PERAMALAN PENJUALAN KANTONG PLASTIK DI PT. MEGAH PLASTIK DENGAN MENGGUNAKAN METODE ARIMA BOX JENKINS
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
WILLIAM THEDY 080403066
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas kasih karunia-Nya yang selalu menyertai sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul “Peramalan Penjualan Kantong Plastik di PT. Megah Plastik dengan Menggunakan Metode ARIMA Box Jenkins”.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Juli 2013
UCAPAN TERIMA KASIH
Puji syukur dan terima kasih penulis panjatkan kepada Tuhan Yang Maha Esa yang telah memberikan kasih dan karunia-Nya sehingga penulis mendapatkan kesempatan untuk megikuti pendidikan di Departemen Teknik Industri USU serta telah menyertai penulis selama proses perkuliahan dan penulisan Tugas Sarjana ini.
Dalam proses penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual dan informasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudara penulis yang selalu mendukung penulis dalam doa dan semangat.
2. Bapak Dr. Ir. A. Jabbar M. Rambe, M. Eng, selaku Dosen Pembimbing I yang telah memberikan waktu, bimbingan, pengarahan dan masukan dalam menyelesaikan Tugas Sarjana ini.
3. Ibu Khalida Syahputri, ST, MT, selaku Dosen Pembimbing II yang telah telah memberikan waktu, bimbingan, pengarahan dan masukan dalam menyelesaikan Tugas Sarjana ini.
5. Ibu Ir. Rosnani Ginting, MT, selaku Koordinator Tugas Akhir yang telah memberikan waktu, pengarahan dan masukan dalam menyelesaikan Tugas Sarjana ini.
6. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE, Ketua Bidang Manajemen Rekayasa dan Sistem Produksi atas bimbingan dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
7. Semua staff-staff dan bagian manajemen PT. Megah Plastik yang telah membimbing dan meluangkan waktunya untuk penulis.
8. Teman-teman Teknik Industri yang terkasih yang selalu membantu dan memberikan dukungan kepada penulis untuk tetap semangat.
9. Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Bang Arman dak Kak Rahma atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana Ini.
Kepada semua pihak yang telah membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Semoga laporan ini bermanfaat bagi kita semua.
Medan, Agustus 2013
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5.5. Utilitas ... II-12 2.5.6. Safety and Fire Protection ... II-13
III TINJAUAN PUSTAKA ... III-1 3.1. Peramalan ... III-1 3.2. Kegunaan Peramalan ... III-2 3.3. Jenis-jenis Peramalan ... III-4 3.4. Langkah-langkah Peramalan ... III-5 3.5. Jenis-jenis Metode Peramalan ... III-6 3.6. Metode Peramalan Box Jenkins ... III-8 3.7. Stasioneritas dan Nonstasioneritas Data ... III-10 3.8. Autokorelasi dan Autokorelasi Parsial ... III-12 3.9. Jenis-jenis Model Box Jenkins ... III-16 3.9.1. Model AR (Auto Regressive) ... III-16 3.9.2. Model MA (Moving Average) ... III-17 3.9.3. Model ARMA (Auto Regressive Moving Average) ... III-18 3.9.4. Model ARIMA (Auto Reggresive Integrated Moving
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.12. Safety Stock ... III-27
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Jenis Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-2 4.6. Prosedur Penelitian ... IV-4 4.7. Metode Pengumpulan Data ... IV-6 4.7.1. Sumber Data ... IV-6 4.7.2. Metodologi Pengumpulan ... IV-6 4.7.3. Instrumen Penelitian ... IV-6 4.8. Pengolahan Data ... IV-7 4.9. Analisis Data ... IV-9 4.10. Kesimpulan dan Saran ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1. Pengolahan Data Penjualan Plastik Kilat ... V-2 5.2.1.1. Pemeriksaan Stasioneritas Data Plastik
Kilat ... V-2 5.2.1.2. Identifikasi Model Plastik Kilat ... V-10 5.2.1.3. Estimasi Parameter Model Plastik Kilat ... V-11 5.2.1.4. Pengujian Model Plastik Kilat ... V-12 5.2.1.5. Penggunaan Model untuk Peramalan ... V-15 5.2.2. Pengolahan Data Penjualan Plastik Buram ... V-21
5.2.2.1. Pemeriksaan Stasioneritas Data Plastik
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Stasioneritas Data ... VI-1 6.2. Analisis Model ... VI-3 6.3. Analisis Parameter Model ... VI-6 6.4. Analisis Pengujian Model ... VI-6 6.5. Analisis Perhitungan Tingkat Kesalahan Peramalan ... VI-10 6.6. Analisis Persediaan Pengaman ... V-11
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Pembagian Jumlah Tenaga Kerja pada PT. Megah Plastik ... II-14 2.2. Spesifikasi dan Fungsi Mesin-mesin Produksi yang Digunakan ... II-11 2.3. Peralatan yang Digunakan ... II-12 3.1. Nilai λ dan Transformasinya ... III-11 3.2. Perbedaan model ARMA dan ARIMA ... III-20 3.3. Identifikasi Model AR, MA, dan ARMA Menggunakan Pola
Grafik ACF dan PACF ... III-22 5.1. Data Penjualan Plastik Kilat Periode 2008-2012 (Ribuan kg) ... V-1 5.2. Data Penjualan Plastik Buram Periode 2008-2012 (Ribuan kg) ... V-2 5.3. Hasil Pembedaan Pertama Data Penjualan Plastik Kilat
2008-2012 ... V-7 5.4. Identifikasi Model Data Penjualan Plastik Kilat 2008-2012 ... V-10 5.5. Pengujian Independensi Residual ... V-13 5.6. Perbandingan Akurasi Peramalan Sebelumnya dengan ARIMA
(0,1,1) ... V-19 5.7. Hasil Peramalan ARIMA (0,1,1) Periode 2013 ... V-21 5.8. Hasil Pembedaan Pertama Data Penjualan Plastik Buram
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Megah Plastik ... II-3 2.2. Proses Produksi Kantong Plastik ... II-8 4.1. Kerangka Konseptual ... IV-3 4.2. Blok Diagram Prosedur Penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-8 5.1. Plot Data Penjualan Plastik Kilat 2008-2012 ... V-3 5.2. Plot Box-Cox untuk Data Penjualan Plastik Kilat 2008-2012 ... V-4 5.3. Grafik ACF untuk Data Penjualan Plastik Kilat 2008-2012 ... V-6 5.4. Grafik PACF untuk Data Penjualan Plastik Kilat 2008-2012 ... V-6 5.5. Grafik ACF untuk Data Penjualan Plastik Kilat 2008-2012
(Pembedaan Pertama) ... V-9 5.6. Grafik PACF untuk Data Penjualan Plastik Kilat 2008-2012
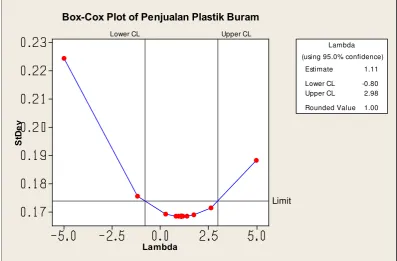
(Pembedaan Pertama) ... V-9 5.7. Plot Probabilitas Data Residual ... V-15 5.8. Data Penjualan Plastik Kilat 2008-2012 ... V-22 5.9. Plot Box-Cox untuk Data Penjualan Plastik Buram 2008-2012 ... V-23 5.10. Grafik ACF untuk Data Penjualan Plastik Buram 2008-2012 ... V-25 5.11. Grafik PACF untuk Data Penjualan Plastik Buram 2008-2012 ... V-25 5.12. Grafik ACF untuk Data Penjualan Plastik Buram 2008-2012
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.13. Grafik PACF untuk Data Penjualan Plastik Buram 2008-2012
(Pembedaan Pertama) ... V-28 5.14. Grafik ACF untuk Data Penjualan Plastik Buram 2008-2012
(Pembedaan Kedua) ... V-30 5.15. Grafik PACF untuk Data Penjualan Plastik Buram 2008-2012
(Pembedaan Kedua) ... V-30 5.16. Plot Probabilitas Data Residual ... V-36 5.17. Peta Kontrol Plastik Kilat ... V-44 5.18. Peta Kontrol Plastik Buram ... V-44 5.19. Simulasi Plastik Kilat ... V-57 5.20. Simulasi Plastik Buram ... V-57 6.1. Hasil Pemeriksaan Stasioneritas Data Penjualan Plastik Kilat ... VI-2 6.2. Hasil Pemeriksaan Stasioneritas Data Penjualan Plastik Buram ... VI-2 6.3. Grafik ACF untuk Data Penjualan Plastik Kilat (Pembedaan
Pertama) ... VI-4 6.4. Grafik PACF untuk Data Penjualan Plastik Kilat (Pembedaan
Pertama) ... VI-4 6.5. Grafik ACF untuk Data Penjualan Plastik Buram (Pembedaan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.6. Grafik PACF untuk Data Penjualan Plastik Buram (Pembedaan Kedua) ... VI-6 6.7. Hasil Uji Kenormalan Residual untuk Data Residual ARIMA
(0,1,1) ... VI-8 6.8. Hasil Uji Kenormalan Residual untuk Data Residual ARIMA
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Abstrak
PT. Megah Plastik merupakan salah satu perusahaan manufaktur yang bergerak di sektor pengolahan biji plastik. Produk dari perusahaan ini antara lain adalah kantong plastik. Dalam melakukan produksinya, perusahaan tidak memiliki suatu model peramalan yang objektif. Dengan kata lain, model peramalan perusahaan hanya menggunakan intuisi yang berdasarkan pada data historis sehingga terkadang perusahaan tidak dapat menyajikan produk dengan jumlah yang tepat kepada pelanggan. Solusi untuk memecahkan masalah perusahaan tentunya adalah dengan merumuskan suatu model peramalan agar produksi perusahaan dapat sesuai dengan permintaan pelanggan dan menetapkan suatu besaran persediaan pengaman yang optimal. Dalam penelitian ini, akan digunakan model peramalan ARIMA (Auto Regressive Integrated Moving Average) atau sering dikenal dengan model peramalan Box Jenkins. Dari pengolahan data menggunakan Minitab, didapatkan model ARIMA (0,1,1) untuk produk kantong plastik kilat dengan bentuk Yt = 0.05095 + Yt-1 - 0.3186et-1 dan ARIMA (0,2,1) untuk kantong plastik buram dengan bentuk Yt = 0.002323 + 2Yt-1 - Yt-2 - 1.0106et-1. Kedua model peramalan memberikan hasil kesalahan peramalan yang lebih kecil dari peramalan sebelumnya. Tingkat kesalahan untuk model peramalan plastik kilat ARIMA (0,1,1) adalah 154037.8, lebih kecil dibandingkan dengan model peramalan yang lama sebesar 189116.7, sedangkan tingkat kesalahan untuk model peramalan plastik kilat ARIMA (0,2,1) adalah 86932.95, lebih kecil dibandingkan dengan model peramalan yang lama sebesar 103291.7. Sedangkan jumlah persediaan pengaman yang optimal ditentukan melalui simulasi penjualan dan persediaan. Jumlah persediaan pengaman yang optimal untuk plastik kilat adalah sebesar 120 kg dan untuk plastik buram adalah sebesar 140 kg.
Abstrak
PT. Megah Plastik merupakan salah satu perusahaan manufaktur yang bergerak di sektor pengolahan biji plastik. Produk dari perusahaan ini antara lain adalah kantong plastik. Dalam melakukan produksinya, perusahaan tidak memiliki suatu model peramalan yang objektif. Dengan kata lain, model peramalan perusahaan hanya menggunakan intuisi yang berdasarkan pada data historis sehingga terkadang perusahaan tidak dapat menyajikan produk dengan jumlah yang tepat kepada pelanggan. Solusi untuk memecahkan masalah perusahaan tentunya adalah dengan merumuskan suatu model peramalan agar produksi perusahaan dapat sesuai dengan permintaan pelanggan dan menetapkan suatu besaran persediaan pengaman yang optimal. Dalam penelitian ini, akan digunakan model peramalan ARIMA (Auto Regressive Integrated Moving Average) atau sering dikenal dengan model peramalan Box Jenkins. Dari pengolahan data menggunakan Minitab, didapatkan model ARIMA (0,1,1) untuk produk kantong plastik kilat dengan bentuk Yt = 0.05095 + Yt-1 - 0.3186et-1 dan ARIMA (0,2,1) untuk kantong plastik buram dengan bentuk Yt = 0.002323 + 2Yt-1 - Yt-2 - 1.0106et-1. Kedua model peramalan memberikan hasil kesalahan peramalan yang lebih kecil dari peramalan sebelumnya. Tingkat kesalahan untuk model peramalan plastik kilat ARIMA (0,1,1) adalah 154037.8, lebih kecil dibandingkan dengan model peramalan yang lama sebesar 189116.7, sedangkan tingkat kesalahan untuk model peramalan plastik kilat ARIMA (0,2,1) adalah 86932.95, lebih kecil dibandingkan dengan model peramalan yang lama sebesar 103291.7. Sedangkan jumlah persediaan pengaman yang optimal ditentukan melalui simulasi penjualan dan persediaan. Jumlah persediaan pengaman yang optimal untuk plastik kilat adalah sebesar 120 kg dan untuk plastik buram adalah sebesar 140 kg.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Dengan berkembangnya teknologi di era industri ini, kompetisi akan produk-produk yang dihasilkan juga semakin ketat, hal ini mendesak perusahaan agar selalu berusaha untuk memenuhi keinginan pelanggan dengan menghasilkan produk yang berkualitas dan dapat menjual produk tersebut dengan tepat waktu dan dengan jumlah yang sesuai dengan keinginan pelanggan.
PT. Megah Plastik merupakan salah satu perusahaan manufaktur yang bergerak di sektor pengolahan biji plastik. Produk dari perusahaan ini antara lain adalah kantong plastik. Dalam melakukan produksinya, perusahaan tidak memiliki suatu model peramalan yang objektif. Dengan kata lain, model peramalan perusahaan hanya menggunakan intuisi yang berdasarkan pada data historis, sehingga terkadang persediaan produk perusahaan tidak mencukupi permintaan pelanggan. Solusi untuk memecahkan masalah perusahaan tentunya adalah dengan memilih suatu model peramalan yang tepat dan menentukan besaran persediaan pengaman yang efektif agar perusahaan dapat mengantisipasi permintaan mendadak.
mewakili tiga pemodelan yaitu dari autoregressive model (AR), moving average (MA), dan autoregressive dan moving average model (ARMA)1
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang masalah, maka rumusan masalah pada PT. Megah Plastik adalah perusahaan menggunakan metode penentuan jumlah penjualan yang kurang baik, sementara itu pelanggan menginginkan produk disajikan dengan jumlah yang tepat. Oleh karena itu, diperlukan sebuah metode peramalan baru yang dapat memprediksi penjualan yang lebih baik dan penentuan jumlah persediaan pengaman yang efektif.
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah untuk menentukan suatu model peramalan penjualan yang baik untuk perusahaan, sehingga perusahaan dapat memanfaatkannya dalam menentukan keputusan di masa mendatang.
Adapun tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Untuk meredam ketidakpastian penjualan, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya.
2. Untuk meramalkan penjualan perusahaan pada periode yang akan datang. 3. Untuk meminimalkan ketidakakuratan metode peramalan yang dipergunakan
perusahaan sebelumnya.
4. Untuk menentukan jumlah persediaan pengaman yang diperlukan.
1
1.4. Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut:
1. Dapat memberi masukan kepada perusahaan sebagai suatu model peramalan yang baru.
2. Menambah keterampilan dan pengalaman bagi mahasiswa dalam memecahkan masalah sebelum terjun ke dunia kerja.
3. Menjadi tambahan literatur di Departemen Teknik Industri yang dapat dijadikan referensi bagi semua pihak mengenai penerapan peramalan.
1.5. Batasan dan Asumsi Penelitian
Adapun batasan dalam melakukan penelitian ini adalah sebagai berikut: 1. Penelitian mencakup peramalan penjualan pada PT. Megah Plastik.
2. Penelitian dilakukan pada bagian penjualan PT. Megah Plastik.
3. Perangkat lunak yang digunakan adalah program aplikasi statistik Minitab. Adapun asumsi dalam melakukan penelitian ini adalah sebagai berikut: 1. Tidak terdapat gejolak ekonomi yang signifikan selama penelitian dilakukan. 2. Semua proses produksi produksi berjalan dengan normal dan sesuai standar
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan2
2.2. Ruang Lingkup Usaha
PT. Megah Plastik adalah perusahaan yang bergerak pada bidang proses produksi lembaran plastik dengan bahan baku berupa biji plastik. PT. Megah Plastik didirikan pada tanggal 23 September 1990 di Medan dengan Akte No. 80/HB/1997 tertanggal 17 Januari 1987 dengan nama Perusahaan Dagang dan Perindustrian Megah yang disingkat PT. Megah. Sejak tanggal 10 Oktober 2002 terjadi perubahan pengurusan dari pemegang saham dengan akte No. 25, lalu terjadi lagi perubahan pengurus serta anggaran dasar melalui akte No. 29 dihadapan notaris Hendry Kurniawan, SH, pada tanggal 18 Januari 2003, nama perusahaan menjadi PT. Megah Plastik dan telah didaftarkan pada departemen kehakiman No. J.A. 3/20/3 tanggal 29 Maret 2003 dan diumumkan dalam lembaran berita Negara Republik Indonesia No. 47 tanggal 7 Agustus 2003.
Semenjak itu, perusahaan bergerak dalam proses pengolahan biji plastik mentah menjadi kantongan plastik. Pada tahun 2004 status perusahaan disahkan menjadi swasta nasional (PMDN) setelah mendapat izin dari Menteri Perdagangan Republik Indonesia dengan surat keputusan No. 312/Kp/2004 tertanggal 4 Juni 2004.
2
Ruang lingkup bidang usaha PT. Megah Plastik adalah memproduksi plastik kantongan dari dengan bahan baku biji plastic
PT. Megah Plastik memasarkan produknya ke daerah Sumatera Utara terutama di kota Medan, Tebing Tinggi, Rantau Prapat dan Binjai. Selain itu PT. Megah Plastik juga memasarkan produknya keluar negeri seperti ke Malaysia dan Kamboja.
2.3. Lokasi Perusahaan
PT. Megah Plastik terletak pada tanah dengan luas ± 2 Ha yang berlokasi di Patumbak-Amplas, Kabupaten Deli Serdang, Sumatera Utara.
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi Perusahaan
Direktur Utama
Direktur Produksi
Ka. Pembelian Ka. Keuangan
Ka. Personalia Ka. Penerimaan Ka. Produksi Ka. Bengkel
Staff Staff Staff Staff Staff Staff
Sumber : PT. Megah Plastik
Gambar 2.1. Struktur Organisasi PT. Megah Plastik
2.4.2. Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab dari masing-masing bagian pada PT. Megah Plastik dapat dilihat pada Lampiran 1.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada PT. Megah Plastik berjumlah 90 orang, yang terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi. Karyawan di PT. Megah Plastik rata-rata adalah lulusan SD yaitu buruh pabrik yang bertindak sebagai tenaga kasar pada perusahaan tersebut.
Pembagian jumlah tenaga kerja secara rinci dapat dilihat pada Tabel 2.1.
Tabel 2.1. Pembagian Jumlah Tenaga Kerja pada PT. Megah Plastik
Bagian Jabatan Jumlah (orang)
Kantor Komisaris 2
Karyawan 8
Kebersihan 3
Keamanan 2
Pabrik
Kepala Bagian 1
Bengkel 5
Gudang 5
Karyawan Produksi 46
Karyawan Penimbangan 6
Karyawan Packing 6
Keamanan 3
Sumber: PT. Megah Plastik
Terdapat dua pembagian jam kerja di PT. Megah Plastik, yaitu : 1. Jam kerja kantor
a. Hari Senin sampai Jumat : Pukul 08.00 – 15.00 WIB
Istirahat : Pukul 11.00 - 12.00 WIB
b. Hari Sabtu : Pukul 08.00 – 13.00 WIB 2. Jam Kerja Pabrik
a. Karyawan Non-Shift, yaitu karyawan bagian pemotongan dan pelekatan, bagian penimbangan dan bagian pengepakan.
Hari Senin sampai Sabtu : Pukul 08.00 – 15.00 WIB
Istirahat : Pukul 11.00 – 12.00 WIB
b. Karyawan Shift, yaitu karyawan bagian peleburan dan pencetakan.
Shift I : Pukul 08.00 – 15.00 WIB
Shift II : Pukul 15.00 – 22.00 WIB
Gaji adalah balas jasa dalam bentuk uang yang diterima pegawai sebagai bentuk konsekuensi dari kedudukannya sebagai seoran pegawai yang memberikan sumbangan dalam mencapai tujuan perusahaan. Atau, dapat dikatakan sebagai bayaran tetap yang diterima seseorang dari keanggotaannya dalam sebuah organisasi. Adapun upah adalah kata lain dari gaji yang seringkali ditujukan pada pegawai tertentu, biasanya pada pegawai bagian operasi. Oleh karena itu gaji dan upah dimaknakan sama.
Sistem pengupahan pada PT. Megah Plastik terbagi atas 2 jenis berdasarkan karyawannya yaitu:
1. Karyawan tetap
Pengupahan pada perusahaan adalah berdasarkan upah bulanan. Besarnya upah disesuaikan dengan tugas dan tanggung jawab masing-masing karyawan, serta latar belakang pendidikan dan pengalamannya.
2. Karyawan Harian
Karyawan harian disini biasanya merupakan karyawan baru. Karyawan harian kebanyakan bekerja pada bagian pemotongan dan pelekatan dan bagian pengepakan yang digaji berdasarkan sistem harian atau mingguan.
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan/Produk
plastik yang digunakan dalam proses produksi menggunakan standar ISO 3501:1976 terhadap mutu plastik. Adapun produk plastik kantongan yang dihasilkan harus sesuai dengan SNI ISO/IEC 17025:2008 tentang persyaratan umum pengujian bahan.
2.5.2. Bahan yang Digunakan 2.5.2.1.Bahan Baku
Bahan baku adalah bahan yang akan diolah menjadi bagian produk selesai dan pemakaiannya dapat diidentifikasikan atau diikuti jejaknya atau merupakan bagian integral pada produk tertentu. Bahan baku yang digunakan dalam proses produksi plastik kantongan ini adalah biji plastik mentah buatan Malaysia dan Kuwait.
2.5.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produksi sehingga dapat meningkatkan mutu dan kualitas secara lebih baik. Bahan tambahan yang digunakan pada proses produksi plastik kantongan adalah plastik yang digunakan untuk membungkus plastik kantongan yang sudah disusun.
2.5.2.3.Bahan Penolong
pada proses produksi plastik kantongan adalah air. Air yang digunakan adalah air yang bersih yang tidak banyak mengandung zat-zat kimia dan kotoran. Air digunakan untuk mendinginkan motor-motor pembangkit tenaga, dan mencuci alat-alat yang dipakai dalam proses produksi.
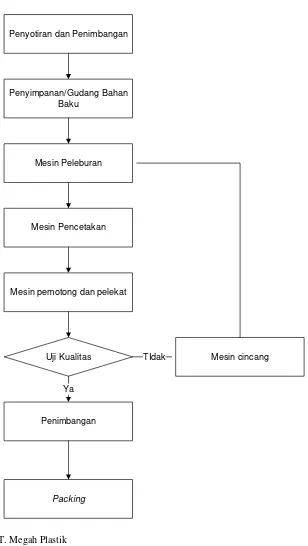
2.5.3. Uraian Proses
Penyotiran dan Penimbangan
Penyimpanan/Gudang Bahan Baku
Mesin Peleburan
Mesin Pencetakan
Mesin pemotong dan pelekat
Mesin cincang
Penimbangan
Packing Uji Kualitas
Ya
TIdak
[image:33.595.157.465.100.646.2]Sumber: PT. Megah Plastik
Gambar 2.2. Proses Produksi Kantong Plastik
Urutan proses produksi kantong plastik dapat dijelaskan secara rinci sebagai berikut:
Pada tahap awal ini, bahan baku yang diterima dari pemasok, yang biasa disebut dengan biji diperiksa dan disortir terlebih dahulu. Penyortiran dilakukan untuk memeriksa kualitas biji plastik, berdasarkan pertimbangan warna dan kelayakan kondisi biji. Hasil penyortiran kemudian ditimbang sesuai dengan kualitas masing-masing.
2. Proses Penyimpanan Bahan Baku
Biji yang telah disortir dan ditimbang berdasarkan jenisnya pada tahap sebelumnya disimpan ke dalam gudang bahan baku untuk menunggu proses selanjutnya.
3. Proses Peleburan
Biji yang disimpan pada tempat penyimpanan/gudang bahan baku kemudian diangkut dengan shovel loader ke dalam mesin pelebur. Mesin pelebur menggunakan prinsip tekanan dan suhu yang tinggi untuk melebur biji plastik. Terdapat dua jenis mesin pelebur yaitu untuk biji plastik HDPE dan biji plastik PP
4. Proses Pencetakan
Hasil dari biji plastik yang dilebur kemudian dialirkan ke mesin pencetak untuk kemudian dicetak sesuai dengan ukuran yang diinginkan. Adapun proses Pencetakan ini menggunakan media air dan angin untuk membentuk ukuran (lebar) dari lembaran plastik yang diinginkan.
Lembaran plastik yang dihasilkan dari proses pencetakan kemudian digulung dan gulungan palstik tersebut kemudian dibawa ke stasiun mesin pemotongan dan pelekatan. Mesin ini memotong plastik sesuai dengan spesifikasi yang diinginkan (panjang) dan kemudian melekatkan kedua bagian ujungnya sehingga diperoleh plastik kantongan siap pakai.
6. Proses Inspeksi
Produk plastik yang dihasilkan kemudian diperiksa. Produk yang cacat yaitu koyak, terlipat, salah tempel kemudian diolah kembali di mesin cincang. Mesin cincang ini berfungsi seperti mesin pelebur tetapi untuk mengolah produk jadi. Mesin cincang akan memecah kembali lembaran plastik menjadi biji plastik yang dapat dimanfaatkan kembali untuk proses produksi selanjutnya.
8. Proses Penimbangan
Produk yang dihasilkan kemudian ditimbang dengan timbangan sebelum dimasukan ke dalam plastik pembungkus dan kemudian dimasukan ke dalam karung.
9. Proses Pengepakan
Plastik kantongan yang telah dipres dibungkus dengan plastik bermerk lalu disusun di dalam karung. Satu karung berisikan 25 kg plastik kantongan dan kemudian diangkut ke gudang produk jadi.
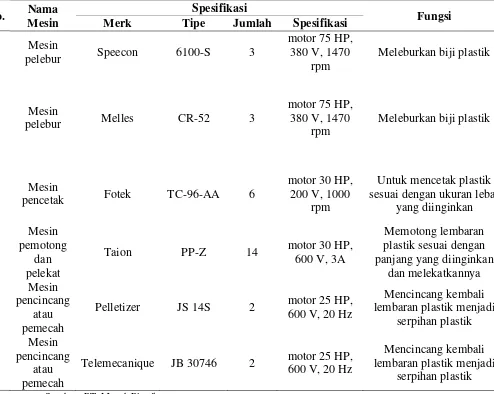
Di dalam proses produksi biji menjadi kantong plastik digunakan beberapa buah mesin dengan fungsi yang berbeda-beda. Penjelasan mengenai spesifikasi dan daya yang digunakan oleh masing-masing mesin dapat dilihat di Tabel 2.2.
Tabel 2.2. Spesifikasi dan Fungsi Mesin-mesin Produksi yang Digunakan
No. Nama Mesin
Spesifikasi
Fungsi Merk Tipe Jumlah Spesifikasi
1 Mesin
pelebur Speecon 6100-S 3
motor 75 HP, 380 V, 1470
rpm
Meleburkan biji plastik
2 Mesin
pelebur Melles CR-52 3
motor 75 HP, 380 V, 1470
rpm
Meleburkan biji plastik
3 Mesin
pencetak Fotek TC-96-AA 6
motor 30 HP, 200 V, 1000
rpm
Untuk mencetak plastik sesuai dengan ukuran lebar
yang diinginkan 4 Mesin pemotong dan pelekat
Taion PP-Z 14 motor 30 HP,
600 V, 3A
Memotong lembaran plastik sesuai dengan panjang yang diinginkan
dan melekatkannya 5 Mesin pencincang atau pemecah
Pelletizer JS 14S 2 motor 25 HP, 600 V, 20 Hz
Mencincang kembali lembaran plastik menjadi
serpihan plastik 6 Mesin pencincang atau pemecah
Telemecanique JB 30746 2 motor 25 HP, 600 V, 20 Hz
Mencincang kembali lembaran plastik menjadi
serpihan plastik
Sumber : PT. Megah Plastik
2.5.4.2.Peralatan (Equipment)
produksi karet remah. Keterangan mengenai peralatan yang digunakan dapat dilihat pada tabel di bawah.
Tabel 2.3. Peralatan yang Digunakan
No. Nama Spesifikasi
Jumlah Fungsi
1 Shovel Loader 1 Mengangkut biji dari gudang bahan baku ke mesin pelebur
2 Timbangan Duduk 2 Menimbang plastik kantongan yang akan dikemas
3 Hand Truck 2 Mengangkut lembaran-lembaran plastik hasil pengolahan ke mesin pemotong
4 Timbangan 2 Untuk memastikan berat dari bahan baku 5 Pisau Pemotong 8 Memotong plastik yang tidak sesuai ukuran
Sumber : PT. Megah Plastik
2.5.5. Utilitas
Utilitas merupakan suatu unit penunjang bagi unit-unit yang lain dalam suatu pabrik atau sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai dengan produk akhir. Utilitas yang terdapat pada PT. Megah Plastik, yaitu:
1. Air
Air digunakan untuk mendinginkan motor-motor pembangkit tenaga, dan mencuci alat alat yang dipakai dalam proses produksi. Air yang digunakan berasal dari PAM dengan jumlah volume air yang dibutuhkan adalah 100 m3 sampai 500 m3 per hari.
Sumber daya listrik pada PT. Megah Plastik berasal dari PLN dengan daya 600 kW dan generator pembangkit listrik tenaga diesel yang berfungsi sebagai cadangan listrik jika listrik yang berasal dari PLN mengalami gangguan atau pemutusan secara tiba-tiba.
2.5.6. Safety & Fire Protection
Adapun alat pelindung bagi karyawan adalah sebagai berikut: 1. Masker
Digunakan pada semua bagian produksi untuk mencegah terjadinya gangguan pernafasan pada operator.
2. Sarung tangan karet
Digunakan pada bagian pencucian untuk mencegah terjadinya gangguan pada kulit operator.
Disamping itu juga, adanya fire protection disediakan dibagian pencucian dan bagian produksi finishing berupa tabung pemadam api (fire extinguisher) untuk mencegah terjadinya kebakaran pada stasiun kerja tersebut. Fire extinguisher ini merupakan langkah awal untuk mencegah kebakaran yang terjadi. Selain itu perusahaan memiliki peraturan-peraturan yang harus dipatuhi untuk mencegah terjadinya hal-hal yang tidak diinginkan. Peraturan-peraturan tersebut adalah sebagai berikut:
BAB III
TINJAUAN PUSTAKA
3.1. Peramalan3
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi. Dalam peramalan ditetapkan jenis produk apa yang diperlukan (what), jumlahnya (how many), dan kapan dibutuhkan (when). Tujuan peramalan dalam kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya. Suatu perusahaan biasanya menggunakan prosedur tiga
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu keputusan. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa sebenarnya persoalan dalam pengambilan keputusan itu.
Peramalan adalah pemikiran terhadap suatu besaran, misalnya permintaan terhadap satu atau beberapa produk pada periode yang akan datang. Pada hakekatnya peramalan hanya merupakan suatu perkiraan (guess), tetapi dengan menggunakan teknik-teknik tertentu, maka peramalan menjadi lebih dari sekedar perkiraan. Peramalan dapat dikatakan perkiraan yang ilmiah (educated guess). Setiap pengambilan keputusan yang menyangkut keadaan di masa yang akan datan, maka pasti ada yang melandasi keputusan tersebut.
3
tahap untuk sampai pada peramalan penjualan, yaitu diawali dengan melakukan peramalan lingkungan, diikuti dengan peramalan penjualan industri, dan diakhiri dengan peramalan penjualan perusahaan.
Peramalan lingkungan dilakukan untuk meramalkan inflasi, pengangguran, tingkat suku bunga, kecenderungan konsumsi dan menabung, iklim investasi, belanja pemerintah, ekspor, dan berbagai ukuran lingkungan yang penting bagi perusahaan. Hasil akhirnya adalah proyeksi Produk Nasional Bruto, yang digunakan bersama indikator lingkungan lainnya untuk meramalkan penjualan industri. Kemudian, perusahaan melakukan peramalan penjualan dengan asumsi tingkat pangsa tertentu akan tercapai.
3.2. Kegunaan Peramalan4
Sebagaimana diketahui bahwa metode merupakan cara berpikir yang sistematis dan pragmatis atas pemecahan suatu masalah. Dengan dasar ini, maka metode peramalan merupakan cara memperkirakan apa yang akan terjadi pada masa depan secara sistematis dan pragmatis, sehingga metode peramalan sangat Metode yang dipergunakan sangat besar manfaatnya, apabila dikaitkan dengan keadaan informasi atau data yang dipunyai. Apabila dari data yang lalu diketahui adanya pola musiman, maka untuk peramalan satu tahun ke depan sebaiknya digunakan metode variasi musim. Sedangkan apabila dari data yang lalu diketahui adanya pola hubungan antara variabel-variabel yang saling mempengaruhi, maka sebaiknya dipergunakan metode sebab akibat atau korelasi.
4
berguna untuk dapat memperkirakan secara sistematis dan pragmatis atas dasar data yang relevan pada masa yang lalu, dengan demikian metode peramalan diharapkan dapat memberikan objektifitas yang lebih besar. Di samping itu, metode peramalan juga memberikan urutan pengerjaan dan pemecahan atas pendekatan suatu masalah dalam peramalan, sehingga bila digunakan pendekatan yang sama atas permasalahan dalam suatu kegiatan peramalan, maka akan didapat dasar pemikiran dan pemecahan yang sama, karena argumentasinya sama. Selain itu, metode peramalan memberikan cara pengerjaan yang teratur dan terarah, sehingga dengan demikian dapat dimungkinkannya penggunaan teknik-teknik penganalisaan yang lebih maju. Dengan penggunaan teknik-teknik tersebut, maka diharapkan dapat memberikan tingkat kepercayaan atau keyakinan yang lebih besar, karena dapat diuji dan dibuktikan penyimpangan atau deviasi yang terjadi secara ilmiah.
3.3. Jenis-jenis Peramalan5
1. Peramalan yang subjektif, yaitu peramalan yang didasarkan atas perasaan atau intuisi dari orang yang menyusunnya. Pandangan atau “judgement” dari orang yang menyusunnya sangat menentukan baik tidaknya hasil ramalan tersebut.
Pada umumnya peramalan dapat dibedakan dari beberapa segi tergantung dari cara melihatnya. Apabila dilihat dari sifat penyusunannya, maka peramalan dapat dibedakan atas dua macam, yaitu:
2. Peramalan yang objektif, yaitu peramalan yang didasarkan atas data yang relevan pada masa lalu, dengan menggunakan teknik-teknik dan metode-metode dalam penganalisaan data tersebut.
Di samping itu, jika dilihat dari jangka waktu ramalan yang disusun, maka peramalan dapat dibedakan atas dua macam, yaitu:
1. Peramalan jangka pendek, peramalan untuk jangka waktu kurang dari tiga bulan. Peramalan seperti ini diperlukan dalam penyusunan rencana tahunan, rencana kerja operasional, dan anggaran, contohnya penyusunan rencana produksi, rencana penjualan, rencana persediaan, anggaran produksi, anggaran pemasaran, dan anggaran perusahaan.
2. Peramalan jangka menengah, peramalan untuk jangka waktu antara tiga bulan sampai tiga tahun.
3. Peramalan jangka panjang, peramalan untuk jangka waktu lebih dari tiga tahun.
5
Berdasarkan sifat ramalan yang telah disusun, maka peramalan dapat dibedakan atas dua macam, yaitu:
1. Peramalan kualitatif, yaitu peramalan yang didasarkan atas data kualitatif pada masa lalu, hasil peramalan yang dibuat sangat tergantung pada orang yang menyusunnya. Hal ini penting karena hasil peramalan tersebut ditentukan berdasarkan pemikiran yang bersifat intuisi, judgement atau pendapat, dan pengetahuan serta pengalaman dari penyusunnya. Biasanya peramalan secara kualitatif ini didasarkan atas hasil penyelidikan atau didasarkan atas ciri-ciri normative seperti decision matrices atau decision trees.
2. Peramalan kuantitatif, yaitu peramalan yang didasarkan atas data kuantitatif pada masa lalu, hasil peramalan yang dibuat sangat tergantung pada metode yang dipergunakan dalam peramalan tersebut. Peramalan kuantitatif hanya dapat digunakan apabila terdapat tiga kondisi sebagai berikut :
a. Adanya informasi tentang keadaan yang lain.
b. Informasi tersebut dapat dikuantifikasikan dalam bentuk data.
c. Dapat diasumsikan bahwa pola yang lalu akan berkelanjutan pada masa yang akan datang.
3.4. Langkah-langkah Peramalan6
Kualitas atau mutu dari hasil peramalan yang disusun, sangat ditentukan oleh pelaksanaan penyusunnya. Peramalan yang baik adalah peramalan yang
6
dilakukan dengan mengikuti langkah-langkah penyusunan yang baik. Pada dasarnya ada tiga langkah peramalan yang penting, yaitu:
1. Menganalisa data yang lalu, berguna untuk pola yang terjadi pada masa yang lalu. Analisa ini dilakukan dengan cara membuat tabulasi dari data yang lalu. Dengan tabulasi data, maka dapat diketahui pola dari data tersebut.
2. Menentukan metode yang dipergunakan, bahwa metode peramalan yang baik adalah metode yang memberikan hasil ramalan yang tidak jauh berbeda dengan kenyataan yang terjadi.
3. Memproyeksi data yang lalu dengan menggunakan metode yang dipergunakan, dan mempertimbangkan adanya beberapa faktor perubahannya.
3.5. Jenis-jenis Metode Peramalan7
Pada akhir-akhir ini telah dikembangkan beberapa metode atau teknik-teknik peramalan untuk menghadapi bermacam-macam keadaan yang terjadi. Seperti telah diuraikan sebelumnya, peramalan terdiri atas peramalan kuantitatif dan peramalan kualitatif. Pada dasarnya peramalan dengan metode kuantitatif dapat dibedakan atas:
1. Metode peramalan yang didasarkan atas penggunaan analisa pola hubungan antara variabel yang akan diperkirakan dengan variabel waktu, yang merupakan deret waktu, atau time series
2. Metode peramalan yang didasarkan atas penggunaan analisa pola hubungan antara variabel yang akan diperkirakan dengan variabel lain yang
7
mempengaruhinya, yang bukan waktu, yang disebut metode korelasi atau sebab akibat.
Metode-metode peramalan dengan menggunakan analisa pola hubungan antara variabel yang akan diperkirakan dengan variabel waktu, atau analisa deret waktu, terdiri dari:
1. Metode smoothing, yang mencakup metode data lewat, metode rata-rata kumulatif, metode rata-rata bergerak, dan metode exponential smoothing 2. Metode Box Jenkins
3. Metode proyeksi dengan tren regresi
Metode smoothing digunakan untuk mengurangi ketidak teraturan musiman dari data yang lalu maupun kedua-duanya, dengan membuat rata-rata tertimbang dari sederetan data yang lalu. Ketepatan dari peramalan ini akan terdapat pada peramalan jangka pendek, sedangkan untuk peramalan jangka panjang sangat kurang ketepatannya. Biasanya metode ini digunakan untuk perencanaan dan pengendalian produksi dan persediaan, perencanaan keuntungan, dan perencanaan keuangan lainnya. Data yang dibutuhkan untuk penggunaan metode peramalan ini minimum selama dua tahun.
tahun, dan akan lebih baik data yang dipunyai lebih dari dua tahun. Metode ini digunakan untuk peramalan dalam perencanaan pengendalian produksi, dan persediaan serta perencanaan anggaran.
Metode proyeksi tren dengan regresi, merupakan dasar garis tren untuk suatu persamaan matematis, sehingga dengan dasar persamaan tersebut dapat diproyeksikan hal yang diteliti untuk masa depan. Untuk peramalan dengan metode ini sangat baik. Data yang dibutuhkan untuk penggunaan metode ini adalah data tahunan, dan makin banyak data yang dipunyai makin lebih baik, serta minimum data tahunan yang harus ada adalah lima tahun. Metode ini selalu dipergunakan untuk peramalan bagi penyusunan rencana penanaman tenaman baru, perencanaan produk baru, rencana ekspansi, rencana investasi dan rencana pembangunan suatu negara dan daerah.
3.6. Metode Peramalan Box Jenkins8
Metode peramalan yang sangat sering dipergunakan dalam ekonomi dan dunia usaha (business) adalah deret waktu (time series), dimana sejumlah pengamatan diambil selama beberapa periode dan digunakan sebagai dasar dalam penyusunan suatu ramalan untuk beberapa periode di masa depan yang diinginkan. Seluruh metode peramalan menekankan kepada usaha untuk mengatasi keadaan yang terdapat pada data historis yang diamati, dengan menggunakan asumsi bahwa pola dasar yang ditunjukkan oleh data historis tersebut, adalah dengan pola acakan atau randomness. Metode peramalan
8
ditekankan untuk mengisolasikan pola dasar sedapat mungkin dan menggunakan hasil isolasi tersebut sebagai dasar untuk meramalkan periode mendatang. Tetapi dari sekian banyak metode peramalan jangka pendek, metode Box Jenkins merupakan metode peramalan yang memiliki kemampuan untuk dapat mengatasi kerumitan deret waktu dan variasi lainnya.
Metode Box Jenkins adalah suatu metode yang sangat tepat untuk menangani atau mengatasi kerumitan deret waktu dan situasi peramalan lainnya. Kerumitan itu terjadi karena terdapatnya variasi dari pola data yang ada. Oleh karena itu diperlukan pendekatan untuk meramalkan data dengan pola yang rumit tersebut dengan menggunakan beberapa aturan yang relatif baik. Disamping itu metode ini dapat dipergunakan untuk meramalkan data historis dengan kondisi yang sulit dimergerti pengaruhnya terhadap data secara teknis. Oleh karena itu perlu diketahui dan dimengerti beberapa dasar tentang teknik pengaplikasian metode ini.
Box Jenkins memberikan lebih jauh tanda-tanda untuk mengidentifikasikan pola yang benar.
3.7. Stasioneritas dan Nonstasioneritas Data9
Suatu data pengamatan dikatakan stasioner apabila proses tidak mengalami perubahan seiring dengan waktu yang berubah. Proses stasioner untuk suatu {Zt}, mempunyai mean E(Zt) = μ, dan Var(Zt) = E(Zt - μ)2 = σ2, yang keduanya konstan dan kovarian Cov (Zt, Zs) yang merupakan fungsi dari perbedaan waktu |t – s|. Oleh karena itu, kovarian dari Zt dan Zt+k dapat ditulis sebagai berikut:
Cov (Zt, Zt+k) = E[(Zt - μ)( Zt+k - μ)] = γk
Stasioneritas berarti bahwa tidak terdapat pertumbuhan atau penurunan pada data. Secara kasarnya data harus horisontal sepanjang sumbu waktu. Dengan kata lain, fluktuasi data berada di sekitar suatu nilai rata-rata yang konstan. Salah satu contoh data yang tidak stasioner adalah data berpola trend.
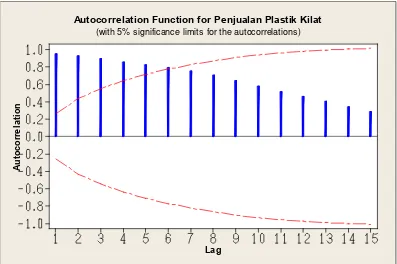
Plot autokorelasi dapat memperlihatkan stasioneritas data. Nilai-nilai autokorelasi dari data stasioner akan turun sampai nol sesudah time-lag kedua atau ketiga, sedangkan untuk data yang tidak stasioner, nilai-nilai tersebut berbeda signifikan dari nol untuk beberapa periode waktu.
Secara umum, ketidakstasioneran dalam suatu data time series meliputi varians dan rata-rata. Proses stasioneritas data dalam varians dapat dilakukan
9
dengan transformasi Box Cox, sedangkan proses stasioneritas data dalam rata-rata dapat dilakukan dengan pembedaan (differencing).
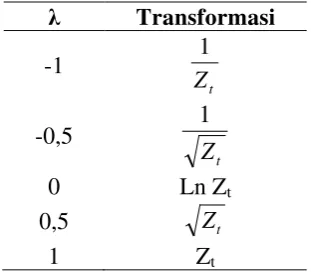
1. Transformasi Cox Box
Transformasi Box Cox adalah suatu metode untuk menguji kestasioneran data dalam variansi yang dikenalkan oleh Box dan Tiao Cox. Transformasi Box Cox juga sering disebut dengan transformasi kuasa. Secara matematis, transformasi Box Cox dirumuskan sebagai berikut:
Error! Bookmark not defined.
Notasi λ melambangkan parameter transformasi. Setiap nilai λ mempunyai
rumus transformasi yang berbeda. Transformasi dilakukan jika belum
diperoleh nilai λ = 1 yang artinya data telah stasioner dalam varians. Berikut
[image:49.595.234.390.509.648.2]ini adalah nilai λ beserta formula transformasinya.
Tabel 3.1. Nilai λ dan Transformasinya
λ Transformasi -1
t Z
1
-0,5
t Z 1
0 Ln Zt
0,5 Zt
1 Zt
2. Pembedaan (differencing)
Pembedaan dapat dilakukan untuk beberapa periode sampai data stasioner. Proses pembedaan dilakukan dengan cara mengurangkan suatu data dengan data sebelumnya. Notasi B (operator backshift) digunakan dalam proses pembedaan. Penggunaan notasi B dalam pembedaan adalah:
BZt = Zt-1
dan secara umum dapat ditulis, BdZt = Zt-d
Pembedaan periode pertama adalah sebagai berikut: Z’t = (1 – B) Zt
Pembedaan pada periode kedua adalah sebagai berikut: Z”t = (1 – B)2 Zt
Pembedaan untuk periode ke-d adalah sebagai berikut:
t d d
t B Z
Z =(1− )
3.8. Autokorelasi dan Autokorelasi Parsial10
Autokorelasi diantara nilai-nilai yang berturut-turut dari data merupakan suatu alat penentu atau kunci dari identifikasi pola dasar yang menggambarkan data itu. Seperti telah diketahui bahwa konsep korelasi di antara dua variabel menyatakan asosiasi atau hubungan diantara dua variabel. Nilai korelasi menunjukkan apa yang telah terjadi atas salah satu variabel, terdapat perubahan dalam variabel lainnya.
10
Tingkat korelasi ini diukur dengan koefisien korelasi yang besarnya bervariasi diantara +1 dan -1. Suatu nilai koefisien yang mendekati +1 menunjukkan kuatnya hubungan positif diantara dua variabel itu. Ini berarti bahwa bila nilai dari salah variabel meningkat atau bertambah, maka nilai pada variabel lainnya juga cenderung bertambah. Demikian pula halnya dengan nilai koefisien korelasi yang mendekati -1, menunjukkan bertambahnya nilai salah satu variabel akan mengakibatkan turunnya atau kurangnya nilai dari variabel lainnya.
Suatu nilai koefisien korelasi nol menunjukkan bahwa kedua variabel secara statistik adalah bebas, tidak tergantung satu dengan lainnya, sehingga tidak ada perubahan dalam satu variabel, bila variabel lainnya berubah.
Suatu koefisien autokorelasi adalah sama dengan suatu koefisien korelasi hanya bedanya bahwa koefisien ini menggambarkan asosiasi atau hubungan antara nilai-nilai dari variabel yang sama, tetapi pada periode waktu yang berbeda.
memenuhi maksud untuk menidentifikasikan suatu model tentatif atau percobaan yang dapat disesuaikan dengan data.
Autokorelasi untuk time lag 1,2,3,4,...k dapat dicarikan dan dinotasikan rk ,
sebagai berikut :
Dengan koefisien autokorelasi dari data acak mempunyai sebaran penarikan contoh yang mendekati kurva normal dengan nilai tengah nol dan galat standar 1/√n.
Di dalam analisis regresi, apabila variabel tidak bebas Y diregresikan dengan variabel bebas X1 dan X2 maka akan timbul pertanyaan sejauh mana variabel X1 mampu menerangkan keadaan Y apabila mula-mula X2 dipisahkan. Ini berarti meregresikan Y kepada X2 dan menghitung galat nilai sisa, kemudian meregresikan lagi nilai sisa tersebut kepada X1, di dalam analisis deret waktu konsep yang sama.
∅�11 = �1
∅�22 =
(�2− �12) (1− �12)
∅��� =
(�� − ∑�−�=11∅�−1,���−�) (1− ∑�−�=11∅�−1,���)
dimana k = 3,4,5,… dan j = 2,3,4…,k-1
Ada beberapa hal yang dapat disimpulkan untuk melihat apakah suatu data telah stasioner antara lain sebagai berikut:
1. Apabila suatu deret berkala diplot, kemudian tidak terbukti adanya perubahan nilai tengah dari waktu ke waktu, maka dikatakan bahwa deret tersebut stasioner pada nilai tengahnya.
2. Apabila plot deret berkala tidak memperlihatkan adanya perubahan yang jelas dari waktu ke waktu, maka dapat dikatakan bahwa deret berkala tersebut adalah stasioner pada variansinya.
3. Apabila plot deret berkala memperlihatkan adanya penyimpangan nilai tengah atau terjadi perubahan varians yang jelas dari waktu ke waktu, maka dikatakan bahwa deret berkala tersebut mempunyai nilai tengah yang tidak stasioner atau mempunyai nilai variasi yang tidak stasioner.
3.9. Jenis-jenis Model Box Jenkins11
Pada dasarnya ada dua model dari metode Box Jenkins, yaitu model model linear untuk deret yang statis (stationary series) dan model-model linear untuk deret yang tidak statis (nonstationary series). Model-model linear untuk deret yang statis menggunakan teknik penyaringan (filtering) untuk deret waktu, yaitu apa yang disebut dengan model ARMA (Auto Reggresive Moving Average) untuk suatu kimpulan data. Sedangkan model-model linear untuk deret yang tidak statis menggunakan apa yang disebut dengan model-model ARIMA (Auto Reggresive Integrated Moving Average).
3.9.1. Model AR (Auto Regressive)
Model autoregressive adalah suatu persamaan dengan bentuk umum: Yt = b1Yt-1 +b2Yt-2 + ... + bpYt-p + et
Dimana Yt adalah variabel yang diramalkan atau dependent variable, misalnya penualan dan Yt-1, Yt-2, …, Yt-p adalah variabel yang menentukan atau variabel bebas (independent variables). Dalam kasus ini variabel bebasnya adalah variabel yang sama (auto variable), yaitu penjualan, tetapi pada periode-periode sebelumnya (t-1, t-2, …, t-p). Sedangkan et adalah unsur kesalahan atau residual yang menunjukkan peristiwa acakan atau random event yang tidak dapat diuraikan atau dijelaskan oleh model.
Model autoregressive (AR) yang umum dari persamaan di atas terdapat dalam beberapa bentuk, tergantung pada derajat susunan (order) dari p. Bila p = 1,
11
bentuknya menjadi model autoregressive dengan susunan (order) pertama atau AR (1). Dalam bentuk umum, model ini dituliskan sebagai AR (p). Seharusnya sebelum suatu model AR dapat dipergunakan untuk susunan (order) p tersebut harus dispesifikasikan. Nilai yang berlaku untuk p yang menspesfikasikan jumlah unsur yang terkandung, dapat diperoleh dengan menyelidiki nilai koefisien autokorelasi.
Model umum untuk AR (1) adalah: Yt = b1Yt-1 + et
Sedangkan model umum untuk AR (2) adalah: Yt = b1Yt-1 + b2Yt-2+ et
3.9.2. Model MA (MovingAverage)
Model autoregressive pada dasarnya tidak dapat menangani seluruh deretan data. Oleh karena itu, pendekatan Box Jenkins mempertimbangkan dua kelas yang lain untuk mengatasi masalah tersebut. Salah satu dari model tersebut adalah model moving average (MA). Bentuk umum dari model MA adalah:
Xt = et - m1et-1 - m2et-2 - … - mqet-q
Dimana et adalah kesalahan (error) atau residual dan et-1, et-2, …, et-q adalah nilai-nilai terdahulu dari kesalahan (error).
sendiri. Dengan perkataan lain, dalam model ini harus diperhatikan autokorelasi diantara nilai berturut-turut dari residual atau kesalahan (error). Sebagai contoh, nilai penjualan pada masa yang akan dating dapat diramalkan dengan menggunakan pertimbangan kesalahan dari masing-masing variabel pada beberapa periode yang lalu.
Model umum untuk MA (1) adalah: Xt = et - m1et-1
Sedangkan model umum untuk MA (2) adalah: Xt = et - m1et-1 - m2et-2
3.9.3. Model ARMA (Auto Regressive Moving Average)
Metode Box Jenkins menggunakan prosedur yang praktis dan sederhana bagi penerapan model atau skema autoregressive dan moving average dalam penyusunan peramalan. Sehingga dengan penggunaan gabungan kedua model itu, maka dapat dipertimbangkan autokorelasi baik diantara nilai yang berturut-turut pada masa-masa sebelumnya dari variabel yang diramalkan, maupun nilai diantara nilai yang berturut-turut dari residual atau kesalahan (errors) atas masing-masing periode yang lalu. Model Auto Regressive Moving Average (ARMA) adalah kelas khusus yang sangat kuat dan baik dari teknik penyaringan linear, dengan mana suatu data masukan yang acakan disaring sehingga hasilnya menunjukkan deret waktu yang diobservasi dan yang ditransformasi.
Gabungan kedua kelas yang umum dari model-model itulah yang disebut dengan model ARMA (Auto Regressive Moving Average). Misalnya model AR (2) dinyatakan sebagai ARMA (2,0), dan suatu model MA (1) dinyatakan sebagai model ARMA (0,1). Model ARMA yang umum dalam susunan p dan q, atau ARMA (p,q) adalah:
Xt = b1Xt-1 + b2Xt-2 + … + bpXt-p + et - m1et-1 - … - mqet-q
Persamaan ini merupakan kombinasi dari persamaan AR dan MA. Sebagai contoh, adalah seperti contoh dalam model sebelumnya, yaitu nilai penjualan pada masa yang akan datang ditentukan baik oleh nilai penjualan pada masa-masa yang lalu, juga ditentukan oleh kesalhan-kesalahan yang terjadi, yang terlihat dari perbedaan antara nilai realisasi dengan nilai ramalan pada masa-masa yang lalu.
Bentuk susunan pertama dari Auto Regressive Moving Average atau ARMA (1,1) adalah:
Xt = b1Xt-1 + et – m1et-1
Sedangkan bentuk model ARMA (2,1) yaitu kombinasi antara AR (2) dan MA (1) adalah:
Xt = b1Xt-1 + b2Xt-2 + et - m1et-1
3.9.4. Model ARIMA (Auto Reggresive Integrated Moving Average)
pembedaan sebanyak d kali hingga stasioner, maka model ARMA (p, q) menjadi model ARIMA (p, d, q).
Model ARIMA (p, d, q) ditulis dalam persamaan berikut: b (B) (1 - B)d Xt = m (B) et
( )
( )(
)
dt t
B 1 B b
e B m X
− =
Dimana:
Xt = variabel dependen pada waktu ke-t et = nilai residual pada waktu ke-t m (B) = operator MA (q)
b (B) = operator AR (p)
(1 - B)d = pembedaan pada periode d
Perbedaan model ARMA dan ARIMA dapat dilihat pada Tabel 3.2. Tabel 3.2. Perbedaan model ARMA dan ARIMA
ARMA ARIMA
Memiliki 2 parameter Memiliki 3 paremeter Bentuk model:
Xt = b1Xt-1 + b2Xt-2 + … + bpXt-p + et - m1et-1 - … - mqet-q
Bentuk model: b (B) (1 - B)d Xt = m (B) et
3.10. Langkah-langkah Peramalan Model Box Jenkins12
Peramalan dengan menggunakan Box Jenkins memiliki langkah-langkah sebagai berikut:
1. Pemeriksaan Kestasioneran Data
Pemeriksaan kestasioneran data dilakukan dengan tiga tahapan yaitu: pemeriksaan secara manual, pemeriksaan stasioneritas pada varians, dan pemeriksaan stasioneritas pada means.
a. Pemeriksaan secara manual dimaksudkan hanya untuk memeriksa secara kasat mata apakah data telah stasioner atau tidak. Cara memeriksanya adalah dengan melihat pola data historis penyebaran data. Apabila data historis memiliki variansi yang cukup jauh dari nilai tengah, maka dinyatakan bahwa data tidak stasioner. Data dinyatakan secara stasioner apabila kebanyakan data memiliki variansi yang tidak terlalu besar. Pemeriksaan ini hanya ditujukan untuk melatih pemahaman terhadap stasioner. Apabila secara manual, dilihat bahwa data belum stasioner, maka pemeriksaan tetap dilanjutkan ke pemeriksaan varians dan means. b. Pemeriksaan stasioneritas dalam varians dilakukan dengan melakukan
transformasi Box Cox.
c. Pemeriksaan stasioneritas dalam means dilakukan dengan menganalisis grafik autokorelasi dan autokorelasi parsial dari data yang tersedia. Apabila data telah stasioner dalam means, maka langkah peramalan dapat dilanjutkan ke langkah kedua, yaitu pengidentifikasi model peramalan.
12
Tetapi, apabila data belum stasioner dalam means, maka dilakukan proses differencing agar data yang diperoleh akan stasioner dalam means. Proses pembedaan (differencing) dapat dilakukan untuk beberapa periode sampai data telah stasioner. Proses pembedaan ini dilakukan dengan cara mengurangkan suatu data dengan data sebelumnya.
2. Pengidentifikasian Model
Pada tahap kedua, model untuk data yang telah stasioner diidentifikasi berdasarkan hasil analisis autokorelasi dan analisis autokorelasi parsial atas data yang stasioner atau yang telah distasionerkan tersebut. Data yang telah stasioner dalam varians dan rata-rata dibuat grafik ACF (Auto Correlation Function) dan PACF (Partial Auto Correlation Function). Identifikasi dengan grafik ACF dan PACF13
Model
disajikan dalam Tabel 3.3.
Tabel 3.3. Identifikasi Model AR, MA, dan ARMA Menggunakan Pola Grafik ACF dan PACF
ACF PACF
AR (p) Dies down (turun cepat secara eksponensial/sinusoidal)
Cuts off after lag p (terputus setelah lag p)
MA (q) Cuts off after lag q (terputus setelah lag q)
Dies down (turun cepat secara ekponensial/sinusoidal) ARMA (p, q) Dies down after lag q-p (turun cepat
secara setelah lag q-p)
Dies down after lag p-q (turun cepat setelah lag p-q)
3. Pengestimasian Parameter Model
Setelah model datanya diidentifikasi, pengestimasian terhadap parameter modelnya dilakukan.Parameter model AR diestimasi dengan analisis regresi,
13
yaitu dengan pendekatan kuadrat terkecil yang linier. Bila modelnya mencakup MA, walaupun modelnya ditulis dalam bentuk linear, tetapi cara menghitung parameternya dilakukan dengan cara tertentu yang berbeda dari analisis regresi linier dengan kuadrat terkecil tersebut. Caranya bemacam-macam, tetapi yang lazim diguakan adalah metode nonlinier, dan biasanya dilakukan melalui dua tahap, yaitu estimasi awal dan tahap estimasi lanjutan hingga dihasilkan estimasi akhir atas parameternya Perhitungan dalam pengestimasian parameter akhir itu terhitung sangat kompleks dan biasanya dilakukan dengan bantuan program komputer.
4. Pengujian Model
Tahap pengujian model dilakukan untuk mengetahui apakah model sudah tepat atau belum. Pengujian lazim dilakukan melalui residu modelnya.
a. Uji independensi residual
Uji independensi residual digunakan untuk mendeteksi ada tidaknya korelasi residual antar lag. Langkah – langkah dalam melakukan uji independensi residual adalah:
i. Rumusan hipotesis
H0: ρ1 = ρ2 = ... = ρK = 0 (residual independent)
H1: minimal ada satu ρi≠ 0, untuk i = 1, 2, ..., K (residual dependent) ii. Menentukan taraf signifikansi
iii. Menentukan statisktik uji
Statistik uji yang digunakan yaitu statistik uji Ljung Box. Rumus statistik uji Ljung Box14
dengan,
k = selisih lag
K = banyak lag yang diuji adalah:
2 ˆk
ρ = autokorelasi residual periode k
iv. Menentukan kriteria keputusan
Uji Ljung Box mengikuti χ2 . H0 ditolak jika pvalue < α atau Qhitung > χ2
(α,K-p-q), dengan p adalah banyak parameter AR dan q adalah banyak
parameter MA, artinya {et} merupakan suatu barisan yang dependent. v. Melakukan perhitungan
Perhitungan dilakukan dengan menggunakan rumus uji statistik Ljung Box.
vi. Menarik kesimpulan
Kesimpulan diperoleh berdasarkan kriteria pengujian, yaitu jika H0 ditolak, maka {et} merupakan suatu barisan yang dependent.
14
b. Uji normalitas residual
Uji kenormalan residual dugunakan untuk memeriksa apakah suatu proses residual {et} mempunyai distribusi normal atau tidak. Langkah – langkah yang digunakan dalam pengujian kenormalan residual adalah:
i. Rumusan hipotesis
H0 : Residual {et} berdistribusi normal H1 : Residual {et} tidak berdistribusi normal ii. Menentukan taraf signifikansi
Taraf signifikansi atau α
iii. Menentukan statistik uji
Statistik uji yang digunakan dalam uji normalitas residual adalah uji Kolmogorov Smirnov. Uji Kolmogorov Smirnov menggunakan rumus berikut:
D = KS = maksimum|F0(X)-Sn(X)| dengan,
F0(X) : Suatu fungsi distribusi frekuensi kumulatif yang terjadi di bawah distribusi normal
Sn(X) : Suatu fungsi distribusi frekuensi kumulatif yang diobservasi iv. Menentukan kriteria keputusan
H0 ditolak jika pvalue (D) < α atau Dhitung > D (α, n), dengan n
banyaknya pengamatan dan α taraf signifikansi yang artinya residual
v. Melakukan perhitungan
Perhitungan dilakukan dengan menggunakan rumus Kolmogorov Smirnov
vi. Menarik kesimpulan
Kesimpulan diperoleh berdasarkan kriteria pengujian yaitu jika H0 diterima maka {et} berdistribusi normal.
3.11. Kriteria Performance Peramalan15
Seorang perencana tentu meninginkan hasil perkiraan permalan yang tepat atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang dibuatnya merupakan rencana yang realistis. Ketepatan atau ketelitian inilah yang menjadi criteria performance suatu metode peramalan. Ketepatan atau ketelitian tersebut dapat dinyatakan sebagai kesalahan dalam peramalan. Kesalahan yang kecil memberikan arti ketelitian peramalan yang tinggi, begitu pula sebaliknya.
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara antara lain adalah:
1. Mean Square Error (MSE)
(
)
N F X MSE
N
t
t t
2
1
∑
= −
=
Di mana:
Xt = data aktual periode t
15
Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE)
(
)
f N F X SEE N t t t − − =∑
=12
Di mana:
f = derajat kebebasan untuk data konstan, f = 1 untuk data linier, f = 2 untuk data kuadratis, f = 3 untuk data siklis, f = 3 4. Percentage Error (PE)
% 100 × − = t t t t X F X PE
Di mana nilai PEt bias positif ataupun negative 5. Mean Absolute Percentage Error (MAPE)
N PE MAPE N t t
∑
= = 13.12. Safety Stock
pengaman denngan pendekatan tingkat pelayanan (service level). Tingkat pelayanan dapat didefinisikan sebagai probalibilitas permintaan tidak akam melebihi persediaan selama jangka waktu tenggang. Rumus untuk menghitung persediaan pengaman adalah:
S L z Stock
Safety = t
Dimana:
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan pada PT. Megah Plastik yang bergerak di bidang produksi kantong plastik. Perusahaan ini berlokasi di Patumbak-Amplas, Kabupaten Deli Serdang, Sumatera Utara.
4.2. Objek Penelitian
Objek dari penelitian ini adalah untuk meramalkan jumlah penjualan produk PT. Megah Plastik pada periode mendatang dengan menggunakan metode ARIMA Box Jenkins dan menentukan jumlah persediaan pengaman.
4.3. Jenis Penelitian
Jenis penelitian yang digunakan dalam penelitian ini adalah penelitian deskriptif. Penelitian deskriptif16
16
Sinulingga, Sukaria. 2011. Metode Penelitian. Medan: USU Press. Hal 23
4.4. Variabel Penelitian
Variabel yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Variabel dependen yaitu variabel yang nilainya ditentukan oleh variabel
lainnya. Variabel dependen dalam penelitian ini antara lain: a. Data nilai AR, I, dan MA
b. Data hasil peramalan
c. Tingkat kesalahan peramalan d. Jumlah persediaan pengaman
2. Variabel independen yaitu variabel yang nilainya tidak ditentukan oleh variabel lain.
Variabel independen dalam penelitian ini adalah data historis penjualan produk.
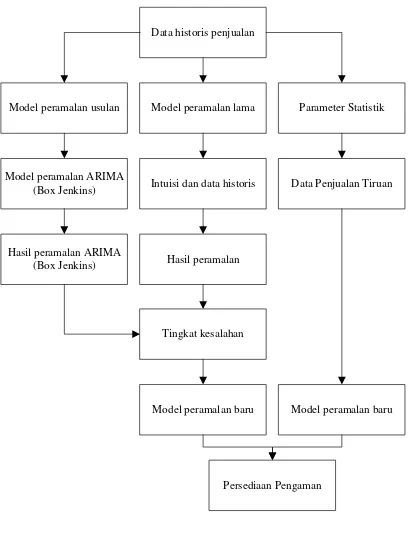
4.5. Kerangka Konseptual
Data historis penjualan
Model peramalan lama Model peramalan usulan
Model peramalan ARIMA (Box Jenkins)
Hasil peramalan ARIMA
(Box Jenkins) Hasil peramalan
Intuisi dan data historis
Tingkat kesalahan
Model peramalan baru
Parameter Statistik
Data Penjualan Tiruan
Model peramalan baru
[image:69.595.114.522.108.643.2]Persediaan Pengaman
Dari gambar di atas dapat dilihat bahwa penelitian ini menggunakan data sekunder berupa data historis penjualan perusahaan. Model peramalan yang lama hanya ditentukan melalui intuisi, sedangkan model peramalan usulan lebih sistematis dengan menggunakan model Box Jenkins. Model ARIMA didapatkan dari penentuan nilai AR, I dan MA. Kemudian dilakukan perbandingan antara model peramalan yang lama dengan model usulan dengan melihat tingkat kesalahan peramalan dan menghasilkan model peramalan yang baru. Model peramalan yang baru bertujuan untuk meramalkan penjualan periode yang akan datang dan memperoleh perkiraan penjualan yang mendekati keadaan yang sebenarnya. Data historis menghasilkan parameter statistik yang akan digunakan untuk menghasilkan data penjualan tiruan, kemudian dengan menggunakan peramalan dan data tiruan akan ditentukan besaran jumlah persediaan pengaman yang efektif.
4.6. Prosedur Penelitian
Pengumpulan Data
Data sekunder berupa data historis penjualan
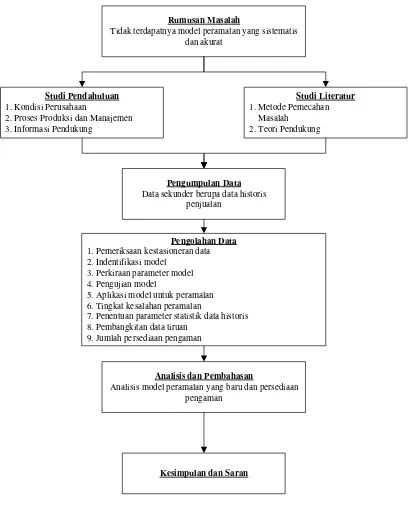
Rumusan Masalah
Tidak terdapatnya model peramalan yang sistematis dan akurat
Studi Pendahuluan
1. Kondisi Perusahaan
2. Proses Produksi dan Manajemen 3. Informasi Pendukung
Studi Literatur
1. Metode Pemecahan Masalah
2. Teori Pendukung
Pengolahan Data
1. Pemeriksaan kestasioneran data 2. Indentifikasi model
3. Perkiraan parameter model 4. Pengujian model
5. Aplikasi model untuk peramalan 6. Tingkat kesalahan peramalan
7. Penentuan parameter statistik data historis 8. Pembangkitan data tiruan
9. Jumlah persediaan pengaman
Analisis dan Pembahasan
Analisis model peramalan yang baru dan persediaan pengaman
[image:71.595.114.525.109.615.2]Kesimpulan dan Saran
4.7. Metode Pengumpulan Data 4.7.1. Sumber Data
Sumber data yang digunakan dalam penelitian ini adalah data sekunder yaitu data yang bersumber dari dokumentasi perusahaan yang dapat diperoleh dari bagian penjualan yaitu berupa jumlah penjualan produk per periode.
4.7.2. Metodologi Pengumpulan
Adapun metode yang digunakan dalam mengumpulkan data adalah sebagai berikut:
1. Wawancara
Kegiatan wawancara dilakukan dengan melakukan tanya jawab terhadap penanggung jawab bagian penjualan.
2. Dokumentasi
Dokumentasi yang diambil adalah dokumen-dokumen perusahaan, baik historis maupun sekarang. Dokumentasi dilakukan terhadap data sekunder yang dibutuhkan dalam penelitian.
4.7.3. Instrumen Penelitian
4.8. Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode ARIMA Box Jenkins untuk meramalkan jumlah penjualan produk untuk beberapa periode ke depan. Di dalam pengolahan data digunakan bantuan perangkat lunak statistik Minitab. Adapun langkah-langkah di dalam melakukan pengolahan data adalah sebagai berikut:
1. Pemeriksaan kestasioneran data 2. Identifikasi model
3. Perkiraan parameter model 4. Pengujian model
5. Aplikasi model untuk peramalan 6. Tingkat kesalahan peramalan
7. Penentuan parameter statistik data historis 8. Pembangkitan data tiruan
9. Persediaan pengaman
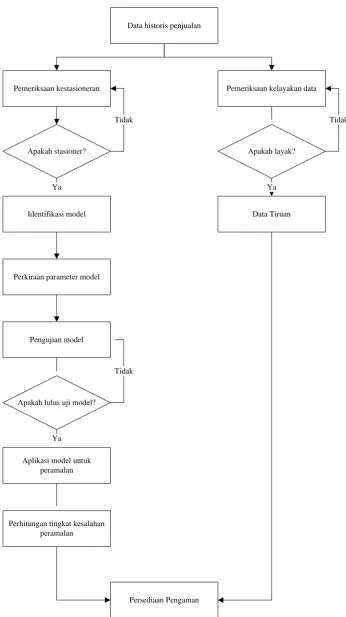
Data historis penjualan
Pemeriksaan kestasioneran
Apakah stasioner?
Identifikasi model
Pengujian model
Apakah lulus uji model?
Aplikasi model untuk peramalan
Perhitungan tingkat kesalahan peramalan
Tidak
Ya
Ya
Tidak Perkiraan parameter model
Pemeriksaan kelayakan data
Apakah layak?
Tidak
Data Tiruan Ya
[image:74.595.128.475.107.725.2]Persediaan Pengaman
4.9. Analisis Data
Selanjutnya dilakukan analisis dari pengolahan data yang telah dilakukan. Analisis data bertujuan untuk memberikan penjelasan tentang hasil penelitian yang diperoleh. Pada tahap ini akan dilakukan perbandingan metode peramalan yang baru dengan metode peramalan yang lama dan pembahasan mengenai model peramalan baru yang telah dirancang serta jumlah besaran persediaan pengaman yang efektif.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
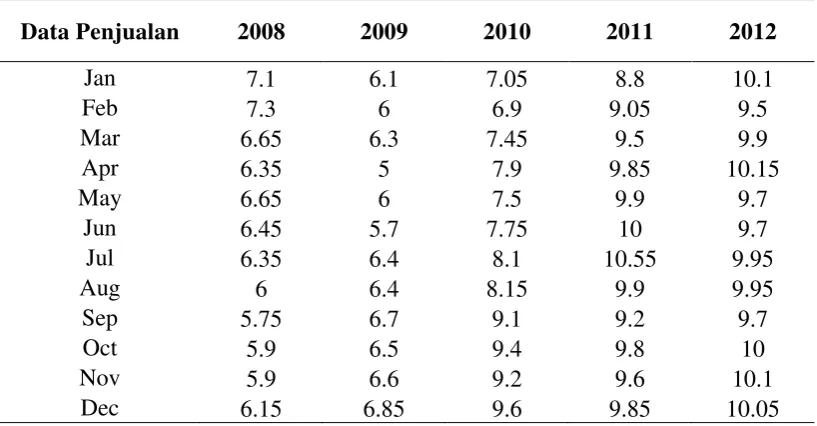
Data yang digunakan di dalam penelitian ini merupakan data sekunder. Data sekunder diperoleh dari dokumen perusahaan, adapun data yang digunakan adalah data historis penjualan produk dari tahun 2008 sampai dengan tahun 2012. PT. Megah Plastik memproduksi dua jenis kantong plastik yaitu yang berjenis kilat dan yang berjenis buram.
[image:76.595.108.517.491.704.2]Data penjualan plastik kilat dan plastik buram periode 2008-2012 dapat dilihat pada Tabel 5.1. dan Tabel 5.2.
Tabel 5.1. Data Penjualan Plastik Kilat Periode 2008-2012 (Ribuan kg)
Data Penjualan 2008 2009 2010 2011 2012
Jan 7.1 6.1 7.05 8.8 10.1
Feb 7.3 6 6.9 9.05 9.5
Mar 6.65 6.3 7.45 9.5 9.9
Apr 6.35 5 7.9 9.85 10.15
May 6.65 6 7.5 9.9 9.7
Jun 6.45 5.7 7.75 10 9.7
Jul 6.35 6.4 8.1 10.55 9.95
Aug 6 6.4 8.15 9.9 9.95
Sep 5.75 6.7 9.1 9.2 9.7
Oct 5.9 6.5 9.4 9.8 10
Nov 5.9 6.6 9.2 9.6 10.1
Dec 6.15 6.85 9.6 9.85 10.05
Tabel 5.2. Data Penjualan Plastik Buram Periode 2008-2012 (Ribuan kg)
Data Penjualan 2008 2009 2010 2011 2012
Jan 8.15 7.2 7.95 9.6 10.1
Feb 8.25 7.05 7.9 9.75 9.5
Mar 7.85 7.25 8.25 9.55 9.8
Apr 7.6 7.05 8.6 9.65 10.05
May 7.55 6.9 8.45 9.5 9.6
Jun 7.85 6.95 9.1 9.85 9.8
Jul 7.65 7.55 8.9 9.7 9.95
Aug 7.4 7.4 9.05 9.9 9.85
Sep 7.1 7.55 9.25 9.85 9.8
Oct 7.15 7.55 9.5 9.95 9.9
Nov 7.1 7.5 9.45 9.9 10
Dec 7.3 7.8 9.65 9.9 10.15
Sumber: PT. Megah Plastik
5.2. Pengolahan Data
Data yang akan diolah yaitu data sekunder yang merupakan data penjualan plastik kilat dan plastik buram periode 2008-2012. Pengolahan data dilakukan dengan menggunakan program perangkat lunak Minitab 15 English agar memberikan hasil yang lebih akurat dan memperkecil kemungkinan kesalahan perhitungan.