RANCANGAN PERBAIKAN PROSES PRODUKSI MAIN
SHAFT DENGAN LEAN MANUFACTURING UNTUK
MENINGKATKAN PRODUKTIVITAS DI PT APINDOWAJA
AMPUH PERSADA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dariSyarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh: ZULHAM NIM. 070403096
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Kuasa, atas
berkat dan karunia-Nya sehingga penulis dapat menyelesaikan Laporan Tugas
Akhir ini dengan baik.
Laporan Tugas Akhir ini berjudul “RANCANGAN PERBAIKAN PROSES PRODUKSI MAIN SHAFT DENGAN LEAN MANUFACTURING UNTUK MENINGKATKAN PRODUKTIVITAS PT. APINDOWAJA AMPUH PERSADA”.
Akhirnya, dengan keterbatasan yang ada penulis menyadari bahwa
penyusunan laporan ini belum sempurna sehingga memerlukan perbaikan dan
penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik atau saran yang
membangun dalam penyempurnaan laporan ini.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
November 2013
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapat bimbingan dan
dukungan dari berbagai pihak, baik berupa materi, spiritual, informasi maupun
administrasi. Oleh karena itu selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT. selaku Skretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Bapak Dr. Ir. Nazaruddin Matondang, MT. selaku Dosen Pembimbing I dan
Bapak Ikhsan Siregar, ST., M.Eng. selaku Dosen Pembimbing II dalam
pelaksanaan Tugas Sarjana yang telah memberikan banyak pengajaran baru
bagi penulis dan memberikan motivasi yang sangat berharga.
4. Bapak Sofyan Tantono selaku Direktur PT. Apindowaja Ampuh Persada yang
telah memberikan izin penelitian dan Bapak Gultom selaku Kepala Produksi
PT. Apindowaja Ampuh Persada yang memberikan arahan mengenai
perusahaan serta seluruh jajaran dan staff yang telah banyak membantu
memberikan informasi yang dibutuhkan oleh penulis dalam melaksanakan
Tugas Sarjana ini.
5. Ayahanda Sardi dan Ibunda Jamiem yang telah memberikan banyak nasehat
dan pengorbanan selama menyelesaikan Tugas Akhir dan telah merawat
6. Staff pegawai Biro Rektor Bang Hadi Wibowo, ST., dan staff pegawai
Departemen Teknik Industri Bang Nurmansyah, Bang Kumis, Bang Mijo, Bu
Ani dan Kak Rahma terimakasih atas bantuannya dalam masalah administrasi
untuk melaksanakan Tugas Sarjana ini.
7. Muhammad Firdaus dan Mushawir Masril yang telah banyak membantu
pengurusan berkas selama penulis pemulihan pasca oprasi.
8. Febi Ardani, Dara Muthia, Nadia Widanty, Nurhayati, Bagus E. Prayitno,
Fakhrurrrozi, Ramadani, Oloan Simorangkir, Danu jaya, Sofyan, Edgard yang
telah banyak membantu memberikan masukan.
9. Muhammad ikhsan yang telah banyak membantu berkenan memberikan
tempat tinggal pasca kecelakaan.
10. Imam Fadila Mukti, M. Deflin dan Amas Putra yang telah bersedia menemani
selama penelitian di perusahaan.
11. Zaki dan Pinta yang selalu banyak menghibur selama di toko Kaizen Perfume.
12. Teman-teman Teknik Industri angkatan 2007 (KOSTUTI) yang selalu setia
memberikan semangat yang luar biasa selama pengerjaan Tugas Sarjana ini
serta membagikan kepada penulis makna karya ini terhadap pengembangan
dunia pendidikan.
13. Orang-orang disekeliling penulis yang tidak dapat disebutkan satu per satu
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi ABSTRAK
I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Rumusan Masalah ... I-3
1.3 Tujuan Penelitian ... I-4
1.4 Manfaat Penelitian ... I-5
1.5 Asumsi dan Batasan Masalah ... I-5
1.6 Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2.1 Struktur Organisasi Perusahaan ... II-2
2.2.2 Uraian Tugas dan Tanggung Jawab ... II-2
2.2.3 Tenaga Kerja dan Jam Kerja ... II-8
2.2.4 Sistem Pengupahan dan Fasilitas Lainnya ... II-10
2.3 Proses Produksi ... II-10
2.3.1 Bahan Baku ... II-11
2.3.2 Bahan Penolong ... II-11
2.3.3 Bahan Tambahan ... II-11
2.3.4 Standar Mutu Bahan Baku ... II-12
2.3.5 Standar Mutu Produk ... II-13
2.3.6 Mesin dan Peralatan ... II-14
2.3.7 Utilitas ... II-15
2.3.8 Uraian Proses Produksi ... II-15
III LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5.1 Cara Kerja Kanban ... III-10 3.5.2 Aturan-Aturan Dalam Kanban ... III-11 3.6 Produktivitas ... III-12
3.7 Pengukuran Waktu ... III-14
3.7.1 Stopwatch Time Study ... III-14 3.7.2 Penyesuaian ... III-16
3.7.3 Kelonggaran (Allowance) ... III-27 3.8 Hasil Penelitian Terdahulu ... III-28
IV METODOLOGI PENELITIAN ... IV-1
4.1 Jenis Penelitian ... IV-1
4.2 Lokasi Penelitian ... IV-1
4.3 Kerangka Konseptual ... IV-1
4.3.1 Definisi Variabel Operasional ... IV-2
4.4 Metode Pengumpulan Data ... IV-3
4.4.1 Instrumen Penelitian ... IV-5
4.5 Metode Pengolahan Data ... IV-5
4.6 Analisis Pemecahan Masalah ... IV-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DATA DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data ... V-1
5.1.1 Uraian Proses Produksi ... V-1
5.1.2 Waktu Proses Produksi ... V-4
5.1.3 Penyesuaian ... V-9
5.1.4 Data Permintaan Produk (Order) ... V-12 5.1.5 Data Up Time ... V-13 5.2 Pengolahan Data ... V-13
5.2.1 Uji Keseragaman data ... V-13
5.2.2 Uji Kecukupan Data ... V-16
5.2.3 Menghitung Waktu Normal dan Waktu Standar... V-18
5.2.4 PresentState Value Stream Mapping ... V-20 5.2.5 Value Added Activity dan Non-Value Added Activity .... V-25 5.2.6 Perhitungan Takt Time ... V-26 5.2.7 Studi Waktu ... V-27
5.2.8 Perhitungan Metrik Lean ... V-29
VI
ANALISIS PEMECAHAN MASALAH ...
VI-16.1 Analisis ... VI-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.2 Analisis Takt Time ... VI-2 6.1.3 Analisis Time Study ... VI-3 6.1.4 Analisis Process Cycle Efficiency ... VI-3 6.1.5 Analisis Process Lead Time dan Process Velocity ... VI-4 6.1.6 Diagram Five Why ... VI-5 6.2 Usulan Perbaikan ... VI-7
6.2.1 Penyusunan Tindakan Perbaikan ... VI-7
6.2.2 Pemanfaatan Pull Demand System ... VI-8 6.2.3 Future State Value Stream Mapping ... VI-11 6.3 Estimasi Hasil Perbaikan ... VI-14
6.4 Pembahasan ... VI-15
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1
7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1 Keterlambatan Penyelesaian Order ... I-2
2.1 Standar Mutu Digester ... II-13 2.2 Standar Mutu Screwpress ... II-13 2.3 Mesin dan Spesifikasi Mesin yang Digunakan ... II-14
2.4 Peralatan yang Digunakan PT. Apindowaja Ampuh Persada ... II-15
3.1 Time Stack of Work Elements ... III-3 3.2 Typical and World-Class Cycle Efficiencies ... III-6 3.3 Tabel Penyesuaian Untuk Metode Westinghouse ... III-26 3.4 Penelitian Terdahulu ... III-29
5.1 Hasil Pengamatan Waktu Produksi di Stasiun Pengukuran dan
Pemotongan ... V-5
5.2 Hasil Pengamatan Waktu Produksi di Stasiun Pengerollan ... V-5
5.3 Hasil Pengamatan Waktu Produksi di Stasiun Pengelasan ... V-6
5.4 Hasil Pengamatan Waktu Produksi di Stasiun Pembubutan ... V-6
5.5 Hasil Pengamatan Waktu Produksi di Stasiun Milling ... V-7 5.6 Hasil Pengamatan Waktu Produksi di Stasiun Pengecatan ... V-7
5.7 Hasil Pengamatan Waktu Produksi di Stasiun Pengepakan... V-8
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10 Penetapan Allowance Terhadap Proses Produksi ... V-10 5.11 Data Permintaan Produk ... V-12
5.12 Data Uptime ... V-13 5.13 Hasil Uji Keseragaman Data ... V-16
5.14 Waktu Pengukuran dan Pemotongan ... V-17
5.15 Uji Kecukupan Data ... V-18
5.16 Perhitungan Waktu Baku ... V-19
5.17 Value Added Time dan Non-Value Added Time ... V-24 5.18 Waktu Baku Setiap Proses ... V-26
5.19 Time Stack of Work Element ... V-27 5.20 Total Manufacturing Lead Time ... V-28 5.21 ValueAddedTime ... V-29 5.22 NonValueAddedTime ... V-30 6.1 Perbandingan Waktu Siklus dengan Takt Time ... VI-2 6.2 Analisis Akar Masalah dengan Tool 5 Why ... VI-6 6.3 Alternatif Perbaikan Permasalahan ... VI-7
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Apindowaja Ampuh Persada ... II-3
2.2 Flow Process Chart Main Shaft ... II-17 3.1 Grafik Keseimbangan ... III-4
3.2 Kanban Produksi ... III-9 3.3 Kanban Penarikan ... III-10 4.1 Model Konseptual Penelitian ... IV-2
5.1 Flow Proses Chart ... V-3 5.2 Peta Kontrol Uji Keseragaman Data ... V-15
DAFTAR LAMPIRAN
Lampiran I : Struktur Organisasi
ABSTRAK
Perkembangan industri pembuatan suku cadang mesin-mesin pengolahan kelapa sawit, khususnya di Sumatera Utara, terjadi sangat pesat. PT Apindowaja Ampuh Persada merupakan salah satu perusahaan pembuatan suku cadang mesin pengolahan kelapa sawit. Produk yang dihasilkan oleh PT Apindowaja Ampuh Persada adalah Maint Shaft, Cone, Intermediate gear, Protect Nut, Pulley, Flexible Couple, Press cage, Screw Press dan Digester. Pada proses produksi
Main shaft terjadi keterlambatan penyelesaian order. Keterlambatan ini akan memberikan dampak buruk bagi perusahaan baik secara finansial maupun secara kemitraan. Keterlambatan penyelesaian produk menunjukkan rendahnya produktivitas perusahaan dalam hal pemanfaatan sumber daya.
Penelitian ini bertujuan untuk mendapatkan suatu rancangan perbaikan proses produksi yang mampu meningkatkan produktivitas dengan melakukan identifikasi dan eliminasi kegiatan yang tidak memberikan nilai tambah (non value added activity). Salah satu pendekatan yang dapat digunakan untuk mereduksi dan mengeliminasi non value added activity adalah Lean Manufacturing. Oleh karna itu pendekatan Lean Manufacturing sangat menunjang untuk membantu menyelesaikan permasalahan. Pada penelitian ini menitikbertkan kepada identifikasi non value added activity dengan value stream mapping dan eliminasi non value added activity dengan penerapan pull demand system
sehingga tercapai proses produksi efisien dalam bentuk future state map untuk meningkatkan produktivitas.
Berdasarkan hasil penelitian diketahui Process Cycle Efficency sebesar 11,89% dan Process Velocity adalah . Dari keseluruhan proses produksi main shaft terdapat non value-added activity sebesar 9509,51 menit dari total waktu dari seluruh kegiatan yang mempunyai nilai sebesar 10804,59 menit. Sehingga untuk mengurangi waste tersebut dilakukan usulan perbaikan dengan penyusunan tindakan perbaikan dan penerapan pull demand system dengan tool
kartu kanban. Estimasi hasil perbaikan pada future state map menunjukkan pengurangan total lead time sebesar 4.355,08 menit sedangkan Total lead time
pada present state map sebesar 10.804,59 menit. Value stream mapping
ABSTRAK
Perkembangan industri pembuatan suku cadang mesin-mesin pengolahan kelapa sawit, khususnya di Sumatera Utara, terjadi sangat pesat. PT Apindowaja Ampuh Persada merupakan salah satu perusahaan pembuatan suku cadang mesin pengolahan kelapa sawit. Produk yang dihasilkan oleh PT Apindowaja Ampuh Persada adalah Maint Shaft, Cone, Intermediate gear, Protect Nut, Pulley, Flexible Couple, Press cage, Screw Press dan Digester. Pada proses produksi
Main shaft terjadi keterlambatan penyelesaian order. Keterlambatan ini akan memberikan dampak buruk bagi perusahaan baik secara finansial maupun secara kemitraan. Keterlambatan penyelesaian produk menunjukkan rendahnya produktivitas perusahaan dalam hal pemanfaatan sumber daya.
Penelitian ini bertujuan untuk mendapatkan suatu rancangan perbaikan proses produksi yang mampu meningkatkan produktivitas dengan melakukan identifikasi dan eliminasi kegiatan yang tidak memberikan nilai tambah (non value added activity). Salah satu pendekatan yang dapat digunakan untuk mereduksi dan mengeliminasi non value added activity adalah Lean Manufacturing. Oleh karna itu pendekatan Lean Manufacturing sangat menunjang untuk membantu menyelesaikan permasalahan. Pada penelitian ini menitikbertkan kepada identifikasi non value added activity dengan value stream mapping dan eliminasi non value added activity dengan penerapan pull demand system
sehingga tercapai proses produksi efisien dalam bentuk future state map untuk meningkatkan produktivitas.
Berdasarkan hasil penelitian diketahui Process Cycle Efficency sebesar 11,89% dan Process Velocity adalah . Dari keseluruhan proses produksi main shaft terdapat non value-added activity sebesar 9509,51 menit dari total waktu dari seluruh kegiatan yang mempunyai nilai sebesar 10804,59 menit. Sehingga untuk mengurangi waste tersebut dilakukan usulan perbaikan dengan penyusunan tindakan perbaikan dan penerapan pull demand system dengan tool
kartu kanban. Estimasi hasil perbaikan pada future state map menunjukkan pengurangan total lead time sebesar 4.355,08 menit sedangkan Total lead time
pada present state map sebesar 10.804,59 menit. Value stream mapping
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan industri pembuatan suku cadang mesin-mesin pengolahan
kelapa sawit, khususnya di Sumatera Utara, terjadi sangat pesat. Banyaknya
perusahaan yang tumbuh dan bergerak dibidang manufacturing suku cadang mesin-mesin pengolahan kelapa sawit, tercatat pada Badan Pusat Statistik (BPS)
sebanyak 16 perusahaan, menimbulkan persaingan yang ketat dalam merebut
pasar. Persaingan ini mengharuskan setiap perusahaan untuk melakukan proses
produksi secara efektif dan efisien dalam penggunaan sumber daya.
Salah satu perusahaan pembuat suku cadang mesin-mesin pengolahan
kelapa sawit di Sumatera Utara adalah PT Apindowaja Ampuh Persada. Produk
yang dihasilkan oleh PT Apindowaja Ampuh Persada adalah Maint Shaft, Cone, Intermediate gear, Protect Nut, Pulley, Flexible Couple, Press cage, Screw Press
dan Digester. Sistem produksi yang digunakan adalah make to order dimana produk akan dibuat jika pesanan telah diterima dari konsumen dengan aturan
order yang telah tiba terlebih dahulu, akan dilayani terlebih dahulu (First Come First Serve).
PT Apindowaja Ampuh Persada mengalami permasalahan dalam
menjalankan produksinya. Perusahaan mengalami keterlambatan penyelesaian
order yang tidak sesuai dengan kesepakatan saat order diterima. Keterlambatan
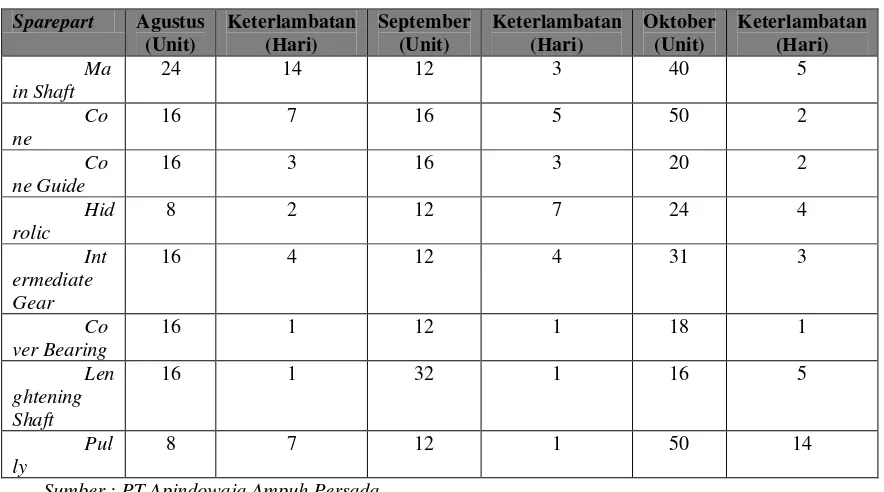
tidak sedikit seperti ditunjukkan pada Tabel 1.1. Data perusahaan menunjukkan
bahwa jumlah keterlambatan yang paling besar terjadi pada produk Main Shaft
dengan keterlambatan pada Agustus sebesar 24 unit, September sebesar 12 unit
dan pada Oktober 40 unit. Keterlambatan juga terjadi pada produk Cone, Cone Guide, Hidrolic, Intermediate Gear, Cover Bearing, Lightening Shaft, dan Pulley. Keterlambatan penyelesaian produk akan menimbulkan efek berantai terhadap
penyelesaian produk berikutnya dan akan menghambat aliran produksi.
Keterlambatan ini akan memberikan dampak buruk bagi perusahaan baik secara
finansial maupun secara kemitraan.
Tabel 1.1 Keterlambatan Penyelesaian Order Bulan September hingga Oktober Tahun 2012
Sparepart Agustus
Sumber : PT Apindowaja Ampuh Persada
Keterlambatan penyelesaian produk menunjukkan rendahnya produktivitas
perusahaan dalam hal pemanfaatan sumber daya. Usaha peningkatan produktivitas
pekerjaan akan dikatakan diselesaikan secara effisien apabila waktu
penyelesaiannya berlangsung paling singkat (Wingjosoebroto, 1995). Salah satu
cara untuk menurunkan lead time menurut Wilson (2010) adalah dengan mengeliminasi kegiatan yang tidak dibutuhkan dalam proses produksi. Dengan
demikian, perbaikan dengan mereduksi dan mengeliminasi aktivitas yang tidak
memberikan nilai tambah (non value added activity) pada proses produksi dapat meningkatkan efisiensi. Untuk itu perusahaan harus mengetahui aktivitas yang
memberikan nilai tambah (value added activity) dan aktivitas yang tidak memberikan nilai tambah (non value added activity). Salah satu pendekatan yang dapat digunakan untuk mereduksi dan mengeliminasi non value added activity
adalah Lean Manufacturing.
Lean manufacturing merupakan seperangkat teknik yang jika dikombinasikan dan berjalan dengan baik akan mereduksi dan kemudian
mengeliminasi waste (Wilson, 2010). Penelitian Zendy (2011) memperoleh bahwa eliminasi non value added activity dengan pendekatan Lean Manufacturing dapat menurunkan waktu produksi dari 6900 detik dan waktu setelah rekomendasi
perbaikan berubah menjadi 4645 detik. Artinya waktu proses produksi yang
dibutuhkan akan berkurang 32,68 % (2255 detik). Penelitian yang dilakukan
Fanani (2011) juga mendapatkan bahwa Lead Time dalam produksi kertas sebesar 162 menit, setelah usulan perbaikan dilaksanakan didapatkan reduksi Lead Time
penurunan Lead Time melalui eliminasi waste. Eliminasi waste dimaksudkan agar seluruh aktivitas yang dilakukan dilantai produksi adalah aktivitas yang
memberikan nilai tambah (value added activity), sehingga terjadi peningkatan produktivitas dan daya saing melalui peningkatan efektivitas produksi dan
efesiensi penggunaan sumber daya (resources).
1.2 Rumusan Masalah
Berdasarkan uraian sebagaimana dijelaskan pada latar belakang, maka
rumusan permasalahan dalam penelitian ini yaitu adanya pemborosan waktu
menunggu (waiting time) pada proses produksi main shaft sehingga lead time
proses produksi main shaft menjadi panjang dan mengakibatkan keterlambatan penyelesaian order.
Sehubungan dengan masalah di atas maka dalam penelitian ini akan dicari
jawaban atas pertanyaan:
1. Aktivitas-aktivitas apa yang merupakan non value added activity pada proses produksi Main Shaft?
2. Bagaimana mereduksi dan mengeliminasi non value added activity pada proses produksi Main Shaft?
1.3 Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan suatu rancangan
proses produksi yang mampu meningkatkan produktivitas PT Apindowaja Ampuh
Tujuan khusus yang ingin dicapai dari pemecahan masalah ini adalah:
1. Mengidentifikasi non value added activity dengan value stream mapping. 2. Menurunkan waktu produksi (lead time) dengan melakukan eliminasi aktivitas
yang tidak memberikan nilai tambah.
3. Menyusun future state map proses produksi main shaft untuk mendapatkan proses produksi yang efisien.
1.4 Manfaat Penelitian
Manfaat yang diharapkan dari hasil penelitian ini, yaitu:
1. Manfaat bagi Perusahaan
Hasil penelitian ini dapat digunakan sebagai masukan dalam
melakukan perencanaan perbaikan proses produksi untuk meningkatkan
produktivitas.
2. Manfaat bagi Peneliti
Mendapatkan rancangan perbaikan proses produksi untuk meningkatkan
produktivitas dan memecahakan permasalahan yang ada di PT Apindowaja
Ampuh Persada.
3. Manfaat bagi Departemen Teknik Industri USU
Menambah literatur yang dapat dijadikan referensi bagi peneliti selanjutnya
khusunya bidang rekayasa sistem manufaktur, serta mempererat hubungan
kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas
1.5 Asumsi dan Batasan Masalah
Asumsi yang digunakan dalam penelitian ini, yaitu:
1. Kegiatan produksi berjalan normal selama penelitian berlangsung.
2. Bahan baku tidak mengalami keterlambatan selama penelitian berlangsung.
3. Tenaga kerja tidak mengalami perubahan dan menguasai tugasnya selama
penelitian berlangsung.
4. Operator yang bekerja dalam keadaan normal pada saat melakukan
pengukuran waktu baku, waktu normal, dan waktu siklus.
Batasan yang digunakan dalam penelitian ini, yaitu:
1. Penelitian dilakukan terhadap proses produksi main shaft sesuai dengan tingginya jumlah permintaan pembuatan produk tersebut di PT Apindowaja
Ampuh Persada.
2. Penelitian di fokuskan pada waktu produksi (lead time) main shaft
3. Operasi tidak dapat diinterupsi, dengan kata lain setelah operasi berlangsung,
operasi itu harus diselesaikan sebelum operasi yang lain diproses pada mesin
yang sama.
4. Tingkat kepercayaan yang digunakan dalam penelitian ini adalah 95% dan
tingkat ketelitian 5%.
1.6 Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah :
Bab I berisi tentang Pendahuluan yang menguraikan latar belakang
terhadap masalah nonvalue added activity di perusahaan, rumusan permasalahan, tujuan penelitian, ruang lingkup penelitian dan asumsi yang digunakan dalam
penelitian, dan sistematika penulisan.
Bab II berisi Gambaran Umum Perusahaan, yaitu mengenai sejarah dan
gambaran umum perusahaan, struktur organisasi dan manajemen serta proses
produksi. Juga disertakan uraian peta aliran proses dari produk yang dihasilkan.
Bab III memuat Landasan Teori yang berisikan teori-teori yang digunakan
dalam analisis pemecahan masalah anatara lain Teori Pengukuran Waktu, Teori
Lean Manufacturing, dan Teori Produktivitas. Sumber teori atau literatur yang digunakan diambil dari referensi buku-buku dan jurnal penelitian yang
berhubungan dengan topik yang disertakan pada Daftar Pustaka.
Bab IV berisi Metodologi Penelitian yang menjelaskan tahapan-tahapan
eliminasi nonvalue added activity untuk mengingkatkan produktivitas dengan pemdekatan Lean Manufacturing, mulai dari persiapan penelitian, pengambilan data waktu proses, pengolahan data, analisis hasil sampai kesimpulan rancangan
perbaikan proses produksi Main Shaft yang akan diusulkan.
Bab V Pengumpulan dan Pengolahan Data berisi data-data primer yaitu
data pengukuran waktu proses, Rf dan Allowance, dan data sekunder berupa aliran proses produksi, serta pengolahan data dengan menggunakan pendekatan Lean Manufacturing untuk mendapatkan pemecahan.
Bab VI atau Analisis Pemecahan Masalah berisi analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Pada bab ini juga
perusahaan dan nilai peningkatan produktivitas yang dapat dicapai oleh
perusahaan.
Bab VII merupakan bagian akhir yang berisi Kesimpulan dan Saran yang
menjabarkan kesimpulan perbaikan proses produksi main shaft yang diperoleh dari hasil pemecahan masalah, beserta saran-saran yang bermanfaat kepada pihak
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT Apindowaja Ampuh Persada merupakan industri manufaktur yang
bergerak di bidang pembuatan dan perbaikan mesin-mesin produksi kelapa sawit.
PT Apindowaja Ampuh Persada berdiri pada September 1991 dan berlokasi di
Jalan K.L. Yos Sudarso Km. 10,5 No.56 Medan, Sumatera Utara. Adapun pendiri
sekaligus pemilik perusahaan ini adalah Sofyan Tantono dan E. Tantono,
perusahaan ini memiliki luas areal sebesar 3750m2.
PT Apindowaja Ampuh Persada menggunakan sistem make to order
dimana permintaan produk sangat bervariasi dari segi jumlah dan spesifikasi
sesuai dengan permintaan pelanggan. Hasil produksi sebagian besar diekspor
Malaysia. Dalam menjalankan proses produksinya, teknologi produksi yang
digunakan PT Apindowaja Ampuh Persada bersifat semi otomatis, dimana
sebagian proses produksi masih menggunakan mekanisme manual dalam bekerja.
2.2 Organisasi dan Manajemen
Organisasi pada dasarnya merupakan tempat atau wadah dimana
orang-orang berkumpul, bekerjasama secara rasional dan sistematis, terencana,
terorganisasi, terpimpin dan terkendali, dalam memanfaatkan sumber day
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur
tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama
secara tertentu untuk bersama-sama mencapai tujuan tertentu.
2.2.1 Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT Apindowaja Ampuh Persada
adalah struktur organisasi fungsional. Hal ini terlihat dari pembagian tugas,
wewenang dan tanggung jawab berdasarkan fungsi-fungsi tertentu.
Struktur organisasi PT Apindowaja Ampuh Persada dapat dilihat pada
Gambar 2.1.
2.2.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT Apindowaja Ampuh
Persada dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung
jawab setiap bagian dalam perusahaan adalah sebagai berikut :
1. Direktur Utama
Direktur Utama merupakan pimpinan tertinggi dalam perusahaan yang
bertanggung jawab terhadap seluruh kegiatan operasional pabrik dan
Adapun tugas Direktur adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta
menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
b. Bertugas mengawasi kebijaksanaan dan tindakan setiap kepala bagian dan
menjalin hubungan baik.
c. Melaksanakan kontrak-kontrak dengan pihak luar.
2. Kepala Bagian Keuangan.
Kepala Bagian Keuangan bertanggung jawab atas semua hal yang
berhubungan dengan administrasi dan keuangan perusahaan.
Adapun tugas Kepala Bagian Keuangan adalah sebagai berikut :
a. Mengawasi penggunaan dana, barang dan peralatan pada masing-masing
departemen dalam perusahaan.
b. Bertanggung jawab atas hal-hal yang berhubungan dengan keuangan dan
administrasi perusahaan.
3. Kepala Bagian Produksi.
Kepala Bagian Produksi memiliki tanggung jawab terhadap kegiatan produksi
berlangsung secara lancar dan efisien dalam memenuhi target produksi yang
telah ditetapkan oleh perusahaan.
Adapun tugas Kepala Bagian Produksi adalah sebagai berikut :
a. Mengawasi semua kegiatan proses produksi yang berlangsung di lantai
pabrik seperti pemotongan, pembubutan, perakitan, dan proses lainnya.
b. Mengkoordinir dan mengarahkan setiap bawahannya serta menentukan
c. Mengawasi dan mengevaluasi seluruh kegiatan produksi agar dapat
mengetahui kekurangan dan penyimpangan/kesalahan sehingga dapat
dilakukan perbaikan untuk kegiatan berikutnya
4. Kepala Bagian Teknik
Adapun tugas Kepala Bagian Teknik adalah sebagai berikut :
a. Bertanggung jawab atas tersedianya mesin, peralatan dan kebutuhan listrik
demi kelancaran produksi.
b. Mendelegasikan dan mengkoordinir tugas-tugas di bagian perawatan
mesin dan listrik.
5. Kepala Bagian Personalia
Adapun tugas Kepala Bagian Personalia adalah :memiliki tanggung jawab
mengelola kegiatan bagian personalia dan umum, mengatur kelancaran
kegiatan ketenagakerjaan, hubungan industrial dan umum, menyelesaikan
masalah yang timbul dilingkungan perusahaan dan bertanggung jawab
terhadap kinerja karyawan perusahaan.
Adapun tugas dari Kepala Bagian Personalia adalah sebagai berikut:
a. Mengadakan pengangkatan dan pemberhentian karyawan dan
menyelesaikan konflik antara sesama karyawan dan atasan dengan
bawahan.
b. Mengatur hal-hal yang berhubungan dengan pekerjaan karyawan
c. Membantu pimpinan dalam promosi dan mutasi karyawan
6. Kepala Bagian Penerimaan dan Pengiriman
Kepala Bagian Penerimaan dan Pengiriman bertanggung jawab atas proses
pemesanan bahan baku serta pengiriman produk akhir ke konsumen. Adapun
tugas Kepala Bagian Penerimaan dan Pengiriman adalah :
a. Mendata jumlah bahan baku yang dibeli dari perusahaan lain.
b. Mengidentifikasi kebutuhan konsumen dan tingkat persaingan.
c. Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang
mencakup jenis produk yang akan dipasarkan, harga pendistribusian dan
promosi.
7. Accounting
Adapun tugas bagian Akuntansi adalah membantu Kepala Bagian Keuangan
dalam hal kegiatan administrasi dan keuangan.
8. Kasir
Adapun tugas Kasir adalah sebagai berikut :
a. Menerima dan mengeluarkan uang untuk berbagai keperluan.
b. Memberikan secara langsung upah atau gaji karyawan yang telah
ditetapkan oleh atasan.
9. Bagian Pembubutan
Adapun tugas Bagian Pembubutan adalah bertanggung jawab atas semua
proses pembubutan seluruh spare part yang akan dihasilkan. 10. Bagian Pengeboran
Adapun tugas Bagian Pengeboran adalah bertanggung jawab atas semua
11. Bagian Pemotongan
Adapun tugas Bagian Pemotongan adalah bertanggung jawab atas semua
proses pemotongan seluruh spare part yang akan dihasilkan. 12. Bagian Pengelasan
Adapun tugas Bagian Pengelasan adalah bertanggung jawab atas semua proses
pengelesan seluruh spare part yang akan dihasilkan. 13. Bagian Pengerolan
Adapun tugas Bagian Pengerolan adalah bertanggung jawab atas semua proses
pengerolan seluruh spare part yang akan dihasilkan. 14. Bagian Perakitan
Adapun tugas Bagian Perakitan adalah memasang/ merakit seluruh komponen/
spare part menjadi produk digester/ screwpress.
15. Penyetelan/ QC
Adapun tugas bagian Penyetelan/ QC adalah bertanggung jawab atas kualitas
produk apakah sudah siap untuk dikirim atau belum melalui penyetelan
produk.
16. Bagian Perawatan Mesin
Adapun tugas Bagian Perawatan Mesin adalah sebagai berikut :
a. Melakukan pengecekan dan mencatat keadaan mesin/peralatan secara
berkala (rutin) atau pada saat-saat diperlukan dan melaporkannya kepada
kepala bagian teknik.
b. Melakukan perawatan dan perbaikan secara berkala atau saat-saat yang
17. Bagian Listrik
Adapun tugas Bagian Listrik adalah melakukan pemeriksaan kebutuhan listrik
secara berkala yang dipakai untuk produksi.
18. Satpam
Adapun tugas Satpam adalah sebagai berikut :
1. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh
kompleks perusahaan.
2. Mengambil tindakan pengamanan dan perlindungan ketika tejadi
gangguan keamanan di dalam kompleks perusahaan.
19. Bagian Persediaan
Adapun tugas Bagian Persediaan adalah sebagai berikut :
a. Mencatat jumlah persediaan material yang masuk dan keluar.
b. Memeriksa persediaan material (control stock) sehingga pada saat diperlukan selalu tersedia.
20. Bagian Pemasaran
Adapun tugas Bagian Pemasaran adalah bertugas untuk melakukan pemasaran
koordinasi penjualan langsung baik ekspor maupun impor.
2.2.3 Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja yang dibutuhkan demi berjalannya gerak langkah
perusahaan didasari atas kebutuhan setiap bagian lahan kerja. Tenaga kerja pada
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan
langsung terhadap berjalannya produksi, tetapi berdampak terhadap
berjalannya produksi, baik dalam bidang manajemen ataupun administratif.
Tenaga kerja tidak langsung PT Apindowaja Ampuh Persada berjumlah 8
orang. Bagian-bagian tenaga kerja tidak langsung adalah kepala bagian
keuangan, kepala bagian personalia, accounting, kasir, satpam dan bagian pemasaran.
2. Tenaga Kerja Langsung
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung
terhadap pembuatan produk. PT Apindowaja Ampuh Persada memiliki 35
tenaga kerja langsung dimana 12 orang karyawan tetap dan 23 orang
karyawan harian. Bagian-bagian tenaga kerja tidak langsung adalah bagian
pembubutan, bagian pengeboran, bagian pemotongan, bagian pengelasan,
bagian pengerolan, bagian perakitan, penyetelan, bagian perawatan mesin,
bagian persedian.
Pembagian shift kerja yang diterapkan di PT Apindowaja Ampuh Persada hanyalah satu shift kerja dengan lama jam kerja 8 jam/hari dan jumlah hari kerja 6 hari/minggu. Jadwal kerja dimulai pada pukul 09.00 WIB – 17.00 WIB. Apabila
2.2.4 Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT Apindowaja Ampuh Persada diatur
berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan
berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari
karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab
masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok
b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan
yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima
oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan
kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru
b. Tanggungan kecelakaan kerja.
2.3 Proses Produksi
Proses produksi merupakan urutan pengerjaan suatu produk mulai dari
bahan mentah sampai menjadi sebuah produk jadi. PT Apindowaja Ampuh
Persada, pekerjaan yang dilakukan adalah berdasarkan pesanan (Job order), jenis produk yang dikerjakan cukup banyak, sehingga proses produksinya juga banyak.
proses produksinya adalah Job shop, artinya proses produksinya memiliki pola aliran yang spesifik untuk setiap pekerjaan dan berbeda untuk tiap pekerjaan.
2.3.1 Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan
produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan
lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut
dalam proses produksi sampai dihasilkannya produk jadi.
PT Apindowaja Ampuh Persada menggunakan bahan baku berupa
potongan besi. Sumber bahan baku diperoleh dari pengecoran logam Indo dan
hasil impor dari luar negeri (Jerman, Singapura, dan Cina).
2.3.2 Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam rangka
memperlancar proses produksi dan bahan ini bukan bagian dari produk akhir.
Bahan penolong yang digunakan pada PT Apindowaja Ampuh Persada adalah
LPG dan oksigen yang digunakan untuk proses pemotongan plat baik yang tipis
maupun yang tebal dari berbagai macam ukuran yang diperlukan dalam proses
produksi.
2.3.3 Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi
dari produk. Bahan tambahan yang digunakan adalah cat tahan panas yang
digunakan untuk memberikan warna pada produk digester dan screwpress.
2.3.4 Standar Mutu Bahan Baku
Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna
menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat
mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan
perusahaan sejenis. PT Apindowaja Ampuh Persada selalu menempatkan kualitas
terhadap produk sebagai hal yang terpenting. Perusahaan selalu meyakinkan
kualitas pasokan dari para pemasoknya karena perusahaan mengawasi secara
penuh kualitas dan proses produksinya. Untuk standard material harus dipastikan
bebas dari korosi yang berlebihan, kerusakan seperti cacat permukaan, perubahan
bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk
memastikan bahwa material dengan standar yang berbeda atau material yang cacat
tidak tercampur dengan material yang telah lolos uji penerimaan, dan material
harus disimpan dalam kondisi yang bagus. Perusahaan melakukan strategi proaktif
untuk mengidentifikasi potensi sumber masalah dalam penyediaan serta
melakukan pengawasan yang ketat.
Perusahaan tetap berhubungan erat dengan pelanggan utama. PT
Apindowaja Ampuh Persada juga memberikan masukan-masukan tentang
perubahan-perubahan yang mungkin diperlukan dalam peraturan atau jenis-jenis
2.3.5 Standar Mutu Produk
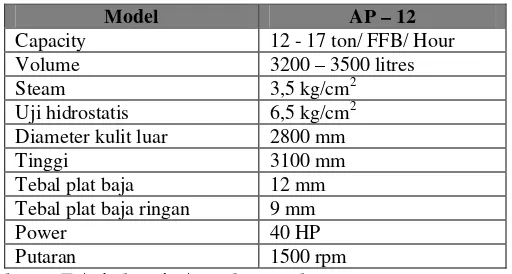
Adapun standar mutu produk digester/ screwpress, antara lain : 1. Standar mutu digester
Jenis digester yang dihasilkan perusahaan ini adalah Digester AP-12. Standar mutu produk ini dapat dilihat pada Tabel 2.1.
Tabel 2.1 Standar Mutu Digester
Model AP – 12
Capacity 12 - 17 ton/ FFB/ Hour
Volume 3200 – 3500 litres
Steam 3,5 kg/cm2
Uji hidrostatis 6,5 kg/cm2
Diameter kulit luar 2800 mm
Tinggi 3100 mm
2. Standar mutu screwpress
Jenis screwpress yang dihasilkan perusahaan PT Apindowaja Ampuh Persada adalah screwpress AP-12 dan AP-17. Standar mutu dari produk ini dapat dilihat pada Tabel 2.2.
Tabel 2.2 Standar Mutu Screwpress
Model AP – 12 AP – 17
Capacity 10 - 15 ton/ FFB/ Hour 15 - 18 ton/ FFB/ Hour
Type Horizontal double screw worm Horizontal double screw worm
Worm Dimension Φ 275 mm x 1015 mm LONG Φ 305 mm x 1100 mm LONG
Revolution 10 - 13 RPM 10 - 12 RPM
Power Consumtion 22KW/ 30HP 30KW/ 40HP
Reducer Helical In – Line Gear Reducer
or Cyclo Drive Speed Reducer
Helical In – Line Gear Reducer or Cyclo Drive Speed Reducer
Machine Length 4100 mm 4935 mm
Machine Width 1335 mm 1475 mm
Machine Height 955 mm 1075 mm
Nett Weight 5000 KGS 6000 KGS
Gross Weight 6000 KGS 6500 KGS
3. Standar mutu spare part
Untuk standar mutu spare part berbeda-beda bergantung terhadap pesanan konsumen.
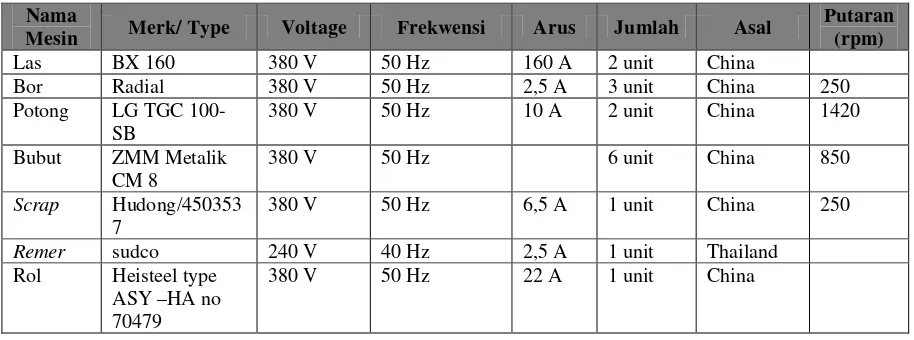
2.3.6 Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah
energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya
membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah
diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel.
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT
Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.3.
Tabel 2.3 Mesin dan Spesifikasi Mesin yang Digunakan
Nama
Bubut ZMM Metalik
CM 8
Rol Heisteel type
ASY –HA no 70479
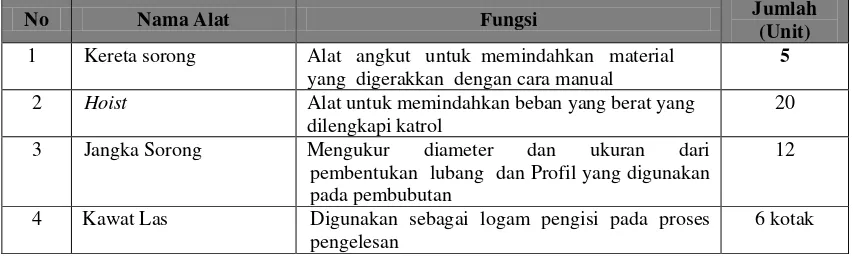
Adapun peralatan yang digunakan oleh PT Apindowaja Ampuh Persada
dalam proses produksi dapat dilihat pada Tabel 2.4.
Tabel 2.4 Peralatan yang Digunakan PT Apindowaja Ampuh Persada
No Nama Alat Fungsi Jumlah
(Unit)
1 Kereta sorong Alat angkut untuk memindahkan material yang digerakkan dengan cara manual
5
2 Hoist Alat untuk memindahkan beban yang berat yang
dilengkapi katrol
20
3 Jangka Sorong Mengukur diameter dan ukuran dari
pembentukan lubang dan Profil yang digunakan pada pembubutan
12
4 Kawat Las Digunakan sebagai logam pengisi pada proses
pengelesan
6 kotak
2.3.7 Utilitas
Utilitas merupakan fasilitas pendukung yang digunakan untuk kelancaran
dalam melakukan proses produksi pada lantai produksi. Adapun fasilitas
pendukung yang digunakan pada PT Apindowaja Ampuh Persada adalah arus
listrik. PT Apindowaja Ampuh Persada menggunakan arus listrik yang bersumber
dari PLN dan generator pembangkit listrik tenaga diesel.
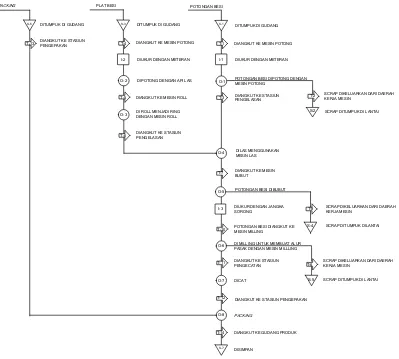
2.3.8 Uraian Proses Produksi
Proses produksi sparepart pada PT Apindowaja Ampuh Persada berbeda-beda. Berikut ini adalah proses produksi Main Shaft.
1. Pemotongan besi
Pada proses ini, batangan besi dipotong sesuai dengan ukuran yang
pada proses selanjutnya. Dalam hal ini digunakan meteran untuk mengukur
panjang potongan besi.
2. Pengerolan plat ring
Pada proses ini, plat besi di roll untuk membentuk ring sebagai part yang
akan di satukan dengan batangan baja dengan proses las. Ring ini berfungsi
sebagai penahan bearing agar tidak bergeser. 3. Pengelasan
Pada stasiun ini, komponen yang akan dilas cukup dimasukkan ke dalam mal
(cetakan) dan dilas. Setelah pengelasan dilakukan, produk setengah jadi
diangkut ke stasiun pembubutan.
4. Pembubutan besi
Pada proses ini, produk setengah jadi dibubut untuk memperoleh bentuk yang
sesuai dengan ukuran yang telah diukur dengan menggunakan jangka sorong.
Sisa pembubutan (scrap) mesin ditumpukkan dilantai produksi. 5. Proses terakhir produk setengah jadi diproses dengan mesin milling
Proses terakhir yaitu proses milling dilakukan untuk membuat lubang pasak pada main shaft.
6. Pengecatan
Setelah proses, produk diangkut menuju stasiun pengecatan. Pengecatan
dilakukan secara manual oleh tenaga kerja. Produk yang sudah selesai
dikemas dalam kotak prouk dan disimpan ke gudang produk. Berikut ini FPC
DITUMPUK DI GUDANG POTONGAN BESI DIPOTONG DENGAN MESIN POTONG
T-12 DIANGKUT KE STASIUN PENGEPAKAN
PACKING
DIANGKUT KE GUDANG PRODUK DISIMPAN
O-8
S-7
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
T-2
SCRAP DITUMPUK DI LANTAI S-2
POTONGAN BESI DIANGKUT KE MESIN MILLING
DI MILLING UNTUK MEMBUAT ALUR PASAK DENGAN MESIN MILLLING T-10
O-6
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
SCRAP DITUMPUK DI LANTAI T-6
S-6 DITUMPUK DI GUDANG
T-13 DIANGKUT KE STASIUN PENGEPAKAN
DITUMPUK DI GUDANG
O-3 DI ROLL MENJADI RING DENGAN MESIN ROLL
DILAS MENGGUNAKAN
T-8 SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
O-2 DIPOTONG DENGAN API LAS
T-7
BAB III
LANDASAN TEORI
3.1 Lean Manufacturing
Lean adalah sejumlah teknik yang luas yang ketika di kombinasikan dan berjalan dengan baik, akan mereduksi dan mengeliminasi tujuh pemborosan.
Sistem ini tidak hanya akan membuat perusahaan akan menjadi lebih ramping,
tetapi juga menjadi lebih fleksibel dan juga lebih responsif dengan eliminasi
pemborosan.1
Sistem ini disebut lean karena pada akhirnya proses dapat berjalan dengan: 1. Menggunakan material yang lebih sedikit
2. Membutuhkan investasi yang lebih sedikit
3. Menggunakan persediaan yang lebih sedikit
4. Membutuhkan ruang yang lebih sedikit
5. Dan membutuhkan tenaga kerja yang lebih sedikit
Terdapat lima prinsip dasar Lean, yaitu:
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan perspektif
pelanggan, dimana pelanggan menginginkan produk (barang dan/atau jasa)
berkualitas superior, dengan harga yang kompetitif dan penyerahan yang tepat
waktu.
1
2. Mengidentifikasi value stream process mapping (pemetaan proses pada value
stream) untuk setiap produk (barang dan/atau jasa).
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas
sepanjang proses value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir secara
lancar dan efisien sepanjang proses value stream menggunakan sistem tarik (pull
system).
5. Terus menerus mencari berbagai teknik dan alat peningkatan (improvement tools
and techniques) untuk mencapai keunggulan (excellence) dan peningkatan terus
menerus (continuous improvement)
3.2 Diagnostic dan AnalyticalTools
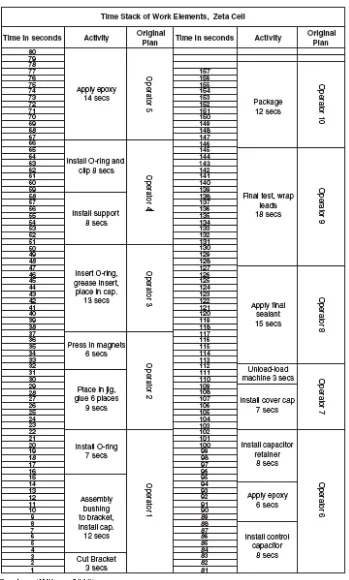
Untuk mengevaluasi value stream digunakan tools sebagai berikut: 1. Studi waktu
Studi waktu dilakukan untuk menganalisis waktu yang digunakan dalam
menyelesaikan pekerjaan dari setiap operator. Time stack of work elements
adalah tool dasar yang sangat berguna dalam studi waktu untuk menganalisis waktu yang dibutuhkan untuk menyelesaikan pekerjaan dari setiap operator.2
2
Tabel 3.1 Time Stack of Work Elements
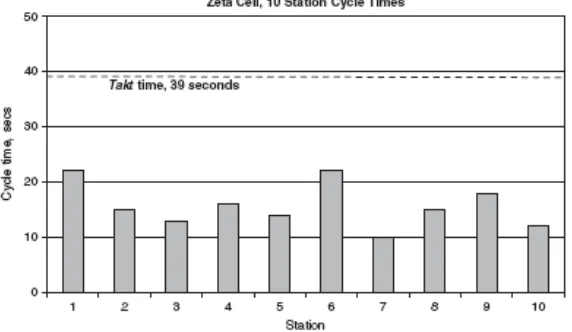
2. Studi keseimbangan
Studi keseimbangan menunjukkan distribusi waktu bagi setiap operator.
Dalam grapfik keseimbangan akan terlihat seberapa besar pemborosan waktu,
derajat keseimbangan yang di capai, dan bottleneck.3
Gambar 3.1 Grafik Keseimbangan
3. Value Stream Mapping
Value stream mapping adalah sebuah alat pemetaan untuk melihat aliran proses dan aliran informasi dalam proses produksi. Teknik ini telah banyak
digunakan secara luas karena kemampuannya untuk mengumpulkan,
menganalisa dan menghadirkan informasi dalam waktu yang singkat. Value stream mapping dapat membantu untuk membedakan mana proses yang memberikan nilai tambah dan yang tidak member nilai tambah pada proses
3
produksi. Dengan teridentifikasinya kegiatan yang tidak memberi nilai
tambah maka dapat disusun langkah-langkah untuk mengeliminasinya.4
3.3 Perhitungan Metrik Lean
Langkah yang perlu dilakukan untuk melakukan penerapan sistem Lean
adalah pengukuran beberapa metrik Lean5
1. Efisiensi Siklus Proses (Process Cycle Eficiency).
. Pengukuran metrik ini akan
memberikan gambaran awal mengenai kondisi perusahaan sebelum diterapkan
Lean dan bila Lean telah diterapkan maka akan terlihat perubahan pada nilai yang lebih baik pada metrik-metrik ini. Perhitungan metrik Lean terdiri dari perhitungan manufacturing lead time, process cycle efficiency, process lead time, dan process velocity yaitu:
Cara melihat kondisi pabrik secara umum adalah dengan menilai efisiensi
siklus proses, karena dengan menggunakan metrik ini dapat dilihat bagaimana
persentasi antara waktu proses terhadap waktu keseluruhan produksi yang
dilakukan oleh pabrik. Suatu perusahaan dapat dikatakan Lean apabila mempunyai waktu proses yang bernilai tambah mencapai lebih dari 30% dari
total lead time proses. Persamaan untuk efisiensi siklus proses:
4
Wilson, Lonnie. (2010). How to Implent Lean Manufacturing. USA: McGraw-Hill Company. Hal:128
5
Michael L. George, Rowlands, David Rowlands, MarkPrice dan John Maxey,Op.cit, hlm.
Value-added time adalah waktu melakukan proses yang memberikan nilai tambah kepada produk sedangkan total lead time adalah waktu yang dibutuhkan untuk melakukan proses dari awal sampai akhir yaitu ketika
barang dipesan sampai dengan barang dikirim kepada pelanggan. Tabel di
bawah ini menunjukkan nilai dari Typical Cycle Efficiency dan World-Class Efficiency.
Tabel 3.2 Typical and World-Class Cycle Efficiencies
Application Typical Cycle
Efficiency
World-Class Cycle Efficiency
Machining 1% 20%
Fabrication 10% 25%
Assembly 15% 35%
Continuous Manufacturing 30% 80%
Business Processes-Transactional 10% 50%
Business Processes-Creative/Cognitive 5% 25%
2. Process Lead Time dan Kecepatan Proses (Process Speed)
Process Lead time adalah berapa lama waktu yang dibutuhkan untuk memberikan produk atau jasa kepada pelanggan sejak permintaan diterima.
Memahami apa yang menyebabkan process lead time menjadi panjang yang berarti terdapat proses yang berjalan dengan lambat, akan sangat memudahkan
pada saat menganalisa keadaan perusahaan dan memikirkan solusi yang tepat
Selain process lead time terdapat pula kecepatan proses (process velocity) yang dapat menggambarkan berapa banyak barang atau produk yang melalui
sebuah stasiun kerja. Persamaannya adalah sebagai berikut:
3.4 Pemborosan (Waste)
Dalam Bahasa Jepang waste disebut juga dengan muda dan dalam Bahasa Indonesia disebut pemborosan. Waste adalah kegiatan-kegiatan yang tidak omemberikan nilai tambah pada produk akhir. Jenis-jenis waste adalah sebagai berikut6
1. Waste of Over Production
:
Produk yang diproduksi namun tidak dapat dijual merupakan waste. Faktor produksi seperti waktu, operator, dan mesin yang digunakan untuk membuat
produk tersebut seharusnya dapat digunakan untuk membuat produk lain yang
dapat dijual atau pun dihemat saja.
2. Waste of motion
Pergerakan karyawan dalam mengerjakan produk adalah keniscayaan yang
memang harus terjadi. Namun apabila terjadi gerakan yang tidak menambah
nilai tambah bagi produk maka dapat dikategorikan sebagai waste.
6
Perancangan yang harus dilakukan meliputi tempat kerja, perencanaan proses,
menuliskan detail prosedur pekerjaan, dan pemindahan bahan.
3. Transportation waste
Pada sistem yang didesain dengan bagus, tempat kerja dan tempat
penyimpanan berada berdekatan agar perpindahan bahan dekat. Peralatan
diletakkan pada tempat alat tersebut digunakan. Material dipindahkan kedalam
proses sesuai dengan kebutuhan.
4. Processing waste
Proses yang tidak menambah nilai harus dihilangkan. Perubahan desain
produk sering menyebabkan pengurangan beberapa part pada produk akhir. 5. Waste time
Waste time dapat dibagi kedalam dua golongan yakni waiting time dan
queuing time. Waiting time terjadi apabila suatu part sudah siap untuk diproses, namun part yang lain yang akan dirakit bersamanya belum siap.
Queuing time terjadi apabila suatu part sudah siap untuk dikerjakan, namun mesin yang akan mengerjakan part tersebut masih mengerjakan pekerjaan
yang lain.
6. Defective product
Waste yang timbul akibat memproduksi produk yang cacat. 7. Excess inventory
3.5 Kanban
Kanban adalah sebuah alat untuk mencapai produksi just in time. Kanban
adalah sebuah kertas berbentuk empat persegipanjang. Ada dua macam kanban, yaitu kanban tarik dan kanban perintah produksi. Kanban tarik berisikan tentang jumlah dan jenis dari produk yang akan diambil dari proses sebelumnya. Kanban
perintah produksi berisikan tentang jumlah dan jenis produk yang harus dibuat proses
sebelumnya.7
Contoh kartu kanban dapat dilihat pada Gambar 3.1 dan Gambar 3.2. Pada
Gambar menunjukkan bahwa proses sebelumnya yang membuat part adalah forging,
dan proses berikutnya harus mengambil part pada b2 di departemen forging. Proses
berikutnya adalah machining. Masing-masing kotak terdapat 20 unit dan bentuk dari
kotak adalah ‘B’. kanban ini adalah kanban keempat dari delapan kanban. Item back
number adalah kode dari item.
Kanban perintah produksi menunjukkan bahwa machining proses SB-8 harus
membuat Crank Shaft untuk mobil tipe SX50BC-150. Crank Shaft yang diproduksi
harus diletakkan di F26-18.
Gambar 3.2 Kanban Produksi
7
Gambar 3.3 Kanban Penarikan
3.5.1 Cara Kerja Kanban
Dalam melakukan fungsinya kanban bekerja dengan cara sebagai berikut8 1. Alat pembawa dari proses sesudahnya pergi ketempat penyimpanan proses
sebelumnya dengan kanban pengambilan dan fork lift yang kosong.
:
2. Ketika alat pembawa dari proses sesudahnya mengambil part dari
penyimpanan dia melepaskan kanban perintah produksi yang ditempelkan pada part dan meletakkannya di tempat penerimaan kanban.
3. Untuk setiap kanban perintah produksi yang dilepas, dia menempelkan kanban penarikan sebagai gantinya. Ketika mengganti kedua kartu kanban tersebut,
8
dia harus benar-benar memperhatikan dan membandingkan isi dari kedua
kanban tersebut agar konsisten.
4. Ketika proses mulai dikerjakan pada proses sesudahnya maka kanban
penarikan harus dilepaskan dan diletakkan di tempat kanban penarikan.
5. Pada proses sebelumnya, kanban perintah produksi di ambil dari tempat pengumpulan kanban pada selang waktu tertentu.
6. Produksi part sesuai dengan nomor urut dari kanban perintah produksi. 7. Part dan kanban harus tetap bersama selama proses.
8. Ketika part sudah selesai dikerjakan pada proses. Part-part tersebut dan
kanban perintah produksi diletakkan ditempat penyimpanan sehingga dapat diambil kapan saja oleh proses setelahnya.
Seperti sebuah rantai, kedua kartu kanban tersebut harus ada pada setiap urutan proses. Hasil akhirnya setiap proses akan mendapatkan jenis yang tepat,
pada waktu yang tepat serta kualitas yang tepat.
3.5.2 Aturan-Aturan Dalam Kanban
Dalam rangka mewujudkan sistem produksi just in time sebagai tujuan dari penerapan kanban terdapat beberapa aturan yang harus diikuti. Aturan tersebut adalah9
1. Proses setelahnya harus mengambil produk yang tepat dari proses sebelumnya
dengan jumlah yang tepat serta pada waktu yang tepat. :
9
2. Proses sebelumnya harus memproduksi produk pada jumlah yang diminta oleh
proses sesudahnya.
3. Produk yang cacat tidak boleh diteruskan ke proses berikutnya.
4. Jumlah kanban harus di minimalisasi.
5. Kanban harus digunakan untuk mengadaptasi perubahan kecil pada permintaan
3.6 Produktivitas
Produktivitas diartikan sebagai tingkatan efisiensi dalam memproduksi
barang-barang atau jas-jasa: ”Produktivitas mengutarakan cara pemanfaatan
secara baik terhadap sumber-sumber dalam memproduksi barang-barang.”10
Pengertian produktivitas sangat berbeda dengan produksi, tetapi produksi
merupakan salah satu komponen dari usaha produktivitas, selain kualitas dan hasil
keluarannya. Produksi adalah suatu kegiatan yang berhubungan dengan hasil
keluaran dan umumnya dinyatakan dengan volume produksi, sedangkan
produktivitas berhubungan dengan efisiensi penggunaan sumber daya.
Definisi-definisi di atas juga dapat dipisahkan menjadi dua pengertian.
Pengertian pertama menyatakan bahwa produktivitas berhubungan dengan
kumpulan hasil-hasil. Di dalam pengertian ini menunjukkan bahwa jumlah, tipe,
dan tingkat sumber daya yang dibutuhkan atau juga menunjukkan efisiensi dalam
menggunakan sumber daya yang dibutuhkan, sehingga produktivitas dapat
diukur berdasarkan pengukuran berikut :
10
Masalah produktivitas tidak hanya memperhatikan hasil, tetapi bagaimana
menggunakan sumber daya sehemat mungkin (efisien). Oleh karena itu
peningkatan produktivitas tidak selalu diakibatkan oleh peningkatan hasil, bahkan
dalam kasus tertentu bisa terjadi dimana hasilnya meningkat tetapi
produktivitasnya menurun.
Unsur-unsur yang terdapat dalam produktivitas:
1. Efisiensi
Produktivitas sebagai rasio output/input merupakan ukuran efisiensi
pemakaian sumber daya (input). Efisiensi merupakan suatu ukuran dalam
membandingkan penggunaan masukan (input) yang direncanakan dengan
penggunaan masukan yang sebenarnya terlaksana. Pengertian efisiensi
berorientasi kepada masukan .
2. Efektivitas
Efektivitas merupakan suatu ukuran yang memberikan gambaran
seberapa jauh target yang dapat tercapai baik secara kuantitas maupun waktu.
Makin besar presentase target tercapai, makin tinggi tingkat efektivitasnya.
Konsep ini berorientasi pada keluaran. Peningkatan efektivitas belum tentu
dibarengi dengan peningkatan efisiensi dan sebaliknya. Gabungan kedua hal
Prinsip dalam manajemen produktivitas adalah efektif dalam mencapai tujuan
dan efisien dalam menggunakan sumber daya.
3. Kualitas
Secara umum kualitas adalah ukuran yang menyatakan seberapa jauh
pemenuhan persyaratan, spesifikasi, dan harapan konsumen. Kualitas
merupakan salah satu ukuran produktivitas. Meskipun kualitas sulit diukur
secara matematis melalui rasio output/input, namun jelas bahwa kualitas input
dan kualitas proses akan meningkatkan kualitas output.
3.7 Pengukuran Waktu 3.7.1 Stopwatch Time Study
Pengukuran waktu kerja digunakan untuk menentukan waktu baku, yaitu
waktu yang dibutuhkan oleh seorang operator dengan kemampuan rata-rata dan
pada kecepatan kerja normal untuk melakukan suatu pekerjaan. Dalam melakukan
pengukuran kerja pada penelitian ini, metode yang akan digunakan adalah stop-watch time study. Pengukuran kerja ini dilakukan dengan langkah-langkah yang dimulai dengan pengambilan sejumlah pengamatan kerja dengan stop watch untuk setiap elemen kegiatan, menetapkan factor rating dan allowance dari kegiatan yang dilakukan operator, melakukan uji keseragaman data dan kecukupan data,
dan melakukan perhitungan waktu baku. Dalam penelitian ini, untuk melakukan
dan tingkat ketelitian 5%.11
- uji keseragaman data, dengan rumusan :
Pengolahan data dengan menggunakan metode stop watch time study ini meliputi:
- uji kecukupan data, dengan rumusan :
- perhitungan waktu normal dan waktu standar.
Wn = Waktu observasi rata-rata x Factor rating
Dimana :
CL = batas kendali
X = rata-rata data pengamatan σ = simpangan baku data
k = koefisien untuk tingkat kepercayaan, dimana k = 2 untuk tingkat
kepercayaan 95%, dan k = 3 untuk tingkat kepercayaan 99%.
s = tingkat ketelitian penelitian
N = jumlah data yang dikumpulkan
Ws = Waktu standar
Wn = Waktu normal
11
3.7.2 Penyesuaian
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran
kerja yang ditunjukkan operator. Ketidakwajaran dapat terjadi seperti karena
operator bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu, atau
karena menjumpai kesulitan-kesulitan seperti karena kondisi ruangan yang buruk.
Jadi jika pengukur mendapatkan harga rata-rata siklus/elemen yang diketahui
diselesaikan dengan kecepatan yang tidak wajar oleh operator, maka agar harga
tersebut menjadi wajar, pengukur harus menormalkannya dengan melakukan
penyesuaian.12
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata
dengan suatu harga Rf atau factor rating. Besarnya harga Rf sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya
atau normal. Bila pengukur berpendapat bahwa operator bekerja di atas normal
maka harga Rf akan lebih besar dari 1 (Rf>1) dan sebaliknya jika operator bekerja
di bawah normal maka harga Rf akan lebih kecil dari 1 (Rf<1). Dan andaikan
pengukur berpendapat bahwa operator bekerja secara wajar maka harga Rf akan
sama dengan 1 (Rf = 1). Dalam penelitian ini metode penyesuaian yang
digunakan adalah metode Westinghouse. Westinghouse company (1972) memperkenalkan sistem penyesuaian dengan memperhatikan factor-faktor berupa
keterampilan (skill), usaha (effort), kondisi kerja (working condition), dan konsistensi (consistency) dari operator di dalam melakukan kerja.
12
Keterampilan atau skill didedifinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi
hanya sampai ketingkat tertentu saja, tingkat manamerupakan kemempuan
maksimal yang dapat diberikan pekerja yang bersangkutan. Secara psikologis
keterampilan merupakan aptitude untuk pekerjaan yang bersangkutan. Keterampilan dapat juga menurun yaitu bila terlampau lama tidak menangani
pekerejaan tersebut, atau karena sebab-sebab lain seperti karena kesehatan yang
terganggu, rasa fatique yang berlebihan, pengaruh lingkungan sosial dan sebagainya.
Untuk keperluan penyesuaian keterampilan dibagi menjadi enam kelas
seperti yang dikemukakan sebagai berikut13
1. Super Skill:
:
Adapun ciri-ciri pekerja yang memiliki keterampilan super skill adalah sebagai berikut:
1) Secara bawaan cocok sekali dengan pekerjaan
2) Bekerja dengan sempurna
3) Tampak seperti telah terlatih dengan baik.
4) Gerakan-gerakan sangat halus tetapi sangat cepat sehingga sulit diikuti.
5) Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin.
6) Perpindahan dari suatu elemen pekerjaan ke elemen lainnya tidak
terlampau terlihat karena lancarnya.
13
7) Tidak terkesan adanya gerakan-gerakan berpikir dan merencanakan tentang
apa yang dikerjakan.
8) Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah
pekerja yang baik.
2. Excellent Skill
Adapun ciri-ciri pekerja yang memiliki keterampilan excellent skill adalah sebagai berikut:
1) Percaya pada diri sendiri.
2) Tampak cocok dengan pekerjaanya.
3) Terlihat telah terlatih baik.
4) Bekerjanya teliti dengan tidak banyak melakukan pengukuran-pengukuran
atau pemeriksaan-pemeriksaan.
5) Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa
kesalahan.
6) Menggunakan peralatan dengan baik.
7) Bekerjanya cepat tanpa mengorbankan mutu.
8) Bekerjanya cepat tetapi halus.
9) Bekerjanya berirama dan terkoordinasi.
3. Good Skill
Adapun ciri-ciri pekerja yang memiliki keterampilan good skill adalah sebagai berikut:
1) Kwalitas hasil baik.
3) Dapat memberi petunjuk-petunjuk pada pekerja lain yang keterampilannya
lebih rendah.
4) Tampak jelas sebagai pekerja yang cakap.
5) Tidak memerlukan banyak pengawasan.
6) Tiada keragu-raguan.
7) Bekerjanya stabil.
8) Gerakan-gerakannya terkoordinasi dengan baik.
9) Gerakan-gerakannya cepat.
4. Average Skill
Adapun ciri-ciri pekerja yang memiliki keterampilan average skill adalah sebagai berikut:
1) Tampak adanya kepercayaan pada diri sendiri.
2) Gerakannya cepat tapi tidak lambat.
3) Terlihat adanya perencanaan dalam pekerjaan.
4) Tampak sebagai pekerja yang cakap.
5) Gerakan-gerakannya cukup menunjukkan tiadanya keragua-raguan.
6) Mengkoordinasi tangan dan pikiran dengan cukup baik.
7) Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaanya.
8) Bekerjanya cukup teliti.
9) Secara keseluruhan cukup memuaskan.
5. Fair Skill
1) Tampak terlatih tetapi belum cukup baik.
2) Mengenal peralatan dan lingkungan secukupnya.
3) Terlihat adanya perencanaan- perencanaan sebelum melakukan gerakan.
4) Tidak mempunyai kepercayaan diri yang cukup.
5) Tampak seperti tidak cocok dengan pekerjaanya tetapi telah ditempatkan
dipekerjaan itu sejak lama.
6) Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak
selalu yakin.
7) Sebagian waktu terbuang karena kesalahan- kesalahan sendiri.
8) Jika tidak bekerja sungguh-sungguh outputnya akan sangat rendah.
9) Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya.
6. Poor Skill
Adapun ciri-ciri pekerja yang memiliki keterampilan poor skill adalah sebagai berikut:
1) Tidak bias mengkoordinasikan tangan dan pikiran.
2) Gerakan-gerakannya kaku.
3) Kelihatan tidak ada keyekinan pada urut-urutan gerakan.
4) Seperti yang tidak terlatih untuk pekerjaan-pekerjaan yang bersangkutan.
5) Tidak terlihat adanya kecocokan dengan pekerjaanya.
6) Ragu-ragu dalam menjalankan gerakan-gerakan kerja.
7) Sering melakukan kesalahan-kesalahan.
8) Tidak adanya kepercayaan pada diri sendiri.
Secara keseluruhan tampak pada kelas-kelas di atas bahwa yang
membedakan kelas keterampilan seseorang adalah keragu-raguan, ketelitian
gerakan, kepercayaan diri, koordinasi, irama gerakan, dan hal-hal lainnya. Dengan
pembagian ini pengukuran akan lebih terarah dalam menilai kewajaran pekerja
dilihat dari segi keterampilannya. karenanya faktor penyesuaian yang nantinya
diperoleh dapat lebih obyektif. Untuk usaha atau effort dara westinghouse
membagi juga atas kelas-kelas dengan ciri masing-masing. Yang dimaksud
dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator
ketika melakukan pekerjaannya. berikut ini ada enam kelas usaha dengan
ciri-cirinya.
1. Excessive Effort
Pekerja yang memiliki kriteria excessive effort adalah sebagai berikut : 1) Kecepatan sangat berlebihan.
2) Usahanya sangat bersungguh-sungguh tetapi dapat membahayakan
kesehatannya.
3) Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari
kerja.
2. Excellent Effort
Pekerja yang memiliki kriteria excellent effort adalah sebagai berikut : 1) Jelas terlihat kecepatan kerjanya yang tinggi.
2) Gerakan-gerakan lebih ekonomis dari pada operator-operator biasa.
3) Penuh perhatian pada pekerjaannya.