USULAN OPTIMASI PRODUKSI DENGAN METODE RESPONSE
SURFACE PADA PT. XYZ
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
RINI ELANDA NASUTION NIM. 080423038
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas rahmat dan karunia-Nya, penulis dapat menyelesaikan tugas sarjana ini dengan baik.
Tugas Sarjana ini berjudul “USULAN OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE PADA PT. XYZ.
Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.Akhir kata, penulis berharap agar tugas sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Juli 2012
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan dukungan yang besar dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
3. Bapak Ir. Mangara M Tambunan, M.SC., selaku Koordinator Tugas Sarjana di Departemen Teknik Industri Fakultas Teknik Universitas Sumatera yang merangkap sebagai Dosen Pembimbing I Penulis dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktunya untuk dapat memberikan bimbingan akademis kepada Penulis dalam menyelesaikan Laporan Tugas Sarjana ini.
4. Bapak Aulia Ishak, ST, MT., selaku Dosen Pembimbing II Penulis dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktunya untuk dapat memberikan bimbingan akademis kepada Penulis dalam menyelesaikan Laporan Tugas Sarjana ini.
6. Kedua orang tua dan keluarga penulis yang telah memberikan dukungan sepenuhnya kepada penulis baik doa, moral maupun materi dalam menyelesaikan Tugas Sarjana ini.
7. Semua teman angkatan 2008 Ekstensi di Departemen Teknik Industri USU yang telah memberikan banyak masukan kepada penulis.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Juli 2012
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
I PENDAHULUAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI
3.1. Sabun ... III-1 3.2. Kegunaan Sabun ... III-2 3.3. Total Fatty Matter ... III-2 3.4. Proses Pembuatan Sabun ... III-4 3.5. Pengendalian Kualitas ... III-5 3.6. Response Surface Methodology (RSM) ... III-6 3.7. Model Orde Pertama ... III-8 3.8. Metode Steepest Descent ... III-9 3.9. Model Orde II ... III-12 3.10. Central Composite Design ... III-14 3.11. Teori Desain eksperimen ... III-19 3.11.1. Tujuan Desain ... III-19 3.11.2. Prinsip Dasar dalam Desain Eksperimen ... III-19 3.11.3. Langkah-Langkah Mendesain Eksperimen ... III-21
IV METODOLOGI PENELITIAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3. Objek Penelitian ... IV-2 4.4. Identifikasi Variabel Operasional ... IV-2 4.5. Sumber Data ... IV-3 4.6. Penentuan Teknik Pengumpulan Data ... IV-4 4.6.1. Pengambilan Sampel ... IV-4 4.7. Analisis Sampel ... IV-5 4.7.1. Alat-alat Analisis ... IV-5 4.7.2. Bahan-bahan analisis ... IV-6 4.7.3. Instrumen ... IV-6 4.7.4. Metode Analisis TFM ... IV-6 4.5.3. Metode Pengolahan Data ... IV-8 4.9 Analisis Data……. ... IV-11 4.10. Kesimpulan dan Saran ... IV-11
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Pelaksanaan Percobaan ... V-1 5.1.2. Menentukan Jumlah Total Fatty Matter ... V-1 5.1.3. Data Total Fatty Matter ... V-3
BAB HALAMAN 5.1.4. Penentuan Faktor Penelitian ... V-5 5.1.5. Penetapan Setting Faktor ... V-6 5.1.6. Penetapan Range Faktor ... V-6 5.1.7. Kadar TFM Untuk Pembuatan Model Pertama ... V-6 5.2. Pengolahan Data untuk Orde Pertama ... V-8 5.2.1. Penentuan Koefisien b0, b1, b2, dan b3 ... V-8 5.2.2. Uji Ketidaksesuaian Model Orde Pertama ... V-12 5.3. Steepest Descent ... V-14 5.4. Penentuan Model Orde Kedua ... V-16 5.4.1. Penentuan Koefisien b0,b1,b2,b3,b11,b22,b33,b12,b13,b23 ... V-16 5.4.2. Uji Ketidaksesuaian Model Orde Kedua ... V-24 5.5. Penentuan Titik Optimum Faktor ... V-26
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Hasil Setting Awal ... VI-1 6.2. Analisis Model Orde Pertama ... VI-1 6.3. Analisis Steepest Descent ... VI-2 6.4. Analisis Model Orde Kedua ... VI-4 6.5. Analisis Penentuan Titik Optimum Faktor ... VI-6
BAB HALAMAN VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Struktur Organisasi Perusahaan ... L-1 2. Pembagian Tugas dan Tanggung Jawab
2. Tabel Distribusi F ... L-11 3. Surat Permohonan Tugas Sarjana Halaman 1 ... L-16 4. Formulir Penetapan Tugas Sarjana Halaman 2 ... L-18 5. Surat Permohonan Riset Tugas Sarjana ke PT. XYZ ... L-19 6. Surat Balasan Penerimaan Riset Tugas Sarjana di PT. XYZ ... L-20 7. Surat Keputusan Tugas Sarjana Mahasiswa ... L-21 8. Berita Acara Laporan Tugas Sarjana (FM-TS-01-02B) dengan
Dosen Pembimbing I ... L-22 9. Berita Acara Laporan Tugas Sarjana (FM-TS-01-02B) dengan
ABSTRAK
PT. XYZ merupakan perusahaan manufaktur yang memproduksi beraneka jenis sabun. Pada perusahaan ini sering terjadi pemblockan produk akibat penyimpangan data TFM, oleh karena itu diperlukan suatu metode untuk mengurangi jumlah pemblockan akibat penyimpangan tersebut. Salah satu metode yang digunakan adalah metode Response Surface . Kondisi setting operasi yang biasa digunakan pabrik ketika beroperasi adalah Temperatur Heat Exchanger 1300C; Tekanan Vakum Drier 80mmHg; dan Laju Aliran Neat Soap 4 Ton/Jam. Selanjutnya dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu Y = 76.6 - 0.49 x1 - 0.09x2 + 0.41x3, kemudian dilakukan pengujian dan memberikan kesesuaian. Prosedur steepest Descent memberikan hasil yaitu : temperatur Heat Exchanger (x1)= 1350C, Tekanan Vakum di Drier (x2) = 82 mmHg dan Laju Aliran Neat Soap(x3) = 4 Ton/Jam. Setelah itu dilakukan pembuatan model orde kedua dan menghasilkan model yaitu: Y = 76.78 + 0.084x1 -0.151x2 + 0.08x3 - 0.237 x12 + 0.54x22 + 0.201x32 + 0.515x1 x2 - 0.235x1x3 + 0.190x2x3, dimana pengujian yang dilakukan memberikan kesesuaian. Penentuan titik optimum memberikan hasil yaitu: Temperatur Heat Exchanger(x1) = 1360C, Tekanan Vakum di Drier(x2) = 82 mmHg dan Laju Aliran Neat Soap(x3) = 4 Ton/jam.
Hasil penelitian perolehan titik optimum tersebut disampaikan kepada supervisor agar dapat diterapkan diperusahaan. Dengan penerapan titik optimum faktor-faktor penyebab penyimpangan TFM pada soap chips akan dapat diminimasi. Dengan jumlah penyimpangan yang minimum tentu perusahaan tersebut dapat memini masi kerugian.
ABSTRAK
PT. XYZ merupakan perusahaan manufaktur yang memproduksi beraneka jenis sabun. Pada perusahaan ini sering terjadi pemblockan produk akibat penyimpangan data TFM, oleh karena itu diperlukan suatu metode untuk mengurangi jumlah pemblockan akibat penyimpangan tersebut. Salah satu metode yang digunakan adalah metode Response Surface . Kondisi setting operasi yang biasa digunakan pabrik ketika beroperasi adalah Temperatur Heat Exchanger 1300C; Tekanan Vakum Drier 80mmHg; dan Laju Aliran Neat Soap 4 Ton/Jam. Selanjutnya dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu Y = 76.6 - 0.49 x1 - 0.09x2 + 0.41x3, kemudian dilakukan pengujian dan memberikan kesesuaian. Prosedur steepest Descent memberikan hasil yaitu : temperatur Heat Exchanger (x1)= 1350C, Tekanan Vakum di Drier (x2) = 82 mmHg dan Laju Aliran Neat Soap(x3) = 4 Ton/Jam. Setelah itu dilakukan pembuatan model orde kedua dan menghasilkan model yaitu: Y = 76.78 + 0.084x1 -0.151x2 + 0.08x3 - 0.237 x12 + 0.54x22 + 0.201x32 + 0.515x1 x2 - 0.235x1x3 + 0.190x2x3, dimana pengujian yang dilakukan memberikan kesesuaian. Penentuan titik optimum memberikan hasil yaitu: Temperatur Heat Exchanger(x1) = 1360C, Tekanan Vakum di Drier(x2) = 82 mmHg dan Laju Aliran Neat Soap(x3) = 4 Ton/jam.
Hasil penelitian perolehan titik optimum tersebut disampaikan kepada supervisor agar dapat diterapkan diperusahaan. Dengan penerapan titik optimum faktor-faktor penyebab penyimpangan TFM pada soap chips akan dapat diminimasi. Dengan jumlah penyimpangan yang minimum tentu perusahaan tersebut dapat memini masi kerugian.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. XYZ merupakan perusahaan yang bergerak di bidang pembuatan sabun. Sabun ini diproduksi melalui 3 tahapan yaitu proses Continuous Soap Making, proses drying, proses finishing. Beberapa spesifikasi akhir produk sabun ditentukan oleh proses ini, salah satunya adalah Total Fatty Mater (TFM), jika parameter diatas tidak sesuai spesifikasi, produk akan di hold/block dan diperlukan proses perbaikan (rework).
Selama ini proses produksi, terutama untuk proses drier belum dapat dikatakan baik. Tingkat keakurasian dan kepresiasian dari TFM masih belum sesuai spesifikasi, dan harus diwaspadai, karena beberapa data masih berada diluar spesifikasi.
Permasalahan yang dihadapi perusahaan yaitu seringnya terjadi pemblockan/hold soap chip akibat penyimpangan TFM. Hal ini dapat dilihat dari data aktual diambil selama April 2012. Soap Chip yang di block dalam sebulan adalah sekitar 16 kali pemblockan untuk masalah pemblockan akibat TFM yang tidak sesuai spesifikasi. Terjadinya peristiwa block akan sangat merugikan perusahaan karena produktivitas akan turun serta diperlukan biaya tambahan untuk melakukan rework.
Penelitian dengan menggunakan metode Response Surface pernah dilakukan. Jani Raharjo dan Rosalinawati Iman (2002) melakukan penelitian untuk menentukan kondisi yang optimum pada proses pembuatan plastik. Faktor kontrol yang digunakan pada penelitian ini adalah Inject Pressure, Inject Timer, dan Temperatur dan menghasilkan kondisi yang optimal sehingga tingkat kecacatan lubang menurun.
Berdasarkan hal diatas dilakukan penelitian tentang penentuan setting variabel proses di unit drier pada prooduksi sabun untuk menentukan kondisi yang optimum.
1.2. Perumusan Permasalahan
ditentukan setting yang tepat dari variabel proses pada proses unit drier, sehingga dapat menurunkan penyimpangan TFM.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini yaitu melihat implementasi dari konsep Response Surface Methodologhy dalam mengurangi tingkat penyimpangan dan kecacatan produk.
Tujuan khusus penelitian ini adalah:
1. Mengetahui besar kontribusi dari variabel-variabel proses dalam mengurangi variasi/penyimpangan dari TFM.
2. .Menentukan kombinasi setting mesin optimal dari variabel-variabel proses tersebut pada proses drying, sehingga dapat meminimumkan produk yang di block pada produksi sabun tersebut.
3. Menentukan penurunan kerugian yang didapatkan apabila menggunakan seting variabel proses unit drier yang menghasilkan Soap Chip yang sesuai dengan spesifikasi.
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat bagi pihak-pihak terkait, yaitu :
1. Bagi Perusahaan
2. Bagi Mahasiswa
Memperoleh dan mempertajam pengetahuan yang berguna bagi perwujudan dalam dunia kerja dan memperoleh keterampilan dalam melakukan pekerjaan atau kegiatan dilapangan.
3. Bagi Departemen Teknik Industri
Menambah ilmu pengetahuan yang dapat menjadi literatur dan bahan referensi penelitian di Departemen Teknik Industri, dan mempererat kerjasama antara perusahaan dengan Fakultas Teknik USU, khususnya Jurusan Teknik Industri.
1.5. Asumsi dan Batasan Masalah Penelitian 1.5.1. Asumsi
Asumsi-asumsi yang digunakan dalam penenlitian ini antara lain:
1. Keterampilan karyawan dalam mengoperasikan mesin dan peralatan produksi telah sesuai dengan SOP.
2. Tidak ada perubahan setting proses produksi secara tiba-tiba. 3. Kondisi lingkungan pabrik dalam kedaan stabil.
4. Keadaan perlengkapan serta mesin dianggap cukup.
1.5.2. Batasan Masalah
Agar penelitian ini memiliki lingkup yang jelas dan lebih terarah, maka diperlukan adanya pembatasan masalah, yaitu sebagai berikut :
2. Produk cacat yang diamati adalah produk yang di luar standar perusahaan. 3. Desain produk dan sifat-sifat material bahan baku tidak di bahas.
4. Proses Continuous Soap Making yang hasilnya menjadi masukan bagi proses unit drier tidak di bahas lebih lanjut
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah
1. Unit drier yang digunakan dianggap memenuhi persyaratan operasional. 2. Bahan baku dan bahan tambahan lainnya yang digunakan bersifat homogen
dan tetap.
3. Bahan neat soap hasil output dari proses Continuous Soap Making dianggap telah memenuhi spesifikasi.
4. Manusia dan lingkungan tidak berpengaruh.
5. Metode yang dipakai untuk analisa sudah ditetapkan dan analis sudah terlatih untuk mengikuti prosedur analisa yang ada.
6. Karena sulitnya untuk pengambilan data untuk percobaan pendahuluan guna membuktikan ada tidaknya interaksi antar variabel proses, maka diasumsikan tidak ada interaksi antar variabel proses.
1.6. Sistematika Penulisan Tugas Akhir
Bab I pendahuluan, menguraikan mengenai latar belakang permasalahan, perumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan, serta sistematika penulisan tugas akhir.
Bab II gambaran umum perusahaan, menguraikan sejarah dan gambaran umum perusahaan, organisasi dan manajemen.
Bab III landasan teori, menguraikan mengenai tinjauan-tinjauan kepustakaan yang berisi teori-teori yang digunakan dalam analisis pemecahan masalah.
Bab IV metodologi penelitian, menguraikan tahapan-tahapan penelitian dan gambaran kerangka berfikir penulis dalam melakukan penelitian dari awal hingga penelitian selesai.
Bab V pengumpulan dan pengolahan data, berisi tentang data-data hasil penelitian yang diperoleh dari hasil pengamatan dan pengukuran yang dilakukan di lapangan yang diperlukan dalam menganalisis permasalahan yang ada serta melakukan pengolahan data dengan menggunakan metode yang telah ditentukan.
Bab VI analisis pemecahan masalah, memuat uraian analisis dan intepretasi dari hasil pengolahan data yang telah dilakukan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. XYZ berdiri pada tahun 1999, dengan status PMA (penanaman modal asing). Perusahaan ini bergabung dalam HSA group yang pusatnya terletak di Yaman. Perusahaan ini bergerak di bidang pembuatan sabun yang orientasinya lebih cenderung untuk untuk kegiatan export.
Tujuan mendirikan perusahaan ini didasarkan pada kebutuhan di Negara Timur Tengah yang tidak terlayani oleh perusahaan yang bergerak dibidang yang sama.
PT. XYZ memperoleh sertifikat ISO 9001 pada Juni 2011 Merupakan sertificate Quality Assurance (yang menjamin kualitas produk, ketepatan waktu pengiriman dan kegiatan produksi yang terkontrol). ISO 9001 ini melaksanakan prosedur-prosedur yang digariskan, yang mengatur tentang :
1. Pembelian Bahan Baku
2. Penyimpanan Bahan Baku Produk 3. Pengawasan Mutu
4. Kepuasan Pelanggan
Secara garis besar ruang lingkup bidang usaha PT. XYZ yaitu bergerak dalam pembuatan sabun.. Berbagai jenis model produk yang diproduksi oleh PT. XYZ yang kemudian dipasarkan ke daerah pemasaran dapat dilihat pada Tabel 2.1.
Tabel 2.1. Produk yang Dihasilkan PT. XYZ No Produk
1 Soap Noodles 2 Glycerine 3 Toilet Soap 4 Loundry soap
Sumber : PT. XYZ
2.3. Lokasi Perusahaan
PT. XYZ berada di jalan Pulau Nias Selatan KIM 2 Mabar Medan, Sumatera Utara.
2.4. Daerah Pemasaran
2.5. Organisasi dan Manajemen 2.5.1. Sturuktur Organisasi
Struktur organisasi pada PT. XYZ adalah struktur orginisasi fungsional. Dimana kepala bagian yang satu tidak berhak memerintah kepala bagian yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya bahwa pekerjaan yang satu akan mempengaruhi pekerjaan yang lain. Struktur organisasi dari PT. XYZ dapat dilihat pada Lampiran 1.
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. XYZ dibagi menurut fungsi yang telah di tetapkan. Adapun tugas dan tanggung jawab pada PT. XYZ dapat dilihat pada lampiran 2.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada PT. XYZ adalah sebanyak 336 orang yang terdiri atas 300 orang laki-laki dan 36 orang wanita. Tenaga kerja ini dapat digolongkan atas staf dan karyawan. Golongan staf adalah pekerja pada tingkat direktur, manajer, kepala bagian, dan pekerja yang tidak bekerja pada bagian produksi. Sedangkan golongan karyawan adalah pekerja yang bekerja pada bagian produksi termasuk satpam.
Jam kerja untuk tenaga kerja setiap hari adalah yaitu : 1. Karyawan Kantor dan Karyawan Bagian Produksi
Tabel 2.2. Sistem Pembagian Jam Kerja Karyawan Kantor dan Karyawan Bagian Produksi
Hari Jam Kerja
Senin–Minggu
07.00 – 15.00 WIB 15.00 – 23.00 WIB 23.00 – 07.00 WIB Sumber : Bagian Personalia PT. XYZ
2. Satuan Keamanan
Jam kerja bagian keamanan dapat dilihat pada Tabel 2.3.
Tabel 2.3. Sistem Pembagian Jam Kerja Karyawan Bagian Keamanan
Shift Jam Kerja
I 07.00 - 15.00 WIB II 15.00 – 23.00 WIB III 23.00 – 07.00 WIB Sumber : Bagian Personalia PT. XYZ
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Pemberian gaji pada PT. XYZ disesuaikan dengan peraturan pemerintah dan peraturan perusahaan. Besarnya kenaikan gaji ini didasarkan atas:
a. Prestasi kerja
b. Tanggung jawab terhadap pekerjaan
Adapun pemberian upah / gaji di PT. XYZ adalah : PT. XYZ memiliki 3 sistem pengupahan, yaitu: 1. Upah bulanan
Upah bulanan diberikan kepada karyawan yang sudah tetap. Upah ini diberikan kepada tenaga kerja pada hari pertama setiap bulan sesuai dengan jabatan dan jenis pekerjaannya masing-masing. Sistem pengupahannya berupa bulanan.
2. Upah borongan
Upah borongan diberikan kepada karyawan yang bekerja pada masa tertentu dimana jumlahnya disesuaikan dengan perjanjian antara perusahaan dengan karyawan tersebut.
3. Upah harian
Upah harian diberikan kepada karyawan harian lepas dan pembayarannya dilakukan perhari.
PT. XYZ memiliki sistem laporan penilaian terhadap karyawan yang digunakan untuk menentukan prestasi kerja serta kenaikan gaji atau upah terhadap karyawan tersebut. Sistem laporan penilaian tersebut antara lain:
1. Kualitas kerja
Karyawan mampu melaksanakan pekerjaannya sesuai prosedur kerja yang ada di perusahaan dan mencapai hasil yang memuaskan.
2. Kuantitas kerja
3. Pengetahuan kerja
Karyawan mampu menguasai seluk beluk pekerjaannya dengan baik. 4. Kepatuhan kerja
Karyawan melaksanakan pekerjaannya tepat waktu sesuai instruksi atasan. 5. Kerjasama
Karyawan dapat bekerjasama dan membina hubungan baik dengan rekan sekerja, sehingga dapat menciptakn suasana kerja yang kondusif.
6. Inisiatif
Karyawan mampu mengemukakan ide-ide dan saran yang membangun untuk kebaikan perusahaan.
7. Loyalitas kepada perusahaan
Karyawan tersebut mampu menjaga nama baik perusahaan dengan sikap teladan.
8. Kehadiran kerja
Karyawan selalu datang teratur sesuai dengan jadwal kerja. 9. Keselamatan kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur dan peraturan keselamatan kerja.
PT. XYZ juga menyediakan sarana untuk kesejahteraan tenaga kerja, yaitu: 1. Jaminan Sosial Tenaga Kerja (Jamsostek)
2.6. Proses Produksi 2.6.1. Uraian Proses
Proses pembuatan sabun dapat dilihat pada gambar 2.1. diagram aliran proses pembuatan sabun di bawah ini:
Soap Drying
Oil Blending Reactor RDC Centrifuge
Soap Drying
Gambar 2.1. Diagram Aliran Proses Pembuatan Sabun
Uraian proses produksi PT. XYZ dapat dijelaskan sebagai berikut : 1. Continuous Soap Making
quality control. Jika sesuai spesifikasi maka bahan tersebut dipompakan untuk proses selanjutnya. Standar bahan baku dapat dilihat pada tabel 2.3.
Minyak yang terdiri dari Palm Stearine (PS), Palm Oil (PO) dan Palm Kernel Oil (PKO) atau Coconut Oil (CNO), dialirkan ke jalur pompa (dozing pump) dengan hanya membuka valve tangkinya saja untuk direcycle kembali ke tangki. Begitu juga dengan larutan caustic Soda (NaOH) konsentrasi 48% dan larutan garam konsentrasi 22% dan air dengan pH 7-8 dialirkan `ke pompanya masing-masing untuk di recycle kembali ke tangkinya. Hal ini dilakukan untuk memastikan material-material tersebut dan pompanya berjalan dengan normal sebelum proses dijalankan.
Setelah preparing awal sudah normal, dari dozing pump material- material tersebut dicampurkan kedalam reaktor dengan komposisi yang kita kehendaki sesuai dengan planning job order yang akan dijalankan. Didalam reaktor material-material tersebut diaduk sampai homogen lebih kurang 30 menit dengan temperatur reaktor mencapai 118°C-121°C selanjutnya diambil sedikit sampel untuk dianalisa di laboratorium.
Dari reaktor adonan tersebut kita sebut neat soap, neat soap yang sudah mencukupi spesifikasinya dialirkan menuju flash coller dengan bantuan pressure (tekanan) yang sudah diatur (1.8 bar-2 bar). Di flash coller neat soap tersebut diturunkan temperaturnya mencapai 90°C sampai 95°C dengan bantuan vakum.
washing coulumn, sementara spent lye yang lebih berat massanya akan turun kebawah yang kemudian dipompakan ke plant (daerah kerja) lain untuk diproses ulang menjadi produk baru yaitu Glycerine.
Washing coulumn Neat soap ditambahkan larutan fresh lye dengan konsentrasi NaOH 48% = 3%-4% dan konsentrasi NaCl 22% = 4%-5%, larutan ini ditambahkan berfungsi untuk memisahkan glycerol dari neat soap. Sama seperti di static seperator Neat soap yang lebih ringan massanya akan naik keatas lalu over flow ke vesselnya dan dipompakan ke centrifugal, sementara lye yang biasa disebut Half Spent Lye (HSL) yang lebih berat massanya turun kebawah yang selanjutnya dipompakan ke reaktor sebagai material pembantu pembuatan sabun.
Neat soap yang masuk area centrifugal memasuki tahap akhir pemisahan Neat soap dengan lye dengan bantuan mesin pemisah yang dimasukkan ke centrifiuge. Centrifuge ini mempunyai kecepatan putar 4700 rpm. Di centrifuge ini jalur terbagi dua, jalur Neat soap dan jalur lye, Neat soap dan jalur lye, Neat soap akan mengarah ke neutralizer untuk netralisasi dan lye akan mengarah kembali ke washing coulum.
Di neutralizer neat soap akan dinetralisasi PH NaOH (konsentrasi coustic) dengan menambahkan additive PKO (spesifikasinya sesuai dengan standar yang diinginkan). Setelah netral Neat soap dialirkan daerah mixer dengan bantuan tekanan (pressure).
dan tidak begitu tengik. Setelah penambahan additive selesai tersebut akan memasuki tahap pengeringan. Kemudian neat soap dipompakan ke dalam Feed Tank.
2. Soap Drying
text 1. Laju Aliran Neat Soap
2. Temperatur Heat Exchanger
3. Tekanan Vakum
Gambar 2.2.Proses Drying
3. Soap Finishing and Packaging
Dalam proses ini soap chip dicampur dengan zat aditive, parfum, pewarna, dan anti bakteri (TCC dan Irgasan). Pencampuran bahan-bahan tersebut dilakukan dalam mixer agar diaduk menjadi adonan, kemudian masuk pada mesin Rollmill untuk digiling dan dipadatkan pada mesin Plooder. Hasil yang keluar dari mesin Plooder sudah menjadi sabun batangan, yang kemudian akan dipotong pada mesin Cutting lalu dicetak dengan mesin Stamping.
2.6.2. Standar Mutu Bahan/Produk
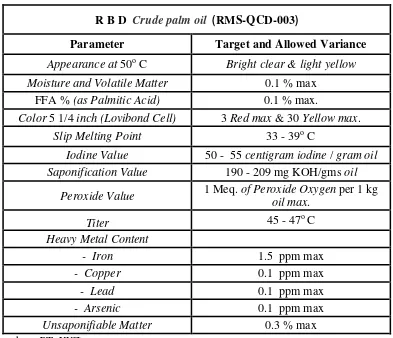
PT. XYZ merupakan pabrik yang bersifat Make to Order. Untuk menunjang kriteria di atas, maka dibutuhkan standar mutu/produk yang berlaku di PT. XYZ. Kualitas sabun tergantung dari campuran bahan pembuat sabun, pewarnaan sabun, dan lama pengeringan sabun. Standar mutu produk diatur oleh Departemen Quality Control. Produk yang berkualitas tinggi dan siap dipasarkan bila produk tersebut telah lulus uji Departemen Quality Control. Standar mutu bahan baku untuk CPO (Crude palm oil) pada PT. XYZ dapat dilihat pada tabel 2.4 adalah sebagai berikut:
Tabel 2.4. Standar Mutu Bahan Bku Untuk RBD Palm Oil
R B D Crude palm oil (RMS-QCD-003)
Parameter Target and Allowed Variance Appearance at 50o C Bright clear & light yellow Moisture and Volatile Matter 0.1 % max
FFA % (as Palmitic Acid) 0.1 % max.
Color 5 1/4 inch (Lovibond Cell) 3 Red max & 30 Yellow max. Slip Melting Point 33 - 39o C
Iodine Value 50 - 55 centigram iodine / gram oil Saponification Value 190 - 209 mg KOH/gms oil
Peroxide Value 1 Meq. of Peroxide Oxygen per 1 kg oil max.
Titer 45 - 47o C
Heavy Metal Content
- Iron 1.5 ppm max
- Copper 0.1 ppm max
- Lead 0.1 ppm max
- Arsenic 0.1 ppm max
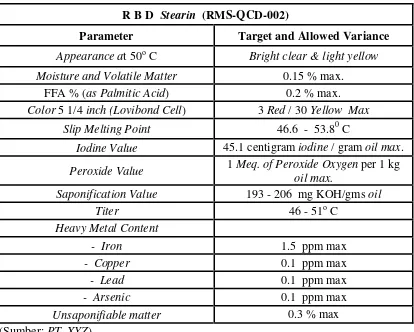
Standar mutu bahan baku untuk RBD Stearine pada PT. XYZ dapat dilihat pada tabel 2.5 berikut:
Tabel 2.5. Standar Mutu Bahan Baku Untuk RBD Stearin
R B D Stearin (RMS-QCD-002)
Parameter Target and Allowed Variance
Appearance at 50o C Bright clear & light yellow Moisture and Volatile Matter 0.15 % max.
FFA % (as Palmitic Acid) 0.2 % max.
Color 5 1/4 inch (Lovibond Cell) 3 Red / 30 Yellow Max Slip Melting Point 46.6 - 53.80 C
Iodine Value 45.1 centigram iodine / gram oil max. Peroxide Value 1 Meq. of Peroxide Oxygen per 1 kg
oil max.
Saponification Value 193 - 206 mg KOH/gms oil
Titer 46 - 51o C
Unsaponifiable matter 0.3 % max
(Sumber: PT. XYZ)
Standar mutu bahan baku untuk RBD Coconut Oil pada PT. XYZ dapat dilihat pada tabel 2.6 berikut
Tabel 2.6. Standar Mutu Bahan Baku Untuk RBD Coconut Oil
R B D Coconut Oil ( RMS-QCD-003)
Parameter Target and Allowed Variance
Appearance at Room Temperature Bright clear & light yellow Moisture and Volatile Matter 0.1% max.
FFA % (as Palmitic Acid) 0.1 % max.
Tabel 2.6. Standar Mutu Bahan Baku Untuk RBD Coconut Oil (Lanjutan)
R B D Coconut Oil ( RMS-QCD-003)
Parameter Target and Allowed Variance
Iodine Value 7.5 - 10.5 centigram iodine / gram oil Peroxide Value 0.8 Meq.of Peroxide Oxygen / 1 kg oil max. Saponification Value 242 - 250 mg KOH/gms oil
Titer 23 - 25o C
Unsaponifiable Matter 1 % max
(Sumber: PT. XYZ)
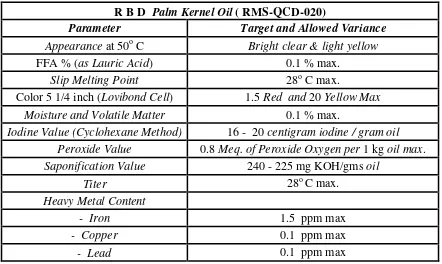
Standar mutu bahan baku untuk RBD Palm Kernel Oil pada PT. XYZ dapat dilihat pada tabel 2.7 berikut:
Tabel 2.7. Standar Mutu Bahan Baku Untuk RBD Palm Kernel Oil
R B D Palm Kernel Oil ( RMS-QCD-020)
Parameter Target and Allowed Variance
Appearance at 50o C Bright clear & light yellow
FFA % (as Lauric Acid) 0.1 % max.
Slip Melting Point 28o C max.
Color 5 1/4 inch (Lovibond Cell) 1.5 Red and 20 Yellow Max Moisture and Volatile Matter 0.1 % max.
Iodine Value (Cyclohexane Method) 16 - 20 centigram iodine / gram oil Peroxide Value 0.8 Meq. of Peroxide Oxygen per 1 kg oil max. Saponification Value 240 - 225 mg KOH/gms oil
Titer 28o C max.
Heavy Metal Content
- Iron 1.5 ppm max
- Copper 0.1 ppm max
Tabel 2.7.Standar Mutu Bahan Baku Untuk RBD Palm Kernel Oil (Lanjutan)
R B D Palm Kernel Oil ( RMS-QCD-020)
Parameter Target and Allowed Variance
- Arsenic 0.1 ppm max
Unsaponifiable matter 0.3 % max
(Sumber: PT. XYZ)
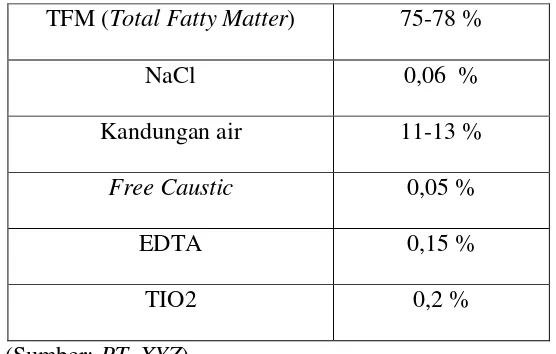
Standar mutu produk pada PT. XYZ dapat dilihat pada tabel 2.3 adalah sebagai berikut:
Tabel 2.8. Standar mutu produk pada PT. XYZ TFM (Total Fatty Matter) 75-78 %
NaCl 0,06 %
Kandungan air 11-13 %
Free Caustic 0,05 %
EDTA 0,15 %
TIO2 0,2 %
(Sumber: PT. XYZ)
Tabel 2.9. Frekuensi Analisis Kualitas Pada PT. XYZ
Sample Parameter Frekuensi
Fresh Lye
Salt Content 1 kali Per shift
Free Alkali Content 1 kali Per shift
Salt Content Setiap 2 jam
Free Alkali Free Alkali
Setiap 2 jam
Soap Chips
Moisture Content Setiap 2 jam
Salt Content Setiap 4 jam
Free Alkali Acid Content Setiap 2 jam
TFM 2 kali per shift
Titer Setiap 1 kali seminggu
Glycerol Content Setiap 2 jam
FinishedProduct
Moisture Content Setiap 4 jam
Salt Content 1 kali per shift
Free Alkali Acid Content Setiap 4 jam
TFM 1 kali per shift
Alcohol Insoluble Matter 1 kali per minggu
Color Setiap 2 jam
Wrapper/ Sealing Setiap 2 jam
Cracking 1 kali sehari
2.6.3. Bahan yang Digunakan
Adapun bahan-bahan yang digunakan dalam untuk mempelancar terjadinya proses
produksi di PT. XYZ dapat dikelompokkan atas bahan baku, bahan penolong dan bahan
tambahan.
2.6.3.1. Bahan Baku
Bahan Baku adalah bahan yang ikut langsung dalam proses produksi hingga menjadi produk jadi dimana sifat dan bentuk bahan tersebut akan mengalami perubahan. Pada umumnya, bahan baku adalah bahan utama yang persentasenya tinggi dalam penggunaannya. Kualitas bahan baku yang digunakan sangat menentukan kualitas produk yang akan dihasilkan. Oleh karena itu bahan baku yang digunakan dalam proses produksi di PT. XYZ yaitu CPO (Crude Palm Oil), CPS (Crude Palm Stearin), dan PKO (Palm Kernel Oil)
2.6.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan oleh suatu proses produksi dan merupakan bagian dari produk dan ikut dalam proses produksinya tetapi pemakaiannya relatif sedikit., tanpa adanya bahan ini maka proses produksi tetap berjalan. Adapun bahan tambahan yang digunakan adalah sebagai berikut:
1. Bahan Pengisi (Talcum Powdder Kaolin) Fungsinya menambah berat sabun
Fungsinya menyatukan bahan baku sehingga dapat lebih homogen 3. Parfume
Fungsinya sebagai pemberi aroma pada sabun 4. Pewarna
Fungsinya sebagai pembentuk warna pada sabun dan memberikan daya tarik sabun, dan menutupi warna sabun yang kurang baik
5. Vaselin / petroleum Jelly
Fungsinya melicinkan permukaan dan pengkilatkan permukaan sabun, sehingga kelihatan licin dan berkilat
6. TCC (Three Chloro Carbon) dan Irgasan
Fungsinya Sebagai anti bakteri pada sabun kesehatan
2.6.3.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung dalam produk dan bukan merupakan komposisi produk, tetapi digunakan sebagai pelengkap produk. Adapun yang menjadi bahan tambahan antara lain :
1. Asam Phospat (H3PO4)
Asam folat digunakan pada unit deguming (pengjhilangan getah) yang berfungsi untuk menghilangkan getah-getah (gum), yang terdapat pada bahan baku (CPO, PKO) dan juga digunakan pada section Gly-pretretment yang gunanya untuk mengkoagulasikan minyak dalam gliserin.
Caustic Soda ini digunakan pada seksi penguapan yang gunanya untuk mengikat asam lemak yang terikat pada gliserin dan juga digunakan pada seksi destilasi gliserin yang gunanya sebagai penstabil pH.
3. Katalis Nikel (Ni)
Katalis nikel ini digunakan pada seksi hidrogenasi yang gunanya untuk mempercepat pemutusan ikatan rangkap oleh atom H pada fatty acid tak jenuh dan pemamfaatan panas yang menyebabkan panas bertambah.
4. Karbon aktif
Karbon aktif digunakan pada seksi destilasi gliserin yang gunanya untuk pemucatan warna dan menghilangkan rasa bau.
5. Gas Hidrogen
Gas hidrogen dari unit utility (elektroiser), hidrogen digunakan pada section hidrogenasi yang berfungsi sebagai addisi (pemutus) ikatan tak jenuh pada asam lemak tak jenuh. Kemurniaan Hidrogen yang digunakan 99.9 %.
6. Gas Nitrogen
Nitrogen merupakan gas inert, yang pemamfaatannya sangat banyak di lapangan, seperti untuk pembersihan jalur, mixing produk dan lain-lain. 7. Filter Aid
Saringan pembantu (filter aid) ini digunakan pada seksi hidrogenasi yang gunanya untuk memfiltrasi katalis.
8. Water (H2O)
9. Brine Solution (Larutan garam)
Brine solution (larutan garam) digunakan untuk proses saponifikasi yang berfungsi membantumembersihkan sisa safonifikasi dan juga dapat berfungsi untuk membantu menaikkan kadar air pada sabun.
10. EDTA (Etilen Diamin Tetra Asetat)
EDTA digunakan sebagai anti oksidan untuk mencegah dan memperlambat reaksi oksidasi pada minyak, sehingga minyak tidak mudah tengik.
11. Pembungkus
Bahan pembungkus digunakan untuk membungkus produk akhir, sehingga memberikan daya tarik kepada setiap orang yang melihat produk ini. Pembungkus juga dapat berfungsi sebagai alat pencegah kerusakan langsung pada saat pemuatan ataupun pengangkutan.
2.6.4. Mesin Dan Peralatan Produksi
PT. XYZ dalam menjalankan kegiatan-kegiatan proses produksinya menggunakan teknologi yaitu selain tenaga manusia juga mengunakan tenaga mesin dan peralatan lainya. Adapun mesin – mesin produksi dan peralatan yang digunakan untuk menunjang kelancaran proses produksi sabun di lantai produksi pada PT. XYZ yaitu:
1. Mixer
Berfungsi untuk mencampur Noodle dan additive untuk sabun Merk/Type : Mazzoni LB
Kapasitas : 1250 kg/batch
Frekuensi : 50Hz
Drive motor kW : 80 2. Rollmill/Simplex Plodder
Merk/Type : Mazzoni LB
Model : RMH-250
Roll Length : 700 mm Rolls diam : 250 mm Production : 1000 kg/hr
Power : 15 kW
Jumlah : 5 Mesin
3. Refiners and Plodder
Merk/Type : Mazzoni LB
Model : B 200
Production : 200 kg/hr
Power : 30 kW
Fungsi : Menegepress/menekan adonan menjadi batangan 4. Cutter Machine / Chiller Machine
Merk/Type : Mazzoni
Model : TVE
Tolerance : 2 %
Jumlah : 5 Mesin
Fungsi : Memotong batangan sabun sesuai dengan size yang akan di produksi
5. Stamping Machine
Merk/Type : Mazzoni
Model : STUR 10
Max speed : 60
Die Cavities : 10 (Horizontal)
Bpm : 600
Jumlah : 5 Mesin
Fungsi : Mencetak merk/jenis sabun yang akan di produksi 6. Wrapping Machine
Merk/Type : Mazzoni
Model : ACMA 770
Capacity : 600 bpm Effeciency : 97 %
Jumlah : 5 Mesin
Fungsi : Membungkus/mengemas sabun yang telah di cetak 7. Heat Exchanger
Jumlah : 3 buah
Fungsi : untuk mengurangi kadar air (H2O)
Tekanan : 19,3345 psi 8. Vapour Liquid Separator (VLS)
Fungsi : untuk mengurangi kadar air (H2O) Jumlah : 1 buah
Bentuk : Sillinder tegak dengan alas berbentuk kerucut dan tutup berbentuk ellipsoidal
Tekanan : 20,4849 psi 9. Vacuum Spray Chamber (VSC)
Fungsi : Untuk mengurangi kadar air (H2O)
Bentuk : Sillinder tegak dengan alas berbentuk kerucut dan tutup berbentuk ellipsoidal
Tekanan : 20,3970 psi 10. Fraction Unit
Fungsi : Menyaring kotoran atau sampah sebelum masuk ke kolom 11. Drier Heater
Fungsi : Alat Pemanas lanjut 12. Drier Column
Fungsi : Column Pengering 13. Flush Drum
Fungsi : Tempat air pendingin untuk first fractination Column Disamping itu peralatan yang digunakan adalah sebgai berikut :
1. Tangki Penampungan Minyak
2. Pompa
Fungsi : Mengalirkan bahan baku dan bahan tambahan Tipe : Pompa sentrifugal
3. Conveyer
Fungsi : membawa produk yang telah dikemas ke dalam master karton ke gudang produk jadi
4. Silo
Fungsi : Tempat penyimpanan glyserin sementara 5. Forklift
Fungsi : Memindahkan bahan-bahan yang mempunyai volume besar dan berat dan bahan lainnya yang baru tiba atau akan dipindahkan dari truck ke gudang bahan baku dan menyusun master karton di gudang produk jadi serta membawa produk ke kontainer.
6. Trolley
Fungsi : memindahkan bahan-bahan yang mempunyai volume tidak terlalu besar dan berat ke ruang produksi.
7. Boiling Tank
Fungsi : Tempat pencampuran bahan baku dengan bahan-bahan
tambahan
Fungsi : Tempat penampungan sementara Neat Soap yang sudah dicampur dengan fatty acid (CNO)
9. Crutcher Tank
BAB III
LANDASAN TEORI
3.1. Sabun1
Sabun adalah garam logam alkali (biasanya garam natrium) dari asam-asam lemak. Sabun mengandung terutama garam C16 dan C18, namun dapat juga mengandung beberapa karboksilat dengan bobot atom lebih rendah.
Kemungkinan sabun ditemukan oleh orang Mesir kuno beberapa tahun yang lalu. Pembuatan sabun oleh suku bangsa Jerman dilaporkan oleh Julius Caesar. Teknik pembuatan sabun mulai dilupakan orang dalam zaman kegelapan (Dark Ages), namun ditemukan kembali selama masa Renaissance. Penggunaan sabun mulai meluas pada abad ke -18.
Dewasa ini sabun dibuat praktis sama dengan teknik yang digunakan pada masa lampau. Lelehan lemak dipanaskan dengan lindi (natrium hidroksida) dan karenanya terhidrolisis menjadi gliserol dan garam natrium dari asam lemak.
CH2O2C(CH2)16CH3 CH2OH
│ Kalor │
CHO2C(CH2)16CH3 + 3 NaOH → CHOH + 3CH3(CH2)16CO2- Na+
│ │ Sodium Stearat
CH2O2C(CH2)16CH3 CH2OH
Tristearin Gliserol Suatu Sabun
Suatu molekul sabun mengandung suatu rantai hidrokarbon panjang plus ujung ion.bagian hidrokarbon dari molekul itu bersifat hidrofobik dan larut dalam zat-zat non polar, sedangkan zat ion bersifat hidrofolik dan larut air. Karena adanya
1
rantai hidrokarbon, sebuah molekul sabun secara keseluruhan tidaklah benar-benar larut dalam air. Namun sabun mudah tersuspensi dalam air karena membentuk misel (micelles),yakni segerombol (50-150) molekul sabun yang rantai hidrokarbonnya mengelompok dengan ujung-ujung ionnya menghadap ke air.
3.2. Kegunaan Sabun
Kegunaan sabun ialah kemampuannya mengemulsi kotoran berminyak sehingga dapat dibuang dengan pembilasan. Kemampuan ini disebabkan oleh dua sifat sabun yaitu:
1. Rantai hidrokarbon sebuah molekul sabun bersifat non polar sehingga larut dalam zat polar, seperti tetesan-tetesan minyak.
2. Ujung anion molekul sabun, yang tertarik dari air, ditolak oleh ujung anion molekul-molekul sabun yang menyembul dari tetesan minyak lain. Karena tolak menolak antara tetes sabun dan minyak, maka minyak itu tidak dapat saling bergabung tetapi tersuspensi.
3.3. Total Fatty Matter2
Didalam sabun yang bahan dasarnya asam lemak ada parameter TFM yang artinya adalah Total Fatty Matter yaitu Bahan Asam lemak Total.
Asam lemak umumnya mempunyai rantai rantai hidrokarbon panjang dan tak bercabang. Lemak dan minyak sering kali diberi nama derivate asam-asam lemak ini. Misalnya triastearat dari gliserol diberi nama stearin, dan tripalmitat dari gliserol,
2
disebut tripalmitin. Minyak dan lemak dapat juga diberi nama dengan cara yang biasa dipakai untuk penamaan suatu ester.
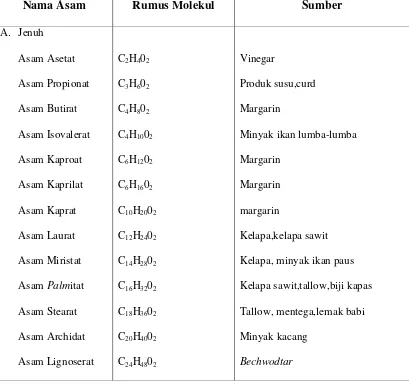
Kebanyakan lemak dan minyak yang terdapat dalam alam merupakan trigliserida campuran artinya ketiga bagian asam lemak dari gliserida itu tidaklah sama. Tabel berikut memaparkan beberapa asam lemak yang representative.
Tabel 3.1. Jenis Asam Lemak, Rumus Molekul, dan Sumber
Nama Asam Rumus Molekul Sumber
A. Jenuh
Kelapa, minyak ikan paus
Kelapa sawit,tallow,biji kapas
Tallow, mentega,lemak babi
Minyak kacang
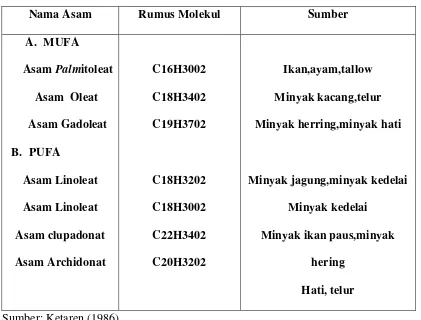
Tabel 3.1. Jenis Asam Lemak, Rumus Molekul, dan Sumber (Lanjutan)
Nama Asam Rumus Molekul Sumber
A. MUFA
3.4. Proses Pembuatan Sabun3
Sabun dapat dibuat melalui dua proses, yaitu saponifikasi dan netralisasi. Proses saponifikasi terjadi karena reaksi antara trigliserida dengan alkali, sedangkan proses netraisasi terjadi karena reaksi asam lemak bebas dengan alkali. Pada proses saponifikasi akan diperoleh produk sampig yaitu gliserol, sedangkan proses netralisasi tidak menghasilkan gliserol (Spitz, 1996). Proses saponifikasi terjadi pada suhu 80-1000C. Reaksi kimia pada proses saponifikasi adalah sebagai berikut.
3
Gambar 3.1. Proses Saponifikasi Trigliserida
proses netralisasi asam lemak bebas tidak menghasilkan gliserol. Reaksi kimia dari proses ini dapat dilihat pada gambar 3.2 berikut.
Gambar 3.2. Proses Netralisasi Asam Lemak Bebas
3.5. Pengendalian Kualitas4
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/perawatan dari suatu tingkat/derajat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus-menerus serta tindakan korektif bilamana diperlukan. Jadi pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu diterima (accepted) atau ditolak (rejected).
Pengendalian kualitas dilakukan mulai dari proses input, transformasi dan output dari suatu kegiatan baik itu perusahaan, pabrik ataupun industri jasa lainnya
4
3.6. Response Surface Methodology (RSM)5
Response surface methodology adalah suatu metodologi yang terdiri dari suatu grup teknik statistic untuk membangun model empiris dan eksploitasi model.
Suatu eksperimen yang melibatkan k buah faktor antara lain : x1, x2,…xk, dimana k buah faktor disebut sebagai variable bebas, predictor ataupun variable tak bebas ataupun variable respon. Semua variabel ini dapat diukur dan diketahui bahwa y adalah merupakan respon dari x1, x2,…xk, maka dikatakan bahwa Y adalah fungsi dari x1, x2,…xk, dan secara umum ditulis dalam bentuk Y = f(x1, x2,…xk). Fungsi tersebut dikatakan sebagai response surface6
Response surface methodologhy (RSM) memiliki beberapa kegunaan antara lain :
.
1. Menunjukkan bagaimana variable respon y dipengaruhi oleh variable bebas x di wilayah yang secara tertentu diperhatikan.
2. Menentukan pengaturan variabel bebas yang paling tepat dimana akan memberikan hasil yang memenuhi spesifikasi dari respon yang berupa hasil, kekotoran, warna, tekstur, dan lain sebagainya.
3. Mengeksplorasi ruang dari variabel bebas x untuk mendapatkan hasil maksimum. Untuk melaksanakan response surface methodology (RSM) ada tahap-tahap perencanaan yang dilakukan, dimana definisi perencanaan adalah proses, cara atau kegiatan merencanakan, menyusun dan menguraikan langkah-langkah pelaksanaan suatu kegiatan.
5
G. E. P. Box, Empirical Model-Building and Response Surfaces (New York, 1987).
6
Adapun tahap-tahap perencanaan untuk memulai pelaksanaan response surface methodology (RSM) antara lain7
1. Menentukan model persamaan orde pertama, diamana suatu desain eksperimen dilakukan untuk pengumpulan data dan arah penelitian selanjutnya ditentukan dengan metode steepest descent.
:
2. Setelah arah penelitian selanjutnya telah diperoleh, kemudian ditentukan level faktor untuk pengumpulan selanjutnya.
3. Menentukan model persamaan orde kedua. Penentuan model dilakukan dengan mmelakukan desain eksperimen dengan level yang telah ditetapkan setelah metode steepest descent dilakukan.
4. Menetukan titior-faktor yang optimum dari faktor-faktor yang diteliti.
Salah satu pertimbangan yang muncul dalam RSM adalah bagaimana menentukan faktor dan level yang dapat cocok dengan model yang akan dikembangkan jika faktor atau level yang dipilih dalam suatu eksperimen tidak tepat maka kemungkinan terjadinya ketidakcocokan model akan sangat bear jika itu terjadi maka penelitian yng dilakukan bersifat bias.
Response surface methodology (RSM) erat kaitannya dengan desain eksperimen karena dalam pelaksanaannya data yang dikumpulkan adalah melalui desain eksperimen. Beberapa alasan mengapa desain eksperimen sangat diperlukan, antara lain8
1. Variabel input yang penting yang mempengaruhi respon sering merupakan salah satu variabel yang tidak akan diubah.
:
7
Cochran, W.G. Experimental Design (York : John Wiley & Sons, Inc), hal 335-338
8
2. Hubungan antara variabel respon dan berbagai variabel input mungkin dipengaruhi oleh variabel yang tidak tercatat dimana variabel tersebut mempengaruhi respon dan variabel input. Hal tersebut dapat membangun suatu korelasi yang salah.
3. Data operasi masa lalu sering mengandung celah dan mengandung informasi tambahan yang penting.
3.7. Model Orde Pertama
Model orde pertama adalah persamaan polynomial yang memililki pangkat satau atau berbentuk linier. Taha awal dari RSM adlah menentukan model orde pertama, persamaan modelnya adalah:
Y= b0x0+b1x1+b1x1
Dimana : Y = Respon Xi = predictor
Bi = koefisien predictor
Tujuan dari pembuatan model orde pertama adalah sebagai pendekatan untuk mencari daerah optimal yang akan digunakan dalam eksperimen. Untuk membangun model pertama, terlebih dahulu dilakukan pengumpulan data dengan desain eksperimen.
Adapun langkah-langkah yang diperlukan untuk menentukan model orde pertama antara lain9
9
Cochran, W. G., dan Cox, G. M. Ibid, hal 336
1. Menentukan terlebih dahulu desain eksperimen yang akan digunakan untuk kemudian dilakukan percobaan.
2. Model desain eksperimen dan hasil percobaan kemudian dihitung dengan melakukan pendekatan matriks agar diperoleh koefisien model orde pertama.
Desain yang digunakan sebagai desain model orde pertama adalah desain 2k hal ini didasarkan jika level faktor akan bergerak sangat lambat dalam pergerakan steepest descent. Interval yang terlalu kecil diantara level dapat membuat peneliti untuk menyimpulkan bahwa faktor yang dipilih tidak penting dan mengabaikannya dalam pertimbangan.
Desain dikatakan sebagai desain orde pertama karena memberikan kecocokan yang efisien dan pengecekan terhadap model orde pertama dari titik optimum.
3.8.Metode Steepest Descent
Sebagaimana dalam pendekatan satu faktor, nilai maksimum ditemukan melalui berbagai seri eksperimen dan hasil yang diperoleh adalah melalui percobaan terdahulu, ketika suatu percobaan telah selesai, wilayah dari percobaan yang terdahuku, ketika suatu percobaan telah selesai, wilayah dari percobaan berikutnya diubah ke level yang lain. Level selanjutnya yang dipilih adalah level yang memberikan respon yang memberikan hasil minimum.
Jika suatu titik pusat pada percobaan pertama ditetapkan pada titik awal (0,0,…,0). Masalah terletak pada pergerakan selanjutnya dari titik asal dengan koordinat (x’1,x’2,…,x’k), sehingga respon f(x’1,x’2,…x’k) akan menjadi minimum.
Dalam kalkulus minimasi nilai x’1 melalui persamaan berikut: xi =
adalah turunan parsial dari fungsi terhadap xi pada
pergerakan steepest descent adalah proporsional terhadap bi, perhitungan pergerakan titik level suatu percobaan pada metode steepest descent adalah sebagai berikut:
f(x) = b0x0 + = b1x1 + = b2x2 + = b3x3
Dari persamaan linear diatas diperoleh nilai bi melalui turunan parsial sebagai berikut b1 = b1; b2 = b2; b3 = b3, dimana persamaan linear diperoleh dari desain eksperimen.
Tabel 3.2. Faktor dan Level dalam Desain Eksperimen Faktor X1 Faktor 1 (A) X1 Faktor 2 (B) X1 Faktor 3 (C)
Level
-1 A-1 -1 B-1 -1 C-1
Perhitungan pergerakan steepest descent untuk persamaan fungsi diatas adalah sebagai berikut:
Tabel 3.3. Perhitungan Pergerakan Steepest Descent
Keterangan X1 X2 X3
(1)Perubahan relative pada unit desain(b)
b1 b2 b3
(2) unit origin (1 unit desain) (A+1- A-1)/2 (B+1- B-1)/2 (C+1- C-1)/2 (3) perubahan relative pada unit origin (1)1 * (2)1 (1)2 * (2)2 (1)3 * (2)3 (4) Perubahan per n pada variabel (Δ) (3)1 * (3)1 (3)2 * (3)1 (3)3 * (3)1
Pergerakan steepest descent Hasil percobaan
(5) Level awal (origin = 0) (A+1- A-1)/2 (B+1- B-1)/2 (C+1- C-1)/2
(6) Level perrgerakan (origin + n Δ) O1 + n Δ O2 + n Δ O3 + n Δ yn
Tujuan dari penerapan metode steepest descent adalah utnuk menentukan titik origin level percobaan berikutnya. Dasar dari penentuan titik origin level berikutnya adalah berdasarkan hasil percobaan dengan level yang diperoleh dari pergerakan steepest descent dengan jumlah cacat paling rendah.
Penentuan level origin menggunakan teknik interpolasi sebagai berikut:
Model orde kedua adalah persamaan polonimial yang memiliki pangkat dua atau berbentuk kuadrat. Bentuk umum dari model orde kedua untuk 3 variabel adalah sebagai berikut:
Y = b0x0 + b1x1 + b2x2 + b3x3 +b11x12 + b22x22 + b33x32 + b12x1x2 + b13x1x3 + b23x2x3
Dimana: Y = Respon xi = prediktor
bi = koefisien predictor
Tujuan dari pembuatan model orde kedua adalah untuk menentukan titik yang memebrikan respon yang optimum. Alasan pembuatan model orde kedua dibangun karena percobaan pertama yang dilakukan sebelumnya bertujuan untuk mencari daerah optimal yang akan digunakan dalam eksperimen berikutnya sehingga wilayah optimum yang diperkirakan akan dieksplorasi lebih jauh dapat diperkirakan dengan model yang lebih kompleks.
Adapun langkah-langkah yang diperlukan untuk menentukan model orde kedua antara lain10
a. Melakukan eksperimen dengan Central composite Design :
b. Model desain eksperimen dan hasil percobaan kemudian dihitung dengan melakukan pendekatan matriks agar diperoleh koefisien model orde kedua.
Untuk membangun model orde kedua, terlebih dahulu dilakukan pengumpulan data dengan desain eksperimen. Untuk menentukan koefisien regresi pada model orde kedua, tiap variabel xi harus memiliki sekurang-kurangnya 3 level
10
berbeda. Hal ini mengindikasikan bahwa desain eksperimen faktorial 3k dapat digunakan, dimana tiga level dikodekan sebagai -1, 0 dan 1. Akan tetapi ada kerugian dari penggunaan desain faktorial 3k yaitu dengan lebih dari 3 x-variabel, percobaan menjadi sangat besar. Untuk alasan tersebut Box dan Wilson mengembangkan suatu desain yang dapat cocok dengan desain model orde kedua. Pengembangan desain eksperimen untuk membangun model orde kedua dinamakan Central Composite Design, dimana terdapat beberapa kombinasi perlakukan tambahan yang ditambahkan kedalam desain eksperimen 2k.
Pertanyaan yang menarik sering ditanyakan adalah apakah model orde pertama cukup merepresentasikan fungsi respon dimana pada desain orde pertama tidak ada replikasi sehingga tidak ada perkiraan terhadap error. Mengenai hal ini pada asumsi bahwa model yang memadai disediakan oleh model orde kedua yang memberikan jawaban bahwa tidak ada alas an untuk meragukan representasi model orde pertama ketika uji ketidaksesuaian ternyata model orde kedua sesuai dengan fungsi respon sehingga model orde pertama dapat diterima merepresentasikan fungsi respon.
3.10. Central Composite Design
Central Composite Design adalah suatu rancangan percobaan dengan faktor yang terdiri dari 2 level yang diperbesar titik-titik lebih lanjut yang memberikan efek kuadratik11
11
G. E. P. Box, Ibid, hal 306.
Centre points yang dimaksud pada desain ini adlah level pada titik (0,0,0) dan
star points (α) ditentukan oleh rumus : α = 2k/4
Ilustrasi central composite design dapat dilihat pada gambar 3.3. Central Composite Design.
Gambar 3.3. Central Composite Design
● = Titik level desain 2k
x = Titik tambahan untuk central composite design o = Center Points / Titik origin
α = Star Points
Secara umum, CCD terdiri dari beberapa titik antara lain :
1. Titik Cube, jumlah titik yaitu: 2k dan membentuk koordinat (±1, ±1, ±1)
2. Titik star, jumlah titik yaitu: 2k membentuk koordinat (±α,0,0),(0, ± α,0) dan (0,0, ± α)
3. Titik centre, jumlah titik yaitu: ne0 + ns0 dan membentuk koordinat (0,0,0). ne0 adalah jumlah blok cube dan nso adalah jumlah blok star.
1. Menghasilkan desain yang bagus untuk informasi fungsi. 2. Meminimasi error.
3. Memberikan deteksi yang bagus untuk uji ketidaksesuain model orde tiga 4. Memberikan rangsangan terhadap desain robust.
Setelah desain eksperimen dilakukan, data yang dikumpulkan akan digunakan untuk menaksir koefisien bo,b1,…,bi. Cara yanakan untuk menentukan koefisien prediktor sama dengan cara yang digunakan sewaktu menentukan koefisien predictor pada model orde pertama.
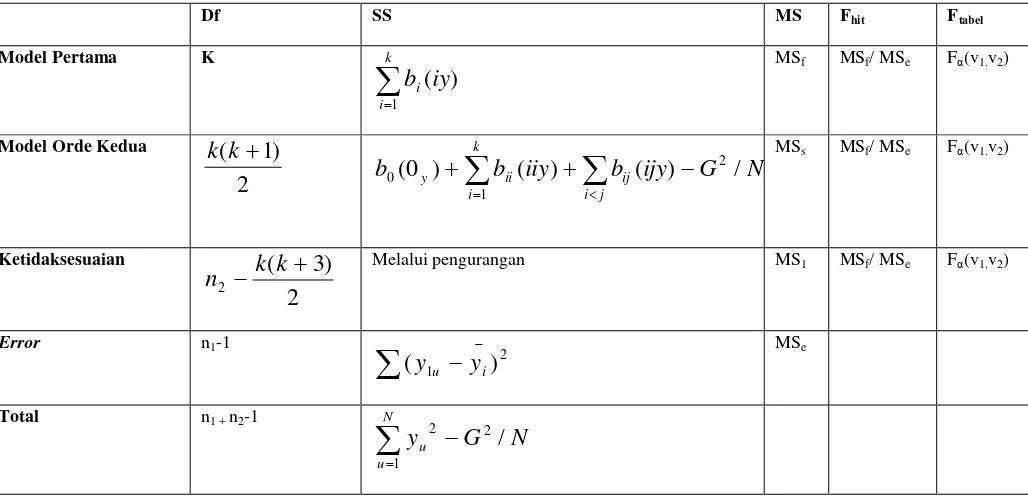
Untuk menentukan apakah model yang dibangun telah cocok dengan data yang telah dikumpulkan maka dilakukan uji ketidaksesuaian terhadap model orde kedua. Ketidaksesuaian menyataka deviasi respon terhadap model yang dibangun. Dalam uji ini juga mengukur besar kekeliruan eksperimen yang telah dilakukan. Uji ketidaksesuaian dapat dihitung dengan menggunakan perhitungan sebagai berikut:
Tabel 3.4 Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua
Keterangan:
df = degree of freedom (derajat kebebasan), diasosiasikan dengan bagian yang dibutuhkan dalam membangun model.
SS = sum of square (jumlah kuadrat) menyatakan jumlah kuadrat pengaruh suatu perlakuan berhubungan hasil pengamatan MS = Mean Square (rata kuadarat), menyatakan perbandingan SS
dengan df
k = jumlah variabel independen ; N = jumlah perlakuan
n1 = jumlah perlakuan di titik pusat ; yiu = respon perlakuan titik pusat n2 = jumlah perlakuan titik cube & titik α ; yi
−
= rata-rata respon dititik pusat bi = koefisien b ke I ; yu = respon perlakuan ke u iy = hasil perkalian X’Y ; v1 = df pembilang
G = jumlah hasil percobaan CCD ; v2 = df error
Persamaan diatas dapat diselesaikan dengan pendekatan matriks sehingga dapat membentuk persamaan matriks sebagai berikut :
Ada hal yang harus dilakukan ketika model yang dibangun terdapat ketidaksesuaian sebelum dilanjutkan dengan penentuan titik optimum yaitu:
Pemilihan ulang faktor dalam eksperimen dimana faktor yang dipilih adalah faktor yang secara signifikan berpengaruh terhadap respon, dan dengan melakukan transformasi respon, dimana transformasi respon dapat secara serempak menyederhanakan hubungan fungsional dan memperbaiki kebutuhan yang berkenaan dengan asumsi distribusi.
Beberapa transformasi yang sering digunakan antara lain : 1. logaritma
Y’ = log Y
Digunakan apabila efek-efek bersifat multiplikatif atau apabila simpangan baku berbanding lurus dengan rata-rata.
2. Akar kuadrat
Y’= Y atau Y’ = Y +1
3. Arc sinus Y’ = arc sin Y
Jika µ = rata-rata populasi dan ragam berbanding lurus dengan µ (1- µ)
(misalnya jika data asli merupakan sampel dari populasi berdistribusi binomial). 4. Kebalikan
Y’ = 1/Y
Digunakan jika simpangan baku berbanding lurus dengan rata-rata kuadrat. 3.11. Teori Desain Eksperimen12
3.11.1. Tujuan Desain
Tujuan yang ingin dicapai dari desain eksperimen adalah untuk memperoleh atau mengumpulkan informasi sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan penyelidikan persoalan yang akan dibahas.
Musa dan Nasoetion (1989) menyatakan bahwa perancangan yang baik harus bersifat:
a. efektif yaitu kemampuan dalam mencapai tujuan, sasaran,, dan kegunaan yang digariskan
b. terkelola yaitu berkenaan dengan kenyataan adanya berbagai keterbatasan atau kendala yang terdapat dalam pelaksanaan percobaan maupun analisis data.
c. Efisien yaitu berkenaan dengan dana, sumber daya, dan waktu. d. Dapat dipantau,dikendalikan, dan di evaluasi
3.11.2. Prinsip Dasar Dalam Desain eksperimen
12
Asas-asas atau prinsip dasar dari perancangan percobaan adalah: 1. Pengulangan (replikasi)
Pengulangan adalah melakukan suatu perlakuan terhadap lebih dari satu unit eksperimen. Fungsi dari pengulangan adalah:
a. Memberikan taksiran kekeliruan eksperimen yang dapat dipakai unruk menentukan panjang interval konfidens atau dapat digunakan sebagai satuan dasar pengukuran untuk penetapan taraf signifikansi dari perbedaan-perbedaan yang diamati
b. Dapat menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen c. Memungkinkan untuk memperoleh taksiran yang lebih baik mengenai efek
rata-rata suatu faktor
Jumlah replikasi dianggap telah cukup baik bila memenuhi persamaan berikut: (t-1)(r-1) ≥ 15
Dimana t = jumlah perlakuan r = jumlah replikasi 2. Pengacakan (randomization)
Dimaksudkan bahwa unit eksperimen yang akan dikenai perlakuan harus dipilih secara acak atau sebaliknya. Pengacakan ini berfungsi untuk :
a. Menghindari adanya kekeliruan sistematik
b. Memenuhi asumsi independen antar pengamatan (kekeliruan) pada suatu analisis statistika
c. Menghindari bias
Pengendalian lokal adalah langkah-langkah atau usaha yang berbentuk penyeimbangan, penggolongan (pelapisan) dan pengelompokan (pemblokan). Pengelompokan diartikan sebagai penempatan sekumpulan unit eksperimen yang homogen kedalam kelompok-kelompok (yang didasarkan pada beberapa penciri dari medan, tempat atau ruang) agar supaya kelompok yang berbeda memungkinkan untuk mendapatkan perlakuan yang berbeda pula. Penggolongan berarti pengalokasian unit-unit eksperimen kedalam, satu golongan sedemikian sehingga unit-unit eksperimen secara relative bersifat homogeny berdasarkan satu atau bebrapa peubah selain yang dipergunakan untuk mencirikan medan, tempat, dan ruang.
Penyeimbangan merupakan usaha-usaha untuk memperoleh unit-unit eksperimen, usaha pengelompokan, pemblokan, dan penggunaan perlakuan terhadap unit-unit eksperimen sedemikian rupa sehingga dihasilkan suatu konfigurasi atau formasi yang seimbang.
3.11.3. Langkah-langkah Mendesain Eksperimen
Tindakan berikut merupakan tahapan yang harus diperhatikan dalam implementsi suatu eksperimen yaitu:
1. Mengenal dan menyatakan masalah
memerluka pendekatan tim (engineer, penjamin mutu, pabrikasi pemasaran, manajemen, pelanggan, dan operator)
2. Memilih faktor-faktor, taraf-tarafnya dan rentang-rentangnya
Faktor dibedakan kedalam faktor desaian potensial dan faktor gangguan. Faktor desain potensial adalah faktor yang mana peneliti menginginkan mengubah-ubahnya dalam eksperimen. Faktor jenis ini dibagi kedalam tiga kelompok, faktor desain (faktor yang dipilih untuk dikaji didalam eksperimen), faktor konstan (adalah variabel yang dapat mempengaruhi pada respon akan tetapi keberadaannya didalam eksperimen bukan menjadi perhatian utama), dan faktor yang memberikan variasi (dikaitkan dengan unit eksperimen dan material yang tidak homogen).
Faktor gangguan dikelompokkan menjadi faktor terkontrol, tidak terkontrol, dan noise,
3. Menentukan variabel respon
1 s/d 3 diatas merupakan proses yang cukup penting selanjutnya disebut sebagai perencanaan pre eksperimen.
4. Memilih desain eksperimen
Jika perencanaan pre eksperimen sebelumnya telah dikerjakan dengan benar, langkah ini adalah relatif mudah. Pemilihan desain meliputi penentuan ukuran sampel (banyaknya ulangan), pemilihan urutan penegrjaan yang sesuai dalam eksperimen, dan menentukan apakah perlu tidaknya pemblokan atau pembatasan pengacakan.
5. Menyelenggarakan desain eksperimen
Didalam penyelenggaraan (persiapan, pelaksanaan, pengontrolan, dan pencatatan atau pengukuran terhadap respon hasil eksperimen) harus benar-benar dilakukan dengan serius, penuh ketekunan dan kesabaran agar hasil eksperimen menghasilkan data yang diharapkan.
6. Analisis data statistik
Metode-metode statistik akan digunakan untuk menganalisis data sehngga hasil-hasil dan kesimpulan menjadi objektif. Terdapat beberapa paket software yang menyediakan analisis data , misalnya excel, Minitab,SAS, SPSS, Design Expert dan Matlab.
7. Menyimpulkan dan merekomendasikan
BAB IV
METODOLOGI PENELITIAN
Metodologi penelitian adalah suatu rangkaian kegiatan ilmiah dalam rangka pemecahan suatu permasalahan. Tahap-tahap penelitian ditentukan dari tahap identifikasi masalah sampai dengan verifikasi hasil setting optimal yaitu dengan melakukan eksperimen.
4.1. Jenis penelitian
Jenis penelitian yang dilakukan adalah penelitian eksperimen (experimental research). Penelitian eksperimen adalah suatu penelitian yang bertujuan untuk menyelidiki hubungan sebab-akibat dan berapa besar hubungan tersebut dengan cara mengenakan perlakuan (treatment) pada satu atau lebih kelompok eksperimen. Eksperimen dilakukan untuk menguji hipotesis serta menemukan hubungan sebab-akibat. Hasil penelitian eksperimen dapat mengubah teori-teori yang telah usang.13
4.2. Tempat dan Waktu Penelitian
PT. XYZ Jalan Pulau Nias Selatan KIM 2 Mabar Medan, Sumatera Utara. Waktu penelitian direncanakan 1 bulan selama bulan Mei-Juni 2012.
4.3. Objek Penelitian 13
Objek penelitian yang diamati adalah produk soap chips pada unit drier di PT. XYZ. Soap chip adalah produk yang dihasilkan dari proses drying yang akan dilakukan desain eksperimen untuk mengurangi tingkat penyimpangan Total Fatty Matter berdasarkan titik optimum yang dihasilkan
4.4. Identifikasi Variabel Operasional
Penentuan variabel penelitian didasarkan atas studi pendahuluan terhadap objek studi dan studi kepustakaan yang berkaitan dengan permasalahan yang dihadapi. Sesuai dengan objek penelitian dan metode yang akan digunakan, variabel-variabel penelitian yang akan diamati terdiri dari 2 unsur utama, yaitu :
1. Variabel Bebas (Independent)
Variabel bebas adalah variabel yang perubahannya tidak tergantung pada variabel lain. Faktor-faktor yang menjadi variabel bebas adalah Temperatur Heat Exchanger, Tekanan Vakum di drier, dan Laju Aliran Neat Soap.
2. Variabel Terikat (Dependent)
Variabel terikat adalah variabel yang dipengaruhi atau yang menjadi akibat akibat dari variabel bebas. Variabel terikat yang akan diukur adalah kualitas yang meliputi kadar Total Fatty Matter.
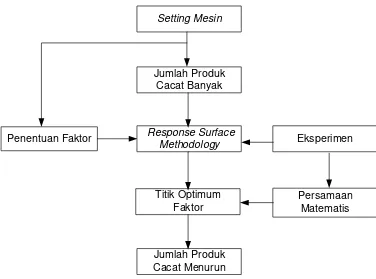
Setting Mesin
Jumlah Produk Cacat Banyak
Penentuan Faktor Response Surface
Methodology Eksperimen
Titik Optimum Faktor
Persamaan Matematis
Jumlah Produk Cacat Menurun
Gambar 4.1. Kerangka Konseptual
4.5. Sumber Data
Berdasarkan cara memperolehnya, maka sumber data yang diperoleh dari penelitian ini adalah
1. Data primer adalah data yang diperoleh dengan cara mencari atau menggali secara langsung dari objek penelitian. Data primer dalam penelitian ini yaitu data hasil uji analisis kimia untuk Total Fatty Matter.
2. Data Sekunder
4.6. Penentuan Teknik Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang dilakukan adalah berupa: 1. Teknik observasi, melakukan pengamatan langsung pada objek penelitian
untuk menggali segala informasi atau data yang dibutuhkan untuk pemecahan masalah. Jenis observasi yang dilakukan peneliti merupakan observasi non-partisipatoris dimana peneliti secara langsung berperan sebagai participant-observer dalam lingkungan eksperimen.
2. Teknik wawancara, yaitu dengan melakukan wawancara dan diskusi dengan pihak perusahaan untuk mendapatkan informasi yang diperlukan guna menunjang pencapaian tujuan. Wawancara dan diskusi dengan pihak perusahaan dibutuhkan sebagai studi pendahuluan untuk mengetahui dan menyusun variabel-variabel yang berpengaruh terhadap proses produksi sabun.
3. Teknik kepustakaan, yaitu dengan mempelajari buku-buku yang berkaitan dengan penerapan metode RSM dalam perbaikan proses untuk mengurangi jumlah penyimpangan TFM.
4.6.1. Pengambilan Sample
Mulai
Ambil Sample di silo
Soap Chip
Uji kadar TFM di Laboratorium
Adakah kesesuaian spesifikasi
Ya
Tidak
Hold/Block dan lakukan
Rework
Ke Proses Selanjutnya
Selesai
Gambar 4.2. Flow Chart Pengambilan Sample
4.7.Analisis Sample
4.7.1. Alat-Alat Analisis
Alat-alat yang digunakan saat melakukan desain eksperimen antara lain: a. Beaker glass 150 ml