ANALISIS FAKTOR FAKTOR YANG BERPENGARUH TERHADAP PRESTASI KERJA KARYAWAN DENGAN METODE ANP
(ANALYTICAL NETWORK PROCESS) PADA PT. MANDHELING GAYO INTERNASIONAL
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh :
RICKY HARYADI NIM. 050403009
DEPARTEMEN T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT atas semua
berkat, rahmat, lindungan-Nya sehingga penulis dapat menyelesaikan Tugas
Sarjana ini.
Kegiatan penelitian ini dilakukan di PT. Mandheling Gayo Internasional
yang merupakan perusahaan yang bergerak dalam bidang pengolahn biji kopi.
Tugas sarjana ini dijadikan sebagai salah satu dari beberapa syarat yang telah
ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah Analisis Faktor-faktor yang
Berpengaruh Terhadap Prestasi Kerja Karyawan dengan Metode ANP (Analytical
Network Process) pada PT. Mandheling Gayo Internasional. Penulis menyadari
bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu
penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat
menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana
ini bermanfaat bagi seluruh pembaca dan kita semua.
Universitas Sumatera Utara
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini,
banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Tuhan Yang Maha Esa atas rahmat dan anugrahnya yang paling indah.
2. Keluarga tercinta yang selalu mendoakan, memberikan kasih sayang,
perhatian, dukungan dan semangat sehingga penulis dapat menyelesaikan
laporan Tugas Sarjana ini.
3. Ibu Khawarita Siregar selaku Dosen Pembimbing I dan Ibu Ir. Rosnani
Ginting, MT selaku Dosen Pembimbing II atas kesediaannya meluangkan
waktu untuk membimbing penulis dalam penulisan laporan.
4. Ibu Ir. Rosnani Ginting, MT selaku ketua Departemen Teknik Industri USU
dan yang telah memberi motivasi sehingga penulis dapat menyelesaikan
laporan Tugas Sarjana ini.
5. Pegawai Administrasi Departemen Teknik Industri, Bang Bowo, Kak Dina,
Bang Mijo, bang Ridho, Bang Nur dan Kak Ani yang telah membantu penulis
dalam melakukan urusan administrasi di Departemen Teknik Industri USU.
6. Bapak Agustiar selaku pembimbing lapangan yang telah membimbing penulis
selama melaksanakan penelitian di PT. Mandheling Gayo Internasional.
7. Seluruh Pengurus Himpunan Mahasiswa Teknik Indusri periode 2008-2009.
8. Asisten Laboratorium Proses Manufaktur, Andi, Mahandara, Rizky, Revi, Lila
9. Rekan-rekan angkatan 2005, angkatan 2006, 2007 dan 2008 yang telah
memberi support selama pelaksanaan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Juni 2010
Hormat Saya,
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN ... ii
SERTIFIKAT ... iii
KATA PENGANTAR . ... iv
UCAPAN TERIMA KASIH . ... v
DAFTAR ISI ... vii
DAFTAR TABEL . ... xii
DAFTAR GAMBAR . ... xviii
DAFTAR LAMPIRAN . ... xix
ABSTRAK ... xx
I. PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-2
1.4. Manfaat Penelitian ... I-3
1.5. Batasan dan Asumsi Penelitian ... I-4
1.6. Sistematika Penulisan Laporan ... I-5
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2 Runag Linkup Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.4. Jumlah Tenaga Kerja dan Jam Kerja ... II-9
2.4.1. Jumlah Tenaga Kerja ... II-9
2.4.2. Jam Kerja ... II-10
2.5. Sistem Pengupahan dan Kesejahteraan Karyawan ... II-11
2.6. Proses Produksi ... II-12
2.6.1. Standar Mutu Produk ... II-12
2.6.2. Bahan yang Digunakan ... II-12
2.6.3. Uraian Proses Produksi ... II-14
2.7. Mesin dan Peralatan ... II-19
2.7.1. Mesin Produksi ... II-19
2.7.2. Peralatan ... II-22
III. LANDASAN TEORI III-1
3.1. Prestasi Kerja ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4. Dasar-dasar AHP ... III-4
3.4.1. Comparative Judgement.. ... III-4
3.4.2. Synthesis of Priority.. ... III-7
3.4.3. Logical Consistency.. ... III-8
3.5. Konsep Dasar AnalyticNetworkProcess (ANP) ... III-10
3.5.1. Pembobotan dengan ANP ... III-11
3.6. Teknik Sampling ... III-12
3.6.1. Probability/ Random Sampling ... III-13
3.6.2. Nonprobability/ Nonrandom Sampling atau
Sampel Tidak Acak ... III-17
3.7. Merancang Kuesioner ... III-19
IV. METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.4. Pengumpulan Data ... IV-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.4.2. Instrumen Penelitian ... IV-2
4.4.3. Metode Pengumpulan Data Penelitian ... IV-4
4.4.2. Populasi dan Sampel ... IV-5
4.4.3. Teknik Sampling yang Digunakan ... IV-5
4.5. Prosedur Penelitian ... IV-6
4.6. Pengolahan Data ... IV-8
4.7. Analisa dan Pembahasan ... IV-11
4.8. Kesimpulan dan Saran ... IV-11
V. PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data. ... V-1
5.1.1. Data Pendahuluan... V-1
5.1.2. Data Penilaian Tingkat Kepentingan ... V-5
5.2. Pengolahan Data ... V-16
5.2.1. Perhitungan ConsistencyRatio (CR) ... V-16
5.2.2. Perhitungan Rata-rata Geometric ... V-20
5.2.3. Penilaian Intensitas Kontribusi Komponen ... V-26
5.2.4. Pembuatan Tabel Super Matriks ... V-38
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI. ANALISIS DAN PEMBAHASAN VI-1
6.1. Analisa Proses Pembentukan Hierarki ... VI-1
6.2. Analisa Penilain Elemen Hierarki ... VI-2
6.2.1. Consistency Ratio (CR) ... VI-2
6.2.2. Pembobotan Setiap Elemen Hierarki ... VI-2
6.3. Analisis Pengaruh Perspektif dan Faktor Terhadap
Prestasi Kerja Karyawan ... VI-3
6.3.1. Kemauan (willingness) ... VI-4
6.3.2. Kesempatan (oppurtunity) ... VI-5
6.3.3. Kapasitas (capacity) ... VI-6
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Karyawan di PT. Mandheling Gayo Internasional. ... II-9
2.2. Spesifikasi Mesin Sangrai (Roaster). ... II-19
2.3. Spesifikasi Mesin Grinder ... II-20
2.4. Spesifikasi Mesin Ayak ... II-20
2.5. Spesifikasi Mesin Sutton (Divider/Gravity). ... II-21
2.6. Spesifikasi Mesin Sutton Kipas (Blower) ... II-22
2.7. Spesifikasi Mesin Jahit Goni ... II-22
2.8. Spesifikasi Neraca Timbangan Sampel ... II-23
2.9. Spesifikasi Neraca Timbangan Kopi dalam Goni ... II-23
2.10. Spesifikasi Neraca Kelembapan ... II-24
2.11. Spesifikasi Kereta Sorong ... II-24
2.12. Spesifikasi Terpal Penjemuran Kopi ... II-25
2.13. Spesifikasi Serokan ... II-25
2.14. Spesifikasi Cakar Kayu ... II-26
3.1. Dasar Perbandingan Kriteria . ... III-5
3.2. Matriks Pairwise Comparison . ... III-6
3.3. Matriks Komparasi Pasangan . ... III-7
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
3.6. Harga Random Index. ... III-9
5.1. Rekapitulasi Kuesioner Pendahuluan. ... V-3
5.2. Matriks Perbandingan Berpasangan (MPB) Antara Perspektif . V-5
5.3. Matriks Perbandingan Berpasangan (MPB) Antara Faktor
Pada Perspektif Kapasitas ... V-6
5.4. Matriks Perbandingan Berpasangan (MPB) Antara Faktor
Pada Perspektif Kemauan ... V-7
5.5. Matriks Perbandingan Berpasangan (MPB) Antara Faktor
Pada Perspektif Kesempatan ... V-9
5.6. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
Kapasitas dan Kemauan ... V-10
5.7. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
Kapasitas dan Kesempatan ... V-11
5.8. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
Kemauan dan Kapasitas ... V-12
5.9. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
Kesempatan dan Kapasitas ... V-14
5.11. Matriks Perbandingan Berpasangan (MPB) pada Perspektif
Kesempatan dan Kemauan ... V-15
5.12. Penjumlahan Nilai Per Kolom MBP ... V-17
5.13. Matriks Normalisasi ... V-18
5.14. Perhitungan Bobot Lokal ... V-19
5.15. Hasil Perhitungan CR ... V-20
5.16. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Level 2. ... V-21
5.17. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kapasitas ... V-22
5.18. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kemauan. ... V-22
5.19. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kesempatan ... V-23
5.20. MPB Hasil Perhitungan Rata-rata Antar Perspektif
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.21. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kapasitas dan Kesempatan ... V-24
5.22. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kemauan dan Kapasitas. ... V-24
5.23. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kemauan dan Kesempatan ... V-25
5.24. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kesempatan dan Kapasitas. ... V-25
5.25. MPB Hasil Perhitungan Rata-rata Antar Perspektif
Kesempatan dan Kemauan ... V-26
5.26. Penjumlahan Nilai Per Kolom MPB . ... V-27
5.27. Matriks Normalisasi . ... V-28
5.28. Penjumlahan Nilai Per Kolom MPB . ... V-29
5.29. Matriks Normalisasi . ... V-30
5.30. Penjumlahan Nilai Per Kolom MPB . ... V-30
5.31. Matriks Normalisasi . ... V-31
5.32. Penjumlahan Nilai Per Kolom MPB . ... V-31
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.34. Penjumlahan Nilai Per Kolom MPB . ... V-32
5.35. Matriks Normalisasi . ... V-33
5.36. Penjumlahan Nilai Per Kolom MPB . ... V-33
5.37. Matriks Normalisasi . ... V-34
5.38. Penjumlahan Nilai Per Kolom MPB . ... V-34
5.39. Matriks Normalisasi . ... V-35
5.40. Penjumlahan Nilai Per Kolom MPB . ... V-35
5.41. Matriks Normalisasi . ... V-36
5.42. Penjumlahan Nilai Per Kolom MPB . ... V-36
5.43. Matriks Normalisasi . ... V-37
5.44. Penjumlahan Nilai Per Kolom MPB . ... V-37
5.45. Matriks Normalisasi . ... V-38
5.46. Unweight Super Matriks Prestasi Kerja Karyawan
PT. Mandheling Gayo Internasional . ... V-39
5.47. Weight Super Matriks Prestasi Kerja Karyawan
PT. Mandheling Gayo Internasional . ... V-41
5.48. Limiting Matriks Prestasi Kerja Karyawan PT. Mandheling
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.1. Hasil Perhitungan Consistency Ratio (CR) ... VI-2
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Mandheling Gayo
Internasional.. ... II-3
2.2. Blok Diagram Proses Pengolahan Kopi Di
PT. Mandheling Gayo Internasional ... II-18
3.1. Model Prestasi Kerja Blumberg dan Pringle ... III-2
3.2. Algoritma Perhitungan Bobot dengan ANP ... III-11
4.1. Diagram Prosedur Penelitian ... IV-7
4.2. Diagram Pengolahan Data Analytic Network Process ... IV-10
5.1 Hierarki Prestasi Kerja Karyawan di PT. Mandheling
DAFTAR LAMPIRAN
LAMPIRAN Halaman
1. Kuesioner Pendahuluan ... ..L.1
2. Kuesioner Pembobotan ... ..L.2
3. Berita Acara Laporan Tugas Sarjana ... ..L.3
4. Surat Penjajakaan/Konsultasi ke Perusahaan ... ..L.4
5. Surat Balasan Perusahaan ... ..L.5
ABSTRAK
PT. Mandheling Gayo Internasional adalah perusahaan yang bergerak dalam bidang pengolahan biji kopi kualitas ekspor. Tingginya tingkat persaingan usaha khususnya dalam bidang pengolahan biji kopi saat ini, perusahaan dituntut untuk dapat terus meningkatkan kualitas sumber daya manusianya. Sumber daya manusia yang berkualitas adalah sumber daya yang dapat berprestasi maksimal. Tingkat prestasi kerja karyawan tersebut ditentukan atau dipengaruhi oleh beberapa faktor.
Bedasarkan permasalahan tersebut, perlu dilakukan penelitian untuk dapat mengetahui dan menentukan faktor-faktor yang mempengaruhi prestasi kerja karyawan di PT. Mandheling Gayo Internasional. Faktor-faktor yang dianalisis dalam penelitian ini, merupakan faktor-faktor berdasarkan model prestasi kerja Blumberg dan Pringle.
Pembobotan dilakukan dengan metode Analytic Network Process (ANP). Metode ANP mempunyai dua keterkaitan yang dapat melengkapi kekurangan pada metode pembobotan lain, yakni adanya keterkaitan di dalam satu set elemen sejenis dan antar set elemen yang berbeda.
Hasil penelitian menunjukkan bahwa perspektif kemauan (willingness)
memiliki bobot paling besar yaitu sebesar 41,48%, diurutan kedua adalah perspektif kesempatan (oppurtunity) yang memilki bobot sebesar 33,50%. sedangkan perspektif yang memilki bobot paling kecil adalah perspektif kapasitas
(capacity) dengan bobot sebesar 25,04%. Adapun faktor yang memberikan kontribusi terbesar terhadap perspektif kemauan adalah faktor motivasi dengan bobot sebesar 11,84%. Kemudian faktor yang memberikan kontribusi terbesar terhadap perspektif kesempatan adalah faktor gaji/kompensasi dengan bobot sebesar 7,64%. Sedangkan faktor yang memberikan kontribusi paling besar untuk perspektif kapasitas adalah faktor keterampilan motorik dengan bobot sebesar 7,8%.
ABSTRAK
PT. Mandheling Gayo Internasional adalah perusahaan yang bergerak dalam bidang pengolahan biji kopi kualitas ekspor. Tingginya tingkat persaingan usaha khususnya dalam bidang pengolahan biji kopi saat ini, perusahaan dituntut untuk dapat terus meningkatkan kualitas sumber daya manusianya. Sumber daya manusia yang berkualitas adalah sumber daya yang dapat berprestasi maksimal. Tingkat prestasi kerja karyawan tersebut ditentukan atau dipengaruhi oleh beberapa faktor.
Bedasarkan permasalahan tersebut, perlu dilakukan penelitian untuk dapat mengetahui dan menentukan faktor-faktor yang mempengaruhi prestasi kerja karyawan di PT. Mandheling Gayo Internasional. Faktor-faktor yang dianalisis dalam penelitian ini, merupakan faktor-faktor berdasarkan model prestasi kerja Blumberg dan Pringle.
Pembobotan dilakukan dengan metode Analytic Network Process (ANP). Metode ANP mempunyai dua keterkaitan yang dapat melengkapi kekurangan pada metode pembobotan lain, yakni adanya keterkaitan di dalam satu set elemen sejenis dan antar set elemen yang berbeda.
Hasil penelitian menunjukkan bahwa perspektif kemauan (willingness)
memiliki bobot paling besar yaitu sebesar 41,48%, diurutan kedua adalah perspektif kesempatan (oppurtunity) yang memilki bobot sebesar 33,50%. sedangkan perspektif yang memilki bobot paling kecil adalah perspektif kapasitas
(capacity) dengan bobot sebesar 25,04%. Adapun faktor yang memberikan kontribusi terbesar terhadap perspektif kemauan adalah faktor motivasi dengan bobot sebesar 11,84%. Kemudian faktor yang memberikan kontribusi terbesar terhadap perspektif kesempatan adalah faktor gaji/kompensasi dengan bobot sebesar 7,64%. Sedangkan faktor yang memberikan kontribusi paling besar untuk perspektif kapasitas adalah faktor keterampilan motorik dengan bobot sebesar 7,8%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Sumber daya manusia dalam suatu perusahaan menempati posisi yang
sangat strategis diantara sumber daya lainnya. Bagaimanapun berlimpahnya
sumber daya yang lain, bila tidak didukung dengan sumber daya manusia yang
berkualitas maka dapat dipastikan perusahaan tersebut tidak akan bertahan lama,
terlebih dalam suasana persaingan global yang semakin kompetitif. Sebaliknya
walaupun terdapat keterbatasan pada sumber daya yang lain, bila perusahaan
tersebut masih mempunyai sumber daya manusia yang berkualitas, maka masih
tersisa harapan bagi perusahaan tersebut untuk tetap survive di tengah-tengah
persaingan global. Sumber daya manusia yang berkualiatas adalah sumber daya
manusia yang dapat berprestasi maksimal3.
PT. Mandheling Gayo Internasional adalah sebua h perusahaan penghasil
biji kopi berkualitas tinggi dengan tujuan ekspor. Perusahaan ini memilki jumlah
karyawan cukup banyak. Namun, berdasarkan hasil wawancara dengan pihak
manejemen perusahaan, prestasi dari karyawan saat ini belum sepenuhnya baik,
terutama menyangkut personal qualities, quantity of work dan quality of work dari
tiap karyawan. Ini terlihat dari masih tingginya tingkat absensi karyawan, masih
kerja dari karyawan serta masih banyaknya karyawan yang tidak menjalankan
tugas dan tanggung jawab yang diberikan kepadanya dengan baik.
Untuk memecahkan permasalahan tersebut, peneliti akan melakukan
identifikasi terhadap faktor-faktor apa saja yang mempengaruhi prestasi kerja
karyawan dan menentukan faktor apa yang paling besar berpengaruh terhadap
prestasi kerja karyawan di PT. Mandheling Gayo Internasional.
Penelitian ini menggunakan metode Analytic Network Process (ANP).
Metode Analytic Network Process (ANP) merupakan pengembangan metode
Analytical Hierarchy Process (AHP). Metode ANP mampu memperbaiki
kelemahan AHP berupa kemampuan mengakomodasi keterkaitan antar kriteria
atau alternatif4.
1.2. Rumusan Permasalahan
Berdasarkan latar belakang permasalahan yang telah dikemukakan diatas,
maka dapat dirumuskan permasalahannya sebagai berikut:
1. Faktor-faktor apa saja yang dapat berpengaruh terhadap prestasi kerja
karyawan?
2. Bagaimana pengaruh faktor-faktor tersebut terhadap peningkatan prestasi
kerja karyawan?
4
1.3. Tujuan Penelitian
Adapun tujuan umum dari penelitian adalah untuk menganalisis
faktor-faktor yang berpengaruh terhadap prestasi kerja karyawan di PT. Mandeheling
Gayo Internasional. Sedangkan yang menjadi tujuan khusus dari penilitian ini
adalah sebagai berikut:
1. Mengetahui faktor-faktor yang memberikan pengaruh terhadap prestasi kerja
karyawan, untuk membantu perusahaan dalam menentukan kebijakan agar
dapat meningkatkan prestasi kerja secara terus-menerus.
2. Melakukan pembobotan pada setiap faktor sehingga terlihat seberapa besar
pengaruh faktor-faktor tersebut terhadap prestasi kerja karyawan.
1.4. Manfaat Penelitian
Manfaat yang diharapakan dari penelitian ini adalah sebagai berkut:
1. Membantu perusahaan dalam menentukan kebijakan- kebijakan agar dapat
meningkatkan kinerjanya secara terus-menerus.
2. Menjadi sarana bagi penulis dalam latihan untuk menerapkan dan
mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan
membandingkan antara teori yang diperoleh dengan permasalahan pada
perusahaan.
3. Dapat mempererat kerjasama antara perusahaan dengan Departeman Teknik
Industri serta memperluas pengenalan akan Jurusan Teknik Industri Fakultas
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai
berikut :
1. Penelitian dilakukan pada PT. Mandheling Gayo Internasional di Jalan
Pertahanan No. 61B Kecamatan Medan Patumbak, Kabupaten Deli Serdang,
Propinsi Sumatera Utara.
2. Waktu yang dibutuhkan dalam penelitian ini adalah ± 1 bulan, yaitu pada
bulan Maret 2010.
3. Responden pada penelitian ini adalah pihak-pihak yang paham terhadap
kondisi perusahaan secara baik dan mewakili keseluruhan karyawan lainnya.
Responden pada penelitian ini adalah Direktur, Kepala Bagian Keuangan,
Kepala Bagian Produksi/Gudang 1, Kepala Bagian Produksi/Gudang 2, dan
Kepala Bagian Umum dan Personalia.
4. Pembobotan untuk setiap elemen yang menyusun hierarki adalah dengan
menggunakan metode ANP (Analytic Network Process).
Asumsi yang digunakan dalam penelitian ini adalah:
1. Responden melakukan pengisian kuesioner dengan bersungguh-sungguh dan
tidak di bawah pengaruh orang/ pihak lain.
2. Interpretasi responden tentang pertanyaan-pertanyaan dalam kuesioner sesuai
1.6. Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I PENDAHULUAN
Pada bab ini akan diuraikan latar belakang permasalahan, rumusan
permasalahan, tujuan penelitian, manfaat penelitian, batasan dan
asumsi yang digunakan, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Pada bab ini akan diuaraikan sejarah dan gambaran umum
perusahaan, organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Pada bab ini akan diuraikan mengenai teori – teori relevan yang
akan dipakai dan yang menerangkan mengenai metode pengolahan
data, serta teori yang mendukung pemecahan masalah yang akan
dipergunakan dalam tugas akhir
BAB IV METODOLOGI PENELITIAN
Pada bab ini akan dibahas metodologi yang digunakan untuk
mencapai tujuan penelitian meliputi tahapan-tahapan penelitian dan
penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini akan diuaraikan data-data primer dan sekunder yang
BAB VI ANALISIS DAN PEMBAHASAN
Pada bab ini akan menyajikan analisa terhadap hasil pengolahan
data yang telah dilakukan pada bab sebelumnya.
BAB VII KESIMPULAN DAN SARAN
Pada bab ini akan diuraikan mengenai kesimpulan yang dapat
diambil dari penelitian yang telah dilakukan dan saran – saran yang
bermanfaat bagi perusahaan
DAFTAR PUSTAKA
LAMPIRAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Kopi merupakan suatu komoditas yang mempunyai nilai ekonomi tinggi
melebihi sebagai minuman segar dan berkhasiat dan telah menjadi sumber
pendapatan bagi petani, sumber pendapatan bagi eksportir dan pedagang kopi dan
bahkan sumber pendapatan bagi pengusaha yang berkecimpung dalam pengolahan
kopi menjadi minuman bercitarasa tinggi. Sehingga kopi mendapat julukan emas
hitam atau The Black Gold.
PT. Mandheling Gayo Internasional atau lebih dikenal sebagai PT.
Mandago adalah sebuah perusahaan yang bergerak dalam industri pengolahan
kopi yang didirikan oleh H. Hasballah Yunus. Perusahaan ini beralamat di Jalan
Pertahanan No. 61B Kecamatan Medan Patumbak, Kabupaten Deli Serdang,
Propinsi Sumatera Utara. Usaha ini pada awal berdirinya berbentuk perusahaan
komanditer dengan nama CV. Jumpa Jaya (1987), namun seiring
perkembangannya pada tahun 1997 berubah menjadi perseroan terbatas dengan
nama PT. Mandheling Gayo Internasional.
Perkembangan PT. Mandheling Gayo Internasional dari tahun ke tahun
terus mengalami peningkatan dan telah berhasil menjadi salah satu perusahaan
Internasional merupakan biji kopi berkualitas tinggi jenis Arabika yang berasal
dari daerah Aceh dan Sumatera Utara.
2.2. Ruang Lingkup Usaha
PT. Mandheling Gayo Internasional adalah sebuah perusahaan yang
bergerak dalam bidang pengolahan biji kopi berkualitas tinggi. Yang selanjutnya
produk ini akan dipasarkan untuk memenuhi kebutuhan pasar baik lokal maupun
luar negeri. Dengan persentasi 90%-nya diprioritaskan untuk pasar luar negeri dan
10%-nya untuk pasar lokal.
2.3. Organisasi dan Manajemen
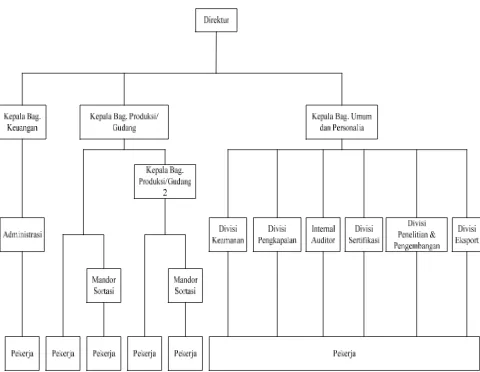
2.3.1. Struktur Organisasi
Struktur organisasi merupakan kerangka yang menunjukkan segenap tugas
dan pekerjaan, hubungan antara fungsi-fungsi yang ada beserta wewenang dan
tanggung jawab dari semua pihak dalam mencapai suatu tujuan organisasi atau
perusahaan. Dengan adanya struktur organisasi yang jelas, maka akan terlihat
adanya pembagian pekerjaan secara tegas dan formal diantara bagian-bagian
dalam organisasi dan juga diperoleh gambaran yang jelas antara wewenang dan
tanggung jawab dalam mekanisme kerja suatu organisasi.
PT. Mandheling Gayo Internasional dalam mencapai tujuannya
menggunakan stuktur organisasi berbentuk lini dimana wewenang dan kebijakan
Pimpinan tiap bidang kerja berhak memerintahkan kepada semua pelaksana yang
ada sepanjang menyangkut bidang kerja dan tiap-tiap satuan pelaksana bawah
memiliki wewenang dalam semua bidang kerja. Struktur Organisasi PT.
Mandheling Gayo Internasional dapat dilihat pada gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Dalam sebuah organisasi, khususnya organisasi perusahaan setiap bagian
mempunyai tugas sendiri-sendiri dan setiap tugas adalah merupakan tanggung
jawab yang harus dikerjakan.
Adapun tugas dan tangggung jawab dari masing-masing bagian di PT.
Mandheling Gayo Internasional adalah sebagai berikut :
1. Direktur, tugas dan tanggung jawabnya sebagai berikut :
a. Menentukan pengambilan keputusan terakhir untuk internal perusahaan
dan untuk mewakili nama perusahaan.
b. Menentukan dan menerapkan strategi, tujuan utama dan kebijakan
pengembangan usaha.
c. Menyiapkan rencana dan anggaran serta aliran kas keuangan perusahaan.
d. Menetapkan permodalan anggaran dan aliran kas keuangan perusahaan.
e. Menetapkan tugas, tanggung jawab dan wewenang setiap pejabat yang
berada dibawah pimpinannya.
f. Memberikan bimbingan dan pengarahan umum, saran-saran dan perintah
kepada bawahan dalam rangka pelaksanaan tugas masing-masing.
2. Kepala Bagian Keuangan, tugas dan tanggung jawabnya sebagai berikut :
a. Mengawasi pemasukan dan pengeluaran keuangan.
b. Membuat laporan keuangan setiap bulan serta meneliti penyimpangan
c. Bertindak sebagai penghubung kepada pihak ketiga, khususnya mengenai
laporan pajak dan perbankan.
d. Merencanakan sumber-sumber keuangan.
e. Mengatur pengalokasian dan penggunaan dana-dana.
f. Bertanggung jawab memberi informasi keuangan dan hasil produksi.
g. Bertanggung jawab atas kegiatan pencatatan, penggolongan, peringkasan
dan penyajian laporan keuangan perusahaan.
3. Kepala Bagian Produksi/Gudang, tugas dan tanggung jawabnya sebagai
berikut :
a. Membuat laporan mengenai jumlah persediaan bahan di gudang.
b. Bertanggung jawab atas keluar masuknya barang dari dan ke gudang.
c. Mengatur dan bertanggung jawab atas segala kegiatan produksi mulai dari
bahan baku sampai ke bagian produksi kemudian dilakukan proses
produksi sampai dengan produk jadi.
4. Kepala Bagian Umum dan Personalia, tugas dan tanggung jawabnya sebagai
berikut :
a. Memeriksa dan menandatangani memo, permintaan, order pembelian
lokal dan kebutuhan penawaran barang.
c. Mengidentifikasi kebutuhan training untuk semua personil.
d. Melakukan tindakan koreksi atas ketidaksesuaian dari temuan audit mutu
internal.
e. Memelihara semua dokumen yang ada di bagian pembelian seperti
prosedur, interuksi kerja, dokumen pendukung, dan catatan mutu.
f. Mengkomunikasikan prosedur dan intruksi kerja kepada bawahannya
serta mengkoordinir penerapan di lapangan.
g. Meminta pertanggung jawaban dari tiap divisi di bagian umum.
5. Administrasi, tugas dan tanggung jwabnya sebagai berikut:
a. Menghitung jumlah hasil kerja dari para pekerja sortasi.
b. Mengisi absensi kehadiran seluruh pekerja.
c. Menghitung jumlah gaji berdasarkan waktu kerja dari seluruh pekerja
dalam kegiatan produksi.
d. Melaporkan segala hasil pemantauan, perhitungan, dan berbagai hal
administrasi lainnya kepada bagian keuangan perusahaan.
e. Memberikan gaji secara langsung kepada seluruh karyawan produksi
per-mingguan.
6. Divisi Keamanan, tugas dan tanggung jawabnya sebagai berikut:
a. Bertanggung jawab sepenuhnya terhadap keamanan lingkungan
b. Bertanggung jawab dalam penyelesaiaan permasalahan-permasalahan
hukum perusahaaan.
7. Divisi Pengkapalan, tugas dan tanggung jawabnya sebagai berikut:
a. Bertanggung jawab terhadap proses pengiriman produk.
b. Mengatur atau menjadwalkan waktu pengiriman.
c. Melakukan negosiasi harga dengan pihak pemilik kapal.
8. Internal auditor, tugas dan tanggung jawabnya sebagai berikut:
a. Menyusun serta melaksanakan rencana audit internal.
b. Melakukan pemeriksaan kepatuhan terhadap ketentuan peraturan dan
perundangan-undangan yang terkait.
c. Melakukan pemeriksaan dan penilaian atas efisiensi dan efektivitas di
bidang keuangan, akuntansi, operasional, teknologi informasi dan kegiatan
lainnya.
9. Divisi Sertifikasi, tugas dan tanggung jawabnya sebagai berikut:
a. Bertanggung jawab terhadap dokumen-dokumen sertifikasi.
b. Melakukan perencanaan sertifikasi produk.
c. Membangun hubungan baik dengan lembaga-lembaga sertifikasi.
a. Bertanggung jawab untuk segala aktivitas riset dan pengembangan
di perusahaan.
b. Melakukan test dan tak jarang membuat alat test sendiri dan terus
mengembangkan teknologi baru untuk meningkatkan kualitas produk yang
dihasilkan perusahaan.
11. Divisi eksport, tugas dan tanggung jawabnya sebagai berikut:
a. Bertanggung jawab atas dokumen ekspor.
b. Berkoordinasi dengan broker company dalam hal pemasaran produk
12. Mandor Sortasi, tugas dan tanggung jawabnya sebagai berikut :
a. Mengawasi kualitas dan kinerja kerja pada seluruh karyawan sortasi pada
masing-masing Gudang.
b. Memastikan para pekerja sortir bekerja dengan aturan tingkat allowance
cacat agar sesuai dengan grade kopi yang akan dikirim sesuai dengan
pemesanan dan ketentuan perusahaan.
13. Pekerja Sortasi, tugas dan tanggung jawabnya sebagai berikut :
a. Melakukan sortasi berupa pemisahan secara manual dengan menggunakan
tangan guna memisahkan segala cacat kopi.
b. Memastikan tingkat allowance cacat yang sesuai dengan grade kopi yang
14. Pekerja Produksi, tugas dan tanggung jawabnya sebagai berikut :
a. Melakukan penjemuran kopi.
b. Mengangkat dan memindah kopi dari satu tempat ketempat lainnnya.
c. Beberapa pekerja akan berada pada bagian mesin produksi seperti mesin
sutton, mesin ayak, mesin kipas, mesin jahit, dan pengecatan goni
melakukan pergantian secara berkala pada masing-masing unit produksi.
15. Pekerja umum, tugas dan tanggung jawabnya sebagai berikut:
a. Bertanggung jawab kepada kepala divisi.
b. Membantu/menyelasaikan pekerjaan setiap divisi di bagian umum.
2.4. Jumlah Tenaga Kerja dan Jam Kerja
2.4.1. Jumlah Tenaga Kerja
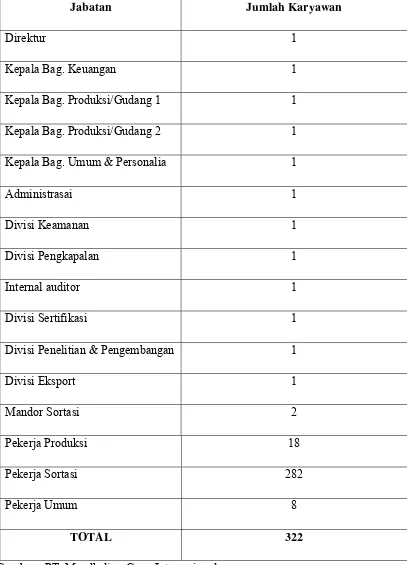
Jumlah tenaga kerja pada PT. Mandheling Gayo Internasional adalah
sebanyak 322 karyawan. Yang terdiri dari 20 karyawan tetap dan 302 karyawan
Tabel 2.1. Jumlah Karyawan PT. Mandheling Gayo Internasional
Jabatan Jumlah Karyawan
Direktur 1
Kepala Bag. Keuangan 1
Kepala Bag. Produksi/Gudang 1 1
Kepala Bag. Produksi/Gudang 2 1
Kepala Bag. Umum & Personalia 1
Administrasai 1
Divisi Keamanan 1
Divisi Pengkapalan 1
Internal auditor 1
Divisi Sertifikasi 1
Divisi Penelitian & Pengembangan 1
Divisi Eksport 1
Mandor Sortasi 2
Pekerja Produksi 18
Pekerja Sortasi 282
Pekerja Umum 8
TOTAL 322
2.4.2. Jam Kerja
PT. Mandheling Gayo Internasional menerapkan jam kerja sebagai
berikut:
1. Senin - Kamis
Pukul 08.00 WIB – 12.00 WIB : Jam Kerja
Pukul 12.00 WIB – 14.00 WIB : Jam Istirahat
Pukul 14.00 WIB – 17.00 WIB : Jam Kerja setelah Istirahat
2. Jumat
Pukul 08.00 WIB – 11.30 WIB : Jam Kerja
Pukul 11.30 WIB – 14.00 WIB : Jam Istirahat
Pukul 14.00 WIB – 17.00 WIB : Jam Kerja setelah Istirahat
3. Sabtu
Pukul 08.00 WIB – 12.00 WIB : Jam Kerja
Pukul 12.00 WIB – 14.00 WIB : Jam Istirahat
2.5. Sistem Pengupahan dan Kesejahteraan Karyawan
Kesejahteraan merupakan faktor yang ikut menunjang produktivitas
pekerja. Sistem pengupahan yang diterapkan oleh PT. Mandheling Gayo
Internasional untuk karyawan tetap dan tidak tetap adalah sebagai berikut:
1. Pekerja Tetap
a. Perusahaan mengatur dan menerapkan sistem pemberian upah yang layak bagi
pekerja yang disesuaikan dengan golongan, jabatan, keahlian dan prestasi.
b. Besarnya upah terendah yang diberikan kepada pekerja tidak boleh kurang
dari ketentuan minimum yang berlaku sesuai dengan peraturan pemrintah
yaitu Upah Minimum Regional (UMR).
c. Pembayaran gaji kepada karyawan dilakukan sekali dalam sebulan, yaitu pada
setiap akhir bulan. Bonus yang diberikan kepada karyawan berupa THR dan
bonus akhir tahun.
2. Pekerja Tidak Tetap
a. Perusahaan mengatur dan menerapkan sistem pemberian upah yang layak bagi
pekerja yang disesuaikan dengan jumlah jam kerja dan tingkat kesulitan.
b. Pembayaran gaji kepada karyawan dilakukan sekali dalam seminggu, yaitu
2.6. Proses Produksi
2.6.1. Standar Mutu Produk
PT. Mandheling Gayo Internasional mempunyai standar mutu produksi
sesuai dengan ketentuan beberapa sertifikasi dalam bidang kualitas, budidaya,
penyuluhan, dan kesejahteraan dari para petani. Berikut ini adalah beberapa jenis
kopi yang diproses dan merupakan output dari proses pengolahan biji kopi di PT.
Mandheling Gayo Internasional, antara lain :
1. Grade-1, yaitu mutu produksi yang bernilai tinggi. Spesifikasi mutu produksi
ini adalah 95.0%-100% produk dalam keadaan baik, yaitu masuk dalam
kelayakan sifat fisik, tidak cacat dan citarasa yang baik. Ini merupakan produk
utama yang diekspor ke luar negri. Walaupun kopi yang di ekspor memiliki
berbagai jenis yang dibedakan melalui citarasa dan daerah asalnya, tetap saja
kopi yang di ekspor harus memiliki standar Grade-1.
2. Grade-3, yaitu mutu produk yang kurang baik namun masih memiliki citarasa
yang tidak begitu berubah. Secara fisik, kopi ini memiliki cacat seperti
berlubang, pecah, dan berukuran tidak normal (kecil).
2.6.2. Bahan yang Digunakan
Suatu bahan dapat digolongkan menjadi tiga jenis yaitu bahan baku, bahan
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan persentasenya terbesar dibandingkan
dengan bahan-bahan lainnya. Bahan baku yang digunakan adalah biji kopi yang
masih berkulit ari dalam kondisi basah. Dengan tingkat kecacatan (Triage) antara
5-25% dan kadar air (Moisture) antara 12-25%.
2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan
berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir.
Bahan tambahan yang digunakan adalah:
a. Goni, merupakan kemasan yang dipakai untuk packing produk kopi ini.
b. Zat Pewarna, digunakan untuk pengecapan (marking) dengan memberikan
tanda berupa tulisan pada goni.
c. Tali, merupakan bahan untuk mengikat dan menutup goni yang telah diisi
dengan biji kopi dengan menggunakan alat penjahit goni.
3. Bahan Penolong
Bahan penolong adalah bahan yang ikut dalam proses produksi tetapi tidak
ada dalam produk akhir, atau dengan kata lain bahan penolong berfungsi untuk
Interasional ini tidak menggunakan bahan penolong, hal ini dilakukan agar dapat
tetap mempertahankan kualitas dan citarasa biji kopi.
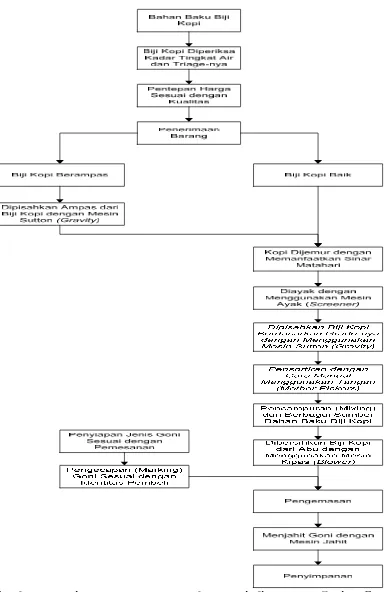
2.6.3. Uraian Proses Produksi
Urutan dari proses produksi biji kopi di PT. Mandheling Gayo
Internasional adalah sebagai berikut:
1. Pengklasifikasian
Pada bagian ini, merupakan tahap awal dalam meneliti tingkat kecacatan
(Triage) dan kadar air (Moisture). Bahan baku yang diterima akan dilakukan
proses penghitungan dengan standar harga dasar pembelian bahan baku kopi yaitu
15-15% sebagai nilai 0 (nol) dan hubungannya dengan variable harga dasar. Jika
bahan baku kopi memiliki skor yang lebih rendah dari masing-masing kedua
angka tersebut maka kopi akan memiliki nilai yang lebih tinggi dari dasar,
demikian juga sebaliknya. Peralatan yang digunakan pada bagian ini adalah
neraca timbangan dengan skala gram, dan alat pengukur tingkat kadar air.
2. Pengujian Cita Rasa (Cup-Test)
Pada bagian ini, pihak perusahaan melakukan pengetesan terhadap cita
rasa kopi. Mesin yang digunakan adalah mesin sangrai blender, dan pemanas air.
Peralatan yang digunakan adalah neraca timbangan, sendok, mangkuk, dan media
3. Penjemuran
Proses penjemuran merupakan proses menjemur kopi dengan
menggunakan sinar matahari. Penggunaan sinar matahari masih dipergunakan
untuk menjaga agar citarasa kopi arabika tidak hilang, dan terkontaminasi oleh
aroma lain. Penjemuran dilakukan baik secara langsung pada lantai khusus
maupun menggunakan terpal.
4. Pengayakan
Proses pengayakan ini dilakukan dengan menggunakan mesin pengayak.
Prinsip kerja mesin pengayak ini ialah dengan mengoyang-goyangkan kopi
diatasnya, mesin ini memilki 3 buah lapisan yang berjaring-jaring dan 6 buah
saluran keluaran sehingga kopi dapat dibedakan berdasarkan ukurannya, bahkan
untuk memisahkannya dari kopi yang busuk dan cacat. Adapun output yang
keluar dari mesin ini adalah :
- Biji kopi baik
- Biji kopi yang sedikit rusak baik karena cacat berlubang maupun pecah.
- Kopi yang masih berkulit ari penuh
- Batu dan kayu
5. Pemisahan Grade
Setelah proses pengayakan diatas, biji kopi yang dalam keadaan baik akan
diproses di mesin Sutton. Mesin Sutton adalah mesin yang digunakan untuk
menggoyang-goyang kopi pada lempengan bergerigi halus, datar, dan sedikit
miring dengan 3 buah saluran output. Fungsi utama mesin ini adalah untuk
memisahkan kopi berdasarkan grade-nya.
6. Pensortiran/pemisahan Manual
Pensortiran merupakan tahap pemisahan biji kopi dari biji kopi yang
sedikit cacat yang terkadang mesin tidak dapat melakukan lebih baik dari
manusia. Pensortiran secara manual atau sering disebut Motherpickers ini
dilakukan agar kopi yang dikirim berupa kopi berkualitas tinggi dengan Grade-1.
7. Pencampuran (Mixing)
Merupakan proses pencampuran kopi yang berasal dari berbagai pemasok
bahan baku kopi. Hal ini dilakukan dengan berdasarkan komposisi yang berasal
dari berbagai daerah yang tentunya memiliki karakteristik tertentu. Perbedaan rasa
tersebutlah yang harus dihindari, karena jika produk kopi yang di ekspor memiliki
dominansi citarasa dari daerah tertentu tentunya untuk pengiriman selanjutnya
8. Pembersihan Biji Kopi dengan Mesin Kipas (Blower)
Pada tahap ini, kopi yang telah dicampur segera dilakukan pembersihan
biji kopi dari abu dengan menggunakan mesin Kipas (Blower). Hal ini dilakukan
untuk memastikan biji kopi yang siap ekspor dalam keadaan bersih. Dan output
dari mesin ini langsung dimasukkan kedalam goni.
9. Pemberian Label (Marking)
Pemberian label atau marking merupakan proses pemberian
tanda/informasi pada goni kopi yang akan dikirim. Informasi yang biasa diberikan
berupa nama, alamat, negara, nomor kontrak perusahaan penerima, nomor ID
sertifikat, dan berbagai informasi lainnya. Pemberian label dilakukan dengan
menggunakan gincu (zat pewarna) goni dengan cara manual menggunakan
tangan.
10. Pengemasan (Packing)
Proses ini berupa memasukkan biji kopi yang telah siap diolah dan
dimasukkan kedalam karung kemasan goni yang telah diberi cap (marking) sesuai
11. Penjahitan Goni
Setelah proses pengemasan dilakukan, tahap selanjutnya adalah proses
penjahit goni. Menjahit goni merupakan proses akhir dari rangkaian kegiatan
proses produksi sebelum diekspor. Pada bagian ini pekerja menutup/merekatkan
ujung goni dengan menggunakan mesin jahit goni portable.
Untuk lebih jelasnya, dapat dilihat pada gambar 2.2. diagram proses
Gambar 2.2. Diagram Proses Pengolahan Kopi di PT. Mandheling Gayo
2.7. Mesin dan Peralatan
2.7.1. Mesin Produksi
Adapun mesin produksi yang digunakan dalam proses produksi biji kopi di
PT. Mandheling Gayo Internasional adalah sebagai berikut:
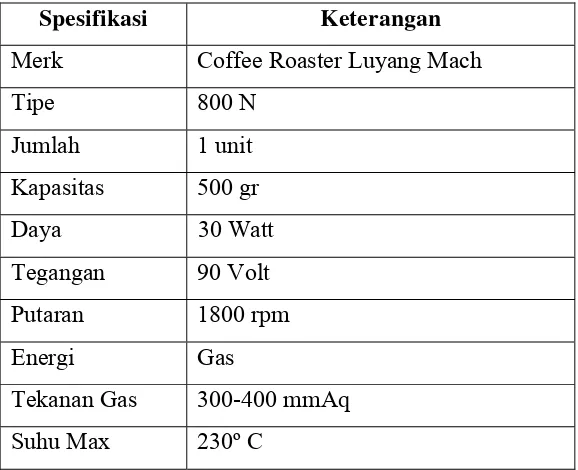
a. Mesin Sangrai (Roaster)
Mesin ini merupakan mesin yang digunakan untuk mengsangrai (roasting)
biji kopi yang dalam kondisi telah siap untuk disangrai. Persyaratan dari biji kopi
yang akan disangrai adalah dalam kondisi tanpa cacat (defect) dan dalam keadaan
kering. Adapun spesifikasinya dapat dilihat pada tabel 2.2.
Tabel 2.2. Spesifikasi Mesin Sangrai (Roaster)
Spesifikasi Keterangan Merk Coffee Roaster Luyang Mach
Tipe 800 N
Jumlah 1 unit
Kapasitas 500 gr
Daya 30 Watt
Tegangan 90 Volt
Putaran 1800 rpm
Energi Gas
Tekanan Gas 300-400 mmAq
b. Mesin Grinder
Merupakan mesin yang digunakan untuk menghancurkan biji kopi yang
telah disangrai menjadi kopi bubuk hitam. Adapun spesifikasinya dapat dilihat
pada tabel 2.3.
Tabel 2.3. Spesifikasi Mesin Grinder
Spesifikasi Keterangan
Jumlah 2 unit
Kapasitas 250 gr
Daya 360 Watt
Tegangan 220 Volt
c. Ayak
Fungsinya adalah untuk mengoyang-goyang kopi dengan 3 buah lapisan
yang berjaring-jaring dan 6 buah saluran output sehingga kopi dapat dibedakan
berdasarkan ukurannya bahkan untuk memisahkannya dari kopi yang busuk dan
Tabel 2.4. Spesifikasi MesinAyak
Spesifikasi Keterangan
Jumlah 2 unit
Daya 251 HP/0,75 Kw
Tegangan 220-380 Volt
Putaran 1390 rpm
Arus 50 Ampere
d. Sutton (Divider/Gravity)
Fungsinya adalah untuk memisahkan kopi berdasarkan grade-nya,
memisahkan kopi hitam, dan kopi rusak. Adapun spesifikasinya dapat dilihat pada
tabel 2.5.
Tabel 2.5. Spesifikasi MesinSutton (Divider/Gravity)
Spesifikasi Keterangan
Jumlah 2 unit
Daya 1HP/0,75 Kw
Tegangan 380 Volt
Arus 50 Ampere
e. Kipas (Blower)
Fungsinya adalah memastikan biji kopi yang siap ekspor dalam keadaan
bersih. Adapun spesifikasinya dapat dilihat pada tabel 2.6.
Tabel 2.6. Spesifikasi MesinSutton Kipas (Blower)
Spesifikasi Keterangan
Jumlah 2 unit
Daya 1HP/0,75 Kw
Tegangan 110-220 Volt
Arus 7,3 Ampere
Putaran 1420 rpm
f. MesinJahit Goni
Fungsinya adalah untuk menutup dengan menjahit dari goni-goni yang
telah diisi dengan biji kopi yang siap untuk di ekspor. Adapun spesifikasinya
Tabel 2.7. Spesifikasi MesinJahit Goni
Spesifikasi Keterangan
Jumlah 2 unit
Daya 90 Watt
Tegangan 220 Volt
Arus 0,8 Ampere
Putaran 1500 rpm
2.7.2. Peralatan
Selain mesin produksi, ada peralatan yang mendukung terjadinya proses
produksi. Adapun peralatan yang digunakan adalah sebagai berikut :
a. Neraca Timbangan Sample
Neraca timbangan berfungsi sebagai alat untuk menimbang sampel kopi.
Spesifikasinya dapat dilihat pada tabel 2.8.
Tabel 2.8. Spesifikasi Neraca Timbangan Sampel
Spesifikasi Keterangan
Jumlah 2 unit
Dimensi 25 x 11 x 13 cm
b. Neraca Timbangan Kopi dalam Goni
Neraca timbangan berfungsi sebagai alat untuk menimbang berat kopi
didalam goni. Spesifikasinya dapat dilihat pada tabel 2.9.
Tabel 2.9. Spesifikasi Neraca Timbangan Kopi dalam Goni
Spesifikasi Keterangan
Jumlah 3 unit
Dimensi 50 x 80 x 150 cm
Kapasitas 150 Kg
c. Neraca Kelembaban
Neraca kelembaban berfungsi sebagai alat untuk mengukur tingkat
kelembaban sampel kopi. Spesifikasinya dapat dilihat pada tabel 2.10.
Tabel 2.10. Spesifikasi Neraca Kelembaban
Spesifikasi Keterangan
Jumlah 3 unit
Dimensi 18 x 10 x 20 cm
d. Kereta Sorong
Fugsinya adalah untuk membawa goni yang berisi kopi dari satu tempat
atau stasiun kerja yang satu ke yang stasiun kerja yang lainnya. Adapun yang
menjadi spesifikasinya dapat dilihat pada tabel 2.11.
Tabel 2.11. Spesifikasi Kereta Sorong
Spesifikasi Keterangan
Jumlah 10 unit
Dimensi 120 x 50 x 35 cm
Kapasitas 120 Kg
e. Terpal Penjemuran Kopi
Fungsinya sebagai wadah penjemuran kopi selain dari lokasi penjemuran
pada lantai. Hal ini dilakukan untuk memaksimalkan lahan kosong yang dimiliki
untuk dijadikan sebagai tempat penjemuran juga dengan menggunakan
terpal-terpal yang berkapasitas mencapai 100 kg biji kopi.. Spesifikasiny dapat dilihat
Tabel 2.12. Spesifikasi Terpal Penjemuran Kopi
Spesifikasi Keterangan
Jumlah 50 unit
Dimensi 3 x 4 cm
Kapasitas 100 Kg
Jenis Bahan Plastik
f. Serokan
Serokan merupakan sebutan untuk alat bantu yang digunakan untuk
menyorong kopi pada saat penjemuran. Spesifikasinya dapat dilihat pada tabel
2.13.
Tabel 2.13. Spesifikasi Serokan
Spesifikasi Keterangan
Jumlah 14 unit
Dimensi 2 x 0,5 m
g. Cakar Kayu
Cakar kayu merupakan alat bantu yang digunakan pekerja untuk
meratakan biji kopi yang dijemur. Spesifikasi alat ini dapat dilihat pada tabel
2.14.
Tabel 2.14. Spesifikasi Cakar Kayu
Spesifikasi Keterangan
Jumlah 15 unit
Dimensi 2 x 0,5 m
Jenis Bahan Kayu
BAB III
LANDASAN TEORI
3.1. Prestasi Kerja5
Pengertian prestasi kerja disebut juga sebagai kinerja atau dalam bahasa
Inggris disebut dengan performance. Pada prinsipnya, ada istilah lain yang lebih
menggambarkan pada “prestasi” dalam bahasa Inggris yaitu kata “achievement”.
Tetapi karena kata tersebut berasal dari kata “to achieve” yang berarti
“mencapai”, maka dalam bahasa Indonesia sering diartikan menjadi “pencapaian”
atau “apa yang dicapai”.
Bernardin dan Russel (1993:378) memberikan definisi tentang prestasi
kerja sebagai berikut :
“performance is defined as the record of outcome produced on a specified job
function or activity during a specified time period” (Prestasi kerja didefinisikan
sebagai catatan dari hasil-hasil yang diperoleh melalui fungsi-fungsi pekerjaan
tertentu atau kegiatan selama tempo waktu tertentu).
Dari definisi diatas dapat dipahami bahwa prestasi kerja lebih diartikan
sebagai hasil atau keluaran (outcomes) yang diperoleh dari sebuah pekerjaan
sebagai kontribusi pada perusahaan.
3
3.2. Ukuran Prestasi Kerja4
Ada beberapa ukuran atau standard yang digunakan untuk menilai atau
mengevaluasi dari prestasi kerja karyawan.
1. Quantity of work
Jumlah kerja yang dilakukan dalam suatu periode yang ditentukan.
2. Quality of work
Kualitas kerja yang dicapai berdasarkan syarat-syarat kesesuaian dan
kesiapannya.
3. Job Knowledge
Luasnya pengetahuan mengenai pekerjaan dan keterampilannya.
4. Creativeness
Keaslian gagasan–gagasan yang dimunculkan dan tindakan-tindakan untuk
menyelesaikan persoalan-persoalan yang timbul.
5. Cooperation
Kesediaan untuk bekerjasama dengan orang lain atau sesama anggota
organisasi.
6. Dependability
Kesadaran untuk dapat dipercaya dalam hal kehadiran dan penyelesaian kerja.
7. Initiative
Semangat untuk melaksanakan tugas-tugas baru dan dalam memperbesar
8. Personal Qualities
Menyangkut kepribadian, kepemimpinan, keramahtamahan dan integritas
pribadi.
3.3. Faktor-Faktor Yang Mempengaruhi Prestasi Kerja5
Blumberg & Pringle (1982) menyatakan bahwa ada beberapa faktor yang
menentukan prestasi kerja seseorang, yaitu kesempatan, kapasitas, dan kemauan
untuk melakukan prestasi.
Gambar 3.1. Model Prestasi Kerja Blumberg dan Pringle
Pada gambar 3.1. dapat dilihat keterkaitan antara faktor-faktor tersebut
dalam mempengaruhi prestasi kerja atau performance seseorang. Kapasitas terdiri
dari usia, kesehatan, keterampilan, inteligensi, keterampilan motorik, tingkat
5
Lynne. Millward. 2005. Understanding Occupational and Organizational Psychology. TJ International, Padstow, Cornwall.
CAPACITY
WILLINGNESS OPPORTUNITY
pendidikan serta daya tahan/stamina dan tingkat energi. Kemauan terdiri dari
motivasi, kepuasan kerja, status pekerjaan, kecemasan, legitimasi, partisipasi,
sikap, persepsi atas karakteristik tugas, keterlibatan kerja, keterlibatan ego, citra
diri, kepribadian, norma, nilai, persepsi atas ekspektasi peran, dan rasa keadilan.
Sedangkan kesempatan meliputi alat, material/pasokan, kondisi kerja, tindakan
rekan kerja, perilaku pimpinan, mentorisme, kebijakan, peraturan, prosedur
organisasi, informasi, waktu, serta gaji.
3.4. Konsekuensi dari Prestasi Kerja6
Hal utama yang dituntut oleh perusahaan dari karyawannya adalah prestasi
kerja mereka yang sesuai dengan standar yang telah ditetapkan oleh perusahaan.
Prestasi kerja karyawan akan membawa dampak bagi karyawan yang
bersangkutan maupun perusahaan tempat ia bekerja. Prestasi kerja yang tinggi
akan meningkatkan produktivitas perusahaan, menurunkan tingkat keluar masuk
karyawan (turn over), serta memantapkan manajemen perusahaan. Sebaliknya,
prestasi kerja karyawan yang rendah dapat menurunkan tingkat kualitas dan
produktivitas kerja, meningkatkan tingkat keluar masuk karyawan, yang pada
akhirnya akan berdampak pada penurunan pendapatan perusahaan.
Bagi karyawan, tingkat prestasi kerja yang tinggi dapat memberikan
keuntungan tersendiri, seperti meningkatkan gaji, memperluas kesempatan untuk
dipromosikan, menurunnya kemungkinan untuk didemosikan, serta membuat ia
prestasi kerja karyawan yang rendah menunjukkan bahwa karyawan tersebut
sebenarnya tidak kompeten dalam pekerjaannya, akibatnya ia sukar untuk
dipromosikan ke jenjang pekerjaan yang tingkatannya lebih tinggi, memperbesar
kemungkinan untuk didemosikan, dan pada akhirnya dapat juga menyebabkan
karyawan tersebut mengalami pemutusan hubungan kerja.
3.5. Analytical Hierarchy Process (AHP)
Analytical Hierarchy Process (AHP) merupakan bagian dari teknik
Multifaktor Decision Making, suatu metode kunatitatif untuk mengambil
keputusan yang melibatkan lebih dari satu faktor atau kriteria7.
Keistimewaan dari AHP adalah kemampuannya dalam hal pengambilan
keputusan yang memasukan kriteria ganda, baik yang bersifat tangibel maupun
intangibel, kuantitatif maupuin kulitatif. Metode ini juga memperhitungkan
adanya konflik ataupun perbedaan pendapat.
Pendekatan yang dilakukan dalam penggunaan metode Analytical
Hierarchy Process (AHP) didasarkan atas dekomposisi, comperative judgment,
synthesis of priority dan konsistensi logis.
3.6. Analytic Network Process (ANP)8
Metode Analytic Network Process (ANP) merupakan pengembangan
metode Analytical Hierarchy Process (AHP). Metode ANP mampu memperbaiki
7 Sri. Mulyono. 1996. Teori Pengambilan Keputusan. Penerbit Fakultas Ekonomi Universitas Indonesia,Jakarta.
8
kelemahan AHP berupa kemampuan mengakomodasi keterkaitan antar kriteria
atau alternatif (Saaty, 1999). Keterkaitan pada metode ANP ada 2 jenis yaitu
keterkaitan dalam satu set elemen (inner dependence) dan keterkaitan antar
elemen yang berbeda (outer dependence).
Adanya keterkaitan tersebut menyebabkan metode ANP lebih kompleks
dibanding metode AHP. Pembobotan dengan ANP membutuhkan model yang
merepresentasikan saling keterkaitan antar kriteria dan subkriteria yang
dimilikinya. Ada 2 kontrol yang perlu diperhatikan didalam memodelkan sistem
yang hendak diketahui bobotnya. Kontrol pertama adalah kontrol hierarki yang
menunjukkan keterkaitan kriteria dan sub kriterianya. Pada kontrol ini tidak
terlalu membutuhkan struktur hierarki seperti pada metode AHP. Kontrol lainnya
adalah kontrol keterkaitan yang menunjukkan adanya saling keterkaitan antar
kriteria atau cluster (Saaty, 1996).
3.6.1. Pairwise Comparison (Perbandingan Berpasangan)
Sama halnya dengan metode AHP, dalam metode ANP perbandingan
berpasangan merupakan salah satu pendekatan yang dikemukakan Thomas L.
Saaty untuk menentukan kepentingan relatif antara alternatif-alternatif dan
kriteria-kriteria yang ada satu sama lain. Dalam hal ini pengambil keputusan harus
dapat memberikan pendapatnya tentang nilai dari perbandingan tersebut.
Banyaknya perbandingan berpasangan yang diperlukan dapat dihitung dengan
∑ Perbandingan Berpasangan = n x
Dimana :
n = Jumlah alternatif/kriteria
Misalnya dalam contoh dibawah ini terdapat 3 alternatif/kriteria maka
akan terdapat 3 x perbandingan berpasangan.
Skala yang digunakan untuk perbandingan berpasangan dapat dilihat pada
Tabel 3.1.
Tabel 3.1. Skala Perbandingan Berpasangan
Intensitas Pentingnya
Definisi Penjelasan
1
Kedua elemen sama pentingnya Dua elemen menyumbangnya sama besar pada sifat itu.
3
Elemen yang satu sedikit lebih penting ketimbang lainnya
Pengalaman dan pertimbangan sedikit menyokong satu elemen atas lainnya.
5
Elemen yang satu essensial atau sangat penting ketimbang elemen lainnya
Pengalaman dan pertimbangan dengan kuat menyokong satu elemen atas elemen lainnya.
7
Satu elemen jelas lebih penting dari elemen lain
Satu elemen dengan kuat disokong, dan dominannya telah terlihat dalam praktek
9
Satu elemen mutlak lebih penting ketimbang elemen lainnya.
Bukti yang menyokong elemen satu atas yang lain memiliki tingkat penegasan tertinggi yang mungkin menguatkan. 2,4,6,8 Nilai-nilai antara dua pertimbangan
berdekatan
Kompromi diperlukan antara dua pertimbangan.
Sumber: Pengambilan Keputusan Bagi Para Pemimpin, Thomas L. Saaty, 1993
Dalam penilaian kepentingan relatif dua elemen berlaku aksioma
elemen j harus sama dengan 1/3 kali pentingnya dibanding elemen i. Disamping
itu, perbandingan dua elemen yang sama akan menghasilkan angka 1, artinya
sama penting. Dua elemen yang berlainan dapat saja dinilai sama penting. Jika
terdapat m elemen, maka akan diperoleh matriks pairwise comparison berukuran
m x n. Banyaknya penilaian yang diperlukan dalam menyusun matriks ini adalah
n(n-1)/2 karena matriks reciprocal dan elemen-elemen diagonalnya sama dengan
1.
Sebagai contoh, membandingkan fungsi yang ada pada monitor komputer
Samsung dengan merk LG, dan Acer. Melalui pengumpulan data diperoleh
bahwa fungsi pada monitor komputer Samsung sedikit lebih banyak daripada LG,
dan monitor LG lebih banyak fungsinya daripada Acer. Sedangkan monitor
Samsung lebih fungsional dari Acer. Maka data-data tersebut disusun dalam
matriks perbandingan berpasanganyang dapat dilihat pada Tabel 3.2.
Tabel 3.2. Matriks Perbandingan Berpasangan
Fungsi Acer Samsung LG
Acer 1 3 2
Samsung 1/3 1 1/5
LG ½ 5 1
Matriks perbandingan berpasangan ini dilakukan setelah selesai dengan
pembuatan kriteria dan alternatifnya. perbandingan berpasangan ini digunakan
suatu tingkat perbandingan dengan tingkat kepentingan dari elemen lainnya.
Kemudian jumlahkan semua nilai di dalam masing-masing kolom matriks
perbandingan berpasangan, seperti yangdapat dilihat pada Tabel 3.3.
Tabel 3.3. Penjumlahan Nilai Per Kolom MBP
Fungsi Acer Samsung LG
Acer 1 3 2
Samsung 1/3 1 1/5
LG ½ 5 1
11/6 9 16/5
Bagi setiap nilai di masing-masing kolom matriks perbandingan
berpasangan dengan jumlah kolom yang sesuai, yang kemudian menghasilkan
matriks normalisasi yang dapat dilihat pada tabel 3.4.
Tabel 3.4. Matriks Normalisasi
Fungsi Acer Samsung LG
Acer 6/11 3/9 5/8
Samsung 2/11 1/9 1/16
LG 3/11 5/9 5/16
Hitung nilai rata-rata dari setiap matriks normalisasi, yang hasilnya disebut
Tabel 3.5. Perhitungan Bobot Lokal
Fungsi Acer Samsung LG Bobot Lokal
Acer 0,5455 0,3333 0,6250 0,5012
Samsung 0,1818 0,1111 0,0625 0,1185
LG 0,2727 0,5556 0,3125 0,3803
1,0000
3.6.2. Inconsistency
Keputusan perbandingan berpasangan yang diambil dikatakan perfectly
consistent jika dan hanya jika Aij = Aik x Akj harus selalu benar untuk kombinasi
perbandingan yang didapat dari matriks penilaian. Konsistensi yang sempurna
jarang terjadi dalam prakteknya. Dalam matriks penilaian dianggap cukup
konsisten jika rasio konsistensi (CR) kurang dari 10 %.
Indikator konsistensi diukur melalui Consistency Index (CI) yang
dirumuskan :
CI = ( Z maks – n ) / ( n-1 )
Keterangan :
n = jumlah item yang dibandingkan
Zmaks = harga rata-rata yang dihitung sebelumnya
Pertanyaan berikutnya adalah seberapa jauh inkonsistensi tersebut dapat
diterima. Untuk ini, bandingkan CI dengan indeks random yakni indeks
konsistensi dari matriks komparasi pasangan secara random. Harga RI
ditunjukkan pada Tabel 3.6.
Tabel 3.6. Harga Random Index
N 2 3 4 5 6 7 8 9 10
RI 0 0,58 0,90 1,12 1,24 1,32 1,41 1,45 1,51
Sumber: Pengambilan Keputusan Bagi Para Pemimpin, Thomas L. Saaty, 1993
Jadi derajat inkonsistensi untuk komparasi pasangan pada matriks kriteria
keputusan pada contoh terdahulu dihitung dengan rasio CI terhadap RI :
CR = CI / RI
Dimana :
CR : Consistency Ratio
CI : Consistency Index
RI : Random Consistency Index
Jika nilai CR ≤ 0,1 maka dapat ditoleransi, sedangkan jika nilai CR > 0,1
maka memerlukan revisi dari penerapan nilai perbandingan antar kriteria yang
3.6.3. Perhitungan Rata-rata Geometric
Rata-rata geometric (geometric mean) merupakan titik tengah antara kedua
pendapat pengambil keputusan yang berbeda.
Setelah hasil pengisian kuesioner dari tiap decision making teruji
konsistensinya maka hasil pengisian tersebut layak untuk disatukan melalaui
rata-rata geometric dari tiap-tiap pertanyaan tersebut. Perhitungan rata-rata geometric
dapat dilakukan dengan rumus:
m
ij ij
ij
ij h xh x h
h ....
Dimana :
m = Jumlah responden
Nilai dari rata-rata geometric inilah yang digunakan untuk melakukan
pembobotan.
3.6.4. Menghitung Supermatriks9
Asumsikan bahwa sebuah sistem yang memilki N cluster atau komponen
dimana elemen-elemen dalam tiap komponen saling beroteraksi atau memilki
pengaruh terhadap beberapa atau seluruh elemen dari komponen yang lain. Jika
komponen h dinotasikan dengan Ch, dimana h = 1,..., N, memiliki nh elemen, yang
dinotasikan dengan eh1, eh2, ... ehnh. Pengaruh dari satu set elemen dalam satu
komponen pada elemen yang lain dalam suatu sistem dapat digambarkan dari
bobot yang diturunkan dari perbandingan berpasangan. Pengaruh dari elemen
yang satu terhadap elemen yang lain dapat diahadirkan kedalam supermatriks.
Format tabel supermatriks tersebut dapat dilihat pada Gambar 3.2.
Gambar 3.2. Format Tabel Supermatriks
Supermariks yang diperoleh merupakan supermatriks tidak terbobot
(unweight supermatrix). Oleh karena itu, perlu dibobotkan dengan mengalikan
nilai pada setiap blok dengan bobot cluster yang memiliki jumlah nilai 1(satu)
pada setiap kolomnya sehingga menjadi supermatriks terbobot (weight
supermatrix). Supermatriks terbobot merupakan supermatriks stokastik, dimana
jumlah pada setiap kolom sebesar satu. Untuk mendapatkan nilai bobot yang
stabil (limiting matrix), supermatriks terbobot dipangkatkan sampai mencapai
kestabilan. Stabil artinya nilai disetiap kolom yang satu dengan kolom yang lain
sudah sama. Cara melakukan limitng matrix adalah dengan mengkuadaratkan
supermatrik tebobot secara terus-menerus, Wk (k=1, 2...n). Sampai nilai-nilai di
3.7. Teknik Sampling10
Secara umum, ada dua jenis teknik pengambilan sampel yaitu, sampel
acak atau random sampling / probability sampling, dan sampel tidak acak atau
nonrandom samping/nonprobability sampling. Yang dimaksud dengan random
sampling adalah cara pengambilan sampel yang memberikan kesempatan yang
sama untuk diambil kepada setiap elemen populasi. Artinya jika elemen
populasinya ada 100 dan yang akan dijadikan sampel adalah 25, maka setiap
elemen tersebut mempunyai kemungkinan 25/100 untuk bisa dipilih menjadi
sampel. Sedangkan yang dimaksud dengan nonrandom sampling atau
nonprobability sampling, setiap elemen populasi tidak mempunyai kemungkinan
yang sama untuk dijadikan sampel. Lima elemen populasi dipilih sebagai sampel
karena letaknya dekat dengan rumah peneliti, sedangkan yang lainnya karena jauh
tidak dipilih; artinya kemungkinannya 0 (nol).
Dua jenis teknik pengambilan sampel di atas mempunyai tujuan yang
berbeda. Jika peneliti ingin hasil penelitiannya bisa dijadikan ukuran untuk
mengestimasikan populasi, atau istilahnya adalah melakukan generalisasi maka
seharusnya sampel representatif dan diambil secara acak. Namun jika peneliti
tidak mempunyai kemauan melakukan generalisasi hasil penelitian maka sampel
bisa diambil secara tidak acak. Sampel tidak acak biasanya juga diambil jika
peneliti tidak mempunyai data pasti tentang ukuran populasi dan informasi
lengkap tentang setiap elemen populasi. Contohnya, jika yang diteliti populasinya
pasti berapa jumlah konsumennya, dan juga karakteristik konsumen. Karena dia
tidak mengetahui ukuran pupulasi yang tepat, bisakah dia mengatakan bahwa 200
konsumen sebagai sampel dikatakan “representatif”?. Kemudian, bisakah peneliti
memilih sampel secara acak, jika tidak ada informasi yang cukup lengkap tentang
diri konsumen?. Dalam situasi yang demikian, pengambilan sampel dengan cara
acak tidak dimungkinkan, maka tidak ada pilihan lain kecuali sampel diambil
dengan cara tidak acak atau nonprobability sampling, namun dengan konsekuensi
hasil penelitiannya tersebut tidak bisa digeneralisasikan. Jika ternyata dari 200
konsumen teh botol tadi merasa kurang puas, maka peneliti tidak bisa mengatakan
bahwa sebagian besar konsumen teh botol merasa kurang puas terhadap the botol.
Di setiap jenis teknik pemilihan tersebut, terdapat beberapa teknik yang
lebih spesifik lagi. Pada sampel acak (random sampling) dikenal dengan istilah
simple random sampling, stratified random sampling, cluster sampling,
systematic sampling, dan area sampling. Pada nonprobability sampling dikenal
beberapa teknik, antara lain adalah convenience sampling, purposive sampling,
quota sampling, snowball sampling
3.7.1. Nonprobability/Nonrandom Sampling atau Sampel Tidak Acak
Seperti telah diuraikan sebelumnya, jenis sampel ini tidak dipilih secara
acak. Tidak semua unsur atau elemen populasi mempunyai kesempatan sama
untuk bisa dipilih menjadi sampel. Unsur populasi yang terpilih menjadi sampel
bisa disebabkan karena kebetulan atau karena faktor lain yang sebelumnya sudah