PRA RANCANGAN PABRIK
PEMBUATAN SELULOSA ASETAT DARI TANDAN KOSONG
KELAPA SAWIT DENGAN PROSES PULPING DAN ASETILASI
DENGAN KAPASITAS PRODUKSI 3.500 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
OLEH : M. WAHYU ADNIN
NIM : 070405054
D E P A R T E M E N T E K N IK K I M I A
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji syukur Penulis panjatkan kepada Tuhan yang selalu memberikan
kesehatan dan menunjukkan jalan dan pengharapan sehingga Penulis dapat
menyelesaikan tugas akhir dengan judul Pembuatan Selulosa Asetat dari Tandan
Kosong Kelapa Sawit dengan Proses Pulping dan Asetilasi dengan Kapasitas Produksi 3.500 ton/tahun.
Pra–rancangan pabrik ini disusun untuk melengkapi salah satu syarat dalam
menyelesaikan perkuliahan pada Program Studi Strata Satu (S1) Teknik Kimia,
Fakultas Teknik, Universitas Sumatera Utara. Dalam menyelesaikan Tugas Akhir ini,
Penulis banyak menerima bantuan, bimbingan dan fasilitas dari berbagai pihak. Pada
kesempatan ini Penulis mengucapkan terima kasih kepada :
1. Ayahanda Suyanto dan Ibunda Manilawati yang selalu memotivasi dan tidak
henti berdoa agar penulis dapat menyelesaikan Tugas Akhir ini.
2. Ibu Dr.Halimatuddahliana, ST. MSc, dosen pembimbing I yang telah banyak
memberikan masukan, motivasi dan bimbingan serta pengertian kepada
Penulis selama penulisan Tugas Akhir ini.
3. Ibu Ir. Netti Herlina, MT, dosen pembimbing II yang telah banyak
memberikan masukan dan bimbingan kepada Penulis selama penulisan Tugas
Akhir ini.
4. Bapak Dr. Eng. Ir. Irvan, MSi, Ketua Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara.
5. Ibu Dr. Ir. Fatimah MS, Sekretaris Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara.
6. Ibu Ir. Renita Manurung, MT, Koordinator Tugas Akhir Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara.
7. Bapak dan Ibu dosen staf pengajar Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara
8. Sahabatku Andre Yanda, M. Tarmidzi, Bambang Wahyu, Yuda, Andi Nata,
Darwis, Edo Rizqon, Fikri, Shinta, Dahlia, Lia, Wita, Siti yang selalu
memberikan dukungan dalam penyelesaian Tugas Akhir ini.
9. Erikson S. Siboro dan Suri Indayani, sebagai teman seperjuangan Penulis
10.Adik – Adik di Teknik Kimia USU yang tidak tersebutkan namanya yang
telah banyak memberikan bantuan, masukan, doa dan motivasinya kepada
Penulis.
11.Abang dan Kakak Alumni yang tidak tersebutkan namanya yang telah banyak
memberikan masukan, doa dan motivasinya kepada Penulis.
Dalam penyusunan Tugas Akhir ini, Penulis menyadari masih banyak
terdapat kekurangan baik isi ataupun kesalahan penulisan tugas akhir ini. Oleh
karena itu Penulis mengharapkan saran dan kritik yang membangun dari
pembaca sehingga tulisan ini dapat bermanfaat bagi kita semua.
Medan, Juli 2012
INTISARI
Selulosa asetat merupakan bahan baku utama dalam pembuatan tekstil, filter, plastik dan yang lainnya yang dapat diproduksi dari serat yang mengandung selulosa dengan kadar tinggi. Kebutuhan akan selulosa asetat yang meningkat yang selama ini selalu diimpor tentu membuat biaya produksi industri lanjutannya semakin tinggi padahal bahan baku utama dalam pembuatan selulosa asetat adalah tandan kosong kelapa sawit hasil produksi dalam negeri yang selama ini selalu identik sebagai limbah atau buangan pabrik kelapa sawit.
Selulosa asetat yang akan diproduksi 3.500 ton/tahun dengan 330 hari kerja dengan bahan baku utama pulp dan asetat anhidrat dengan proses utama yaitu ekstraksi dengan larutan KOH, bleaching dengan larutan NaOCl, asetilasi pada suhu 700C dan hidrolisis pada suhu 1200C.
Lokasi pabrik pembuatan selulosa asetat ini direncanakan didirikan di daerah Air Genting, Kabupaten Asahan, Provinsi Sumatera Utara dengan luas areal 21.500 m2.Tenaga kerja yang dibutuhkan 156 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik selulosa asetat adalah sebagai berikut: Total Modal Investasi : Rp 336.547.191.249,-
Biaya Produksi : Rp 844.081.121.199,- Hasil Penjualan : Rp 1.757.041.861.127,- Laba Bersih : Rp 635.478.160.043,- Profit Margin : 51,51 %
Break Even Point : 35,79% Return on Investment : 47,51 % Pay Out Time : 2,56 tahun Return on Network : 81,23 % Internal Rate of Return : 44,51%
DAFTAR ISI
Hal
KATA PENGANTAR ...i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi BAB I PENDAHULUAN ... I-1 1.1Latar Belakang ... I-1
1.2Perumusan Masalah ... I-2
1.3Tujuan Perancangan Pabrik ... I-2
1.4Manfaat Perancangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1 2.1Tandan Kosong Kelapa Sawit (TKKS) ... II-1
2.2Pulp ... II-1
2.3Serat ... II-2
2.4Selulosa Asetat ... II-3
2.5Tahapan Pembuatan Selulosa Asetat ... II-4
2.6Deskripsi Proses ... II-5
2.6.1 Proses Pembentukan Pulp dari Tandan
Kosong Kelapa Sawit ... II-5
2.6.2 Proses Pembuatan Pulp Menjadi Selulosa Asetat
Dengan Menggunakan Proses Asetilasi ... II-6
2.6.3 Proses Pemurnian Produk Selulosa Asetat dan
Recovery Asam Asetat Sisa ... II-8
2.7Sifat Bahan Baku dan Produk ... II-9
2.7.1 Sifat Fisis dan Kimia Bahan Baku ... II-9
2.7.2 Sifat Fisis dan Kimia Bahan Penunjang ... II-10
2.7.3 Sifat Fisis dan Kimia Produk... II-12
BAB IV NERACA ENERGI ... IV-1 BAB V SPESIFIKASI PERALATAN ... V-1 5.1 Gudang Penyimpanan TKKS (T-101) ... V-1
5.2 Disc Chipper (DC-101) ... V-1
5.3 Tangki Penyimpanan Larutan KOH (V-101) ... V-2
5.4 Pompa Bahan Larutan KOH (P-101) ... V-2
5.5 Tangki Ekstraksi (EX-101) ... V-2
5.6 Pompa Produk Tangki Ekstraksi (P-102) ... V-3
5.7 Rotary Washer I (RW-101) ... V-3
5.8 Pompa Produk Rotary Washer I (P-103) ... V-4
5.9 Tangki Penyimpanan Larutan NaOCl (V-102) ... V-4
5.10 Pompa Bahan Larutan NaOCl (P-104) ... V-4
5.11 Tangki Bleaching (BL-101) ... V-5
5.12 Pompa Produk Tangki Bleaching (P-105) ... V-6
5.13 Rotary Washer II (RW-102) ... V-6
5.14 Pompa Produk Rotary Washer II (P-106) ... V-6
5.15 Rotary Dryer (RD-201) ... V-6
5.16 Conveyor I (BC-201) ... V-7
5.17 Blow Box I (B-201) ... V-7
5.18 Conveyor II (BC-202) ... V-8
5.19 Tangki Penyimpanan Asam Asetat Glasial (V-105)... V-8
5.20 Pompa Bahan Asam Asetat Glasial (P-107) ... V-8
5.21 Tangki Pencampur (M-201) ... V-9
5.22 Pompa Produk Tangki Pencampur (P-108) ... V-9
5.23 Tangki Penyimpanan Asam Sulfat (V-104) ... V-10
5.24 Pompa Bahan Asam Sulfat (P-109) ... V-10
5.25 Tangki Penyimpanan Asetat Anhidrtat (V-103) ... V-10
5.26 Pompa Bahan Asetat Anhidrat (P-110) ... V-11
5.27 Heater II (H-202) ... V-11
5.28 Pompa Bahan Asam Asetat Recycle (P-111) ... V-12
5.29 Heater I (H-201) ... V-12
5.31 Pompa Produk Reaktor Asetilasi (P-112) ... V-13
5.32 Tangki Hidrolisa (TH-201) ... V-14
5.33 Pompa Produk Tangki Hidrolisa (P-113) ... V-15
5.34 Cooler I (C-201) ... V-15
5.35 Tangki Penyimpanan Magnesium Asetat (V-106) ... V-15
5.36 Pompa Bahan Magnesium Asetat (P-114) ... V-16
5.37 Heater IV (H-204) ... V-16
5.38 Tangki Netralisasi (TN-201) ... V-17
5.39 Pompa Produk Tangki Netralisasi (P-115)... V-17
5.40 Cooler II (C-202) ... V-18
5.41 Centrifuge (CF-301)... V-18
5.42 Rotary Dryer II (RD-30) ... V-18
5.43 Conveyor III (BC-301) ... V-19
5.44 BlowBox II (B-301) ... V-19
5.45 Conveyor IV (BC-302)... V-20
5.46 HammerMill (HM-301) ... V-20
5.47 Conveyor V (BC-303) ... V-20
5.48 Gudang Penyimpanan Selulosa Asetat (V-107) ... V-21
5.49 Dekanter (D-301) ... V-21
5.50 Tangki Pencampur (M-302) ... V-22
5.51 Tangki Penampungan Asam Asetat Sisa (V-108) ... V-22
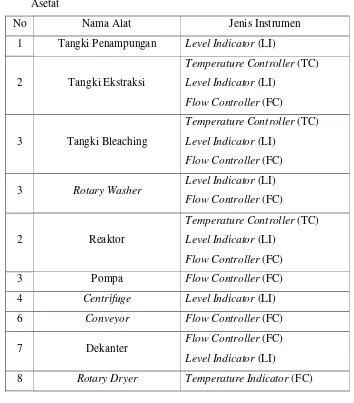
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1 6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-4
6.3 Pencegahan Bahaya Pada Pabrik Pembuatan Selulosa Asetat ... VI-6
6.3.1 Pencegahan terhadap Kebakaran dan Peledakan ... VI-6
6.3.2 Peralatan Perlindungan Diri ... VI-7
6.3.3 Keselamatan Kerja terhadap Listrik ... VI-7
6.3.4 Pencegahan terhadap Gangguan Kesehatan ... VI-8
6.3.5 Pencegahan terhadap Bahaya Mekanis ... VI-8
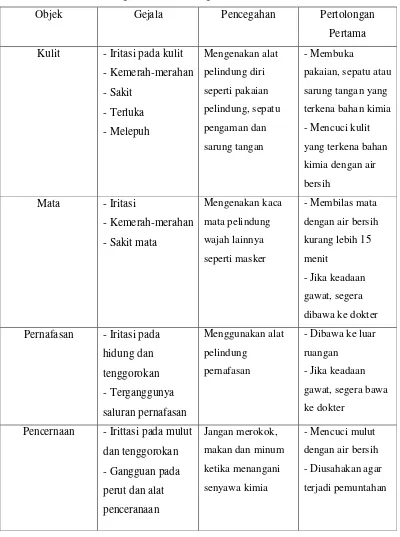
6.3.6 Pencegahan dan Pertolongan Pertama
BAB VII UTILITAS... VII-1 7.1 Kebutuhan Steam (Uap) ... VII-1
7.2 Kebutuhan Air ... VII-2
7.2.1 Screening ... VII-8
7.2.2 Klarifikasi ... VII-8
7.2.3 Filtrasi ... VII-10
7.2.4 Demineralisasi ... VII-10
7.2.5 Deaerator ... VII-13
7.3 Kebutuhan Listrik ... VII-13
7.4 Kebutuhan Bahan Bakar ... VII-14
7.5 Unit Pengolahan Limbah ... VII-15
7.5.1 Kolam Penampungan (POND) ... VII-16
7.5.2 Bak Penampungan Awal ... VII-17
7.5.3 Bak Netralisasi ... VII-18
7.5.4 Pengolahan Limbah dengan Sistem Activated Sludge
(Lumpur Aktif) ... VII-19
7.5.5 Tangki Sedimentasi ... VII-21
7.6 Spesifikasi Peralatan Utilitas ... VII-22
7.6.1 Screening (SC) ... VII-22
7.6.2 Bak Sedimentasi (BS) ... VII-22
7.6.3 Klarifier (CL) ... VII-22
7.6.4 Sand Filter (SF)... VII-23
7.6.5 Tangki Penampungan -01(TU-01) ... VII-23
7.6.6 Tangki Penampungan -02 (TU-02) ... VII-24
7.6.7 Tangki Penampungan -03 (TU-03) ... VII-24
7.6.8 Tangki Kation / Cation Exchanger (CE)... VII-24
7.6.9 Tangki Anion / Anion Exchanger (AE) ... VII-25
7.6.10 Tangki Pelarutan Alum [Al2(SO4)3] (TP – 01) ... VII-25 7.6.11 Tangki Pelarutan Soda Abu [Na2CO3] (TP – 02) ... VII-26 7.6.12 Tangki Pelarutan NaCl (TP-04) ... VII-26
7.6.13 Tangki Pelarutan NaOH (TP-03) ... VII-26
7.6.15 Deaerator (DE) ... VII-27
7.6.16 Ketel Uap (KU) ... VII-28
7.6.17 Cooling Tower (CT) ... VII-28
7.6.18 Tangki Bahan Bakar (TU-03) ... VII-28
7.6.19 Pompa Sedimentasi (PU-01) ... VII-29
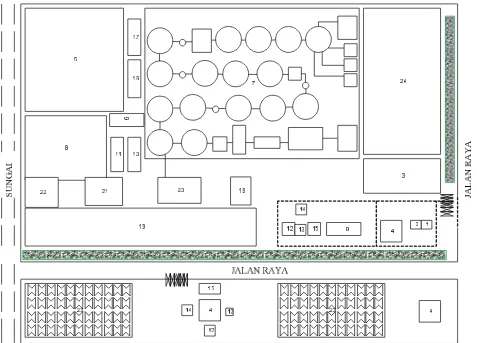
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1 8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-3
8.3 Perincian Luas Tanah ... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1 9.1 Organisasi Perusahaan ... IX-1
9.1.1 Bentuk Organisasi Garis ... IX-2
9.1.2 Bentuk Organisasi Fungsionil... IX-2
9.1.3 Bentuk Organisasi Fungsionil dan Staf ... IX-3
9.2 Manajemen Perusahaan ... IX-3
9.3 Bentuk Hukum Badan Usaha ... IX-4
9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-6
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-6
9.4.2 Dewan Komisaris ... IX-6
9.4.3 Direktur ... IX-7
9.4.4 Sekretaris ... IX-7
9.4.5 Manager Produksi ... IX-7
9.4.6 Manager Teknik ... IX-7
9.4.7 Manager Umum dan Keuangan ... IX-8
9.4.8 Manager Pembelian dan Pemasaran... IX-8
9.5 Sistem Kerja ... IX-8
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-10
9.7 Sistem Penggajian ... IX-12
9.8 Tata Tertib ... IX-13
9.9 JAMSOSTEK dan Fasilitas Tenaga Kerja ... IX-14
10.1.1 Modal Investasi Tetap / Fixed Capital Investment (FCI) ... X-1
10.1.2 Modal Kerja / Working Capital (WC) ... X-2
10.2 Biaya Produksi Total (BPT)/ Total Cost (TC) ... X-3
10.2.1 Biaya Tetap (BT) / Fixed Cost (FC) ... X-4
10.2.2 Biaya Variabel (BV) / Variable Cost (VC) ... X-4
10.3 Total Penjualan (Total Sales) ... X-4
10.4 Bonus Perusahaan ... X-4
10.5 Perkiraan Rugi/Laba Usaha ... X-5
10.6 Analisa Aspek Ekonomi ... X-5
10.6.1 Profit Margin (PM) ... X-5
10.6.2 Break Even Point (BEP) ... X-5
10.6.3 Return on Investment (ROI) ... X-6
10.6.4 Pay Out Time (POT) ... X-6
10.6.5 Return on Network (RON) ... X-6
10.6.6 Internal Rate of Return (IRR) ... X-7
BAB XI KESIMPULAN ... XI-1 DAFTAR PUSTAKA ...xviii LAMPIRAN A PERHITUNGAN NERACA MASSA
LAMPIRAN B PERHITUNGAN NERACA PANAS
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN
DAFTAR TABEL
Tabel 1.1 jumlah Import Selulosa Asetat di Indonesia ... I-1
Tabel 2.1 Kandungan Kimia Tandan Kosong Kelapa Sawit ... II-1
Tabel 2.2 Karakteristik Beberapa Jenis Pulp ... II-2
Tabel 3.1 Neraca Massa pada Tangki Ekstraksi ... III-2
Tabel 3.2 Neraca Massa pada Rotary Washer I ... III-2
Tabel 3.3 Neraca Massa pada Tangki Bleaching ... III-3
Tabel 3.4 Neraca Massa pada Rotary Washer II ... III-3
Tabel 3.5 Neraca Massa pada Rotary Dryer ... III-3
Tabel 3.6 Neraca Massa pada Tangki Pencampur ... III-4
Tabel 3.7 Neraca Massa pada Reaktor Asetilasi... III-4
Tabel 3.8 Neraca Massa pada Tangki Hidrolisasi ... III-5
Tabel 3.9 Neraca Massa pada Tangki Netralisasi ... III-5
Tabel 3.10 Neraca Massa pada Centrifuge ... III-6
Tabel 3.11 Neraca Massa pada Rotary Dryer II ... III-6
Tabel 3.12 Neraca Massa pada Decanter ... III-7
Tabel 3.13 Neraca Massa pada Tangki Pencampur ... III-7
Tabel 4.1 Neraca Energi Tangki Ekstraksi (EX-101) ... IV-2
Tabel 4.2 Neraca Energi Rotary Washer I (RW-101) ... IV-2
Tabel 4.3 Neraca Energi Tangki Bleaching (BL-101) ... IV-2
Tabel 4.4 Neraca Energi Rotary Washer II (RW-102) ... IV-2
Tabel 4.5 Neraca Energi Rotary Dryer (RD-201) ... IV-3
Tabel 4.6 Neraca Energi Blow Box (B-201) ... IV-3
Tabel 4.7 Neraca Energi Tangki Pencampur (M-201) ... IV-3
Tabel 4.8 Neraca Energi Heater I (H-201) ... IV-4
Tabel 4.9 Neraca Energi Heater II (H-202) ... IV-4
Tabel 4.10 Neraca Energi Reaktor Asetilasi (R-201) ... IV-4
Tabel 4.11 Neraca Energi Heater III (H-203) ... IV-5
Tabel 4.12 Neraca Energi Tangki Hidrolisis (TH-201) ... IV-5
Tabel 4.13 Neraca Energi Cooler I (C-201) ... IV-5
Tabel 4.14 Neraca Energi Heater IV (H-204) ... IV-6
Tabel 4.15 Neraca Energi Tangki Netralisasi(TN-201) ... IV-6
Tabel 4.16 Neraca Energi Cooler II (C-202) ... IV-6
Tabel 4.17 Neraca Energi Rotary Dryer II (RD-301) ... IV-6
Tabel 4.18 Neraca Energi Blow Box II (B-301) ... IV-7
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan Selulosa
Asetat……….VI
-4
Tabel 6.2 Metode Pencegahan dan Pertolongan Pertama Jika Terkena Bahan
Kimia………V
I-9
Tabel 7.1 Kebutuhan Uap ... VII-1
Tabel 7.2 Kebutuhan Air Proses ... VII-2
Tabel 7.3 Kebutuhan Air Panas 90 0C pada Alat ... VII-2 Tabel 7.4 Kebutuhan Air Pendingin 25oC pada Alat ... VII-3 Tabel 7.5 Pemakaian Air untuk Berbagai Kebutuhan ... VII-5
Tabel 7.6 Kualitas Air Sungai Silau Asahan ... VII-7
Tabel 7.7 Kebutuhan Listrik pada Alat Utilitas ... VII-14
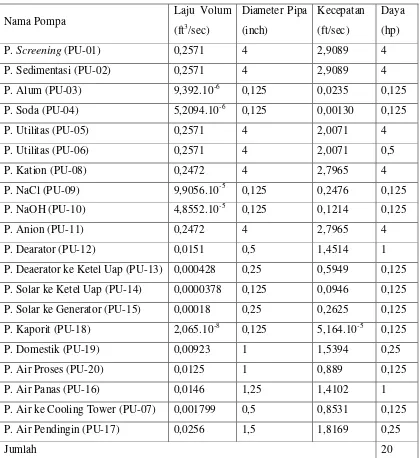
Tabel 7.8 Spesifikasi pompa-pompa utilitas... VII-29
Tabel 8.1 Pertimbangan Pemilihan Lokasi Pabrik ... VIII-1
Tabel 8.2 Perincian Luas Tanah ... VIII-5
Tabel 9.1 Susunan Jadwal Shift Karyawan ... IX-9
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-10
Tabel 9.3 Perincian Gaji Karyawan ... IX-12
Tabel LA.1 Kandungan Kimia Tandan Kosong Kelapa Sawit..………LA-1
Tabel LA.2 Rumus Molekul dan Berat Molekul...……….…….LA-2
Tabel LA.3 Neraca Massa pada Tangki Ekstraksi... LA-4
Tabel LA.4 Neraca Massa pada Rotary Washer I ... LA-6
Tabel LA.5 Neraca Massa pada Tangki Bleaching ... LA-8
Tabel LA.6 Neraca Massa pada Rotary Washer II ... LA-10
Tabel LA.7 Neraca Massa pada Rotary Dryer ... LA-11
Tabel LA.8 Neraca Massa pada Tangki Pencampur... LA-13
Tabel LA.10 Neraca Massa pada Tangki Hidrolisasi ... LA-18
Tabel LA.11 Neraca Massa pada Tangki Netralisasi ... LA-20
Tabel LA.12 Neraca Massa pada Centrifuge ... LA-22
Tabel LA.13 Neraca Massa pada Rotary Dryer II... LA-23
Tabel LA.14 Neraca Massa pada Decanter ... LA-25
Tabel LA.15 Neraca Massa pada Tangki Pencampur... LA-26
Tabel LB-1 Tabel kontribusi nilai kapasitas panas liquid (Cpl) metode Chuch dan
Swanson ... LB-1
Tabel LB-2 Tabel Tabel Kontribusi Unsur Atom dengan Metode Hurst dan
Harrison ... LB-2
Tabel LB-3 Tabel kontribusi gugus nilai panas pembentukan (Hfo) ... LB-3
Tabel LB-4 Nilai kapasitas panas masing-masing komponen ... LB-5
Tabel LB-5 Nilai panas pembentukan dan panas penguapan ... LB-7
Tabel LB-6 Panas Masuk Tiap Komponen pada Tangki Ekstraksi (EX-101) ... LB-9
Tabel LB-7 Panas Keluar Tiap Komponen pada Tangki Ekstraksi (EX-101) ... LB-9
Tabel LB-8 Neraca Energi pada Tangki Ekstraksi (EX-101) ... LB-10
Tabel LB-9 Panas Masuk Tiap Komponen pada Rotary Washer I (RW-101) ... LB-11
Tabel LB-10 Panas Keluar Tiap Komponen pada Rotary Washer I (RW-101) ... LB-12
Tabel LB-11 Neraca Energi pada Rotary Washer I (RW-101) ... LB-12
Tabel LB-12 Panas Masuk Tiap Komponen pada Tangki Bleaching (BL-101) ... LB-13
Tabel LB-13 Panas Keluar Tiap Komponen pada Tangki Bleaching (BL-101) ... LB-13
Tabel LB-14 Neraca Energi pada Tangki Bleaching (BL-101) ... LB-14
Tabel LB-15 Panas Masuk Tiap Komponen pada Rotary Washer II (RW-102) .. LB-15
Tabel LB-16 Panas Keluar Tiap Komponen pada Rotary Washer II (RW-102) .. LB-16
Tabel LB-17 Neraca Energi pada Rotary Washer II (RW-102) ... LB-16
Tabel LB-18 Panas Masuk Tiap Komponen pada Rotary Dryer (RD-201) ... LB-17
Tabel LB-19 Panas Keluar Tiap Komponen pada Rotary Dryer (RD-201) ... LB-17
Tabel LB-20 Neraca Energi pada Rotary Dryer (RD-201) ... LB-18
Tabel LB-21 Panas Masuk Tiap Komponen pada Blow Box (B-201) ... LB-18
Tabel LB-22 Panas Keluar Tiap Komponen pada Blow Box (B-201) ... LB-19
Tabel LB-23 Neraca Energi pada Blow Box (B-201) ... LB-19
Tabel LB-25 Panas Keluar Tiap Komponen pada Tangki Pencampur (M-201) .. LB-21
Tabel LB-26 Neraca Energi pada Tangki Pencampur (M-201) ... LB-21
Tabel LB-27 Panas Masuk Tiap Komponen pada Heater I (H-201) ... LB-22
Tabel LB-28 Panas Keluar Tiap Komponen pada Heater I (H-201) ... LB-22
Tabel LB-29 Neraca Energi pada Heater I (H-201) ... LB-23
Tabel LB-30 Panas Masuk Tiap Komponen pada Heater II (H-202) ... LB-24
Tabel LB-31 Panas Keluar Tiap Komponen pada Heater II (H-202) ... LB-24
Tabel LB-32 Neraca Energi pada Heater II (H-202) ... LB-24
Tabel LB-33 Panas Masuk Tiap Komponen pada Reaktor Asetilasi (R-201) ... LB-26
Tabel LB-34 Panas Keluar Tiap Komponen pada Reaktor Asetilasi (R-201) ... LB-26
Tabel LB-35 Neraca Energi pada Reaktor Asetilasi (R-201) ... LB-27
Tabel LB-36 Panas Masuk Tiap Komponen pada Heater III (H-203) ... LB-28
Tabel LB-37 Panas Keluar Tiap Komponen pada Heater III (H-203) ... LB-28
Tabel LB-38 Neraca Energi pada Heater III (H-203) ... LB-29
Tabel LB-39 Panas Masuk Tiap Komponen pada Tangki Hidrolisis (TH-201) ... LB-30
Tabel LB-40 Panas Keluar Tiap Komponen pada Tangki Hidrolisis (TH-201) ... LB-31
Tabel LB-41 Neraca Energi pada Tangki Hidrolisis (TH-201) ... LB-32
Tabel LB-42 Panas Masuk Tiap Komponen pada Cooler I (C-201)... LB-33
Tabel LB-43 Panas Keluar Tiap Komponen pada Cooler I (C-201)... LB-34
Tabel LB-44 Neraca Energi pada Cooler I (C-201) ... LB-34
Tabel LB-45 Panas Masuk Tiap Komponen pada Heater VI (H-204)... LB-35
Tabel LB-46 Panas Keluar Tiap Komponen pada Heater VI (H-204)... LB-35
Tabel LB-47 Neraca Energi pada Heater VI (H-204) ... LB-36
Tabel LB-48 Panas Masuk Tiap Komponen pada Tangki Netralisasi (TN-201) .. LB-37
Tabel LB-49 Panas Keluar Tiap Komponen pada Tangki Netralisasi (TN-201) .. LB-38
Tabel LB-50 Neraca Energi pada Tangki Netralisasi (TN-201) ... LB-39
Tabel LB-51 Panas Keluar Tiap Komponen pada Cooler II (C-202) ... LB-40
Tabel LB-52 Neraca Energi pada Cooler II (C-202) ... LB-40
Tabel LB-53 Panas Masuk Tiap Komponen pada Rotary Dryer II (RD-301)... LB-41
Tabel LB-54 Panas Keluar Tiap Komponen pada Rotary Dryer II (RD-301)... LB-42
Tabel LB-55 Neraca Energi pada Rotary Dryer II (RD-301) ... LB-42
Tabel LB-57 Panas Keluar Tiap Komponen pada Blow Box (B-301) ... LB-44
Tabel LB-58 Neraca Energi pada Blow Box (B-301) ... LB-44
Tabel LC-1 Komposisi bahan masuk ke gudang TKKS (T-101)…...LC-1
Tabel LC-2 Komposisi bahan masuk ke tangki ekstraksi (EX-101) ... LC-7
Tabel LC-3 Komposisi bahan masuk ke tangki bleaching (BL-101) ... LC-21
Tabel LC-4 Komposisi bahan masuk ke tangki pencampur (M-201)…….….LC-41
Tabel LC-5 Komposisi bahan masuk ke reaktor asetilasi (R-201) ... LC-68
Tabel LC-6 Komposisi bahan masuk ke Tangki Hidrolisa (TH-201) ... LC-75
Tabel LC-7 Komposisi bahan masuk ke tangki netralisasi (TN-201) ... LC-98
Tabel LC-8 Komposisi bahan masuk ke Centrifuge (CF-301)………..LC-110
Tabel LC-9 Komposisi bahan yang masuk gudang selulosa asetat (V-107) ... LC-118
Tabel LC-10 Komposisi bahan yang masuk ke decanter (D-301) ... LC-120
Tabel LC-11 Komposisi bahan yang masuk ke tangki pencampur (M-301) ... LC-123
Tabel LD-1 Spesifikasi untuk ponpa-pompa utilitas ... LD-35
Tabel LE-1 Perincian Harga Bangunan dan Sarana Lainnya ...LE-1
Tabel LE-2 Harga Indeks Marshall dan Swift ...LE-3
Tabel LE-3 Estimasi Harga Peralatan Proses ...LE-7
Tabel LE-4 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah ...LE-9
Tabel LE-5 Biaya Sarana Transportasi ... LE-12
Tabel LE-6 Perincian Gaji Pegawai ... LE-15
Tabel LE-7 Perician Biaya Kas ... LE-17
Tabel LE-8 Perincian Modal Kerja ... LE-18
Tabel LE-9 Aturan Depresiasi sesuai UU RI No.17 tahun 2000 ... LE-19
Tabel LE-10 Perkiraan Biaya Depresiasi sesuai UU RI No.17 tahun 2000 ... LE-20
Tabel LE-11 Data perhitungan BEP ... LE-27
DAFTAR GAMBAR
Gambar 7.1 Lokasi Pabrik ... VII-6
Gambar 8.1 Tata Tata Letak Pra Rancangan Pabrik Selulosa Asetat ... VIII-7 Gambar 9.1 Struktur Organiasi Pabrik Pembuatan Selulosa Asetat ... IX-16
Gambar LE-1 Harga Peralatan untuk Tangki Penyimpanan dan Tangki
Pelarutan.(Peters, 2004) ... LE-5
DAFTAR LAMPIRAN
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS... LD-1
LAMPIRAN E PERHITUNGAN ASPEK EKONOMI ... LE-1
BAB I
PENDAHULUAN
1.1Latar Belakang
Selulosa asetat merupakan ester asam organik dari selulosa yang telah lama
dikenal di dunia. Produksi selulosa asetat adalah yang terbesar dari semua turunan
selulosa. Selulosa asetat pertama kali dikenalkan oleh Schutzanberger pada tahun
1865. Pada tahun 1879, Franchimont melaporkan penggunaan asam sulfat sebagai
katalis untuk asetilasi, dimana katalis ini masih sangat biasa digunakan untuk
produksi selulosa asetat secara komersial. Proses pembuatan selulosa asetat
selanjutnya disempurnakan oleh Miles (1903) dan Von Bayer (1906), selanjutnya
dibawah pengawasan Camille dan Henri Dreyfus untuk pertama kalinya
direalisasikan proses produksi selulosa asetat dengan skala besar di Inggris.
Selulosa asetat banyak digunakan untuk berbagai macam hal, yaitu sebagai
bahan untuk pembuatan benang tenunan dalam industri tekstil, sebagai filter pada
rokok, bahan untuk lembaran-lembaran plastik, film dan juga cat. Oleh karena itu
selulosa asetat merupakan bahan industri yang cukup penting peranannya.
Berdasarkan data dari Biro Pusat Statistik (tahun 2011), diperoleh data bahwa
kebutuhan selulosa asetat di Indonesia masih dipenuhi dengan mengimpor dari luar
negeri misalnya negara Jepang, Amerika dan beberapa negara Eropa. Indonesia
merupakan salah satu penghasil tekstil terbesar di dunia, ketergantungan akan
selulosa asetat menjadikan APBN Indonesia untuk impor bahan baku ini cukup
tinggi, sehingga membebani ongkos produksi tekstil dalam negeri. Selain itu juga,
ketergantungan ini sangatlah tidak menguntungkan, karena jika timbul gejolak harga
di negara lain maka harga barang-barang yang menggunakan selulosa asetat sebagai
bahan baku akan ikut terpengaruh.
Sehubungan dengan hal tersebut, maka sangatlah tepat jika pemerintah
mangambil kebijakan di sektor industri yang pada hakekatnya bertujuan untuk
mengurangi ketergantungan terhadap negara lain, menghemat devisa dan membuka
lapangan kerja bagi masyarakat yaitu dengan membangun industri-industri baru yang
produknya dapat menggantikan peranan bahan-bahan import. Dengan demikian,
pendirian pabrik selulosa asetat di Indonesia dapat dilaksanakan karena didukung
oleh:
1. Kebutuhan akan selulosa asetat yang semakin meningkat dari tahun ke tahun.
2. Banyaknya tenaga kerja yang memerlukan penyaluran sehingga dengan
pendirian pabrik ini diharapkan dapat menyerap tenaga kerja sehingga akan
mengurangi angka pengangguran.
Dalam perkembangannya, kebutuhan selulosa asetat di Indonesia cenderung
meningkat. Tabel 1.1 memperlihatkan kebutuhan import selulosa asetat di Indonesia.
Tabel 1.1. Jumlah Import Selulosa Asetat di Indonesia
Tahun Ton
2005 2.699,461
2006 2.840,353
2007 2.941,931
2008 3.037,247
2009 3.180,449
2010 3.210,631
(Sumber : Data BPS Medan, 2011)
1.2Perumusan Masalah
Sehubungan dengan semakin diperlukannya tekstil yang aman dan ramah
terhadap lingkungan, serta terdapatnya potensi produksi tekstil yang cukup besar di
Indonesia, maka suatu prospek yang bagus untuk membuat suatu perancangan pabrik
pembuatan selulosa asetat sebagai bahan baku pembuatan tekstil dengan
menggunakan bahan baku utama tandan kosong kelapa sawit (TKKS) dan asetat
anhidrid dengan bantuan katalis asam sulfat sangat memungkinkan.
1.3Tujuan Perancangan
Tujuan perancangan pabrik pembuatan selulosa asetat ini adalah untuk
menerapkan disiplin ilmu Teknik Kimia, khususnya dibidang rancang, proses dan
1.4Manfaat Perancangan
Manfaat Pra Rancangan pabrik Pembuatan Selulosa Asetat dari Tandan
Kosong Kelapa Sawit adalah memberi gambaran kelayakan (feasibility) dari segi
rancangan dan ekonomi pabrik ini untuk dikembangkan di Indonesia. Di mana
nantinya gambaran tersebut menjadi patokan untuk pengambilan keputusan terhadap
pendirian pabrik tersebut. Proses pembuatan selulosa asetat dimanfaatkan untuk
menekan biaya impor dan menjaga ketersediaan selulosa asetat yang selama ini
merupakan salah satu komoditas yang harus didatangkan dari luar Indonesia dan
mengurangi penggunaan bahan baku tekstil yang berasal dari bahan sintesis yang
seringkali menimbulkan berbagai masalah lingkungan sehingga kebutuhan dalam
BAB II
TINJAUAN PUSTAKA
2.1 Tandan Kosong Kelapa Sawit (TKKS)
Tandan kosong kelapa sawit (TKKS) merupakan limbah utama
berligniselulosa yang belum termanfaatkan secara optimal dari industri pengolahan
kelapa sawit. Basis satu ton tandan buah segar akan dihasilkan minyak sawit kasar
sebanyak 0,21 ton (21%), minyak inti sawit sebanyak 0,05 ton (0,5%) dan sisanya
merupakan limbah dalam bentuk tandan kosong, serat dan cangkang biji yang
masing – masing sebanyak 0,23 ton (23%), 0,135 ton (13,5%) dan 0,055 ton (5,5%)
(Darnoko, 1992). Padahal tandan kosong kelapa sawit berpotensi untuk
dikembangkan menjadi barang yang lebih berguna, salah satunya menjadi bahan
baku dimetil eter. Hal ini karena tandan kosong kelapa sawit banyak mengandung
selulosa yang dapat dihirolisis menjadi glukosa kemudian difermentasi menjadi
dimetil eter. Kandungan selulosa yang cukup tinggi yaitu sebesar 45% menjadikan
kelapa sawit sebagai prioritas untuk dimanfaatkan sebagai bahan baku pembuatan
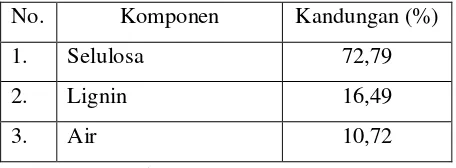
dimetil eter (Aryafatta, 2008). Komposisi kimia untuk tandan kosong kelapa sawit
dapat dilihat pada Tabel 2.1 berikut ini.
Tabel 2.1 Kandungan Kimia Dalam Tandan Kosong Kelapa Sawit
No. Komponen Kandungan (%)
1. Selulosa 72,79
2. Lignin 16,49
3. Air 10,72
Sumber : Darnoko, 1990
Selama ini pengolahan/pemanfaatan TKKS oleh PKS masih sangat terbatas
yaitu dibakar dalam incinerator, ditimbun (open dumping), dijadikan mulsa di
perkebunan kelapa sawit, atau diolah menjadi kompos. Namun karena adanya
beberapa kendala seperti waktu pengomposan yang cukup lama sampai 6 – 12
bulan, fasilitas yang harus disediakan, dan biaya pengolahan TKKS tersebut. Maka
cara – cara tersebut kurang diminati oleh PKS. Selain jumlah yang melimpah juga
(Aryafatta, 2008). TKKS cocok dikembangkan sebagai bahan baku pembuatan
selulosa asetat.
2.2 Pulp
Pulp merupakan material berserat yang dihasilkan dari beberapa tahapan
proses melalui perlakuan kimia dan mekanis, tergantung jenis bahan baku. Sekarang,
sekitar 90 % produksi pulp dunia berbahan baku dari kayu. Adapun beberapa kandungan yang terdapat dalam kayu adalah α-selulosa (R-10) dan xylen. Kandungan dari bahan baku pulp yang mempengaruhi pembuatan selulosa asetat adalah α-selulosa (R-10, dengan batas kandungan minimal selulosa (R-10) dalam pulp 96 % (Lewin, 2006). Berikut kadar α-selulosa (R-10) dalam pulp pada beberapa proses dan bahan baku.
Tabel 2.2 Karakteristik Beberapa Jenis Pulp
2.3 Serat
Serat atau fiber adalah suatu jenis bahan berupa potongan-potongan
komponen yang membentuk jaringan memanjang yang utuh. Contoh serat yang
paling sering dijumpai adalah serat pada kain. Manusia menggunakan serat dalam
banyak hal: untuk membuat tali, kain, atau kertas. Serat dapat digolongkan menjadi
dua jenis yaitu serat alami dan serat sintetis (serat buatan manusia). Serat sintetis
dapat diproduksi secara murah dalam jumlah yang besar. Namun demikian, serat
alami memiliki berbagai kelebihan khususnya dalam hal kenyamanan.
Serat alami meliputi serat yang diproduksi oleh tumbuh-tumbuhan, hewan,
dan proses geologis. Serat jenis ini bersifat dapat mengalami pelapukan. Serat alami
dapat digolongkan ke dalam:
Serat tumbuhan/serat pangan; biasanya tersusun atas selulosa, hemiselulosa,
dan kadang-kadang mengandung pula lignin. Contoh dari serat jenis ini yaitu
katun dan kain ramie. Serat tumbuhan digunakan sebagai bahan pembuat
kertas dan tekstil. Serat tumbuhan juga penting bagi nutrisi manusia.
Serat kayu, berasal dari tumbuhan berkayu.
Serat hewan, umumnya tersusun atas protein tertentu. Contoh dari serat
hewan yang dimanfaatkan oleh manusia adalah serat laba-laba (sutra) dan
bulu domba (wol).
Serat mineral, umumnya dibuat dari asbestos. Saat ini asbestos adalah
satu-satunya mineral yang secara alami terdapat dalam bentuk serat panjang.
Adapun serat buatan/sintetis yang dikenal pada saat ini di kelompokkan
menjadi dua, yaitu :
1.Serat mineral : serat yang terbuat dari bahan baku berupa mineral
Contoh :
Kaca serat/Fiberglass, dibuat dari kuarsa
Serat logam dapat dibuat dari logam yang duktil seperti emas, atau perak.
Serat karbon
2. Serat polimer : bagian dari serat sintetis, serat jenis ini dibuat melalui proses kimia
Contoh :
polyamida nilon
fenol-formaldehid (PF)
serat polivinyl alkohol (PVOH)
serat polivinyl khlorida (PVC)
poliolefin (PP dan PE)
polyethylene (PE)
Elastomer, digunakan untuk membuat spandex
poliuretan.
2.4 Selulosa Asetat
Selulosa asetat merupakan serat yang sangat mudah dihasilkan dengan biaya
yang rendah dan kualitas produk yang baik. Selulosa asetat digunakan dalam
berbagai industri seperti pembuatan tekstil, plastik, fiber, dan filter rokok. Adapun
sifat selulosa asetat yang membedakan dengan serat sintetis lainnya adalah :
Termoplastik
Selektif absorpsi dan dapat membuang beberapa bahan organik dengan kadar
rendah
Mudah digabungkan dengan plasticizers, panas, dan tekanan
Selulosa asetat larut pada kebanyakan pelarut (terutama aseton dan pelarut
organik) dan dapat dimodifikasi agar dapat dilarutkan dengan pelarut
alternatif, termasuk air
Hidrofilik, membuat selulosa asetat gampang basah, dengan pengantar cairan
yang baik dan absorpsi yang bagus
Area permukaan luas
Terbuat dari sumber yang dapat diperbaharui : tandan kosong kelapa sawit
resistan untuk mold dan mildew
Mudah hancur dengan larutan alkali kuat dan agen oksidasi kuat
Dapat dibersihkan atau dikeringkan dengan mudah
2.5 Tahapan Pembuatan Selulosa asetat
Selulosa asetat merupakan hasil reaksi dari selulosa dan asetat anhidrid, yang
merupakan produk senyawa dari gugus hidroksil dan asam. Ada 3 proses utama yang
1. Solvent process (proses dengan pelarut)
Merupakan proses yang paling umum dan biasa digunakan. Pada proses asetilasi
digunakan asetat anhidrid sebagai reaktan utama dan berlangsung dengan
kehadiran asam asetat glasial sebagai pelarut serta asam sulfat sebagai katalis.
2. Solution process (proses larutan)
Methylene chloride menggantikan semua atau sebagian asam asetat dan aksinya
sebagai solvent bagi selulosa asetat yang terbentuk.
3. Heterogenous process (proses heterogen)
Cairan organik inert, seperti benzene ligroin digunakan sebagai non-solvent
untuk menjaga selulosa terasetilasi yang telah terbentuk dalam larutan.
Proses yang digunakan pada perancangan proses ini yaitu proses dengan pelarut
asam asetat dengan reaktan utama asetat anhidrid dan katalis asam sulfat karena
memiliki keuntungan pada proses asetilasi yang menghasilkan derajat asetilasi yang
tinggi yaitu 2,50 – 2,95 (Mc Ketta, 1997).
Secara umum, proses produksi selulosa asetat dengan proses di atas meliputi 4
tahapan proses, yaitu :
1. Proses Pembentukan Pulp dari Tandan Kosong Kelapa Sawit.
2. Proses Pengubahan Pulp Menjadi Selulosa Asetat dengan Menggunakan
Proses Asetilasi.
3. Proses Pemurnian Produk Selulosa Asetat dan Recovery Asam Asetat Sisa.
Proses pembuatan selulosa asetat adalah sebagai berikut :
2.6 Deskripsi Proses
2.6.1 Proses Pembentukan Pulp dari Tandan Kosong Kelapa Sawit
Proses pembentukan pulp yang berasal dari tandan kosong kelapa sawit
(TKKS) dengan menggunakan proses pulping diikuti dengan bleaching. Tandan
Kosong Kelapa Sawit didalam gudang penyimpanannya (T-101) diperkecil
ukurannya pada unit disk chipper (DC-101) hingga berdiameter 50 mm. Tandan
Kosong Kelapa Sawit yang telah dicacah dibawa ke tahap ekstraksi dengan
menggunakan bucketelevator (E-101).
Larutan KOH 15% dipompakan dari V-101 menuju tangki ekstraksi EX-101.
di dalam tandan kosong kelapa sawit. Tangki ekstraksi dilengkapi dengan pengaduk.
Perbandingan antara tandan kosong dengan KOH 15% adalah 1:10 (b/v). Proses
ekstraksi berlangsung selama 2 jam dengan temperatur 85oC dan konsistensi air sebanyak 10% di dalam pulp. Media yang digunakan untuk memanaskan reaktor
menjadi 85oC adalah steam yang dialirkan melalui jaket reaktor. Pada unit ini, sebanyak 61,53% lignin tereduksi (PPKS, 2010).
Pulp hasil ekstraksi dialirkan ke dalam Rotary Washer I (RW-101) dengan
menggunakan pompa sentrifugal. Media yang digunakan untuk mencuci pada unit
RW-101 adalah air proses dengan suhu 30oC. Perbandingan air proses dengan bahan yang dicuci adalah 2,5 : 1 (Kirk & Othmer, 1978). Efesiensi pencucian pada alat ini
adalah 98% (European Commission, 2001). Selanjutnya, pulp akan dibawa ke unit
bleaching.
Keluaran dari RW-101 dialirkan dengan pompa ke dalam tangki bleaching
(BL-101). Tangki bleaching digunakan untuk menghilangkan lignin yang tersisa dari
proses ekstraksi. Di dalam tangki bleaching dimasukkan pulp serta larutan NaOCl
1% dengan perbandingan 1:20 (b/v). Tangki dilengkapi dengan pengaduk untuk
mengaduk campuran. Proses bleaching berlangsung selama 24 jam pada suhu 60oC dan konsistensi air di dalam pulp 10%. Pada unit ini, sebanyak 87,638% lignin
tereduksi (PPKS, 2010).
Setelah melewati tahap bleaching, bleached pulp dimasukkan ke dalam unit
pencucian Rotary Washer II (RW-102) yang bertujuan agar pulp yang dihasilkan
bersih dari sisa bahan kimia pemutih (NaOCl). Media pencucian yang digunakan
adalah air proses yang masuk ke unit RW-102 pada 30oC. Perbandingan air proses dengan bahan yang dicuci adalah 2,5 : 1 (Kirk & Othmer, 1978). Efesiensi pencucian
pada alat ini adalah 98% (European Commission, 2001).
Kemudian pulp dipompakan menuju menuju unit pengeringan pulp. Pulp
dikeringkan dengan menggunakan rotary dryer (RD-201). Media pemanas yang
digunakan pada unit ini adalah steam. Kandungan air yang diharapkan pada keluaran
Rotary dryer adalah sebesar 10% yang merupakan sarat kandungan air pada pulp
untuk memasuki unit asetilasi. Pulp didinginkan pada blow box (B-201) dengan
menggunakan media udara pendingin untuk menurunkan panas dari pulp hingga
2.6.2 Proses Pengubahan Pulp Menjadi Selulosa Asetat dengan Menggunakan Proses Asetilasi
Pulp dibawa dengan menggunakan belt conveyor (BC-202) ke tangki
pencampur (M-201) yang terbuat dari stainless steel dan dilengkapi dengan
pengaduk. Asam asetat glasial sebanyak 35% dari jumlah selulosa dipompakan dari
tangki penyimpanannya (V-105) ke tangki pencampur untuk proses aktivasi pulp
dalam penyeragaman selulosa (pretreatment) (Yamashita et al, 1986). Kondisi
operasi unit pencampur (M-201) adalah 50oC dengan pengadukan selama 30 menit. Pencapaian suhu 50oC dalam unit pencampur dikarenakan oleh aliran masuk dari air panas pada jaket tangki pencampur. Fasa pada proses ini adalah bubur (slurry).
Pulp yang diaktivasi dimasukkan ke dalam reaktor asetilasi (R-201) yang
dilengkapi dengan pengaduk dan jaket pemanas. Reaktan asetat anhidrid dari tangki
penyimpanannya (V-103) dipompakan sebanyak 247% dari berat selulosa serta asam
asetat dari tangki penyimpanannya (V-108) dipompakan sebanyak 438% dari berat
selulosa menuju reaktor (Yamashita et al, 1986). Selanjutnya katalis asam sulfat
pekat 98% dari V-104 sebanyak 3,8% dari berat selulosa dipompakan menuju reaktor
asetilasi R-201 (Yamashita et al, 1986). Kondisi operasi dalam reaktor adalah 70oC
dan waktu reaksi selama 1 jam. Reaksi keseluruhan yang terjadi dalam reaktor dalam
perubahan selulosa menjadi selulosa triasetat adalah sebagai berikut:
selulosa asetat anhidrid selulosa triasetat asam asetat
dimana Cell adalah cincin anhidroglukosa tanpa grup -OH dan Ac merupakan gugus
asetil, COCH3. Reaksi diatas menunjukkan bahwa 3 mol asetat anhidrid bereaksi dengan 1 mol selulosa untuk menghasilkan 1 mol selulosa triasetat dan 3 mol asam
asetat. Pada proses ini, seluruh selulosa dapat diubah menjadi selulosa triasetat
(Lewin, 2001).
Setelah proses asetilasi, produk hasil reaktor asetilasi (R-201) selanjutnya
dihidrolisis dalam tangki hidrolizer (TH-201) pada suhu 120oC dengan media pemanas yaitu steam selama 2 jam dengan penambahan air sebanyak 71% dari berat
(flake) selulosa asetat (Yamashita et al, 1986). Unit hidrolisasi bertujuan untuk
mematangkan (ripening step) selulosa triasetat menjadi selulosa asetat serta
menghentikan reaksi asetilasi dan menghidrolisis seluruh sisa asetat anhidrid
membentuk asam asetat. Reaksi utama yang terjadi dalam tangki hidroliser adalah
sebagai berikut :
Selulosa triasetat air selulosa asetat asam asetat
Setelah melalui proses hidrolisis, maka produk keluaran tangki hidroliser
dialirkan ke cooler E-201, untuk menurunkan suhu produk H-201 yang tadinya
120oC menjadi 90oC dengan menggunakan media air pendingin. Penurunan suhu produk unit pendingin menjadi 90oC karena syarat suhu bahan baku yang masuk ke
dalam unit netralsasi adalah 90oC (Yamashita et al, 1986). Produk keluaran unit pendingin dialirkan ke unit netralisasi bertujuan untuk menetralkan asam sulfat
dalam campuran dengan menambahkan magnesium asetat 38% di dalam tangki
neutralizer (TN-201). Larutan magnesium asetat 38% sebanyak 16% dari jumlah
selulosa dipompakan dari (V-106) ke dalam tangki netraliser. Larutan magnesium
asetat berfungsi sebagai neutralizing agent untuk menghilangkan sisa-sisa asam
sulfat yang masih ada dalam campuran. Reaksi yang terjadi dalam unit ini adalah :
Mg(OAc)2 (l) + H2SO4 (l) MgSO4 (l) + 2HOAc (l) Magnesium asetat asam sulfat magnesium sulfat asam asetat
2.6.3 Proses Pemurnian Produk Selulosa Asetat dan Recovery Asam Asetat Sisa
Tahap ini bertujuan untuk :
- Memisahkan padatan selulosa asetat dari fase cairnya.
- Mengeringkan padatan selulosa asetat.
Setelah dinetralkan, campuran dari tangki netraliser dialirkan menuju
centrifuge (CF-301) untuk dilakukan pemisahan yang terlebih dahulu dialirkan
menggunakan media air pendingin. Centrifuge bekerja untuk memisahkan padatan
selulosa asetat dari fase cairnya dengan efisiensi alat sebesar 98%. Endapan berupa
selulosa asetat dalam bentuk serpihan padatan (flake) kemudian dikeringkan dengan
menggunakan rotary dryer (RD-301) yang dibawa dengan menggunakan screw
conveyor (SC-301), sedangkan larutan sisa masuk ke dalam dekanter (D-301) untuk
proses recovery asam asetat.
Rotary dryer (RD-301) diperasikan pada tekanan 1 atm dengan suhu 100oC. Kemudian dari rotary dryer (RD-301), produk dibawa dengan belt conveyor
(BC-302) menuju unit penyeragaman bentuk/hammer mills (HM-401) agar bentuk flake selulosa menjadi seragam yaitu dengan ukuran produk akhir adalah 50 μm. Produk akhir berupa selulosa asetat dibawa dengan menggunakan belt conveyor (BC-303)
menuju gudang penyimpanan selulosa asetat (V-107).
Sementara itu, larutan dari centrifuge (CF-301) dialirkan ke tangki dekanter
(D-301) untuk memisahkan larutan asam asetat dari padatan terlarut. Fasa berat
dialirkan ke utilitas sedangkan larutan sisa dipompakan menuju tangki asam asetat
sisa (V-108).
2.7 Sifat Bahan Baku dan Produk 2.7.1 Sifat Fisis dan Kimia Bahan Baku a. Tandan Kosong Kelapa Sawit
Sifat Fisis :
Wujud : padat Sg : 1,6 g/cm3 Rumus molekul : (C6H7O2(OH)3)x Kapasitas panas : 0,32 Cal/g.oC
Sifat Kimia :
Reaksi esterifikasi selulose dengan asam asetat anhidrid :
OSO2OH
b. Asetat Anhidrid Sifat Fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna) Rumus molekul : (CH3CO)2O
BM : 102,09 g/mol
Titik didih : 139,6oC pada tekanan 1 atm. Sg : 1,082 g/cm3
Kapasitas panas : 0,456 cal/g.oC Temperatur kritis : 326oC
Viscositas : 0,91 Cp
Panas penguapan : 93 cal/g (pada titik didih normal)
(Perry, 1997)
Sifat Kimia :
Asetat anhidrid bisa berasetilasi dengan berbagai macam campuran, mulai
dari kelompok selulosa sampai ammonia dengan menggunakan katalis asam atau
basa. Pada beberapa garam inorganik dipakai juga aksi katalis, tetapi sukar untuk
menggeneralisasi aksi dari garam metalik dan ion.
Pada umumnya reaksi katalisasi asam dari asetat anhidrid lebih cepat
dibandingkan dengan reaksi katalis dengan basa. Hidrolisa dari asetat anhidrid
berjalan pada suhu yang rendah dengan adanya katalis akan mencapai tingkat
(laju) yang lebih baik.
2.7.2 Sifat Fisis dan Kimia Bahan Penunjang a. Asam Asetat
Sifat Fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna) Rumus molekul : CH3COOH
BM : 60,05 g/mol
Sg : 1,049 g/cm3 Temperatur kritis : 594,45oK Viscositas : 1,22 Cp
Panas penguapan : 94,29 cal/g (pada titik didih normal) Panas pembakaran : 46,6 cal/g
(Perry, 1997)
Sifat Kimia:
Dalam sintesa cellulose dan rayon, asam asetat anhidrid terbentuk dari asam
asetat dengan kondisi 700 0C dan 150 mmHg Reaksi:
HOAc H2O + CH2 = CO
Dengan katalis trietil pospat, diikuti reaksi pendinginan dalam fase cair
HOAc + CH2 = CO Ac2O
b. Asam Sulfat Sifat Fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna) Rumus molekul : H2SO4
BM : 98 g/mol
Titik didih : 340oC pada tekanan 1 atm Kapasitas panas : 0,3404 cal/g.oC
Sg : 1,8361 g/cm3
(Perry, 1997)
Sifat Kimia :
Asam sulfat larut dalam semua proporsi air dan menghasilkan sejumlah panas.
Setiap 1 lb asam sulfat 100% ditambah air sampai konsentrasi asam 90% akan
melepaskan panas 80 BTU dan bila ditambah air hingga konsentrasi 20% maka akan
c. Magnesium Asetat Sifat fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna) Rumus molekul : Mg(CH3COO)2
BM : 142,39 g/mol
Titik didih : 134oC pada tekanan 1 atm Kapasitas panas : 0,2340 cal/g.oC
Sg : 1,035 g/cm3
(Perry, 1997)
Sifat Kimia :
Pada kasus asetilasi dengan katalis yang tinggi (pekat), asam sulfat
dinetralisir dengan menambahkan sodium asetat atau magnesium asetat untuk
mengurangi kandungan asam sulfat bebas dan mencegah depolimerisasi yang
berlebihan (Kirk & Othmer, 1977).
2.7.3 Sifat Fisis dan Kimia Produk a. Selulose Asetat (produk utama)
Sifat fisis :
Wujud : padat
Kenampakan : flake (butiran)
Rumus molekul : (C6H7O2(OCOCH3)3)x Titik lebur : 260oC
Kapasitas panas : 0,42 cal/g.oC Sg : 1,32 g/cm3 Derajat polimerisasi : 200 Derajat subtitusi : 2,4
Sifat kimia :
BAB III
NERACA MASSA
Pembuatan selulosa asetat dari tandan kosong kelapa sawit menggunakan
proses pulping yang disusul dengan proses asetilasi didasarkan pada :
Kapasitas produksi : 3500 ton/tahun
Waktu kerja : 330 hari/tahun
Satuan operasi : kg/jam
Kemurnian produk : 99,1% (PPKS, 2010)
Peralatan yang mengalami peneracaan massa yaitu :
- Tangki Ekstraksi (EX-101)
- Rotary Washer I (RW-101)
- Tangki Bleaching (BL-101)
- Rotary Washer II (RW-102)
- Rotary Dryer I (RD-201)
- Tangki Pencampur (M-201)
- Reaktor Asetilasi (R-201)
- Tangki Hidrolisis (TH-201)
- Tangki Netralisasi (TN-201)
- Centrifuge (CF-301)
- Rotary Dryer II (RD-301)
- Decanter (D-301)
- Tangki Pencampur (M-301)
Tabel 3.1 sampai 3.13 menyajikan peneracaan massa untuk “Pembuatan Selulosa
Asetat dari Tandan Kosong Kelapa Sawit Menggunakan Proses Pulping dan
1. Tangki Ekstraksi (EX-101)
Tabel 3.1 Neraca Massa pada Tangki Ekstraksi (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 1 Alur 2 Alur 3 Alur 4
Selulosa - 300,236 - 300,236
lignin - 68,016 - 68,016
H2O 3234,992 44,217 35,060 3314,269
KOH - - 6,187 6,187
Sub total 3234,992 412,469 41,247 3688,708
Total 3688,708 3688,708
2. Rotary Washer I (RW-101)
Tabel 3.2 Neraca Massa pada Rotary Washer (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 4 Alur 5 Alur 6 Alur 7
Selulosa 300,236 - 6,005 294,231
lignin 68,016 - 41,850 26,166
H2O 3314,269 9221,770 12285,318 250,721
KOH 6,187 - 6,187 -
Sub total 3688,708 9221,770 12339,360 571,118
3. Tangki Bleaching (BL-101)
Tabel 3.3 Neraca Massa pada Tangki Bleaching (kg/jam)
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 7 Alur 8 Alur 9 Alur 10
Selulosa 294,231 - - 294,231
lignin 26,166 - - 26,166
H2O 250,721 2604,582 28,270 2883,574
NaOCl - - 0,286 0,286
Sub total 571,118 2604,582 28,556 3204,256
Total 3165,989 3204,256
4. Rotary Washer II (WVF-102)
Tabel 3.4 Neraca Massa pada Rotary Washer (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 10 Alur 11 Alur 12 Alur 13
Selulosa 294,231 - 5,885 288,347
lignin 26,166 - 22,861 3,305
H2O 288,574 8010,640 10676,330 217,884
NaOCl 0,286 - 0,286 -
Sub total 3204,256 8010,640 10705,360 509,536
Total 11214,897 11214,897
5. Rotary Dryer (RD-201)
Tabel 3.5 Neraca Massa pada Rotary Dryer (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 13 Alur 14 Alur 15
Selulosa 288,347 - 288,347
Lignin 3,305 - 3,305
H2O 217,884 196,096 21,788
Sub total 509,536 196,096 313,440
6. Tangki Pencampur (M-201)
Tabel 3.6 Neraca Massa pada Tangki Pencampur (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 16 Alur 17 Alur 18
Selulosa 288,347 - 288,347
lignin 3,305 - 3,305
H2O 21,788 2,018 23,807
CH3COOH - 98,903 98,903
Sub total 313,440 100,921 414,362
Total 414,362 414,362
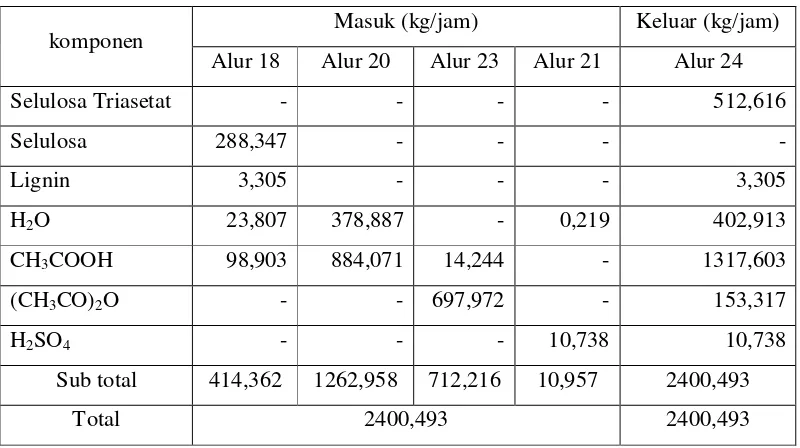
7. Reaktor Asetilasi (R-201)
Tabel 3.7 Neraca Massa pada Reaktor Asetilasi (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 18 Alur 20 Alur 23 Alur 21 Alur 24
Selulosa Triasetat - - - - 512,616
Selulosa 288,347 - - - -
Lignin 3,305 - - - 3,305
H2O 23,807 378,887 - 0,219 402,913
CH3COOH 98,903 884,071 14,244 - 1317,603
(CH3CO)2O - - 697,972 - 153,317
H2SO4 - - - 10,738 10,738
Sub total 414,362 1262,958 712,216 10,957 2400,493
8. Tangki Hidrolisasi (TH-201)
Tabel 3.8 Neraca Massa pada Tangki Hidrolisasi (kg/jam)
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 24 Alur 26 Alur 27
Selulosa Triasetat 512,616 - -
Selulosa Asetat - - 437,860
Lignin 3,305 - 3,305
H2O 402,913 204,726 549,086
CH3COOH 1317,603 - 1601,164
(CH3CO)2O 153,317 - 3,066
H2SO4 10,738 - 10,738
Sub total 2400,493 204,726 2605,219
Total 2605,219 2605,219
9. Tangki Netralisasi (TN-201)
Tabel 3.9 Neraca Massa pada Tangki Netralisasi (kg/jam)
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 28 Alur 30 Alur 31
Selulosa Asetat 437,860 - 437,860
Lignin 3,305 - 3,305
H2O 549,086 28,604 577,690
CH3COOH 1601,164 - 1967,809
(CH3CO)2O 3,066 - 3,066
H2SO4 10,738 - 0,107
Mg(CH3COO)2 - 17,531 2,128
MgSO4 - - 13,017
Sub total 2605,219 46,135 2651,355
10.Centrifuge (CF-301)
Tabel 3.10 Neraca Massa pada Centrifuge (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 32 Alur 38 Alur 33
Selulosa Asetat 437,860 - 437,860
Lignin 3,305 - 3,305
H2O 577,690 566,136 11,554
CH3COOH 1614,181 1581,897 32,284
(CH3CO)2O 3,066 3,066 -
H2SO4 0,107 0,107 -
Mg(CH3COO)2 2,128 2,128 -
MgSO4 13,017 12,757 0,260
Sub total 2651,355 2166,092 485,263
Total 2651,355 2651,355
11.Rotary Dryer II (RD-301)
Tabel 3.11 Neraca Massa pada Rotary Dryer (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 33 Alur 34 Alur 35
Selulosa Asetat 437,860 - 437,860
Lignin 3,305 - 3,305
H2O 11,554 10,398 1,155
CH3COOH 32,284 32,240 0,044
MgSO4 0,260 - 0,260
Sub total 485,263 42,638 442,624
12.Decanter (D-301)
Tabel 3.12 Neraca Massa pada Decanter (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 38 Alur 39 Alur 40
H2O 566,136 31,267 534,870
CH3COOH 1581,897 - 1581,897
(CH3CO)2O 3,066 3,066 -
H2SO4 0,107 0,107 -
Mg(CH3COO)2 2,128 2,128 -
MgSO4 12,757 12,757 -
Sub total 2166,092 49,325 2116,767
Total 2166,092 2166,092
13.Tangki Pencampur (M-301)
Tabel 3.13 Neraca Massa pada Tangki Pencampur (kg/jam)
komponen Masuk (kg/jam) Keluar (kg/jam) Alur 40 Alur 41 Alur 19 Alur 42
H2O 534,870 100,160 378,887 256,143
CH3COOH 1581,897 - 884,071 697,827
Sub total 2116,767 100,160 1262,968 953,969
BAB IV
NERACA ENERGI
Kapasitas produksi : 3500 ton/tahun
Waktu kerja : 330 hari/tahun
Satuan operasi : kg/jam
Kemurnian produk : 99,1% (PPKS, 2010)
Peralatan yang mengalami peneracaan energi yaitu :
- Tangki Ekstraksi (EX-101)
- Rotary Washer I (RW-101)
- Tangki Bleaching (BL-101)
- Rotary Washer II (RW-102)
- Rotary Dryer I (RD-201)
- Blow Box I (B-201)
- Tangki Pencampur (M-201)
- Heater I (H-201)
- Heater II (H-202)
- Reaktor Asetilasi (R-201)
- Heater III (H-203)
- Tangki Hidrolisis (TH-201)
- Cooler I (C-201)
- Heater IV (H-204)
- Tangki Netralisasi (TN-201)
- Cooler II (C-202)
- Rotary Dryer II (RD-301)
- Blow Box (B-301)
Tabel 4.1 sampai 4.18 menyajikan peneracaan energi untuk “Pembuatan Selulosa
Asetat dari Tandan Kosong Kelapa Sawit Menggunakan Proses Pulping dan
1.TANGKI EKSTRAKSI (EX-101)
Tabel 4.1 Neraca Energi Tangki Ekstraksi (EX-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 71662,641 -
Produk - 859951,695
Air Panas 788289,054 -
Total 859951,695 859951,695
2.ROTARY WASHER I (RW-101)
Tabel 4.12 Neraca Energi RotaryWasher I (RW-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 1052746,630 -
Produk - 1052746,630
Total 1052746,630 1052746,630
3.TANGKI BLEACHING (BL-101)
Tabel 4.3 Neraca Energi Tangki Bleaching (BL-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 84071,077 -
Produk - 436355,686
Air Panas 352284,610 -
Total 436355,686 436355,686
4.ROTARY WASHER II (RW-102)
Tabel 4.4 Neraca Energi Rotary Washer II (RW-102)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 603830,122 -
Produk - 603830,122
5.ROTARY DRYER I (RD-201)
Tabel 4.5 Neraca Energi Rotary Dryer I (RD-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 16886,881 -
Produk - 127223,054
Steam 110336,173 -
Total 127223,054 127223,054
6.BLOW BOX (B-201)
Tabel 4.6 Neraca Energi Blow Box I (B-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 38027,658 -
Produk - 2327,280
Udara Pendingin –35700,378 -
Total 2327,280 2327,280
7.TANGKI PENCAMPUR (M-201)
Tabel 7.6 Neraca Energi Tangki Pencampur (M-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 3384,049 -
Produk - 16920,246
Air Panas 13536,196
Total 16920,246 16920,246
8.HEATER I (H-201)
Tabel 4.8 Neraca Energi Heater I (H-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 16990,296 -
Produk - 84951,480
Air Panas 67961,184 -
9.HEATER II (H-202)
Tabel 4.9 Neraca Energi Heater II (H-202)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 6518,604 -
Produk - 32593,020
Air Panas 26074,416 -
Total 32593,020 32593,020
10. REAKTOR ASETILASI (R-201)
Tabel 4.10 Neraca Energi Reaktor Asetilasi (R-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 134546,927 -
Produk - 239692,738
Panas Reaksi - –3739,833
Air Panas 101405,978 -
Total 235952,905 235952,905
11. HEATER III (H-203)
Tabel 4.11 Neraca Energi Heater III (H-203)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 4280,104 -
Produk - 38520,961
Air Panas 34240,856 -
12. TANGKI HIDROLISIS (H-201)
Tabel 4.12 Neraca Energi Tangki Hidrolisis (H-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 278213,699 -
Produk - 608367,005
Panas Reaksi - –8632,113
Air Panas 321521,194 -
Total 599734,892 599734,892
13. COOLER 1 (C-201)
Tabel 4.13 Neraca Energi Cooler I (C-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 608367,005 -
Produk - 397571,378
Air Pendingin –210795,628 -
Total 397571,378 397571,378
14. HEATER IV (H-243)
Tabel 4.14 Neraca Energi Heater IV (H-204)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 702,486 -
Produk - 9132,313
Air Panas 8429,828 -
15. TANGKI NETRALISASI (TN-201)
Tabel 4.15 Neraca Energi Tangki Netralisasi (TN-201)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 406703,725 -
Produk - 406892,504
Panas Reaksi - 179,653
Total 406703,725 406703,725
16. COOLER 2 (C-202)
Tabel 4.16 Neraca Energi Cooler II (C-202)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 406892,504 -
Produk - 31299,423
Air Pendingin –375593,080 -
Total 31299,423 31299,423
17. ROTARY DRYER II (RD-301)
Tabel 4.17 Neraca Energi Rotary Dryer II (RD-301)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 3147,278 -
Produk - 48841,276
Steam 45693,998 -
Total 48841,276 48841,276
18.BLOW BOX (B-301)
Tabel 4.18 Neraca Energi Blow Box (B-301)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 39150,751 -
Produk - 2599,164
Udara Pendingin –36551,588 -
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Penyimpanan Tandan Kosong Kelapa Sawit (T-101)
Fungsi : Penyimpanan tandan kosong kelapa sawit untuk 7 hari
Bentuk : Segi empat beraturan
Bahan konstruksi : Beton
Jumlah : 1 unit
Kapasitas : 53,581 m3
Kondisi penyimpanan
Temperatur : 300C Tekanan : 1 atm
Kondisi fisik
Panjang : 5,437 m
Lebar : 5,437 m
Tinggi : 2,719 m
5.2 Disc Chipper (DC-101)
Fungsi : untuk memotong log kayu menjadi chip
Bahan Kontruksi : Baja
Bentuk : Piringan sebagai pisau pemotong
Jumlah : 1 unit yang terdiri dari 16 pisau pemotong
Kondisi Operasi : Tekanan = 1 atm
Temperatur = 30C
Ukuran : Diameter piringan = 1200 mm
Ketebalan = 100 mm
Rotasi : 900 rpm
P : 91,5 hp
5.3 Tangki Penyimpanan Larutan KOH (V-101)
Fungsi : Penyimpanan bahan baku larutan KOH
Bentuk : Silinder tegak dengan alas dan tutup datar
Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 13,711 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm
Kondisi fisik
Diameter : 2,188 m
Tinggi : 4,377 m
Tebal : ¼ in
5.4 Pompa Bahan Kalium Hidroksida (P-101)
Fungsi : memompa larutan KOH ke dalam tangki ekstraksi
Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel
Jumlah : 1 unit
Laju pompa : 0,0252 lbm/s
Daya motor : 1/8 hp
5.5 Tangki Ekstraksi (EX-101)
Fungsi : Tempat terjadinya esktraksi lignin TKKS dengan KOH
Jenis : Batch Stirred Tank
Bentuk : Tangki berpengaduk dengan alas dan tutup ellipsoidal
Bahan Konstruksi : Carbon Steel SA-285 grade A
Jumlah : 1 unit
Kapasitas : 14,368 m3 Kondisi Operasi
Temperatur : 85°C
Kondisi fisik
Silinder
Diameter : 2,544 m
Tinggi : 4,452 m
Tebal : 0,5 in
Tutup
Diameter : 2,544 m
Tinggi : 0,636 m
Tebal : 0,5 in
Pengaduk
Jenis : two blade paddle,four baffles
Jumlah baffle : 4 buah
Diameter : 0,763 m
Daya motor : 8,5 hp
Jaket pemanas
Diameter : 2,810 m
Tinggi : 4,452 m
Tebal : 0,25 in
5.6 Pompa Produk Tangki Ekstraksi (P-102)
Fungsi : memompa produk dari tangki ekstraksi (EX-101) menuju
rotary washer I (RW-101)
Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel
Jumlah : 1 unit
Laju pompa : 2,258 lbm/s
Daya motor : 1/4 hp
5.7 Rotary Washer I (RW-101)
Fungsi : untuk mencuci pulp yang keluar dari tangki ekstraksi
Jenis : Continuous Rotary Drum Washer
Bahan kontruksi : Commercial Steel
Diameter : 1,257 m
Waktu tinggal : 90 s
Kecepatan : 0,06 putaran/menit
5.8 Pompa Produk Rotary Washer (P-103)
Fungsi : memompa produk dari rotary washer I (RW-101) ke tangki
bleaching (BL-101)
Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel
Jumlah : 1 unit
Laju pompa : 0,349 lbm/s
Daya motor : 1/8 hp
5.9 Tangki Penyimpanan Larutan NaOCl (V-102)
Fungsi : Penyimpanan bahan baku larutan NaOCl
Bentuk : Silinder tegak dengan alas dan tutup datar
Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 10,270 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm
Kondisi fisik
Diameter : 1,987 m
Tinggi : 3,975 m
Tebal : ¼ in
5.10 Pompa Bahan NaOCl (P-104)
Fungsi : memompa larutan NaOCl ke tangki bleaching (BL-101)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Laju pompa : 0,017 lbm/s
Daya motor : 1/8 hp
5.11 Tangki Bleaching (BL-101)
Fungsi : Tempat terjadinya bleaching pulp dengan larutan NaOCl.
Jenis : Batch Stirred Tank
Bentuk : Tangki berpengaduk dengan alas dan tutup ellipsoidal
Bahan Konstruksi : Carbon Steel SA-285 grade A
Jumlah : 2 unit
Kapasitas : 74,925 m3 Kondisi Operasi
Temperatur : 60°C
Tekanan : 1 atm
Kondisi fisik
Silinder
Diameter : 4,096 m
Tinggi : 6,144 m
Tebal : 0,5 in
Tutup
Diameter : 4,096 m
Tinggi : 1,024 m
Tebal : 0,5 in
Pengaduk
Jenis : two blade paddle,four baffles
Jumlah baffle : 4 buah
Diameter : 1,228 m
Daya motor : 168 hp
Jaket pemanas
Diameter : 4,366 m
Tinggi : 7,168 m
5.12 Pompa Produk Tangki Bleaching (P-105)
Fungsi : memompa produk dari tangki bleaching menuju rotary
washer II
Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel
Jumlah : 1 unit
Laju pompa : 1,961 lbm/s
Daya motor : 1/4 hp
5.13 Rotary Washer II (RW-102)
Fungsi : untuk mencuci Pulp yang keluar dari tangki bleaching
Jenis : Continuous Rotary Drum Washer
Jumlah : 1 unit
Bahan kontruksi : Commercial Steel
Diameter : 1,322 m
Waktu tinggal : 90 s
Kecepatan : 0,06 putaran/menit
5.14 Pompa Produk Rotary Washer II (P-106)
Fungsi : memompa produk menuju rotary dryer (RD-201)
Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel
Jumlah : 1 unit
Laju pompa : 0,311 lbm/s
Daya motor : 1/8 hp
5.15 Rotary Dryer (RD-201)
Fungsi : Menguapkan H2O dari produk yang keluar dari rotary
washer II hingga memenuhi komposisi air yang diizinkan
pada proses asetilasi.
Jenis : Co-Current with Rotary Atomizer (FSD-4)
Jumlah : 1 unit
Kondisi operasi
Temperatur saturated steam = 130 0C = 266 0F Temperatur umpan masuk rotary dryer = 38,138 0C = 100,648 0F Temperatur umpan keluar rotary dryer = 100 0C = 212 0F Kondisi fisik
Diameter : 0,6163 ft
Panjang : 3,0816 ft
Rotasi : 20 rpm
5.16 Conveyor I (BC-201)
Fungsi : Mengangkut pulp dari rotary dryer ke blow box (B-201
Jenis : Flat belt on continuous flow
Bentuk : Horizontal belt conveyor
Bahan kontruksi : Carbon Steel
Kondisi operasi : Temperatur = 30C
Tekanan = 1 atm Jumlah : 1 unit
Kecepatan Belt : 225 ft/mnt
Lebar Belt : 7 in
Daya : 0,115 hp
5.17 Blow Box (B-201)
Fungsi : Untuk menurunkan temperetur bleached pulp dengan udara
Bentuk : Box vertikal dengan tutup datar bagian atas
Bahan kontruksi : Carbon Steel SA-285 Grade C
Jumlah : 1 unit
Kondisi operasi : Temperatur = 25C Tekanan = 1 atm
Kapasitas :0,377 m3 Tinggi Box : 0,551 m
Panjang Box : 0,827 m
5.18 Conveyor II (BC-202)
Fungsi : Mengangkut pulp dari blow box menuju tangki pencampur.
Jenis : Flat belt on continuous flow
Bentuk : Horizontal belt conveyor
Bahan kontruksi : Carbon Steel
Kondisi operasi : Temperatur = 30C