SISTEM PERAWATAN MESIN BERBASIS PREVENTIVE
MAINTENANCE DENGAN METODE MODULARITY DESIGN
PADA PT. SUMATERA PIONEER BUILDING MATERIAL
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
Paulus Karto Tarigan NIM. 070403074
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, yang
oleh karena kasih karunia dan penyertaanNya, penulis dapat menyelesaikan Tugas
Sarjana ini dengan baik. Tugas Sarjana ini merupakan salah satu syarat bagi
penulis untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “Sistem Perawatan Mesin Berbasis Preventive
Maintenance dengan Metode Modularity Design pada PT. Sumatera Pioneer
Building Material”. Tugas Sarjana ini merupakan sarana bagi penulis untuk
mengaplikasikan sebagian ilmu yang diperoleh selama masa pekuliahan terhadap
suatu perusahaan.
Penulis menyadari masih banyak kekurangan dalam Tugas Sarjana ini. Oleh
karena itu, kritik dan saran yang bersifat membangun sangat diharapkan untuk
penyempurnaan Tugas Sarjana ini. Akhir kata, penulis mengharapkan agar Tugas
Sarjana ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
Medan, Desember 2012
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah banyak mendapatkan
bimbingan dan dukungan dari berbagai pihak, baik berupa materi, moral,
informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima
kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara Tambunan, M.Sc selaku
Koordinator Tugas Sarjana Departemen Teknik Industri Universitas Sumatera
Utara.
4. Ibu Ir. Elisabeth Ginting, MSi selaku Dosen Pembimbing I yang telah
memberikan bimbingan dalam pengajuan judul Tugas Sarjana dan pengerjaan
Laporan Tugas Sarjana.
5. Bapak Ikhsan Siregar, ST, MEng selaku Dosen Pembimbing II yang telah
memberikan bimbingan selama pengerjaan Laporan Tugas Sarjana.
6. Bapak Dian Agus S. selaku Plant Manager PT. Sumatera Pioneer Building
Material yang telah memberi bantuan pembuatan izin penelitian untuk tugas
7. Kedua orangtua penulis (Drs. Reste Tarigan dan Ibu Sarmauli Sinurat, Spd),
adik-adik penulis (Januar, Vicky, Pranata, Altair), dan seluruh keluarga besar
penulis yang telah memberi dukungan dan doa bagi penulis.
8. Apriani Bangun sebagai teman terdekat penulis yang selalu memberikan
dukungan dan motivasi dalam menyelesaikan Laporan Tugas Sarjana.
9. Sahabat penulis, yaitu Elisabeth, Frisilia, Nanda, Fernando dan Heditya Novel
atas bantuan dan masukannnya dalam menyelesaikan Laporan Tugas Sarjana.
10. Semua rekan-rekan Teknik Industri USU stambuk 2007 yang telah memberi
masukan dan semangat kepada penulis.
11. Bang Mijo, Bang Nurmansyah, Bang Ridho, Kak Dina, dan Kak Ani atas
bantuan yang telah diberikan dalam memperlancar penyelesaian administrasi
Tugas Sarjana.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
Tugas Sarjana ini dan tidak dapat penulis sebutkan satu per satu, penulis
mengucapkan terima kasih. Akhir kata, semoga laporan ini bermanfaat bagi kita
semua.
Medan, Desember 2012
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Batasan dan Asumsi Penelitian ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Lokasi Perusahaan ... II-3
2.4. Organisasi dan Manajemen ... II-3
2.4.1. Struktur Organisasi Perusahaan ... II-3
2.4.2. Jumlah Tenaga Kerja dan Jam Kerja ... II-5
2.4.3. Sistem Pengupahan dan Fasilitas yang Lainnya ... II-7
2.5. Proses Produksi ... II-10
2.5.1. Standar Mutu Produk ... II-10
2.5.2. Bahan Produksi ... II-11
2.5.2.1. Bahan Baku ... II-11
2.5.2.2. Bahan Tambahan ... II-12
2.5.3.3. Bahan Penolong ... II-12
2.5.3. Uraian Proses Produksi ... II-12
2.5.4. Mesin dan Peralatan ... II-13
2.5.4.1. Mesin Produksi ... II-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Perawatan (Maintenance) ... III-1
3.1.1. Tujuan Perawatan (Maintenance) ... III-2
3.1.2. Bentuk-Bentuk Perawatan (Maintenance) ... III-3
3.1.2.1.Perawatan Terencana (Planned Maintenance) .... III-4
3.1.2.2.Perawatan Tak Terencana (Unplanned
Maintenance) ... III-5
3.1.3. Perawatan Pencegahan (Preventive Maintenance) ... III-7
3.1.4. Perawatan Korektif (BreakdownMaintenance) ... III-8
3.1.5. Tugas dan Kegiatan Perawatan ... III-9
3.1.6. Biaya Perawatan ... III-9
3.1.7. Elemen Perawatan ... III-10
3.1.8. Tujuan Rancangan Perawatan Mesin ... III-11
3.2. Modular (Modularity) ... III-12
3.2.1. Keuntungan Modularisasi ... III-13
3.2.2. Pengukuran Modularitas ... III-14
3.2.3. Desain Modular ... III-15
3.3. Keandalan (Reliability) ... III-16
3.3.2. Fungsi dan Parameter Keandalan (Reliability) ... III-16
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.3.3. Fungsi Keandalan Distribusi Kerusakan ... III-17
3.3.3.1.Distribusi Normal ... III-17
3.3.3.2.Distribusi Lognormal ... III-18
3.3.3.3.Distribusi Eksponensial ... III-19
3.3.3.4.Distribusi Weibull ... III-21
3.4. Mean Time To Failure (MTTF) ... III-22
3.5. Model Perhitungan Uji Penetuan Distribusi Data ... III-24
3.6. Pengukuran Waktu Kerja ... III-26
3.7. Model Perhitungan Total Ekspektasi Biaya Penggantian ... III-27
3.8. Model Perhitungan Total Ekspetasi Biaya Penggantian ... III-13
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Identifikasi Variabel Penelitian ... IV-1
4.3.1. Variabel Independen ... IV-1
4.3.2. Variabel Dependen ... IV-2
4.4. Kerangka Konseptual ... IV-2
4.6. Pengumpulan Data ... IV-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.6.1. Sumber Data ... IV-3
4.6.2. Metode Pengumpulan Data ... IV-3
4.6.3. Instrumen Penelitian ... IV-4
4.7. Pengolahan Data ... IV-4
4.8. Analisis Pemecahan Masalah ... IV-4
4.9. Kesimpulan dan Saran ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Mesin Produksi dan Komponen-Komponen ... V-1
5.1.2. Urutan Pengerjaan Perawatan ... V-3
5.1.3. Pengelompokan Komponen Mesin Berdasarkan Desain
Modular ... V-5
5.1.4. Selang Waktu Interval Kerusakan Mesin ... V-6
5.1.5. Waktu Perawatan Komponen Mesin ... V-9
5.1.6. Waktu Set Up Mesin ... V-10
5.1.7. Upah, Jumlah Jam Kerja, Hari Kerja, dan Jumlah
Tenaga Kerja Bagian Perawatan Mesin ... V-11
5.1.9. Harga Komponen Perawatan ... V-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2. Pengolahan Data ... V-12
5.2.1. Penentuan Distribusi Kerusakan Komponen Mesin ... V-12
5.2.2. Waktu Rata-Rata Penggantian Komponen Mesin ... V-21
5.2.3. Perhitungan Upah Tenaga Kerja Bagian Perawatan
Mesin ... V-22
5.2.4. Perhitungan Biaya Kehilangan Produksi ... V-23
5.2.5. Perhitungan Parameter dan MTTF Komponen Mesin .... V-23
5.2.6. Perhitungan Biaya Penggantian Komponen ... V-30
5.2.6.1. Perhitungan Biaya Penggantian Komponen
secara Breakdown Maintenance ... V-30
5.2.6.2. Perhitungan Biaya Penggantian Komponen
secara Preventive Maintenance ... V-35
5.2.6.3. Perhitungan Biaya Penggantian Komponen
secara Preventive Modularity Maintenance ... V-39
5.2.7. Perhitungan Selang Waktu Penggantian (tp) yang
5.2.7.1. Perhitungan Selang Waktu Penggantian (tp)
yang Optimal Berdasarkan Preventive
Maintenance ... V-42
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.7.2. Perhitungan Selang Waktu Penggantian (tp)
yang Optimal Berdasarkan Preventive
Modularity Maintenance ... V-43
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Perbandingan Total Biaya Perawatan Berdasarkan
Breakdown, Preventive, dan Preventive Modularity
Maintenance ... VI-1
6.2. Analisis Perbandingan Selang Waktu Penggantian yang
Optimal Berdasarkan Preventive dan Preventive Modularity
Maintenance ... VI-4
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
2.1. Rincian Jumlah Tenaga Kerja pada PT. Sumatera Pioneer Building
Material ... II-5
2.2. Standar Mutu Produk di PT. Sumatera Pioneer Building Material ... II-11
5.1. Nama Mesin dan Komponen-Komponen ... V-1
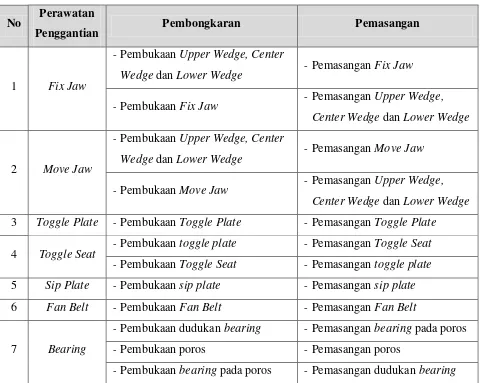
5.2. Urutan Pengerjaan Perawatan Pembongkaran dan Pemasangan
Komponen Mesin Jaw Crusher ... V-4
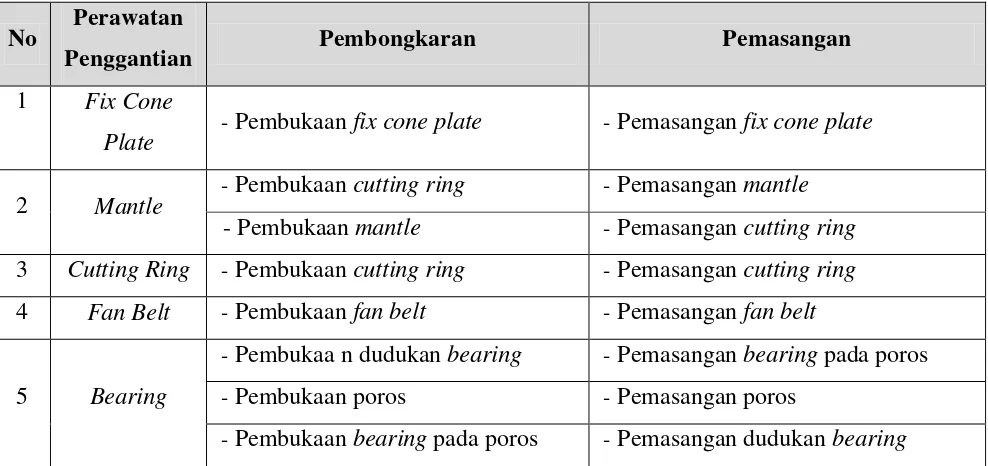
5.3. Urutan Pengerjaan Perawatan Pembongkaran dan Pemasangan
Komponen Mesin Cone Crusher ... V-5
5.4. Data Selang Waktu Interval Kerusakan Mesin Jaw Crusher (Jam) ... V-7
5.5. Data Selang Waktu Interval Kerusakan Mesin Cone Crusher (Jam) ... V-8
5.6. Data Waktu Perawatan Komponen Mesin Jaw Crusher (Jam) ... V-9
5.7. Data Waktu Perawatan Komponen Mesin Cone Crusher (Jam) ... V-10
5.8. Harga Jual Produk ... V-11
5.9. Harga Komponen Mesin Jaw Crusher ... V-12
5.10. Harga Komponen Mesin Cone Crusher ... V-12
5.12. Waktu Antar Kerusakan Distribusi Lognormal ... V-14
5.13. Waktu Antar Kerusakan Distribusi Eksponensial ... V-16
5.14. Waktu Antar Kerusakan Distribusi Weibull ... V-18
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.15. Rekapitulasi Index of Fit untuk Masing-Masing Distribusi
Komponen Mesin ... V-20
5.16. Waktu Penggantian Komponen Fix Jaw pada Mesin Jaw Crusher ... V-21
5.17. Rekapitulasi Waktu Rata-Rata Penggantian Komponen Mesin ... V-21
5.18. Biaya Tenaga Kerja pada Bagian Perawatan Mesin ... V-22
5.19. Waktu Antar Kerusakan Fix Jaw pada Mesin Jaw Crusher ... V-24
5.20. Rekapitulasi Perhitungan Parameter-Parameter Distribusi Normal ... V-25
5.21. Waktu Antar Kerusakan Fan Belt pada Mesin Jaw Crusher ... V-25
5.22. Rekapitulasi Perhitungan Parameter-Parameter Distribusi Lognormal V-27
5.23. Waktu Antar Kerusakan Mantle pada Mesin Cone Crusher ... V-27
5.24. Waktu Antar Kerusakan Toggle Plate pada Mesin Jaw Crusher ... V-28
5.25. Rekapitulasi Perhitungan Parameter-Parameter Distribusi Weibull ... V-29
5.26. Rekapitulasi Nilai MTTF pada Komponen-Komponen Mesin ... V-30
5.27. Selang Waktu Kerusakan Komponen Rata-Rata (Jam) ... V-31
5.28. Waktu Perbaikan Komponen Rata-Rata (Jam) ... V-31
5.30. Waktu Perbaikan Komponen Rata-Rata (Jam) ... V-32
5.31. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen Secara Breakdown Maintenance ... V-33
5.32. Biaya Penggantian Komponen secara Breakdown Maintenance ... V-34
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.33. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen secara Breakdown Maintenance ... V-34
5.34. Biaya Penggantian Komponen secara Breakdown Maintenance ... V-34
5.35. Waktu Perbaikan Komponen Rata-Rata (Jam) ... V-35
5.36. Waktu Perbaikan Komponen Rata-Rata (Jam) ... V-35
5.37. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen secara Preventive Maintenance ... V-37
5.38. Biaya Penggantian Komponen pada Mesin Jaw Crusher secara
Preventive Maintenance ... V-38
5.39. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen secara Preventive Maintenance ... V-38
5.40. Biaya Penggantian Komponen secara Preventive Maintenance ... V-39
5.41. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen secara Preventive Modularity Maintenance ... V-40
5.42. Biaya Penggantian Komponen secara Preventive Modularity
5.43. Hasil Rekapitulasi Umur Komponen dan Waktu Perbaikan
Komponen secara Preventive Modularity Maintenance ... V-41
5.44. Biaya Penggantian Komponen secara Preventive Modularity
Maintenance ... V-42
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.45. Selang Waktu Penggantian yang Optimal Berdasarkan Preventive
Maintenance ... V-43
5.46. Selang Waktu Penggantian Optimal Modularity Design ... V-47
6.1. Perbandingan Biaya Perawatan Berdasarkan Breakdown, Preventive,
dan Preventive Modularity Maintenance pada Mesin Jaw Crusher .... VI-2
6.2. Perbandingan Biaya Perawatan Berdasarkan Breakdown, Preventive,
dan Preventive Modularity Maintenance pada Mesin Cone Crusher .. VI-2
6.3. Perbandingan Total Biaya Perawatan antara Breakdown, Preventive,
dan Preventive Modularity Maintenance ... VI-3
6.4. Perbandingan Selang Waktu Penggantian antara Breakdown,
Preventive, dan Preventive Modularity Maintenance pada Mesin
Jaw Crusher ... VI-5
6.5. Perbandingan Selang Waktu Penggantian antara Breakdown,
Preventive, dan Preventive Modularity Maintenance pada Mesin
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Saluran Distribusi PT. Sumatera Pioneer Building Material ... II-3
2.2. Struktur Organisasi PT. Sumatera Pioneer Building Material ... II-4
3.1. Hubungan Masing-Masing Perawatan ... III-7
4.1. Kerangka Konseptual ... IV-2
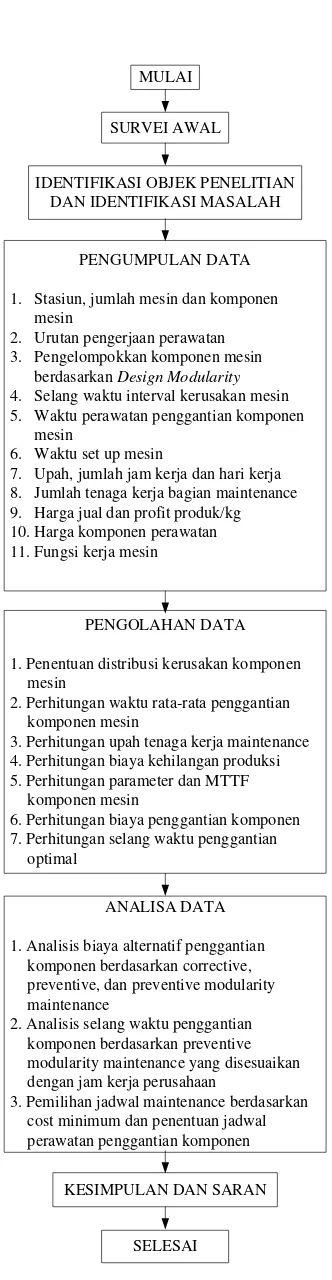
4.2. Blok Diagram Prosedur Penelitian ... IV-6
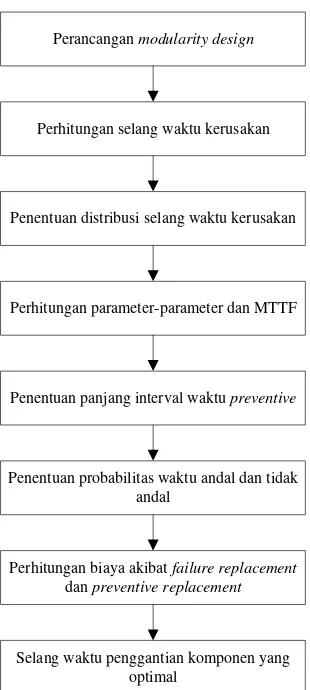
4.3. Blok Diagram Pengolahan Data ... IV-7
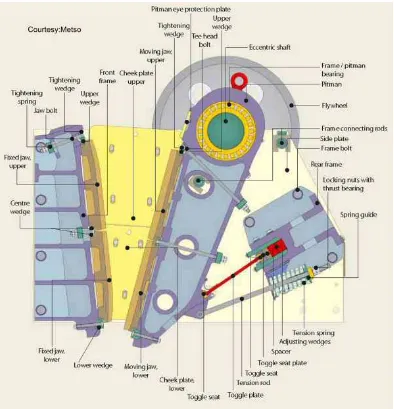
5.1. Mesin Jaw Crusher ... V-2
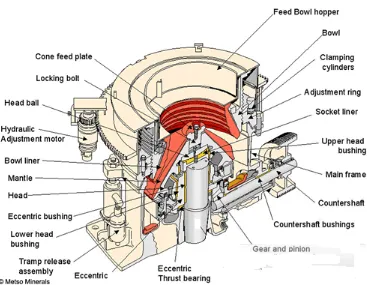
5.2. Mesin Cone Crusher ... V-3
5.3. Desain Modular Mesin Jaw Crusher ... V-6
5.4. Desain Modular Mesin Cone Crusher ... V-6
5.5. Gantt Chart Modul 3 Jaw Crusher ... V-45
5.6. Gantt Chart Modul 1 Cone Crusher ... V-46
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian dan Tugas dan Tanggung Jawab ... L-1
2. Data Waktu Kerusakan Komponen Mesin di PT. SPBM ... L-2
3. Uji Kecocokan Distribusi Kerusakan Komponen Mesin Jaw Crusher L-3
4. Uji Kecocokan Distribusi Kerusakan Komponen Mesin Cone Crusher L-4
5. Perhitungan Rata-rata Waktu Penggantian Komponen ... L-5
6. Perhitungan Parameter dan MTTF Masing-Masing Distribusi
Komponen Mesin ... L-6
7. Perhitungan Selang Waktu Penggantian Optimal Komponen Mesin ... L-7
8. Form Surat Permohonan Tugas Sarjana ... L-8
9. Form Surat Penetapan Tugas Sarjana ... L-9
10. Surat Permohonan Riset Tugas Sarjana di PT. SPBM ... L-10
11. Surat Balasan dari PT. SPBM ... L-11
12. Surat Keputusan Tugas Sarjana ... L-12
13. Lembar Asistensi Dosen Pembimbing I ... L-13
ABSTRAK
PT. Sumatera Pioneer Building Material merupakan salah satu perusahaan swasta yang bergerak dalam bidang bahan baku material dengan jenis bahan baku batu kerikil. Produk hasil perusahaan ini hanya dipasarkan di daerah Medan dan sekitarnya. Untuk mendapatkan ukuran batu yang diinginkan, maka kondisi mesin harus dijaga dengan baik sehingga perlu dilakukan perawatan mesin secara berkala.
Model perawatan yang selama ini digunakan oleh PT. Sumatera Pioneer Building Material adalah breakdown maintenance. Model perawatan ini kurang efisien karena dapat mengakibatkan proses produksi terhenti dan biaya kehilangan produksi yang tinggi. Berbeda dengan preventive maintenance yang dapat mengurangi kerusakan mesin produksi saat produksi berjalan karena adanya jadwal perawatan yang teratur terhadap mesin produksi dan menurunkan biaya kehilangan produksi yang besar. Dengan demikian, perlu adanya suatu perawatan yang lebih baik lagi untuk dapat menurunkan biaya kehilangan produksi dan melancarkan proses produksi perusahaan.
Data yang diperlukan dalam penelitian ini adalah titik perbaikan komponen mesin, urutan pengerjaan perawatan, pengelompokan mesin berdasarkan desain modular, selang waktu interval kerusakan mesin, waktu perawatan penggantian komponen mesin, waktu set up mesin, upah, jumlah jam kerja, hari kerja, jumlah tenaga kerja bagian maintenance, harga jual dan profit produk per ton, harga komponen perawatan dan fungsi kerja bagian mesin yang menjadi objek penelitian. Penerapan model perawatan preventif dihitung dengan pertimbangan biaya penggantian terkecil yaitu berdasarkan total biaya komponen per satuan waktu. Kemudian, dari hasil model perawatan ini, perawatan penggantian komponen akan dikelompokkan berdasarkan desain modular dan selanjutnya model perawatan ini disesuaikan waktu perawatannya dengan jam kerja perusahaan. Hasil perhitungan preventive modularity design yaitu sebanyak 4 modul untuk mesin Jaw Crusher dan 2 modul untuk mesin Cone Crusher. Total biaya yang ditanggung oleh perusahaan adalah sebesar Rp 49.902.964,28. Artinya, biaya ini lebih kecil jika dibandingkan dengan sistem breakdown maintenance yang selama ini diterapkan oleh perusahaan (Rp 55.071.517,84) dan sistem preventive maintenance (Rp 50.046.952,64). Sistem perawatan pencegahan dengan desain modular ini memberikan penurunan biaya penggantian komponen sebesar 9,38% jika dibandingkan dengan sistem breakdown maintenance yang diterapkan perusahaan.
ABSTRAK
PT. Sumatera Pioneer Building Material merupakan salah satu perusahaan swasta yang bergerak dalam bidang bahan baku material dengan jenis bahan baku batu kerikil. Produk hasil perusahaan ini hanya dipasarkan di daerah Medan dan sekitarnya. Untuk mendapatkan ukuran batu yang diinginkan, maka kondisi mesin harus dijaga dengan baik sehingga perlu dilakukan perawatan mesin secara berkala.
Model perawatan yang selama ini digunakan oleh PT. Sumatera Pioneer Building Material adalah breakdown maintenance. Model perawatan ini kurang efisien karena dapat mengakibatkan proses produksi terhenti dan biaya kehilangan produksi yang tinggi. Berbeda dengan preventive maintenance yang dapat mengurangi kerusakan mesin produksi saat produksi berjalan karena adanya jadwal perawatan yang teratur terhadap mesin produksi dan menurunkan biaya kehilangan produksi yang besar. Dengan demikian, perlu adanya suatu perawatan yang lebih baik lagi untuk dapat menurunkan biaya kehilangan produksi dan melancarkan proses produksi perusahaan.
Data yang diperlukan dalam penelitian ini adalah titik perbaikan komponen mesin, urutan pengerjaan perawatan, pengelompokan mesin berdasarkan desain modular, selang waktu interval kerusakan mesin, waktu perawatan penggantian komponen mesin, waktu set up mesin, upah, jumlah jam kerja, hari kerja, jumlah tenaga kerja bagian maintenance, harga jual dan profit produk per ton, harga komponen perawatan dan fungsi kerja bagian mesin yang menjadi objek penelitian. Penerapan model perawatan preventif dihitung dengan pertimbangan biaya penggantian terkecil yaitu berdasarkan total biaya komponen per satuan waktu. Kemudian, dari hasil model perawatan ini, perawatan penggantian komponen akan dikelompokkan berdasarkan desain modular dan selanjutnya model perawatan ini disesuaikan waktu perawatannya dengan jam kerja perusahaan. Hasil perhitungan preventive modularity design yaitu sebanyak 4 modul untuk mesin Jaw Crusher dan 2 modul untuk mesin Cone Crusher. Total biaya yang ditanggung oleh perusahaan adalah sebesar Rp 49.902.964,28. Artinya, biaya ini lebih kecil jika dibandingkan dengan sistem breakdown maintenance yang selama ini diterapkan oleh perusahaan (Rp 55.071.517,84) dan sistem preventive maintenance (Rp 50.046.952,64). Sistem perawatan pencegahan dengan desain modular ini memberikan penurunan biaya penggantian komponen sebesar 9,38% jika dibandingkan dengan sistem breakdown maintenance yang diterapkan perusahaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Salah satu faktor produksi yang harus dioptimalkan penggunaannya yaitu
mesin produksi. Mesin yang digunakan dalam kegiatan produksi harus mampu
beroperasi dengan optimal. Pengoperasian mesin dikatakan optimal apabila nilai
downtime-nya minimum. Untuk dapat menjamin pengoperasian mesin yang
optimal, diperlukan suatu sistem perawatan dan pemeliharaan mesin yang tepat.
Sistem perawatan mesin yang tepat merupakan sistem perawatan yang dapat
memberikan jadwal perawatan dengan minimum dowtime sehingga memberikan
total biaya yang minimum juga.
Penelitian Agustinus Silalahi, Ronald Sukwadi, dan Trifenaus Prabu
Hidayat dengan judul “Usulan Preventive Maintenance dengan Menggunakan
Metode Modularity Design pada Mesin Surface Mounting Technology (Studi
Kasus: PT. X)”(2008) menyatakan bahwa kerusakan suatu komponen yang tidak
terdeteksi selama berlangsungnya proses produksi mampu mempengaruhi kinerja
bahkan merusak komponen lain yang berhubungan dengan komponen yang
perawatan mesin dengan desain modular menghasilkan biaya yang lebih sedikit
dibandingkan dengan metode yang dipakai pada perusahaan tersebut.
PT. Sumatera Pioneer Building Material merupakan perusahaan
manufaktur yang mengolah batu-batu sungai. Jenis batu sungai ini adalah batu
kerikil. Untuk dapat menghasilkan produk berupa batu kerikil yang dipecah, maka
PT. Sumatera Pioneer Building Material memerlukan mesin pemecah batu. Ada 3
jenis mesin yang digunakan oleh perusahaan ini, yaitu double jaw crusher, cone
crusher dan screen. Dalam satu jam produk yang dihasilkan bisa mencapai 90 ton.
Proses produksi dilakukan berdasarkan permintaan/pemesanan (make to order).
Umumnya produksi yang dihasilkan dipesan oleh perusahaan yang bergerak
dibidang konstruksi dan perhubungan.
Perawatan mesin yang diterapkan pada perusahaan yaitu breakdown
maintenance. Jenis perawatan tersebut merupakan teknik pemeliharaan mesin
yang dilakukan untuk memperbaiki suatu bagian yang telah terhenti untuk
memenuhi suatu kondisi mesin agar dapat beroperasi dengan optimal. Seringkali
akibat dari penerapan sistem perawatan breakdown terjadi kerusakan komponen
lain ketika terjadi penggantian sebuah komponen. Hal ini dikarenakan kerusakan
yang tidak terdeteksi selama berlangsungnya proses produksi mempengaruhi
kinerja dari komponen lainnya yang berhubungan dengan komponen yang
bersangkutan dan bahkan memungkinkan untuk merusak komponen tersebut.
Pada akhirnya, hal tersebut akan mengakibatkan penambahan biaya yang harus
dikeluarkan oleh perusahaan untuk menggantikan komponen yang ikut menjadi
berlangsungnya proses perbaikan yang tidak dijadwalkan. Oleh sebab itu dicari
jalan keluar lain untuk sistem perawatan mesin.
Metode sistem perawatan mesin yang diusulkan yaitu preventive
maintenance. Sistem perawatan ini dilakukan secara berkala dan kontinu
berdasarkan data historis kerusakan mesin di masa lalu. Preventive maintenance
tidak hanya meliputi jadwal kegiatan pemeriksaan tetapi juga jadwal penggantian
komponen mesin sebagai tindakan pencegahan kerusakan yang dapat terjadi pada
saat yang tak terduga.
Untuk lebih efisiennya system preventive maintenance, dilakukan
pengelompokkan mesin berdasarkan fungsi dan proses. Pengelompokkan ini
disebut dengan desain modularity.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan di atas,
maka permasalahan yang ada adalah masih diterapkannya sistem perawatan mesin
berbasis breakdown maintenance pada perusahaan tersebut. Akibatnya biaya
akibat kehilangan produksi selama berlangsungnya proses perbaikan lebih besar.
1.3. Tujuan
Berdasarkan rumusan masalah di atas, maka tujuan dari penelitian ini
adalah.
1. Menerapkan sistem perawatan mesin berbasis preventive maintenance dengan
2. Mendapatkan nilai downtime minimum.
3. Mengetahui biaya perawatan mesin dari sistem perawatan mesin yang
menggunakan desain modularity.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah:
1. Melatih mahasiswa untuk berpikir secara sistematis dalam pengerjaan laporan
tugas akhir dengan mengaplikasikan teori yang telah didapatkan selama
perkuliahan.
2. Sebagai masukan bagi pihak perusahaan dalam merancang perbaikan sistem
perawatan mesin.
3. Sebagai tambahan literatur bagi para peneliti dalam bidang maintenance.
1.5. Batasan dan Asumsi Penelitian
Batasan masalah yang digunakan yaitu:
1. Perancangan preventive maintenance hanya dilakukan pada komponen mesin
yang sering mengalami perawatan.
2. Perancangan jadwal penggantian pencegahan hanya dilakukan pada komponen
mesin dengan usia pakai di bawah dua tahun.
3. Perbandingan hanya dilakukan antara sistem perawatan mesin yang
menggunakan desain modularity terhadap sistem perawatan mesin yang
diterapkan perusahaan.
1. Mesin yang diteliti adalah mesin yang sedang dipakai perusahaan saat ini,
sehingga jika terjadi penambahan mesin dapat diabaikan.
2. Cara penggunaan, perawatan maupun cara operasional mesin dianggap normal
sesuai dengan panduan teknis dari mesin tersebut.
3. Tenaga kerja bagian perawatan merupakan tenaga kerja yang mahir dan
terlatih.
1.6. Sistematika Penulisan Tugas Akhir
Adapun sistematika penulisan tugas akhir ini disusun ke dalam 7 bab
dengan pembahasan muai dari latar belakang masalah yang terjadi pada
perusahaan sampai kesimpulan dari pemecahan masalah tersebut.
Bab I berisi latar belakang masalah, rumusan masalah, tujuan dan manfaat
penelitian, batasan dan asumsi penelitian, dan sistematika penulisan tugas akhir.
Latar belakang masalah menjelaskan gejala-gejala suatu masalah terjadi dan
alasan pemilihan metode yang akan digunakan. Dari gejala-gejala yang telah
dijelaskan pada latar belakang masalah, maka dapat dirumuskan masalah yang
terjadi dan kemudian ditetapkan tujuan dari penelitian.
Bab II (Gambaran Umum Perusahaan) berisi sejarah dan gambaran umum
perusahaan, organisasi dan manajemen serta proses produksi secara singkat.
Bab III (Landasan Teori) berisi teori-teori yang digunakan untuk
mendukung penelitian. Teori-teori tersebut bertujuan untuk membantu peneliti
untuk mengerti konsep masalah yang ditangani dan memahami cara penanganan
Bab IV (Metodologi Penelitian) berisi tahapan-tahapan penelitian mulai
dari persiapan hingga penyusunan laporan tugas akhir termasuk juga
tahapan-tahapan pengumpulan dan pengolahan data. Selain itu juga akan dijelaskan secara
singkat sumber data yang digunakan.
Bab V (Pengumpulan dan Pengolahan Data) berisi data yang telah
diperoleh dari perusahaan serta pengolahan data yang membantu dalam
pemecahan masalah. Hasil pengolahan data tersebut kemudian akan dianalisis
pada Bab VI (Analisis Pemecahan Masalah). Berdasarkan analisis tersebut maka
dapat dismpulkan hasil pemecahan masalah pada Bab VII (Kesimpulan dan
Saran). Pada Bab VII juga terdapat saran-saran yang diberikan kepada pihak
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sumatera Pioneer Building Material merupakan sebuah perusahaan
manufaktur yang bergerak dalam bidang usaha produksi bahan baku berupa batu
yang telah dihaluskan. Usaha ini diresmikan pada Tanggal 1 Agustus 2008. Total
produksinya mencapai 90 ton per jam.
Perusahaan ini menghasilkan produk berupa batu yang telah dihaluskan
untuk kebutuhan pembuatan aspal, untuk kebutuhan pembuatan semen dan beton,
serta bahan untuk membuat bangunan. Secara garis besar, produk yang dihasilkan
dipasarkan dalam dua kategori yaitu produk yang dibutuhkan untuk kebutuhan
lokal atau produk yang dibuat sesuai dengan pesanan.
Adapun konsumen PT. Sumatera Pioneer Building Material antara lain PT.
Jaya Beton, PT. Haka Aston, serta penjualan secara individu yang terdapat di
daerah Sumatera Utara.
PT. Sumatera Pioneer Building Material hingga saat ini memiliki 4 jenis
batu yang dihaluskan yang diproduksi dengan spesifikasi yang diinginkan
konsumen. Jenis batu yang diproduksi oleh PT. Sumatera Pioneer Building
Material adalah sebagai berikut:
1. Batu berukuran 30 mm
2. Batu berukuran 20 mm
3. Batu berukuran 10 mm
4. Abu Batu
Saat ini daerah pemasaran yang dijangkau oleh PT. Sumatera Pioneer
Building Material seputaran kota Medan. Masing-masing daerah pemasaran ini
berusaha untuk dapat memasarkan produk sebaik-baiknya untuk meningkatkan
jumlah penjualan.
Peningkatan permintaan tergantung pada laju pertumbuhan pembangunan
atau dengan kata lain permintaan terhadap produk batu ini tergolong dalam
produk properti. Untuk meningkatkan penjualan produk, PT. Sumatera Pioneer
Building Material menggunakan strategi promosi melalui selebaran brosur dan
pembagian kalender kepada tiap pusat distribusi untuk disampaikan pada para
langganan maupun yang bukan langganan. Selain itu juga menggunakan tenaga
penjual untuk mencari informasi tentang rencana pembangunan properti,
memperkenalkan dan mengajak pengembang untuk menggunakan produk. PT.
Sumatera Pioneer Building Material membina hubungan baik dengan pemerintah
Pendistribusian produk dilakukan dengan dua cara, yaitu secara langsung
disampaikan ke konsumen tanpa menggunakan distributor, dan secara tidak
langsung yaitu memasok produk ke beberapa agen yang berada di beberapa
daerah terlebih dahulu lalu disampaikan ke konsumen. Seluruh pengaturan
transaksi penjualan dan pengiriman dilakukan oleh bagian pemasaran. Bagian ini
juga yang menjual dan menyampaikan produk langsung kepada konsumen dan
agen-agen yang ada. Saluran distribusi PT. Sumatera Pioneer Building Material
dapat dilihat pada Gambar 2.1.
Gambar 2.1. Saluran Distribusi PT. Sumatera Pioneer Building Material
2.3. Lokasi Perusahaan
PT. Sumatera Pioneer Building Material saat ini berlokasi di Jalan
Megawati Km. 17 T.R 16, Kotamadya Binjai, Sumatera Utara.
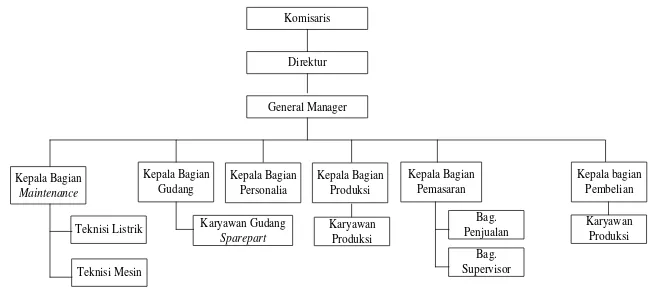
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi Perusahaan
PT. Sumatera Pioneer Building Material menggunakan struktur organisasi
yang berbentuk lini. Dikatakan struktur organisasi bentuk lini karena terdapat
pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada PT. Pioneer
Agen
Konsumen
unit-unit organisasi yang berada di bawahnya secara langsung. Adapun struktur
Komisaris
Direktur
General Manager
Teknisi Listrik
Kepala Bagian Personalia
Kepala Bagian Pemasaran
Kepala bagian Pembelian Kepala Bagian
Produksi Kepala Bagian
Gudang
Teknisi Mesin Kepala Bagian
Maintenance
Karyawan Gudang
Sparepart
Karyawan Produksi
Bag.
Penjualan Karyawan Produksi
Bag. Supervisor
[image:32.842.76.724.108.406.2]Sumber : PT. Sumatera Pioneer Building Material
2.4.2. Jumlah Tenaga Kerja dan Jam Kerja
Dalam menjalankan tugasnya, PT. Sumatera Pioneer Building Material
mempekerjakan tenaga kerja langsung dan tenaga kerja tidak langsung. Tenaga
kerja langsung adalah tenaga kerja yang bekerja di lantai produksi. Tenaga kerja
tidak langsung adalah pekerja yang bekerja di luar pabrik. Jumlah tenaga kerja
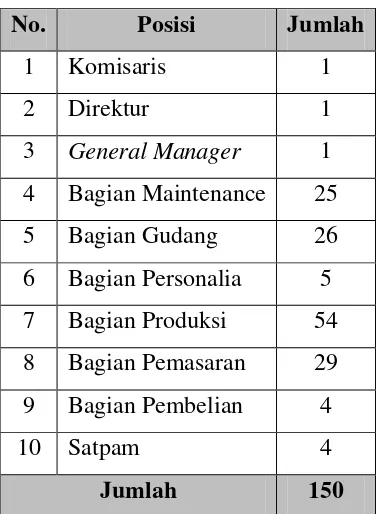
pada PT. Sumatera Pioneer Building Material adalah sebanyak 150 orang.
Rincian jumlah tenaga kerja yang ada pada PT. Sumatera Pioneer Building
[image:33.595.218.409.413.670.2]Material dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Jumlah Tenaga Kerja pada PT. Sumatera Pioneer Building Material
No. Posisi Jumlah
1 Komisaris 1
2 Direktur 1
3 General Manager 1
4 Bagian Maintenance 25
5 Bagian Gudang 26
6 Bagian Personalia 5
7 Bagian Produksi 54
8 Bagian Pemasaran 29
9 Bagian Pembelian 4
10 Satpam 4
Jumlah 150
Jam kerja di PT. Sumatera Pioneer Building Material ini berlaku untuk
karyawan kantor, karyawan lantai produksi, dan petugas keamanan. Karyawan
kantor bekerja satu shift, sedangkan karyawan lantai produksi dan petugas
keamanan bekerja dua shift. Jam kerja per hari adalah delapan jam. Adapun
pembagian waktu kerja tersebut adalah sebagai berikut:
1. Karyawan kantor
a. Hari Senin sampai Kamis
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 13.00 WIB : Istirahat
- Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Hari Jumat
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 14.00 WIB : Istirahat
- Pukul 14.00 – 17.00 WIB : Kerja aktif
c. Hari Sabtu
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 13.00 WIB : Istirahat
- Pukul 13.00 – 14.00 WIB : Kerja aktif
2. Karyawan lantai produksi dan Petugas keamanan
a. Shift I
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 13.00 WIB : Istirahat
b. Shift II
- Pukul 16.00 – 19.00 WIB : Kerja aktif
- Pukul 19.00 – 20.00 WIB : Istirahat
- Pukul 20.00 – 00.00 WIB : Kerja aktif
2.4.3. Sistem Pengupahan dan Fasilitas Lainnya
Untuk meningkatkan produktivitas kerja karyawan, maka harus
diperhatikan tingkat kesejahteraan karyawan. Salah satu indikator kesejahteraan
karyawan adalah menyediakan biaya untuk memenuhi kebutuhan hidup
karyawan, dimana biaya ini diberikan dalam bentuk upah yang layak sesuai
dengan kemampuan perusahaan.
Sistem pengupahan pada PT. Sumatera Pioneer Building Material
dibedakan menjadi dua jenis, yaitu:
1. Upah Bulanan
Upah bulanan ini diberikan kepada tenaga kerja tetap, yaitu pada bagian kantor
dan pada bagian keamanan dan satpam. Upah ini dibayar setiap akhir bulan.
2. Upah Harian
Upah harian ini diberikan kepada tenaga kerja di bagian produksi. Namun,
walaupun disebut upah harian, waktu pembayaran upah tetap dilakukan pada
Adapun fasilitas-fasilitas lain yang diberikan oleh perusahaan adalah :
1. Tunjangan Jabatan
Tunjangan jabatan merupakan pelengkap gaji pokok, mengingat ada pekerjaan
yang memegang peranan dan tanggung jawab serta tuntutan khusus. Besarnya
jumlah gaji pokok adalah sebesar Rp 1.350.000 per bulan, sedangkan besarnya
jumlah tunjangan adalah sebesar Rp 100.000.
2. Uang Makan
Uang makan diberikan setiap pengambilan gaji. Besarnya uang makan adalah
sebesar Rp 10.000.
3. Tunjangan Hari Raya (THR)
Tunjangan Hari Raya (THR) merupakan bonus yang diberikan kepada
karyawan yang merayakan hari raya dan tahun baru. THR ini diberikan kepada
karyawan yang telah bekerja selama 1 tahun dan dibayar sebesar satu bulan
gaji.
4. Uang Transportasi
Uang transportasi merupakan uang yang diberikan kepada karyawan saat
menerima gaji di akhir bulan. Besarnya uang transportasi ini tergantung pada
kedudukan karyawan di perusahaan.
5. Cuti
Cuti diberikan untuk menghilangkan rasa jenuh dan bosan selama bekerja.
Perusahaan sering memberikan cuti bagi karyawan. Tenaga kerja diwajibkan
6. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Jaminan Sosial Tenaga Kerja (JAMSOSTEK) adalah suatu bentuk asuransi
yang dibuat oleh pemerintah untuk melindungi tenaga kerja. Asuransi tersebut
lebih dikenal dengan nama Asuransi Tenaga Kerja (ASTEK).
ASTEK ini meliputi empat pokok yaitu :
a. Jaminan Kecelakaan Kerja
Dilakukan dengan cara pemberian sumbangan oleh perusahaan. Besarnya
sumbangan tersebut adalah sebesar 0.89% dari gaji pokok tenaga kerja setiap
bulan. Jaminan kecelakaan kerja diberikan apabila tenaga kerja tersebut
mengalami kecelakaan dalam menjalankan tugasnya.
b. Jaminan Hari Tua
Besarnya iuran dan sumbangan yang diberikan kepada ASTEK adalah
sebesar 5.7%. Iuran yang diberikan tenaga kerja adalah sebesar 2% dari gaji
pokok setiap bulan dari tenaga kerja yang bersangkutan. Jaminan hari tua
diberikan apabila tenaga kerja sudah pensiun pada umur 55 tahun. Besarnya
dana pensiun yang diberikan ASTEK adalah tergantung kepada masa kerja
tenaga kerja yang bersangkutan.
c. Jaminan Kematian
Diberikan apabila tenaga kerja meninggal dunia, sewaktu melakukan
pekerjaan atau tidak melakukan pekerjaan.
d. Jaminan Pemeliharaan Kesehatan
Pemeliharaan kesehatan diberikan oleh perusahaan kepada tenaga kerja
berbeda. Apabila tenaga kerja tersebut belum menikah, perusahaan
memberikan sebesar 3% dari gaji pokok setiap bulannya dan bagi yang sudah
berkeluarga memperoleh 6% dari gaji pokok setiap bulannya dengan batasan
maksimal memiliki tiga orang anak.
7. SPSI (Serikat Pekerja Seluruh Indonesia)
Serikat Pekerja Seluruh Indonesia (SPSI) adalah satu wadah tenaga kerja yang
dapat menampung keluhan-keluhan yang dialami tenaga kerja seperti tuntutan
kenaikan gaji, masalah jam kerja yang tidak sesuai, dan lain-lain.
Keluhan-keluhan tenaga kerja tersebut diterima oleh SPSI, dan akan mengusahakan
untuk mencari pemecahan masalahnya dengan bekerja sama dengan pimpinan
perusahaan atau instansi terkait seperti Departemen Tenaga Kerja.
2.5. Proses Produksi 2.5.1. Standar Mutu Produk
PT. Sumatera Pioneer Building Material merupakan perusahaan yang
menghasilkan produk batu dengan standar mutu yang telah ditetapkan. Oleh
karena itu, pihak perusahaan menetapkan bahwa setiap produk yang dihasilkan
harus melalui proses pengawasan yang ketat mulai masuknya bahan ke jaw
crusher sampai ke tempat penympanan barang jadi sehingga memiliki standar
mutu yang sesuai dengan standar mutu yang ditetapkan. Standar mutu produk
sangat perlu ditingkatkan dan dipertahankan guna menjaga standar kualitas
produk jadi. Adapun standar mutu produk pada PT. Sumatera Pioneer Building
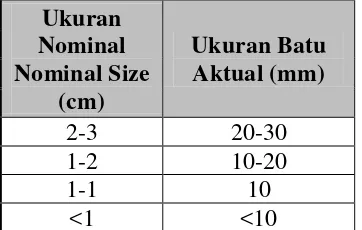
Tabel 2.2. Standar Mutu Produk di PT. Sumatera Pioneer Building Material
Ukuran Nominal Nominal Size
(cm)
Ukuran Batu Aktual (mm)
2-3 20-30
1-2 10-20
1-1 10
<1 <10
Sumber :PT. Sumatera Pioneer Building Material
2.5.2. Bahan Produksi
Jenis produk yang dihasilkan oleh PT. Sumatera Pioneer Building Material
adalah batu ukuran 2-3 cm, batu ukuran 1-2 cm, batu ukuran 1 cm, dan abu batu
(lebih kecil dari 1 cm). Untuk menghasilkan produk ini dibutuhkan bahan baku,
bahan tambahan, dan bahan penolong. Berikut ini merupakan bahan baku, bahan
tambahan, dan bahan penolong:
2.5.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang relatif besar dalam produk dibandingkan dengan
bahan-bahan lain. Bahan baku utama yang digunakan dalam proses produksi pada
PT. Sumatera Pioneer Building Material adalah batu sungai yang diambil dari
2.5.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan. Akan tetapi karena
yang diolah adalah batu dan hasil produksi berupa batu yang dihaluskan, maka
bahan tambahan tidak digunakan.
2.5.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang membantu dalam proses produksi
agar diperoleh hasil yang lebih baik. Bahan penolong yang digunakan dalam
proses produksi setiap produk di PT. Sumatera Pioneer Building Material adalah
air. Dalam proses produksi air digunakan sebagai pelicin untuk memudahkan
menghancurkan batu.
2.5.3. Uraian Proses Produksi
Untuk memproduksi batu pecah, maka proses produksi terdiri dari
beberapa tahapan berikut:
1. Penghancuran
Penghancuran digunakan untuk menghancurkan batu dengan menggunakan
mesin jaw crusher. Pada tahapan ini bahan baku berupa batu seperti batu
kerikil dibawa oleh wheel loader ke mesin jaw crusher. Kemudian mesin
memproses dengan menghancurkan batu dengan diameter antara fix jaw dan
hasil pecahan batu tersebut dikirimkan ke mesin cone crusher melalui
conveyor.
2. Penghalusan
Bahan baku tersebut kemudian dihaluskan dengan menggunakan mesin cone
crusher untuk mendapatkan ukuran/bentuk batu yang diinginkan. Biasanya
perusahaan menginginkan batu yang bentuknya kecil dan tidak memanjang
sehingga mudah diolah. Setelah dihaluskan kemudian bahan tersebut
dikirimkan ke mesin screen/ayakan.
3. Pemisahan Batu
Kegunaan dari screen/ayakan ini antara lain untuk memisahkan olahan dari
mesin sebelumnya menjadi empat tipe batu. Screen tersebut mempunyai
empat jenis net yang besarnya 30x30 mm, 20x20 mm, 10x10 mm, dan 5x5
mm untuk memisahkan produk berdasarkan besarnya ukuran tersebut. Jika
hasil batu lebih besar dari 30 mm, maka produk tersebut dikirimkan kembali
melalui conveyor ke mesin cone crusher untuk diolah kembali.
4. Pengangkutan
Produk-produk yang telah selesai melewati proses produksi kemudian
diangkut ke dalam dump truk untuk dibawa ke perusahaan/individu yang
memesan produk tersebut.
2.5.4. Mesin dan Peralatan
Adapun mesin dan peralatan yang digunakan pada PT. Sumatera Pioneer
2.5.4.1. Mesin Produksi
Mesin-mesin yang digunakan dalam proses produksi yaitu:
1. Mesin Jaw Crusher
Merek : Shan Bao
Asal : China
Tipe : PEX 1200 X 250
Tahun : 2010
Rentang Lubang Pembuangan : 210 mm
Kapasitas : 20-60 ton/jam
Kecepatan Rotasi : 300 r/min
Type Electromotor : Y280M-8
Power : 45 KW
Dimensi : 1530 x 2190 x 1380
Berat : 8,7 ton
Jumlah : 2 (unit)
2. Mesin Cone Crusher
Merek : Shan Bao
Asal : China
Tipe : PYZ900
Tahun : 2010
Rentang Lubang Pembuangan : 5-20 mm
Kapasitas : 20-65 ton/jam
Kecepatan Rotasi : 333 r/min
Power : 55 KW
Dimensi : 1530 x 2190 x 1380
Berat : 11,2 ton
Jumlah : 2 (unit)
3. Mesin Screen/Ayakan
Merek : Shan Bao
Asal : China
Tipe : 3YZS1237
Tahun : 2010
Ukuran Screen` : 3700 x 1200 mm
Jumlah net Screen : 4
Besar lubang net : 5-30 mm
Kapasitas : 30-90 ton/jam
Power : 10 KW
Dimensi : 4773 x 2050 x 2700
Berat : 3,05 ton
2.5.4.2.Peralatan
Peralatan yang digunakan dalam proses produksi adalah sebagai berikut: 1. Dump Truck
2. Dump truck merupakan alat yang dapat memindahkan material pada jarak
menengah sampai jarak jauh. Muatannya diisi oleh wheel loader, sedangkan
untuk membongkar muatannya ia dapat bekerja sendiri.
3. Timbangan
Timbangan digunakan untuk menghitung berat dump truck yang telah diisi
batu.
4. Wheel Loader
Merupakan alat pemuat yang beroda karet atau ban. Digunakan untuk
mengangkut bahan baku dan produk ke mesin jaw crusher atau dump truck.
5. Excavator Backhoe
Merupakan alat yang digunakan untuk menggali, mengangkat dan memuat
material. Juga digunakan untuk menggali parit-parit, saluran air atau pipa.
Bagian alas dari alat ini dapat diputar 360 derajat sehingga memungkinkan
BAB III
LANDASAN TEORI
3.1. Sistem
Sistem adalah sekumpulan elemen-elemen yang saling berkaitan dan
bersama-sama saling mendukung untuk mencapai tujuannya1
Ciri-ciri utama sistem adalah sebagai berikut:
.
1. Sistem pada umumnya bersifat terbuka.
2. Sistem terdiri dari dua atau lebih elemen sub sistem dan setiap sub sistem
terdiri dari sub sistem yang lebih kecil dan seterusnya.
3. Terdapat saling ketergantungan antara sub sistem.
4. Memiliki kemampuan menyesuaikan diri dengan lingkungan (self
adjustment), yang diakibatkan oleh adanya umpan balik.
5. Mempunyai kemampuan untuk mengatur diri sendiri (self regulation)
6. Mempunyai tujuan.
Klasifikasi sistem secara umum dapat dibagi menjadi beberapa jenis
yaitu sebagai berikut:
1. Menurut hubungan dengan lingkungan :
a. Sistem terbuka
b. Sistem tertutup
2. Menurut kondisinya terhadap perubahan waktu:
a. Sistem dinamis
1
b. Sistem statis
3. Menurut asalnya:
a. Sistem alam
b. Sistem buatan
3.2. Perawatan (Maintenance)2
Perawatan (maintenance) adalah suatu kombinasi dari berbagai tindakan
yang dilakukan untuk menjaga dan memelihara suatu mesin serta
memperbaikinya sampai suatu kondisi yang bisa diterima. Selain itu suatu
perawatan juga merupakan suatu kegiatan untuk memelihara atau menjaga
fasilitas dan peralatan pabrik serta mengadakan perbaikan atau penggantian yang
diperlukan agar terdapat suatu keadaan operasi produksi yang sesuai dengan apa
yang telah direncanakan.
Merawat ‘pada suatu kondisi yang bisa diterima’ merujuk pada standar
yang ditentukan oleh perusahaan yang melakukan perawatan. Hal ini berbeda dari
satu perusahaan dengan yang lain, tergantung keadaan industrinya dan sepadan
dengan nilai yang ditetapkan berdasarkan standar yang tinggi.
Peranan perawatan baru akan sangat terasa apabila mesin mulai
mengalami gangguan atau tidak dapat dioperasikan lagi. Dengan mengacu pada
pengertian tersebut, dapat ditarik kesimpulan bahwa masalah perawatan berkaitan
dengan tindakan pencegahan dan perbaikan, yang dapat berupa tindakan berikut:
2
1. Pemeriksaan (inspection), yaitu tindakan pemeriksaan terhadap mesin untuk
mengetahui kondisi, apakah mesin tersebut dalam keadaan yang memenuhi
persyaratan yang telah ditetapkan atau tidak.
2. Perawatan (service), yaitu tindakan untuk menjaga kondisi suatu mesin agar
tetap baik. Biasanya telah diatur dalam buku petunjuk pemakaian mesin
tersebut.
3. Penggantian komponen (replacement), yaitu melakukan penggantian
komponen yang rusak dan tidak dapat digunakan dengan baik lagi.
Penggantian ini mungkin dilakukan secara mendadak atau dengan
perencanaan terlebih dahulu.
4. Repair and Overhaul, yaitu kegiatan melakukan perbaikan secara cermat serta
melakukan suatu set up mesin. Tindakan repair merupakan kegiatan perbaikan
yang dilakukan setelah mesin mencapai kondisi gagal beroperasi (failed
stated), sedangkan overhaul dilakukan sebelum failed stated terjadi.
3.2.1. Tujuan Perawatan (Maintenance)3
Tujuan perawatan yang utama dapat didefinisikan dengan jelas sebagai
berikut:
1. Untuk memperpanjang usia kegunaan asset (yaitu setiap bagian dari suatu
tempat kerja, bangunan, dan isinya). Hal ini terutama penting di negara
berkembang karena kurangnya sumber daya modal untuk penggantian. Di
3
negara-negara maju kadang-kadang lebih menguntungkan untuk ‘mengganti’
daripada ‘merawat’.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk
produksi (atau jasa) dan mendapatkan laba investasi (return of investment)
maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam
kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.2.2. Bentuk-Bentuk Perawatan (Maintenance)4
Bentuk-bentuk perawatan secara umum dapat dibagi menjadi dua, yaitu:
1. Perawatan Terencana (Planned Maintenance)
Perawatan terencana (planned maintenance) merupakan perawatan yang
diorganisasi dan dilakukan dengan pemikiran ke masa depan, pengendalian,
dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya.
2. Perawatan Tak Terencana (Unplanned Maintenance)
Perawatan tak terencana (unplanned maintenance) merupakan perawatan yang
dilakukan secara darurat akibat tidak adanya perencanaan sebelumnya. Hanya
ada satu bentuk perawatan tak terencana, yaitu pemeliharaan darurat, yang
didefinisikan sebagai pemeliharaan dimana perlu segera dilaksanakan
4
tindakan untuk mencegah akibat yang serius, misalnya hilangnya produksi,
kerusakan besar pada peralatan, atau untuk alasan keselamatan kerja.
3.2.2.1.Perawatan Terencana (Planned Maintenance)
Pada perawatan terencana (planned maintenance) dapat dibagi menjadi
dua aktivitas utama, yaitu:
1. Perawatan Pencegahan (Preventive Maintenance)
Perawatan pencegahan (preventive maintenance) merupakan perawatan yang
dilakukan pada selang waktu yang ditentukan sebelumnya, atau terhadap
kriteria lain yang diuraikan, dan dimaksudkan untuk mengurangi
kemungkinan bagian-bagian lain tidak memenuhi kondisi yang bisa diterima.
Perawatan ini dimaksudkan untuk mencegah terjadinya kerusakan,
menemukan kondisi yang dapat menyebabkan mesin mengalami kerusakan
pada saat digunakan dalam proses produksi, serta dapat mengefektifkan
pekerjaan inspeksi, perbaikan kecil, pelumasan dan set up sehingga
mesin-mesin selama proses produksi dapat terhindar dari kerusakan.
Perawatan pencegahan (preventive maintenance) ini sering diterapkan pada
industri-industri yang proses produksinya kontinu, misalnya pada pabrik
kimia, industri pengolahan baja, kilang minyak, dan lain sebagainya. Selain itu
preventive maintenance juga sering dilakukan pada kondisi berikut:
a. Apabila terjadi kerusakan kecil pada bagian fasilitas yang vital dapat
b. Apabila kerusakan yang terjadi sangat membahayakan, seperti pada ketel,
bejana bertekanan, alat pengangkat, dan lain sebagainya
c. Apabila terjadi penghentian produksi karena terjadi kerusakan pada mesin
sehingga dapat mengeluarkan biaya yang sangat besar.
2. Perawatan Korektif (Corrective Maintenance)
Perawatan korektif (corrective maintenance) merupakan perawatan yang
dilakukan setelah mesin mengalami kerusakan atau tidak dapat berfungsi lagi
dengan baik. Perawatan korektif ini juga merupakan kegiatan reparasi yang
biasanya terjadi karena kegiatan perawatan pencegahan tidak dilaksanakan
sama sekali atau karena fasilitas tersebut tetap mengalami kerusakan
meskipun kegiatan perawatan pencegahan telah dilaksanakan.
Perawatan korektif juga termasuk dalam cara perawatan yang direncanakan
untuk perbaikan. Dalam perawatan ini dapat mengadakan
peningkatan-peningkatan sedemikian rupa seperti melakukan perubahan rancangan
peralatan agar lebih baik.
3.2.2.2.Perawatan Tak Terencana (Unplanned Maintenance)
Pada perawatan tak terencana (unplanned maintenance) dapat dilakukan
dengan melakukan perawatan tanpa direncanakan sebelumnya karena terjadinya
kerusakan yang tidak diduga pada saat melakukan proses produksi. Contoh
perawatan tak terencana ini adalah perawatan darurat yaitu perawatan yang perlu
Bentuk perawatan yang lainnya dapat dibagi lagi dalam beberapa
kelompok berikut ini, yaitu:
1. Perawatan Berjalan (Running Maintenance)
Perawatan berjalan (running maintenance) merupakan perawatan yang dapat
dilakukan selama mesin dipakai. Perawatan dalam kondisi berjalan diterapkan
pada mesin-mesin yang harus beroperasi secara terus-menerus dalam proses
produksi. Dan diharapkan perawatan berjalan ini dapat memberikan hasil
perbaikan yang dilakukan secara cepat ini dapat menjamin kondisi proses
produksi tanpa adanya mesin yang mengalami kerusakan.
2. Perawatan Setelah Terjadi Kerusakan (Breakdown Maintenance)
Perawatan ini dilakukan setelah mesin mengalami kerusakan, dan untuk
memperbaikinya harus disiapkan suku cadang, material, alat-alat dan tenaga
kerjanya. Beberapa peralatan pabrik yang beroperasi pada unit tersendiri atau
terpisah dari proses yang lainnya, tidak akan langsung mempengaruhi seluruh
proses produksi apabila terjadi kerusakan.Dalam kondisi ini mesin dibiarkan
beroperasi sampai terjadi kerusakan, sehingga waktu untuk produksi tidak
berkurang. Penerapan perawatan ini dilakukan pada mesin-mesin industri
yang ringan, apabila terjadi kerusakan dapat diperbaiki dengan cepat.
3. Perawatan Berhenti (Shut Down Maintenance)
Perawatan berhenti (shut down maintenance) dilakukan untuk mengetahui
terjadinya perubahan dalam kondisi fisik maupun fungsi dari sistem peralatan.
Perawatan ini dilakukan setelah terjadi kerusakan, dan untuk memperbaikinya
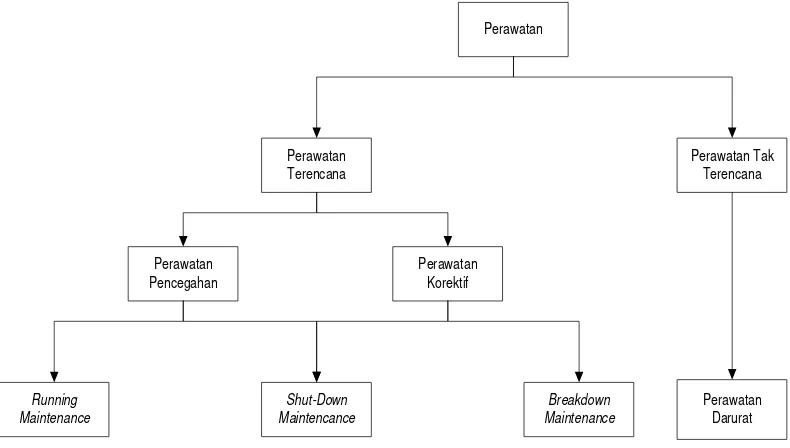
Berikut ini merupakan hubungan masing-masing perawatan yang
diterapkan pada Gambar 3.1.
Perawatan
Perawatan Korektif Perawatan
Pencegahan
Perawatan Terencana
Perawatan Tak Terencana
Perawatan Darurat
Running Maintenance
Shut-Down Maintencance
[image:52.595.115.510.169.393.2]Breakdown Maintenance
Gambar 3.1. Hubungan Masing-Masing Perawatan
3.2.3. Tugas dan Kegiatan Perawatan
Menurut Assauri (2004), semua tugas dan kegiatan perawatan dapat
digolongkan ke dalam salah satu dari lima tugas pokok5
Menurut Walley (1987), kegiatan perawatan sulit untuk diukur, ini
dikarenakan oleh beberapa faktor, antara lain:
, yaitu inspeksi
(inspection), kegiatan teknik (engineering), kegiatan produksi (production),
kegiatan administrasi (clerical work), dan perawatan bangunan (house keeping).
1. Beranekaragamannya keterampilan yang digunakan, di bagian-bagian pabrik
yang berbeda, dan pekerjaannya juga tidak sama
2. Pekerjaannya tampak berulang
5
3. Banyak tugas terdapat di tempat-tempat dan posisi yang jauh dan ideal. Kerja
luar sering digunakan. Tugas perbaikan di tempat ini biasa berurusan dengan
soal kebisingan dan kotor
4. Penyeliaan langsung sering merupakan masalah. Banyak pekerjaan
dilaksanakan pada waktu yang sama di berbagai bagian yang berbeda dalam
pabrik, sehingga penyeliaan pun sulit dilaksanakan
5. Tugas cenderung mempunyai kadar pekerjaan yang tidak menentu.
3.2.4. Biaya Perawatan
Biasanya makin tinggi nilai pabrik, makin tinggi pula biaya perawatannya.
Umur pabrik, keterampilan para operatornya, perlunya terus menjalankan pabrik
tersebut memiliki peranan yang besar dalam menentukan pentingnya perawatan
dan biaya yang dapat dibenarkan.
Biaya perawatan pencegahan (preventive maintenance) terdiri atas
biaya-biaya yang timbul dari kegiatan pemeriksaan dan penyesuaian peralatan,
penggantian atau perbaikan komponen-komponen, dan kehilangan waktu produksi
yang diakibatkan kegiatan-kegiatan tersebut. Sedangkan biaya perawatan korektif
adalah biaya-biaya yang timbul bila peralatan rusak atau tidak dapat beroperasi,
yang meliputi kehilangan waktu produksi, biaya pelaksanaan pemeliharaan,
3.2.5. Elemen Perawatan
Dalam kebijakan perawatan terdapat beberapa pengertian mengenai waktu
perawatan, yaitu:
1. Waktu operasi, yaitu waktu yang digunakan oleh sistem untuk melakukan
kegiatan
2. Waktu delay, yaitu waktu dimana sistem dalam keadaan menganggur tetapi
sistem tidak dalam keadaan rusak
3. Down time, yaitu total waktu dimana sistem tidak mungkin dioperasikan.
Down time dapat terjadi apabila sistem mengalami kerusakan, dalam keadaan
perbaikan, atau dalam tindakan perawatan lainnya. Down time dapat berupa
waktu memeriksa kerusakan, waktu menunggu perbaikan, waktu menunggu
datangnya sparepart, dan waktu pemasangan sparepart.
3.2.6. Tujuan Rancangan Perawatan Mesin
Setiap tahun di perusahaan seluruh dunia hampir bermiliaran pengeluaran
dihabiskan untuk melakukan perawatan pada mesin6
6
Dhillon, B.S. 2006. Maintanability, Maintenance, and Reliability for Engineers. New York : Taylor & Francis Group, LLC. Hal 135
Dan pada saat ini
pelatihan-pelatihan dalam melakukan perawatan merupakan suatu pasar dorong, khususnya
pada industri manufaktur, penyedia layanan, dan lain sebagainya. Karena hal ini
maka ada suatu tindakan yang nyata untuk keefektifan aset manajemen dan
pelatiha-pelatihan perawatan yang dapat mempengaruhi secara positif
faktor-faktor seperti harga, keuntungan, kualitas, pengiriman yang tepat, keamanan, dan
Tujuan utama perawatan adalah sebagai berikut:
1. Untuk memperpanjang usia kegunaan fasilitas produksi (yaitu setiap bagian
dari suatu tempat kerja, bangunan, dan isinya), terutama bagi fasilitas yang
memiliki kesulitan untuk mendapatkan komponen
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk
produksi (atau jasa) dan mendapatkan laba investasi (Return of Investment)
maksimum yang mungkin
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam
kebakaran dan penyelamat, dan sebagainya
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.3. Modularity Design
Desain secara modular dilakukan dengan cara memecah-belah suatu
masalah yang rumit yang akan diprogramkan kedalam beberapa elemen yang
nantinya akan diintegrasikan kembali menjadi satu kesatuan untuk memenuhi
kebutuhan sistem. Tiap-tiap elemen inilah yang disebut modul (module)7
Dalam menyusun produk yang modular digunakan pembandingan antara
component tree dan process graph dari sebuah produk dan memastikan pada .
7
setiap detail level, atribut produk bersifat independence dan atribut lainnya selama
memungkinkan untuk setiap detail level dari life cycle process8
Untuk meningkatkan independence dan similiarity, sebuah produk
didesain dengan segi modularity berikut:
.
1. AttributeIndependence
Mengijinkan terjadinya desain ulang dari modul dengan meminimalisasi efek
dari berhentinya sebuah produk.
2. ProcessIndependence
Setiap kegiatan dari setiap life cycle process dari tiap-tiap komponen dalam
modul mempunyai sedikit dependencies dalam proses dari komponen
external. Hal ini berarti proses dari modul selama life cycle-nya bersifat
independen dari proses yang dijalani external modul. Setiap dependencies
yang terjadi berusaha untuk meminimalkan baik jumlah maupun
kekritisannya. Proses independence dapat mengakibatkan pengurangan biaya
dalam setiap life cycleprocess dan desain ulang dari modul jika proses harus
berubah.
3. Processsimilarity
Pengelompokan komponen dan subassembly yang menjalani life cycle
process yang sama ke dalam satu modul. Process similarity meminimalkan
jumlah dari external komponen yang menjalani poses yang sama,
menciptakan pembedaan jelas diantara modul, mengurangi proses yang
berulang, dan mengurangi biaya proses. Process similarity juga menghemat
8
usaha desain ulang dengan memastikan bahwa perubahan pada life cycle
process secara individu hanya mempengaruhi satu modul dari produk.
3.3.1. Keuntungan Modularity
Modularity memberikan desainer fleksibel untuk melakukan perubahan
dalam proses. Keuntungan dari modularity adalah mengurangi biaya life cycle
dengan mengurangi jumlah proses dan mengurangi proses yang berulang.
Beberapa keuntungan lain dari modularity adalah:
1. Kemudahan dalam melakukan update produk
2. Meningkatkan variasi dari produk
3. Menurunkan order lead time
4. Memudahkan dalam desai dan pengujiannya
Pengukuran modularitas digunakan untuk membandingkan modularity
relative dari 2 produk yang sejenis. Tiga langkah pengukuran untuk
memahami bentuk fisik dan hubungan dalam proses di antara
komponen-komponen yaitu:
1. Membangun component tree
Sebuah component tree memberikan gambaran detail mengenai hubungan
fisik diantara komponen-komponen pada level abstraksi. Untuk
membangun component tree, produk dibagi dalam modul-modul dan
komponen-komponen. Lebih lanjut modul-modul tersebut akan
komponen, dan terakhir atribut produk yang menjelaskan komponen
tersebut.
2. Membangun process graph
Untuk setiap proses, process graph harus menggambarkan detail dari tiap
tahap dari life cycle, setiap proses dalam tiap tahapan dan setiap kegiatan
dan sub tugas dalam setiap proses. Komponen-komponen dikelompokkan
bersama berdasarkan proses manufacturing yang dijalani dan setiap proses
manufacturing diperluas yang meliputi kegiatan-kegiatan yang
berhubungan dan sub tugas dari setiap proses.
3. Membangun matriks
Menggunakan component tree dan process graph, dua modularity
evaluation matriks dibangun, satu untuk menyimpan data similarity dan
satu untuk menyimpan dependencies.
3.4. Keandalan (Reliability)
3.4.1. Definisi Keandalan (Reliability)
Keandalan (reliability) adalah probabilitas bahwa sebuah item akan
menampilkan tugas yang telah ditetapkan dengan memuaskan untuk periode
waktu yang ditentukan dan yang digunakan berdasarkan kondisi tertentu.
Terminologi item yang dipakai pada definisi keandalan di atas dapat mewakili
sembarang komponen, subsistem, atau sistem yang dapat dianggap sebagai satu
3.4.2. Fungsi dan Parameter Keandalan (Reliability)
Tingkat keandalan sebuah sistem berarti probabilitas sebuah sistem untuk
dapat menjalankan fungsinya pada periode waktu tertentu. Artinya adalah karena
nilai dari keandalan ini dalam bentuk probabilitas maka nilainya berkisar antara 0
sampai dengan 1.
Parameter dari keandalan (reliability) dapat dilihat dengan
menggambarkan hubungan keandalan dalam model matematika, yaitu dengan
memisalkan T sebagai waktu kegagalan dari sebuah sistem atau komponen,
dimana T 0.
Maka keandalan (reliability) dapat dinyatakan sebagai berikut:
R(t) = Pr ; 0 R(t) 1
Dimana R(t) 0, R(0) = 1, dan
Dengan memasukkan nilai t, dan R(t) adalah probabilitas waktu kegagalan, maka:
R(t) = 1 – Pr
R(t) = 1 – F(t)
F(t) merupakan fungsi distribusi kumulatif yang mana juga menyatakan
probabilitas kegagalan yang terjadi sebelum waktu t. R(t) adalah fungsi keandalan
dan F(t) adalah fungsi distribusi kumulatif.
Selain itu juga ada fungsi kepadatan probabilitas dari sistem, dimana
fungsi ini menyatakan bentuk dari distribusi kegagalan sistem. Fungsi ini dapat
dinyatakan sebagai berikut:
f(t) = d F(t)/dt
Dimana f(t) 0 dan = 1
3.4.3. Fungsi Keandalan Distribusi Kerusakan
Agar dapat mencegah terjadinya kerusakan pada mesin, maka terdapat
berbagai jenis bentuk distribusi kerusakan yang dapat digunakan untuk merawat
mesin. Distribusi kerusakan yang sering digunakan adalah distribusi normal,
distribusi lognormal, distribusi eksponensial, dan distribusi Weibull.
3.4.3.1.Distribusi Normal
Distribusi normal merupakan bentuk distribusi kerusakan yang kontinu
dan memiliki bentuk kurva ke atas yang mirip seperti lonceng. Dua parameter
yang digunakan dalam distribusi ini adalah yang disebut sebagai parameter
rata-rata dan yang disebut sebagai parameter standar deviasi. Fungsi distribusi
kerusakan ini merupakan yang paling banyak digunakan terutama untuk
menunjukkan laju kerusakan yang terus meningkat.
Fungsi yang digunakan dalam distribusi normaladalah:
1. Fungsi kepadatan probabilitas (Probability density function)
Rumusnya adalah sebagai berikut:
f(t) = exp
2. Fungsi kepadatan kumulatif (Cummulative density function)
Rumusnya adalah sebagai berikut:
F(t) =
Rumusnya adalah sebagai berikut:
R(t) = 1 –
4. Fungsi kerusakan (Hazard rate function)
Rumusnya adalah sebagai berikut:
(t) =
3.4.3.2.Distribusi Lognormal
Distribusi lognormal merupakan bentuk distribusi kerusakan untuk situasi
yang bervariasi. Distribusi ini merupakan penjabaran dari distribusi normal karena
yang berdistribusi normal bukan nilai x, tetapi logaritma dari nilai x.
Fungsi yang digunakan dalam distribusi lognormal adalah:
1. Fungsi kepadatan probabilitas (Probability density function)
Rumusnya adalah sebagai berikut:
f(t) = exp
2. Fungsi kepadatan kumulatif (Cummulative density function)
Rumusnya adalah sebagai berikut:
F(t) =
3. Fungsi reliabilitas (Reliability function)
R(t) = 1 –
4. Fungsi kerusakan (Hazard rate function)
Rumusnya adalah sebagai berikut:
(t) =
5.