagi kita semua.
MEDAN, JUNI 2009
UCAPAN TERIMAKASIH
Selama penyusunan laporan tugas sarjana ini, penulis banyak mendapatkan
dukungan dan bantuan dari berbagai pihak. Maka pada kesempatan ini dengan
hati yang tulus penulis ingin mengucapkan terimakasih kepada:
1. Bapak Ir. Tanib S. Tjolia, M.Eng, sebagai dosen pembimbing I dalam
penyelesaian Tugas Sarjana ini, yang telah menyediakan waktu dan perhatian
untuk membimbing penulis dalam menyelesaikan tugas sarjana ini.
2. Ibu Tuti Sarma Sinaga, ST, MT, sebagai dosen pembimbing II dalam
penyelesaian Tugas Sarjana ini, yang telah menyediakan waktu dan perhatian
untuk membimbing penulis dalam menyelesaikan tugas sarjana ini.
3. Bapak Ir. Sugi Arto Pujangkoro, MM, sebagai Koordinator Tugas Akhir yang
telah mengarahkan penulis dalam memahami judul tugas sarjana.
4. Bapak Prof. Ir. Sukaria Sinulingga M.Eng, sebagai Koordinator Bidang untuk
Manufaktur yang telah mengarahkan penulis dalam memahami judul tugas
sarjana.
5. Ibu Ir. Rosnani Ginting, MT, sebagai Ketua Departemen Teknik Industri
Fakultas Teknik, Universitas Sumatera Utara yang turut memberikan motivasi
kepada penulis dalam menyelesaikan tugas sarjana ini.
6. Bapak Ir. Sofiansyah sebagai pembimbing lapangan di PT. Cakra Compact
Aluminium Industries yang telah meluangkan waktu untuk membantu penulis
7. Bapak Ir. J.O. Nikson Simbolon sebagai pimpinan personalia di PT. Cakra
Compact Aluminium Industries, yang telah memberikan kesempatan bagi
penulis untuk melakukan penelitian.
8. Bang Bowo, Kak Dina, dan Bang Tumijo, selaku pegawai Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah membantu
penulis dalam pengurusan berkas-berkas tugas sarjana.
9. Kedua Orang tuaku, Kak Rina, Bang Heri, Laura dan Ester atas doa, perhatian
dan dukungannya yang diberikan kepada penulis.
10.Juana, Erna dan Anggiat selaku rekan penulis dalam penelitian tugas akhir di
PT. Cakra Compact Aluminium Industries yang telah memberikan bantuan,
semangat dan dukungan selama ini.
11. Elfrida, Desima, Misna, Wenny, Yetti, Dame dan Valent dan teman-teman
stambuk 2004 lainnya selaku rekan penulis dalam penelitian tugas akhir atas
bantuan, dukungan serta kerja sama yang baik selama penelitian sampai
penyelesaian tugas sarjana ini.
12.Kelompok Kecil “Maranatha & Live In Jesus”, “Solideo Gloria” (Lidia, Mega
dan Sinurmaida), “Joyful” (Jhon Li dan Veronica), Kak Bella dan Kak
Plorensi buat doa dan semangat selama penyelesaian tugas sarjana ini.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKASI EVALUASI TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian dan Manfaat Penelitian ... I-2
1.4. Pembatasan Masalah dan Asumsi Penelitian ... I-3
1.5. Sistematika Penulisan Tugas Sarjana ... I-4
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3.1. Struktur Organisasi ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3
2.3.3. Tenaga Kerja dan Jam Kerja ... II-17
2.3.3.1. Tenaga Kerja ... II-17
2.3.3.2. Jam Kerja ... II-18
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-19
2.4. Proses Produksi ... II-22
2.4.1. Bahan-bahan yang Digunakan ... II-22
2.4.1.1. Bahan Baku ... II-22
2.4.1.2. Bahan Tambahan ... II-22
2.4.1.3. Bahan Penolong ... II-24
2.4.2. Uraian Proses Produksi ... II-24
2.4.3. Mesin - Mesin dan Peralatan ... II-31
2.4.3.1. Mesin Produksi ... II-31
2.4.3.2. Peralatan Produksi ... II-34
III. LANDASAN TEORI
3.1. Perencanaan Produksi ... III-1
3.2. Pengukuran Waktu ... III-2
3.2.1. Pengujian Data Waktu... III-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.2.2. Penyesuaian dan Kelonggaran ... III-7
3.2.3. Perhitungan Waktu Baku... III-9
3.3. Pemograman Linear ... III-9
3.4. Logika dan Himpunan Fuzzi ... III-12
3.5. Fuzzy Linear Programming ... III-13
IV. METODOLOGI PENELITIAN
4.1. Pemilihan Obyek Penelitian ... IV-1
4.1.1. Obyek Penelitian ... IV-1
4.1.2. Dasar Pemilihan Obyek Penelitian ... IV-1
4.2. Studi Pendahuluan ... IV-2
4.3. Metode Pengumpulan Data ... IV-3
4.4. Metode Pengolahan Data ... IV-3
4.5. Analisis Pemecahan Masalah ... IV-6
4.6. Kesimpulan dan Saran ... IV-7
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Kapasitas Produksi ... V-1
5.1.2. Kerusakan Mesin ... V-1
5.1.3. Jumlah Waktu Kerja... V-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.5. Jumlah Pemakaian dan Ketersediaan Bahan Baku
Penolong dan Bahan Tambahan ... V-8
5.1.6. Keuntungan Setiap Profil ... V-9
5.2. Pengolahan Data ... V-9
5.2.1. Penentuan Variabel Keputusan ... V-9
5.2.2. Penentuan Fungsi Kendala Pertama ... V-10
5.2.2.1. Formulasi Fungsi Kendala Pertama ... V-10
5.2.2.2. Penentuan Nilai Toleransi Interval untuk
Fungsi Kendala Pertama ... V-11
5.2.3. Penentuan Fungsi Kendala Kedua ... V-13
5.2.3.1. Uji Keseragaman dan Kecukupan Data Waktu
Siklus... V-13
5.2.3.2. Penentuan Rating Factor dan Allowance ... V-19
5.2.3.3. Perhitungan Waktu Normal dan Waktu Standar V-21
5.2.3.3.1. Waktu Normal ... V-21
5.2.3.3.2. Waktu Baku ... V-22
5.2.3.4. Formulasi Fungsi Kendala Kedua ... V-23
5.2.3.5. Penentuan Nilai Toleransi Interval untuk
Fungsi Kendala Kedua ... V-24
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4.1. Formulasi Fungsi Kendala Ketiga ... V-26
5.2.4.2. Penentuan Nilai Toleransi Interval untuk
Fungsi Kendala Ketiga... V-27
5.2.5. Penentuan Fungsi Tujuan ... V-30
5.2.6. Penentuan Model Linear Programming dengan Konsep
Logika Fuzzi ... V-31
5.2.7. Penyelesaian Model Linear Programming dengan
Konsep Logika Fuzzi pada t = 0 ... V-33
5.2.8. Penyelesaian Model Linear Programming dengan
Konsep Logika Fuzzi pada t = 1 ... V-45
5.2.9. Pembentukan Model Fuzzy Linear Programming ... V-47
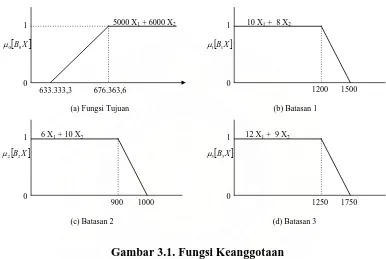
5.2.9.1. Penggambaran Fungsi Keanggotaan Fuzzi ... V-47
5.2.9.2. Formulasi Model Fuzzy Linear Programming . V-52
5.2.10. Penyelesaian Model Fuzzy Linear Programming ... V-55
VI. ANALISis PEMECAHAN MASALAH
6.1. Analisis Model Linear Programming dengan Konsep Logika
Fuzzi t = 0…... VI-1
6.2. Analisis Model Linear Programming dengan Konsep Logika
Fuzzi t = 1... VI-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.4. Analisis Model Perencanaan Produksi yang Diterapkan pada
PT. Cakra Compact Aluminium Industries dengan Model
Perencanaan Produksi Fuzzy Linear Programming ... VI-9
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Tenaga Kerja PT. Cakra Compact Aluminium Industries... II-17
2.2. Bahan Penolong yang Digunakan ... II-23
5.1. Kapasitas Produksi Terpasang ... V-1
5.2. Persentase Kerusakan Mesin ... V-1
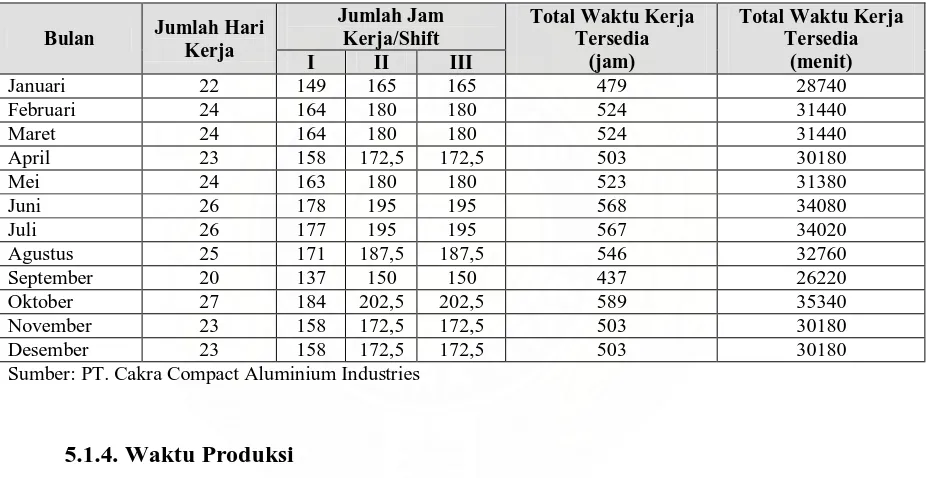
5.3. Jumlah Waktu Kerja Tersedia Tahun 2009 ... V-3
5.4. Waktu Siklus Profil MF ... V-6
5.5. Waktu Siklus Profil AN ... V-7
5.6. Waktu Siklus Profil PC ... V-7
5.7. Jumlah Pemakaian dan Ketersediaan Bahan Baku, Bahan Tambahan
dan Bahan Penolong Untuk Tiap Profil Aluminium ... V-8
5.8. Keuntungan dari Setiap Penjualan Aluminium ... V-9
5.9. Pengelompokkan Data Waktu Siklus dalam Sub Group ... V-14
5.10. Uji Keseragaman Data Untuk Profil MF ... V-15
5.11. Uji Keseragaman Data Untuk Profil AN ... V-16
5.12. Uji Keseragaman Data Untuk Profil PC... V-16
5.13. Perhitungan Uji Kecukupan Data Untuk Profil MF... V-18
5.14. Perhitungan Uji Kecukupan Data Untuk Profil AN ... V-18
5.15. Perhitungan Uji Kecukupan Data Untuk Profil PC ... V-18
5.16. Rekapitulasi Waktu Siklus... V-18
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.18. Rating Factor Tiap Stasiun Kerja ... V-19
5.19. Allowances Tiap Stasiun Kerja ... V-20
5.20. Waktu Normal Pada Stasiun Kerja ... V-22
5.21. Waktu Baku Pada Stasiun Kerja ... V-22
5.22. Ketersediaan Waktu Lembur Tahun 2009 ... V-24
5.23. Penambahan Bahan Baku, Bahan Tambahan dan Bahan Penolong
yang Diizinkan ... V-28
5.24. Rekapitulasi Fungsi Tujuan dan Fungsi Kendala Bulan April, Mei
dan Juni ... V-31
5.25. Tabel Simpleks Awal ... V-38
5.26. Tabel Simpleks Iterasi I ... V-39
5.27. Tabel Simpleks Iterasi II ... V-40
5.28. Tabel Simpleks Iterasi III ... V-41
5.29. Tabel Simpleks Iterasi IV ... V-42
5.30. Tabel Simpleks Iterasi V ... V-43
5.31. Rekapitulasi Perhitungan Model Linear Programming dengan
Konsep Logika Fuzzi pada t = 0 ... V-44
5.32. Rekapitulasi Perhitungan Model Linear Programming dengan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.34. Batasan Fuzzi pada Model Linear Programming Bulan Mei ... V-48
5.35. Batasan Fuzzi pada Model Linear Programming Bulan Juni ... V-48
5.36. Rekapitulasi Nilai po... V-53
5.37. Jumlah Produksi Bulan April-Mei 2009 ... V-55
6.1. Rekapitulasi Hasil Perhitungan dengan Konsep Logika Fuzzi t = 0
untuk Bulan April, Mei dan Juni... VI-4
6.2. Rekapitulasi Hasil Perhitungan dengan Konsep Logika Fuzzi t = 1
untuk Bulan April, Mei dan Juni... VI-5
6.3. Rekapitulasi Hasil Perhitungan dengan Model Fuzzy Linear
Programming untuk Bulan April, Mei dan Juni ... VI-6
6.4. Perbandingan Kapasitas Produksi, Ketersediaan Jam Kerja dan
Ketersediaan Bahan di Pabrik dengan Hasil Fuzzy Linear
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Cakra Compact Aluminium Industries ... II-4
2.2. Blok Diagram Proses Pembuatan Profil Aluminium ... II-25
3.1. Fungsi Keanggotaan ... III-20
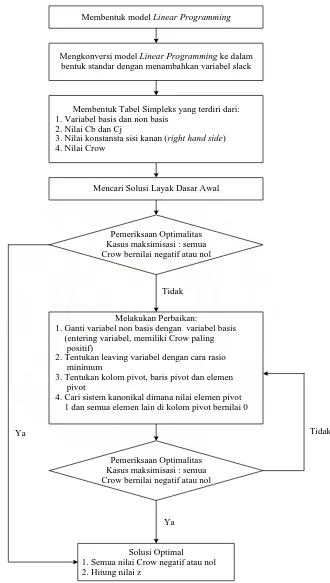
4.1. Blok Diagram Metode Simpleks ... IV-8
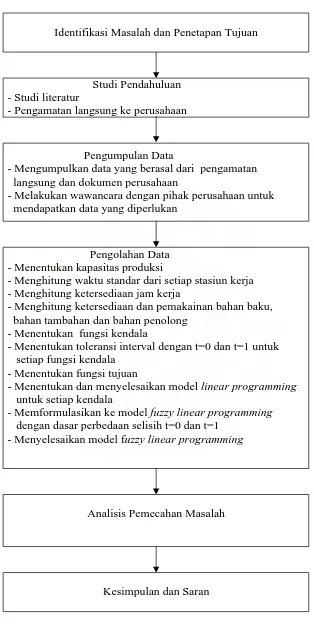
4.2. Blok Diagram Metodologi Penelitian ... IV-9
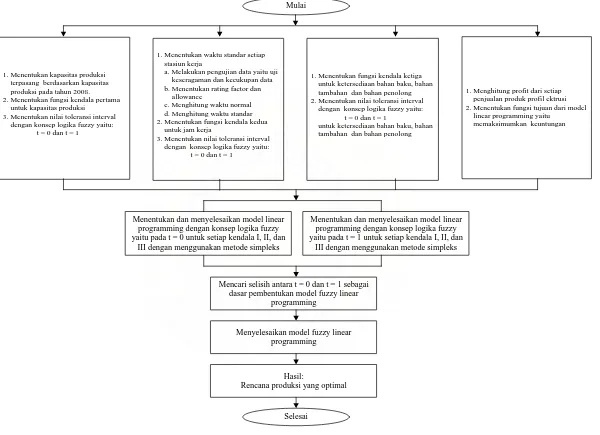
4.3. Blok Diagram Pengolahan Data... IV-10
5.1. Control Chart Uji Keseragaman ... V-15
5.2. Fungsi Keanggotaan Fuzzi ... V-49
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Penyesuaian Menurut Westinghouse ... L-1
2. Tabel Kelonggaran ... L-2
3. Hasil Perhitungan Model Linear Programming dengan Konsep
Logika Fuzzi dengan Software LINDO ... L-5
4. Form Surat Permohonan Tugas Sarjana ... L-15
5. Form Surat Penetapan Tugas Sarjana ... L-16
6. Surat Balasan dari Perusahaan ... L-17
7. Surat Keputusan Tugas Sarjana ... L-18
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Salah satu aktivitas yang dapat memberikan dampak besar pada
keberhasilan suatu perusahaan industri adalah perencanaan yang baik dari sistem
manufaktur sebelum dilakukan proses produksi yang sesungguhnya. Suatu sistem
manufaktur dikatakan baik jika dapat melaksanakan aktivitas produksi yang bisa
memenuhi permintaan konsumen (demand) dengan biaya produksi yang
minimum.
Untuk merealisasikan perencanaan produksi yang baik tersebut, perlu
diperhatikan faktor-faktor yang mempengaruhi, baik faktor internal maupun
eksternal dari suatu perusahaan. Faktor internal berupa berupa ketersediaan
sumber daya seperti mesin, bahan baku, manusia, metode kerja, dan modal perlu
dioptimumkan. Sama halnya untuk faktor eksternal seperti permintaan pasar yang
berfluktuasi, hubungan dengan supplier juga perlu diperhatikan sehingga berada
dalam batasan yang masih dapat dioptimumkan yang pada akhirnya akan
menghasilkan suatu perencanaan aktivitas produksi yang baik.
PT. Cakra Compact Aluminium Industries adalah perusahaan yang
bergerak di bidang pengolahan aluminium yang memproduksi profil ekstrusi dan
fabrikasi. Dari data perusahaan PT. Cakra Compact Aluminium Industries, jumlah
permintaan konsumen terhadap profil aluminium meningkat dari tahun 2007
meningkat sampai 21,55%, 33,07% dan 49,65%. Namun perusahaan juga
dihadapkan dengan adanya keterbatasan sumber daya seperti keterbatasan jam
kerja dan bahan baku. Kondisi ini memperlihatkan bahwa perlunya suatu metode
perencanaan produksi yang tepat untuk mengoptimalkan ketersediaan dan
pemakaian sumber daya sehingga dihasilkan jumlah produksi yang optimal
dengan batasan sumber daya.
1.2. Rumusan Permasalahan
Rumusan permasalahan yang akan dibahas pada penelitian ini adalah
penentuan metode perencanaan aktivitas produksi yang tepat pada PT. Cakra
Compact Aluminium Industries sehingga dihasilkan jumlah produksi yang
optimal.
1.3. Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini antara lain:
1. Menentukan jumlah produksi yang optimal dengan menggunakan Fuzzy
Linear Programming.
2. Menentukan nilai batasan toleransi interval atau ketersediaan sumber daya
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
1. Bagi Mahasiswa
Sebagai sarana untuk menerapkan dan mengembangkan ilmu pengetahuan
yang diperoleh di perkuliahan dan membandingkan antara teori yang diperoleh
dengan permasalahan pada perusahaan.
2. Bagi Departemen Teknik Industri USU
Sebagai bahan referensi dalam menambah cakrawala dunia keilmuan, yaitu
kaitan antara teoritis dengan aplikasi dan mempererat kerjasama antara
perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU.
3. Bagi Perusahaan
Sebagai bahan masukan dan bahan acuan dalam menentukan rencana produksi
yang optimal dengan menggunakan metode Fuzzy Linear Programming.
1.4. Pembatasan Masalah dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini antara lain:
1. Perencanaan produksi pada penelitian ini terbatas pada penentuan jumlah
produksi selama 3 bulan yaitu April, Mei dan Juni 2009.
2. Produk yang diteliti adalah profil ekstrusi dengan tipe MF, AN dan PC.
3. Batasan yang dipertimbangkan adalah kapasitas produksi, ketersediaan jam
kerja dan ketersediaan bahan baku, bahan tambahan dan bahan penolong.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Tidak ada perubahan harga jual, harga bahan baku dan biaya produksi lainnya
2. Tidak ada permasalahan kondisi keuangan (modal) pada PT. Cakra Compact
Aluminium Industries selama penelitian.
3. Tidak ada perubahan dalam aktivitas proses produksi di lantai pabrik dan
metode kerja daripada operator sudah standar.
1.5. Sistematika Penulisan Tugas Akhir
Laporan Tugas sarjana ini disusun dengan sistematika yang disajikan
dalam bentuk bab, antara lain :
BAB I : PENDAHULUAN
Bab satu memuat latar belakang penelitian, rumusan masalah
penelitian, tujuan dan manfaat penelitian serta asumsi dan batasan
permasalahan yang akan diteliti.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab dua memuat secara singkat atribut dari perusahaan yang
menjadi objek penelitian, jenis produk dan spesifikasinya, bahan
baku, proses produksi, mesin dan peralatan yang digunakan dalam
menunjang proses produksi, serta organisasi dan manajemen.
BAB III : LANDASAN TEORI
Bab tiga memuat landasan teori yang dibutuhkan untuk
memecahkan permasalahan. Landasan teori dikumpulkan dan
dipelajari dari berbagai literatur dan juga jurnal-jurnal ilmiah.
BAB IV : METODOLOGI PENELITIAN
Bab empat menjelaskan tentang dasar pemilihan obyek penelitian
metode pengumpulan data, teknik pengolahan data, serta metode
analisis yang digunakan, yang dijelaskan secara terperinci.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab lima memuat pengumpulan dan pengolahan data. Pada bab ini
dijelaskan jenis data yang dibutuhkan, darimana dan bagaimana
data tersebut diperoleh. Juga dijelaskan teknik yang digunakan
untuk mengolah data dalam memecahkan permasalahan.
BAB VI : ANALISIS PEMECAHAN MASALAH
Bab enam memuat perencanaan langkah-langkah yang akan
dilakukan dalam memecahkan masalah serta menganalisis hasil
pengukuran, perhitungan berdasarkan hasil pengolahan data yang
telah dilakukan pada bab sebelumnya.
BAB VII : KESIMPULAN DAN SARAN
Bab tujuh memuat kesimpulan dari pemecahan masalah terhadap
permasalahan yang sedang dihadapi perusahaan. Laporan tugas
sarjana ini diakhiri dengan memberikan saran-saran yang
berhubungan dengan penerapan penemuan penelitian untuk
kegiatan-kegiatan yang relevan secara praktis dan juga saran untuk
pengembangan penelitian lebih lanjut untuk temuan masalah yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cakra Compact Aluminium Industries merupakan perusahaan swasta
nasional yang bergerak dibidang pengolahan aluminium menjadi profil ekstrusi
dan fabrikasi. PT. Cakra Compact Aluminium Industries berlokasi di Jalan Raya
Medan – Tanjung Morawa Km 11,5 Tanjung Morawa, Kabupaten Deli Serdang,
Sumatera Utara.
PT. Cakra Compact Aluminium Industries didirikan pada tanggal 24
Agustus 1990 oleh Bapak Rahmat Shah. Pada awalnya, perusahaan ini bernama
PT. Cakra Mantaputama. Perubahan nama perusahaan ini diawali dengan
ketertarikan salah satu konsumen dari PT. Cakra Mantaputama yaitu Perusahaan
Compact Metal Industries Ltd dari Singapura terhadap prospek industri
perusahaan ini pada tahun 1993. Lalu perusahaan dari Singapura ini mengadakan
kerja sama berupa penanaman modal kepada PT. Cakra Mantaputama. Atas dasar
ini status perizinan PT. Cakra Mantaputama berubah dari PMDN (Penanaman
Modal Dalam Negeri) menjadi PMA (Penanaman Modal Asing) berdasarkan surat
dari BKPM (Badan Koordinasi Penanaman Modal) No. 18/V/PMA/1993 pada
tanggal 6 Agustus 1993. Selanjutnya pada tanggal 4 Februari 1994 nama PT.
Cakra Mantaputama berubah menjadi PT. Cakra Compact Aluminium Industries
2.2. Ruang Lingkup Bidang Usaha
PT. Cakra Compact Aluminium Industries memproduksi aluminium jenis
profil ekstrusi dan fabrikasi dengan bahan baku billet. PT. Cakra Compact
Aluminium Industries merupakan perusahaan job shop, dimana terdapat variasi
produk yang dilaksanakan dengan tingkat kemampuan operator yang relative
tinggi. Spesifikasi dari produk yang dihasilkan oleh PT. Cakra Compact
Aluminium Industries adalah:
1. Profil Ekstrusi
Profil ekstrusi merupakan hasil pengolahan billet sebagai bahan baku setelah
melalui beberapa tahapan proses produksi yaitu pemotongan billet, pemanasan
billet, pemanasan cetakan, ekstrusi, ageing, anodizing, dan powder coating
menjadi batangan profil sesuai dengan spesifikasi yang diinginkan oleh
konsumen. Secara garis besar hasil dari profil ini dibagi menjadi 3 tipe yaitu:
a. MF : profil yang melalui proses produksi hingga proses aeging.
b. AN : profil yang melalui proses produksi hingga proses anodizing.
c. PC : profil yang melalui proses produksi hingga proses powder coating
tanpa melewati proses anodizing.
2. Profil Fabrikasi
Profil fabrikasi merupakan hasil perakitan profil ekstrusi yang dipotong dan
dirakit sesuai dengan spesifikasi yang diinginkan oleh konsumen, misalnya
rak, meja, kosen pintu, kosen jendela, dan lain-lain.
Tujuan pemasaran dari PT. Cakra Compact Aluminium Industries adalah
Australia, dan Jerman. Sedangkan sisanya 5% untuk memenuhi kebutuhan dalam
negeri seperti daerah Medan, Pekanbaru, Padang, Jambi, Jakarta, Surabaya,
Semarang, dan Yogyakarta.
2.3. Organisasi dan Manajemen Perusahaan
2.3.1. Struktur Organisasi
Struktur organisasi PT. Cakra Compact Aluminium Industries adalah
berbentuk gabungan lini, staff dan fungsional dengan board of commosioners
sebagai pimpinan tertinggi. Hubungan lini karena pembagian tugas dilakukan
dalam bidang atau area pekerjaan pada perusahaan. Sedangkan adanya seorang
advisor menunjukkan hubungan staff karena advisor tidak memiliki wewenang
komando langsung hanya dapat memberikan saran mengenai bidang tertentu
kepada General Manager. Selain itu perusahaan ini juga mengaplikasikan struktur
organisasi berbentuk fungsional, yang berarti pembagian tugas juga dilakukan
berdasarkan fungsi-fungsi yang membentuk hubungan fungsional. Bentuk
hubungan tersebut dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Dalam menjalankan suatu organisasi uraian mengenai tugas, tanggung
jawab dan wewenang haruslah jelas. Tanggung jawab yang diberikan harus
seimbang dengan wewenang yang diterima sehingga dalam melaksanakan tugas
Rec/Fotocopy Telp Operator Security Transpor-tation Cleaning Service Personel General Aff.Manager Inventory General Ledger Account Payable Account Receivable Taxation Bank Officer Import Doc Handling Off Personel Off. Internal Personel Off. Administration General Affair Account Executive Chasier Personel Off. Internal Local Purchase Officer Purchasing & Clerk Assistent Import Handling Off. Material & Part
Stock Keeper Profile Design Drafter Sales Adm. Clerk Extrution Exp.Hand.Off. Billet Exp. Handling Off. Finish Good Stock Keeper Local Sales Officer Sales Adm. Manager QC Assurance Manager QC & QA Superintendent Inspection Supervisor Chemist Analist Fabrication Manager Fabrication Superintendent Penyelia Pabrikasi Fabrication Supervisor Production Adm. Clerk Prod. Adm Supervisor Prod. Adm Superintendent Worker Wire Cut/Cam Supervisor Worker Die Making Supervisor Worker Ext. Machine Supervisor Worker Anodizing Line Supervisor 1 Worker Anodizing Line Supervisor 2 Chemist Analist Worker Waste Control Supervisor Worker Pwd. Coating Line Supervisor Packing Line Supervisor Worker Maintenance Supervisor Worker Electrical Supervisor Worker Extrution Plan Manager
Ext & Die Corr Superintendent Fabrication Supervisor Pwd. Coating Supervisor Advisors General Manager Board Of Commissioners Board Of Directors Fungsional Lini Staff
Pembagian tugas, tanggung jawab dan wewenang dari setiap pekerjaan
pada PT. Cakra Compact Aluminium Industries yaitu:
1. Board of Commisioners
a. Sebagai pimpinan tertinggi perusahaan
b. Melakukan pengawasan dan evaluasi berdasarkan laporan President
Director maupun dari pengamatan langsung
c. Memilih dan menentukan serta mengangkat Board of Director
d. Menentukan garis kebijaksanaan umum dan program kerja perusahaan
2. Board of Director
a. Merencanakan, mengkoordinir, menyerahkan dan mengawasi
kegiatan-kegiatan yang berlangsung di perusahaan agar dapat dicapai sasaran yang
dituju seefektif mungkin
b. Menentukan garis besar kebijaksanaan umum dan program kerja
perusahaan
c. Membuat peraturan-peraturan interen pada perusahaan
d. Bertanggung jawab penuh atas jalannya perusahaan
3. Advisor
a. Membantu General Manager dalam menentukan perencanaan atas segala
sesuatu untuk mendukung rencana yang telah diatur Board of
Commisioners baik dibidang teknik maupun managerial
b. Mengevaluasi dan memberikan saran kepada Board of Commisioners
4. General Manager
a. Pelaksana program kerja perusahaan yang telah direncanakan oleh Board
of Commisioners yang bertanggung jawab penuh dalam kelancaran
operasional perusahaan
b. Memberikan kekuasaan kepada para manager sera menerima laporan
pertanggungjawaban manager bagian
c. Memiliki wewenang dan tanggung jawab dalam mengambil keputusan
yang berhubungan dengan rencana operasional, rencana pemasaran,
masalah keuangan dan pengembangan perusahaan untuk mendukung
rencana yang telah diatur Board of Director
d. Bertanggung jawab atas segala aktivitas yang ada di perusahaan baik ke
dalam maupun ke luar perusahaan
5. Extrusion Plant Manager
a. Menyusun dan melaksanakan kebijaksanaan umum pada extrusion plant
dengan pedoman dan instruksi General Manager
b. Mengatur, mengarahkan dan mengawasi kegiatan di extrusion plant
c. Bertanggung jawab terhadap seluruh kegiatan yang ada di extrusion plant
d. Bertanggung jawab kepada General Manager
6. Production Administration Superintendent
a. Mengelola dan menyimpan data pada extrusion plant
b. Bertanggung jawab kepada semua urusan yang berhubungan dengan
administration extrusion plant
7. Production Administration Supervisor
a. Mengawasi semua kegiatan operasional pada bagian ekstrusi
b. Bertanggung jawab kepada Production Administration Superintendent
8. Production Administration Clerk
a. Membantu tugas dari pada Production Administration Supervisor
b. Bertanggung jawab kepada Production Administration Supervisor
9. Extrusion and Die Correction Superintendent
a. Mengawasi segala kegiatan proses ekstrusi untuk semua mesin ekstrusi
b. Mengawasi semua kegiatan pada die correction
c. Bertanggung jawab kepada Extrusion Plant Manager
10. Anodizing Superintendent
a. Membuat dan menyusun kebutuhan bahan pada bagian anodizing
b. Mengawasi semua kegiatan yang ada pada bagian anodizing
c. Mengawasi dan mengendalikan limbah proses anodizing khususnya
kandungan zat kimia yang terdapat pada limbah tersebut
d. Bertanggung jawab kepada Extrusion Plant Manager
11. Powder Coating Superintendent
a. Membuat dan menyusun laporan mengenai kebutuhan bahan pada bagian
powder coating
b. Mengawasi semua kegiatan yang ada pada bagian powder coating
12. Wire Cut/Cam Supervisor
a. Mengawasi proses wire cut agar sesuai dengan spesifikasi yang telah
ditetapkan pada bagian gambar teknik
b. Bertanggung jawab kepada Extrusion Plant Manager
13. Die Making Supervisor
a. Mengawasi perancangan gambar teknik die sesuai dengan spesifikasi yang
ditetapkan oleh konsumen
b. Bertanggung jawab kepada Extrusion Plant Manager
14. Extrusion Machine Supervisor
a. Mengawasi segala kegiatan operasional pada mesin ekstrusi
masing-masing
b. Mengadakan pengendalian mutu pada ekstrusi
c. Bertanggung jawab kepada Extrusion and Die Correction Superintendent
15. Anodizing Line Supervisor
a. Mengawasi proses anodizing tahap demi tahap
b. Bertanggung jawab kepada Anodizing Superintendent
16. Chemist Analist
a. Melakukan analisa larutan proses anodizing agar memenuhi spesifikasi
mutu yang telah ditetapkan
b. Bertanggung jawab kepada Anodizing Superintendent
17. Waste Control Supervisor
a. Mengendalikan limbah yang ditimbulkan proses anodizing
18. Powder Coating Supervisor
a. Mengawasi proses powder coating sekaligus melakukan quality control
b. Bertanggung jawab kepada Powder Coating Superintendent
19. Packing Line Supervisor
a. Mengawasi kegiatan operasional proses
b. Membuat dan menyusun laporan dan pengguanan kebutuhan bahan pada
bagian packing
c. Bertanggung jawab kepada Extrusion Plant Manager
20. Maintenance Supervisor
a. Mengadakan perbaikan dan pemeliharaan terhadap peralatan dan mesin
pada extrusion plant
b. Menyampaikan laporan tentang spare part mesin kepada Extrusion Plant
Manager
c. Bertanggung jawab kepada Extrusion Plant Manager
21. Electrical Supervisor
a. Mengontrol dan mengawasi listrik pada extrusion plant guna menjaga
kelancaran produksi
b. Memperbaiki kerusakan listrik pada pabrik dan perawatannya
c. Bertanggung jawab kepada Extrusion Plant Manager
22. Worker
a. Melaksanakan kegiatan produksi sesuai bidangnya masing-masing di
lantai pabrik
23. Fabrication Manager
a. Menyusun dan melaksanakan kebijaksanaan umum pada bagian fabrikasi
dengan pedoman dan instruksi General Manager
b. Mengatur, mengarahkan dan mengawasi kegiatan di fabrikasi
c. Bertanggung jawab terhadap seluruh kegiatan yang ada di fabrikasi
d. Bertanggung jawab kepada General Manager
24. Fabrication Superintendent
a. Mengelola dan menyimpan data pada bagian fabrikasi
b. Bertanggung jawab kepada semua urusan yang berhubungan dengan
bagian fabrikasi kepada Fabrication Manager
25. Penyelia Fabrikasi
a. Mengawasi semua kegiatan administrasi pada bagian fabrikasi
b. Membuat laporan penggunaan dan kebutuhan bahan untuk semua proses
fabrikasi
c. Bertanggung jawab kepada Fabrication Superintendent
26. Fabrication Supervisor
a. Mengawasi semua kegiatan operasional pada bagian fabrikasi
b. Membuat produk sesuai dengan pesanan pelanggan
c. Bertanggung jawab kepada Fabrication Superintendent
27. Quality Control and Assurance Manager
a. Melakukan pengontrolan yang ketat terhadap produk yang akan dijual dari
setiap tahapan proses produksi
c. Bertanggung jawab kepada General Manager
28. QC dan QA Superintendent
a. Mengawasi semua kegiatan yang ada pada bagian QA mulai dari mutu
produk dan komposisi kandungan bahan kimia dan produk
b. Bertanggung jawab kepada Quality Control and Assurance Manager
29. Inspection Supervisor
a. Mengawasi semua kegiatan administrasi pada bagian QC dan QA
b. Membuaat dan menyusun laporan mengenai cacat produk dan produk yang
sesuai dengan standar mutu
c. Bertanggung jawab kepada QC dan QA Superintendent
30. Sales Administration Manager
a. Menyusun rencana bisnis perusahaan dalam arti luas secara efektif dan
efisien sesuai dengan pedoman dan instruksi kerja dari General Manager
b. Membina hubungan baik dengan pemasok material dan komponen dari
dalam dan luar negeri
c. Mengawasi stock material, komponen dan barang jadi yang ada di
perusahaan
d. Menyusun dan memberikan laporan produk ekpor dan impor material dan
komponen dari dalam dan luar negeri
e. Bertanggung jawab kepada General Manager
31. Local Purchase Officer
b. Menyusun laporan pembelian material dan part serta administrasi yang
berkaitan dengan pembeliannya
c. Bertanggung jawab pada Sales Administration Manager
32. Import Handling Officer
a. Menerima material dan part impor sesuai instruksi serta koordinasi dengan
Administration Clerk
b. Bertanggung jawab pada Sales Administration Manager
33. Material and Part Stock Keeper
a. Mengawasi dan mengendalikan stock dari material dan part untuk
produksi
b. Menyusun laporan kondisi stock secara rutin kepada Sales Administration
Manager
c. Bertanggung jawab pada Sales Administration Manager
34. Profile Design Draffer
a. Mendokumentasikan rancangan profil guna diperlihatkan kepada
konsumen
b. Bertanggung jawab pada Sales Administration Manager
35. Sales Administration Clerk
a. Melakukan kegiatan administrasi penjualan produk
b. Melakukan koordinasi dengan Local Marketing Manager berkaitan
dengan pemasaran lokal
36. Extrution Export Handling Officer
a. Mempersiapkan dokumen ekpor produk ekstrusi
b. Bertanggung jawab pada Sales Administration Manager
37. Billet Export Handling Officer
a. Mempersiapkan dokumen ekpor produk billet
b. Bertanggung jawab pada Sales Administration Manager
38. Finished Good Stock Keeper
a. Mengawasi kondisi stock seluruh finished good
b. Menyusun laporan kondisi stock kepada Sales Administration Manager
39. Local Sales Officer
a. Melaksanakan pedoman aktivitas pemasaran lokal berdasarkan pedoman
dan instruksi kerja dari Lokal Marketing
b. Bertanggung jawab kepada Sales Administration Manager
40. Finansial and Accounting Manager
a. Membuat anggaran perusahaan dalam hal yang berkaitan dengan hutang
piutang perusahaan serta transaksi pembelian segala sesuatu yang
dibutuhkan pabrik
b. Mengeluarkan uang perusahaan dengan seizin General Manager
c. Bertanggung jawab kepada General Manager dalam hal keuangan
perusahaaan
41. Chasier
a. Mengeluarkan uang akuntansi sehari-hari
42. Account Executive
a. Melakukan aktivitas akuntansi sehari-hari
b. Menyusun laporan akuntansi guna diberikan kepada Finansial and
Accounting Manager
c. Bertanggung jawab kepada Finansial and Accounting Manager
43. Inventory and General Ledger
a. Mencatat kondisi persediaan dan melaporkan kepada Account Executive
b. Menyusun general ledger perusahaan
c. Bertanggung jawab kepada Account Executive
44. Account Payable
a. Melaksanakan pembayaran hutang perusahaan
b. Mencatat dan menyusun laporan hutang perusahaan sesuai dengan
instruksi kerja Account Executive
45. Account Receivable
a. Menyusun laporan penerimaan hutang perusahaan guna diberikan kepada
Account Executive
b. Bertanggung jawab kepada Account Executive
46. Taxation and Bank Affair
a. Melakukan perhitungan pajak dan membuat laporan untuk Finansial and
Accounting Manager
b. Menyelesaikan masalah yang berasal dari bank
47. Import Document Handling Officer
a. Mempersiapkan dokumen guna kelancaran barang-barang impor
b. Bertanggung jawab kepada Finansial and Accounting Manager
48. Personal General Affair Manager
a. Melaksanakan pedoman dan instruksi kerja yang berkaitan dengan
permasalahan umum perusahaan seperti memberikan pelayanan informasi
kepada perusahaan yang memerlukan
b. Bertanggung jawab terhadap masalah-masalah yang berkaitan dengan
ketenagakerjaan, baik itu perekrutan, pelatihan, peraturan perusahaan,
kesejahteraan administrasi, gaji dan lembur
c. Bertanggung jawab kepada General Manager
49. Personel Officer Internal
a. Mengawasi kegiatan internal kantor, seperti fotokopi, transportasi,
keamanan dan kebersihan lingkungan
b. Menyampaikan pesan dan berita dari dalam dan luar perusahaan kepada
Personal General Affair Manager
c. Bertanggung jawab kepada Personal General Affair Manager
50. Security
a. Melaksanakan kegiatan pengamanan terhadap lingkungan perusahaan dan
menghindari terjadinya kehilangan baik milik perusahaan maupun milik
karyawan
b. Menerima tamu yang datang ke perusahaan dengan membuat buku tamu
51. Reccomendation, Fotocopy, Telephone Operator
a. Bertanggung jawab terhadap semua surat rekomendasi, photokopi dan
operator telephone yang bertanggung jawab untuk menerima semua
telephone masuk
b. Bertanggung jawab kepada Personel Officer Internal
52. Transportation
a. Melaksanakan semua kegiatan yang berhubungan dengan pengangkutan
baik pengangkutan karyawan / manager, dan pengangkutan limbah
b. Mengadakan perawatan rutin terhadap angkutan milik perusahaan
c. Bertanggung jawab kepada Personel Officer Internal
53. Cleaning Service
a. Bertanggung jawab terhadap kebersihan seluruh areal perusahaan mulai
kantor, kamar mandi/ WC, dll
b. Bertanggung jawab kepada Personel Officer Internal
54. Personel Officer Administration
a. Melaksanakan administrasi kepegawaian seperti izin cuti, perlengkapan
kerja dan surat menyurat kepegawaian
b. Bertanggung jawab kepada Personal General Affair Manager
55. General Affair
a. Melaksanakan pedoman dan instruksi kerja yang berkaitan dengan
permasalahan umum perusahaan seperti memberikan pelayanan informasi
tentang perusahaan bagi yang membutuhkan
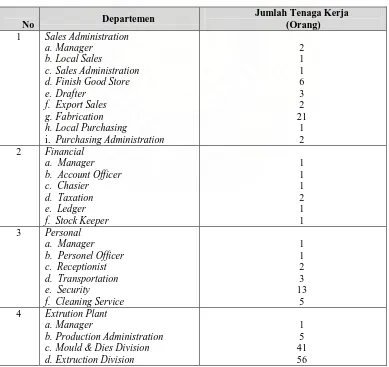
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
2.3.3.1. Jumlah Tenaga Kerja
Tenaga kerja pada PT. Cakra Compact Aluminium Industries dibagi
menjadi 2 kelompok, yaitu tenaga kerja langsung dan tenaga kerja tidak langsung.
Tenaga kerja langsung yaitu tenaga kerja pada bagian produksi, sedangkan tenaga
kerja tidak langsung, yaitu tenaga kerja diluar bagian produksi. Tenaga kerja PT.
Cakra Compact Aluminium Industries berjumlah 244 orang pekerja dengan
[image:38.595.119.508.366.733.2]perincian seperti pada Tabel 2.1.
Tabel 2.1. Tenaga Kerja PT. Cakra Compact Aluminium Industries
No Departemen
Jumlah Tenaga Kerja (Orang)
1 Sales Administration a.Manager
b.Local Sales
c.Sales Administration d.Finish Good Store e.Drafter
f. Export Sales g.Fabrication h.Local Purchasing
i. Purchasing Administration
2 1 1 6 3 2 21 1 2 2 Financial
a. Manager b. Account Officer c. Chasier d. Taxation e. Ledger f. Stock Keeper
1 1 1 2 1 1 3 Personal
a. Manager b. Personel Officer c. Receptionist d. Transportation e. Security
f. Cleaning Service
1 1 2 3 13 5 4 Extrution Plant
a.Manager
b.Production Administration c.Mould & Dies Division d.Extruction Division
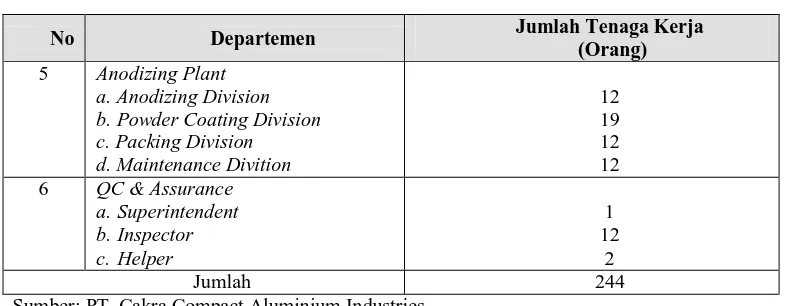
Tabel 2.1. Tenaga Kerja…(lanjutan)
No Departemen Jumlah Tenaga Kerja
(Orang)
5 Anodizing Plant a. Anodizing Division b. Powder Coating Division c. Packing Division d. Maintenance Divition
12 19 12 12 6 QC & Assurance
a.Superintendent b.Inspector c.Helper
1 12
2
Jumlah 244
Sumber: PT. Cakra Compact Aluminium Industries
2.3.3.2. Jam Kerja
Jam kerja pada PT. Cakra Compact Aluminium Industries dibagi menjadi
2 bagian, yaitu jam kerja pegawai bagian kantor dan jam kerja pegawai bagian
produksi. Jam kerja pada PT. Cakra Compact Aluminium Industries diatur sebagai
berikut:
1. Pegawai Bagian Kantor
a. Hari Senin - Jumat : Jam 08.00 - 16.30 WIB
Untuk istirahat : Jam 12.00 - 13.00 WIB (Hari Senin - Kamis)
Jam 12.00 - 14.00 WIB (Hari Jumat)
b. Hari Sabtu: Jam 08.00 - 12.00 WIB
2. Pegawai Bagian Produksi
a. Shift I
Hari Senin - Sabtu : Jam 07.00 - 15.00 WIB
Untuk istirahat : Jam 12.00 - 13.00 WIB (Hari Senin - Kamis, Sabtu)
b. Shift II
Hari Senin - Sabtu : Jam 15.00 - 23.00 WIB
Untuk istirahat : Jam 18.30 - 19.00 WIB
c. Shift III
Hari Senin - Sabtu : Jam 23.00 - 07.00 WIB
Untuk istirahat : Jam 03.00 - 03.30 WIB
Hari libur mencakup Hari Minggu dan hari-hari besar lainnya. Namun,
atas kebijakan perusahaan, pabrik juga dapat beroperasi selama hari libur
misalnya, pabrik menerima order yang cukup besar dari konsumen. Ini
dikategorikan pada jam kerja lembur.
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Secara umum dapat diketahui bahwa bagi perusahaan, upah merupakan
salah satu elemen penting pabrik, sebaliknya bagi karyawan upah merupakan
pendapatan atau penghasilan. Upah juga dapat dikatakan sebagai imbalan dari
perusahaan kepada karyawan untuk suatu pekerjaan atau jasa yang telah dilakukan
dengan baik dan sesuai dengan ketentuan. Upah dinyatakan atau dinilai dalam
bentuk uang, yang ditetapkan menurut peraturan perundang-undangan, dan
dibayar atas suatu perjanjian kerja antara perusahaan dan karyawan, termasuk
Upah juga merupakan suatu sarana untuk memotivasi karyawan untuk
bekerja maksimal. Karyawan akan merasa puas bila memperoleh penghasilan
pada tingkat yang wajar dengan suatu penilaian kerja yang adil.
Pemberian upah pada PT. Cakra Compact Aluminium Industries terdiri
dari:
1. Susunan Upah
a. Upah Pokok
Merupakan dasar upah yang diberikan tidak boleh kurang dari ketentuan
Upah Minimum Sektoral Provinsi (UMSP). Bila UMSP meningkat, maka
upah pokok akan dinaikkan proporsional sesuai dengan tingkatan upah
yang dimiliki berdasarkan prestasi kerja.
b. Tunjangan Tetap
Merupakan tunjangan yang diberikan perusahaan yang sifatnya tetap dan
tidak berpengaruh pada kehadiran buruh dalam melakukan pekerjaannya.
Tunjangan tetap ini meliputi tunjangan jabatan, yaitu tunjangan yang
diberikan mengingat adanya pekerjaan-pekerjaan yang memegang peranan
dan tanggung jawab serta tuntutan khusus. Tunjangan ini diberikan selama
karyawan tersebut masih memegang jabatan tersebut.
c. Tunjangan Tidak Tetap
Merupakan tunjangan yang diberikan perusahaan yang sifatnya tidak tetap
dan dipengaruh pada kehadiran buruh dalam melakukan pekerjaannya.
2. Upah Kerja Lembur
Merupakan upah yang diberikan apabila karyawan bekerja melebihi jam kerja
yang ditetapkan. Komponen upah sebagai dasar perhitungan upah lembur
adalah upah pokok dan tunjangan tetap. Peraturan pembayaran upah lembur
sebagai berikut:
a. Pelaksanaan lembur tanggal 1 s/d 15, pembayaran upah lembur
selambat-lambatnya tanggal 20 pada bulan berjalan.
b. Pelaksanaan lembur tanggal 15 s/d 31, pembayaran upah lembur
selambat-lambatnya tanggal 5 pada bulan berikutnya.
Untuk kesejahteraan para karyawan, PT. Cakra Compact Aluminium
Industries memberikan fasilitas-fasilitas sebagai berikut:
1. Setiap karyawan ikut serta dalam program JAMSOSTEK.
2. Pengobatan diberikan kepada karyawan dalam program ASKES.
3. Kebijaksanaan perusahaan berupa cuti bagi karyawan untuk menghilangkan
rasa jenuh dan bosan selama bekerja. Lamanya cuti yang diberikan oleh
perusahaan adalah 12 hari kerja setiap tahunnya dengan rincian 6 hari cuti
massal dan 6 hari cuti individual.
4. Bagi karyawan yang telah mencapai usia 55 tahun, perusahaan dapat
memberhentikan dengan hormat karena telah mencapai usia pensiun.
Karyawan juga dapat mempercepat masa pensiun yaitu 5 tahun lebih awal
karena alasan kesehatan ataupun alasan lainnya yang dapat diterima oleh
perusahaan bila karyawan tersebut sudah mempunyai masa kerja di
2.4. Proses Produksi
Proses produksi merupakan proses transformasi input (material, tenaga
kerja, mesin, metode kerja, dana dan sumber informasi) menjadi output (produk).
2.4.1. Bahan-Bahan yang Digunakan
2.4.1.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam proses
produksi dengan komposisi persentase yang tinggi dan merupakan bahan yang
membentuk bagian integral dari suatu produk jadi. Bahan baku yang digunakan
adalah billet. Billet yang digunakan oleh PT. Cakra Compact Aluminium
Industries berasal dari Dubai. Jumlah pemakaian billet untuk satu profil
aluminium (MF, AN dan PC) adalah 8,8 kg.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan guna menyelesaikan suatu
produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat
mempengaruhi kualitas produk. Bahan tambahan yang digunakan adalah:
1. Serbuk Cat
Berfungsi untuk melapisi permukaan profil aluminium. Jumlah pemakaian
2. FKS Electrocolouring
Berfungsi sebagai zat warna pada profil aluminium yang dicelupkan pada bak
pencelupan pada proses anodizing. Jumlah pemakaian FKS Electrocolouring
untuk profil AN adalah 0,01 kg.
3. Plastik
Berfungsi untuk membungkus profil aluminium yang telah selesai diproduksi
agar terhindar dari gesekan dengan profil aluminium lainnya. Pemakaian
plastik untuk tiap profil aluminium adalah 3 m. Dimana panjang sebuah profil
aluminium adalah 2,8 m. Sehingga pemakaian untuk satu profil aluminium
diperkirakan 3 m. Dan ketersediaan plastik adalah 60% dari kapasitas produksi
dalam satu bulan yaitu sekitar 60% x 16560 unit x 3 m = 29808 m ≈ 30000 m.
4. Selotip
Berfungsi untuk melapisi bungkusan profil pada proses pengepakan.
Pemakaian selotip untuk tiap profil aluminium adalah 2,7 m. Dimana lebar
dan tinggi sebuah profil aluminium adalah 10 cm dan 5 cm. Sehingga panjang
selotip yang dibutuhkan untuk satu profil aluminium adalah (10 cm x 2 + 5 cm
x 2) = 30 cm. Untuk 3 kali pemutaran dan untuk 3 bagian ( kanan, tengah dan
kiri) maka panjang selotip yang dibutuhkan adalah 30 cm x 3 x 3 = 270 cm =
2,7 m. Dan ketersediaan selotip untuk satu bulan adalah 77% x 16560 unit x
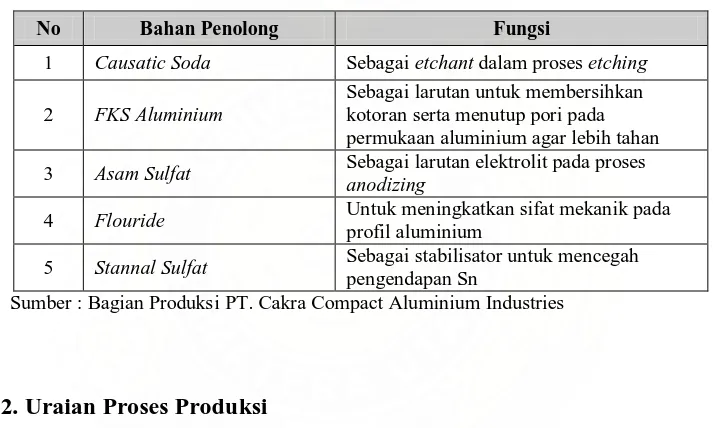
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang tidak tampak dalam produk jadi tetapi
hanya menolong proses produksi agar berjalan dengan lancar dan digunakan
sebagai pelengkap produk saja. Bahan penolong yang digunakan pada proses
pengolahan aluminium di PT. Cakra Compact Aluminium Industries dapat dilihat
[image:45.595.131.491.301.515.2]pada Tabel 2.2.
Tabel 2.2. Jenis Bahan Penolong
No Bahan Penolong Fungsi
1 Causatic Soda Sebagai etchant dalam proses etching 2 FKS Aluminium
Sebagai larutan untuk membersihkan kotoran serta menutup pori pada permukaan aluminium agar lebih tahan
3 Asam Sulfat Sebagai larutan elektrolit pada proses anodizing
4 Flouride Untuk meningkatkan sifat mekanik pada
profil aluminium
5 Stannal Sulfat Sebagai stabilisator untuk mencegah
pengendapan Sn
Sumber : Bagian Produksi PT. Cakra Compact Aluminium Industries
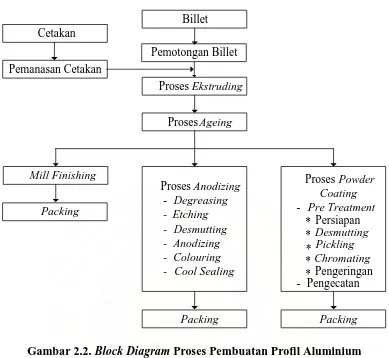
2.4.2. Uraian Proses Produksi
Block Diagram dari proses pembuatan aluminium profil pada PT. Cakra
Billet
Proses Ekstruding
Proses Powder Coating - Pre Treatment
*
Pickling
*
Chromating *
Pengeringan
- Pengecatan Proses Anodizing
- Degreasing - Etching - Desmutting - Anodizing - Colouring - Cool Sealing Mill Finishing
Proses Ageing
Packing Packing
Packing
*
Desmutting Persiapan
* Pemotongan Billet
[image:46.595.117.506.105.463.2]Pemanasan Cetakan Cetakan
Gambar 2.2. Block Diagram Proses Pembuatan Profil Aluminium
Berikut adalah tahapan proses pembuatan ketiga jenis profil aluminium
MF, AN, dan PC :
1. Proses Ekstruding
Proses ini diawali dengan pemotongan billet menggunakan mesin potong.
Biasanya billet dipotong dengan ukuran panjang 42 atau 52 cm dan lama
pemotongan sekitar 1 menit. Setelah itu billet dipanaskan di dalam oven
dengan suhu 4600C - 5300C selama kurang lebih 1/2 jam. Setelah mencapai
suhu tersebut billet dikeluarkan dari pintu dengan menggunakan pengait billet
proses dimana billet yang telah dipanaskan ditekan lalu keluar melalui frame
dari cetakan menuju run out table sehingga diperoleh bentuk sesuai dengan
lubang yang ada pada cetakan. Kemudian profil yang keluar dari cetakan
dipotong ujungnya lalu diatur sedemikian rupa pada run out table sehingga
profil yang keluar tidak bengkok. Kemudian profil distreching untuk
meluruskan profil tersebut. Lalu dipotong sesuai dengan ukuran yang
diinginkan dengan menggunakan mesin potong.
2. Proses Ageing
Proses ageing merupakan suatu proses heat treatment yang bertujuan untuk
mengeraskan dan menghilangkan tegangan sisa akibat gaya dan suhu pada
proses ekstrusi. Selain itu proses ageing juga bertujuan agar profil aluminium
tidak mudah bengkok. Proses ini berlangsung selama 6-7 jam dengan suhu
1850C - 1900C. Lalu profil akan diuji kekerasan dan kehalusan permukaannya,
kemudian didinginkan.
Dari proses ageing akan dilanjutkan ke proses berikutnya sesuai dengan
jenis profil aluminium yang akan diproduksi, yaitu:
1. Profil Tipe MF (Mill Finishing)
Setelah melalui proses ekstruding dan aeging, untuk profil tipe jenis ini tidak
melewati tahapan proses lebih lanjut. Profil ini sudah merupakan produk akhir
yang hanya akan melewati proses penyortiran untuk melihat kesesuaian dan
2. Profil Tipe AN (Anodizing)
Setelah melalui proses ekstruding dan aeging, untuk profil tipe jenis ini akan
melewati tahapan proses lebih lanjut yaitu:
a. Degreasing
Pada proses ini, profil aluminium terlebih dahulu diikat pada dua buah jig
kedua ujungnya, lalu ditarik dengan electric crane hoist untuk dibawa ke
bak degreasing guna menghilangkan minyak yang melekat pada
permukaan profil tersebut. Kemudian dicuci dengan air bersih sebanyak 2
kali kemudian dibawa ke proses selanjutnya.
b. Etching
Pada proses ini, profil aluminium dicelupkan ke dalam bak etching yang
berisi bahan caussatic soda (NaOH) dengan komposisi 5%. Tujuan dari
proses ini adalah untuk menghaluskan dan mengkilatkan profil aluminium.
Proses ini berlangsung selama 2-5 menit dengan suhu 550C - 700C. Setelah
itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke
proses selanjutnya.
c. Desmutting
Pada proses ini, profil aluminium dicelupkan ke dalam bak desmutting
yang berisi bahan asam sulfat (H2SO4) dengan komposisi 15%. Tujuan
dari proses ini adalah untuk membersihkan sisa NaOH. Proses ini
berlangsung selama 5-10 menit. Setelah itu, profil dicuci kembali dengan
d. Anodizing
Pada bak anodizing diisi dengan bahan asam sulfat (H2SO4) yang berguna
untuk membentuk lapisan film aluminium agar tahan terhadap perubahan
udara dan tahan terhadap karat serta keindahan dari profil tersebut dapat
terjamin. Lamanya pencelupan profil ini bergantung pada berapa mikron
ketebalan film oksida, misalnya bila 1 mikron, waktu pencelupan selama 3
menit. Semakin besar ketebalan mikronnya maka ketahanan terhadap
udara dan karat semakin baik. Setelah itu, profil dicuci kembali dengan air
bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya. Untuk profil
dengan warna natural anodizing dilanjutkan pada proses sealing,
sedangkan profil dengan warna medium bronze dilanjutkan pada proses
colouring kemudian ke proses sealing.
e. Colouring
Pada proses ini, bak colouring diisi dengan bahan zat warna yaitu stanal
sulfat (SnSO4) dan asam sulfat (H2SO4) dengan komposisi 15-18 gr/l dan
20 gr/l. Semakin gelap warna yang diinginkan maka waktu yang
dibutuhkan akan semakin lama. Adapun waktu pencelupan warna medium
bronze selama 2-5 menit, Setelah itu, profil dicuci kembali dengan air
bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya.
f. Cool Sealing
Untuk semua tipe warna, profil kemudian dicelupkan pada bak cool
sealing yang berisi bahan flouride dengan komposisi 0,5-0,9 gr/l dengan
film oksida dengan menutupi pori-pori, yang lamanya tergantung jumlah
mikron. Selanjutnya, profil dicuci kembali dengan air bersih sebanyak 2
kali. Kemudian, profil aluminium dicelupkan kembali ke dalam bak air
yang bersuhu 600C dengan pH yang tetap.
3. Profil Tipe PC (Powder Coating)
Setelah melalui proses ekstruding dan aeging, untuk profil tipe jenis ini akan
melewati tahapan proses powder coating yaitu proses pelapisan permukaan
aluminium dengan menggunakan cat cair. dengan ketebalan lapisan film 50-80
mikron. Tahapan pada proses powder coating ini adalah sebagai berikut:
a. Pre Treatment
Proses pre treatment diawali dengan memasukkan profil aluminium hasil
ekstrusi ke dalam basket yang digerakkan dengan electric crane hoist.
Tahapan proses pre treatment sebagai berikut:
- Desmutting
Pada proses ini, profil aluminium dicelupkan ke dalam bak desmutting
yang berisi bahan asam sulfat (H2SO4) dengan komposisi 15%. Tujuan
dari proses ini adalah untuk membersihkan sisa-sisa bahan kimia pada
tahap sebelumnya. Proses ini berlangsung selama 5-10 menit. Setelah
itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu
dibawa ke proses selanjutnya.
- Pickling
Tujuan proses ini adalah untuk membersihkan kotoran-kotoran serta
dimasukkan ke dalam bak yang berisi bahan FKS aluminium dan
causatic soda pada suhu 600C selama 10-15 menit. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke
proses selanjutnya.
- Chromating
Tujuan proses ini adalah untuk merekatkan bahan-bahan yang
dimasukkan berupa fluoride pada profil agar tahan terhadap retak.
Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali,
lalu dibawa ke proses selanjutnya.
- Pengeringan
Proses pengeringan berlangsung selama 28 menit.
b. Pengecatan
Profil aluminium yang telah dikeringkan kemudian diikat pada hanging
bar lalu dicat selama kira-kira 20 menit secara komputerisasi dengan
bantuan operator . Secara otomatis, profil akan masuk ke dalam oven bila
telah selesai dicat dengan suhu 2400C. Tujuan dimasukkan ke dalam oven
adalah untuk mempercepat proses pengeringan dan memperkuat daya lekat
cat. Setelah selesai, profil dikeluarkan lalu didinginkan selama 15 menit
secara alamiah.
Setelah selesai melalui tahapan proses pewarnaan atau pengecatan, semua
profil aluminium dibawa ke bagian pengepakan. Sebelum dikemas, dilakukan
penyortiran terhadap profil-profil aluminium tersebut, seperti pemeriksaan apakah
kerusakan diidentifikasi, apabila kerusakan disebabkan oleh bagian ekstrusi maka
profil akan dilebur kembali, sedangkan kerusakan yang disebabkan oleh bagian
anodizing maka profil akan dikirim kembali ke bagian anodizing. Setelah itu,
kedua ujungnya diikat dengan selotip, ditempel stiker kode dan terakhir
dibungkus plastik dan siap untuk diangkut ke gudang.
2.4.3. Mesin-mesin dan Peralatan
2.4.3.1. Mesin Produksi
Mesin-mesin yang digunakan pada proses pengolahan aluminium pada PT.
Cakra Compact Aluminium Industries adalah:
1. Mesin Ekstrusi
Sumber : Furnace Engineering Pty. Ltd Australia
Power : 380 volt
Tegangan : 12 kva
Phasa : 3
Frekuensi : 50 Hz
cosϕ : 0,70
Fungsi : Membentuk profil ekstrusi aluminium
2. Mesin Potong
Sumber : Taiwan
Harga : US$ 675.00
3. Mesin Pengecatan
Sumber : Taiwan
Kapasitas hanging bar : 12 section
Space : 16,8 m2
Panjang section : 7 m
Daya : 19 kw
Tekanan kompres udara : 156 Nm3 / 6 jam setiap 6 bar
4. Mesin Cetakan
Merk : Wilmonn
Ukuran : 500 cm x 500 cm x 700 cm
Daya : 21 kw
5. Mesin Oven Billet
Sumber : Furnace Engineering Pty. Ltd
Kapasitas : 22.000 kg
Fungsi : Memanaskan billet sehingga terjadi perubahan
struktur billet dalam keadaan padat
6. Mesin Pengeringan
Sumber : Furnace Engineering Pty. Ltd
Kapasitas : 22.000 kg
Fungsi : Mendinginkan billet
7. Mesin Aeging
Kapasitas : 2500 kg
Daya : 250 watt
Phasa : 3
Frekuensi : 50-60 Hz
cosϕ : 0,70
8. Mesin Bor
Merk : Chiang Hsiang
Diameter max mata bor : 25 mm
Daya : 750 watt
9. Mesin Bubut
Merk : MD Taiwan
Ukuran meja : 50 cm x 200 cm
Puturan motor : 1500 rpm
10. Gergaji Potong
Merk : Chiang Hsiang
Max diameter potong : 50 cm x 200 cm
Putaran motor : 1400 rpm
Daya : 5,5 kw
11. Mesin Milling Otomatis
Merk : Pinnacle
Puturan motor : 1440 rpm
Daya : 750 watt
12. Mesin Milling
Puturan motor : 1420 rpm
Daya : 750 watt
13. Gerinda Berdiri
Merk : JS China
Puturan motor : 2800 rpm
Daya : 750 watt
Diameter roda : 200 mm
14. Gerinda Tangan
Merk : Toshiba
Puturan motor : 1200 rpm
Daya : 510 watt
Diameter roda : 100 mm
2.4.3.2. Peralatan Produksi Proses Produksi
Peralatan produksi dan mesin pendukung yang digunakan adalah:
1. Electric Craine Hoist
Kapasitas : 300 kg
Fungsi : Memindahkan profil aluminium dari satu bak
pencelupan ke bak pencelupan lainnya.
2. Electric Discharge Machine (EDM)
Merk : Inga
Tekanan : 3,5 kg/mm2
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi
Perencanaan produksi merupakan suatu proses tentang penentuan jumlah
output yang harus diproduksi, tingkat persediaan yang harus dijaga sepanjang
rentang atau waktu rencana. Maksud dan tujuan perencanaan ialah untuk
memberikan otorisasi penguraian rencana produksi ke dalam jadwal induk
produksi, menyediakan input untuk mendukung rencana induk produksi dan
menjaga kestabilan kegiatan produksi terhadap fluktuasi permintaan.1
Berdasarkan periode waktu perencanaan produksi dibedakan atas tiga
jenis, yaitu:2
1. Jangka Panjang
Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebih
kedepan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lama
waktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Perencanaan
produksi jangka panjang dibuat dengan mempertimbangkan ramalan umum
perekonomian dan kependudukan, situasi politik dan sosial, perubahan
teknologi, dan perilaku pesaing, dimana semua faktor tersebut akan dievaluasi
dampaknya terhadap aktivitas perusahaan.
1
2. Jangka Menengah
Perencanaan produksi jangka menengah (perencanaan agregat) dikembangkan
berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi
jangka panjang. Perencanaan produksi jangka menengah didasarkan pada
peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada
(jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah supplier dan
subkontraktor), dengan asumsi kapasitas produksi relatif tetap.
3. Jangka Pendek
Perencanaan produksi jangka pendek, bentuk perencanaannya adalah berupa
jadwal produksi. Tujuan dari jadwal produksi adalah menyeimbangkan
permintaan aktual (yang dinyatakan dengan jumlah pesanan yang diterima)
dengan sumber daya yang tersedia (jumlah departemen, waktu shift yang
tersedia, banyaknya operator dan tingkat persediaan yang dimiliki) sesuai
dengan batasan-batasan yang ditetapkan pada perencanaan agregat.
3.2. Pengukuran Waktu3
Pengukuran waktu dilakukan untuk mendapatkan waktu baku penyelesaian
pekerjaan yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja normal
untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem terbaik.
Teknik pengukuran waktu dibagi kedalam dua bagian, yaitu:
1. Pengukuran Waktu Secara Langsung
Merupakan pengukuran yang dilakukan secara langsung yaitu di tempat
dimana pekerjaan yang bersangkutan dilaksanakan. Pengukuran waktu ini
terbagi atas dua jenis, yaitu pengukuran waktu dengan menggunakan jam henti
atau stopwatch dan dengan menggunakan sampling pekerjaan. Sistem kerja
yang sesuai dengan jenis pengukuran waktu jam henti ini merupakan jenis
aktivitas pekerjaan bersifat homogen, dilakukan secara berulang-ulang dan
sejenis serta terdapat output yang riil, yaitu berupa produk yang dapat
dinyatakan secara kuantitatif.
2. Pengukuran Waktu Secara Tidak Langsung
Merupakan pengukuran yang dilakukan tanpa harus berada di tempat
pekerjaan, yaitu dengan membaca tabel-tabel yang tersedia, dengan
persyaratan mengetahui jalannya pekerjaan, elemen-elemen pekerjaan atau
gerakan. Pengukuran waktu ini terbagi atas dua jenis, yaitu pengukuran waktu
dengan menggunakan data waktu baku dan data waktu gerakan.
Hal pertama yang dilakukan sebelum melakukan pengukuran waktu adalah
pengukuran pendahuluan. Tujuannya adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang
digunakan. Pengukuran pendahuluan pertama dilakukan dengan melakukan
beberapa buah pengukuran yang banyaknya ditentukan oleh pengukur. Biasanya
sepuluh kali atau lebih. Setelah pengukuran tahap pertama dilaksanakan, tiga hal
yang harus mengikutinya adalah menguji keseragaman data , menghitung jumlah
pengukuran yang diperlukan dan bila jumlah belum mencukupi dilanjutkan
keseluruhan pengukuran mencukupi untuk tingkat ketelitian dan keyakinan yang
dikehendaki.
3.2.1. Pengujian Data Waktu
3.2.1.1. Uji Keseragaman4
x
Uji keseragaman data dilakukan dengan tujuan untuk melihat apakah
terdapat penyimpangan-penyimpangan dari data. Data yang menyimpang adalah
data yang keluar dari batas-batas kendali (control limit). Langkah-langkah yang
dilakukan dalam menguji keseragaman data adalah:
1. Mengelompokkan data ke dalam subgroup dengan anggota yang sama secara
berurutan.
2. Menghitung rata-rata data dan standar deviasi dengan menggunakan rumus:
( ) =
k xi
∑
dan1 2
−
−
=
∑
N x x s
i
dimana: x = Nilai rata-rata
s = Standar deviasi
xi = Data pengukuran ke-i
N = Jumlah pengambilan data
3. Menentukan batas kontrol atas dan batas kontrol bawah (BKA dan BKB)
BKA = X + k .s <