BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sentaplas berdiri pada tahun 1978. PT. Sentaplas adalah perusahaan yang bergerak didalam bidang produksi plastik yang sudah banyak memproduksi
berbagai jenis plastik. Jenis plastik yang dihasilkan adalah platik PP
(Poly Propylene), plastik PE (Poly Ethylene) dan plastik HD (High
Density).
PT. Sentaplas pertama sekali masih mengerjakan produknya dengan menggunakan tenaga manual (tangan). Pada awal pendirian perusahaan ini, tenaga kerja yang digunakan hanya beberapa orang saja dan modal hanya terbatas dari pimpinan perusahaan saja. PT.Sentaplas memiliki 170 pekerja yang terbagi disetiap stasiun kerja dengan kapasitas produksi ± 116.790Kg plastik/bulan. Hasil produksi perusahaan di pasarkan didaerah Sumatera Utara dan Sumatra Barat. Pada saat ini perusahaan beroperasi di atas tanah dengan luas ± 1 hektar yang terdiri dari beberapa departemen .
PT. Sentaplas mengalokasikan hasil produksi untuk
pabrik-pabrik dan konsumsi masyarakat yang telah dipesan oleh
distributor. Perusahaan ini menerima pesanan-pesanan dari
2.2. Ruang Lingkup Bidang Usaha
PT. Sentaplas memproduksi 3 jenis plastik yaitu plastik PP
(Poly Propylene), plastik PE (Poly Ethylene) dan plastik HD (High
Density) dengan ukuran yang sangat beragam dan dapat disesuaikan
dengan kebutuhan konsumen.
2.3. Lokasi Perusahaan
Lokasi pabrik PT. Sentaplas berkedudukan di Jalan Penampungan No. 8,
Kecamatan Namorambe, Kabupaten Deli Serdang, Sumatera Utara.
2.4. Daerah Pemasaran
Hasil Produksi PT. Santaplas dipasarakan ke beberapa daerah di Sumatra Utara dan Sumatra Barat dengan berbagai permintaan yang berbeda.
Kantong plastik yang diproduksi dipasarkan untuk memenuhi kebutuhan para konsumen. Selain jenis dan ukurannya yang sudah ditetapkan pabrik juga menerima pesanan dengan ukuran yang berbeda apalabila memungkinkan untuk diproduksi.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
segi pelaksanannya dimana karyawan menerima perintah dari beberapa orang atasan.
Setiap karyawan yang bekerja di PT.Sentaplas harus memiliki keterampilan, pemahaman, kesadaran, jadwal, dan target untuk setiap pekerjaan yang diberikan oleh atasannya.
Struktur organisasi di PT.Sentaplas dapat dilihat pada Gambar 2.1.
Kabag Pembelian Bahan Baku
Kabag Produksi Kabag Kabag Pemasaran
Administrasi Kabag Umum
Factory Manager Office Manager
Gambar 2.1. Struktur Organisasi PT. Sentaplas
2.5.2. Pembagian Tugas dan Tanggung Jawab
menduduki jabatan tersebut yang mampu menjalankan tugas, wewenang dan tanggung jawab yang akan diberikan pada masing-masing jabatan yang berada di PT.Sentaplas. Uraian tanggung jawab dan wewenang untuk masing-masing jabatan pada PT. Sentaplas dapat dilihat pada Tabel 2.1.
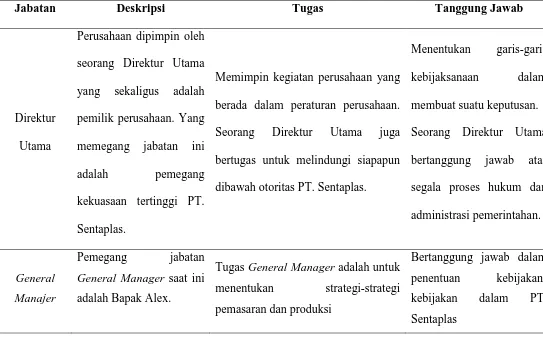
Tabel 2.1. Tugas dan Tanggung Jawab pada PT. Sentaplas
Jabatan Deskripsi Tugas Tanggung Jawab
Direktur Utama
Perusahaan dipimpin oleh seorang Direktur Utama yang sekaligus adalah pemilik perusahaan. Yang memegang jabatan ini adalah pemegang kekuasaan tertinggi PT.
Sentaplas.
Memimpin kegiatan perusahaan yang berada dalam peraturan perusahaan. Seorang Direktur Utama juga bertugas untuk melindungi siapapun dibawah otoritas PT. Sentaplas.
Menentukan garis-garis
kebijaksanaan dalam membuat suatu keputusan.
Seorang Direktur Utama bertanggung jawab atas segala proses hukum dan administrasi pemerintahan.
General Manajer
Pemegang jabatan General Manager saat ini
adalah Bapak Alex.
Tugas General Manager adalah untuk menentukan strategi-strategi pemasaran dan produksi
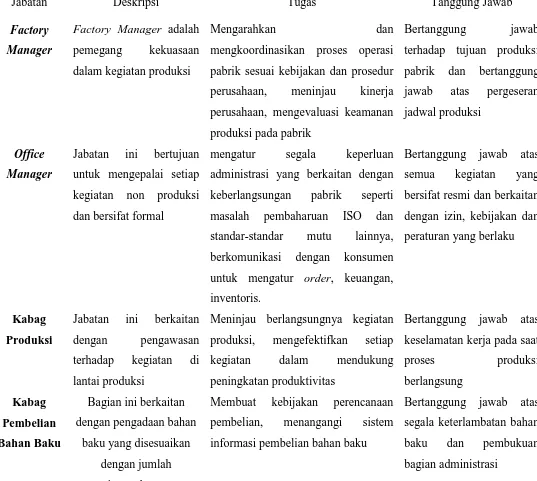
Tabel 2.1. Tugas dan Tanggung Jawab pada PT. Sentaplas (Lanjutan)
Jabatan Deskripsi Tugas Tanggung Jawab
Factory
Manager
Factory Manager adalah pemegang kekuasaan dalam kegiatan produksi
Mengarahkan dan mengkoordinasikan proses operasi
pabrik sesuai kebijakan dan prosedur perusahaan, meninjau kinerja perusahaan, mengevaluasi keamanan produksi pada pabrik
Bertanggung jawab terhadap tujuan produksi pabrik dan bertanggung jawab atas pergeseran jadwal produksi
Office
Manager
Jabatan ini bertujuan untuk mengepalai setiap kegiatan non produksi dan bersifat formal
mengatur segala keperluan administrasi yang berkaitan dengan keberlangsungan pabrik seperti masalah pembaharuan ISO dan standar-standar mutu lainnya, berkomunikasi dengan konsumen untuk mengatur order, keuangan, inventoris.
Bertanggung jawab atas semua kegiatan yang bersifat resmi dan berkaitan dengan izin, kebijakan dan peraturan yang berlaku
Kabag Produksi
Jabatan ini berkaitan dengan pengawasan terhadap kegiatan di lantai produksi
Meninjau berlangsungnya kegiatan produksi, mengefektifkan setiap kegiatan dalam mendukung peningkatan produktivitas
Bertanggung jawab atas keselamatan kerja pada saat
proses produksi berlangsung
Kabag Pembelian Bahan Baku
Bagian ini berkaitan dengan pengadaan bahan
baku yang disesuaikan dengan jumlah permintaan konsumen
Membuat kebijakan perencanaan pembelian, menangangi sistem informasi pembelian bahan baku
Bertanggung jawab atas segala keterlambatan bahan
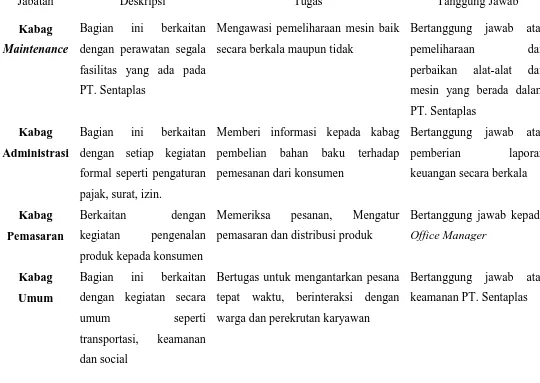
Tabel 2.1. Tugas dan Tanggung Jawab pada PT. Sentaplas (Lanjutan)
Jabatan Deskripsi Tugas Tanggung Jawab
Kabag Maintenance
Bagian ini berkaitan dengan perawatan segala fasilitas yang ada pada PT. Sentaplas
Mengawasi pemeliharaan mesin baik secara berkala maupun tidak
Bertanggung jawab atas
pemeliharaan dan perbaikan alat-alat dan
mesin yang berada dalam PT. Sentaplas
Kabag Administrasi
Bagian ini berkaitan dengan setiap kegiatan formal seperti pengaturan pajak, surat, izin.
Memberi informasi kepada kabag pembelian bahan baku terhadap pemesanan dari konsumen
Bertanggung jawab atas
pemberian laporan keuangan secara berkala
Kabag Pemasaran
Berkaitan dengan kegiatan pengenalan produk kepada konsumen
Memeriksa pesanan, Mengatur pemasaran dan distribusi produk
Bertanggung jawab kepada Office Manager
Kabag Umum
Bagian ini berkaitan dengan kegiatan secara
umum seperti transportasi, keamanan
dan social
Bertugas untuk mengantarkan pesana tepat waktu, berinteraksi dengan warga dan perekrutan karyawan
Bertanggung jawab atas keamanan PT. Sentaplas
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
PT. Sentaplas memiliki tenaga kerja sebanyak 170 orang karyawan yang tetap tidak termasuk Direktur Utama, Manajer dan Kepala Bidang Bagian. Jumlah jam kerja kantor bagian office (Atminitrsasi, Pemasaran dan Umum) pada hari senin sampai jumat adalah:
- Pukul 13.00 – 17.00 waktu kerja
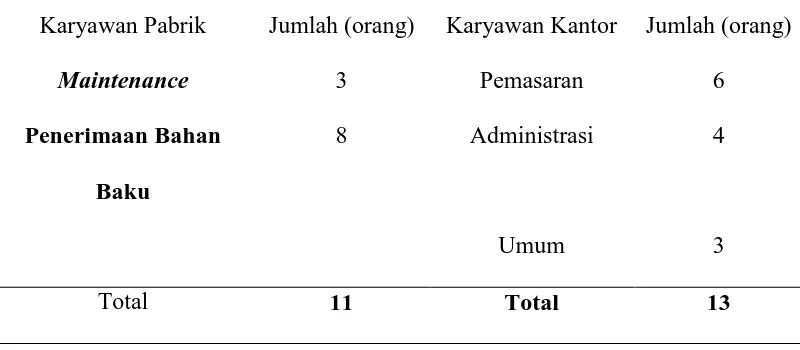
Tabel 2.2. Karyawan Pabrik dengan Sistem Kerja Non Shift
Karyawan Pabrik Jumlah (orang) Karyawan Kantor Jumlah (orang)
Maintenance 3 Pemasaran 6
Penerimaan Bahan Baku
8 Administrasi 4
Umum 3
Total 11 Total 13
Jumlah pekerja pada bagian produksi terdiri atas 3 shift, dimana jam kerjanya adalah 7 jam/hari dan jam istirhat 1 jam/hari pada hari senin – minggu. Shift 1 Pukul 07.00 – 12.00 waktu kerja
Pukul 12.00 – 13.00 waktu istirahat Pukul 13.00 – 15.00 waktu kerja Shift 2 Pukul 15.00 – 19.00 waktu kerja
Pukul 19.00 – 20.00 waktu istirahat Pukul 20.00 – 23.00 waktu kerja Shift 3 Pukul 23.00 – 03.00 waktu kerja
Pukul 03.00 – 04.00 waktu istirahat Pukul 04.00 – 07.00 waktu kerja
Tabel 2.3. Perincian Jumlah Tenaga Kerja di PT. Sentaplas Karyawan Pabrik
Bagian Produksi
Produksi Masak 18 18 18 54
Pemotongan 35 35 70
Printing 6 6 16
Pembolongan 3 3 6
Total 146
2.6. Proses Produksi
Proses produksi merupakan suatu cara, metode maupun teknik menghasilkan atau menambah nilai dari suatu barang/ jasa menggunakan sumber daya tertentu seperti tenaga kerja, mesin, peralatan dan dana sehingga keluaran (Output) memiliki manfaat yang lebih baik. Dalam Pengolahan atau pengubahan pada proses tersebut dapat terjadi secara fisik maupun non fisik yang berupa perubahan bentuk, dimensi serta sifat. Nilai tambah iala suatu nilai keluaran yang bertambah baik secara fungsional dan ekonomis.
2.6.1. Standar Mutu Bahan/Produk
PT. Santaplas telah menetapkan standar dalam bahan baku yakni berbentuk bijih yang telah disesuaikan dengan tingkat kebutuhan bahan baku dan SNI (Standard Nasional Indonesia). Bahan baku yang digunakan adalah bahan baku import yang telah memiliki lisensi penggunaan aman bagi perusahaan plastik. Standar berikut ini telah diikuti PT. Sentaplas dimana standar ini merupakan SNI No.7188 , 7 : 2011. Standar ini menetapkan syarat mutu dan cara uji dari tangki air plastik yang dibuat dari plastik PP dari bentuk serbuk, granul atau pelet yang digunakan untuk penampungan air berbentuk silinder vertikal. Syarat mutu yang ditentukan dalam standar ini meliputi bahan, bau dan rasa, ukuran, densitas, temperatur pelunakan , kuat tarik pada beban luluh (tensile strength at yield), regang putus dan kuat impak izod(izod impact strength). Beberapa persyaratan mutu yang perlu diperhatikan adalah produk ini tidak boleh berbau dan berasa, ketebalan tangki bervariasi mulai dari 4 mm hingga 15 mm disesuaikan dengan ukuran kapasitas nominal tangki, toleransi ukuran yang diberikan kurang lebih 3% dan regang putus plastik minimum 300 %. Penggunaan standar ini tidak berdiri sendiri, perlu mengacu standar lain yang dicantumkan.
2.6.2. Bahan yang Digunakan
(polypropylene) tipe III dikelompokkan menjadi bahan baku, bahan penolong, dan bahan tambahan.
2.6.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi untuk menghasillkan sebuah produk jadi. Bahan baku yang digunakan oleh PT.Sentaplas adalah pellet atau bijih plastik import. Bijih plastik didapat dari penyulingan minyak bumi. Bahan baku yang digunakan adalah bijih plastik yaitu PolyPropylene.
Gambar 2.2. Bijih Plastik PolyPropylene
2.6.2.2.Bahan Penolong
1.Zat Pewarna atau pigmen pewarna sebagai bahan untuk membuat plastik menjadi lebih bening.
2.CH3 (polipropilena) menambahkan sifat polipropilena pada plastik.
3.Parafin sebagai bahan untuk membantu pembentukan dalam proses produksi
4.CH2 (polietilena) menambahkan sifat polietilena pada plastik.
5.Potreleum digunakan untuk menambah nilai kepadatan suatu plastik 6.Air sebagai pelarut dan pencampuran zat zat kimia
2.6.2.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakann dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah sebagai berikut :
1. Timbangan digital digunakan untuk mengukur berat plastik yang akan di kemas,
2. Kardus digunakan sebagai tempat plastic yang sudah siap dipasarkan. 3. Lakban digunakan untuk menguatkan kemasan kardus pada saat
penyimpanan di gudang dan pada saat pemasaran.
2.7. Uraian Proses
Uraian proses pembuatan kantong plastik di PT. Sentaplas adalah sebagai berikut:
1. Proses Pencampuran
Tahap ini adalah tahap dimana bijih plastik telah diterima oleh perusahaan dan melewati tahap pengujian mutu oleh departemen Quality Assurance,yang dibawah dari gudanag bahan baku ke tempat produksi yang akan dicampur dengan bahan-bahan seperti zat pewarna, CH3 ,
paraffin, CH2 , potreleum, dan air yang dimasukkan kedalam corong mesin
injeksi yang sudah dipanaskan selama 4 jam. 2. Proses Pembentukan Plastik
a. Hopper
Bahan-bahan yang telah dimasukkan kedalam mesin injeksi berada dibagian hopper agar menjaha kelembapan material plastik sebab apabila kandungan air terlalu besar pada udara dapat menyebabkan hasil injeksi yang tidak bagus.
b. Barrel
Setelah dari Hopper material plastik masuk kebagian barrel yang menjaga aliran plastik ketika dipanasi oleh heater.
Screw berfungsi untuk mengalirkan plastik dari hopper ke nozzle, ketika screw berputar material dari hopper akan tertarik mengisi screw yang selanjutnya dipanasi lalu didorong ke nozzle.
d. Nonreturn Valve
Berfungsi untuk menjaga aliran plastik yang telah meleleh agar tidak kembali saat screw berhenti berputar.
e. Inejction Process Mechanism
Bahan baku untuk injeksi berupa bijih plastik yang berupa butiran-butiran kecil yang sudah dicampur tersebut dimasukkan kedalam hopper yang akan dipanaskan didalam barrel, selanjutnya screw berputar dan mengalirkan plastik yang mulai meleleh, saat plastik akan diinjeksi oleh nozzle sehingga plastik menjadi gulungan lembaran-lembaran sesuai mall yang telah ditentukan.
3. Proses Finishing
Tahap pada proses finishing adalah sebagai berikut : a. Pemotongan
Plastik yang sudah digulung dibawah ketempat pemotongan dan dipotong dengan mesin pemotong lalu plastik dipotong sesuai spesifikasi pemesanan dan ditumpuk hingga beratnya 1 kg kemudian diikat dan dibawa ketempat pengemasan
b. Inspeksi
c. Proses packing
Setelah plastik diinspeksi dan dinyatakan bermutu maka selanjutnya dikemas kiloan kemudian ditumpuk dalam ukuran 25 kg dan 35 kg dikemas didalam goni dan dijahit lalu disimpan digudang bahan jadi yang diap disalurkan.
2.8. Mesin dan Peralatan 2.8.1. Mesin
Mesin produksi adalah semua mesin yang secara langsung berperan dalam proses produksi. Beberapa mesin yang digunakan oleh PT.Sentaplas yaitu : 1. Mesin PolyPropylene
Mesin PolyPropylene adalah mesin yang digunakan untuk memproduksi plastik polyPropylene . Pada PT.Sentaplas terdapat 50 buat mesin Polyproplene.
Spesifikasi mesin injeksi Polypropylene:
a. Tipe : SZJP 1500B
b. Kapasitas : 100 - 450 kg/h c. Ketebalan produk : 0,3 mm – 1,0 mm d. Minimum ketebalan : 0,08 mm – 0,3 mm e. Sirkulasi air pendingin : 80 L / min
f. Total daya : 125 kw
g. Dimensi : 15 x 2,5 x 2,8 m h. Sekrup diameter : 120 mm
Gambar 2.3. Mesin Poly Propylene
2. Mesin Pemotong
Mesin pemotong berfunsi untuk melakukan pemotongan plastik dari bentuk gulungan menjadi beberapa lembaran. Pada PT.Sentaplas memiliki 35 buah mesin pemotong. Setiap mesin terdapat seorang operator yang mengendalikan bekerjanya mesin.
Spesifikasi mesin pemotong yaitu :
a. Kapasitas : 300 kg/hari b. Bahan pisau : Baja
c. Lebar potong : 6 cm – 65 cm
d. Daya : 750 watt
Gambar 2.4. Mesin Pemotong
3. Mesin Print
Mesin print berfungsi untuk membuat bookmark ataupun penanda merk pada plastik sehingga dapat didesain sesuai keinginan konsumen. Pada PT.Sentaplas memiliki 5 mesin print. Mesin print dapat menghasilkan 6 warna yang berbeda.
Spesifikasi mesin print yaitu :
a. Tipe : WTPR- 61000
b. Lebar maksimal material : 1000 mm c. Maksimal diameter roller : 450 mm d. Kapasitas produksi : 5 – 50 m / min
e. Total daya : 18 kw
f. Dimensi : 3,9 x 2,06 x 2,95 m g. Warna yang dihasilkan : 6 warna
Gambar 2.5. Mesin Print
4. Mesin Pembolong (Pon)
Mesin pembolong ini digunakan untuk melubangi permukaan plastic seperti lubang tangan pada plastik assoy dan untuk keperluan lainnya. Pada PT. Sentaplas
memiliki sebuah mesin pembolong yang bekerja otomatis. Spesifikasi mesin pembolong yaitu :
a. Lebar maksimal : 20 cm b. Kapasitas produksi : 300 sheet
c. Total daya : 18 kw
Gambar 2.6. Mesin Pembolong
2.8.2. Peralatan
Peralatan yang digunakan di PT.Sentaplas adalah sebagai berikut : 1. Timbangan Digital
Timbangan digital berfungsi untuk mengukur berat plastik yang akan dikemas serta menimbang berat awal bahan baku yang digunakan.
Spesifikasi timbangan digital yaitu :
a. Tipe : A12E
b. Kapasitas : 500 kg
c. Platform : 60 cm x 80 cm
Gambar 2.7. Timbangan Digital
2. Cutter
Cutter ini digunakan untuk membantu proses pengemasan. Cutter dapat dilihat pada Gambar 2.12.
Gambar 2.8 Cutter
3. Ember
Ember ini digunakan dalam proses pencampuran pigmen warna dengan bijih plastik.
Gambar 2.9. Ember 4. Beko (Kereta Sorong )
Kereta sorong digunakan pada saat proses pengangkatan plastik yang telah dikemas 25-35 kg ke gudang.
Spesifikasi kereta sorong yaitu :
a. Tipe : WB- 6400
b. Kapasitas : 130 kg
c. Dimensi : 140 x 68 x 52 cm
Kereta sorong dapat dilihat pada Gambar 2.14.
Gambar 2.10. Beko