OPTIMASI ALIRAN PRODUKSI DENGAN MENGGUNAKAN
THEORY OF CONSTRAINTS PADA PT. JAKARANA TAMA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
oleh
Hasianna N. Situmorang
NIM. 090403039
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa karena atas berkat dan rahmat-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tujuan dari penulisan Tugas Sarjana ini adalah untuk memenuhi syarat akademis dalam menyelesaikan program studi strata satu (S1) di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini juga merupakan sarana bagi penulis untuk melakukan penelitian terhadap permasalahan nyata yang ada di dalam perusahaan. Tugas Sarjana ini berjudul “Optimasi Aliran Produksi dengan Menggunakan Theory of Constraints pada PT. Jakarana Tama”.
Penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk melengkapi dan menyempurnakan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
UNIVERSITAS SUMATERA UTARA Penulis MEDAN, JULI 2014
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
ABSTRA ... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-5 1.3. Tujuan Penelitian ... I-6 1.4. Manfaat Penelitian ... I-6 1.5. Batasan Masalah dan Asumsi ... I-7 1.6. Sistematika Penulisan Laporan ... I-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-4 2.4. Daerah Pemasaran ... II-4 2.5. Organisasi dan Manajemen ... II-4
III TINJAUAN PUSTAKA ... III-1 3.1. Peramalan ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Blok Diagram Prosedur Penelitian ... IV-4 4.7. Pengumpulan Data ... IV-5 4.7.1. Sumber Data ... IV-5 4.7.2. Metode Pengumpulan Data ... IV-5 4.7.3. Instrumen Penelitian ... IV-6 4.8. Metode Pengolahan Data ... IV-6 4.9. Analisis Pemecahan Masalah ... IV-8 4.10. Kesimpulan dan Saran ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.4. Faktor Efisiensi dan Utilitas ... V-7 5.2. Pengolahan Data ... V-8 5.2.1. Uji Keseragaman Data ... V-8 5.2.2. Uji Kecukupan Data ... V-11 5.2.3. Perhitungan Waktu Baku ... V-13 5.2.4. Peramalan Permintaan ... V-18
5.2.4.1. Peramalan Permintaan Gaga Mie 100 Goreng
Ekstra Pedas (GCGEP) ... V-18 5.2.4.2. Peramalan Permintaan Gaga Mie 100 Soto
(GCST) ... V-23 5.2.4.3. Peramalan Permintaan Gaga Mie 1000
Goreng Spesial Pedas (G-1000GSP) ... V-27 5.2.4.4. Peramalan Permintaan Gaga Mie 1000 Soto
(G-1000ST) ... V-32 5.2.5. Penyusunan Jadwal Induk Produksi ... V-38 5.2.6. Perhitungan Rough Cut Capacity Planning ... V-40 5.2.6.1. Perhitungan Kapasitas yang Dibutuhkan ... V-40 5.2.6.2. Perhitungan Kapasitas yang Tersedia ... V-44 5.2.7. Identifikasi Stasiun Kerja Bottleneck dan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.8. Pengaturan Kembali Jadwal Induk Produksi dengan Mengoptimalkan Stasiun Kerja Bottleneck
berdasarkan Prinsip Perbaikan Theory of
Constraints ... V-52
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Hasil Penelitian ... VI-1
6.1.1. Analisis Stasiun Kerja Bottlenec ... VI-1 6.1.2. Analisis Revisi Jadwal Induk Produksi ... VI-2 6.2. Pembahasan Hasil Penelitian ... VI-4
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Penumpukan Periode 2 April – 8 April 2014 di PT. Jakarana Tama ... I-3 3.1. Pengukuran Kesalahan (Error) Peramalan ... III-5 3.2. Penelitian Pendahuluan dengan Studi Literatur ... III-19 5.1. Waktu Siklus Pembuatan Gaga Mie 100 Goreng Extra Pedas ... V-4 5.2. Waktu Siklus Pembuatan Gaga Mie 100 Soto ... V-4 5.3. Waktu Siklus Pembuatan Gaga Mie 1000 Goreng Spesial Pedas V-5 5.4. Waktu Siklus Pembuatan Gaga Mie 1000 Soto ... V-5 5.5. Data Permintaan Produk Gaga Mie selama Bulan Januari –
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Aliran Proses dan Kapasitas Produksi Setiap Stasiun Kerja di
PT. Jakarana Tama ... I-2 2.1. Struktur Organisasi PT. Jakarana Tama ... II-6 3.1. Moving Range Chart ... III-6 4.1. Kerangka Konseptual Penelitian ... IV-3 4.2. Blok Diagram Prosedur Penelitian ... IV-4 4.3. Langkah-langkah Pengolahan Data ... IV-8 5.1. Peta Kendali Waktu Siklus Gaga Mie 100 Goreng Ekstra
Pedas Stasiun Kerja I ... V-9 5.2. Diagram Pencar Permintaan GCGEP ... V-18 5.3. Moving Range Chart Fungsi Peramalan GCGEP ... V-21 5.4. Diagram Pencar Permintaan GCST ... V-23 5.5. Moving Range Chart Fungsi Peramalan GCST ... V-26 5.6. Diagram Pencar Permintaan G-1000GSP ... V-28 5.7. Moving Range Chart Fungsi Peramalan G-1000GSP ... V-31 5.8. Diagram Pencar Permintaan G-1000ST ... V-33 5.9. Moving Range Chart Fungsi Peramalan G-1000ST ... V-36 5.10. Hasil Software WinQSB untuk Perhitungan Stasiun Kerja II
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Perhitungan Parameter Fungsi Peramalan dan Kesalahan
(Error) dari Setiap Metode Peramalan ... L-1 2. Hasil Perhitungan Jadwal Induk Produksi Menggunakan
ABSTRAK
Perencanaan produksi sangat menentukan pengukuran kemampuan perusahaan dalam penyediaan produk. Jika perencanaan produksi tidak diatur dengan baik, maka dapat menyebabkan terjadinya penumpukan atau bottleneck.
Bottleneck terjadi apabila stasiun kerja memiliki kapasitas lebih kecil dari
kebutuhan produksi. Stasiun kerja bottleneck akan mengakibatkan terjadinya keterlambatan jika ada peningkatan permintaan yang melebihi kapasitas.
PT. Jakarana Tama merupakan industri pembuatan mie instan. Proses yang
diteliti adalah proses produksi pada pembuatan produk GCGEP, GCST, G-1000GSP, dan G-1000ST. Kendala yang dihadapi perusahaan adalah adanya
bottleneck pada stasiun kerja pencampuran (SK-II) dan pemasakan (SK-IV)
dikarenakan adanya perbedaan kapasitas antara stasiun kerja tersebut dengan stasiun kerja sebelumnya, yaitu stasiun kerja pengayakan (SK-I) dan pembentukan adonan (SK-III). Stasiun kerja bottleneck terjadi pada stasiun kerja pencampuran pada bulan Januari, Februari, Maret, Mei, Juni, Juli, dan Agustus 2014, serta stasiun kerja pemasakan pada bulan Januari, Mei, dan Juli 2014.
Penelitian ini menggunakan prinsip perbaikan terus-menerus theory of
constraints (TOC) untuk mengeliminasi kendala pada stasiun kerja bottleneck
sehingga dapat memperlancar aliran produksi secara keseluruhan. Dalam penerapan TOC, untuk mengoptimalkan jadwal induk produksi (JIP) dan mengetahui throughput maksimal digunakan metode linear programming. Setelah diketahui hasil JIP optimal, revisi rough-cut capacity planning dilakukan dan diperoleh hasil bahwa stasiun kerja bottleneck yang ditemukan sudah menjadi stasiun kerja non-bottleneck. Selain itu, throughput maksimal yang diperoleh dari hasil JIP optimal adalah Rp 2.170.635.000,00 pada bulan Januari 2014.
UCAPAN TERIMA KASIH
Dalam penelitian dan penulisan Tugas Sarjana ini, penulis telah mendapat bimbingan dan dukungan yang besar dari berbagai pihak, baik dalam hal materi, spiritual, informasi, maupun administrasi. Oleh karena itu, penulis menyampaikan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri, dan Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Dr. Ir. Nazaruddin Matondang, MT, selaku Dosen Pembimbing I yang telah bersedia memberikan bimbingan, arahan, dan motivasi bagi penulis dalam menyelesaikan Tugas Sarjana ini.
3. Bapak Ikhsan Siregar, ST, M.Eng, selaku Dosen Pembimbing II yang telah bersedia memberikan bimbingan, arahan, dan motivasi bagi penulis dalam menyelesaikan Tugas Sarjana ini.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku Koordinator Bidang Rekayasa Sistem Manufaktur Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
5. Bapak Ir. Mangara Tambunan, M.Sc, selaku Koordinator Tugas Akhir Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. 6. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas
7. Kedua Orangtua penulis, Bapak M. Situmorang dan Ibu I. Nurwahyuni serta adik penulis, Y. A. Situmorang yang telah memberikan dukungan penuh, doa, motivasi, dan segalanya bagi penulis dalam menyelesaikan Tugas Sarjana ini. 8. Bapak Taufik, S.Si, selaku kepala Bagian Personalia dan semua staf pengerja
di PT. Jakarana Tama yang telah memberikan izin, memberi arahan dan membantu penulis dalam melakukan penelitian di perusahaan tersebut.
9. Staf pegawai Departemen Teknik Industri FT-USU, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Kak Mia, Bang Kumis, dan Ibu Ani, atas bantuannya dalam hal administrasi penyelesaian Tugas Sarjana ini. 10. Kepala Laboratorium Ergonomi dan Perancangan Sistem Kerja, Ibu Ir. Dini
Wahyuni, MT beserta seluruh asisten Laboratoriun E & PSK, yaitu Suriadi, ST, Uci, ST, Poppy, ST, Silvia, ST, Donny, Vachiona, Aziz, Nadia, Martha, Sary, Reza, Joseph, Willy, Gavri, Adra, Holongan, Rama, Loli, Poppy W., dan Marina.
11. Seluruh teman seperjuangan angkatan 2009 Teknik Industri (IE-KLAN) FT-USU, terima kasih atas kebersamaannya selama menjalani perkuliahan serta bantuan dan motivasi dalam penyelesaian Tugas Sarjana ini.
12. Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian Tugas Sarjana ini yang tidak dapat disebutkan satu per satu.
Medan, Juli 2014
ABSTRAK
Perencanaan produksi sangat menentukan pengukuran kemampuan perusahaan dalam penyediaan produk. Jika perencanaan produksi tidak diatur dengan baik, maka dapat menyebabkan terjadinya penumpukan atau bottleneck.
Bottleneck terjadi apabila stasiun kerja memiliki kapasitas lebih kecil dari
kebutuhan produksi. Stasiun kerja bottleneck akan mengakibatkan terjadinya keterlambatan jika ada peningkatan permintaan yang melebihi kapasitas.
PT. Jakarana Tama merupakan industri pembuatan mie instan. Proses yang
diteliti adalah proses produksi pada pembuatan produk GCGEP, GCST, G-1000GSP, dan G-1000ST. Kendala yang dihadapi perusahaan adalah adanya
bottleneck pada stasiun kerja pencampuran (SK-II) dan pemasakan (SK-IV)
dikarenakan adanya perbedaan kapasitas antara stasiun kerja tersebut dengan stasiun kerja sebelumnya, yaitu stasiun kerja pengayakan (SK-I) dan pembentukan adonan (SK-III). Stasiun kerja bottleneck terjadi pada stasiun kerja pencampuran pada bulan Januari, Februari, Maret, Mei, Juni, Juli, dan Agustus 2014, serta stasiun kerja pemasakan pada bulan Januari, Mei, dan Juli 2014.
Penelitian ini menggunakan prinsip perbaikan terus-menerus theory of
constraints (TOC) untuk mengeliminasi kendala pada stasiun kerja bottleneck
sehingga dapat memperlancar aliran produksi secara keseluruhan. Dalam penerapan TOC, untuk mengoptimalkan jadwal induk produksi (JIP) dan mengetahui throughput maksimal digunakan metode linear programming. Setelah diketahui hasil JIP optimal, revisi rough-cut capacity planning dilakukan dan diperoleh hasil bahwa stasiun kerja bottleneck yang ditemukan sudah menjadi stasiun kerja non-bottleneck. Selain itu, throughput maksimal yang diperoleh dari hasil JIP optimal adalah Rp 2.170.635.000,00 pada bulan Januari 2014.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perencanaan produksi sangat menentukan pengukuran kemampuan perusahaan dalam penyediaan produk. Jika perencanaan produksi tidak dapat diatur dengan baik, maka dapat menyebabkan terjadinya penumpukan atau
bottleneck. Bottleneck terjadi apabila stasiun kerja memiliki kapasitas lebih kecil dari kebutuhan produksi. Stasiun kerja bottleneck akan mengakibatkan terjadinya keterlambatan jika ada peningkatan permintaan yang melebihi kapasitas.
Beberapa cara yang biasa dilakukan untuk mengatasi stasiun bottleneck
adalah penambahan mesin, peralatan, atau karyawan, perbaikan metode kerja serta penambahan jumlah lembur. Akan tetapi cara-cara tersebut membutuhkan modal yang besar dan waktu yang lama sehingga terkadang tidak mungkin dilakukan. Untuk itu diperlukan suatu pendekatan pemecahan masalah, yaitu dengan mengoptimalkan sumber-sumber daya yang ada di pabrik serta mengelola kendala-kendala yang ada di pabrik dengan baik.
Berdasarkan pengamatan, terlihat bahwa tidak semua aliran produksi berjalan dengan lancar. Salah satu masalah yang terjadi adalah adanya bottleneck
pada lantai produksi terutama pada stasiun kerja pengayakan dan pencampuran karena adanya perbedaan kapasitas antara kedua stasiun kerja tersebut. Kapasitas produksi pada stasiun kerja pengayakan adalah 1200 kilogram per jam sedangkan kapasitas produksi pada stasiun kerja pencampuran adalah 1125 kilogram per jam. Hal ini menyebabkan perbedaan kapasitas sebesar 75 kilogram per jam. Dengan demikian, bottleneck terjadi pada stasiun kerja pencampuran yang menyebabkan keterlambatan dalam proses produksi dan penurunan jumlah produk yang dihasilkan perusahaan. Aliran proses dan kapasitas produksi masing-masing stasiun kerja pembuatan mie instan dapat dilihat pada Gambar 1.1.
SK-I
1200 kg/jam
SK-II Jalur Kritis
SK-III SK-IV SK-V SK-VI
1125 kg/jam 1275 kg/jam 750 kg/jam 675 kg/jam 675 kg/jam
Keterangan :
SK-I : Stasiun Kerja Pengayakan SK-II : Stasiun Kerja Pencampuran SK-III : Stasiun Kerja Pembentukan Adonan SK-IV : Stasiun Kerja Pemasakan
SK-V : Stasiun Kerja Pembungkusan SK-VI : Stasiun Kerja Pengepakan
Gambar 1.1. Aliran Proses dan Kapasitas Produksi Setiap Stasiun Kerja di PT. Jakarana Tama
pencampuran dalam proses produksi di PT. Jakarana Tama, menyebabkan adanya penumpukan atau bottleneck. Data penumpukan yang terjadi di PT. Jakarana Tama pada periode kerja 2 April – 8 April 2014 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Penumpukan Periode 2 April – 8 April 2014 di PT. Jakarana Tama
Tanggal
Rata-rata 8186,928 815,024 9,925 90,075
Sumber: PT. Jakarana Tama
Berdasarkan data pada Tabel 1.1. diketahui bahwa rata-rata penumpukan selama empat hari pengamatan adalah 815,024 kilogram dengan rencana produksi rata-rata 8186,928 kilogram. Dengan demikian, realisasi rencana produksi harian perusahaan hanya sebesar 90,075 % dan 9,925 % dari rencana produksi harian menumpuk di stasiun kerja. Angka kecil dari kendala yang berupa penumpukan
(bottleneck) ini akan mempengaruhi kinerja perusahaan secara keseluruhan. Oleh
Beberapa metode yang dapat digunakan untuk menyelesaikan masalah penumpukan atau bottleneck adalah line balancing dan theory of constraints
(TOC). Line balancing merupakan analisis perhitungan keseimbangan jalur produksi dengan membagi beban antar proses secara seimbang sehingga tidak ada proses idle / menunggu produk dari proses sebelumnya. Line balancing
memfokuskan pada pengurangan waktu menganggur dan keseimbangan waktu senggang. Sedangkan TOC merupakan pendekatan berkelanjutan yang berfokus pada identifikasi dan penyelesaian kendala yang membatasi perusahaan. TOC memfokuskan pada aktivitas produksi dan faktor-faktor pembatas yang terdapat di dalam ataupun di luar perusahaan (kendala internal atau eksternal). Kendala internal misalnya dapat berupa perbedaan kapasitas produksi dan kapasitas waktu mesin, sedangkan kendala eksternal dapat berupa permintaan pasar.
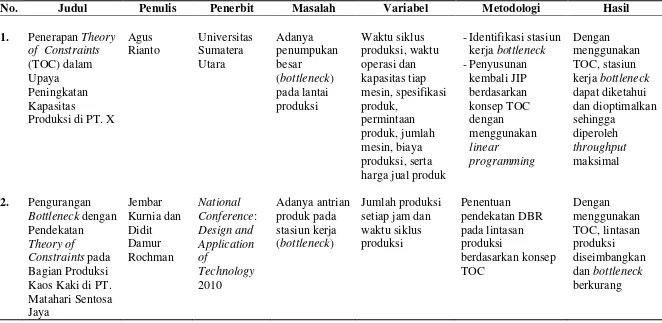
Kurnia dan Rochman (2010) mengaplikasikan TOC untuk mengurangi
bottleneck yang terjadi pada stasiun kerja obras, obras lipat, hand-tag, dan
packing dengan memperhatikan waktu proses dan kapasitas produksi dari stasiun
kerja. Penerapan TOC dalam penelitian ini dapat mengurangi bottleneck dengan melakukan assessment pada stasiun kerja manual corak, komputer, dan manual polos, serta menambah kapasitas pada stasiun kerja obras lipat, pairing, hand-tag,
dan packing. Dengan demikian, perusahaan bisa mengurangi bottleneck tersebut
dan meningkatkan throughput perusahaan.
TOC memfokuskan perhatian pada kendala yang memperlambat proses produksi dan membantu memaksimumkan tingkat keluaran produk atau throughput
(Tunggal, 2003). TOC akan memeriksa kendala dan menemukan bagaimana kendala tersebut mempengaruhi tujuan perusahaan. Kendala yang ditemukan dalam penelitian ini adalah adanya perbedaan kapasitas produksi antara stasiun kerja pengayakan dengan stasiun kerja pencampuran.
Penelitian ini dimulai dengan mengamati urutan proses produksi dan waktu proses dari tiap stasiun kerja, serta menghitung kapasitas pada tiap stasiun kerja tersebut. Analisis dilakukan untuk mencari stasiun kerja bottleneck, mengembangkan kapasitas pada bagian tersebut, dan menghitung kembali kapasitas baru yang diperoleh. Aliran dan kapasitas produksi pada stasiun kerja
bottleneck diharapkan dapat dioptimalkan dengan menerapkan theory of
constraints untuk menghasilkan throughput semaksimal mungkin.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang yang telah dipaparkan di atas, maka pokok masalah yang akan dipecahkan dalam penelitian ini adalah adanya perbedaan kapasitas pada stasiun kerja pengayakan dan pencampuran unit produksi yang menyebabkan terjadinya bottleneck. Sehubungan dengan masalah di atas, dibutuhkan pengaturan kembali dengan menggunakan pendekatan Theory
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan suatu rencana kapasitas yang efektif dalam menurunkan bottleneck pada fasilitas stasiun pengayakan dan pencampuran.
Tujuan khusus dari penelitian ini adalah:
1. Untuk menentukan waktu baku produksi dari setiap stasiun kerja. 2. Untuk menentukan jadwal induk produksi (JIP).
3. Untuk menentukan rough-cut capacity planning (RCCP).
4. Untuk mengidentifikasi stasiun kerja bottleneck dan non-bottleneck.
5. Untuk menentukan kembali JIP yang optimal berdasarkan prinsip theory of
constraints dengan menggunakan linear programming.
1.4. Manfaat Penelitian
Manfaatyang diperoleh dalam penelitian ini adalah sebagai berikut: 1. Bagi Mahasiswa
Penelitian ini dapat dijadikan pengalaman dan menambah pengetahuan dalam mengembangkan pola pikir yang lebih cerdas dan cermat pada bidang kerja nyata.
2. Bagi Perusahaan
3. Bagi Departemen Teknik Industri USU
a. Menjalin kerja sama yang baik antara perusahaan dengan Fakultas Teknik, khususnya Departemen Teknik Industri, Universitas Sumatera Utara. b. Memperkenalkan Departemen Teknik Industri secara luas sebagai forum
disiplin ilmu terapan yang sangat bermanfaat bagi suatu perusahaan.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah dalam penelitian ini adalah:
1. Constraints yang menjadi perhatian dalam penelitian adalah internal
constraints berupa stasiun kerja bottleneck pada lantai produksi di PT.
Jakarana Tama.
2. Metode yang digunakan adalah lima prinsip dasar perbaikan TOC untuk mengoptimalkan perencanaan produksi dengan menggunakan metode linear programming.
3. Peramalan permintaan untuk dua belas bulan ke depan.
4. Penggunaan Theory of Constraints hanya sebatas pengidentifikasian dan pemanfaatan stasiun kerja bottleneck.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Tidak terjadi penambahan jumlah sumber daya selama penelitian berlangsung.
3. Metode kerja tidak mengalami perubahan selama penelitian berlangsung dan sudah terstandarisasi.
4. Biaya produksi dan harga jual produk tidak mengalami perubahan/konstan.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam beberapa bab sebagai berikut:
Bab I, yaitu Pendahuluan yang menguraikan latar belakang permasalahan, perumusan masalah, tujuan dan manfaat dari penelitian, batasan masalah dan asumsi yang digunakan dalam penelitian, serta sistematika penulisan tugas sarjana.
Bab II, yaitu Gambaran Umum Perusahaan yang menguraikan sejarah singkat dari PT. Jakarana Tama, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, serta organisasi dan manajemen.
Bab III, yaitu Tinjauan Pustaka yang berisi teori-teori yang mendukung pemecahan permasalahan penelitian. Teori yang digunakan berhubungan dengan pengidentifikasian stasiun kerja bottleneck dan non-bottleneck, peramalan, jadwal induk produksi, serta theory of constraints yang dikutip dari buku dan jurnal penelitian sebelumnya. .
blok diagram prosedur penelitian, pengumpulan data, metode pengolahan data, analisis pemecahan masalah, serta kesimpulan dan saran.
Bab V, yaitu Pengumpulan dan Pengolahan Data yang memuat data-data yang dikumpulkan peneliti yang berhubungan dengan pemecahan permasalahan penelitian, baik data primer maupun data sekunder, serta bagaimana data-data tersebut diolah untuk memperoleh hasil yang menjadi dasar pemecahan permasalahan tersebut.
Bab VI, yaitu Analisis dan Pembahasan yang memaparkan analisis terhadap hasil dari pengolahan data dan hasil pemecahan permasalahan penelitian.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada tahun 1970-an, industri mie instan di Industri mulai berkembang. Akan tetapi, hanya ada satu atau dua perusahaan di Indonesia yang memproduksi mie instan dalam jangka waktu sepuluh tahun. Kemajuan teknologi di Indonesia menyebabkan pertumbuhan industri mie semakin pesat yang mendukung perkembangan tersebut. Karena alasan ini, pemilik-pemilik saham di PT. Wicaksana Overseas Internasional (PT. WOI) yang sudah mempunyai pengalaman di bidang marketing selama hampir 27 tahun dan menguasai manajemen memutuskan untuk terjun ke dalam industri mie instan. Setelah mendapatkan izin dari pemerintah, maka didirikanlah perusahaan baru yang bergerak di bidang pembuatan mie instan dengan nama PT. Jakarana Tama.
Tama Cabang Medan, sedangkan produksi komersial dimulai pada bulan Juli 1993.
Pemilihan usaha dalam bidang industri makanan ini dapat dilakukan dengan himbauan dan usaha pemerintah pada saat itu, yakni untuk pengadaan makanan yang bergizi dan non-beras. Semakin meningkatnya permintaan konsumen terhadap mie instan menyebabkan banyaknya perusahaan-perusahaan baru yang menanamkan modal untuk mengembangkan industri mie instan tersebut. PT. WOI merupakan salah satu perusahaan jasa distributor yang ikut menikmati pertumbuhan mie instan dengan menjadi distributor produk mie instan di Indonesia. Dalam memasarkan produknya PT. Jakarana Tama bekerja sama dengan PT. WOI sebagai distributor.
Selain mencapai tujuan-tujuan bagi pihak perusahaan, tugas dan tanggung jawab yang senantiasa dilaksanakan PT. Jakarana Tama dalam perjalanan perusahaannya adalah sebagai berikut:
1. Membantu pemerintah dalam meningkatkan gizi masyarakat. 2. Membantu mengembangkan produksi makanan yang bergizi.
3. Memperluas lapangan pekerjaan bagi masyarakat, khususnya masyarakat yang bertempat tinggal di sekitar pabrik.
2.2. Ruang Lingkup Bidang Usaha
merek Gaga Mie 100 dan Gaga Mie 1000. Jenis-jenis mie instan yang telah diproduksi oleh PT. Jakarana Tama Cabang Medan, yaitu:
1. Gaga Mie 100 Ayam Bawang 2. Gaga Mie 100 Soto
3. Gaga Mie 100 Kaldu Ayam 4. Gaga Mie 100 Goreng Spesial 5. Gaga Mie 100 Goreng Extra Pedas 6. Gaga Mie 100 Soto Cabe Rawit 7. Gaga Mie 1000 Ayam Bawang 8. Gaga Mie 1000 Soto
9. Gaga Mie 1000 Goreng Spesial Pedas 10. Gaga Mie 1000 Kaldu Ayam
Bahan-bahan yang digunakan dalam memproduksi mie instan adalah tepung terigu, tepung tapioka, larutan konsui, minyak goreng, bumbu penyedap
dan sauce, kemasan, serta karton. PT. Jakarana Tama Cabang Medan hanya
memproduksi mie saja sampai saat ini, sedangkan untuk bumbu penyedap dan
sauce diproduksi dan didatangkan dari PT. Jakarana Tama Bogor yang berlokasi
Efisiensi bahan dalam proses produksi mie instan tinggi karena bahan yang terbuang masih dapat dimanfaatkan kembali menjadi makanan ringan. Pecahan-pecahan mie (remah-remah mie) yang diperoleh dari lintasan produksi yang masih steril dapat diolah kembali menjadi makanan ringan yang disebut juga sebagai krip-krip.
2.3. Lokasi Perusahaan
PT. Jakarana Tama Cabang Medan didirikan di atas tanah seluas 1,1 hektar di Kawasan Industri Medan (KIM) yang berlokasi di Jalan Raya Medan, Tanjung Morawa Km. 9,5 Medan, Sumatera Utara.
2.4. Daerah Pemasaran
PT. Jakarana Tama Cabang Medan memasarkan produknya untuk beberapa daerah di wilayah Sumatera, yaitu Medan, Pematang Siantar, Pekanbaru, Padang, Palembang, Banda Aceh, dan Lhokseumawe. Dalam meningkatkan keuntungan dan jumlah penjualan, setiap daerah pemasaran berusaha untuk dapat memasarkan produk sebaik-baiknya.
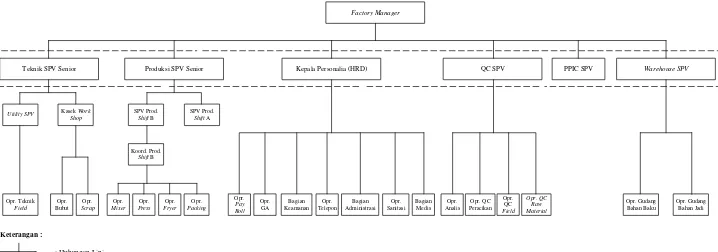
2.5. Organisasi dan Manajemen
kepada satuan-satuan organisasi di bawahnya menurut bidang pekerjaannya. Pimpinan setiap divisi tersebut berhak memerintah semua pelaksana sesuai dengan bidang kerjanya, dan masing-masing satuan pelaksana ke bawah memiliki tugas dan tanggung jawab yang sesuai dengan jabatannya.
Factory Manager
Teknik SPV Senior Produksi SPV Senior Kepala Personalia (HRD) QC SPV PPIC SPV Warehouse SPV
Utility SPV Kasek Work Shop
BAB III
TINJAUAN PUSTAKA
3.1. Peramalan
Data peramalan permintaan perlu diketahui sebelum menyusun perencanaan produksi dan jadwal induk produksi (Tersine, 1994). Peramalan adalah proses penentuan pernyataan mengenai hasil aktual yang biasanya belum terjadi. Resiko dan ketidakpastian merupakan inti dari peramalan dan dilakukan prediksi hal umum yang dianggap baik dengan menentukan tingkat ketidakpastian dalam peramalan.
Metode peramalan dapat dibagi atas dua kelompok, yaitu metode kualitatif dan kuantitatif (Sinulingga, 2009). Metode kualitatif didasarkan pada pertimbangan dengan akal sehat dan pengalaman, sedangkan metode kuantitatif menggunakan metode matematik dengan menggunakan data masa lalu untuk memproyeksikan kebutuhan di masa mendatang.
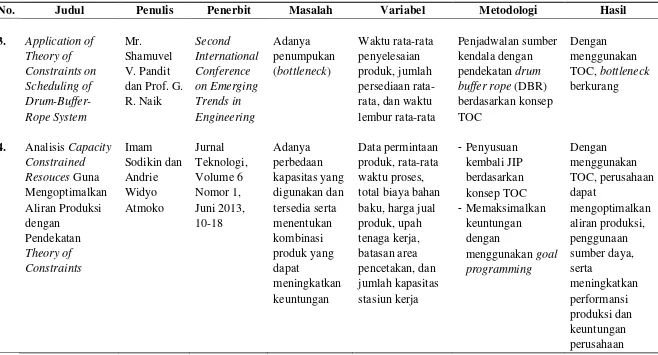
Dalam penelitian yang dilakukan Sodikin dan Atmoko (2013), data periode mendatang diperoleh dengan meramalkan satu bulan permintaan berdasarkan data pesanan periode sebelumnya. Metode peramalan yang digunakan dalam penelitian ini adalah metode kuantitatif yang akan dibahas pada sub-bab selanjutnya sebagai dasar penelitian yang akan digunakan peneliti dalam melakukan peramalan produksi yang dibutuhkan.
1. Mendefinisikan tujuan peramalan. 2. Membuat diagram pencar.
3. Memilih beberapa metode peramalan yang dianggap sesuai. 4. Menghitung parameter-parameter fungsi peramalan.
5. Menghitung kesalahan (error) dari setiap metode peramalan. 6. Memilih metode yang terbaik dengan nilai kesalahan terkecil. 7. Melakukan verifikasi peramalan.
3.1.1. Metode Peramalan Kuantitatif
Salah satu metode peramalan kuantitatif yang dapat digunakan adalah Metode Proyeksi Kecenderungan dengan Regresi. Metode ini merupakan dasar garis kecenderungan untuk suatu persamaan. Dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa mendatang. Bentuk-bentuk fungsi dari metode ini dapat berupa (Ginting, 2007):
1. Konstan, dengan fungsi peramalan (Yt): Y’ = a
Keterangan:
2. Linier, dengan fungsi peramalan:
Y’ = a + bX Dimana:
3. Kuadratis, dengan fungsi peramalan :
Y’ = a + bX + cX2 Dimana :
Dimana :
5. Siklis, dengan fungsi peramalan :
Dimana :
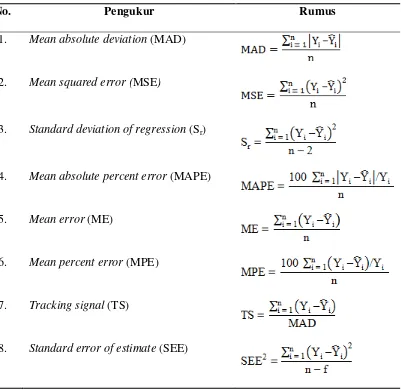
3.1.2. Parameter Kesalahan Peramalan
Tabel 3.1. Pengukuran Kesalahan (Error) Peramalan
No. Pengukur Rumus
1. Meanabsolute deviation (MAD)
2. Mean squared error (MSE)
3. Standard deviation of regression (Sr)
4. Mean absolute percent error (MAPE)
5. Mean error (ME)
6. Mean percent error (MPE)
7. Tracking signal (TS)
8. Standard error of estimate (SEE)
Keterangan:
= Permintaan aktual pada periode i
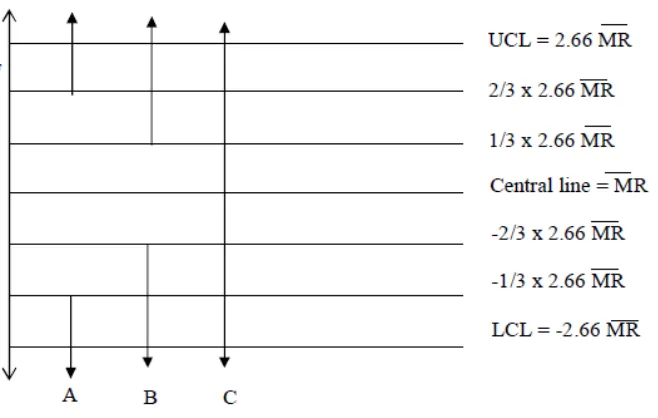
3.1.3. Proses Verifikasi Peramalan
Proses verifikasi peramalan dilakukan dengan menggunakan Moving
Range Chart (MRC) untuk melihat apakah metode peramalan yang diperoleh
representatif terhadap data atau tidak. Chart ini menunjukkan apakah sebaran data masih berada dalam batas kontrol ataupun sudah di luar kontrol (Ginting, 2007). Apabila sebaran data berada di luar kontrol, maka fungsi/metode peramalan yang digunakan tidak sesuai dan perlu dilakukan revisi. Moving Range Chart dapat dilihat pada Gambar 3.1.
Gambar 3.1. Moving Range Chart
Empat aturan titik yang dapat digunakan untuk memeriksa kondisi out of control adalah sebagai berikut:
1. Aturan Satu Titik
representatif. Oleh karena itu, analisis perlu dilanjutkan dengan membagi MRC dalam tiga daerah, yaitu A, B dan C.
2. Aturan Tiga Titik
Bila tiga buah titik secara berurutan berada pada salah satu sisi, dimana dua diantaranya jatuh pada daerah A.
3. Aturan Lima Titik
Bila lima buah titik secara berurutan berada pada salah satu sisi, dimana empat diantaranya jatuh pada daerah B.
4. Aturan Delapan Titik
Bila delapan buah titik secara berurutan berada pada salah satu sisi, yaitu pada daerah C
3.2. Jadwal Induk Produksi
Peramalan permintaan merupakan input utama dari perencanaan produksi. Selain itu, pesanan-pesanan aktual yang telah dijanjikan, kebutuhan persediaan gudang, dan penyesuaian tingkat persediaan harus dimasukkan sebagai input. Kemudian perencanaan agregat dikembangkan untuk merencanakan kebutuhan produksi bulanan atau triwulan bagi kelompok-kelompok produk sebagaimana yang telah diperkirakan dalam peramalan permintaan (Nasution, 2003).
suatu jadwal yang berisikan informasi tentang waktu penyelesaian produksi untuk memenuhi permintaan yang telah diramalkan.
Jadwal induk produksi adalah suatu pernyataan tentang jenis produk akhir yang direncanakan untuk diproduksi dan jumlah produk tersebut yang akan diproduksi pada setiap periode sepanjang rentang waktu perencanaan. Jadwal induk produksi berfungsi memandu kegiatan produksi. Jadwal induk produksi digunakan dalam perencanaan pembelian bahan baku, proses produksi sampai menjadi produk akhir untuk mendukung jadwal pengiriman produk kepada pelanggan.
3.3. Identifikasi Stasiun Kerja Bottleneck dan Non-Bottleneck
Dalam penelitian yang dilakukan dengan menggunakan pendekatan theory
of constraints di perusahaan pengecoran logam dan permesinan Bonjor Jaya,
untuk menentukan stasiun kerja pada lantai produksi merupakan stasiun kerja
bottleneck atau non-bottleneck perlu diketahui kapasitas waktu yang dibutuhkan
(capacity required) dan kapasitas waktu yang tersedia (capacity available)
(Sodikin dan Atmoko, 2013). Kapasitas dibutuhkan dan kapasitas tersedia dapat dihitung dengan menggunakan rough-cut capacity planning (RCCP).
3.3.1. Rough Cut Capacity Planning
Rough Cut Capacity Planning (RCCP) menghitung kebutuhan kapasitas
tersedia. Rumus untuk menghitung kapasitas yang dibutuhkan produk k pada stasiun kerja i untuk periode j (Fogarty, dkk, 1991) yaitu:
Capacity Required = Σ aik bkj untuk semua i, j Keterangan:
aik = Waktu pengerjaan produk k pada stasiun kerja i
bkj = Jumlah produk k yang akan dijadwalkan pada periode j Sedangkan rumus untuk menghitung kapasitas tersedia yaitu:
Capacity Available = Time Available x Utilization x Efficiency
Time Available (waktu tersedia) diperoleh dengan mengalikan total jam
kerja selama periode satu bulan dengan jumlah mesin pada stasiun kerja tertentu. Total jam kerja dapat diperoleh dengan mengalikan jumlah hari kerja, jumlah jam kerja, dan jumlah shift kerja per hari. Utilitas adalah ukuran kemampuan stasiun kerja dalam memanfaatkan kapasitas tersedia secara efektif. Sedangkan efisiensi menjelaskan keadaan seberapa jauh stasiun kerja tertentu mampu menggunakan kapasitas yang tersedia secara efisien.
Kapasitas dibutuhkan (capacity requirement) dapat dihitung apabila diketahui waktu pengerjaan produk pada stasiun kerja tertentu atau disebut juga waktu baku. Waktu baku dapat dicari dengan mengetahui waktu siklus proses,
rating factor, dan allowance dari operator. Dalam penelitian Kurnia dan Rochman
Metode jam henti merupakan cara yang paling banyak dikenal dan digunakan karena kesederhanaan aturan-aturan yang dipakai. Aturan-aturan pengukuran dijelaskan dalam langkah-langkah berikut ini (Sutalaksana, 1979): 1. Langkah-langkah sebelum melakukan pengukuran
a. Penetapan tujuan pengukuran
Hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran, serta berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
b. Melakukan penelitian pendahuluan
Penelitian pendahuluan dilakukan untuk mencari waktu yang seharusnya diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Suatu perusahaan biasanya menginginkan waktu kerja yang sesingkat-singkatnya agar dapat meraih keuntungan yang sebesar-besarnya.
c. Memilih operator
Operator yang dipilih adalah operator yang pada saat pengukuran dilakukan dapat bekerja secara wajar. Syarat-syarat operator yang diamati adalah berkemampuan normal dan dapat diajak kerja sama. Syarat ini harus dipenuhi agar pengukuran dapat berjalan dengan baik dan hasilnya dapat diandalkan.
d. Melatih operator
penyelesaian pekerjaan yang wajar dan bukan penyelesaian dari orang operator yang bekerja secara kaku dengan berbagai kesalahan.
e. Mengurai pekerjaan atas elemen-elemen pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan yaitu merupakan gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang diukur waktu siklusnya. Waktu siklus adalah waktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan.
f. Menyiapkan alat-alat pengukuran
Langkah terakhir sebelum melakukan pengukuran, yaitu menyiapkan alat-alat yang diperlukan. Alat-alat-alat tersebut adalah stopwatch, lembar pengamatan, pena atau pensil, serta papan pengamatan.
2. Melakukan pengukuran waktu
pendahuluan, pengaturan dilakukan dengan sebanyak yang ditentukan oleh pengukur, biasanya sepuluh kali atau lebih pengukuran.
3. Tingkat ketelitian dan tingkat keyakinan
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian.
4. Melakukan perhitungan waktu baku
Jika semua data yang didapat telah seragam dan jumlahnya telah memenuhi, maka kegiatan pengukuran waktu telah selesai. Langkah selanjutnya adalah mengolah data tersebut sehingga memberikan nilai waktu baku.
3.3.1.1.Pengujian Keseragaman Data
Keterangan:
xi = Waktu pengukuran x = Waktu rata-rata s = Simpangan baku BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah k = Tingkat ketelitian
3.3.1.2.Pengujian Kecukupan Data
Pengujian kecukupan data dilakukan untuk mengetahui apakah data yang diperoleh dari pengamatan mencukupi untuk dilakukan perhitungan atau tidak. Rumus untuk menghitung kecukupan data adalah:
Keterangan:
k = Tingkat kepercayaan s = Tingkat ketelitian N = Jumlah data awal
3.3.1.3.Penentuan Rating Factor
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang ditunjukkan operator. Ketidak-wajaran yang dapat terjadi seperti bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu, atau karena menjumpai kesulitan-kesulitan dalam bekerja dapat mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu panjangnya waktu penyelesaian.
Penilaian penyesuaian dilakukan apabila pengukur mendapatkan harga rata-rata siklus/elemen yang diketahui diselesaikan dengan kecepatan tidak wajar oleh operator. Oleh karena itu pengukur harus menormalkannya dengan melakukan penyesuaian. Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata atau waktu elemen rata-rata dengan suatu harga p yang disebut faktor penyesuaian (rating factor). Bila pengukur berpendapat bahwa operator bekerja di atas batas kewajaran (terlalu cepat) maka rating factor akan lebih besar dari satu (p > 1 atau p > 100%). Bila operator dipandang bekerja di bawah normal (terlalu lambat) maka rating factor akan lebih kecil dari satu (p < 1 atau p < 100%). Dan apabila pengukur berpendapat bahwa operator bekerja dengan normal atau wajar maka rating factor akan sama dengan satu (p = 1 atau p = 100%). Untuk kondisi kerja dimana operasi dilakukan oleh mesin sepenuhnya maka waktu yang diukur dianggap waktu normal (Wignjosoebroto, 1995).
Salah satu sistem untuk memberikan rating factor, yaitu westing house
system rating. Selain kecakapan dan usaha sebagai faktor yang mempengaruhi
performance manusia, westing house menambahkan kondisi kerja, dan konsistensi
mempengaruhinya. Westing house telah berhasil membuat suatu tabel
performance rating yang berisikan nilai-nilai berdasarkan tingkatan yang ada
untuk masing-masing faktor tersebut. Untuk menormalkan waktu yang ada, dilakukan dengan mengalikan waktu yang diperoleh dari hasil pengukuran kerja dengan jumlah keempat rating faktor yang dipilih sesuai dengan performance
yang ditunjukkan oleh operator.
3.3.1.4.Penetapan Kelonggaran (Allowance)
Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan. Ketiga faktor tersebut adalah sebagai berikut:
1. Kelonggaran untuk kebutuhan pribadi
Kelonggaran yang termasuk ke dalam kebutuhan pribadi adalah hal-hal seperti minum untuk menghilangkan rasa haus, ke kamar kecil, berbicara dengan teman sekerja untuk menghilangkan ketegangan dalam kerja.
2. Kelonggaran untuk menghilangkan fatique
Rasa lelah menyebabkan hasil produksi menurun, baik secara kuantitas maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya kelonggaran adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun.
Hambatan yang tak dapat dihindarkan terjadi karena berada di luar kekuasaan pekerja untuk mengendalikannya. Beberapa contoh hambatan yang tak dapat terhindarkan adalah menerima petunjuk dari pengawas, melakukan penyesuaian mesin, dan mengasah peralatan potong.
3.3.1.5.Penetapan Waktu Baku
Jika pengukuran-pengukuran telah selesai, yaitu semua data yang didapat memiliki keseragaman yang dikehendaki, serta jumlahnya telah memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, langkah selanjutnya adalah mengolah data-data tersebut untuk mendapatkan waktu baku. Perhitungan waktu baku dilakukan dengan menggunakan rumus sebagai berikut:
3.4. Theory of Constraints
Theory of constraints (TOC) adalah filosofi perbaikan terus-menerus yang
berfokus pada identifikasi dan manajemen kendala untuk tujuan akhir yang diperoleh perusahaan (Tersine, 1994). Dalam kebanyakan organisasi, angka kecil dari kendala akan mempengaruhi performansi keseluruhan. Jika beberapa kendala ini dapat diselesaikan, maka performansi perusahaan seluruhnya dapat diperbaiki.
Goldratt telah mengembangkan lima langkah dalam memperbaiki setiap elemen yang terdapat di dalam sistem (Deffmer, 1997), yaitu:
1. Identifikasi kendala sebuah sistem
Kendala-kendala sebuah sistem dapat berupa material, mesin, orang, tingkat permintaan atau manajerial. Identifikasi kendala dengan baik dan membuat prioritas berdasarkan pengaruhnya pada tujuan organisasi sangat penting dilakukan.
2. Eksploitasi kendala-kendala yang ada
Goldratt memberi contoh lebih baik menajamkan mata gergaji yang ada (jikalau masih mungkin) daripada langsung mengganti dengan yang baru. Dengan demikian, proses berpikirnya adalah bagaimana mensiasati atau memanfaatkan kendala-kendala yang ada untuk memperbaiki kerja sistem dan tidak langsung membuang kendala tersebut.
3. Subordinasi
Semua non kendala dari sistem harus diupayakan untuk mendukung secara maksimum keefektifan dan perbaikan kendala yang sudah ditentukan. Segala sumber daya yang ada harus disinkronisasi karena perbaikan throughput
(penjualan maksimal) perusahaan. 4. Elevasi kendala sistem
5. Kembali ke langkah 1 dan hindari inersia
Jika sebelum langkah keempat, kendala yang ada sudah berhasil diatasi, maka kembali ke langkah pertama karena prinsip perbaikan terus menerus harus dilakukan. Waspadai kelembaman (inertia).
Ukuran operasional dalam TOC adalah:
1. Throughput (TH), yaitu tingkat dimana keseluruhan sistem menghasilkan
uang melalui penjualan barang atau jasa. TH merupakan perbedaan antara pendapatan yang didapat dari penjualan dengan material cost.
2. Inventory (I), yaitu seluruh uang yang diinvestasikan dalam bentuk barang
yang dimaksudkan untuk dijual.
3. Operating expense (OE), yaitu seluruh uang yang digunakan sistem untuk
merubah persediaan menjadi throughput.
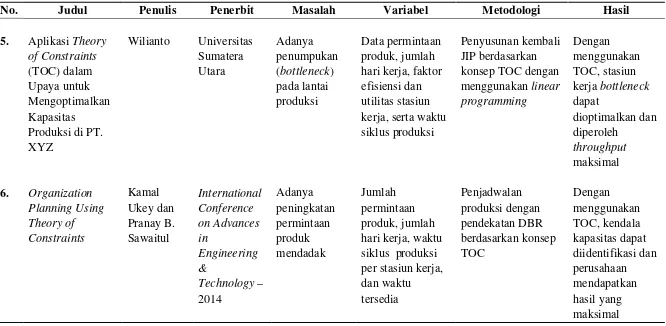
3.5. Penelitian Pendahuluan
Tabel 3.2. Penelitian Pendahuluan dengan Studi Literatur
No. Judul Penulis Penerbit Masalah Variabel Metodologi Hasil
Tabel 3.2. Penelitian Pendahuluan dengan Studi Literatur (Lanjutan)
No. Judul Penulis Penerbit Masalah Variabel Metodologi Hasil
Tabel 3.2. Penelitian Pendahuluan dengan Studi Literatur (Lanjutan)
No. Judul Penulis Penerbit Masalah Variabel Metodologi Hasil
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat Penelitian
Penelitian dilakukan di PT. Jakarana Tama yang bertempat di Jalan Raya Medan, Tanjung Morawa Km. 9,5 Medan.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian terapan (applied
research) karena dalam penelitian ini dicari alasan permasalahan yang ada untuk
mengambil tindakan perbaikan (Sekaran, 2006). Penelitian terapan dilakukan untuk menggunakan hasil temuan dan metode perbaikan yang dipilih untuk memecahkan masalah yang sedang dialami perusahaan tersebut.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah proses produksi dan waktu siklus yang terjadi pada setiap stasiun kerja pada proses pembuatan mie di PT. Jakarana Tama.
4.4. Variabel Penelitian
Sedangkan variabel independen adalah variabel yang mempengaruhi variabel dependen, baik secara positif atau negatif (Sekaran, 2006). Variabel independen dan dependen dari penelitian adalah sebagai berikut:
1. Variabel Independen
a. Waktu siklus stasiun kerja, yaitu waktu yang dibutuhkan oleh setiap stasiun kerja untuk menyelesaikan pekerjaannya.
b. Jumlah permintaan produk, yaitu banyaknya produk yang diminta oleh konsumen dan dijadwalkan untuk diproduksi untuk setiap periode.
c. Hari kerja, yaitu jumlah hari kerja dari para tenaga kerja pada lantai produksi setiap periode.
d. Jam kerja, yaitu jam kerja yang tersedia bagi setiap mesin pada lantai produksi.
e. Shift kerja, yaitu shift kerja yang dilakukan perusahaan untuk melakukan
proses pada lantai produksi.
f. Jumlah mesin, yaitu banyaknya mesin yang terdapat pada stasiun kerja tertentu.
g. Faktor efisiensi, yaitu keadaan stasiun kerja tertentu mampu menggunakan kapasitas yang tersedia secara efisien.
h. Faktor utilitas, yaitu kemampuan setiap stasiun kerja dalam memanfaatkan kapasitas yang tersedia secara efektif.
2. Variabel Dependen
b. Kapasitas tersedia, yaitu tingkat kemampuan yang tersedia dari suatu fasilitas untuk menghasilkan sejumlah produk pada periode tertentu.
c. Penumpukan (bottleneck), yaitu jumlah penumpukan yang terjadi pada stasiun kerja tertentu.
4.5. Kerangka Konseptual Penelitian
Kerangka konseptual menunjukkan hubungan logis antara variabel-variabel yang telah diidentifikasi yang penting dan menjadi fondasi dalam melaksanakan penelitian. Kerangka konseptual penelitian ini dapat dilihat pada Gambar 4.1.
Variabel Independen Variabel Dependen Variabel Dependen
Optimasi stasiun kerja bottleneck berdasarkan pendekatan TOC
Solusi
4.6. Blok Diagram Prosedur Penelitian
Prosedur penelitian ditampilkan dalam blok diagram pada Gambar 4.2.
Rumusan Masalah : Adanya bottleneck pada stasiun kerja yang
menghambat proses produksi
Studi Pendahuluan : - Melihat Kondisi Nyata Pabrik - Mengamati Proses Produksi
Studi Literatur : - Mencari Metode Pemecahan Masalah - Mencari Teori Pendukung
Pengumpulan Data
Data Primer :
- Data Waktu Siklus Setiap Stasiun Kerja - Data Faktor Efisiensi
- Data Jumlah Mesin Setiap Stasiun Kerja - Data Biaya Material
- Data Biaya Produksi - Data Harga Jual Produk
Pengolahan Data : - Perhitungan Waktu Baku Produksi - Peramalan Jumlah Permintaan Produk - Penyusunan Jadwal Induk Produksi - Perhitungan Rough-Cut Capacity Planning
- Pengidentifikasian Stasiun Kerja Bottleneck dan
Non-bottleneck
- Pengaturan Kembali JIP dengan Pengoptimalan Stasiun Kerja Bottleneck berdasarkan Prinsip
Theory of Constraints
Analisis dan Pembahasan : Analisis terhadap kapasitas produksi sebelum dan
setelah dilakukan pengoptimalan stasiun kerja
bottleneck
Kesimpulan dan Saran
4.7. Pengumpulan Data 4.7.1. Sumber Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian ini adalah:
1. Data primer diperoleh dengan cara pengamatan atau pengukuran langsung. Data yang termasuk kategori ini adalah:
a. Data urutan proses produksi.
b. Data waktu siklus tiap stasiun kerja. c. Data faktor efisiensi setiap stasiun kerja. d. Data faktor utilitas setiap stasiun kerja.
2. Data sekunder diperoleh berdasarkan data dokumentasi perusahaan. Data yang termasuk kategori ini adalah:
a. Data hari kerja.
b. Data jam dan shift kerja. c. Data permintaan produk.
d. Data jumlah mesin dari setiap stasiun kerja. e. Data biaya produksi.
f. Data harga jual produk.
4.7.2. Metode Pengumpulan Data
1. Melihat proses produksi dan mengukur waktu siklus setiap stasiun kerja. Pengamatan dilakukan dengan menggunakan metode pengukuran waktu
stopwatch time study.
2. Melakukan wawancara atau tanya jawab dengan penanggung jawab bagian produksi mengenai hal-hal yang berhubungan dengan penelitian.
3. Mengumpulkan data sekunder yang diambil dari dokumen-dokumen perusahaan yang berhubungan dengan penelitian.
4. Mengumpulkan data sekunder yang diperoleh dengan cara membaca pustaka atau literatur yang memiliki hubungan dengan objek yang diteliti.
4.7.3. Instrumen Penelitian
Penelitian dilakukan dengan teknik observasi, yaitu pengamatan langsung pada lantai produksi. Instrumen penelitian yang digunakan adalah stopwatch, lembar pengamatan, dan alat tulis.
4.8. Metode Pengolahan Data
Langkah-langkah dalam proses pengolahan data adalah:
1. Menghitung waktu baku produksi. Perhitungan waktu baku melalui tahapan sebagai berikut:
a. Mengukur waktu siklus dengan metode jam henti (stop watch).
c. Menentukan rating factor dan allowance untuk masing-masing operator di setiap stasiun kerja.
d. Menghitung waktu baku.
2. Menentukan jumlah permintaan untuk dua belas bulan ke depan dengan melakukan peramalan. Peramalan dilakukan dengan metode time series
melalui tahapan sebagai berikut:
a. Mendefinisikan tujuan peramalan yaitu jumlah permintaan untuk dua belas bulan ke depan.
b. Membuat scatter diagram dari jumlah permintaan.
c. Memilih beberapa metode yang mendekati pola scatter diagram.
d. Menghitung parameter-parameter fungsi peramalan. e. Menghitung kesalahan dari setiap metode yang terpilih.
f. Memilih metode dengan kesalahan terkecil dan dilakukan pengujian statistik F untuk menguji kebenarannya.
g. Melakukan proses verifikasi untuk melihat data dalam batasan kontrol atau tidak. Jika semua data dalam kontrol maka fungsi peramalan dapat dipakai.
3. Menyusun Jadwal Induk Produksi (JIP).
4. Menghitung Rough-Cut Capacity Planning (RCCP).
5. Mengidentifikasi stasiun kerja yang bottleneck dan non-bottleneck dengan pendekatan Theory of Constraints (TOC).
Pengolahan data dapat dilihat pada Gambar 4.3.
Menghitung waktu baku produksi Mulai
Menyusun Jadwal Induk Produksi (JIP)
Selesai
Melakukan peramalan jumlah permintaan produk
Menghitung Rough-Cut Capacity Planning (RCCP)
Mengidentifikasi stasiun kerja bottleneck dan non-bottleneck
Mengatur kembali JIP dengan mengoptimalkan stasiun kerja bottleneck dengan Theory of
Constraints dan Linear Programming
Gambar 4.3. Langkah-langkah Pengolahan Data
4.9. Analisis Pemecahan Masalah
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Pengukuran Waktu Siklus
Pengukuran waktu siklus dilakukan menggunakan metode jam henti (stop
watch time study). Pengamatan dilakukan sebanyak sepuluh siklus karena apabila
waktu siklus dari stasiun kerja berlangsung kurang dari dua menit, pengamatan dilakukan minimal sepuluh siklus (Barnes, 1968). Pengukuran waktu dilakukan terhadap proses pembuatan mie instan Gaga Mie 100 Goreng Extra Pedas, Gaga Mie 100 Soto, Gaga Mie 1000 Goreng Spesial Pedas dan Gaga Mie 1000 Soto.
Pengukuran waktu dilakukan untuk setiap stasiun kerja yang terdapat pada lantai produksi dengan menggunakan alat ukur stop watch. Dalam sebuah stasiun kerja, dilakukan pengelompokan elemen kerja berdasarkan jenis mesin yang kapasitasnya relatif sama dan secara fisik ditempatkan pada tempat yang sama. Pembagian stasiun kerja berdasarkan elemen kerjanya pada pembuatan mie instan Gaga adalah sebagai berikut.
1. Stasiun Kerja Pengayakan
Elemen kerja pada stasiun kerja pengayakan adalah: a. Tepung terigu diayak di mesin vibrator.
b. Tepung terigu yang sudah diayak dicampur dengan tepung tapioka. c. Campuran tepung dinaikkan ke stasiun kerja pencampuran.
Elemen kerja pada stasiun kerja pencampuran adalah:
a. Campuran tepung diaduk dengan larutan alkali (yang terdiri dari campuran garam, pengembang, air, dan pewarna makanan) di mesin mixer sampai adonan homogen dan memiliki tekstur yang elastis.
b. Adonan yang sudah homogen dan teksturnya elastis diturunkan ke stasiun kerja pembentukan adonan.
3. Stasiun Kerja Pembentukan Adonan
Elemen kerja pada stasiun kerja pembentukan adonan adalah: a. Adonan ditampung dan diratakan di mesin feeder.
b. Adonan dari mesin feeder didorong sedikit demi sedikit ke mesin press
untuk menekan dan menipiskan adonan menjadi lembaran-lembaran dengan toleransi ketebalan antara 1,2 – 1,3 mm.
c. Lembaran adonan kemudian dibagi-bagi dan dibuat bergelombang menjadi untaian mie di mesin slitter.
d. Untaian mie dibawa ke stasiun kerja pemasakan. 4. Stasiun Kerja Pemasakan
Elemen kerja pada stasiun kerja pemasakan adalah:
a. Untaian mie diletakkan di atas conveyor dan dilakukan penguapan di mesin steam box.
b. Untaian mie dibawa dengan menggunakan conveyor ke mesin cutter
d. Mie di dalam mangkok-mangkok pada conveyor dibawa ke mesin fryer
untuk digoreng agar membentuk mie kering yang matang, renyah, tahan lama, dan siap dikemas. Mie tersebut kemudian dijatuhkan ke conveyor
yang berbentuk jaring-jaring untuk meniriskan sisa minyak penggorengan. e. Mie yang telah digoreng didinginkan di mesin cooling box untuk
mengeringkan sisa minyak sehingga mie menjadi benar-benar kering, tidak berbau, dan tahan lama.
f. Mie yang telah didinginkan dibawa ke stasiun kerja pembungkusan. 5. Stasiun Kerja Pembungkusan
Elemen kerja pada stasiun kerja pembungkusan adalah:
a. Mie yang telah didinginkan disusun dan diperiksa mie yang layak dibungkus dan dijalankan dengan menggunakan conveyor.
b. Mie tersebut dimasukkan bumbu sesuai rasa dan jenis mie secara manual. c. Mie dan bumbu tersebut dibungkus serta diberi nomor produksi dan
tanggal penggunaan yang diperbolehkan dengan mesin packing.
d. Mie yang sudah dibungkus dibawa ke stasiun kerja pengepakan. 6. Stasiun Kerja Pengepakan
Elemen kerja pada stasiun kerja pengepakan adalah:
a. Mie dikemas ke dalam karton yang berisi 40 bungkus secara manual. b. Bagian atas dan bawah karton diberi selotip dengan mesin carton sealer. c. Karton berisi mie dibawa ke gudang produk untuk disimpan.
Tabel 5.1. Waktu Siklus Pembuatan Gaga Mie 100 Goreng Extra Pedas
No. Siklus Waktu Siklus (detik)
SK-I SK-II SK-III SK-IV SK-V SK-VI
Sumber: Hasil Pengamatan pada Bagian Produksi di PT. Jakarana Tama
Tabel 5.2. Waktu Siklus Pembuatan Gaga Mie 100 Soto
No. Siklus Waktu Siklus (detik)
SK-I SK-II SK-III SK-IV SK-V SK-VI
Tabel 5.3. Waktu Siklus Pembuatan Gaga Mie 1000 Goreng Spesial Pedas
No. Siklus Waktu Siklus (detik)
SK-I SK-II SK-III SK-1V SK-V SK-VI
Sumber: Hasil Pengamatan pada Bagian Produksi di PT. Jakarana Tama
Tabel 5.4. Waktu Siklus Pembuatan Gaga Mie 1000 Soto
No. Siklus Waktu Siklus (detik)
SK-I SK-II SK-III SK-IV SK-V SK-VI
Data pengamatan waktu siklus akan dilakukan pengujian keseragaman dan kecukupan data sebelum digunakan untuk menghitung waktu baku produksi.
5.1.2. Data Permintaan Produk
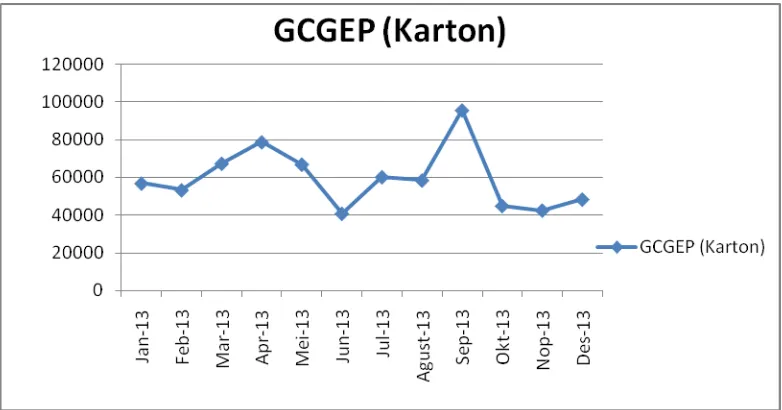
Produk yang menjadi objek penelitian adalah Gaga Mie 100 Goreng Extra Pedas (GCGEP), Gaga Mie 100 Soto (GCST), Gaga Mie 1000 Goreng Spesial Pedas (G-1000GSP) dan Gaga Mie 1000 Soto (G-1000ST). Data permintaan produk akan digunakan sebagai input dalam melakukan peramalan untuk dua belas bulan ke depan. Data permintaan produk Gaga Mie dari bulan Januari sampai Desember 2013 dapat dilihat pada Tabel 5.5.
Tabel 5.5. Data Permintaan Gaga Mie selama Bulan Januari – Desember 2013
Bulan GCGEP
September 2013 95620 53735 30785 13165
Oktober 2013 44660 16405 41345 12930
November 2013 42278 16463 30330 12315
Desember 2013 48135 8720 28074 14055
5.1.3. Data Hari Kerja
Data jumlah hari kerja dibutuhkan sebagai input dalam menghitung kapasitas yang tersedia di pabrik untuk setiap stasiun kerja. Data jumlah hari kerja di PT. Jakarana Tama selama tahun 2014 dapat dilihat pada Tabel 5.6.
Tabel 5.6. Data Hari Kerja Tahun 2014
Bulan Jumlah Hari
Januari 2014 18
Februari 2014 20
Maret 2014 20
April 2014 21
Mei 2014 18
Juni 2014 21
Juli 2014 19
Agustus 2014 20
September 2014 22
Oktober 2014 23
November 2014 20
Desember 2014 21
Sumber: PT. Jakarana Tama
5.1.4. Faktor Efisiensi dan Utilitas
Tabel 5.7. Faktor Efisiensi dan Utilitas Stasiun Kerja
Stasiun Kerja Efisiensi Utilitas
I 93 % 90 %
II 93 % 93 %
III 93 % 87 %
IV 99 % 97 %
V 98 % 96 %
VI 98 % 96 %
Sumber: PT. Jakarana Tama
5.2. Pengolahan Data 5.2.1. Uji Keseragaman Data
Uji keseragaman data dilakukan untuk melihat apakah variasi waktu penyelesaian setiap proses produksi yang merupakan hasil pengamatan masih berada dalam batas-batas kewajaran atau tidak. Salah satu contoh yang disajikan untuk perhitungan uji keseragaman adalah pada data pengukuran waktu Gaga Mie 100 Goreng Ekstra Pedas pada stasiun kerja I. Dalam uji keseragaman ini digunakan tingkat kepercayaan 95 % dan tingkat keyakinan 5 %.
1. Perhitungan nilai rata-rata waktu siklus ( )
= 8,897
0,045
3. Perhitungan batas-batas kendali
Untuk tingkat keyakinan 95 %, nilai k = 1,96
= 8,897 + 1,96 (0,045) = 8,985
= 8,897 1,96 (0,045)
= 8,809
Grafik keseragaman data waktu siklus Gaga Mie 100 Goreng Ekstra Pedas pada stasiun kerja I dapat dilihat pada Gambar 5.1.
Berdasarkan Gambar 5.1. dapat dilihat bahwa data-data masih berada di dalam batas kewajaran (in control), maka data sudah seragam.
Rekapitulasi hasil uji keseragaman data pada produk Gaga Mie 100 Goreng Extra Pedas (GCGEP), Gaga Mie 100 Soto (GCST), Gaga Mie 1000 Goreng Spesial Pedas (G-1000GSP) dan Gaga Mie 1000 Soto (G-1000ST) dapat dilihat pada Tabel 5.8.
Tabel 5.8. Hasil Uji Keseragaman Data
Produk Stasiun Kerja s BKA BKB Keterangan
GCGEP I 8,897 0,045 8,985 8,809 Data seragam
II 18,459 0,188 18,828 18,090 Data seragam
III 10,277 0,060 10,395 10,159 Data seragam
IV 16,126 0,109 16,339 15,913 Data seragam
V 16,211 0,350 16,897 15,525 Data seragam
VI 8,917 0,068 9,050 8,784 Data seragam
GCST I 8,807 0,041 8,888 8,726 Data seragam
II 18,241 0,068 18,376 18,106 Data seragam
III 10,291 0,050 10,390 10,192 Data seragam
IV 16,098 0,118 16,334 15,862 Data seragam
V 16,199 0,285 16,768 15,630 Data seragam
VI 9,349 0,100 9,549 9,149 Data seragam
G-1000GSP I 7,092 0,054 7,197 6,987 Data seragam
II 14,550 0,026 14,601 14,499 Data seragam
III 8,291 0,029 8,348 8,234 Data seragam
IV 13,038 0,099 13,233 12,843 Data seragam
V 13,380 0,164 13,702 13,058 Data seragam
Tabel 5.8. Hasil Uji Keseragaman Data (Lanjutan)
Produk Stasiun Kerja s BKA BKB Keterangan
G-1000ST I 7,100 0,068 7,237 6,963 Data seragam
II 14,592 0,050 14,691 14,493 Data seragam
III 8,229 0,055 8,339 8,119 Data seragam
IV 13,007 0,119 13,244 12,770 Data seragam
V 13,429 0,303 14,035 12,823 Data seragam
VI 7,761 0,052 7,864 7,658 Data seragam
5.2.2. Uji Kecukupan Data
Uji kecukupan data dilakukan untuk melihat apakah data yang telah diperoleh dari pengamatan mencukupi untuk dilakukan perhitungan atau tidak. Salah satu contoh yang disajikan untuk perhitungan uji kecukupan adalah pada data pengukuran waktu Gaga Mie 100 Goreng Ekstra Pedas pada stasiun kerja I. Dalam uji kecukupan ini digunakan tingkat kepercayaan 95 % dimana nilai k = 1,96 dan tingkat keyakinan 5 % dimana nilai s = 0,05.
= 0,128
Rekapitulasi hasil uji kecukupan data pada produk Gaga Mie 100 Goreng Extra Pedas (GCGEP) dan Soto (GCST) serta Gaga Mie 1000 Goreng Spesial Pedas (G-1000GSP) dan Soto (G-1000ST) dapat dilihat pada Tabel 5.9.
Tabel 5.9. Hasil Uji Kecukupan Data
5.2.3. Perhitungan Waktu Baku
Dalam menghitung waktu baku setiap stasiun kerja, diperhitungkan nilai
rating factor dari operator yang diamati dan allowance yang diberikan kepada
operator tersebut. Perhitungan nilai rating factor dan allowance dari operator setiap stasiun kerja dapat dilihat pada Tabel 5.10 dan Tabel 5.11.
Tabel 5.10. Rating Factor Operator pada Setiap Stasiun Kerja
Tabel 5.10. Rating Factor Operator pada Setiap Stasiun Kerja (Lanjutan)
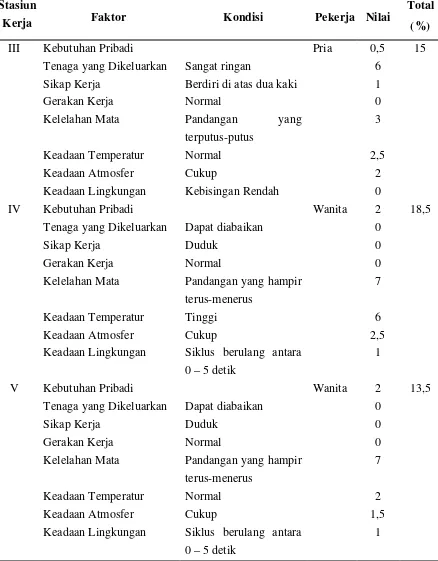
Tabel 5.11. Allowance Operator pada Setiap Stasiun Kerja Stasiun
Kerja Faktor Kondisi
Pekerj
a Nilai
Total (%)
I Kebutuhan Pribadi Pria 0,5 15
Tenaga yang Dikeluarkan Ringan 7,5
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang
terputus-putus
2
Keadaan Temperatur Normal 2,5
Keadaan Atmosfer Cukup 1,5
Keadaan Lingkungan Kebisingan Rendah 0
II Kebutuhan Pribadi Pria 0,5 13
Tenaga yang Dikeluarkan Sangat ringan 6
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang
terputus-putus
2
Keadaan Temperatur Normal 2
Keadaan Atmosfer Cukup 1,5
Tabel 5.11. Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiun
Kerja Faktor Kondisi Pekerja Nilai
Total (%)
III Kebutuhan Pribadi Pria 0,5 15
Tenaga yang Dikeluarkan Sangat ringan 6
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang
terputus-putus
3
Keadaan Temperatur Normal 2,5
Keadaan Atmosfer Cukup 2
Keadaan Lingkungan Kebisingan Rendah 0
IV Kebutuhan Pribadi Wanita 2 18,5
Tenaga yang Dikeluarkan Dapat diabaikan 0
Sikap Kerja Duduk 0
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang hampir terus-menerus
7
Keadaan Temperatur Tinggi 6
Keadaan Atmosfer Cukup 2,5
Keadaan Lingkungan Siklus berulang antara 0 – 5 detik
1
V Kebutuhan Pribadi Wanita 2 13,5
Tenaga yang Dikeluarkan Dapat diabaikan 0
Sikap Kerja Duduk 0
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang hampir terus-menerus
7
Keadaan Temperatur Normal 2
Keadaan Atmosfer Cukup 1,5
Keadaan Lingkungan Siklus berulang antara 0 – 5 detik
Tabel 5.11. Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiu n Kerja
Faktor Kondisi Pekerj
a Nilai
Total (%)
VI Kebutuhan Pribadi Wanita 2 13,5
Tenaga yang Dikeluarkan Dapat diabaikan 0
Sikap Kerja Duduk 0
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang hampir terus-menerus
7
Keadaan Temperatur Normal 2
Keadaan Atmosfer Cukup 1,5
Keadaan Lingkungan Siklus berulang antara 0 – 5 detik
1
Salah satu contoh yang disajikan untuk menghitung waktu baku adalah untuk waktu baku Gaga Mie 100 Goreng Ekstra Pedas pada stasiun kerja I.
= 8,897 1,09
= 11,409
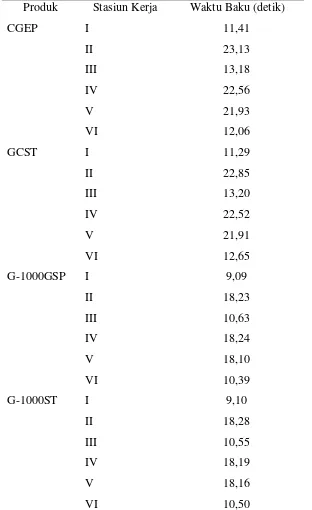
Tabel 5.12. Waktu Baku untuk Setiap Produk pada Setiap Stasiun Kerja
Produk Stasiun Kerja Waktu Baku (detik)
CGEP I 11,41
II 23,13
III 13,18
IV 22,56
V 21,93
VI 12,06
GCST I 11,29
II 22,85
III 13,20
IV 22,52
V 21,91
VI 12,65
G-1000GSP I 9,09
II 18,23
III 10,63
IV 18,24
V 18,10
VI 10,39
G-1000ST I 9,10
II 18,28
III 10,55
IV 18,19
V 18,16
5.2.4. Peramalan Permintaan
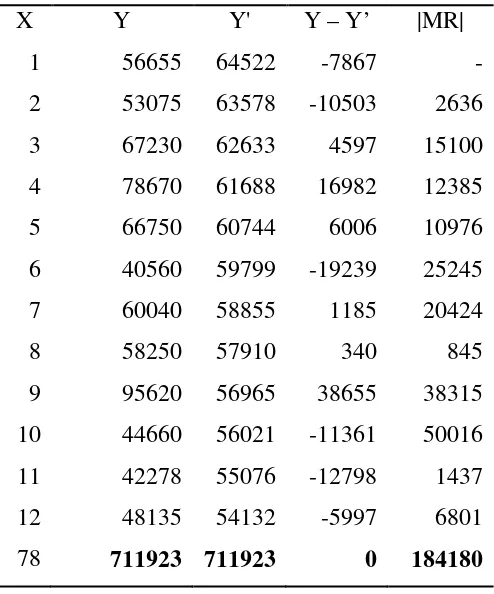
5.2.4.1.Peramalan Permintaan Gaga Mie 100 Goreng Ekstra Pedas (GCGEP) Dari data permintaan Gaga Mie 100 Goreng Ekstra Pedas bulan Januari sampai Desember 2013, akan dilakukan peramalan jumlah permintaan produk untuk satu tahun ke depan. Langkah-langkah peramalan adalah:
1. Mendefenisikan tujuan peramalan
Tujuan peramalan adalah untuk meramalkan jumlah permintaan terhadap produk Gaga Mie 100 Goreng Ekstra Pedas untuk bulan Januari sampai Desember 2014.
2. Membuat diagram pencar
Diagram pencar dari jumlah permintaan bulan Januari sampai Desember 2013 dapat dilihat pada Gambar 5.2.