TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FAHRUR ROZI
080423019
P R O G R A M P E N D I D I K A N E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana TeknikOleh
FAHRUR ROZI
080423019
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Ukurta Tarigan, MT) (Tuti Sarma Sinaga, ST. MT.)
P R O G R A M P E N D I D I K A N E K S T E N S I D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
laporan Tugas Akhir di PT. Jakarana Tama ini. Laporan ini merupakan salah satu syarat untuk dapat memperoleh gelar Sarjana Teknik (ST) di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Laporan ini berjudul “Optimasi Perencanaan Produksi Dengan Metode Goal Programming di PT. Jakarana Tama”.
Laporan ini menjelaskan tentang Optimasi perencanaan produksi pada PT. Jakarana Tama yaitu untuk meminimumkan biaya produksi dan meingkatkan keuntungan perencanakan produktivitas berdasarkan peramalan data tahun lalu.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan laporan ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan ini. Semoga laporan ini dapat bermanfaat bagi penulis sendiri, PT. Jakarana Tama, dan pembaca lainnya.
Medan, Mei 2012 Penulis,
berbagai pihak yang telah memberikan bantuan kepada Penulis, yaitu:
1. Allah SWT atas segala kemudahan, kelancaran dan kemurahan-Nya dalam memberikan rahmat dan petunjuk untuk menyelesaikan Tugas Sarjana ini.
2. Orangtua penulis Sumarli dan Habibah Nasution dan adik-adik Penulis Muliana Sari, Muhammad Fadly dan Yusdarti Fadillah yang telah mendukung penulis dalam doa, materi, moral juga semangat untuk menyelesaikan Laporan Tugas Sarjana. 3. Bapak Ir. Ukurta Tarigan, MT. selaku Dosen Pembimbing I yang telah memberi
bimbingan dan bantuan selama pelaksanaan dan pengerjaan Laporan Tugas Sarjana. 4. Ibu Tuti Sarma Sinaga, ST. MT. selaku Dosen Pembimbing II yang telah banyak
memberi bimbingan, ilmu dan bantuan selama pelaksanaan dan pengerjaan Laporan Tugas Sarjana.
5. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
6. Bapak Ir. Ukurta Tarigan, MT., selaku Sekretaris Departemen Teknik Industri USU. 7. Bapak Ir. Mangara M. Tambunan, MM dan Ir. Rosnani Ginting, MT selaku
Koordinator Tugas Sarjana Departemen Teknik Industri, Universitas Sumatera Utara.
8. Bapak Prof. DR. Ir. Rahim Matondang, M.SIE, selaku Koordinator Bidang Manajemen Departemen Teknik Industri, Universitas Sumatera Utara.
Hafsari Harahap yang selalu membantu dan memberikan motivasi serta semangat kepada Penulis.
12. Alumni Teknik Industri Ekstensi stambuk 2008 yang memberi semangat dan termotivasi untuk cepat menyelsaikan Tugas Akhir.
13. Staf Pegawai Teknik Industri Bang Mijo, Kak Dina, Bang Ridho, Bang
Nurmansyah dan Bu Ani terima kasih atas bantuannya dalam masalah
administrasi untuk melaksanakan Tugas Akhir.
14. Kepada semua pihak yang tidak bisa disebutkan namanya yang telah banyak
membantu penulis dalam menyelesaikan Tugas Sarjana ini.
Akhirnya, kiranya Tuhan Yang Maha Esa yang mengaruniakan berkah-Nya dalam perjalanan hidup Bapak, Ibu dan saudara sekalian.
Medan, Mei 2012 Penulis,
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
ABSTRAK ... xvi
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Batasan dan Asumsi Penelitian ... I-4 1.5. Manfaat Penelitian... I-4 1.6. Sistematika Penulisan Tugas Akhir ... I-5
II GAMBARAN UMUM PERUSAHAAN
III LANDASAN TEORI
3.1. Perencanaan Produksi ... III-1 3.1.1. Tujuan Perencanaan Produksi ... III-1 3.1.2. Karakteristik Perencanaan Produksi ... III-2 3.2. Pengendalian Produksi ... III-3 3.3. Produksi Optimal ... III-5 3.3.1. Pengertian Produksi Optimal ... III-5 3.3.2. Faktor-faktor Yang Membatasi Produksi
3.6.8. Verifikasi Peramalan ... III-24 3.7. Goal Programming ….. ... III-26 3.7.1. Konsep dan Terminologi Goal Programming ... III-26 3.7.2. Model Umum Goal Programming ... III-29 3.7.3. Perumusan Masalah Goal Programming ... III-30 3.8.. Metode Pemecahan Masalah... III-31
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1 4.2. Tempat dan Waktu Penelitian ... IV-1 4.3. Kerangka Konseptual ... IV-1 4.4. Identifikasi Masalah ... IV-2 4.5. Menentukan Tujuan Penelitian ... IV-3 4.6. Sumber Data ... IV-3
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Penjualan Produk Mie mulai dari Januari 2009
sampai dengan Desember 2011 ... V-1 5.1.2. Data Harga Pokok dan Harga Penjualan ... V-1 5.1.3. Waktu Penyelesaian Produk ... V-3 5.1.4. Pemakaian Dan Ketersediaan Bahan Baku ... V-4 5.2. Pengolahan Data ... V-5
5.2.1. Meramalkan Permintaan Untuk Tiap Produk Dari
Januari 2009 sampai dengan Desember 2012 ... V-5 5.2.2. Perhitungan Waktu Penyelesaian Produk
dan Ketersediaan Waktu Kerja ... V-12 5.2.3. Perhitungan Pemakaian dan Ketersediaan Bahan
Baku ... V-14 5.2.4. Memformulasikan Fungsi Sasaran ... V-17 5.2.5. Memformulasikan Fungsi Pencapaian untuk
Goal Programming ... V-21 5.2.6. Penyelesaian Fungsi Pencapaian
BAB HALAMAN
VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Volume Produksi ... ... VI-1 6.2. Analisis Pencapaian Sasaran Keuntungan ... VI-5 6.3. Analisis Pencapaian Sasaran Pemakaian Jam Kerja ... VI-6
VII KESIMPULAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
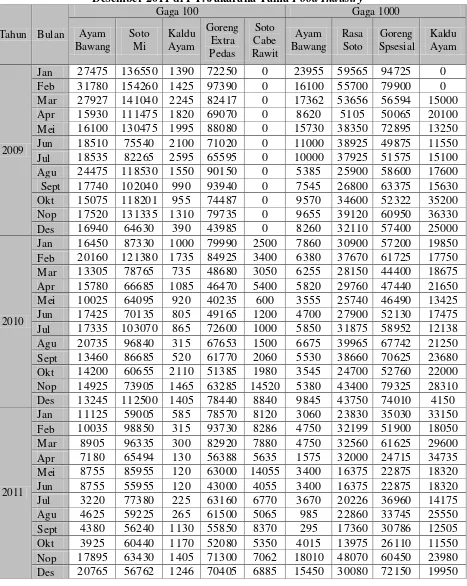
2.1. Alokasi Tenaga Kerja Pada PT Jarakana Tama Medan ... II-9 2.1. Standar Mutu Mie Kering ... II-14 2.1. Standar Pengemasan Kepingan Mie Instan ... II-17 5.1. Data Penjualan Mie mulai dari Januari 2009 sampai dengan
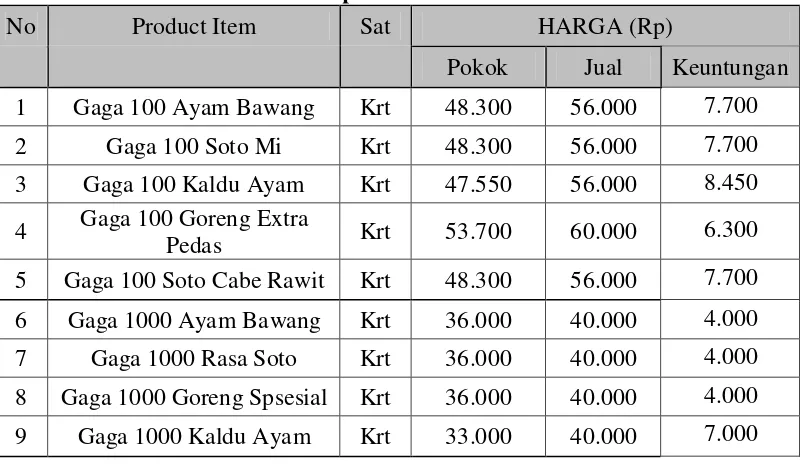
Oktober 2011 di PT. Jakarana Tama Food Industry ... V-2 5.2. Harga Pokok dan Harga Penjualan Gaga Mie untuk berbagai
rasa per karton ... V-3 5.3. Data Jam Kerja Tersedia ... V-3 5.4. Data Pemakaian Bahan Baku ... V-5 5.5. Data Ketersediaan Bahan Baku Setiap Bulan ... V-5 5.6. Kecepatan Produksi Mesin... V-12 5.7. Perhitungan Pemakaian Bahan Baku... V-13 5.8. Berat Jenis Mie ... V-14 5.9.Rekapitulasi hasil perhitungan proyeksi keuntungan ... V-20 5.10. Formulasi Perencanaan Produksi Untuk Setiap Mie ... V-25 5.11. Hasil Perencanaan Produksi Masing-Masing Dengan Metode
Goal Programming ... V-39 5.12. Hasil Perencanaan keuntungan dan Jam Kerja Produksi
6.1. Hasil Perencanaan Produksi Masing-Masing Dengan Metode
Goal Programming ... VI-2 6.2. Rekapitulasi Hasil perencanaan Produksi ... VI-6 6.3. Persentase Pemakaian Bahan Baku Periode Januari 2012 s/d
2.1. Struktur Organisasi PT. Jakarana Tama Food Industry
Tanjung Morawa ... II-7 2.2. Urutan Proses Pembuatan Mie Instan di PT. Jakarana Tama
9,5 Kabupaten Deli Serdang, Sumatera Utara. Perusahaan ini merupakan suatu industri yang bergerak dalam bidang usaha makanan cepat saji.Produk yang dihasilkan ada sembilan jenis yaitu gaga mie 100 ayam bawang, gaga mie 100 soto mi, gaga mie 100 kaldu ayam, gaga mie 100 goreng spesial, gaga mie 100 soto cabe rawit, gaga mie 1000 ayam bawang, gaga mie 1000 rasa soto, gaga mie 1000 goreng spesial, gaga mie 1000 kaldu ayam. Perusahaan ini memproduksi produknya bersifat make to order.
Permasalahan yang dihadapi oleh PT. Jakarana Tama Food Industry
adalah perusahaan sering mengalami keterlambatan pengiriman ke konsumen dikarenakan kurangaya bahan baku untuk di produksi. Perusahaan juga tidak dapat menyimpan bahan baku terlalu banyak dikarenakan bahan baku yang digunakan mudah rusak dan tidak dapat memproduksi terlalu banyak karena produk yang diproduksi tidak lama masa kadaluarsanya.
Perencanaan produksi dilakukan berdasarkan jumlah permintaan oleh konsumen. Dalam ini perusahaan dihadapkan untuk untuk pengambilan keputusan dalam jumlah optimal produk yang akan diproduksi .
Perencanaan produksi dengan metode Goal Programming dapat
melakukan optimasi produksi dengan tujuan memaksimalkan keuntungan. Hal ini dilakukan dengan membuat model matematis dimana yang menjadi fungsi tujuan adalah maksimisasi keuntungan, sedangkan yang menjadi kendala adalah jumlah pemakaian, ketersediaan bahan baku, dan ketersediaan jam kerja. Penggunaan
Goal Programming dalam penelitian ini menghasilkan jumlah produksi yang optimal dimana penggunaan jumlah bahan baku tetap berada dalam batasan ketersediaan bahan baku tetap berada dalam batasan ketersediaan bahan baku diperusahaan.
Untuk menjamin kelangsungan produksi, maka perusahaan perlu menambah jam kerja. Hasil ini dapat menjadi acuan bagi perusahaan dalam perencanaan produksinya.
9,5 Kabupaten Deli Serdang, Sumatera Utara. Perusahaan ini merupakan suatu industri yang bergerak dalam bidang usaha makanan cepat saji.Produk yang dihasilkan ada sembilan jenis yaitu gaga mie 100 ayam bawang, gaga mie 100 soto mi, gaga mie 100 kaldu ayam, gaga mie 100 goreng spesial, gaga mie 100 soto cabe rawit, gaga mie 1000 ayam bawang, gaga mie 1000 rasa soto, gaga mie 1000 goreng spesial, gaga mie 1000 kaldu ayam. Perusahaan ini memproduksi produknya bersifat make to order.
Permasalahan yang dihadapi oleh PT. Jakarana Tama Food Industry
adalah perusahaan sering mengalami keterlambatan pengiriman ke konsumen dikarenakan kurangaya bahan baku untuk di produksi. Perusahaan juga tidak dapat menyimpan bahan baku terlalu banyak dikarenakan bahan baku yang digunakan mudah rusak dan tidak dapat memproduksi terlalu banyak karena produk yang diproduksi tidak lama masa kadaluarsanya.
Perencanaan produksi dilakukan berdasarkan jumlah permintaan oleh konsumen. Dalam ini perusahaan dihadapkan untuk untuk pengambilan keputusan dalam jumlah optimal produk yang akan diproduksi .
Perencanaan produksi dengan metode Goal Programming dapat
melakukan optimasi produksi dengan tujuan memaksimalkan keuntungan. Hal ini dilakukan dengan membuat model matematis dimana yang menjadi fungsi tujuan adalah maksimisasi keuntungan, sedangkan yang menjadi kendala adalah jumlah pemakaian, ketersediaan bahan baku, dan ketersediaan jam kerja. Penggunaan
Goal Programming dalam penelitian ini menghasilkan jumlah produksi yang optimal dimana penggunaan jumlah bahan baku tetap berada dalam batasan ketersediaan bahan baku tetap berada dalam batasan ketersediaan bahan baku diperusahaan.
Untuk menjamin kelangsungan produksi, maka perusahaan perlu menambah jam kerja. Hasil ini dapat menjadi acuan bagi perusahaan dalam perencanaan produksinya.
1.1. Latar Belakang Permasalahan
Perekonomian yang tidak stabil saat ini telah membawa dampak yang besar
pada semua aspek. Salah satunya ialah kenaikan biaya hidup yang ditandai dengan
kenaikan harga barang pokok yang berakibat pada menurunya daya beli
masyarakat. Untuk itu para pelaku ekonomi seperti perusahaan harus melakukan
langkah penting agar dapat bertahan pada situasi yang sulit. Salah satu langkah
yang dapat diambil ialah perusahaan harus dapat memenuhi permintaan konsumen
sehingga pada akhirnya keuntungan perusahaan dapat meningkat. Untuk dapat
memenuhi permintaan konsumen diperlukan perencanaan produksi yang baik
yaitu berupa memaksimalkan volume produksi.
Perusahaan yang memproduksi lebih dari satu produk seperti pada perusahaan
makanan dan minuman harus melakukan perencanaan produksi yang tepat dengan
menentukan jumlah produk yang harus diproduksi sesuai dengan sumber daya
yang tersedia. Kombinasi produk memberikan keuntungan yang berbeda satu
sama lainya, sehingga penentuan kombinasi produk yang tepat dapat membawa
perusahaan dalam kinerja yang efektif dan efisien dengan tetap memperhatikan
batasan-batasan yang ada.
PT. Jakarana Tama Food Industry terletak di Jl. Tanjung Morawa Km 9,5 –
mie 1000 rasa soto, gaga mie 1000 goreng spesial, gaga mie 1000 kaldu ayam.
Pelaksanaan produksi PT. Jakarana Tama Food Industry memproduksi mie
instan yang hanya berdasarkan dari permintaan dari PT. Wicaksana Overseas
Internasional sebagai distributor. Perusahaan mengalami kesulitan dalam
meramalkan permintaan konsumen, sehingga terjadi ketidaksesuian volume
produksi yang dapat mengakibatkan keterlambatan permintaan konsumen, maka
diperlukan perencanaan produksi yang optimal. Selama ini sistem perencanaan
produksi yang dilakukan perusahaan adalah dengan melihat hari libur anak
sekolah dan libur hari besar. Apabila hari libur sekolah dan hari libur besar terjadi
maka di bulan tersebut permintaan berkurang. Perusahaan tidak diperbolehkan
melebihkan jumlah produksi yang terlalu besar untuk disimpan digudang karena
dapat merugikan perusahaan karena semakin lama barang disimpan di gudang
maka semakin sedikit tenggang waktu pada produk yang mengakibatkan produk
tidak dapat dipasarkan.
Penelitian ini dimaksudkan untuk mendapatkan sebuah model yang dapat
digunakan perusahaan dalam melakukan perencanaan produksi. Perencanaan
produksi dilakukan bertujuan untuk memaksimumkan keuntungan. Dalam hal ini
perusahaan perlu membuat rencana produksi yang optimal. Untuk itu diperlukan
pendekatan yang tepat sehingga dapat menghasilkan rencana yang tepat. Salah
programming
Metode Goal programming dapat diterapkan secara efektif dalam perencanaan
produksi, karena metode goal programming potensial untuk menyelesaikan
aspek-aspek yang bertentangan antara elemen-elemen dalam perencanaan
produksi, yaitu konsumen, produk, dan proses manufaktur.
1.2.Rumusan Masalah
Permasalahan pokok yang menjadi fokus dari penelitian ini adalah mencari
solusi dalam menyusun rencana produksi yang optimal. Dimana penentuan jumlah
produksi yang menjadi permasalahan dalam perusahaan ini dikaitkan dengan
upaya memaksimalkan keuntungan dan mencapai beberapa sasaran dengan
mempertimbangkan berbagai faktor pembatas. Permasalahan ini akan dipecahkan
dengan merancang perancangan produksi menggunakan metode Goal
Programming.
1.3.Tujuan Penelitian
Adapun tujuan dilakukan pada penelitian ini adalah untuk mendapatkan
sebuah perencanaan produksi yang optimal berdasarkan pendekatan metode Goal
Programming, sehingga dapat dijadikan sebagai masukan dalam upaya untuk
1. Kondisi perusahaan tidak berubah selama penelitian.
2. Proses produksi di perusahaan berlangsung normal.
3. Harga bahan baku dan harga jual produk selama penelitian tidak berubah.
4. Setiap mesin yang digunakan selama proses produksi dalam kondisi baik
tanpa ada gangguan.
5. Operator pada bagian lantai produksi adalah pekerja normal pada saat
dilakukan penelitian.
Sedangkan Batasan penelitian adalah
1. Penelitian dilakukan pada lantai produksi pada PT. Jakarana Tama Food
Industry Jl. Tanjung Morawa Km 9,5 - Medan.
2. Data penjualan yang digunakan untuk meramalkan permintaan adalah Data
penjualan mulai dari Januari 2009 sampai dengan Oktober 2011.
3. Ukuran produk mie yang diteliti mie 100 berbagai rasa dan mie 1000
berbagai rasa
1.5. Manfaat Penelitian
2. Sebagai salah satu penerapan ilmu yang didapat oleh mahasiswa selama masa perkuliahan dan memberikan pengalaman dalam
menerapkan teori yang didapat di perguruan tinggi kedalam
lingkungan industri secara nyata dalam menyelesaikan suatu
permasalahan.
3. Penelitian bermanfaat sebagai tambahan referensi yang dapat
memperkaya laporan – laporan penelitian Teknik Industri serta dapat
digunakan sebagai acuan bagi peneliti – peneliti selanjutnya.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan laporan tugas akhir ini
adalah:
Bab I : Pendahuluan, Menguraikan latar belakang permasalahan, rumusan
masalah, tujuan penelitian, batasan dan asumsi penelitian, manfaat penelitian serta
sistematika penulisan tugas akhir.
Bab II Gambaran umum perusahaan, menjelaskan sejarah dan gambaran
umum perusahaan, organisasi dan manajemen.
Bab III Landasan teori, Menampilkan teori-teori dan tinjauan-tinjauan
kepustakaan yang berisi teori-teori yang digunakan dalam analisis pemecahan
peramalan, teknik peramalan, goal programming konsep dan terminologi goal
programming.
Bab IV Metodologi Penelitian, menggambarkan jenis penelitian, lokasi
dan tempat penelitian, kerangka konseptual, langkah-langkah dan tahapan-tahapan
penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
Bab V Pengumpulan dan pengolahan data, memuat data hasil penelitian
yang diperoleh dari hasil pengamatan dan pengukuran yang dilakukan di lapangan
sebagai bahan untuk melakukan pengolahan data yang digunakan sebagai dasar
pada pemecahan masalah. Data yang diambil berdasarkan data primer dan data
sekunder, data primer adalah data yang diambil waktu proses pengerjaan produk.
Pengukuran produk dilakukan dengan menggunakan stopwatch. Sedangkan data
sekundernya berdasarkan data penjualan periode data penjualan mulai dari Januari
2009 sampai dengan Oktober 2011, harga pokok produksi dan harga penjualan,
jumlah jam kerja dan harga bahan baku.
Bab VI Analisis pemecahan masalah, dalam bab ini akan dianalisis hasil
pengolahan data dan pemecahan masalah.
Bab VII Kesimpulan dan saran pada bab ini berisikan kesimpulan yang
dapat dari hasil pemecahan masalah serta saran-saran yang diberikan bagi pihak
GAMBARAN UMUM PERUSAHAAN
2.1.Sejarah Perusahaan
Perkembangan industri mie instan di Indonesia dimulai dari tahun 1970.
Dalam jangka waktu 10 tahun mie instan di Indonesia hanya diproduksi oleh satu
atau dua perusahaan saja. Seiring dengan semakin majunya perekonomian di
Indonesia menyebabkan pertumbuhan industri mie instan semakin pesat sehingga
mendukung adanya pengembangan produk mie instan tersebut.
Karena alasan di atas dan penguasaan manajemen serta pengalaman
marketing selama 27 tahun menjadikan dan memutuskan pemilik-pemilik saham
PT. Wicaksana Overseas Internasional terjun ke industri mie instan. Pada tahun
1992 PT. Jakarana Tama didirikan.
Setelah mendapat izin dari pemerintah untuk mendirikan sebuah perusahaan
baru yang bergerak dibidang produksi Mie Instan maka didirikanlah perusahaan
tersebut dengan nama PT. Jakarana Tama.
Pendirian pabrik pertama PT. Jakarana Tama dilakukan di Ciawi, Bogor.
Perusahaan ini kemudian melihat perkembangan yang pesat terhadap produknya,
dimana banyak permintaan terhadap produk tersebut yang datangnya dari luar
pulau Jawa yang seringkali tidak dapat dipenuhi, baik dalam jumlah maupun dari
Tama, sedangkan produksi komersial PT. Jakarana Tama dimulai pada bulan Juli
1993.
Pemilihan usaha dalam bidang industri makanan ini juga dapat dikaitkan
dengan himbauan dan usaha pemerintah pada saat itu, yakni pengadaan makanan
yang bergizi dan non beras.
Dengan semakin meningkatkan permintaan konsumen menyebabkan banyak
perusahaan-perusahaan baru yang menanamkan modalnya untuk mengembangkan
industri mie instan.
Dalam perjalanan perusahaan ini, dapat dilihat bahwa disamping mencapai
tujuan-tujuan bagi pihak perusahaan sendiri, terdapat pula tugas dan tanggung
jawab yang senantiasa dilaksanakan, yakni :
1. Membantu pemerintah dalam meningkatkan gizi masyarakat.
2. Membantu mengembangkan produksi makanan yang bergizi.
3. Memperluas lapangan pekerjaan bagi masyarakat, khususnya masyarakat
di sekitar pabrik.
Dalam memasarkan produknya PT. Jakarana Tama bekerja sama dengan PT.
Wicaksana Overseas Internasional sebagai distributor.
Adapun produk mie instan yang telah diluncurkan oleh PT. Jakarana Tama di
pasar domestik pada saat ini adalah mie instan dengan merek Gaga Mie 100 dan
Gaga Mie 1000.
Bahan-bahan yang digunakan dalam memproduksi mie instan adalah tepung
terigu, tepung tapioka, minyak goreng, bumbu, kemasan dan karton. PT. Jakarana
Tama Cabang Medan pada saat ini hanya memproduksi mie saja. Sedangkan
bumbu sebagai salah satu bahan baku di datangkan dari Ciawi Bogor yang juga
diproduksi oleh PT. Jakarana Tama Bogor, mengingat besarnya biaya peralatan
yang dikeluarkan apabila memproduksi bumbu sendiri dibandingkan dengan
mendatangkan dari Ciawi, yang mampu memproduksi sebanyak yang dibutuhkan.
PT. Jakarana Tama Cabang Medan menitik beratkan produksinya pada
produk mie instan, dengan memproduksi berbagai jenis mie instan yaitu :
1. Gaga mie 100 Ayam Bawang
2. Gaga mie 100 Soto Mi
3. Gaga mie 100 Kaldu Ayam
4. Gaga mie 100 Goreng Spesial
5. Gaga mie 100 Soto Cabe Rawit
6. Gaga mie 1000 Ayam Bawang
7. Gaga mie 1000 Rasa Soto
makanan ringan. Krip-krip adalah merupakan pecahan-pecahan mie
(remah-remah) yang diperoleh dari lintasan produksi yang masih steril yang kemudian
diolah kembali menjadi makanan ringan.
2.3.Daerah Pemasaran
PT. Jakarana Tama Cabang Medan memasarkan produknya untuk wilayah
Sumatera Utara, Sumatera Barat, Riau, Aceh, dan Sumatera Selatan.
Masing-masing daerah pemasaran ini berusaha untuk dapat memasarkan produk
sebaik-baiknya untuk meningkatkan jumlah penjualan.
2.4.Struktur Organisasi Perusahaan
Pengertian organisasi secara umum adalah sekumpulan orang yang
mempunyai tujuan tertentu dan diantara mereka dilakukan pembagian tugas untuk
pencapaian tujuan tersebut. Metode pembagian tugas memunculkan empat jenis
hubungan kerja dalam organisasi yaitu hubungan garis (hubungan lini atau
komando), hubungan garis, fungsional, garis dan staf, organisasi staf dan
fungsional.
Manajemen merupakan seni dan ilmu perencanaan, pengorganisasian,
penyusunan, pengarahan dan pengawasan daripada sumber daya manusia untuk
bergerak sesuai dengan kondisi yang sedang dihadapi oleh perusahaan.
Suatu struktur yang diperoleh dari mengelompokkan orang-orang sehingga
mereka dapat bekerja secara efektif untuk mencapai tujuan bersama disebut
organisasi, atau kata lain organisasi adalah suatu kesatuan sosial dari kelompok
individu yang saling berinteraksi dengan pola tertentu sehingga setiap anggota
mempunyai tugas tertentu, dan sebagai satu kesatuan yang mempunyai tujuan
tertentu. Sedangkan struktur organisasi adalah merupakan gambaran secara
skematis tentang hubungan atau kerja sama dari orang-orang yang menggerakkan
organisasi untuk mencapai tujuannya.
Untuk menjalankan suatu perusahaan secara efektif dan efesien diperlukan
adanya suatu keraturan baik intern maupun ekstern perusahaan tersebut. Struktur
organisasi turut menunjang keberhasilan dari manajemen. Tanpa organisasi kita
akan menghadapi kesimpang siuran di tempat kerja. Nilai yang sangat besar dari
sebuah organisasi adalah kemampuannya memanfaatkan berbagai sumber daya
manusia secara lebih efektif. Para karyawan yang bekerja secara invidual dengan
tujuan berbeda-berbeda memerlukan koordinasi dan pengarahan yang dapat
dilakukan melalui organisasi.
Organisasi dan manajemen yang baik akan memberikan pendelegasian
wewenang dan tanggung jawab yang seimbang. Hal ini akan memberikan dampak
dan efesien, sistematik dan terkoordinir.
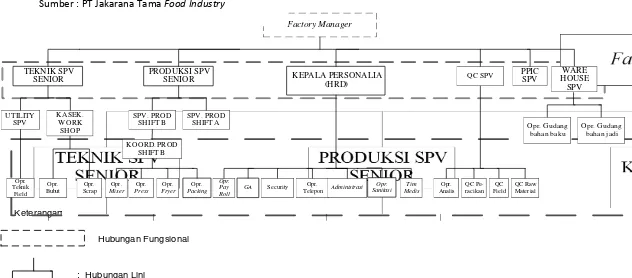
Struktur Organisasi yang diterapkan pada PT. Jakarana Tama Cabang Medan
adalah jenis struktur organisasi lini dan fungsional, dimana pempinan tertinggi
dipegang oleh Factory Manager. Disebut berbentuk organisasi lini dan fungsional
adalah organisasi yang wewenangnya dari pucuk pimpinan dilimpahkan kepada
satuan-satuan organisasi dibawahnya dalam bidang pekerjaan tertentu, pimpinan
tiap kerja berhak memerintah kepada semua pelaksana yang ada sepanjang
menyangkut bidang kerjanya.
Untuk lebih jelasnyan Struktur Organisasi PT. Jakarana Tama dapat dilihat
Keterangan :
Hubungan Fungsional
: Hubungan Lini
Factory Manager
TEKNIK SPV SENIOR
PRODUKSI SPV
SENIOR KEPALA PERSONALIA
(HRD) UTILITY SPV KASEK. WORK SHOP
SPV . PROD SHIFT A KOORD. PROD SHIFT B Opr. Teknik Field SPV. PROD SHIFT B Opr. Bubut Opr. Scrap Opr. Mixer Opr. Press Opr. Fryer Opr. Packing Opr. Pay Roll
GA Security Opr.
[image:30.842.121.753.125.403.2]Telepon Administrasi Tim Medis Opr. Analis QC Pe-racikan QC Field QC Raw Material WARE HOUSE SPV PPIC SPV QC SPV Opr. Sanitasi Opr. Gudang bahan jadi Opr. Gudang bahan baku
Gambar 2.1. Struktur Organisasi PT. Jakarana Tama Tanjung Morawa
2.5.Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan orang-orang yang
memegang tanggung jawab tertentu dalam organisasi, dimana masing-masing
melaksakan tugas dan tanggung jawab yang sesuai dengan jabatannya. Uraian
tugas, wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan dapat dilihat pada lampiran 1.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
2.6.1.Jumlah Tenaga Kerja
PT. Jakarana Tama Medan memiliki tenaga kerja yang terdiri dari tenaga
kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung adalah
tenaga kerja/karyawan yang ditempatkan langsung pada bagian proses
pembuatan/pengolahan produk, yaitu pekerja yang ada di bagian pengolahan
(pabrik), sedangkan tenaga kerja tidak langsung adalah karyawan/tenaga kerja
yang tidak langsung berhubungan dengan pembentukan produk atau yang tidak
langsung bekerja di pabrik, yaitu yang ditempatkan pada bagian kantor, baik
kantor manajer, maupun kantor-kantor pada setiap departemen.
Khusus bagi penerimaan tenaga kerja yang baru, sama seperti perusahaan
lainnya, dilakukan test pengetahuan umum, kesehatan, wawancara dan juga test
keahlian khusus. Sesudah melewati tahap tersebut, diadakan penyaringan data
yang lulus dalam penyaringan ini kemudian diterima bekerja, dan kemudian
Latihan dan pendidikan tenaga kerja langsung dilakukan dalam pabrik
melalui latihan oleh pekerja yang terlatih. Untuk tenaga kerja langsung terlebih
dahulu diberikan masa percobaan selama 3 (tiga) bulan sesuai dengan peraturan
dan persyaratan bagi karyawan baru. Dan dalam masa percobaan harus bersedia
lembur dan patuh terhadap peraturan. Perincian alokasi jumlah tenaga kerja pada
[image:32.595.135.491.306.606.2]PT. Jakarana Tama dapat dilihat pada Tabel 2.1.
Tabel 2.1. Alokasi Tenaga Kerja Pada PT Jarakana Tama Medan
No Bagian Jenis Kelamin Jumlah
Pria Wanita
1. HRD 21 4 24
2. Accounting 2 2 4
3. Sales/Marketing 10 2 12
4. Purchasing 1 - 1
5 Quality Control 7 6 12
6 Gudang Bahan Jadi 12 1 13
7 Gudang Bahan Baku 11 1 12
8 Produksi 77 179 256
9 Anodle 6 4 10
10 Teknik 13 1 14
11 PPIC 1 - 1
Jumlah Karyawan 161 200 361
2.6.2. Jam Kerja
Jam kerja pada perusahaan ini secara umum dibagi atas 2 shift. dengan
perincian sebagai berikut :
1. Kantor
Hari kerja Senin sampai Jumat
Pukul 08.00 – 12.00 WIB ( Bekerja)
Pukul 12.00 – 13.00 WIB (Istirahat)
Pukul 13.00 – 16.00 WIB (Bekerja)
Hari Sabtu dan Minggu adalah hari libur
2. Pabrik
Senin sampai Sabtu diatur dalam 2 shift sebagai berikut:
- Shift I bertugas mulai pukul 08.00 WIB sampai dengan 16.00 WIB
- Shift II bertugas mulai pukul 16.00 WIB sampai dengan 24.00 WIB
3. Khusus karyawan keamanan dibagi dalam satu kelompok 4 orang. Untuk
setiap kelompok dilakukan pergantian tiap 12 jam dari hari Senin sampai
Minggu
2.7. Sistem Pengupahan dan Fasilitas Pendukung
2.7.1. Sistem Pengupahan
Besarnya gaji/upah untuk setiap karyawan ditentukan menurut tingkat
golongannya. Perusahaan ini menerapkan ketentuan pemerintah tentang Upah
Minimum Regional (UMR) yang berlaku bagi seluruh karyawan. Dalam hal upah
atau gaji karyawan PT. Jakarana Tama melakukan pembayaran sekali setiap
bulan. Besar upah atau gaji yang dibayarkan perusahaan sesuai dengan ketentuan
dari Departemen Tenaga Kerja yaitu sebesar Rp.1.197.000,- setiap bulannya dan
Disamping upah tersebut perusahaan juga memberikan subsidi konsumsi
karyawannya satu kali setiap hari kerja untuk masing-masing shift, sebanyak
Rp.5500,- per orang dan uang transportasi Rp.3000,- per orang. Perusahaan juga
memberi tambahan gaji kepada karyawan intensif yang besarnya ditentukan
berdasarkan prestasi dan lamanya kerja. Untuk masa kerja mulai dari 0-3 tahun
sebesar Rp.0,- per bulan. Untuk 3-5 tahun sebesar Rp.10.000 per bulan sedangkan
Untuk 5 > tahun sebesar Rp.20.000 per bulan.
2.7.2. Jaminan Sosial
Untuk menolong karyawannya agar bekerja lebih giat dalam
meningkatkan prestasinya, perusahaan memberikan jaminan social dalam
tunjangan antara lain:
1. Asuransi
a. Asuransi Tenaga Kerja
- Jaminan Hari Tua
- Dana Pensiun
- Santunan Hari Tua
- Asuransi Kecelakaan Kerja
- Asuransi Kematian
b. Asuransi Jaminan Sosial Tenaga Kerja (Jamsostek) kepada semua karyawan
2. Tunjangan
a. Tunjangan Hari Besar Agama
Setiap tahunnya karyawan juga mendapat Tunjangan Hari Raya (THR) dan
paket Hari Raya yang beragama Islam dan paket Tahun Baru bagi yang
beragama Kristen.
b. Tunjangan jabatan/fungsional
c. Tunjangan Hari Tua
d. Tunjangan Sosial dalam kemalangan maupun sukacita
e. Tunjangan kesehatan Karyawan dan Keluarga, yaitu:
- Berobat ke dokter yang ditunjuk perusahaan
- Rawat inap
- Perawatan gigi
2.7.3. Fasilitas Pendukung
Perusahaan menyediakan fasilitas-fasilitas yang dapat mendukung
produjtivitas dan efektifitas karyawan berupa pelayanan kesejahteraan bagi
karyawan seperti:
1. Sarana Kesehatan
Berupa poliklinik yang ada dipabrik, dimana karyawan dapat memperoleh
perobatan secra cuma – cuma.
2. Perlengkapan Kerja
Perusahaan Fasilitas kerja, berupa pakaian kerja, sarung tangan, topi serta
3. Koperasi dan Toko Koperasi
Perusahaan menyediakan koperasi karyawan berupa koperasi simpan pinjam
dan toko koperasi yang dikelolah karyawan di bawah pengawasan
perusahaan.
4. Sarana ibadah/Musollah
5. Keanggotaan SPSI
6. Transportasi
Perusahaan menyediakan bus angkutan untuk antar jemput pekerja dan
mobil untuk antar jemput karyawan kantor.
7. Kamar mandi dan kamar ganti pakaian
8. Fasilitas trainning dan pelatihan
9. Cuti yang meliputi:
- Cuti tahunan selama 12 hari kerja
- Cuti melahirkan selama 1,5 bulan sebelum dan sesudah melahirkan
- Cuti perkawinan selama 3 hari
2.9. Proses Produksi
2.9.1.Standard Mutu Bahan/Produk
PT. Jakarana Tama, Tanjung Morawa adalah sebuah pabrik makanan yang
menghasilkan produk mie instan yang selalu berusaha memberikan kepuasan pada
konsumen. Perusahaan selalu berusaha untuk dapat mempertahankan dan
dengan menjaga mutu mie instan agar sesuai dengan standar yang telah
ditentukan.
Untuk menjaga nilai rasa dalam pembuatan mie maka perlu adanya standar
mutu bahan produk yang dilakukan agar kepercayaan konsumen terhadap kualitas
produk tetap terjaga sehingga dapat meningkatkan daya beli mie Instan terhadap
konsumen dan dapat bersaing dengan produk lain.
Adapun standar mutu yang telah di tentukan oleh perusahaan PT. Jakarana
Tama dalam menjaga mutu produk dengan memperhatikan Standar Mutu
Produksi dan Standar Mutu Pengemasan adalah sebagai berikut.
1. Standard Mutu Produksi
Standar Mutu Produksi yang dilakukan untuk menjaga kualitas produk adalah
sebagai berikut
a. Pemeriksaan Kandungan Mie
Analisis pemeriksaan kandungan Mie dilakukan di dalam laboratorium yaitu
dengan mengambil sampel mie yang berada dalam mesin produksi di setiap
stasiun pengolahan secara random setiap 15 menit sekali. Standar mutu mie kering
dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Mutu Mie Kering
Jenis Pemeriksaan Standar
Tabel 2.2. Standar Mutu Mie Kering (Lanjutan)
Jenis Pemeriksaan Standar
Kadar Free Fatty Acid (FFA) mie Maksimal 0,25 %
Kadar Peroksida Maksimal 3,00 mg/100 gr
Kadar Air Mie Maksimal 17-19 %
Kadar Lemak Maksimal 17-19 %
Bila hasil pemeriksaan tidak sesuai standar maka dilakukan proses
pengolahan ulang.
b. Pengontrolan Berat Mie
Pemeriksaan berat mie dilakukan di mesin packing setiap 0,5 menit setiap
jalur. Adapun pengontrolan berat jenis pada setiap mie instan adalah sebagai
berikut:
1. Gaga 100 Ayam Bawang = 65 gr
2. Gaga 100 Soto Mi = 65 gr
3. Gaga 100 Kaldu Ayam = 65 gr
4. Gaga 100 Goreng Extra Pedas = 88 gr
5. Gaga 100 Soto Cabe Rawit = 65 gr
6. Gaga 1000 Ayam Bawang = 75 gr
7. Gaga 1000 Rasa Soto = 75 gr
8. Gaga 1000 Goreng Spsesial = 88 gr
9. Gaga 1000 Kaldu Ayam = 75 gr
Keutuhan dari kepingan mie juga diperhatikan yaitu minimal 96%. Jika
persyaratan tersebut tidak dipenuhi maka mie tersebut tidak dapat
dibungkus/dikemas.
2. Standar Mutu Pengemasan
Mie yang akan dikemas harus berbentuk rapi, tidak panas, tidak pecah, juga
tidak ada kontaminasi. Kemasan yang digunakan harus bersih. Etiket yang baik
harus memenuhi ketentuan sebagai berikut :
a. Kondisi bagian belakang dan daerah penutup
Kondisi yang masih diterima pada bagian ini adalah bagian penutup harus
kuat, berwarna kontras dan berwarna dasar berwarna biru sebagai latar
belakang.
b. Kondisi tulisan
Tulisan harus jelas dan dapat dibaca.
c. Pengkodean
Etiket harus dilengkapi dengan kode produksi dan batas pemakaiannya (batas
kadaluarsa)
Standar pengemasan kepingan mie instan dapat dilihat pada Tabel 2.3.
Berikut ini
Tabel 2.3. Standar Pengemasan Kepingan Mie Instan
No Jenis Pemeriksaan Standar
1 Berat netto kepingan mie
65 gr, (mie 100), 75 gr, (mie 1.000), 88 gr
Tabel 2.3. Standar Pengemasan Kepingan Mie Instan (Lanjutan)
No Jenis Pemeriksaan Standar
2 Kode
- Etiket - ada dan sesuai
- karton - ada dan sesuai
3 Mutu Sealing Tidak bocor dan tidak berlipat
4 Mutu Etiket Baik dan gambarnya jelas
5 Kelengkapan bumbu ada dan sesuai
6 Isi tiap karton 40 cs
2.9.2. Bahan yang Digunakan
Produk yang dihasilkan oleh PT. Jakarana Tama adalah mie instan. Produk
ini diproduksi dengan berbagai rasa.
Adapun bahan-bahan yang digunakan dalam pembuatan mie instan adalah
sebagai berikut :
1. Bahan Baku
Bahan baku adalah bahan yang paling penting digunakan dalam pembuatan
suatu produk dimana keberadaan bahan tersebut mempengaruhi nilai produk.
Dengan kata lain, bahan baku adalah bahan utama dalam pembuatan produk.
a. Tepung Terigu
Tepung terigu merupakan bahan baku utama dalam proses pembuatan mie
instan sehingga mie dapat dihasilkan sebagai bahan makanan. Dalam membuat
satu adonan atau satu adukan dibutuhkan 225 kg ( 9 sak @ 25 kg ) tepung terigu..
yang di datangkan dari Surabaya (PT. Bogasari) dengan frekueni kedatangan satu
kali seminggu.
b. Tepung Tapioka
Tepung tapioka merupakan zat berbentuk bubuk berwarna putih. berfungsi
sebagai bahan baku yang ditambahkan pada tepung terigu yang dapat membuat
adonan menjadi kenyal pada setiap keping mie blok. Dalam membuat satu adonan
dibutuhkan 10 kg tepung tapioka dalam satu kali proses pembuatan mie yang di
impor dari brazil.
c. Larutan Konsui
Larutan alkali atau larutan konsui adalah campuran formula-formula tertentu
dengan air dengan komposisi formula dan air adalah 1:3, formula-formula yang
dimaksud adalah komposisi dari sodium polipospat, sodium karbonat, garam,
karboksimentil, selulosa, tetrazine yang berfungsi untuk memberi warna,
mengatur keasaman, mengentalkan dan member rasa dari mie yang dibuat.
Dikatakan larutan alkali karena bersifat basa dengan pH 9-10.
d. Minyak goreng
Minyak goreng berfungsi untuk menggoreng mie yang sudah diadon dan
dibentuk dalam mangkok-mangkok penggorengan. Minyak goreng yang dipakai
harus mempunyai titik didih yang tinggi dan mengandung lemak rendah, sehingga
hasil produksi tidak berbau tengik dan dapat bertahan lama. Minyak goreng
didatangkan dari PT. Asianagro Tanjung Balai.
2. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan guna menyelesaikan
keberadaannya sebagai bahan pelengkap dan merupakan bagian dari produk akhir.
Dengan kata lain, bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai
pelengkap bahan baku untuk sama-sama membentuk barang jadi, dimana
komponen bahan tambahan ini biasanya tidak dapat dibedakan secara jelas pada
barang jadi tersebut.
Bahan tambahan yang digunakan dalam proses pembuatan mie instan adalah
sebagai berikut :
1. Etiket atau pembungkus
Etiket atau pembungkus terbuat dari plastik yang telah diberi merek berbagai
jenis dan rasa mie yang hendak dibungkus. Etiket atau pembungkus adalah plastik
kedap udara agar kualitas mie terjaga. Etiket ini dibuat berbentuk roll gulungan
yang telah disesuaikan dengan keadaan mesin pembungkus. Pembungkus di
peroleh dari PT. Indomas Belawan.
2. Kotak karton
Kotak karton digunakan untuk mengepak mie yang telah dibungkus pada
masing-masing etiket yang memuat 40 bungkus. Kotak karton ini juga telah diberi
label berdasarkan jenis dan rasa mie yang akan dikemas.
3. Selotif
Selotif digunakan untuk merekatkan tutup kotak karton satu sama lain.
4. Bumbu penyedap dan sauce
Bumbu penyedap dan sauce tidak di produksi sendiri oleh pabrik tetapi
didatangkan dari Ciawi yang menangani bumbu pada grup yang sama. Jadi bumbu
berbeda-beda menurut jenisnya dan rasa mie. Bumbu dan mie disatukan pada waktu
pembungkusan. Bumbu ini terdiri dari pala, lada. Monosodium glutamate, rasa
daging ayam, garam, hidrolisa, protein sayur, bumbu seledri, kecap, bumbu
bawang putih dan daun bawang.
3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi
yang dikenakan langsung terhadap bahan baku yang sifatnya hanya membantu
atau mendukung kelancaran proses produksi dan bahan ini bukan bagian dari
produk akhir. Bahan penolong ini tidak tampak pada barang jadi. Bahan penolong
yang digunakan adalah :
1. Air
Dalam proses pembuatan mie, air berfungsi untuk melarutkan zat-zat yang
digunakan serta menjadikan adonan dapat bercampur secara homogen. Air berasal
dari sumur pompa yang ditampung dalam tangki penyaring atau filter yang akan
menyaring kotoran-kotoran sehingga dihasilkan air yang jernih, tidak berwarna,
tidak berbau dan tidak berasa.
2.9.3. Uraian Proses
1. Pembuatan Larutan Konsui
Pencampuran dan pengadukan larutan alkali ini dilakukan di tangki konsui
selama ± 1 jam sehingga larutan homogen, lalu larutan ini dialirkan ke mesin
Larutan alkali ini digunakan untuk campuran dalam pengadukan tepung terigu
dan tepung tapioka menjadi adonan pembentuk mie di mesin mixer.
2. Pencampuran Pengadukan di Mesin Mixer
Tepung terigu sebanyak 9 sak (225 kg) dan tepung tapioka sebanyak 10 kg
yang berada di lantai I lantai produksi dipompakan melalui screw conveyor ke
mesin mixer yang berada pada lantai II.
Pengadukan tepung terigu dan tepung tapioka merupakan tahap awal proses
pembuatan mie instan ini. Proses ini merupakan proses pencampuran tepung
terigu dan tepung tapioka dengan larutan alkali pada temperatur 300 – 360C
selama 12-15 menit, dengan kecepatan 60-70 rpm. Pengadukan dilakukan secara
perlahan-lahan sampai terbentuk adonan yang homogen dan memiliki tekstur
yang elastis. Adonan yang dihasilkan berwarna kuning muda, yang tidak
menggumpal (tidak mudah pecah/hancur). Adonan yang baik adalah adonan yang
lembut dan kadar airnya cukup. Proses kerja mesin mixer ini diatur melalui
sebuah panel control untuk mengetahui suhu, waktu, dan kecepatan pengadukan.
3. Penampungan di Mesin Feeder
Bila pencampuran selesai yang berarti telah terbentuk adonan yang baik
menurut standar produk maka tutup bagian bawah (damper) mesin mixer terbuka
dan adonan ditampung oleh mesin feeder yang berada tepat di bawah mesin mixer
di lantai I, sehingga adonan dapat berpindah hanya dengan menggunakan gaya
Mesin feeder ini berfungsi sebagai tempat penampungan adonan untuk
diratakan dan juga untuk mengatur jumlah adonan yang akan di press, agar
adonan yang akan di press rata.
Proses kerja mesin feeder ini diatur melalui sebuah panel control sehingga
proses dapat berjalan secara kontiniu selama masih ada adonan di dalam mesin
ini. Mesin ini juga dilengkapi sensor infra merah, yang akan mengatur jumlah
adonan yang akan jatuh ke mesin press.
4. Pengepresan di Mesin Press
Dari mesin feeder, adonan didorong sedikit demi sedikit ke mesin press dengan
menggunakan roller-roller press yang akan menekan dan menipiskan adonan
menjadi lembaran-lembaran. Di mesin press terdapat 2 pasang secara seri. Dari
masing-masing roller akan keluar lembaran-lembaran dengan ketebalan yang
semakin kecil. Pada hasil output roller ke-8 akan memberikan ketebalan yang
dikehendaki yaitu pada toleransi antara 1,0-1,2 mm. Ketebalan dari lembaran
adonan ini selalu dikendalikan dengan menyetel setiap pasangan-pasangan roller.
Lebar lembaran adonan adalah 80 cm dan lembaran yang dihasilkan tidak boleh
putus atau berlubang, bersifat elastis dan tidak tegang.
5. Penyisiran di Mesin Slitter
Mesin slitter atau penyisir terletak tepat berada di ujung mesin press.
Lembaran adonan yang keluar dari roller terakhir mesin press akan masuk ke
mesin slitter (penyisir). Kemudian lembaran dipotong-potong menjadi mie yang
berukuran sekitar 1 mm dengan mesin slitter. Kemudian mie diuntai (dibuat
dengan kecepatan yang lebih kecil dari kecepatan keluaran potongan-potongan
mie dari mesin slitter.
Kecepatan yang lebih kecil atau lebih lambat ini dibuat dengan tujuan agar
potongan-potongan mie menjadi menumpuk, sehingga mie menjadi mengendur
dan akhirnya bergelombang dan keriting. Selanjutnya mie dilewatkan pada alat
pemisah yang berbentuk roda-roda yaitu alat-alat yang membagi-bagi mie
menjadi 5 bagian. Perbedaan kecepatan dari motor conveyor dengan motor slitter
juga digunakan untuk menentukan berat mie yang akan diproduksi. Jika conveyor
bergerak lambat maka gelombang mie akan rapat yang berarti akan semakin berat
dan sebaliknya.
6. Penguapan atau Pengukuran di Steam Box
Selanjutnya untaian mie yang selalu berada di atas conveyor dilewatkan
melalui steam box. Steam box ini sepanjang ± 12 meter berisi uap panas 1000C
yang dialirkan dari boiler dan dilewati mie selama 1 menit. Disini dimasak
dengan cara mengukur karena hanya menggunakan uap panas atau tanpa kontak
dengan api. Pengukuran mempunyai tujuan :
a. Mendapatkan mie dengan kematangan yang baik
b. Menghasilkan mie dengan tekstur yang empuk dan elastis
c. Mempercepat pemasakan mie pada saat dikonsumsi oleh konsumen.
Kemudian dari steam box untaian mie dilewatkan melalui 2 unit kipas angin
(fan) untuk menurunkan suhu dari mie agar dapat diproses pada proses
7.Pemotongan dan Pelipatan di Mesin Cutter
Untaian mie yang dilewatkan melalui 2 unit kipas angin (fan) untuk
menurunkan suhu dimaksudkan agar mie tidak terlalu lembek untuk dipotong dan
dilipat dengan alat pelipat. Cutter ini terdiri dari pisau pemotong dan alat pelipat
sendiri dari pengkait.
Untaian mie pada akhir conveyor dilewatkan pada mesin pemotong dan
kemudian untaian mie tersebut dipotong berdasarkan ukuran panjang yang
ditentukan yaitu sekitar 24 cm dan kemudian untaian mie yang telah dipotong
dilipat dengan pengkait yang tepat berada dibawah pisau pemotong, sehingga
panjang mie hasil lipatan menjadi 12 cm.
8.Pendistribusian
Kemudian mie yang telah dilipat dijatuhkan ke conveyor distribusi yang
membawa potongan-potongan mie conveyor penggorengan yang berisi
mangkok-mangkok. Ketika meletakkan mie dari bagian distribusi sering mie yang
dijatuhkan tidak tepat pada mangkok karena kecepatan antara conveyor tidak
sama. Untuk menghindari hal ini perusahaan menggunakan tenaga karyawan
untuk mengatur atau meletakkan mie pada mangkok.
9.Penggorengan
Prinsip penggorengan mie adalah pengeringan mie basah dengan media
minyak goreng pada temperature tinggi sehingga mencapai kadar air tertentu
dengan tujuan membentuk mie kering yang matang, renyah, gurih, tahan lama,
dan siap dikemas. Mie yang dimasukkan ke dalam mangkok-mangkok
agar tidak mengembang melebihi ukuran yang diinginkan dan tidak mengapung
saat digoreng.
Mangkok-mangkok conveyor dilewatkan dalam penggorengan yang telah
berisi minyak yang telah dipanaskan. Penggorengan berbentuk memanjang sekitar
6 meter dan dilalui conveyor dengan kecepatan sangat lambat. Sebelum
penggorengan dimulai, minyak dipanaskan dulu dengan pipa-pipa panas yang
dipanaskan oleh uap panas dari boiler dengan tekanan 0,5 kg/cm2. Dibagian awal
penggorengan sekitar 1350C, dibagian tengah 1650C dan dibagian ujung 1500C.
Minyak yang telah dipakai untuk menggoreng lalu dialirkan kembali ke heat
exchanger, agar panasnya tetap. Lalu dipompakan kembali ke penggorengan.
Lama penggorengan sekitar 2 menit. Mie keluar dari penggorengan
dijatuhkan ke conveyor lain yang berbentuk jaring-jaring. Ini dimaksudkan untuk
meniriskan sisa minyak dari penggorengan.
10. Pendinginan
Potongan-potongan mie yang telah digoreng kemudian dibawa ke mesin
pedingin (cooling fan) dengan menggunakan conveyor. Pendinginan mie ini
dilakukan di dalam cooling box dengan menghembuskan udara kea rah mie
melalui kipas angin yang ditempatkan sedemikian rupa di dalam cooling box.
Adapun jumlah kipas angin yang berada dalam mesin pendingin adalah 20 unit.
Tujuan pendinginan mie adalah untuk mengeringkan minyak yang bersisa
saat penggorengan. Sehingga mie menjadi benar-benar kering dan tidak berbau
Temperatur ideal untuk produk akhir ialah pada temperature kamar atau suhu
sekitar 270C.
11.Pembungkusan
Setelah mie didinginkan dan keluar dari cooling fan, mie didistribusikan
oleh conveyor menjadi 2 jalur dan di bawa ke mesin pembungkus di bagian kiri
dan bagian kanan. Di pembungkusan, mie yang bergerak akan melewati operator
yang bertugas menyusun dan membenarkan letak mie berdasarkan panjangnya
dan memeriksa mie yang layak dibungkus. Operator pengisian mie memeriksa
agar setiap conveyor
Pada mesin pembungkus berisi mie. Selanjutnya operator pengisi bumbu
memasukkan bumbu ke setiap mie sesuai dengan rasa dan jenis mie dan kemudian
conveyor mie berjalan menuju pembungkus dimana plastik pembungkus telah ada
pada mesin tersebut. Mesin ini dilengkapi dengan sensor yang memberi nomor
produksi dari masing-masing mie dan tanggal penggunaan yang diperbolehkan.
12.Pengepakan
Dipengepakan, mie dikemas ke dalam karton-karton yang masing-masing
berisi 40 bungkus. Mie dimasukkan ke dalam karton dengan cara manual.
Kemudian karton atau kardus ditutup dengan selotip. selanjutnya dibawa ke
gudang bahan jadi untuk disimpan.
Di kotak karton dicantumkan jenis mie, isi karton, tanggal produksi, batas
tanggal pemakaian produk, kode produksi dan nama perusahaan.
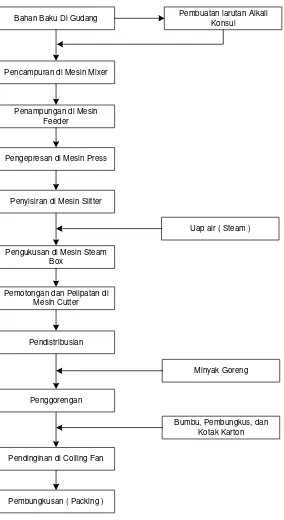
Blok Diagram dari urutan proses pembuatan mie instan ini dapat dilihat
Bahan Baku Di Gudang
Pencampuran di Mesin Mixer
Penampungan di Mesin Feeder
Pengepresan di Mesin Press
Pengukusan di Mesin Steam Box
Penyisiran di Mesin Slitter
Pemotongan dan Pelipatan di Mesin Cutter
Pendistribusian
Penggorengan
Pendinginan di Colling Fan
Pembungkusan ( Packing )
Pembuatan larutan Alkali Konsui
Uap air ( Steam )
[image:50.595.190.474.136.656.2]Bumbu, Pembungkus, dan Kotak Karton Minyak Goreng
Gambar 2.2. Urutan Proses Pembuatan Mie Instan di PT. Jakarana Tama
2.10. Mesin dan Peralatan
Mesin dan peralatan digunakan sebagai alat untuk memproduksi suatu
produk. PT. Jakarana Tama Cabang Medan dalam menjalankan aktivitas
produksinya menggunakan mesin – mesin yang sebagian besar buatan luar negeri.
Adapun spesifikasi mesin – mesin dan peralatan dapat dilihat pada Lampiran 2
2.10.1. Utilitas
Adapun unit – unit pendukung atau unit pembantu yang terdapat di
perusahaan antara lain adalah :
1. Uap (Steam)
Uap merupakan salah satu unit pendukung di bagian produksi. Uap yang
digunakan oleh pabrik dihasilkan oleh boiler. Uap adalah bentuk gas dari zat (air)
yang dalam kondisi normal tidak berbentuk gas. Yang dimaksud dengan uap
jenuh adalah uap yang suhunya sama dengan titik didih air. Uap yang terbentuk
pada saat air mendidih. Unsaturated adalah uap yang suhunya masih dibawah titik
didih air. Steam Boiler di PT. Jakarana Tama cabang Medan menggunakan uap
Saturated. Uap yang dihasilkan seluruhnya digunakan di bagian produksi yakni
untuk :
a. Proses pengukusan pada steam box, yang digunakan untuk memasak mie.
b. Proses penggorengan pada fryer, yang digunakan untuk memanaskan minyak
goring.
Di PT .Jakarana Tama terdapat dua boiler dengan kapasitas 10 ton/jam.
2. Air
Air memegang peranan penting dalam kelangsungan proses produksi.
Kegunaan air di perusahaan ini adalah :
a. Untuk proses produksi
b. Untuk keperluan boiler sebagai penghasil uap
c. Untuk keperluan laboratorium
d. Untuk kebutuhan karyawan
e. Untuk zat pendingin, pembersih dan perawatan instalasi.
Air yang digunakan di perusahaan adalah air yang berasal dari sumur bor
yang kemudian diolah sehingga memenuhi syarat-syarat kesehatan. Pengolahan
air ini disebut dengan water treatment. Pengolahan air dibagai menjadi dua tahap
yaitu :
1. Tahap pertama adalah eksternal water treatment yaitu pengolahan air hingga
dapat digunakan untuk pabrik, kantor dan keperluan lainnya.
2. Tahap kedua adalah internal water treatment yaitu pengolahan air hingga
dapat digunakan untuk boiler.
Kapasitas air sesuai dengan kapasitas tangki yaitu 20.000/jam. Kebutuhan
akan air sebesar 12.000 – 15.000/hari.
3. Listrik
a. Sumber Listrik dari PLN
Sumber tenaga utama yang diguankan berasal dari PLN, daya listrik yang
digunakan dibagi atas dua bagian besar yang dikontrol pada 2 (dua) panel
yang kedua daya listrik digunakan untuk bagian utilitas, kantor dan lain-lain.
Daya yang dibutuhkan dari PLN adalah 555KVA.
b. Mesin Listrik Tenaga Disel
Mesin ini dipersiapkan sebagai tenaga cadangan apabila pemutusan aliran
listrik dari PLN secara tiba-tiba. Terdapat 1 generator yang mempunyai
kapasitas 590 KVA, 472 kW dengan type Caperpilar seri 3412. Sedangkan
bahan bakar yang digunakan adalah solar.
4. Laboratorium
Pengadaan laboratorium di perusahaan ini merupakan suatu ketentuan
yang dikeluarkan untuk perusahaan-perusahaan yang bergerak di bidang industri
makanan. Aktivitas di laboratorium ini meliputi pemeriksaan mutu standar yang
dihasilkan dan pengadaan riset dalam menciptakan jenis produk baru dan
modifikasi produk yang telah ada sebagai usaha diffrensiasi pasar dalam
menghadapi persaingan.
Pemeriksaan standar mutu produk dilakukan dengan pemeriksaan bahan
baku yang digunakan, bahan setengah jadi dan barang jadi. Pemeriksaan terhadap
bahan-bahan baku dilakukan dengan menguji setiap jenis bahan yang digunakan
seperti tepung dan bahan-bahan tambahan. Untuk produk jadi dilakukan
pemeriksaan terhadap isi bungkus dari mie.
2.10.2. Safety dan Fire Protection
Dalam melaksanakan keselamatan karyawan dalam bekerja di PT.
1. Regu pemadam kebakaran yang terdiri atas karyawan
2. Tabung pemadam kebakaran yang diletakkan disetiap ruangan
3. Menyediakan pakaian kerja seperi masker, tpoi dan sarung tangan.
2.10.3. Pengolahan Limbah
Sistem dan proses penanganan limbah pada PT. Jakarana Tama
menghasilkan 3 (tiga) jenis limbah yaitu:
1. Limbah Gas
Limbah gas berupa asap yang keluar dari cerobong asap pabrik yang berasal
dari steam box dan fryer
2. Limbah Padat
Limbah padat berupa plastik, pecahan mie dan adonan. Limbah ini
dikumpulkan dalam suatu tempat, kemudian dibakar pada waktu tertentu
tergantung banyaknya tidaknya limbah, tetapi biasanya dilakukan setelah
habis produksi.
3. Limbah Cair
Limbah cair berupa minyak dari air steam. Proses pengolahan Limbah cair
ini melalui beberapa proses. Adapun tahapan pengolahan limbah yaitu sebagai
berikut:
a. Tahap I (Primary Treatment)
Pada fase ini dilakukan proses penambahan bahan kimia yaitu TCF dan
yang berbentuk cairan putih dan tidak berbau. Sedangkan TCN adalah
senyawa aluminium sulfat ( Al2(SO4)3) yang berguna untuk membuat
disperse yang selanjutnya air mengalami suatu pemisahan yaitu padatan
dan cairan. Di dalam bak ini terdapat baling-baling yang terus berputar
yang dapat mencapurkan TCN dan TCF serta limbah dengan konsentrasi
100 ml.
b. Tahap II (Second Treatment)
Tahap ini adalah proses kelanjutan dari tahap I. Dalam tahap ini terjadi
proses kontak dengan udara yang dilakukan oleh kincir untuk proses
penyegaran.
c. Tahap III (Third treatment)
Tahap ini merupakan tahap akhir. Dalam bak penampungan air tahap
terakhir ini, air dialirkan dalam dua aliran. Pertama, menuju kesebuah
kolam dan kedua, langsung ke saluran air yang akan menuju sungai.
Untuk memastikan bahwa air tidak tercemar oleh limbah yang
mengakibatkan habitat makhluk hidup di dalam air mati maka kebijkan
perusahaan memasukkan ikan kedalam kolam sebagai patokan apakah air
tercemar atau tidak.Apabila ikan yang berada dalam kolom mati berarti air
tersebut sudah tercemar dan apabila ikan tersebut hidup berarti airnya tidak
tercemar. Untuk meningkatkan kesejahteraan pada masyarakat di daerah tempat
tinggal berdirinya perusahaan PT.Jakarana Tama perusahaan tersebut mengambil
tenaga kerja dari penduduk sekitar pabrik. Adanya kebutuhan kerja ini
Munculnya kesempatan kerja tentu akan membuat pendapatan masyarakat
meningkat. Kebutuhan tenaga kerja dalam proses konstruksi biasanya
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi1
Perencanaan produksi merupakan perencanaan tentang produk apa dan
berapa yang akan diproduksi oleh perusahaan yang bersangkutan dalam satu
periode yang akan datang. Perencanaan produksi merupakan bagian dari
perencanaan operasional di dalam perusahaan. Dalam penyusunan perencanaan
produksi, hal yang perlu dipertimbangkan adalah adanya optimasi produksi
sehingga akan dapat dicapai tingkat biaya yang paling rendah untuk pelaksanaan
proses produksi tersebut.
Perencanaan produksi juga dapat didefinisikan sebagai proses untuk
memproduksi barang-barang pada suatu periode tertentu sesuai dengan yang
diramalkan atau dijadwalkan melalui pengorganisasian sumber daya seperti
tenaga kerja, bahan baku, mesin dan peralatan lainnya. Perencanaan produksi
menuntut penaksir atas permintaan produk atau jasa yang diharapkan akan
disediakan perusahaan di masa yang akan datang. Dengan demikian, peramalan
merupakan bagian integral dari perencanaan produksi.
3.1.1. Tujuan Perencanaan Produksi
Tujuan perencanaan produksi adalah :
1
Agus Ahyari, 1992. Manajemen Produksi: Perencanaan Sistem Produksi, BPFE,
1. Sebagai langkah awal untuk menentukan aktifitas produksi yaitu sebagai
referensi perencanaan lebih rinci dari rencana agregat menjadi item-item
dalam jadwal induk produksi.
2. Sebagai masukan perencanaan sumber daya sehingga perencanaan sumber
daya dapat dikembangkan untuk mendukung perencanaan produksi.
3. Meredam (stabilisasi) produksi dan tenaga kerja terhadap fluktuasi
permintaan (demand).
3.1.2. Karakteristik Perencanaan Produksi
Manajemen dapat memfokuskan seluruh tingkat produksinya tanpa harus
terperinci, dengan menyusun perencanaan produksi dalam kelompok produk atau
famili (agregate). Satuan unit yang dipakai dalam perencanaan produksi
bervariasi dari satu pabrik ke pabrik yang lain. Hal ini bergantung dari jenis
produk seperti : ton, liter, kubik, jam mesin, atau jam orang. Jika satuan unit
sudah ditetapkan maka faktor konversi dapat ditetapkan sebagai alat komunikasi
dengan departemen lainya seperti bagian pemasaran dan akuntansi.
Satuan unit diatas harus dikonversikan dalam bentuk satuan rupiah.
Disamping itu juga faktor konversi diperlukan untuk menerjemahkan perencanaan
produksi ke jadwal induk produksi. Perencanaan produksi mempunyai waktu
perencanaan yang cukup panjang, biasanya 5 tahun. Rencana ini digunakan untuk
3.2. Pengendalian Produksi
Pengendalian Produksi dilakukan dengan tujuan untuk mendapatkan hasil
yang sesuai dengan apa yang direncanakan, baik mengenai jumlah, kualitas, harga
mapun waktunya. Menurut Agus Ahyari (1992), pengendalian produksi bila
ditinjau secara terperinci maka akan dapat terlihat masing-masing, yaitu :
1. Pengendalian proses produksi
Pengendalian produksi ini akan menyangkut beberapa masalah tentang
perencanaan dan pengawasan dari proses produksi dalam suatu perusahaan.
Produk apa dan berapa yang akan diproduksi pada suatu periode yang akan
datang, bagaimana penyelesaian produksinya, kapan proses tersebut
seharusnya akan dimulai, dan kapan proses tersebut seharusnya sudah
selesai dan lain sebagainya.
2. Pengendalian bahan baku
Bahan baku dalam suatu perusahaan merupakan unsur yang sangat penting
dalam perusahaan. Ketiadaan bahan baku dalam suatu perusahaan, akan
berarti berhentinya proses produksi dari dalam perusahaan yang
bersangkutan. Oleh karena itu, didalam perusahaan tersedianya persediaan
bahan baku untuk keperluan proses produksi merupakan suatu hal yang
mutlak diperlukan.
3. Pengendalian tenaga kerja
Tenaga kerja langsung yang benar-benar mengenai pelaksanaan produksi
dalam suatu perusahaan ini akan mempunyai peranan yang cukup penting
4. Pengendalian kualitas
Kualitas produk mempunyai peranan yang cukup penting didalam rangka
usaha untuk mempetahankankan kelangsungan hidup dari perusahaan.
Berproduksi tanpa memperhatikan kualitas hasil produksinya, akan
berakibat terhadap terancanmya perusahaan tersebut pada masa yang akan
datang.
5. Pengendalian biaya produksi
Biaya produksi yang dikelarkan dalam perusahaan yang melaksanakan
proses produksi dalam perusahaanya perlu untuk direncanakan dan
dikendalikan sebaikbaiknya. Tingginya harga pokok produksi akan
berakibat pada tingginya harga pokok penjualan produk perusahaan,
sehingga perusahaan akan mengalami berbagai kesulitan sehubungan
dengan harga pokok penjualan yang tinggi tersebut.
6. Pengendalian pemeliharaan peralatan
Penggunaan sarana dan fasilitas produksi yang terus menerus, apabila tidak
didukung dengan pemeliharaan yang memadai akan berakibat timbulnya
kerusakan dari peralatan produksi yang dipergunakan tersebut dalam waktu
yang relatif singkat.
3.3. Produksi Optimal
3.3.1. Pengertian Produksi Optimal
Produksi optimal adalah suatu ukuran terhadap berapa banyak jenis barang
menggunakan sejumlah kapasitas dari faktor-faktor produksi yang tersedia dengan
memperoleh hasil yang optimal, baik secara kualitatif maupun kuantitatif.
Keputusan untuk menentukan produksi yang optimal harus dilakukan secara
teliti dan cermat dengan memperhatikan faktor-faktor produksi yang tersedia agar
dalam proses produksi tidak mengalami kelebihan atau kekurangan produk.
3.3.2 Faktor-faktor Yang Membatasi Produksi Optimal
Untuk memproduksi suatu barang atau jasa diperlukan adanya faktor-faktor
produksi yang meliputi bahan baku, tenaga kerja, modal dan teknologi. Adapun
faktor-faktor yang membatasi produksi optimal antara lain:
1. Bahan Baku
Jumlah bahan dasar merupakan salah satu faktor pembatas dalam
menentukan jumlah barang yang akan diproduksi. Kegiatan produksi tidak
akan berjalan dengan lancar apabila jumlah bahan dasar yang dibutuhkan
dalam proses produksi melebihi kemampuan perusahaan dalam penyediaan
bahan baku. Dalam penyediaan bahan baku perlu suatu perencanaan yang
cermat sehingga tidak terjadi kekurangan atau kelebihan bahan baku.
Karena kekurangan atau kelebihan bahan baku akan merugikan perusahaan.
2. Kapasitas Mesin
Kapasitas mesin adalah alat yang dimiliki perusahaan dalam memproduksi
barang/jasa. Suatu perusahaan tidak mungkin memproduksi melebihi
bahan baku yang tersedia banyak. Adalah hal yang penting untuk
memperhatikan kapasitas dari mesin agar kelancaran produksi tidak
terganggu. Disamping itu mesin-mesin juga memerlukan perawatan yang
baik agar mesin mampu digunakan sesuai umur ekonomisnya.
3. Tenaga Kerja
Jumlah tenaga kerja sangat erat kaitanya dengan kelancaran produksi, sebab
tenaga kerja ini secara langsung akan melaksanakan kegiatan produksi. Bila
jumlah tenaga kerja yang ada tidak mencukupi untuk menghasilkan jumlah
barang yang direncanakan, maka produksi akan terhambat atau bisa juga
kualitas barang yang dihasilkan tidak sesuai dengan standar yang
ditetapkan. Dan bila jumlah tenaga kerja terlalu berlebih dari yang
diperlukan, maka akan menimbulkan beban biaya terutama untuk
perusahaan yang memerlukan tenaga kerja ahli, oleh karena itu penanganan
tenaga kerja harus dilakukan dengan cermat.
4. Modal/Dana
Modal merupakan sumber dana atau pembiayaan dari pengeluaran
perusahaan dalam memproduksi suatu barang. Modal yang tersedia
merupakan batasan kemampuan bagi perusahaan dalam berproduksi. Dalam
perencanaan produksi perlu diperhatikan seberapa besar kemampuan
perusahaan dalam penyediaan dana/modal.
5. Permintaan Pasar
Untuk mengetahui permintaan pasar dapat dilakukan dengan peramalan
peramalan, perusahaan dapat memprediksikan berapa permintaan pasar pada
masa-masa yang akan datang. Peramalan penjualan menentukan berapa
besarnya masing-masing produk yang dapat dijual pada tingkat harga
tertentu.
3.4. Peramalan
3.4.1. Konsep Dasar Peramalan
Peramalan merupakan tahap awal dari perencanaan dan pengendalian
produksi. Pada tahap ini ingin diketahui bagaimana keadaan pada masa yang akan
mendatang. Keadaan masa yang akan datang mencakup:
a. Apa yang dibutuhkan (jenis).
b. Berapa yang dibutuhkan (jumlah/kuantitas).
c. Kapan dibutuhkan (waktu).
Tujuan dibuatnya peramalan yaitu untuk meredam ketidakpastian,
sehingga diperoleh suatu perkiraan yang mendekati keadaan sebenarnya.
Peramalan merupakan bagian awal dari suatu proses pengambilan keputusan.
Sebelum melakukan peramalan harus diketahui terlebih dahulu apa persoalan
dalam pengambilan keputusan itu.
a. Apa yang diramalkan artinya menentukan variabel apa yang dipakai dalam
peramalan.
b. Seberapa jauh ketelitian yang diinginkan.
c. Periode peramalan yaitu satuan yang dipakai pada data yang akan digunakan
d. Horizon peramalan yaitu seberapa jauh peramalan akan dilakukan.
e. Interval peramalan yaitu selang waktu dimana peramalan direvisi, setelah data
aktual muncul. Biasanya interval peramalan sama dengan periode peramalan.
3.4.2. Pendefinisian Tujuan Peramalan
Tujuan peramalan dilihat dengan waktu:
a. Jangka pendek (short term)
Menentukan kuantitas dan waktu dari item dijadikan produksi. Biasanya
bersifat harian ataupun mingguan dan ditentukan oleh low management.
b. Jangka menengah (medium term)
Menentukan kuantitas dan waktu dari kapasitas produksi. Biasanya bersifat
bulanan ataupun kuartal dan ditentukan oleh middle management.
c. Jangka panjang (long term)
Menentukan kuantitas dan waktu dari fasilitas produksi. Biasanya bersifat
tahunan, 5 tahun, 10 tahun, ataupun 20 tahun dan ditentukan oleh top
management.
3.4.3. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria yang penting, antara
lain akurasi, biaya, dan kemudahan. Penjelasan dari kriteria-kriteria tersebut
1. Akurasi
Akurasi dari suatu peramalan diukur dengan hasil kebiasaan dan konsistensi
peramalan tersebut. Hasil peramalan dikatakan bias bila peramalan tersebut
terlalu tinggi atau telalu rendah dibanding dengan kenyataan yang sebenarnya
terjadi. Hasil peramalan dikatakan konsisten jika besarnya kesalahan
peramalan relatif kecil. Peramalan yang terlalu rendah akan mengakibatkan
kekurangan persediaan sehingga permintaan konsumen tidak dapat dipenuhi
segera, akibatnya perusahaan kemungkinan kehilangan pelanggan dan
keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan
terjadinya penumpukan barang/ persediaan, sehingga banyak modal
tersia-siakan. Keakuratan hasil peramalan berperan dalam menyeimbangkan
persediaan ideal.
2. Biaya
Biaya yang diperlukan dalam pembuat