PERBAIKAN RANCANGAN PRODUK PARABOLA DENGAN MENGGUNAKAN CONCURRENT ENGINEERING TOOLS
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ADE MARANATA GORAT 0 9 0 4 0 3 0 4 3
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar Sarjana Teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah Perbaikan Rancangan Produk Parabola dengan Menggunakan Concurrent Engineering Tools.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini, maka dengan kerendahan hati penulis memohon maaf dan sangat mengharapkan saran serta masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS September 2014
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana.
3. Bapak Prof. Dr. Ir. A Rahim Matondang, MSIE selaku Dosen Pembimbing I dan atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana.
4. Ibu Ir. Rosnani Ginting, MT selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana.
6. Staff pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma dan Ibu Ani atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
7. Orang tua yang tiada hentinya mendesak dan mendukung penulis baik secara moril, doa, maupun materil sehingga laporan ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari keduanya.
8. Keluarga tercinta, Erwin H Gorat, Benny H Gorat, Resti E F Gorat, Pesta Marta U Gorat yang tiada hentinya mendesak dan mendukung penulis baik secara moril, doa, maupun materil sehingga laporan ini dapat diselesaikan. 9. Teman-teman seperjuangan penulis pada saat penelitian, Lusi Astri Tanjung,
William Lusentio, Robin Wijaya, M Arsyad, Selfi, Fachrozi F, Feby Ardani dan Jansen David atas dukungan dan bantuan selama pengerjaan tugas sarjana. 10.Teman-teman kelompok Fill De Deo, Kak Yusnia, Prima Satria, Oloan
Parsaoran, Leo Pasaribu, Leo Silalahi, Ezrilona Silalahi dan Hendra Simorangkir atas dukungan dan doa selama pengerjaan tugas sarjana.
12.Teman-teman angkatan 2009 di Departemen Teknik Industri USU yang telah memberikan banyak masukan kepada penulis.
13.Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM ... iv
PERBAIKAN SIDANG SARJANA ... v
KATA PENGANTAR ... vii
UCAPAN TERIMA KASIH ... viii
DAFTAR ISI ... xi
DAFTAR TABEL ... xviii
DAFTAR GAMBAR ... xx
DAFTAR LAMPIRAN ... xxiii
ABSTRAK ... xxiv
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ... III-1 3.1. Perancangan Produk ... III-1 3.2. Concurrent Engineering ... III-2 3.2.1.Defenisi ... III-2 3.2.2.Fase Pengembangan Produk pada Concurrent
Engineering ... III-3 3.3. QFD (Quality Function Deployment) ... III-5 3.4. Design Structure Matrix (DSM) ... III-12 3.4.1. Clustering ... III-16 3.5. Pembuatan Kuisioner ... III-18 3.6. Metode Sampling ... III-19 3.6.1. Populasi, Elemen dan Sampel ... III-19 3.6.2. Probability Sampling ... III-20 3.6.3. Non-Probability Sampling ... III-22 3.7. Uji Validitas dan Reliabilitas ... III-24 3.7.1. Validitas Data ... III-24 3.7.2. Reliabilitas Data ... III-26
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Definisi Variabel Operasional ... IV-4 4.7. Rancangan Penelitian ... IV-6 4.8. Pengumpulan Data ... IV-8 4.8.1. Sumber Data ... IV-8 4.8.2. Metode Pengumpulan Data ... IV-9 4.8.3. Instrumen Penelitian ... IV-10 4.8.4. Populasi dan Sampel ... IV-11 4.9. Pengolahan Data ... IV-12 4.9.1. Uji Validitas dan Reliabilitas ... IV-12 4.9.2. Tahap Project Planning pada Pendekatan
Concurrent Engineering ... IV-14 4.9.2.1.Membuat Matriks House of Quality
(QFD Fase I) ... IV-14 4.9.3. Tahap Conceptual Design pada Pendekatan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.9.3.1.Membuat Matriks Design Deployment
(QFD Fase II) ... IV-15 4.9.3.2.Penentuan Multi Component Relationship
dengan Design Structure Matrix (DSM) ... IV-17 4.10. Analisis Pemecahan Masalah ... IV-18 4.11. Kesimpulan dan Saran ... IV-18
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Kuesioner Terbuka ... V-1 5.1.2. Kuesioner Tertutup ... V-6 5.2. Pengolahan Data ... V-9 5.2.1. Uji validitas dan Reliabilitas ... V-9 5.2.1.1. Pengujian Validitas ... V-13 5.2.1.2. Uji Reliabilitas Data ... V-22 5.2.2. Perancangan Desain Produk Parabola 6BP dengan
Pendekatan Concurrent Engineering ... V-25 5.2.2.1. Tahap Project Planning ... V-25 5.2.2.1.1. Membangun Matriks House of
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.1.2. Define Product Spesification
dengan membangun Matriks
House of Quality (HOQ) ... V-37 5.2.2.1.3. Plan Development Task dengan
mengidentifikasi karakteristik
part ... V-41 5.2.2.2. Tahap Conceptual Design ... V-43 5.2.2.2.1. Membangun Matriks Design
Deployment ... V-43 5.2.2.2.2. Penentuan Multi Component
Relationship dengan Structure
Matrix (DSM) ... V-48 5.2.2.2.3. Virtual Modelling ... V-60 5.2.2.2.4. Evaluate Concepts ... V-62 5.2.2.2.5. Integrate Concepts ... V-62
VI ANALISIS DAN PEMBAHASAN HASIL ... VI-1 6.1. Uji Validitas dan Reliabilitas ... VI-1 6.2. Analisis Perbaikan Rancangan Produk dengan Pendekatan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2.1. Analisis Matriks House of Quality untuk QFD Fase I .. VI-3 6.2.1.1. Analisis Matriks Variabel Produk Parabola
Tipe 6BP terhadap Sales Point ... VI-4 6.2.1.2. Analisis Variabel Produk Parabola Tipe 6BP
terhadap Rasio Perbaikan ... VI-4 6.2.1.3. Analisis Variabel Produk Parabola Tipe 6BP
terhadap Importance Weight dan Relative
Weight ... VI-5 6.2.2. Analisis Matriks Ukuran Kinerja Karakteristik Part .... VI-6 6.2.3. Analisis Matriks Design Deployment QFD Fase II... VI-6 6.2.4. Analisis Matriks Ukuran Kinerja pada QFD Fase II ... VI-7 6.2.5. Analisis Design Structure Matrix (DSM) ... VI-8 6.2.6. Virtual Modelling dan Evaluate Concepts ... VI-9 6.2.7. Integrate Concepts ... VI-10
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR TABEL
TABEL
HALAMAN2.1. Jumlah Tenaga Kerja dan Jam Kerja ... II-4 2.2. Sistem Pembagian Jam Kerja PT Bintang Persada Satelit ... II-5 3.1. Perbedaan Sequential Engineering dengan Concurrent
DAFTAR TABEL (Lanjutan)
TABEL
HALAMAN5.16. Hasil Perhitungan Bobot Relatif untuk Setiap Variabel ... V-33 5.17. Karakteristik Teknis yang Dibutuhan untuk Memenuhi
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Tahapan Pengembangan Produk PT Bintang Persada Satelit ... I-2 1.2. Departemen Produksi Parabola PT Bintang Persada Satelit ... I-3 2.1. Struktur Organisasi PT Bintang Persada Satelit ... II-3 3.1. Fase Pengembangan Produk pada Concurrent Engineering ... III-5 3.2. House of Quality ... III-10 3.3. Empat Fase QFD ... III-11 3.4. Product Architecture DSM ... III-12 3.5. Binary DSM dan Grafik Interaksi Elemen ... III-13 3.6. Numerical DSM dengan Nilai dan Warna ... III-13 3.7. Empat Tipe DSM ... III-14 3.8. Dekomposisi Model DSM dengan Tree Diagram, High Level
DSM, dan Lower Level DSM ... III-15 3.9. Integrasi Antara QFD dengan DSM ... III-16 4.1. Kerangka Konseptual Penelitian ... IV-4 4.2. Langkah-langkah Proses Penelitian ... IV-7 4.3. Diagram Alir Pembuatan Kuesioner ... IV-11 4.4. Blok Diagram Perbaikan Rancangan Produk Parabola dengan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
4.7. Diagram Alir Pembuatan Matriks Design Deployment (QFDFase
II) ... IV-16 4.8. Diagram Alir Multi Component Relationship dengan Design
Structure Matrix (DSM) ... IV-17 5.1. Hubungan Antar Karakteristik Teknik Produk Parabola ... V-35 5.2. Matriks Antara CR dengan Karakteristik Teknis Produk Parabola . V-36 5.3. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan
Biaya QFD Fase I ... V-39 5.4. QFD Fase I Produk Parabola ... V-40 5.5. Hubungan Antar Karakteristik Part Produk Parabola Tipe 6BP ... V-43 5.6. Matriks Antara Karakteristik Teknis dengan Karakteristik Part
Produk Parabola Tipe 6BP ... V-44 5.7. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Pembagian Tugas dan Tanggung Jawab Tiap Bagian PT Bintang
Persada Satelit ... L-1 2. Gambar Teknik Produk Parabola Tipe 6BP ... L-2 3. Tabel Distribusi Normal ... L-3 4. Kuesioner Terbuka ... L-4 5. Kuesioner Tertutup ... L-5 6. Kuesioner Penentuan Nilai Sales Point ... L-6 7. Kuesioner Karakteristik Teknis ... L-7 8. Kuesioner Penentuan Hubungan Antar Karakteristik Teknis ... L-8 9. Kuesioner Penentuan Hubungan Antara Atribut Produk dan
Karakteristik Teknis ... L-9 10. Kuesioner Karakteristik Part ... L-10 11. Kuesioner Penentuan Hubungan Antar Karakteristik Part ... L-11 12. Kuesioner Penentuan Hubungan Antara Karakteristik Teknis dan
ABSTRAK
PT Bintang Persada Satelit merupakan perusahaan yang bergerak di bidang pembuatan parabola. Perusahaan ini menerapkan fase pengembangan produk secara sequential, dimana tahapan perancangan produk mengikuti penyelesaian dari tahapan sebelumnya. Kebutuhan perubahan pada satu tahapan menyebabkan terjadinya penyesuaian desain atau redesign sehingga menyebabkan delay dalam peluncuran produk baru ke masyarakat. Keadaan ini mengindikasikan bahwa tidak terjadinya integrasi antar bagian yang terlibat dalam kegiatan pengembangan produk. Penelitian ini dimaksudkan untuk mendapatkan konsep perancangan produk parabola yang terintegrasi dan sesuai dengan kebutuhan konsumen melalui implementasi Concurrent Engineering tools yaitu Quality Function Deployment
(QFD) dan Design Structure Matrix (DSM). Hasil akhir dari implementasi Concurrent Engineering diperoleh 3 product modules yang memberikan informasi bagi perusahaan dalam mengintegrasikan proses antar bagian yang terkait dalam perencanaan desain produk parabola tipe 6BP. Bagian-bagian yang tergabung dalam satu module akan direncanakan secara bersama mengenai konsep dan proses pengerjaannya sehingga dapat menghindari terjadinya redesign dan delay dalam peluncuran produk baru ke masyarakat.
ABSTRAK
PT Bintang Persada Satelit merupakan perusahaan yang bergerak di bidang pembuatan parabola. Perusahaan ini menerapkan fase pengembangan produk secara sequential, dimana tahapan perancangan produk mengikuti penyelesaian dari tahapan sebelumnya. Kebutuhan perubahan pada satu tahapan menyebabkan terjadinya penyesuaian desain atau redesign sehingga menyebabkan delay dalam peluncuran produk baru ke masyarakat. Keadaan ini mengindikasikan bahwa tidak terjadinya integrasi antar bagian yang terlibat dalam kegiatan pengembangan produk. Penelitian ini dimaksudkan untuk mendapatkan konsep perancangan produk parabola yang terintegrasi dan sesuai dengan kebutuhan konsumen melalui implementasi Concurrent Engineering tools yaitu Quality Function Deployment
(QFD) dan Design Structure Matrix (DSM). Hasil akhir dari implementasi Concurrent Engineering diperoleh 3 product modules yang memberikan informasi bagi perusahaan dalam mengintegrasikan proses antar bagian yang terkait dalam perencanaan desain produk parabola tipe 6BP. Bagian-bagian yang tergabung dalam satu module akan direncanakan secara bersama mengenai konsep dan proses pengerjaannya sehingga dapat menghindari terjadinya redesign dan delay dalam peluncuran produk baru ke masyarakat.
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT Bintang Persada Satelit adalah perusahaan yang bergerak di bidang pembuatan parabola. Perusahaan ini menerapkan fase pengembangan produk secara sequential, dimana tahapan perancangan produk mengikuti penyelesaian dari tahapan sebelumnya. Kebutuhan perubahan pada satu tahapan menyebabkan terjadinya redesign (penyesuaian rancangan) sehingga mengakibatkan delay
(waktu menunggu) dalam peluncuran produk baru ke masyarakat. Keadaan ini mengindikasikan bahwa tidak terjadinya integrasi antar bagian yang terlibat dalam kegiatan pengembangan produk. Tahapan pengembangan produk parabola yang dilakukan oleh PT Bintang Persada Satelit secara umum dapat dilihat pada gambar 1.1.
Marketing (Analisis Kebutuhan Konsumen)
Engineering (Konsep dan Gambar Produk)
Manufacturing / Produksi (Desain Proses)
Quality Control (Standarisasi Produk)
Purchasing (Persediaan Material)
Sumber :PT Bintang Persada Satelit
Ketidaksesuaian produk dengan spesifikasi rancangan awal akan meyebabkan dilakukannya penyesuaian rancangan. Keadaaan ini juga terjadi pada bagian produksi. Proses yang dikerjakan untuk membuat produk masih secara
sequential. Tahapan pengerjaan untuk part tertentu mengikuti penyelesaian part
sebelumnya. Ketidaksesuaian spesifikasi part pada tahap tertentu akan menyebabkan penyesuaian rancangan mengikuti aliran satu arah dan bergerak mundur. Transfer informasi harus melalui beberapa bagian terkait selama proses penyesuaian rancangan, sehingga menyebabkan terjadinya pemborosan waktu. Pengerjaan produk di bagian produksi melibatkan beberapa bagian seperti pada Gambar 1.2.
Sumber: PT Bintang Persada Satelit
Pendekatan Concurrent Engineering diimplementasikan untuk pencarian solusi dari permasalahan yang terjadi dengan menggunakan Concurrent
Engineering tools yaitu Quality Function Deployment (QFD) dan metode Design
Structure Matrix (DSM). Permasalahan dan keinginan konsumen diidentifikasi
dengan menggunakan metode QFD. Tujuan utamanya adalah untuk mendengarkan suara dari pelanggan dan melanjutkannya ke dalam proses pengembangan produk, dengan skema yang terintegrasi untuk mengubah persyaratan pasar menjadi persyaratan teknis dan spesifikasi di dalam produk. Kompleksitas sistem diuraikan menggunakan DSM. DSM bermanfaat untuk mengembangkan arsitektur produk dan aktivitas desain, serta membagi aktivitas desain ke dalam bentuk product module. Pengelompokkan aktivitas desain ke dalam product module memudahkan perusahaan dalam mengintegrasikan aktivitas-aktivitas desain berdasarkan tingkat hubungan antar aktivitas desain tersebut.
1.2. Perumusan Permasalahan
Permasalahan yang akan dibahas adalah tidak terjadinya integrasi antar bagian yang terlibat dalam kegiatan pengembangan produk parabola yang berkaitan dengan konsep dari produk dan proses yang akan dikerjakan di dalam memproduksi parabola sehingga dapat menyebabkan terjadinya redesign dan
delay peluncuran produk baru ke masyarakat. Dengan memanfaatkan Concurrent
Engineering tools yaitu QFD dan DSM akan dapat menghindarkan terjadinya
1.3. Tujuan dan Manfaat
Tujuan umum dari penelitian tugas akhir ini adalah implementasi
Concurrent Engineering tools yaitu QFD dan DSM untuk mendapatkan
perancangan desain produk dan aktivitas desain parabola yang sesuai dengan kebutuhan konsumen.
Tujuan khusus yang ingin dicapai dalam penelitian tugas akhir ini adalah: 1. Mengidentifikasi atribut rancangan produk.
2. Mengidentifikasi perencanaan proyek desain produk dengan menggunakan QFD.
3. Penentuan rancangan konseptual produk dengan menggunakan DSM.
4. Memperoleh alternatif perencanaan desain produk dan aktivitas desain parabola dengan pendekatan Concurrent Engineering.
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut: 1. Bagi Mahasiswa
Meningkatkan pemahaman mahasiswa tentang ilmu-ilmu yang diperoleh selama perkuliahan melalui implementasi Concurrent Engineering dengan menggunakan metode QFD dan DSM.
2. Bagi Perusahaan
Bahan masukan dan pertimbangan bagi perusahaan di dalam peningkatan kinerja perusahaan.
3. Bagi Departemen Teknik Industri USU
1.4. Batasan Masalah dan Asumsi
Batasan masalah dalam penelitian ini adalah sebagai berikut: 1. Penelitian hanya pada produk parabola tipe 6BP.
2. Perbaikan pada desain produk parabola tipe 6BP dengan pembuatan model arsitektur produk dan aktivitas desain.
3. Tahapan dalam implementasi Concurrent Engineering dengan menggunakan model pengembangan produk fase Project Planning sampai fase Conceptual Design.
4. Pendekatan Concurrent Engineering dalam penyelesaian masalah yang digunakan dalam penelitian ini menggunakan QFDdan DSM.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Fasilitas yang digunakan pada proses produksi berada dalam kondisi tidak rusak dan bekerja normal.
2. Operator dianggap telah menguasai pekerjaannya dalam proses produksi produk.
3. Kegiatan produksi berlangsung normal sesuai dengan standar operasional dari perusahaan.
4. Dimensi produk yang dibutuhkan pada pendekatan Concurrent Engineering
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
PT Bintang Persada Satelit didirikan pada tahun 2002 dan mulai beroperasi pada tahun 2003. Perusahaan ini didirikan oleh Bapak Susanto Lim..
President Director PT Bintang Persada Satelit Bapak Susanto Lim awalnya
membuka pabrik parabola lengkap, akan tetapi seiring dengan berkembangnya usaha, sekarang perusahaan ini juga mengembangkan bisnis pabrik kereta sorong.
2.2. Ruang Lingkup Bidang Usaha
Parabola yang diproduksi oleh PT Bintang Persada Satelit terbagi atas dua merek, yaitu merek BP dan QQ yang masing-masing merek memiliki spesifikasi yang berbeda-beda. Produk yang dihasilkan oleh PT Bintang Persada Satelit ada 2 macam yaitu parabola dan kereta sorong.
2.3. Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di di Jalan Ladang, Gang Perdamaian No. 34 Medan-Delitua. Perusahaan ini memiliki areal seluas ± 1,5 Hektar.
2.4. Daerah Pemasaran
diantaranya daerah-daerah di Pulau Sumatera dan sekarang meluas hingga ke wilayah Pulau Jawa dan Kalimantan.
2.5. Struktur Organisasi
2.5.1. Struktur Organisasi Perusahaan
PT Bintang Persada Satelit memiliki struktur organisasi fungsional. Struktur organisasi fungsional adalah struktur organisasi di mana organisasi diatur berdasarkan pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja seperti produksi, pemasaran, keuangan dan sebagainya yang memiliki fungsi yang terspesialisasi. Struktur Organisasi pada PT Bintang Persada Satelit dapat dilihat pada Gambar 2.1.
Direktur Staf Adm Keuangan
dan Finansial
Satpam Karyawan Cleaning
Service Supir
Sumber: PT Bintang Persada Satelit
2.6. Jumlah Tenaga Kerja dan Jam Kerja
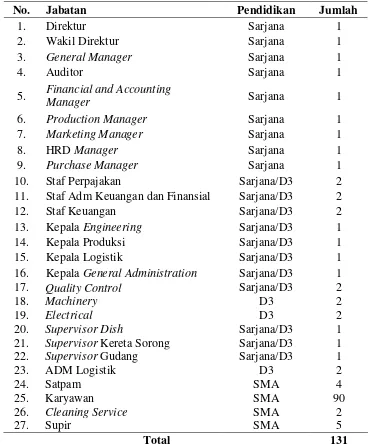
PT Bintang Persada Satelit mempunyai tenaga kerja sebanyak 131 orang. Alokasi tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja dan Jam Kerja
No. Jabatan Pendidikan Jumlah
1. Direktur Sarjana 1
2. Wakil Direktur Sarjana 1
3. General Manager Sarjana 1
4. Auditor Sarjana 1
5. Financial and Accounting
Manager Sarjana 1
11. Staf Adm Keuangan dan Finansial Sarjana/D3 2
12. Staf Keuangan Sarjana/D3 2
13. Kepala Engineering Sarjana/D3 1
14. Kepala Produksi Sarjana/D3 1
15. Kepala Logistik Sarjana/D3 1
16. Kepala General Administration Sarjana/D3 1
17. Quality Control Sarjana/D3 2
18. Machinery D3 2
19. Electrical D3 2
20. Supervisor Dish Sarjana/D3 1
21. Supervisor Kereta Sorong Sarjana/D3 1
22. Supervisor Gudang Sarjana/D3 1
2.7. Proses Produksi
2.7.1. Bahan yang Digunakan 2.7.1.1.Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam proses produksi. Bahan baku yang digunakan dalam proses produksi parabola adalah aluminium coil, plat besi, pipa besi, plat strip, paku tembak, baut dan hollow.
2.7.1.2.Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi, yang sifatnya hanya membantu atau mendukung kelangsungan proses produksi untuk mendapatkan produk yang diinginkan, yang mana komponennya tidak jelas dibedakan pada produk tersebut. Bahan penolong yang digunakan dalam proses pembuatan parabola ini adalah HCl (asam klorida) dan air.
2.7.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan pada proses produksi untuk memberikan nilai tambah produk dan terdapat pada proses akhir. Bahan tambahan yang digunakan dalam perusahaan adalah tinta, kawat, zink, dan flux.
2.7.2. Uraian Proses
2.7.2.1.Proses Pembuatan Dish
Pembuatan rangka dish terdiri dari beberapa tahapan, antara lain: a. Pemotongan aluminium hollow
b. Roll aluminium hollow
c. Pengeboran aluminium hollow
d. Pengelasan aluminium hollow
2. Pembuatan mesh
Pembuatan mesh terdiri dari beberapa tahapan, antara lain: a. Pembentukan jaring mesh
b. Proses roll mesh
c. Proses pemotongan mesh
3. Pemotongan plat strip
4. Penyatuan komponen dish
2.7.2.2.Proses Pembuatan Mounting
Tahapan-tahapan dalam membuat mounting adalah sebagai berikut: 1. Cetak dan pon
2. Pemotongan plat besi 3. Proses Hidrolik
4. Pembuatan tiang fokus 5. Pengelasan
6. Galvanis
BAB III
LANDASAN TEORI
3.1. Concurrent Engineering 3.1.1. Definisi1
Concurrent Engineering adalah sebuah pendekatan sistematis pada
integrasi, desain serempak (bersamaan) pada produk dan proses yang berhubungan, termasuk manufaktur dan pendukung lainnya. Pendekatan dimaksudkan agar perusahaan sejak awal mempertimbangkan semua elemen dari siklus hidup produk dimulai dari desain konsep hingga pembuatan, termasuk kualitas, biaya, jadwal, dan kebutuhan konsumen.
Sequential atau Serial Engineering merupakan kebalikan dari Concurrent
Engineering. Perbedaan antara konsep Sequential Engineering dengan Concurrent
Engineering dapat dilihat pada Tabel 3.1.
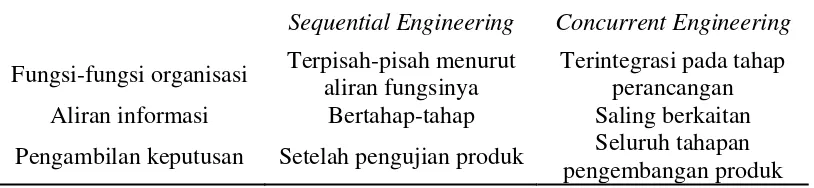
Tabel 3.1 Perbedaan Sequential Engineering dengan Concurrent Engineering
Sequential Engineering Concurrent Engineering
Fungsi-fungsi organisasi Terpisah-pisah menurut aliran fungsinya
Terintegrasi pada tahap perancangan Aliran informasi Bertahap-tahap Saling berkaitan Pengambilan keputusan Setelah pengujian produk Seluruh tahapan
pengembangan produk
Sumber :Chanan S Syan & Unny Menon (1994)
1
Chanan Syan dan Unny Menon, Concurrent Engineering Concepts, Implementation and
3.1.2. Fase Pengembangan Produk Pada Concurrent Engineering2
Fase pengembangan produk pada Concurrent Engineering terdiri dari beberapa langkah diantaranya:
1. Project planning phase terdiri dari tiga langkah yaitu:
a. Identify Needs: penentuan karakteristik teknis dengan metode QFD untuk
mengetahui kebutuhan konsumen.
b. Define Product Spesifications: pembuatan matriks House of Quality untuk
QFD fase I.
c. Plan Development Task: identifikasi karakteristik part untuk mendapatkan
perencanaan pengembangan konsep.
Input dalam tahapan ini yaitu responden. Tujuan dari tahapan ini adalah
mengembangkan dokumen perencanaan proyek pada fase kedua yakni
conceptual design phase.
2. Conceptual Design phase terdiri dari lima langkah yaitu:
a. Define Architecture : pembuatan matriks Design Deployment untuk QFD
fase II.
b. Generate Concepts: penentuan multi component relationship dengan
metode DSM.
c. Virtual Modelling: penentuan model fisik produk yang berasal dari hasil
rancangan.
d. Evaluate Concepts: evaluasi konsep dari model yang telah dihasilkan.
2
e. Integrate Concepts: Integrasi keseluruhan konsep dengan aktivitas desain antar departemen.
3. Design phase merupakan inti dari metodologi pengembangan pada
Concurrent Engineering. Tahap ini memperhitungkan konsep pada fase
sebelumnya secara keseluruhan. Rancangan akan berpindah dari kualitatif ke kuantitatif dan iterasi diharapkan terjadi. Fase ini terdiri dari tujuh langkah yaitu penjelasan spesifikasi teknik, perwujudan rancangan, model virtual, ulasan desain, prototipe, detail rancangan, dan verifikasi rancangan.
4. Production Preparation merupakan kegiatan persiapan terhadap aspek-aspek
yang dibutuhkan selama produksi.
3.2. QFD (Quality Function Deployment)3
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan ketentuan teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. Penyebaran fungsi mutu QFD adalah alat perancangan yang digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi.
3
3.3. Design Structure Matrix (DSM)
DSM adalah metode dengan model jaringan yang digunakan untuk menggambarkan elemen dalam sistem dan hubungannya yang berfokus pada arsitektur sistem. Aplikasi DSM terutama sekali sangat tepat digunakan pada pengembangan kompleks sistem teknis dan area manajemen teknis. Menggunakan pendekatan berbasis DSM, kompleksitas tersebut dapat diuraikan dan dibuat dalam bentuk model grafik DSM.
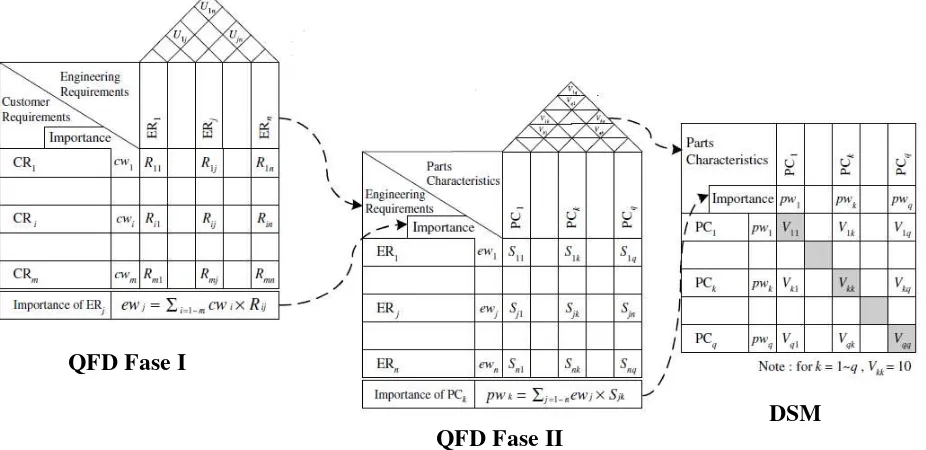
Proses penguraian sistem dengan metode DSM menggunakan output data dari metode QFD, yaitu karakteristik part dan ukuran kinerja. Integrasi antara QFD dengan DSM dapat dilihat pada gambar 3.1.
Sumber: Hsu Fang Huang (2008)
Gambar 3.1. Integrasi Antara QFD dengan DSM QFD Fase I
QFD Fase II
3.4. Pembuatan Kuesioner4
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang diketahui. Penggunaan kuesioner pada suatu penelitian merupakan hal yang sangat pokok dalam pengumpulan data. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan dengan cara mengisi pertanyaan yang diajukan oleh peneliti terhadap responden yang dipilih. Syarat pengisian kuesioner adalah pertanyaan harus jelas dan mengarah ke tujuan penelitian.
Kuesioner dapat dibedakan berdasarkan : 1. Berdasarkan cara menjawab
a. Kuesioner terbuka, yang memberikan kesempatan kepada responden untuk menjawab dengan kalimatnya sendiri tanpa dibatasi oleh apapun.
b. Kuesioner tertutup, yang telah disediakan jawabannya sehingga responden hanya tinggal memilih sesuai pilihan yang ada.
4
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Perusahaan ini berlokasi di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Hamid / Jalan Ladang, Gang Perdamaian No. 34, Medan. Waktu penelitian pada bulan Maret – Juni 2014.
4.2. Jenis Penelitian5
Jenis penelitian yang digunakan adalah penelitian survei (survei research). Penelitian survei ialah suatu penyelidikan yang dilakukan untuk memperoleh fakta-fakta mengenai karakteristik produk parabola tipe 6BP yang diinginkan oleh konsumen. Penelitian ini juga merupakan action reasearch yang merupakan penelitian yang bertujuan untuk mendapatkan suatu solusi yang akan diaplikasikan pada perusahaan sebagai bentuk perbaikan dari sistem semula karena proses pengembangan produk yang diterapkan perusahaan dapat menyebabkan terjadinya penyesuaian desain pada tahap akhir perancangan parabola.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah produk parabola tipe 6BP.
5
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah: 1. Variabel Independen
Variabel independen yang berpengaruh terhadap perancangan penelitian ini adalah karakteristik dish, karakteristik mounting, karakteristik feed,
karakteristik teknis dan karakteristik part. 2. Variabel intervening
Variabel intervening dalam penelitian ini adalah prioritas karakteristik teknik, part
kritis dan model clustering.
3. Variabel dependen
Variabel dependen dalam penelitian ini adalah perbaikan konsep rancangan parabola tipe 6BP.
4.5. Kerangka Konseptual Penelitian
Kerangka konseptual penelitian ini dapat dilihat pada Gambar 4.1.
Karakteristik Part
Model Clustering Perbaikan Konsep Rancangan Parabola 6BP Prioritas Karakteristik
Teknik Karakteristik Dish
Karakteristik Teknik Karakteristik Mounting
Karakteristik Feed
Part Kritis
Sumber : Kevin Otto & Kristin L Wood (2008)
4.6. Pengumpulan Data 4.6.1. Sumber Data
Data yang dikumpulkan dapat diuraikan sebagai berikut : 1. Data primer
Data-data primer dikumpulkan dengan cara pengamatan atau pengukuran langsung, antara lain :
a. Karakteristik produk.
b. Tingkat kepentingan antar karakteristik produk. c. Karakteristik teknis produk.
d. Part kritis.
Instrumen yang digunakan dalam pengumpulan data data primer adalah kuesioner terbuka, tertutup serta kuisioner yang berhubungan dengan karakteristik teknis dan part kritis dari produk yang diamati.
2. Data sekunder
Data sekunder diperoleh dengan cara wawancara dengan bagian produksi dan data dokumentasi perusahaan, antara lain:
a. Sejarah perusahaan.
b. Data produksi yakni proses produksi, bahan yang digunakan serta mesin dan peralatan yang digunakan.
c. Struktur organisasi perusahaan dan pembagian kerja setiap karyawan, ruang lingkup bidang usaha.
4.6.2. Populasi dan Sampel
Populasi pada penelitian ini adalah semua karyawan bagian produksi produk parabola tipe 6BPdari PT Bintang Persada Satelit yang total berjumlah 90 orang. Sampel merupakan bagian dari populasi yang diteliti. Besarnya sampel yang diambil dalam penelitian ini adalah sebagai berikut:
1. Penentuan karakteristik produk dengan jumlah sampel 30 orang (Sukaria Sinulingga, 2011), diambil berdasarkan simple random sampling.
2. Penentuan tingkat kepentingan antar karakteristik produk dengan jumlah sampel 90 orang (Arikunto, 2006), diambil berdasarkan total sampling.
3. Karakteristik teknis produk dengan jumlah sampel 1 orang (Lou Cohen, 1995).
4. Data part kritis dengan jumlah sampel 1 orang (Ronal G Day, 1993).
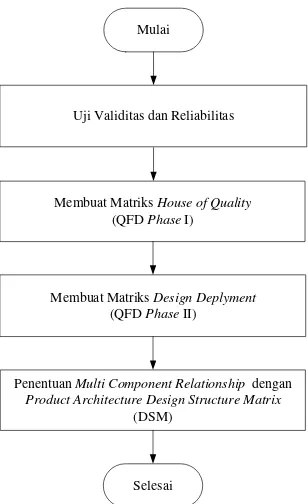
4.7. Pengolahan Data
Blok diagram pengolahan data pada perbaikan rancangan produk parabola tipe 6BP melalui integrasi Concurrent Engineering Tools yaitu Quality Function
Uji Validitas dan Reliabilitas
Selesai
Membuat Matriks House of Quality (QFD Phase I)
Membuat Matriks Design Deplyment (QFD Phase II)
Penentuan Multi Component Relationship dengan Product Architecture Design Structure Matrix
(DSM) Mulai
Sumber: Diolah
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Kuesioner Terbuka
Kuesioner dibagikan dalam 2 tahapan, tahapan pertama merupakan kuesioner terbuka atau kuesioner pendahuluan. Kuesioner ini berisi pertanyaan yang diajukan kepada 30 responden tentang penilaian kebutuhan tentang pengembangan produk parabola tipe 6BP menggunakan metode simple random sampling.
5.1.2 Kuesioner Tertutup
Modus jawaban untuk atribut pertanyaan yang diperoleh dari kuesioner terbuka akan menjadi butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tingkat kepentingan yang berbentuk kuesioner tertutup. Responden untuk kuesioner tertutup ini berjumlah 90 orang yang merupakan populasi dari responden, karena menggunakan metode total sampling.
5.2 Pengolahan Data
5.2.1. Uji Validitas dan Reliabilitas
product moment (Pearson). Hasil perhitungan validitas untuk semua atribut pertanyaan dapat dilihat pada Tabel 5.2.
Tabel 5.2. Hasil Perhitungan Validitas Variabel
Atribut 1 2 3 4 5 6 7 8 9
R Hitung 0,515 0,574 0,516 0,492 0,616 0,381 0,405 0,625 0,493 R Tabel 0,207 0,207 0,207 0,207 0,207 0,207 0,207 0,207 0,207 Keterangan Valid Valid Valid Valid Valid Valid Valid Valid Valid
Sumber: Hasil Pengolahan Data
Koefisien korelasi product moment semuanya berada di atas 0,207, maka dapat disimpulkan bahwa variabel-variabel pertanyaan pada kuesioner adalah valid atau dengan kata lain terdapat konsistensi internal dalam variabel tersebut.
Pengujian reliabilitas untuk data kinerja dihitung untuk mengetahui apakah kuesioner yang telah dibuat reliabel atau tidak. Pengujian reliabilitas dilakukan menggunakan rumus Alpha Cronbach. Hasil perhitungan diatas dimasukkan ke rumus Alpha Cronbach yaitu:
675
Karena nilai rhitung (0,675)> rtabel (0,207) maka Ho diterima. Artinya kuesioner
5.2.2. Perancangan Desain Produk Parabola 6BP dengan Pendekatan Concurrent Engineering
5.2.2.1. Membangun Matriks House of Quality (HOQ)
Berdasarkan data-data yang telah didapatkan pada langkah-langkah sebelumnya, selanjutnya dibuat matriks HoQ. QFD produk parabola tipe 6BP dapat dilihat pada Gambar 5.2.
Net
Bentuk dish merupakan pertimbangan utama yang mempengaruhi desain dish pada produk parabola
Aluminium hollow merupakan bentuk aluminium yang sesuai dengan desain rangka dish pada produk parabola
Aluminium coil merupakan bentuk aluminium yang sesuai dengan desain dish pada produk parabola
Putih merupakan warna dish yang sesuai dengan desain produk parabola
Bahan merupakan pertimbangan utama yang mempengaruhi desain
mounting pada produk parabola
Besi merupakan jenis logam yang sesuai dengan desain mounting
pada produk parabola
Besi merupakan jenis logam yang sesuai dengan desain feed pada produk parabola
Ukuran merupakan pertimbangan utama yang mempengaruhi desain produk parabola
Bahan merupakan faktor yang menjadi penentu daya tahan (umur pakai) produk paraboladan 4-6 tahun lama rata-rata umur produk tersebut
Tingkat Kesulitan 5 4 3 3 4
22 17 13 13 17
Kemampuan transmisi sinyal Durability Lama galvanisasi Pengeboran Ease of manufacturing Keakuratan geometri komponen
√
5.2.2.2 Membangun Matriks Design Deployment
Matriks Design Deployment dibuat berdasarkan data-data yang telah didapatkan pada langkah-langkah sebelumnya. QFD Fase II produk parabola tipe 6BP dapat dilihat pada Gambar 5.3.
Kemampuan Transmisi Sinyal
V = Hubungan poitif kuat =4
√ = Hubungan positif sedang =3 x = Hubungan negatif sedang =2 X = Hubungan negatif kuat =1
4
Tinggi Fokus Kecengkungan
Dish
Diameter
Dish
Ukuran Rangka
Dish
Ukuran Rangka Bibir Ukuran Rangka Polos
√ √
5.2.2.3.Penentuan Multi Component Relationship dengan Design Structure Matrix (DSM)
DSM digunakan untuk menganalisis hubungan komponen rancangan produk dengan proses desain produk. Informasi komponen diperoleh dari QFD Fase II yaitu karakteristik part yang terdapat pada bagian atap HOQ II.. Product
module parabola tipe 6BP dapat dilihat pada Gambar 5.4.
Parabola Tipe 6BP
Module 2 Module 3
Module 1
Dimensi Pipa Mounting
Kecengkungan Dish
Ukuran Rangka Polos Tinggi Fokus
Komposisi Galvanisasi
Kecengkungan Dish
Dimensi Rangka Dish
Diameter Dish
Dimensi Hollow
Dimensi Pipa Mounting
Dimensi Rangka Dish
Dimensi Hollow
Dimensi Mesh
Dimensi Plat Strip
Ukuran Rangka Bibir
Sumber: Hasil Pengolahan Data
Gambar 5.4. Product Module Parabola Tipe 6BP
BAB VI
ANALISIS DAN PEMBAHASAN HASIL
6.1 Uji Validitas dan Reliabilitas
Hasil perhitungan validitas diketahui bahwa seluruh variabel dinyatakan valid karena koefisien korelasi hasil perhitungan dari kuesioner tertutup memiliki nilai yang lebih besar dari nilai kritis r tabel yaitu 0,207. Hasil valid tersebut menunjukkan bahwa kuesioner yang digunakan sebagai instrumen dalam pengumpulan data telah sesuai dan dapat digunakan. Perhitungan reliabilitas data menggunakan rumus persamaan Alpha Cronbach. Hasil perhitungan reliabilitas diketahui bahwa seluruh poin pertanyaan dinyatakan reliabel karena hasil penilaian reliabilitas terhadap kuesioner diperoleh nilai 0,675 yang lebih besar dari nilai batas koefisien reliabel yaitu 0,66. Hasil reliabel menunjukkan bahwa keseluruhan data yang diperoleh dari hasil penyebaran kuesioner telah layak digunakan.
6
6.2 Analisis Perbaikan Rancangan Produk dengan Pendekatan Concurrent Engineering
6.2.1 Analisis Matriks House of Quality untuk QFD Fase I
Karakteristik teknis dari proses produksi parabola tipe 6BPberdasarkan studi literatur dan wawancara dengan pihak manajemen perusahaan adalah sebagai berikut.
1. Kemampuan transmisi sinyal.
2. Durability.
3. Komposisi galvanisasi. 4. Pengeboran.
5. Ease of manufacturing.
6. Keakuratan geometri komponen.
6.2.1.1 Analisis Matriks Variabel Produk Parabola Tipe 6BP terhadap Sales Point
6.2.1.2 Analisis Matriks Variabel Produk Parabola Tipe 6BP terhadap Rasio Perbaikan
Hasil perhitungan rasio perbaikan menunjukkan bahwa variabel dengan nilai rasio perbaikan tertinggi sebesar 1,464 yaitu “aluminium coil sebagai bentuk aluminium untuk desain dish”. Hal ini berarti pihak perusahaan harus berupaya lebih besar dalam melakukan perbaikan terkait variabel tersebut.
6.2.1.3 Analisis Matriks Variabel Produk Parabola Tipe 6BP terhadap Importance Weight dan Relative Weight
Atribut perancangan produk parabola tipe 6BP yang memiliki relative
weight tertinggi adalah “ukuran adalah pertimbangan utama dalam desain
parabola”, dengan nilai 19,333. Atribut tersebut dapat dijadikan pertimbangan utama yang mempengaruhi desain produk parabola tipe 6BP. Nilai-nilai relative
weight dapat digunakan sebagai pertimbangan pada tahapan Identify Needs pada
fase Project Planning.
6.2.2 Analisis Matriks Ukuran Kinerja Karakteristik Teknis
dapat menjadi prioritas pertama pihak manajemen perusahaan sebagai acuan perbaikan rancangan produk parabola tipe 6BP.
6.2.3 Analisis Matriks Design Deployment QFD Fase II
Karakteristik teknis dari QFD fase I akan menjadi input kolom “whats” matriks Design Deployment QFD fase II. Kolom “hows” matriks Design
Deployment merupakan karakteristik part yang mempengaruhi perancangan
produk parabola tipe 6BP7. Karakteristik part tersebut merupakan bagian dari
Plan Development Task pada Phase Project Planning dan tahapan akhir dari
PhaseProject Planning sebelum memasuki tahapan Conceptual Design.
6.2.4 Analisis Matriks Ukuran Kinerja pada QFD Fase II
Nilai ukuran kinerja karakteristik part dihitung berupa tingkat kesulitan, derajat kepentingan dan perkiraan biaya. Part kritis perancangan produk parabola tipe 6BP berdasarkan tingkat kesulitan, derajat kepentingan dan perkiraan biaya adalah kecengkungan dish, ukuran rangka dish, dimensi hollow, dan dimensi pipa
mounting. Hasil dari matriks Design Deployment ini merupakan tahapan awal
6.2.5 Analisis Design Structure Matrix (DSM)
DSM digunakan untuk menganalisis hubungan komponen rancangan produk dan aktivitas desain produk. Informasi komponen diperoleh dari QFD fase II yaitu karakteristik part yang terdapat pada bagian atap matriks Design
Deployment. Hasil akhir dari pengolahan DSM adalah pengelompokkan part ke
dalam bentuk module. Parabola tipe 6BPdibagi ke dalam tiga module, antara lain:
1. Module 1, terdiri dari tinggi fokus, komposisi galvanisasi, kecengkungan dish
dan dimensi pipa mounting
2. Module 2 terdiri dari kecengkungan dish, dimensi pipa mounting, ukuran
rangka polos, diameter dish, dimensi rangka dish, dan dimensi hollow
3. Module 3 terdiri dari rangka dish, dimensi hollow, dimensi plat strip, ukuran
rangka bibir, dimensi mesh.
Tiga module tersebut dapat digunakan sebagai pertimbangan dalam melakukan penerapan Concurrent Engineering yang merupakan tahapan kedua yaitu tahapan Generate Concept pada Phase Conceptual Design, dimana ketiga
module tersebut dapat dirancang secara paralel dengan tetap mempertimbangkan
integrasi dari part kritis yang terdapat dalam setiap module.8 Pemanfaatan module
hasil clustering analysis tersebut merupakan salah satu fungsi penerapan rekayasa serempak (Concurrent Engineering). Konsep desain Concurrent Engineering dari hasil konsep product modules parabola tipe 6BPdapat dilihat pada gambar 6.1.
7
Ronald G Day. Quality Function Deployment: Linking A Company with Its Customers, (Milwaukee: ASQC Cuality Press, 1993, hal. 123
8
Tinggi Fokus
Kecengkungan Dish
Diameter Dish Ukuran Rangka Bibir Ukuran Rangka Polos
Dimensi Hollow
Dimensi Mesh Dimensi Plat Strip
Dimensi Pipa Mounting Komposisi Galvanisasi
Kecengkungan Dish
Dimensi Pipa Mounting
Dimensi Rangka Dish
Dimensi Hollow Dimensi Rangka Dish
Module Feed ModuleMounting Module Dish
Sumber: Hasil Pengolahan Data
BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Kesimpulan yang dapat diperoleh berdasarkan hasil pengolahan, analisis data dan tujuan penelitian yaitu:
1. Atribut rancangan produk parabola tipe 6BP yang sesuai dengan kebutuhan konsumen terdiri dari 9 variabel yaitu bentuk merupakan pertimbangan utama desain dish, hollow merupakan bentuk aluminium rangka dish, coil merupakan bentuk aluminium dish, putih merupakan warna dish, bahan merupakan pertimbangan dalam desain mounting, besi merupakan jenis logam mounting, besi merupakan jenis logam feed, ukuran merupakan pertimbangan dalam desain parabola, bahan merupakan faktor penentu daya tahan parabola dan 4-6 tahun adalah umur produk produk. Atribut rancangan dinyatakan valid dan reliabel berdasarkan pengujian validitas dan reliabilitas yang berarti bahwa atribut produk dapat memakili keinginan konsumen.
DAFTAR PUSTAKA
Barry, Lavine K. 1993. Clustering and Classification of Analytical Data. USA: Clarkson University.
Cohen, Lou. 1995. Quality Function Deployment:How to Make QFd Work for You. USA: Addison-Wesley Publishing Company.
Cheng 2008. Applying QFD and DSM for Product Platform Development and
Evaluaion. Taiwan: National Central University.
Day, Ronald G. 1993. Quality Function Deployment: Linking A Company with Its
Customers. Milwaukee: ASQC Cuality Press.
Eppinger, Steven D dan Tyson R Browning. 2012. Design Structure Matrix
Methods and Applications. Massachusetts: The MIT Press.
Fang Hung, Hsu dkk. 2008. An Integrated Information System For Product
Design Planning. Taiwan: National Central University.
DAFTAR PUSTAKA (Lanjutan)
Jonker, Jan dan Bartjan Pennink. 2010. The Essence of Research Methodology.
Netherland: Springer.
Olson, Clark F. 1993. Parallel Algorithms for Hierarchical Clustering. USA: University of California.
Otto, Kevin dan Kristin Wood. 2001. Product Design : Techniques in Reverse
Engineering and New Product Development. New Jersey: Prentice Hall.
Skalak, Susan. 2002. Implementing Concurrent Engineering in Small Companies.
Virginia: Marcel Dekker Inc.
Sinulingga, Sukaria. 2011. Metode Penelitian. Edisi 1. Medan: USU Press.
Syan, Chanan dan Unny Menon. 1994. Concurrent Engineering Concepts,
Implementation and Practice. London: Chapman and Hall Inc.