SIFAT FISIS DAN MEKANIS LAMINASI
BAMBU BETUNG (Dendrocalamus asper) PADA BERBAGAI PERLAKUAN JUMLAH LAPISAN DAN WAKTU PENGEMPAAN
SKRIPSI
Oleh: Riza Rivani
101201033
PROGRAM STUDI KEHUTANAN
FAKULTAS PERTANIAN
LEMBAR PENGESAHAN
Judul Penelitian: Sifat Fisis dan Mekanis Laminasi Bambu Betung
(Dendrocalamus Asper) Pada Berbagai Perlakuan Jumlah Lapisan dan Waktu Pengempaan
Nama : Riza Rivani
NIM : 101201033
Program Studi : Kehutanan
Minat Studi : Teknologi Hasil Hutan
Disetujui Oleh :
Komisi Pembimbing
Luthfi Hakim, S.Hut., M.Si. Tito Sucipto, S. Hut, M.Si
Ketua Anggota
Mengetahui :
Siti Latifah, S.Hut., M.Si., Ph. D
ABSTRACT
RIZA RIVANI. Physical and Mechanical Properties of Laminated Bamboo (Dendrocalamus asper) Under Various Treatment of Layers Number and Pressing Time. Supervised by LUTHFI HAKIM and TITO SUCIPTO
Limitations of the wood raw material supply constraints in meeting the needs of derivative wood products. Alternative raw materials other than wood of choice in manufacturing derivative wood products which have the same properties of the wood. Laminated Bamboo (Dendrocalamus asper Schult.F Backer Ex. Heyne) under various treatment of layers number and pressing time became one of the alternative technologies in making new wood derived products. The objective of this was to evaluate the physical (moisture content, water absorbtion, delamination) and mechanical (modulus of rupture/MOR, modulus of elaticity/MOE, deflection and surface bonding strength) poperties according JAS SE-7 2003 about flooring testing and SNI ISO 16981-2012 about panels product.
The results showed that the performance of laminated bamboo was fulfill JAS SE-7 2003 standard for moisture content, delamination and deflection. Unfortunately, the water absorbtion was not fulfill standard. Surface bending strength of laminated bamboo was fulfill SNI ISO 16981-2012. Although MOR and MOE are not required in the standards, but both showed a value equivalent to the strength of the wood. The best of laminate is laminated bamboo with two layers and pressing treatment for 72 hours.
ABSTRAK
RIZA RIVANI. Sifat Fisis dan Mekanis Laminasi Bambu Betung (Dendrocalamus asper) pada Berbagai Perlakuan Jumlah Lapisan dan Waktu Pengempaan. Dibimbing oleh LUTHFI HAKIM dan TITO SUCIPTO
Keterbatasan pasokan bahan baku kayu menjadi kendala dalam pemenuhan kebutuhan produk turunan kayu. Alternatif bahan baku selain kayu menjadi pilihan dalam menciptakan produk turunan kayu yang mempunyai sifat sama dengan kayu. Laminasi bambu betung (Dendrocalamus asper Schult.F. Backer Ex Heyne) dengan variasi perlakuan jumlah lapisan dan waktu pengempaan menjadi salah satu alternatif teknologi dalam membuat produk turunan kayu yang baru. Tujuan dari penelitian ini adalah untuk mengevaluasi sifat fisis dan mekanis laminasi bambu betung dengan berbagai perlakuan jumlah lapisan dan waktu pengempaan. Pengujian sifat fisis dan mekanis dilakukan berdasarkan pada standar JAS SE-7 2003 tentang Flooring SNI ISO 16981-2012 tentang produk panel.
Hasil penelitian menunjukkan kualitas papan laminasi bambu betung telah memenuhi standar JAS SE-7-2003 untuk pengujian kadar air, delaminasi, dan defleksi. Namun, untuk pengujian daya serap air tidak memenuhi. Keteguhan rekat permukaan laminasi bambu telah memenuhi syarat standar SNI ISO 16981-2012. Meskipun MOR dan MOR tidak di persyaratkan pada kedua standar, tetapi laminasi bambu yang dihasilkan memiliki kekuatan yang setara dengan kayu. Papan laminasi bambu terbaik diperoleh dari papan laminasi 2 lapisan dengan waktu pengempaan selama 72 jam.
RIWAYAT HIDUP
Penulis dilahirkan di Medan, 13 September 1992 dari Pasangan
Syarifuddin H. dan Trisnawani. Penulis merupakan anak ketiga dari tiga
bersaudara. Penulis menempuh pendidikan formal di SD Swasta Al-Ikhlas Medan
dan lulus pada tahun 2004, melanjutkan ke SMP Negeri 6 Medan dan lulus pada
tahun 2007. Pada tahun 2010 penulis lulus dari SMA Negeri 13 Medan dan pada
tahun yang sama, penulis diterima sebagai mahasiswa di Program Studi
Kehutanan, Fakultas Pertanian, Universitas Sumatera Utara (USU) melalui seleksi
UMB-PTN.
Selain mengikuti perkuliahan, penulis aktif mengikuti kegiatan
organisasi, diantaranya adalah Badan Kenaziran Musholla Baitul Asyjaar
Kehutanan USU tahun 2012-2013, Rain Forest Community tahun 2011-2013. Penulis juga pernah menjadi asisten Praktikum Geodesi dan Kartografi, Praktikum
Inventarisasi Hutan, serta Praktikum Anatomi dan Identifikasi Kayu.
Penulis melakukan Praktik Pengenalan Ekosistem Hutan (P2EH) di
Taman Hutan Raya Bukit Barisan dan Hutan Pendidikan Gunung Barus,
Kabupaten Karo pada tahun 2012. Penulis melaksanakan Praktik Kerja Lapangan
(PKL) di Perum Perhutani Divisi Regional III Jawa Barat dan Banten, KPH
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWTatas berkah dan
karunia-Nya penulis dapat menyelesaikan skripsi yang berjudul “Sifat Fisis dan
Mekanis Laminasi Bambu Betung (Dendrocalamus asper) pada Berbagai Perlakuan Jumlah Lapisan dan Waktu Pengempaan“ yang diajukan sebagai salah
satu syarat untuk mendapatkan gelar sarjana kehutanan pada Program Studi
Kehutanan, Fakultas Pertanian, Universitas Sumatera Utara.
Dalam penyelesaian skripsi ini, penulis ingin mengucapkan terima kasih
kepada :
1. Kedua orang tua tercinta, Ayahanda Syarifuddin H. dan Ibunda Trisnawani,
serta kedua saudara penulis Trisna Sari dan Arif Kurniawan, yang senantiasa
memberikan kasih sayang sepanjang masa, dan dukungan berupa moril
maupun materil kepada penulis.
2. Bapak Luthfi Hakim, S.Hut., M.Si dan Bapak Tito Sucipto, S.Hut., M.Si
selaku Komisi Pembimbing yang telah membimbing dan memberikan saran
terhadap penulisan skripsi ini.
3. Rekan tim peneliti (Annisa Nadia, Mariah Ulfa, Putri Rafika Wulandari,
Reza Nachsybandi, Selvy Puspikasari dan Sri Wardani Rambe) yang telah
memberikan semangat dan kerjasama saat melakukan penelitian.
4. Terkhusus kepada Laboran Workshop Teknologi Hasil Hutan, Robi Hidayat
yang telah memberikan banyak bantuan dalam proses pembuatan papan
Penulis berharap semoga kedepannya skripsi ini dapat bermanfaat
dalam pengembangan ilmu pengetahuan, khususnya di bidang kehutanan.
Medan, Agustus 2014
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ... i
ABSTRACT ... ii
ABSTRAK ... iii
RIWAYAT HIDUP ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
PENDAHULUAN Latar Belakang ... 1
Tujuan ... 3
Manfaat Penelitian ... 3
Hipotesis ... 3
TINJAUAN PUSTAKA Deskripsi Umum Bambu Betung ... 4
Sifat Fisis dan Mekanis Bambu Betung ... 5
Kandungan Kimia Bambu Betung ... 7
Teknologi Laminasi ... 8
Bambu Laminasi ... 10
Perekat Polivinil Asetat (PVac) ... 11
Proses Perekatan ... 12
Jumlah Lapisan dan Gaya pengempaanpada Produk Laminasi ... 13
Alat dan Bahan ... 15
Prosedur Penelitian ... 15
Pemotongan Bambu Betung ... 15
Pembuatan Laminasi Bambu Betung ... 17
Pemotongan Contoh Uji ... 19
Pengujian Sifat Fisis dan Mekanis Laminasi Bambu Betung ... 19
Analisis Statistika ... 23
HASIL DAN PEMBAHASAN Sifat Fisis Papan Laminasi Bambu Betung ... 26
Pengujian Kadar Air (KA) ... 26
Pengujian Daya Serap Air (DSA) ... 28
Delaminasi ... 29
Sifat Mekanis Papan Laminasi Bambu Betung ... 31
Pengujian Bending Strength ... 31
1. Modulus of Elasticity (MOE) ... 32
2. Modulus of Rupture (MOR) ... 33
3. Perubahan Defleksi ... 35
Pengujian Keteguhan Rekat Permukaan (KRP) ... 36
Kualitas Papan Laminasi Bambu Betung ... 38
KESIMPULAN DAN SARAN Kesimpulan ... 41
Saran ... 41
DAFTAR TABEL
No. Halaman
1. Dimensi dan Proporsi Sel Bambu Betung... 7
2. Komponen Kimia Bambu Betung ... 7
3. Berat Labur Perekat Yang Dibutuhkan ... 17
4. Standar Mutu Sifat Fisis Dan Mekanis Papan Partikel Berdasarkan
JAS SE-7-2003 dan SNI ISO 16981-2012 ... 23
5. Nilai Rata-rata Hasil Pengujian Sifat Fisis Papan Laminasi
Bambu Betung... 26
6. Nilai Rata-rata Hasil Pengujian Sifat Mekanis Papan Laminasi
Bambu Betung... 31
DAFTAR GAMBAR
No. Halaman
1. Bambu Betung (Dendrocalamus asper) ... 5
2. Cara Pembelahan Bambu Menjadi Bilah Bambu ... 16
3. Reka Bentuk Laminasi Bambu 2 Lapisan ... 18
4. Reka Bentuk Laminasi Bambu 4 Lapisan ... 18
5. Ukuran Pemotongan Contoh Uji ... 19
6. Pembebanan Pengujian MOR dan MOE ... 22
7. Pengujian Keteguhan Rekat Permukaan (KRP) ... 23
8. Bagan Alir (Flow Chart) Penelitian ... 25
9. Diagram Presentase Kadar Air Papan Laminasi Bambu Betung ... 26
10. Diagram Presentase Daya Serap Air Papan Laminasi Bambu Betung 28
11. Diagram Presentase Delaminasi Papan Laminasi Bambu Betung ... 30
12. Diagram Nilai MOE Papan Laminasi Bambu Betung ... 32
13. Diagram Nilai MOR Papan Laminasi Bambu Betung ... 34
14. Diagram Nilai Perubahan Defleksi Papan Laminasi Bambu Betung .. 35
ABSTRACT
RIZA RIVANI. Physical and Mechanical Properties of Laminated Bamboo (Dendrocalamus asper) Under Various Treatment of Layers Number and Pressing Time. Supervised by LUTHFI HAKIM and TITO SUCIPTO
Limitations of the wood raw material supply constraints in meeting the needs of derivative wood products. Alternative raw materials other than wood of choice in manufacturing derivative wood products which have the same properties of the wood. Laminated Bamboo (Dendrocalamus asper Schult.F Backer Ex. Heyne) under various treatment of layers number and pressing time became one of the alternative technologies in making new wood derived products. The objective of this was to evaluate the physical (moisture content, water absorbtion, delamination) and mechanical (modulus of rupture/MOR, modulus of elaticity/MOE, deflection and surface bonding strength) poperties according JAS SE-7 2003 about flooring testing and SNI ISO 16981-2012 about panels product.
The results showed that the performance of laminated bamboo was fulfill JAS SE-7 2003 standard for moisture content, delamination and deflection. Unfortunately, the water absorbtion was not fulfill standard. Surface bending strength of laminated bamboo was fulfill SNI ISO 16981-2012. Although MOR and MOE are not required in the standards, but both showed a value equivalent to the strength of the wood. The best of laminate is laminated bamboo with two layers and pressing treatment for 72 hours.
ABSTRAK
RIZA RIVANI. Sifat Fisis dan Mekanis Laminasi Bambu Betung (Dendrocalamus asper) pada Berbagai Perlakuan Jumlah Lapisan dan Waktu Pengempaan. Dibimbing oleh LUTHFI HAKIM dan TITO SUCIPTO
Keterbatasan pasokan bahan baku kayu menjadi kendala dalam pemenuhan kebutuhan produk turunan kayu. Alternatif bahan baku selain kayu menjadi pilihan dalam menciptakan produk turunan kayu yang mempunyai sifat sama dengan kayu. Laminasi bambu betung (Dendrocalamus asper Schult.F. Backer Ex Heyne) dengan variasi perlakuan jumlah lapisan dan waktu pengempaan menjadi salah satu alternatif teknologi dalam membuat produk turunan kayu yang baru. Tujuan dari penelitian ini adalah untuk mengevaluasi sifat fisis dan mekanis laminasi bambu betung dengan berbagai perlakuan jumlah lapisan dan waktu pengempaan. Pengujian sifat fisis dan mekanis dilakukan berdasarkan pada standar JAS SE-7 2003 tentang Flooring SNI ISO 16981-2012 tentang produk panel.
Hasil penelitian menunjukkan kualitas papan laminasi bambu betung telah memenuhi standar JAS SE-7-2003 untuk pengujian kadar air, delaminasi, dan defleksi. Namun, untuk pengujian daya serap air tidak memenuhi. Keteguhan rekat permukaan laminasi bambu telah memenuhi syarat standar SNI ISO 16981-2012. Meskipun MOR dan MOR tidak di persyaratkan pada kedua standar, tetapi laminasi bambu yang dihasilkan memiliki kekuatan yang setara dengan kayu. Papan laminasi bambu terbaik diperoleh dari papan laminasi 2 lapisan dengan waktu pengempaan selama 72 jam.
PENDAHULUAN
Latar Belakang
Dalam kehidupan masyarakat pedesaan di Indonesia, bambu memegang
peranan sangat penting. Bahan bambu dikenal oleh masyarakat memiliki
sifat-sifat yang baik untuk dimanfaatkan, antara lain batangnya kuat, ulet, lurus, rata,
keras, mudah dibelah, mudah dibentuk dan mudah dikerjakan serta ringan
sehingga mudah diangkut. Selain itu juga bambu relatif murah dibandingkan
dengan bahan bangunan lain karena banyak ditemukan di sekitar pemukiman
pedesaan. Bambu menjadi tanaman serbaguna bagi masyarakat pedesaan.
Beberapa masalah yang timbul dalam pemanfaatan bambu sebagai bahan
konstruksi adalah keterbatasan bentuk dan dimensinya. Sebagai bahan substitusi
kayu, bambu harus memiliki dimensi tebal, lebar dan panjang seperti papan atau
balok kayu. Oleh karena itu, dibutuhkan teknik peningkatan kualitas bambu.
Salah satu teknik peningkatan kualitas bambu adalah melalui teknik laminasi.
Menurut Tsoumis (1991) beberapa kelebihan balok atau bambu laminasi antara
laindapat dihasilkan balok dengan berbagai bentuk dan ukuran yang sesuai dengan
tujuanpemakaian, dapat memanfaatkan bambu yang berdimensi kecil, dan
kekuatan dapat ditingkatkan dengan perlakuan-perlakuan tertentu.
Apabila bambu ingin digunakan sebagai pengganti papan atau balok
kayu, maka bambu tersebut harus memenuhi persyaratan lebar dan tebal tertentu.
Dalam bentuk bilah, bambu mempunyai ketebalan yang relatif kecil, sehingga
untuk mengatasi masalah ini diperlukan teknik laminasi dengan jumlah lapisan
yang disesuaikan dengan ukuran produk yang diinginkan. Sari dan Praja (2006)
meranti merah menyebutkan bahwa jumlah lapisan yang digunakan akan
berpengaruh terhadap sifat mekanis dari suatu produk lamina yang dihasilkan.
Hal ini diduga berhubungan dengan luas bidang rekat yang meningkat seiring
dengan banyaknya jumlah lapisan pada suatu produk lamina. Berdasarkan
penelitian sebelumnya, waktu pengempaan yang sering kali digunakan pada
produk laminasi hanya 24 jam. Oleh karena itu, penelitian ini akan
menggunakan waktu kempa sampai dengan 72 jam, yang diasumsikan akan
meningkatkan kualitas produk karena perekat sudah benar-benar matang setelah
dikeluarkan dari alat kempa. Berdasarkan beberapa hal tersebut, dilakukan
penelitian untuk menganalisa perbedaan sifat-sifat bambu laminasi pada jumlah
lapisan dan waktu pengempaan yang berbeda.
Dalam penelitian ini, jenis bambu yang akan digunakan untuk dijadikan
laminasi bambu adalah bambu betung (Dendrocalamus asper). Bambu betung dipilih selain karena kekuatan dan kelas keawetannya yang tinggi, bambu ini juga
memiliki ukuran yang besar serta dinding bilah yang cukup tebal (1-1,5 cm)
sehingga sangat cocok digunakan sebagai bahan baku konstruksi. Laminasi
bambu ini menggunakan perekat sebagai bahan sambungannya, jenis perekatnya
adalah polivinil asetat (PVAc). Sedangkan standar yang digunakan dalam
pengujian laminasi bambu ini adalah Japanese Agricultural Standart (JAS) SE-7-2003 for Flooring dan SNI ISO 16981-2012.
Tujuan
1. Menghitung sifat fisis dan mekanis laminasi bambu betung dengan berbagai
2. Menentukan jumlah lapisan dan waktu pengempaan yang paling baik dalam
pembuatan laminasi bambu betung.
Manfaat Penelitian
1. Mengoptimalkan pemanfaatan dan meningkatkan nilai ekonomi bambu
betung.
2. Memudahkan penggunaan bambu betung dengan mengubah dimensinya dan
menjadikannya sebagai bambu laminasi.
3. Sebagai informasi dan menambah wawasan pembaca untuk permasalahan
bambu di Indonesia.
Hipotesis
1. Jumlah lapisan akan berpengaruh terhadap sifat fisis dan mekanis laminasi
bambu betung.
2. Waktu pengempaan akan berpengaruh terhadap sifat fisis dan mekanis
TINJAUAN PUSTAKA
Deskripsi Umum Bambu Betung (Dendrocalamus asper)
Bambu betung memiliki nama-nama daerah diantaranya bambu betung
coklat (Bengkulu), betung hijau (Lampung), buluh batung (Sumatera Utara) dan
betung hitam (Banyuwangi). Berikut ini adalah klasifikasi taksonomi bambu
betung (Kemenhut, 2012) :
Kingdom : Plantae
Divisi : Spermatophyta
Kelas : Monocotiledonae
Ordo : Graminales
Famili : Graminae
Genus : Dendrocalamus
Spesies : Dendrocalamus asper (Schult.F) Backer ex Heyne
Jenis bambu ini mempunyai rumpun yang agak rapat. Warna batang hijau
kekuning-kuningan. Ukurannya lebih besar dan lebih tinggi dari jenis bambu yang
lain. Tinggi batang mencapai 20 m dengan diameter batang sampai 20 cm.
Ruas bambu betung cukup panjang dan tebal, panjangnya antara 40-60 cm dan
ketebalan dindingnya 1-1,5 cm. Jenis bambu ini dapat ditemui di dataran rendah
sampai ketinggian 2.000 mdpl. Bambu ini akan tumbuh baik bila tanahnya cukup
subur, terutama di daerah yang beriklim tidak terlalu kering. Bambu betung
sifatnya keras dan baik untuk bahan bangunan karena seratnya besar-besar serta
ruasnya panjang. Dapat dimanfaatkan untuk saluran air, penampungair aren yang
barang kerajinan. Rebung bambu betung terkenal paling enak untuk disayur
diantara jenis-jenis bambu lainnya (Kemenhut, 2012).
Gambar 1. Bambu Betung (Dendrocalamus asper) Sumber : Kemenhut, 2012
Bambu betung memiliki sifat yang keras dan baik untuk bahan bangunan.
Perbanyakan bambu betung dilakukan dengan potongan batang atau cabangnya.
Bambu betung adalah bambu yang kuat dan banyak digunakan untuk bahan
bangunan rumah maupun jembatan. Bambu betung bisa dipanen pada umur 3-4
tahun dengan produksi sekitar 8 ton/ha. Kerapatan serat bambu betung adalah
0,8 g/cm3 (Dransfield dan Widjaja, 1995).
Sifat Fisis dan Mekanis Bambu Betung
Bambu bersifat higroskopis, artinya bambu mempunyai afinitas terhadap
air, baik dalam bentuk uap maupun cairan. Kayu atau bambu mempunyai
kemampuan mengabsorpsi atau desorpsi yang tergantung dari suhu dan
kelembaban. Menurut Dransfield dan Widjaja (1995) kadar air batang bambu
merupakan faktor penting dan dapat mempengaruhi sifat-sifat mekanisnya.
Kadar air dinyatakan sebagai kandungan air yang berada dalam bambu.
Kandungan air dalam batang bambu bervariasi baik arah memanjang maupun arah
Pada umur satu tahun batang bambu mempunyai kandungan air yang relatif
tinggi, yaitu kurang lebih 120 hingga 130%, baik pada pangkal maupun ujungnya.
Sedangkan pada bagian ruas, kandungan air lebih rendah daripada bagian nodia
(Liese, 1980 dalam Pathurahman, 1998).
Kadar air batang bambu merupakan faktor penting dan dapat
mempengaruhi sifat-sifat mekanisnya. Kadar air pada bambu bervariasi menurut
jenis, posisi dalam batang, umur batang dan musim. Pada umumnya jika bambu
sudah berumur lebih dari tiga tahun akan mengalami penurunan kadar air. Pada
batang bambu muda penurunan kadar air berkisar antara 50-90%, sedangkan pada
bambu tua berkisar antara 12-18% (Dransfield dan Widjaja, 1995).
Kadar air bambu betung adalah 42,61%. Hal ini berhubungan erat dengan
tebal bilah masing-masing bambu tersebut. Makin tebal dinding/bilah bambu
maka makin tinggi air yang dapat dikandung bambu tersebut. Bambu betung
memiliki tebal bilah 10 – 25 mm (Pujirahayu, 2012).
Subyakto dan Sudijono (1994) telah meneliti bahwa berat jenis bambu
betung bertambah besar dengan meningkatnya posisi ketinggian ruas pada batang.
Pada ruas yang sama, kekuatan lentur (MOE dan MOR) bambu betung pada
bagian tanpa buku lebih tinggi dibandingkan dengan buku. Pada ruas yang sama,
nilai MOR pada posisi pengujian telentang (bagian kulit bambu di bawah) lebih
kecil dibandingkan posisi telungkup (bagian kulit bambu di atas). Nilai MOE
bertambah besar dengan semakin tinggi posisi ruas pada batang, sedangkan nilai
MOR mengalami sedikit penurunan pada ujung batang.
Nilai Modulus Elastisitas berkaitan dengan regangan, defleksi, dan
lokasi pembebanan, panjangnya, ukuran penampang, dan nilai MOE. Hubungan
antara MOE dengan defleksi yaitu apabila semakin tinggi MOE suatu balok, maka
semakin berkurang defleksinya dan semakin tahan terhadap perubahan bentuk
(Haygreen dan Bowyer, 2003).
Kandungan Kimia Bambu Betung
Menurut Manuhuwa dan Loiwatu (2007) kandungan holoselulosa
(73,63%), lignin (27,37%) dan tebal dinding sel serat (0,90 mikron) bambu betung
lebih banyak dari bambu sero (71,96%; 26,18%; 0,80 mikron) dan bambu tui
(72,77%; 26,05%; 0,77 mikron). Ketebalan dinding sel akan sangat
mempengaruhi penyusutan. Semakin tebal dinding sel, maka akan semakin besar
pula penyusutan yang akan terjadi. Selain faktor ketebalan dinding sel, faktor lain
yang berhubungan dengan kandungan air dalam bambu adalah jumlah sel pori. Sel
pori mengandung air yang lebih banyak dibandingkan dengan sel serat.
Dalam penelitiannya, Manuhuwa dan Loiwatu (2007) menghasilkan nilai
dimensi dan proporsi sel pada bambu betung seperti pada Tabel 1.
abel 1. Dimensi dan Proporsi Sel Bambu Betung
Panjang
Selain sifat anatomi, Manuhuwa dan Loiwatu (2007) juga meneliti
kandungan kimia bambu betung, seperti pada Tabel 2.
3,59 5,70 3,49 45,65 72,77 26,05
Teknologi Laminasi
Teknologi laminasi adalah teknik penggabungan bahan dengan bantuan
perekat. Bahan bangunan berukuran kecil dapat direkatkan membentuk
komponen bahan sesuai keperluan. Teknik laminasi juga merupakan cara
penggabungan bahan baku yang tidak seragam atau dari berbagai kualitas
(Prayitno, 1996).
Sebagai contoh kayu yang berkualitas rendah digabungkan dengan kayu
berkualitas tinggi disesuaikan dengan distribusi gaya beban yang akan diterima
oleh produk tersebut. Dengan demikian teknik laminasi merupakan teknik
penggabungan bahan yang sangat efisien untuk menghasilkan produk bahan
bangunan yang efektif. Akhirnya teknik laminasi mampu menggunakan semua
bahan baku yang ada untuk tujuan penggunaan yang lebih besar sehingga mampu
mendukung program pemerintah untuk memberi waktu kepada hutan untuk
bernafas kembali dan berubah menjadi hutan yang ideal kembali. Dengan kata
lain teknik laminasi mampu mendukung konservasi hutan atau kelestarian hutan
yang diinginkan masyarakat Indonesia maupun internasional.
Produk laminasi pada umunya menghasilkan produk bahan bangunan
dengan sifat-sifat sebagai berikut:
a) Bentuk seragam pada bidang tertentu sesuai dengan tujuan pembuatannya
dan mempunyai kekuatan tinggi. Hal ini lebih baik dibandingkan kayu utuh
b) Deformasi akan lebih sedikit karena setiap komponen laminasi akan
menerima beban sesuai dengan kemampuannya. Defleksi produk dapat diatur
dalam desain struktur bangunan.
c) Mutu produk laminasi dapat diatur dengan mutu lapisan lamina yang
digunakan sehingga mampu menghasilkan laminasi yang sesuai dengan
tuntutan dan efisien.
d) Cacat bahan pada laminasi dapat dihilangkan karena titik lemah tersebut
diatur kembali sehingga tidak menampakkan pengaruh yang signifikan.
e) Bentuk laminasi dapat dibuat sesuai selera pengguna seperti balok laminasi
lurus, melengkung atau kubah, trapesium dan bentuk lain.
Disebabkan ukuran bahan baku laminasi jauh lebih kecil daripada
dimensi bahan bangunan yang dikehendaki maka banyak faktor yang harus
diteliti dalam pembuatan laminasi yaitu sebagai berikut :
a) Jenis perekat yang digunakan dalam laminasi.
b) Banyaknya perekat yang digunakan untuk penggabungan.
c) Jenis bambu yang digunakan dalam laminasi
d) Ukuran bilah bambu berupa galar atau bilah yang digunakan dalam laminasi.
e) Jenis dan posisi sambungan yang dipakai dalam penyambungan laminasi.
f) Ukuran bahan bangunan dengan titik lemah (kegagalan) lentur atau geser
merupakan kelemahan balok laminasi (Gunawan, 2007).
Pada produk laminasi, kualitas perekatan ditentukan oleh kualitas perekat,
kualitas sirekat, proses perekatan dan kondisi penggunaan produk hasil
perekatan.Kualitas perekat dipengaruhi oleh viskositas, kandungan resin padat, pH
kehalusan permukaan, keterbasahan, kadar zat ekstaktif, pH kayu, struktur
anatomi kayu dan lain-lain. Proses perekatan berkaitan dengan teknik perekatan
dan pengempaan dari dari produk perekatan. Produk hasil perekatan digunakan
sesuai dengan tujuan penggunaan produk, jenis perekat dan jenis sirekat
(Ruhendi dan Sucipto, 2012).
Bambu Laminasi
Teknologi bambu laminasi pada awalnya didasari oleh pemikiran dari
balok glulam. Balok glulam dibuat dari lapisan-lapisan kayu yang relatif tipis
yang dapat digabungkan dan direkatkan sedemikian rupa untuk menghasilkan
balok kayu dalam berbagai ukuran dan panjang (Breyer, 1988).
Laminasi bambu merupakan produk yang dibuat dengan merekatkan dua
atau lebih lapisan bahan menjadi satu. Diperoleh dari pengolahan batang bambu
yang dimulai dengan pemotongan, perekatan dan pengempaan hingga diperoleh
bentuk lamina dengan ketinggian/ketebalan yang diinginkan. Untuk beberapa hal,
sifat-sifat lamina tidak bedajauh dari sifat bambu aslinya. Sifat akhir akan banyak
dipengaruhi oleh banyaknya nodia/ruas yang ada pada satu batang dan perekat
yang dipergunakan (Widjaja, 1995).
Proses laminasi dan penyambungan sangat terkait dengan proses
perekatan. Dalam proses perekatan bambu ada tiga aspek utama yang
mempengaruhi kualitas hasil perekatan, yaitu aspek bahan yang direkat (bambu),
aspek bahan perekat dan aspek teknologi perekatan. Aspek bahan yang direkat
(bambu) meliputi struktur dan anatomi bambu (susunan sel, arah serat) dan sifat
komposisi perekat, berat laburan, pengempaan dan kondisi kerja (durasi, suhu,
cara pelaksanaan) (Budi, 2007).
Perekat Polivinil Asetat (PVAc)
Pembuatan balok laminasi mutlak memerlukan perekat sebagai bahan
pengikat bagian kayu lamina yang satu dengan yang lainnya. Menurut Manik
(1997), perekat digunakan untuk merekatkan lapisan antar papan dengan papan
sehingga terjadi pertemuan antara serat kayu dengan perekat yang membentuk
satu kesatuan konstruksi yang lebih kaku dan kuat.
Menurut Ruhendi dan Hadi (1997), polivinil asetat diperoleh dari
polimerisasi vinil asetat dengan cara polimerisasi massa, polimerisasi larutan
maupun polimerisasi emulsi. Yang paling banyak digunakan adalah polimerisasi
emulsi. Reaksinya dimulai dan dikontrol dengan penggunaan radikal bebas atau
katalisionik, sedangkan untuk tujuan percobaan dapat dilakukan dengan metode
katalis, termasuk katalis redoks atau aktivasi dengan cahaya.
Kelebihan polivinil asetat yaitu mudah penanganannya, storage life-nya tidak terbatas, tahan terhadap mikroorganisme, tidak mengakibatkan bercak noda
pada kayu serta tekanan kempanya rendah. Kekurangan polivinil asetat yaitu
sangat sensitif terhadap air sehingga penggunaannya hanya untuk interior saja,
kekuatan rekatnya menurun cepat dengan adanya panas dan air serta
viskoelastisitasnya tidak baik (Ruhendi dkk, 2007).
Pizzi (1983) dalam Ruhendi dkk, (2007) menyatakan bahwa perekat polivinil asetat tidak memerlukan kempa panas. Dalam penggunaan secara luas
dapat menghasilkan keteguhan rekat yang baik, dengan biaya yang relatif rendah.
karena menghasilkan ikatan rekat yang cepat pada suhu kamar. Keuntungan
lainnya yaitu dapat menghindari kempa panas yang memerlukan biaya tinggi.
Perekat polivinil asetat mempunyai sifat termoplastik, yang penting untuk
menjaga tekanan kempa selama pembentukan ikatan sampai ikatan rekat
mempunyai kekuatan yang memadai. Penggunaan khusus polivinil asetat dipakai
pada pembuatan kayu lapis dan papan blok, karena perekat ini mampu
meningkatkan kekuatan rekat secara ekstrim dan cepat.
Proses Perekatan
Menurut Prayitno (1996) perekatan merupakan usaha penggabungan dua
buah permukaan bahan dengan ikatan permukaan yang terdiri atas
bermacam-macam gaya ikatan. Alat penyambung berupa perekat, termasuk alat penyambung
yang terbaik, karena kayu yang disambung untuk konstruksi tidak berkurang luas
penampangnya.
Menurut Prayitno (1996) terdapat dua cara perekatan, cara pertama
adalah bila kedua bidang permukaan dilabur, disebut dengan double spread atau pelaburan dua sisi. Cara ini perekat dilaburkan pada kedua permukaan bahan yang
direkatkan sehingga kedua bahan yang akan direkatkan dilapisi dengan perekat,
sebelum keduanya direkatkan, cara ini memerlukan perekat tambahan sebanyak
10%. Cara kedua adalah single spread atau peleburan satu sisi. Pada cara ini perekat hanya dilaburkan pada satu permukaan saja dari bahan yang akan
direkatkan. Model perekatan sistem dua sisi memiliki kecendrungan peningkatan
Jumlah Lapisan dan Gaya Pengempaanpada Produk Laminasi
Menurut Sari dan Praja (2006) jumlah lapisan yang digunakan akan
berpengaruh terhadap sifat mekanis dari suatu produk lamina yang dihasilkan.
Hal ini diduga berhubungan dengan luas bidang rekat yang meningkat seiring
dengan banyaknya jumlah lapisan pada suatu produk lamina. Semakin luas bidang
rekat maka kekuatan ikat yang dibentuk akan semakin kuat untuk menahan beban
yang diterima dan dengan banyaknya jumlah lapisan maka tahan-menahan tiap
lapisan juga akan semakin banyak.
Pengempaan bertujuan untuk menempelkan lebih rapat sehingga garis
perekat dapat terbentuk serata dan sepejal mungkin dengan ketebalan setipis
mungkin. Semakin tebal garis perekat ternyata kekuatan rekatan yang dihasilkan
justru semakin rendah (Prayitno, 1996).
Proses pengempaan dibagi menjadi dua tipe yaitu tipe pengempaan
dingin dan pengempaan panas. Pengempaan dingin lebih unggul dibandingkan
tipe pengempaan panas karena pengempaan dingin biayanya lebih murah dan
dapat dilaksanakan pada pembuatan produk laminasi struktural (Prayitno, 1996).
Pemberian gaya kempa yang terlalu tinggi akan mengakibatkan
menurunnya kekuatan rekatan. Tekanan tinggi menyebabkan terdesaknya
molekul-molekul perekat pada garis perekat dan berpindah dari permukaan bahan
ke dalam bahan yang direkat (penetrasi) dan perpindahan kesamping dan ke luar
dari rakitan perekat (Prayitno, 1995).
Menurut Anshari (1996) dalam Manik (1997) untuk menghasilkan suatu
balok kayu laminasi yang memenuhi standar struktur pada proses perancangan
untuk menghasilkan garis perekat setipis mungkin, bahkan mendekati ketebalan
molekul bahan perekat karena kekuatan meningkat seiring berkurangnya tebal
garis rekatan. Pengempaan yang terlalu rendah menyebabkan cacat perekatan,
seperti melepuh, perekat tebal dan pecah muka.
Pengempaan terlampau tinggi juga menyebabkan terjadi cacat perekatan
seperti kurang perekat atau tembus akibat penetrasi berlebih. Pemberian tekanan
pengempaan yang terlalu besar juga dapat mengakibatkan terjadinya kelemahan
METODE PENELITIAN
Waktu dan Tempat
Penelitian ini dilaksanakan pada bulan November 2013 sampai dengan
Juli 2014. Proses pencarian bahan baku sampai proses pembuatan contoh uji
bambu laminasi dilakukan pada bulan November 2013 hingga Juni 2014,
pengujian serta analisis data dilakukan pada bulan Juli 2014. Bertempat di
Laboraturium dan Workshop Teknologi Hasil Hutan, Program Studi Kehutanan, Fakultas Pertanian, Universitas Sumatera Utara.
Alat dan Bahan
Alat yang digunakan dalam penelitian ini adalah parang, gergaji tangan,
alat untuk melaburkan perekat (skrap), mesin ampelas, mesin serut, oven,
timbangan analitik, cold press (alat kempa dingin), moisture meter, Universal Testing Machine (UTM) merk Tensilon RTF-1350, alat tulis, kamera dan kalkulator. Sedangkan bahan yang digunakan dalam penelitian ini adalah bambu
betung dan perekat polivinil asetat (PVAc) merk Fox.
Prosedur Penelitian
Pemotongan Bambu Betung
Batang bambu betung dipotong sepanjang 30 cm, dibuang kulitnya dan
dibelah menjadi 4-6 bagian dengan lebar ± 4-5 cm. Selanjutnya dilakukan proses
pengeringan dengan menjemur bambu tersebut di tengah sinar matahari sampai
kadar air mencapai ± 15%. Masing-masing bagian tersebut dibentuk menjadi bilah
lapisan.Serangkaian proses pembelahan bambu menjadi balok dapat dilihat pada
Gambar 2.
Gambar 2. Cara Pembelahan Bambu Menjadi Balok
Sumber : Mahdavi (2011)
Ukuran keseluruhan contoh uji laminasi bambu betung adalah
30 x 2,5 x 1,8 cm. Ukuran ini sesuai dengan Standard Internasional JAS (Japan Agricultural Standard) SE-7-2003 for Flooring dan SNI ISO 16981-2012 dengan modifikasi. Dibutuhkan sampel sebanyak 18 buah untuk perlakuan jumlah lapisan
(2 lapisan dan 4 lapisan), masing-masing 3 ulangan untuk setiap perlakuan lama
pengempaan (24 jam, 48 jam, dan 72 jam).
Untuk sampel 2 lapis, masing-masing bagian bambu betung yang sudah
dibelah kemudian dibentuk menjadi bilah dengan ukuran 30 x 2,5 x 0,9 cm
sebanyak 72 buah. Sedangkan untuk sampel 4 lapis, masing-masing bagian bambu
betung yang sudah dibelah kemudian dibentuk menjadi bilah dengan ukuran
Pembuatan Laminasi Bambu Betung
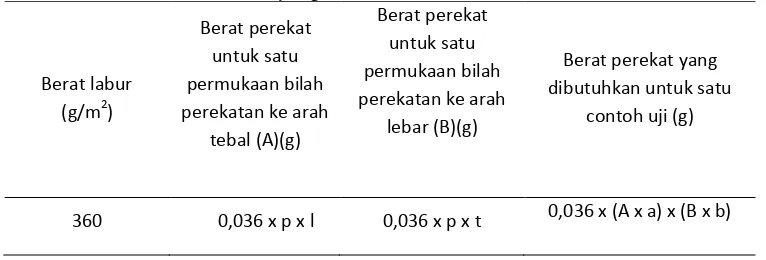
Berat labur yang di butuhkan adalah 360 g/m2 dengan perhitungan seperti
di tampilkan pada Tabel 3.
Tabel 3. Berat Labur Perekat yang Dibutuhkan.
Berat labur
a = jumlah permukaan yang direkatkan ke arah tebal b = jumlah permukaan yang direkatkan ke arah lebar
Setelah bahan perekat disiapkan, proses selanjutnya adalah pelaburan
perekat. Pelaburan perekat dilakukan pada masing-masing bilah bambu secara
perlahan-lahan menggunakan metode pelaburan dua permukaan (double spread) dengan sekrap sebagai aplikatornya. Selanjutnya, bilah-bilah bambu tersebut
direkatkan satu sama lain dan diusahakan agar perekat tidak tumpah atau keluar
dari bilah bambu.
Untuk sampel 2 lapisan, sebanyak 2 bilah bambu berukuran
30 x 2,5 x 0,9 cm direkatkan kearah tebal dan dibuat sebanyak 4 buah.
Selanjutnya, ke 4 buah laminasi bambu tersebut direkatkan kembai ke arah lebar
sehingga membentuk ukuran keseluruhan, yakni 30 x 10 x 1,8 cm (Gambar 3).
Dibuat sampel sebanyak 3 ulangan untuk masing-masing perlakuan lama
Gambar 3. Reka BentukLaminasi Bambu 2 Lapisan
Untuk sampel 4 lapisan, sebanyak 4 bilah bambu berukuran
0,45 x 2,5 x 90 cm direkatkan kearah tebal dan dibuat sebanyak 4 buah.
Selanjutnya, ke 4 buah laminasi bambu tersebut direkatkan kembali ke arah lebar
sehingga membentuk ukuran keseluruhan yakni 30 x 10 x 1,8 cm (Gambar 4).
Dibuat sampel sebanyak 3 ulangan untuk masing-masing perlakuan lama
pengempaan.
Gambar 4. Reka Bentuk Laminasi Bambu 4 Lapisan
Proses pengempaan dilakukan menggunakan kempa dingin atau cold press dengan metode pengempaan dua tahap (pengempaan ke arah tebal dan pengempaan ke arah lebar) selama 24 jam, 48 jam dan 72 jam pada setiap bidang
rekatnya. Karena alat kempa yang digunakan manual, maka untuk memperoleh
tekanan yang maksimal dilakukan dengan mengunci baut kempa hingga kuat.
Setelah proses pengempaan selesai, laminasi bambu betung dikeluarkan dari alat
kempa lalu dikondisikan selama 1 minggu. Setelah proses conditioning selesai, dilakukan penyerutan dan pengampelasan agar permukaan sampel lebih rata dan
Pemotongan Contoh Uji
Pemotongan contoh uji dapat dilakukan seperti pola pada Gambar 5.
Gambar 5. Ukuran Pemotongan Contoh Uji
Keterangan :
A = contoh uji kadar air 2 x 2 x 1 cm
B = contoh uji delaminasi 7,5 x 7,5 x 1 cm
C = contoh uji daya serap air 5 x 5 x 1 cm
D = contoh uji keteguhan rekat internal (KRP) 5 x 5 x 1 cm
E = contoh uji MOE dan MOR 28 x 1 x 1 cm
Pengujian Sifat Fisis dan Mekanis Laminasi Bambu Betung
Sifat fisis laminasi bambu betung yang akan diuji adalah kadar air (KA),
daya serap air (DSA) dan delaminasi (D). Sifat mekanis diperoleh dengan
pengujian bending yang menghasilkan modulus of elasticity (MOE), modulus of rupture (MOR), serta pengujian keteguhan rekat permukaan (KRP). Pengujian sifat fisis dan mekanis laminasi bambu ini mengacu pada Standar Internasional
JAS (Japanese Agricultural Standard) SE-7-2003 for Flooring dan SNI ISO 16981-2012. Semua sampel akan diuji sifat fisis dan mekanisnya.
Untuk uji kadar air (KA), contoh uji berukuran 2 x 2 x 1 cm. Penentuan
kadar air laminasi bambu dilakukan dengan menghitung selisih berat awal dan
berat setelah dikeringkan dalam oven sampai mencapai berat konstan pada suhu
103±2oC. Kadar air tersebut dihitung dengan rumus :
KA =BA−BKO
Keterangan:
KA = kadar Air (%)
BA = berat awal contoh uji (g)
BKO = berat tetap contoh uji setelah dikeringkan dalam oven (g)
Untuk uji daya serap air (DSA), contoh uji untuk pengujian DSA
berukuran 5 x 5 x 1 cm. Pengujian dilakukan dengan menghitung selisih berat
sebelum dan setelah perendaman. Contoh uji direndam secara horizontal kedalam
air dengan suhu 25±1oC sedalam 3 cm dari permukaan air selama 24 jam.
Kemudian daya serap air dihitung dengan rumus :
DSA =B2−B1
B1 x 100%
Keterangan :
DSA = daya serap air (%)
B1 = berat contoh uji sebelum perendaman (g)
B2 = berat contoh uji setelah perendaman (g)
Untuk Uji Delaminasi (D), contoh uji untuk pengujian delaminasi
berukuran 7,5 x 7,5 x 1 cm. Contoh uji direndam kedalam air dengan suhu 70±3oC
selama 2 jam, kemudian dikeringkan ke dalam oven selama 3 jam dengan suhu
60±3oC. Selanjutnya diukur delaminasi pada setiap garis rekat pada setiap sisi
kemudian dijumlahkan.
Penentuan nisbah delaminasi dalam persen (%) didapat dengan rumus :
Nisbah Delaminasi (%) = Jumlah panjang delaminasi
Untuk uji Modulus of Elasticity (MOE), contoh uji dan perhitungan MOE dilakukan dengan menggunakan contoh uji yang sama dengan MOR. Ukuran
contoh uji 28 x 1 x 1 cm. Pada pengujian ini yang dicatat adalah perubahan
defleksi setiap perubahan beban tertentu. Nilai MOE dihitung dengan rumus :
MOE = ΔPL
3
4Δybh3
Keterangan :
MOE = modulus of Elasticity (kgf/cm2) L = bentang (cm)
ΔP = perubahan beban yang digunakan (kg)
Δy = perubahan defleksi setiap perubahan beban (cm) h = tebal contoh uji (cm)
b = lebar contoh uji (cm)
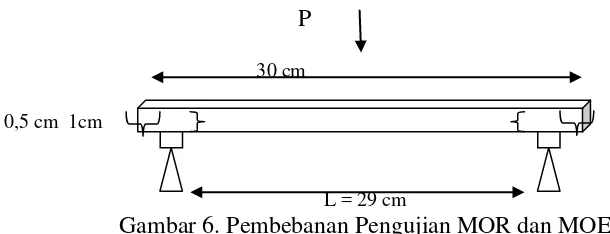
Untuk Uji Modulus of Rupture (MOR), pengujian MOR dilakukan bersamaan dengan pengujian MOE. Contoh pengujian MOE dan MOR dapat
dilihat pada Gambar 6. Nilai MOR dihitung dengan menggunakan rumus :
MOR = 3PL
2bh2
Keterangan :
MOR = modulus of Rupture (kgf/cm2) L = bentang (cm)
P = beban maksimum (kg)
h = tebal contoh uji (cm)
P
30 cm
0,5 cm 1cm 1 cm 0,5cm
L = 29 cm
Gambar 6. Pembebanan Pengujian MOR dan MOE
Keterangan :
P = posisi dan arah pembebanan
L = bentang (cm)
Untuk uji keteguhan rekat permukaan (KRP), contoh uji KRP
berbentuk persegi dengan ukuran 5 x 5 x 1 cm, dibuat alur melingkar dengan
diameter alur 35,7±0,1 mm dan kedalaman alur 0,3±0,1 mm. Kemudian
direkatkan pada lempengan baja berbentuk jamur menggunakan perekat PVAc
pada permukaannya (dengan berat labur 360 g/m2), lalu dikondisikan selama
24 jam pada suhu kamar. Setelah itu contoh uji ditarik dengan arah
pembebanan tegak lurus arah serat contoh uji sampai tarikan maksimum
(contoh uji rusak) dicapai dalam waktu 60±30 detik. Pengujian KRP dapat
dilihat pada Gambar 7.
KRP dapat dihitung dengan rumus :
KRP = F
A
Keterangan:
KRP = keteguhan Rekat Permukaan (MPa)
F = gaya maksimum (N)
A = luas permukaan (mm2)
Pengujian sifat fisis dan mekanis papan lamina mengacu pada ketetapan
standar JAS SE-7-2003 dan SNI ISO 16981-2012, seperti disajikan pada Tabel 2.
Tabel 4. Standar Mutu Sifat Fisis dan Mekanis Papan Partikel Berdasarkan JAS SE-7-2003 dan SNI ISO 16981-2012
No Sifat Fisis dan Mekanis JAS SE-7-2003 SNI ISO 16981-2012
1. Kadar air (%) ≤ 14 -
2. Daya Serap Air (%) ≤ 20 -
3. Delaminasi (%) < 2/3 -
4. Bending Strenght Perbedaan tiap
defleksi < 3,5 mm
Analisis pengujian sifat fisis dan mekanis laminasi bambu
betungmenggunakan Rancangan Acak Lengkap Faktorial, dengan faktor 1 adalah
jumlah lapisan (2 lapisan dan 4 lapisan) dan faktor 2 adalah waktu pengempaan
(24 jam, 48 jam, dan 72 jam).
Formulasi yang digunakan adalah sebagai berikut :
Keterangan :
Yijk = respon yang diperoleh dari perlakuan jumlah lapisan
ke-i, waktu pengempaan ke-j, dan ulangan ke-k.
μ = rataan umum
αi = pengaruh jumlah lapisan ke-i
βj = pengaruh waktu pengempaan ke-j
ταiβj = pengaruh interaksi antara jumlah lapisan ke-i dan waktu
pengempaan ke-j
εijk = galat dari perlakuan jumlah lapisan ke-i, waktu
pengempaan ke-jdan ulangan ke-k
i = perlakuan jumlah lapisan (2 lapisan dan 4 lapisan)
j = perlakuan waktu pengempaan (24 jam, 48 jam, 72 jam )
k = ulangan (ulangan ke-1, ke-2, dan ke-3)
Untuk mengetahui pengaruh dari perlakuan-perlakuan yang diberikan,
maka dilakukan analisis keragaman (ANOVA). Jika Fhitung > FTabel pada tingkat
kepercayaan 95%, maka jumlah lapisan dan waktu pengempaan berpengaruh
nyata terhadap sifat fisis dan mekanis laminasi bambu betung yang diuji.
Bila Fhitung > Ftabel maka selanjutnya akan dilakukan uji lanjutan menggunakan uji
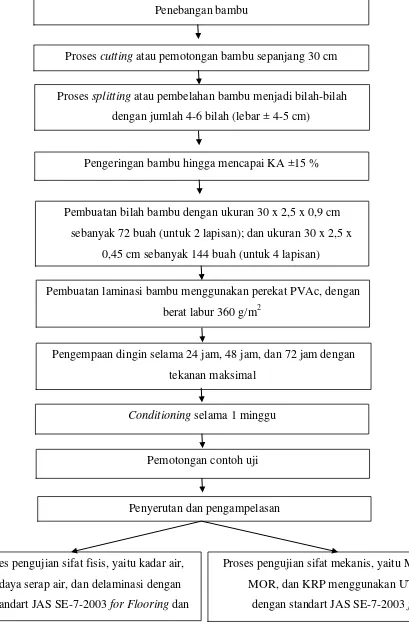
Secara singkat bagan alir penelitian disajikan pada gambar Gambar 8.
Gambar 8. Bagan Alir (Flow Chart) Penelitian Penebangan bambu
Proses cutting atau pemotongan bambu sepanjang 30 cm
Proses splitting atau pembelahan bambu menjadi bilah-bilah dengan jumlah 4-6 bilah (lebar ± 4-5 cm)
Pengeringan bambu hingga mencapai KA ±15 %
Pembuatan bilah bambu dengan ukuran 30 x 2,5 x 0,9 cm
sebanyak 72 buah (untuk 2 lapisan); dan ukuran 30 x 2,5 x
0,45 cm sebanyak 144 buah (untuk 4 lapisan)
Penyerutan dan pengampelasan
Pembuatan laminasi bambu menggunakan perekat PVAc, dengan
berat labur 360 g/m2
Conditioning selama 1 minggu
Pengempaan dingin selama 24 jam, 48 jam, dan 72 jam dengan
tekanan maksimal
Pemotongan contoh uji
Proses pengujian sifat fisis, yaitu kadar air,
daya serap air, dan delaminasi dengan
standart JAS SE-7-2003 for Flooring dan
Proses pengujian sifat mekanis, yaitu MOE,
MOR, dan KRP menggunakan UTM
HASIL DAN PEMBAHASAN
Sifat Fisis Papan Laminasi Bambu Betung
Pengujian sifat fisis yang telah dilakukan menghasilkan data seperti pada
Tabel 5.
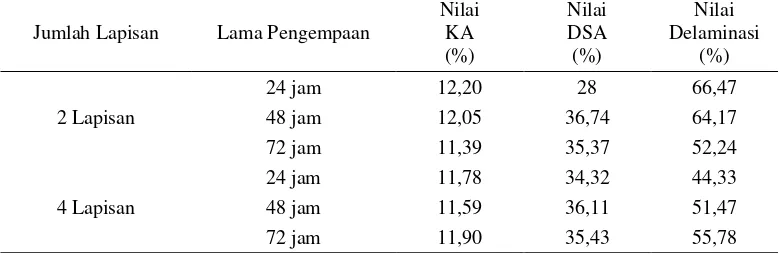
Tabel 5. Nilai rata-rata hasil pengujian sifat fisis papan laminasi bambu betung
Jumlah Lapisan Lama Pengempaan
Nilai
Pengujian Kadar Air (KA)
Pengujian kadar air bertujuan untuk mengetahui persentase banyaknya air
yang terkandung dalam papan laminasi bambu betung. Berdasarkan Tabel 5 dapat
diketahui nilai kadar air yang diperoleh berkisar 11,39% hingga 12,20%.
Persentase kadar air papan laminasi bambu betung dapat dilihat pada Gambar 9.
Gambar 9 menunjukkan bahwa nilai kadar air tertinggi terdapat pada
sampel 2 lapisan dengan waktu pengempaan selama 24 jam yaitu 12,2%,
sedangkan nilai kadar air terendah terdapat pada sampel 2 lapisan dengan waktu
pengempaan selama 72 jam yaitu 11,39%. Berdasarkan nilai tersebut, semua
papan laminasi bambu betung yang dihasilkan memiliki kadar air yang memenuhi
standar JAS SE-2003 yaitu ≤ 14%.
Menurut Dransfield dan Widjaja (1995) bambu bersifat higroskopis,
artinya bambu mempunyai afinitas terhadap air, baik dalam bentuk uap maupun
cairan. Kayu atau bambu mempunyai kemampuan mengabsorpsi atau desorpsi
yang tergantung dari suhu dan kelembaban. Forest Product Laboratory (1999) menyatakan bahwa kadar air produk laminasi bambu untuk penggunaan lantai
kayu harus disesuaikan juga dengan suhu dan kelembaban udara relatif pada
lingkungannya. Dalam hal penyesuaian kadar air dengan suhu dan kelembaban
relatif, maka kadar air keseimbangan antara kayu dengan kondisi lingkungan
sekitar dapat disesuaikan dengan kadar air keseimbangan pada lokasi penggunaan
produk. Sedangkan menurut Oey Djoen Seng (1964) besarnya kadar air
keseimbangan kayu di indonesia berkisar antara 11-20%. Dengan demikian kadar
air papan laminasi bambu sudah sesuai dengan kondisi lingkungan penggunaan.
Berdasarkan hasil analisis sidik ragam, interaksi antara perlakuan jumlah
lapisan dan waktu pengempaan tidak berpengaruh nyata terhadap nilai kadar air
papan laminasi bambu. Demikian juga pengaruh faktor tunggal tidak berpengaruh
nyata terhadap nilai kadar air laminasi bambu yang dihasilkan.
Pengujian daya serap air bertujuan untuk menunjukkan persentase
kemampuan papan laminasi bambu dalam menyerap air.Berdasarkan pengujian
yang telah dilakukan, nilai daya serap air yang diperoleh berkisar
28% hingga 36,74%. Persentase daya serap air dapat dilihat pada Gambar 10.
Gambar 10. Diagram persentase daya serap air papan laminasi bambu betung
Gambar 10 menunjukkan bahwa nilai daya serap air tidak memenuhi
standar JAS SE-7 2003 yang mensyaratkan nilai daya serap air sebesar ≤ 20%.
Tingginya penyerapan air pada papan laminasi bambu berhubungan erat dengan
sifat bambu yang mempunyai kemampuan dalam mengabsorpsi atau desorpsi.
Jumlah sel pori merupakan salah satu faktor yang berhubungan dengan
banyaknya kandungan air di dalam bambu. Pada bambu betung, terdapatjumlah
sel pori sebesar 12,58% yang mengandung air lebih banyak dibandingkan sel
lainnya. Selain itu, besarnya diameter serat dan panjang serat pada bambu juga
mempengaruhi penyerapan air ke dalam papan laminasi bambu tersebut.
Hal ini sesuai dengan pernyataan Manuhuwa dan Loiwatu (2007) bahwa faktor
pori. Sel pori mengandung air yang lebih banyak dibandingkan dengan sel serat.
Didukung pernyataan Fatriasari dan Hermiati (2008) bahwa tingginya nilai daya
serap air dipengaruhi oleh besarnya diameter serat dan panjang serat dari berbagai
jenis bambu, sehingga ketika dilakukan perendaman air mudah masuk ke
dalamnya.
Berdasarkan hasil analisis sidik ragam, perlakuan jumlah lapisan dan
waktu pengempaan tidak berpengaruh nyata terhadap nilai daya serap air papan
laminasi bambu.
Delaminasi
Pengujian delaminasi bertujuan untuk menguji kemampuan perekat
dalam menyatukan bahan. Berdasarkan pengujian yang telah dilakukan, diperoleh
nilai delaminasi tertinggi terdapat pada sampel 2 lapisan dengan waktu
pengempaan selama 24 jam yaitu 66,47%, sedangkan nilai delaminasi terendah
terdapat pada sampel 4 lapisan dengan waktu pengempaan selama 24 jam yaitu
44,33%. Nilai tersebut memenuhi standar JAS SE-7 2003 yang mensyaratkan nilai
delaminasi sebesar < 2/3atau sebesar 66,67%. Persentase delaminasi papan
Gambar 11. Diagram persentase delaminasi papan laminasi bambu betung
Terjadinya delaminasi pada papan laminasi bambu dipengaruhi oleh jenis
perekat yang digunakan dalam pembuatan papan tersebut. P erekat yang digunakan
adalah PVAc. Perekat ini tidak tahan terhadap panas dan air, sehingga setelah
sampel direndam dalam air panas selama 3 jam dapat menyebabkan kekuatan
rekatnya menurun hingga sambungan pada sampel terlepas. Hal ini sesuai dengan
pernyataan Ruhendi dkk, (2007) bahwa polivinil asetat sangat sensitif terhadap air
sehingga penggunaannya hanya untuk interior saja, kekuatan rekatnya menurun
cepat dengan adanya panas dan air serta viskoelastisitasnyatidak baik.
Namun kenyataannya, dalam penelitian ini tidak semua sampel
mengalami delaminasi. Umumnya delaminasi banyak terjadi pada sambungan ke
arah lebar dan sedikit terjadi pada sambungan ke arah tebal. Hal ini diduga karena
pemberian tekanan kempa pada arah tebal dilakukan secara merata serta waktu
pengempaan yang cukup lama menyebabkan garis rekatan pada papan semakin
tipis, sehingga kekuatan rekat pada papan laminasi meningkat. Hal ini sesuai
dengan pernyataan Anshari (1996) dalam Manik (1997) bahwa proses
pengempaan bertujuan untuk menghasilkan garis perekat setipis mungkin, karena
kekuatan rekatan meningkat seiring berkurangnya tebal garis rekatan.
Seperti halnya persentase kadar air dan daya serap air, perbedaan
persentase delaminasi untuk setiap contoh uji juga tidak terlalu signifikan. Sesuai
dengan hasil analisis sidik ragam yang menunjukkan bahwa perlakuan jumlah
lapisan dan posisi pengujian tidak berpengaruh nyata terhadap persentase
Sifat Mekanis Papan Laminasi Bambu Betung
Pengujian sifat mekanis yang telah dilakukan menghasilkan data seperti
pada Tabel 6 berikut ini :
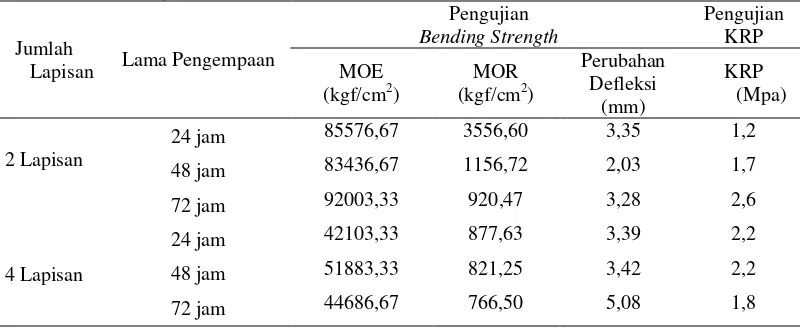
Tabel 6. Nilai rata-rata hasil pengujian sifat mekanis papan laminasi bambu betung
Jumlah
Lapisan Lama Pengempaan
Pengujian
Pengujian bending strength bertujuan untuk menentukan nilai kelenturan/modulus of elasticity (MOE), keteguhan patah/modulus of rupture (MOR) dan defleksi. Adapun hasil pengujian bending strength diperoleh nilai
MOE, MOR dan perubahan defleksi pembebanan.
1. Modulus of Elasticity (MOE)
Pengujian sifat keteguhan lentur (MOE) ini bertujuan untuk mengukur
kemampuan papan laminasi bambu dalam mempertahankan perubahan bentuk
akibat beban yang mengenainya. Nilai MOE akan menunjukkan nilai keteguhan
lentur papan laminasi bambu yang diuji pada mesin UTM saat diberi pembebanan.
Nilai rata-rata pengujian MOE papan laminasi bambu dapat dilihat pada
Gambar 12. Diagram nilai MOE papan laminasi bambu betung
Gambar 12 menunjukkan bahwa nilai MOE tertinggi terdapat pada sampel 2
lapisan dengan waktu pengempaan selama 72 jam yaitu 92003,33 kgf/cm2,
sedangkan nilai MOE terendah terdapat pada sampel 4 lapisan dengan waktu
pengempaan selama 24 jam yaitu 42103,33 kgf/cm2. Berdasarkan pengujian
ini diketahui bahwa papan laminasi bambu 2 lapisan memberikan nilai MOE
yang lebih tinggi dibandingkan dengan papan laminasi bambu 4 lapisan.
Menurut Sari dan Praja (2006) bahwa jumlah lapisan yang digunakan akan
berpengaruh terhadap sifat mekanisdari suatu produk lamina yang dihasilkan.
Hal ini diduga berhubungan dengan luas bidang rekat yang meningkat seiring
dengan banyaknya jumlah lapisan pada suatu produk lamina. Semakin luas
bidang rekat maka kekuatan ikat yang dibentuk akan semakin kuat untuk
menahan beban yang diterima. Namun kenyataannya, dalam penelitian ini
nilai MOE sampel 2 lapisan lebih tinggi dibandingkan dengan sampel 4
lapisan. Hal ini diduga karena sampel 2 lapisan tersusun dari bilah bambu
yang berbuku. Sesuai dengan pernyataan Subyakto dan Sudijono (1994)
bahwa kekuatan lentur (MOE dan MOR) bambu betung pada bagian tanpa
buku lebih tinggi dibandingkan dengan buku.
Berdasarkan hasil analisis sidik ragam, perlakuan jumlah lapisan
berpengaruh nyata terhadap nilai MOE papan laminasi bambu. Hal ini dapat
dilihat dari nilai MOE sampel 2 dan 4 lapisan yang cukup signifikan. Sesuai
dengan hasil uji lanjut DMRT yang dilakukan, bahwa perlakuan jumlah
lapisan menunjukkan pengaruh yang berbeda nyata dari perlakuan lainnya.
2. Modulus of Rupture (MOR)
Pengujian sifat keteguhan patah bertujuan untuk mengukur ketahanan
yang dimiliki papan laminasi bambu untuk tidak patah ketika diberi beban
maksimum pada papan tersebut. Nilai MOR akan menunjukkan nilai keteguhan
patah papan laminasi bambu yang diuji pada mesin UTM saat diberi pembebanan
hingga contoh uji patah/rusak. Nilairata-rata pengujian MOR papan laminasi
bambu dapat dilihat pada Gambar 13.
Gambar 13. Diagram nilai MOR papan laminasi bambu betung
Gambar 13 menunjukkan bahwa nilai MOR tertinggi terdapat pada sampel
sedangkan nilai MOR terendah terdapat pada sampel 4 lapisan denga waktu
pengempaan selama 72 jam yaitu 766,5 kgf/cm2. Berdasarkan pengujian yang
telah dilakukan dapat dilihat bahwa nilai MOE semakin rendah seiring dengan
banyaknya jumlah lapisan dan lamanya waktu pengempaan.Hal ini berkaitan
dengan bilah bambu yang digunakan untuk sampel 4 lapisan yang umumnya
diambil pada bagian ujung batang bambu, karena ketebalan yang dibutuhkan
hanya 0,5 cm saja. Sesuai dengan pernyataan Subyakto dan Sudijono (1994)
bahwa nilai MOE bertambah besar dengan semakin tinggi posisi ruas pada batang,
sedangkan nilai MOR mengalami sedikit penurunan pada ujung batang.
Berdasarkan hasil analisis sidik ragam, perlakuan jumlah lapisan dan
waktu pengempaan tidak berpengaruh nyata terhadap nilai MOR papan laminasi
bambu. Karena kedua perlakuan tersebut tidak memberikan pengaruh yang nyata
terhadap nilai MOE papan laminasi bambu, maka tidak dilakukanuji lanjut
Duncan.
3. Perubahan Defleksi
Berdasarkan Gambar 14 dapat dilihat bahwa nilai defleksi untuk
masing-masing sampel adalah sebesar 3,35 mm ; 2,03 mm; 3,28 mm ; 3,39 mm ;
3,42 mm dan 5,08 mm. Dari data tersebut, dapat kita lihat bahwa nilai defleksi
tertinggi terdapat pada sampel 4 lapisan dengan waktu pengempaan selama
72 jam yaitu 5,08 mm. Nilai tersebut tidak memenuhi persyaratan nilai defleksi
pada JAS SE-7 2003, yaitu sebesar < 3,5 mm. Tingginya nilai defleksi ini
berkaitan dengan rendahnya nilai MOE pada sampel tersebut. Sesuai dengan
pernyataan Haygreen dan Bowyer (2003) bahwa hubungan antara MOE dengan
defleksi yaitu apabila semakin tinggi MOE suatu balok, maka semakin berkurang
defleksinya dan semakin tahan terhadap perubahan bentuk.
Berdasarkan hasil analisis sidik ragam, perlakuan jumlah lapisan dan
waktu pengempaan tidak berpengaruh nyata terhadap nilai perubahan defleksi
papan laminasi bambu. Karena kedua perlakuan tersebut tidak memberikan
pengaruh yang nyata terhadap nilai perubahan defleksi papan laminasi bambu,
maka tidak dilakukan uji lanjut Duncan.
Pengujian Keteguhan Rekat Permukaan (KRP)
Pengujian keteguhan rekat permukaan bertujuan untuk menentukan
besarnya daya rekat papan laminasi bambu yang diberikan gaya tarik dengan arah
berlawanan hingga contoh uji rusak/lepas ikatannya per satuan luas. Nilai rata-rata
pengujian keteguhan rekat permukaan papan laminasi bambu dapat dilihat pada
Gambar 15. Diagram nilai KRP papan laminasi bambu betung
Berdasarkan pengujian yang dilakukan, nilai keteguhan rekat permukaan
yang dihasilkan berkisar antara 1,2-2,6 Mpa. Nilai tersebut telah memenuhi
standar SNI ISO 16981-2012 yang mensyaratkan nilai keteguhan rekat permukaan
untuk papan yang dihasilkan sebesar ≥ 0,01 Mpa. Nilai ini termasuk kategori
cukup tinggi. Hal ini disebabkan oleh kualitas perekat dan kualitas sirekat. Perekat
PVAc adalah perekat yang mampu meningkatkan kekuatan rekat secara ekstrim
dan cepat, sedangkan sampel papan laminasi yang diuji sudah terlebih dahulu
diserut dan diampelas permukaannya, sehingga menghasilkan permukaan yang
lebih halus dan membuat perekat lebih mudah meresap. Sesuai dengan pernyataan
Ruhendi dan Sucipto (2012) bahwa pada kualitas perekatan produk laminasi
ditentukan oleh kualitas perekat, kualitas sirekat, proses perekatan dan kondisi
penggunaan produk hasil perekatan. Kualitas perekat dipengaruhi oleh viskositas,
kandungan resin padat, pH perekat, working life dan sebagainya. Kualitas sirekat dipengaruhi oleh kadar air, kehalusan permukaan, keterbasahan, kadar zat
ekstaktif, pH kayu, struktur anatomi kayu dan lain-lain. Didukung pernyataan
asetat dipakai pada pembuatan kayu lapis dan papan blok, karena perekat ini
mampu meningkatkan kekuatan rekat secara ekstrim dan cepat.
Nilai keteguhan rekat permukaan untuk sampel perlakuan 4 lapisan
lebih tinggi dari pada sampel 2 lapisan. Sedangkan untuk perlakuan waktu
pengempaan, semakin lama waktu kempa maka nilai keteguhan rekat
permukaan akan semakin meningkat. Hal ini menunjukkan bahwa interaksi
antara jumlah lapisan dan waktu pengempaan mempengaruhi nilai keteguhan
rekat permukaan pada sampel. Sesuai dengan hasil uji lanjut DMRT
bahwa interaksi perlakuan jumlah lapisan dan waktu pengempaan
menunjukkan pengaruh yang berbeda nyata dari perlakuan lainnya.
Kualitas Papan Laminasi Bambu Betung
Berdasarkan hasil pengujian sifat fisis dan mekanis papan laminasi
bambu betung, diperoleh rekapitulasi kualitas papan laminasi seperti pada
Tabel 7.
Tabel 7. Rekapitulasi kualitas papan laminasi bambu betung berdasarkan JAS SE-7
2003 dan SNI ISO 16981-2012
Berdasarkan Tabel 7, ditunjukkan bahwa pada pengujian sifat fisis semua
sampel papan laminasi memenuhi standar JAS SE-7-2003 for Flooring untuk pengujian kadar air dan delaminasi. Sedangkan pada pengujian daya serap air
semua sampel papan laminasi yang dibuat tidak memenuhi standar. Hal ini diduga
karena bambubersifat higroskopis, artinya bambu mempunyai afinitas terhadap
air, baik dalam bentuk uap maupun cairan. Kadar air pada papan laminasi juga
dapat berubah pada saat pemakaian sesuai dengan keadaan suhu dan kelembaban
udara di sekelilingnya. Selain itu, bambu betung dikenal memiliki serat yang
panjang, sehingga memudahkan air masuk kedalamnya apabila dilakukan
perendaman.
Pada pengujian sifat mekanis, hanya satu papan lambu yang memiliki nilai
perubahan defleksi yang tidak memenuhi standar, yakni pada sampel 4 lapisan
dengan waktu pengempaan selama 72 jam. Tingginya nilai perubahan defleksi ini
berkaitan dengan rendahnya nilai MOE pada sampel tersebut. Apabila nilai
perubahan defleksi semakin tinggi, maka nilai MOE papan laminasi akan semakin
berkurang dan tidak tahan terhadap perubahan bentuk, begitu pula sebaliknya.
Sedangkan untuk pengujian keteguhan rekat permukaan, semua papan yang dibuat
telah memenuhi standar SNI ISO 16981-2012.
Hasil analisis sidik ragam dengan selang kepercayaan 95%, menunjukkan
bahwa perlakuan jumlah lapisan dan waktu pengempaan tidak memberikan
pengaruh yang nyata terhadap sifat fisis papan laminasi dari bambu betung.
Tetapi, perlakuan jumlah lapisan dan interaksi antara perlakuan jumlah lapisan
bambu, yakni pada nilai MOE dan keteguhan rekat permukaan papan laminasi
tersebut.
Dari akumulasi hasil pengujian sifat fisis dan mekanis, dapat dikatakan
bahwa sampel papan laminasi bambu dengan perlakuan 2 lapisan dengan waktu
pengempaan selama 72 jam merupakan sampel terbaik dari seluruh sampel yang
dibuat.Berdasarkan standar JAS SE-7 2003 dan SNI ISO 16981-2012, maka dapat
disimpulkan bahwa papan laminasi bambu betung dapat diaplikasikan sebagai
produk lantai (flooring) dalam skala industri karena sifat fisis (kadar air dan delaminasi) dan mekanis pada papan laminasi tersebut sudah memenuhi standar.
Namun karena penggunaan papan laminasi bambu ini khusus untuk lantai,
sebaiknya dilakukan perlakuan tambahan seperti pemberian lapisan pada
permukaan papan laminasi (pemberian cat/vernish) agar dapat memperkuat dan mempertahankan kualitas sambungan pada papan, kemudian menambahkan cairan
anti mikroorganisme agar papan laminasi bambu terhindar dari serangan jamur
KESIMPULAN DAN SARAN
Kesimpulan
1. Perlakuan jumlah lapisan dan waktu pengempaan serta interaksi antara ke
duanya tidak berpengaruh nyata terhadap sifat fisis papan laminasi bambu,
yakni nilai kadar air, daya serap air, dan delaminasi.
2. Perlakuan jumlah lapisan berpengaruh nyata terhadap terhadap uji
bending strength, yakni pada nilai kekuatan lenturnya (MOE). Sedangkan interaksi antara jumlah lapisan dan waktu pengempaan berpengaruh nyata
terhadap keteguhan rekat permukaan papan laminasi bambu.
3. Papan laminasi bambu terbaik dari seluruh sampel yang diujikan adalah
sampel 2 lapisan dengan waktu pengempaan selama 72 jam.
4. Papan laminasi bambu betung yang dibuat dapat diaplikasikan sebagai produk
lantai (flooring) dalam skala industri karena sifat fisis (kadar air dan delaminasi) dan mekanisnya sudah memenuhi standar.
Saran
1. Dalam proses pembuatan papan laminasi bambu, kerataan dan kehalusan
permukaan bilah yang digunakan harus benar-benar diperhatikan agar
menghasilkan kualitas sambungan yang baik.
2. Perlunya dilakukan penelitian lanjutan untuk meningkatkan nilai sifat fisis
dan mekanis papan laminasi bambu betung berkaitan dengan penggunaan
tekanan kempa yang lebih terukur dan merata, jumlah berat labur yang
optimal serta penggunaan perekat yang tahan air sesuai dengan penggunaan
DAFTAR PUSTAKA
Breyer, D.E. 1988. Design of Wood Structures, Second Edition. Mc Graw-Hill. New York.
Budi, A. S. 2007. Pengaruh Dimensi Bilah Terhadap Keruntuhan Lentur Balok Laminasi Bambu Peting. Fakultas Teknik, Jurusan Teknik Sipil, UNS. Surakarta.
Dransfield, S. dan E. A. Widjaja (Editor). 1995. Plant Resources of South-East Asia No.7 : Bambus. Backhuys Publisher. Leyden.
FAO. 1990. Situation and Outlook Of The Forestry Sector in Indonesia. Vol.1 : Isuue, Findings, and Opportunities. Ministery of Forestry,
Goverment Indonesia ; Food and Agriculture Organization of The United Nations Jakarta.
Fatriasari, W dan E Hermiati. 2008. Analisis Morfologi Serat dan Sifat Fisis-Kimia Enam Jenis Bambu Sebagai Bahan Baku Pulp dan Kertas. Jurnal Ilmu dan Teeknologi Hasil Hutan. Vol 1. UPT BPP Biomaterial LIPI, Cibinong, Bogor.
Forest Products Laboratory. 1999. Wood handbook—Wood As an Engineering Material. Gen. Tech. Rep. FPL–GTR–113. Madison, WI: U.S. Department of Agriculture, Forest Service.
Haygreen, J. G and Bowyer, J. L. 2003. Forest Production Wood Science. An Introduction. Iowa State Press. Iowa.
JAS SE-7. 2003. Suplementary Regulations For Japanese Agricultural Standard (JAS).
Kemenhut. 2012. Mau Tahu Tentang Bambu. Kementrian Kehutanan Badan Penyuluhan Dan Pengembangan SDM Kehutanan Pusat Penyuluhan Kehutanan. Jakarta.
Kemenhut. 2013. Statistik Kehutanan Indonesia. Kementerian Kehutanan. Jakarta. Liese, W. 1980. Preservation of Bamboo. In Lessard, G & Chouinard, A (eds).
Bamboo Research in Asia. IDRC Canada.
Mahdavi, M., P. L. Clouston, dan S. R. Arwade. 2011. Development of Laminated Bamboo Lumber: Review of Processing, Performance, and Economical Conciderations. Jurnal of Materials In Civil Engineering, Juli 2011. Halaman: 1036-1042.
Manik, P. 1997. Teknologi Pembuatan Kapal Kayu Laminasi. http://www.kapal.ft.undip.ac.id. [11 November 2013].
Oey Djoen Seng. 1964. Berat Jenis dari Jenis-Jenis Kayu Indonesia untuk Keperluan Praktek. Pusat Penelitian dan Pengembangan Hasil Hutan. Bogor.
Pathurahman. 1998. Aplikasi Bambu pada Struktur Gable Frame. Fakultas Teknik, UGM, Yogyakarta.
PPHH. 2000. Himpunan Sari Hasil Penelitian Rotan dan Bambu. Badan Penelitian dan Pengembangan Kehutanan dan Perkebunan. Bogor.
Prayitno, T.A. 1996. Perekatan Kayu. Fakultas Kehutanan Universitas Gajah Mada. Yogyakarta.
Pujirahayu, N. 2012. Kajian Sifat Fisik beberapa Jenis Bambu di Kecamatan Tonggauna Kabupaten Konawe. Skripsi. Universitas Haluoleo. Kendari. Ruhendi, S dan Sucipto, T. 2012. Analisis Kualitas Perekatan Kayu Laminasi
Mangium dengan Perekat Polistirena. FORESTA Indonesian Journal of Forestry I (1) 2012 : 19-24.
Ruhendi, S. dan Y.S. Hadi 1997. Perekat dan Perekatan. Jurusan Teknologi Hasil Hutan. Fakultas Kehutanan. IPB. Bogor.
Ruhendi, S. Koroh DN, Syamani FA, YAnti H, Nurhaida, Saad S, Sutjipto T. 2007. Analisis Perekatan Kayu. Fakultas Kehutanan Institut Pertanian Bogor. Bogor.
Sari, N. M dan E. E. Praja. 2006. Pengaruh Pola Sambungan dan Banyaknya Jumlah Lapisan Terhadap Sifat Fisika dan Mekanika Papan Lamina Kayu Meranti Merah (Shorea leprosula Miq). Jurnal Hutan Tropis Borneo No. 18, Maret 2006. Halaman: 33-38.
SNI ISO 16981. 2012. Panel Kayu – Penentuan Keteguhan Rekat Permukaan (ISO 16981:2003 Wood-based panels – Determination of surface soundness, IDT). Badan Standarisasi Nasional (BSN). Jakarta.