IDENTIFIKASI HUMAN ERROR BERDASARKAN PENDEKATAN CREAM (COGNITIVE RELIABILITY AND ERROR ANALYSIS METHOD) DAN USULAN PERBAIKAN DENGAN METODE POKA-YOKE DI UNIT
PERCETAKAN XXX
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
oleh
Uci Marlina Pasaribu
NIM 090403042
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
IDENTIFIKASI HUMAN ERROR BERDASARKAN PENDEKATAN CREAM (COGNITIVE RELIABILITY AND ERROR ANALYSIS METHOD) DAN USULAN PERBAIKAN DENGAN METODE POKA-YOKE DI UNIT
PERCETAKAN XXX
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
oleh
Uci Marlina Pasaribu
NIM 090403042
Disetujui oleh:
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Senandung puji dan syukur penulis sampaikan kehadirat Tuhan Yang Maha Esa yang senantiasa memberikan kasih karunia-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tujuan penulisan Tugas Sarjana ini adalah untuk memenuhi salah satu syarat akademis dalam menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini juga merupakan sarana bagi penulis untuk melakukan penelitian terhadap permasalahan nyata yang ada di perusahaan. Tugas Sarjana ini berjudul “Identifikasi Human Error
Berdasarkan Pendekatan CREAM (Cognitive Reliability and Error Analysis
Method) dan Usulan Perbaikan dengan Metode Poka-Yoke di Unit Percetakan
XXX.”
Penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk melengkapi Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Januari 2014
UCAPAN TERIMA KASIH
Dalam penelitian dan penulisan Tugas Sarjana ini, penulis telah mendapat bimbingan dan dukungan yang besar dari berbagai pihak, baik dalam hal materi, spiritual, informasi, maupun administrasi. Oleh karena itu, penulis menyampaikan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri, dan Bapak Ir. Ukurta Tarigan, M.T., selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Mangara M. Tambunan, M.Sc., selaku Dosen Pembimbing I yang telah bersedia memberikan bimbingan, arahan, dan motivasi dengan sabar bagi penulis dalam menyelesaikan Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, M.T., selaku Dosen Pembimbing yang telah bersedia memberikan bimbingan, arahan, dan motivasi dengan sabar bagi penulis dalam menyelesaikan Tugas Sarjana ini.
4. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan sebagai bekal untuk penulisan Tugas Sarjana ini.
5. Bapak Armansyah, S.E., selaku Direktur Unit Percetakan XXX yang telah memberikan izin untuk melakukan penelitian di perusahaan tersebut.
7. Bapak Eko selaku operator mesin di lantai produksi atas bantuannya selama proses penelitian.
8. Staf pegawai Teknik Industri FT-USU, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Bang Kumis, dan Ibu Ani, atas bantuannya dalam hal administrasi penyelesaian Tugas Sarjana ini.
9. Orang tua dan keluarga yang telah memberikan dukungan penuh, doa, motivasi, dan segalanya bagi penulis dalam menyelesaikan Tugas Sarjana ini. 10. Poppy Cynthia Devi sebagai teman seperjuangan selama penelitian yang telah memberikan dukungan, bantuan, teman bertukar-pikiran, teman berbagi suka dan duka, serta banyak hal lain yang tidak terlupakan selama perjalanan Tugas Sarjana ini.
11. Seluruh asisten di Laboratorium Ergonomi dan Perancangan Sistem Kerja, Departemen Teknik Industri, FT-USU yaitu (Popss) Poppy, Hasianna, Silvia, Donny, Suriadi, dan Vachiona. Abang-kakak asisten Bang Irwan, Bang Nanda, Bang William, Bang Kristoffel, Bang Eka, Kak Ira, Kak Ajeng, Kak Martha, Kak Clara. Adik-adik asisten Nadia, Martha, Sary, Reza, Aziz, Joseph, Willy, Gavri, Adra, Loli, Rahma, Marina, Popo, Holongan.
13. Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian Tugas Sarjana ini yang tidak dapat disebutkan satu per satu.
ABSTRAK
Kesalahan manusia dalam proses produksi disebut sebagai human error
yang didefinisikan bahwa kegagalan manusia untuk mencapai hasil yang dimaksudkan dalam melaksanakan urutan perencanaan dari kegiatan mental ataupun fisik (Reason, 1990) dalam Johan de Haan (2012). Hal ini dapat mengakibatkan produk cacat dihasilkan dari proses produksi.
Unit Percetakan XXX merupakan perusahaan yang menghasilkan produk cetakan berbahan baku kertas seperti formulir, dan lain-lain. Pada perusahaan ini, bagian pencetakan produk merupakan bagian yang paling menentukan dalam proses produksi karena pada bagian ini terjadi pembentukan produk sesuai dengan jumlah permintaan berdasarkan spesifikasi konsumen. Selama ini operator pencetakan hanya bekerja sesuai dengan pengalaman atau kebiasaan karena tidak ada prosedur kerja yang baku sehingga dapat menimbulkan kesalahan operator saat melakukan pekerjaan pencetakan. Hal ini mengakibatkan sering terjadi produk cacat yaitu sebesar 9,94% dari sembilan kali proses pencetakan, yang ditandai dengan cetakan kabur, hitam/kotor, sobek, berkerut.
Penelitian ini menggunakan pendekatan Cognitive Reliability and Error
Analysis Method (CREAM) untuk mengidentifikasi human error. Dengan
menggunakan pendekatan CREAM, diperoleh fungsi kognitif yang dominan pada proses pencetakan dan penanganan produk kotor adalah eksekusi dan interpretasi sedangkan observasi dan perencanaan kurang dilibatkan. Secara keseluruhan, nilai
Human Error Probability (HEP) operator untuk tugas proses pencetakan adalah
sebesar 0,99999 dan untuk tugas penanganan produk kotor adalah sebesar 0,99789 dimana kedua nilai HEP ini termasuk kategori tinggi. Untuk meminimalisasi
human error dan menghindari produk cacat maka dirancang Standard Operating
Procedures (SOP) usulan dengan pendekatan Poka-Yoke yaitu penerapan sensor
tinta pada wadah serta pengaturan peralatan dan bahan.
Kata Kunci: Human error, Cognitive Reliability and Error Analysis Method,
Human Error Probability, Standard Operating Procedures,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... viii
DAFTAR ISI ... ix
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xix
I PENDAHULUAN ... I-1 1.1 Latar Belakang ... I-1 1.2 Perumusan Masalah ... I-4 1.3 Tujuan Penelitian ... I-4 1.4 Manfaat Penelitian ... I-4 1.5 Batasan Masalah dan Asumsi ... I-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1 3.1 Human Error ... III-1 3.1.1 Klasifikasi Human Error ... III-1
3.2 Cognitive Reliability and Error Analysis Method (CREAM) ... III-4
3.2.1 Cognitive (Kognitif) ... III-5 3.2.2 Reliability (Keandalan) ... III-6 3.2.3 Error (Kesalahan) ... III-6 3.2.4 Analysis (Analisis) ... III-7 3.2.5 Method (Metode) ... III-7 3.2.6 Langkah-langkah CREAM ... III-8 3.3 Metode Poka-Yoke ... III-26
3.4 Standard Operating Procedures (SOP) ... III-28
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8 Pengolahan Data ... IV-4 4.9 Analisis Pemecahan Masalah ... IV-5
V PENGUMPULAN DATA DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1 5.1.1 Data Tahapan Kerja Proses Pencetakan ... V-1 5.1.2 Data Produk Cacat ... V-4 5.1.3 Data Tahapan Kerja Penanganan Produk Cacat ... V-4 5.1.4 Data Common Performance Conditions (CPC) ... V-8 5.2 Pengolahan Data ... V-18 5.2.1 Pengolahan Data untuk Kegiatan Proses Pencetakan ... V-18 5.2.1.1 Hierarchical Task Analysis (HTA) ... V-18 5.2.1.2 Penentuan Cognitive Demand Profile ... V-20 5.2.1.3 Pengidentifikasian Cognitive Function Failures
(CFF) ... V-26 5.2.1.4 Penilaian Common Performance Conditions
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2.2 Hierarchical Task Analysis (HTA) ... V-47 5.2.2.3 Penentuan Cognitive Demand Profile ... V-47 5.2.2.4 Pengidentifikasian Cognitive Function Failures
(CFF) ... V-52 5.2.2.5 Penilaian Common Performance Conditions
(CPC) ... V-59 5.2.2.6 Penghitungan Failure Probability ... V-59 5.2.2.7 Fault Tree Penanganan Produk Kotor ... V-61
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1 Analisis ... VI-1
6.1.1 Analisis Kegiatan Proses Pencetakan dan Penanganan Produk Kotor ... VI-1 6.1.2 Analisis Hasil Common Performance Conditions (CPC)
Stasiun Pencetakan ... VI-2 6.1.3 Analisis Penyebab Human Error ... VI-5 6.2 Pemecahan Masalah ... VI-6 6.2.1 Penerapan Poka-Yoke untuk Menghindari Produk Cacat . VI-6 6.2.2 Pengaturan Peralatan dan Bahan ... VI-8 6.2.3 Rancangan Standard Operating Procedures (SOP)
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VII KESIMPULAN DAN SARAN ... VII-1 7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1 Jumlah Tenaga Kerja Unit Percetakan XXX ... II-5 2.2 Jam Kerja Karyawan Unit Percetakan XXX... II-7 2.3 Mesin Produksi di Unit Percetakan XXX ... II-13 2.4 Peralatan Produksi ... II-15
3.1 Common Performance Condition (CPC) ... III-12
3.2 Weighting Factor untuk CPC ... III-14 3.3 Daftar Critical Cognitive Activities... III-16 3.4 Matriks Cognitive Demand ... III-18
3.5 Generic Cognitive Function Failure (CFF) ... III-20
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.11 Penentuan Weighting Factor untuk CPC ... V-38 5.12 Rekapitulasi Penghitungan Failure Probability Proses
Pencetakan ... V-42 5.13 Rekapitulasi Jumlah dan Persentase Produk Cacat ... V-46 5.14 Aktivitas Kognitif Penanganan Produk Kotor ... V-49 5.15 Rekapitulasi Aktivitas Kognitif Penanganan Produk Kotor ... V-50 5.16 Matriks Cognitive Demand Penanganan Produk Kotor ... V-51 5.17 Bentuk Kegagalan pada Penanganan Produk Kotor ... V-53 5.18 Matriks Cognitive Function Failures (CFF) Penanganan Produk
Kotor ... V-56 5.19 Rekapitulasi Penghitungan Failure Probability Penanganan
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi Perusahaan XXX ... II-6
2.2 Block Diagram Percetakan Produk ... II-12
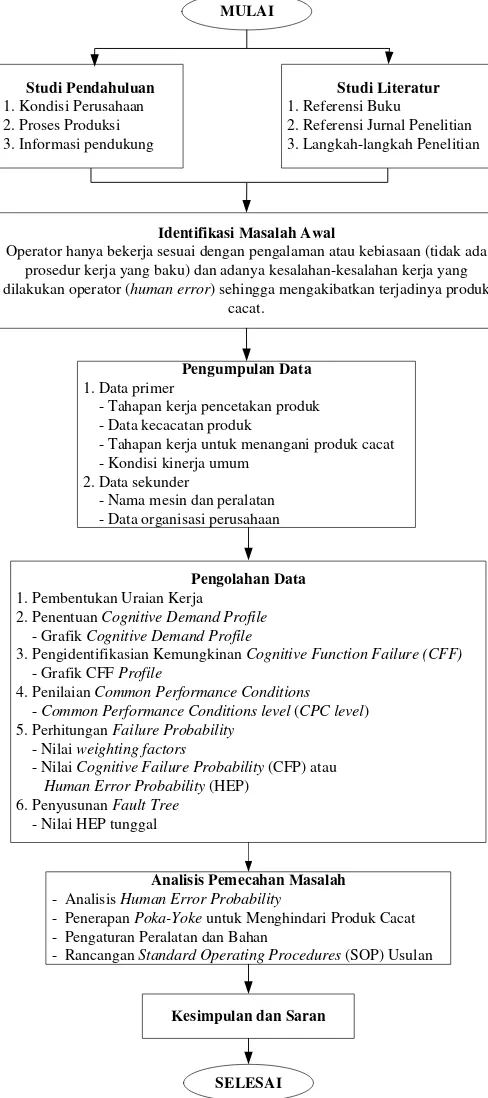
3.1 Contoh Hierarchical Task Analysis (HTA) Pemanasan Tungku III-11 3.2 Contoh dari Cognitive Demand Profile ... III-19 3.3 Distribusi Cognitive Function Failure ... III-21 4.1 Langkah-langkah Proses Penelitian ... IV-6 5.1 Layout Produksi ... V-10
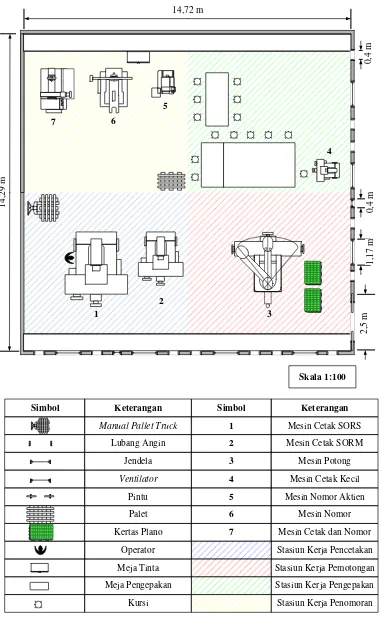
5.2 Layout Stasiun Pencetakan... V-12
5.3 Hierarchical Task Analysis Proses Pencetakan ... V-19
5.4 Cognitive Demand Profile Proses Pencetakan ... V-26
5.5 Cognitive Function FailuresProfile Proses Pencetakan ... V-37
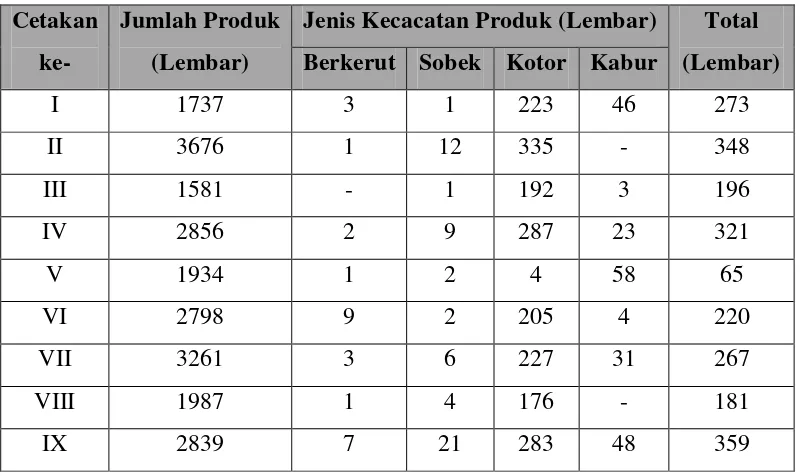
5.6 Fault Tree Proses Pencetakan ... V-45
5.7 Grafik Kecacatan Produk dari Proses Pencetakan ... V-46
5.8 Hierarchical Task Analysis Penanganan Produk Kotor ... V-48
5.9 Cognitive Demand Profile Penanganan Produk Kotor ... V-52
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.4 a) Wadah Tinta Aktual; b) Wadah Tinta dengan Poka-Yoke; c)
Sensor Pengaturan Tinta ... VI-7 6.5 a) Rak Peralatan dan Bahan; b) Rak Printing Plate... VI-8
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Check Sheet Common Performance Conditions (CPC) ... L-1
ABSTRAK
Kesalahan manusia dalam proses produksi disebut sebagai human error
yang didefinisikan bahwa kegagalan manusia untuk mencapai hasil yang dimaksudkan dalam melaksanakan urutan perencanaan dari kegiatan mental ataupun fisik (Reason, 1990) dalam Johan de Haan (2012). Hal ini dapat mengakibatkan produk cacat dihasilkan dari proses produksi.
Unit Percetakan XXX merupakan perusahaan yang menghasilkan produk cetakan berbahan baku kertas seperti formulir, dan lain-lain. Pada perusahaan ini, bagian pencetakan produk merupakan bagian yang paling menentukan dalam proses produksi karena pada bagian ini terjadi pembentukan produk sesuai dengan jumlah permintaan berdasarkan spesifikasi konsumen. Selama ini operator pencetakan hanya bekerja sesuai dengan pengalaman atau kebiasaan karena tidak ada prosedur kerja yang baku sehingga dapat menimbulkan kesalahan operator saat melakukan pekerjaan pencetakan. Hal ini mengakibatkan sering terjadi produk cacat yaitu sebesar 9,94% dari sembilan kali proses pencetakan, yang ditandai dengan cetakan kabur, hitam/kotor, sobek, berkerut.
Penelitian ini menggunakan pendekatan Cognitive Reliability and Error
Analysis Method (CREAM) untuk mengidentifikasi human error. Dengan
menggunakan pendekatan CREAM, diperoleh fungsi kognitif yang dominan pada proses pencetakan dan penanganan produk kotor adalah eksekusi dan interpretasi sedangkan observasi dan perencanaan kurang dilibatkan. Secara keseluruhan, nilai
Human Error Probability (HEP) operator untuk tugas proses pencetakan adalah
sebesar 0,99999 dan untuk tugas penanganan produk kotor adalah sebesar 0,99789 dimana kedua nilai HEP ini termasuk kategori tinggi. Untuk meminimalisasi
human error dan menghindari produk cacat maka dirancang Standard Operating
Procedures (SOP) usulan dengan pendekatan Poka-Yoke yaitu penerapan sensor
tinta pada wadah serta pengaturan peralatan dan bahan.
Kata Kunci: Human error, Cognitive Reliability and Error Analysis Method,
Human Error Probability, Standard Operating Procedures,
BAB I
PENDAHULUAN
1.1 Latar Belakang
Proses produksi berlangsung ketika seluruh komponen saling berinteraksi sesuai dengan tahapan yang telah ditentukan. Interaksi ini tidak hanya dipahami sebagai kegiatan yang berhubungan secara total antara urutan proses produksi dan ukuran fisik dari lini produksi, tetapi juga kejadian-kejadian di luar prediksi yang dapat terjadi selama proses produksi berlangsung. Kejadian ini dapat diartikan sebagai ketidakpastian dalam produksi yang dapat mempengaruhi kinerja. Salah satu faktor ketidakpastian tersebut berasal dari manusia yang berperan penting untuk menjalankan dan mengendalikan proses produksi. Ketidakpastian tersebut seperti kesalahan operator, kesalahpahaman, kesalahan pengawasan. Kesalahan manusia dalam proses produksi ini disebut sebagai human error yang didefinisikan bahwa kegagalan manusia untuk mencapai hasil yang dimaksudkan dalam melaksanakan urutan perencanaan dari kegiatan mental ataupun fisik (Reason, 1990) dalam Johan de Haan (2012). Hal ini dapat mengakibatkan produk cacat dihasilkan dari proses produksi.
Hollnagel (1993a) menyebutkan bahwa 60%-90% kegagalan yang terjadi dalam suatu sistem disebabkan oleh human error. Institute of Nuclear Power
Operations (INPO), 1984 dalam Hollnagel (1998) melakukan sebuah analisis dari
manusia, 32% menunjukkan bahwa kekurangan desain dan 7% kekurangan pada peralatan yang digunakan, sehingga dapat dikemukakan bahwa faktor yang dapat menyebabkan terjadi kegagalan dalam sebuah sistem 90% diakibatkan oleh faktor manusia. Selain itu, penelitian Boot, 2010 dalam Johan de Haan (2012) mengenai desain dan konstruksi menyebutkan kegagalan dominan sebesar 65% adalah kesalahan desain dan 35% adalah kesalahan produksi.
Unit Percetakan XXX merupakan perusahaan yang menghasilkan produk cetakan berbahan baku kertas seperti blanko, formulir, kop surat, kartu box, buku, dan lain-lain. Tetapi produksi rutin yang dihasilkan oleh perusahaan ini adalah formulir. Pada proses produksi dilakukan beberapa tahapan proses yaitu pembuatan printing plate, pencetakan produk, pemotongan, penomoran, dan pengepakan. Bagian pencetakan produk merupakan bagian yang paling menentukan dalam proses produksi karena pada bagian ini terjadi pembentukan produk sesuai dengan jumlah permintaan berdasarkan spesifikasi dari konsumen. Selain itu, jika terjadi kesalahan pemotongan atau penomoran yang menyebabkan produk cacat dan jumlah produk berkurang maka bagian pencetakan harus memproduksi kembali untuk mengganti produk yang cacat tersebut sehingga sesuai dengan jumlah permintaan. Pelaksanaan proses pencetakan sangat bergantung pada faktor manusia karena menggunakan mesin semi-otomatis yang berukuran 319cm × 302cm.
yang disebutkan Meister, 1976 dalam Balbir S. Dhillon (1987) bahwa penyebab
human error pada proses operasi adalah prosedur operasi yang kurang jelas,
kompleksitas pekerjaan, proses seleksi yang buruk dan pelatihan terhadap operator tidak mencukupi, kecerobohan operator terhadap pekerjaan, serta rancangan fasilitas kerja yang buruk. Hal ini ditunjukan terdapat kesalahan operator saat pengisian tinta hanya berdasarkan perkiraan sehingga produk yang dihasilkan kabur ataupun kebanjiran tinta. Kesalahan operator saat membersihkan
printingplate dan rubber blanket sehingga hasil cetakan produk tidak bersih atau
bercak-bercak hitam. Selain itu, peralatan dan bahan yang digunakan operator kurang memadai seperti spons untuk bahan tiner, air, bensin, dan plate cleaner
NH-3 adalah sama sehingga hasil pembersihan printing plate dan rubber blanket
tetap kotor. Hal ini mengakibatkan sering terjadi produk cacat yaitu sebesar 9,94% dari sembilan kali proses pencetakan, yang ditandai dengan cetakan kabur, cetakan hitam/kotor, cetakan berkerut, dan lain-lain sehingga proses produksi harus segera ditangani oleh operator agar jumlah produk cacat tidak bertambah.
Berdasarkan kondisi yang telah dipaparkan tersebut, maka perlu dilakukan penelitian untuk mengidentifikasi dan menganalisis kesalahan kerja yang dilakukan operator bagian pencetakan, dimana istilah ini dikenal sebagai human
error terkait aktivitas kognitif (Johan de Haan, 2012) dalam menangani
permasalahan produk cacat. Metode yang digunakan adalah Cognitive Reliability
and Error Analysis Method (CREAM) yang dikembangkan oleh Erik Hollnagel
1.2 Perumusan Masalah
Masalah yang akan dibahas adalah operator hanya bekerja sesuai dengan pengalaman atau kebiasaan (tidak ada prosedur kerja yang baku) dan ada kesalahan-kesalahan kerja yang dilakukan operator (human error) sehingga mengakibatkan terjadi produk cacat.
1.3 Tujuan Penelitian
Penelitian ini memiliki tujuan umum untuk melakukan perancangan
Standard Operating Procedures (SOP) dengan pendekatan Poka-Yoke untuk
mengurangi produk cacat.
Tujuan khusus dari penelitian ini adalah:
1. Mengetahui faktor penyebab kesalahan operator atau human error yang mengakibatkan produk cacat.
2. Menghitung seberapa besar nilai Human Error Probability (HEP) operator saat melakukan kegiatan pencetakan.
1.4 Manfaat Penelitian
Hasil penelitian berupa Standard Operating Procedures (SOP) dirancang agar dapat mengurangi kemungkinan kesalahan operator atau human error
probability sehingga dapat menghindari produk cacat pada bagian pencetakan di
1.5 Batasan Masalah dan Asumsi
Batasan masalah yang ditentukan dalam penelitian ini adalah:
1. Penelitian ini hanya dilakukan pada operator bagian pencetakan produk. 2. Tidak dilakukan perhitungan biaya yang berkaitan dengan rancangan
perbaikan.
Asumsi yang digunakan dalam penelitian ini adalah: 1. Operator bekerja secara normal.
2. Lingkungan kerja, kondisi perusahaan dan sistem produksi tidak berubah selama penelitian.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
Pada tahun 1979 terdapat delapan perusahaan daerah yang masing-masing berdiri sendiri sesuai dengan Peraturan Daerah. Kedelapan perusahaan tersebut adalah sebagai berikut:
1. Perusahaan Daerah Sumber Daya, berdasarkan Perda No. 5 Tahun 1979 2. Perusahaan Daerah Pabrik Batu Bata, berdasarkan Perda No. 6 Tahun 1979 3. Perusahaan Daerah Obor, berdasarkan Perda No. 7 Tahun 1979
4. Perusahaan Daerah Percetakan, berdasarkan Perda No. 8 Tahun 1979 5. Perusahaan Daerah Es Parwita Yasa, berdasarkan Perda No. 9 Tahun 1979 6. Perusahaan Daerah Hiburan, berdasarkan Perda No. 9 Tahun 1979
7. Perusahaan Daerah Toko Buku dan Niaga Alat Kantor, berdasarkan Perda No. 14 Tahun 1979
8. Perusahaan Daerah Perisai, berdasarkan Perda No. 15 Tahun 1979
disahkan oleh Menteri Dalam Negeri dengan Surat Keputusan No.539.22-1435 tanggl 16 Oktober 1985. Berdasarkan penggabungan ini, seluruh kekayaan, personalia, hak, kewajiban dan tanggung jawab dari kedelapan perusahaan tersebut beralih kepada Perusahaan XXX.
Perusahaan XXX memiliki kantor pusat di Medan dan kedelapan unit usaha tersebut sebagai cabang. Perusahaan berbentuk badan hukum yang berhak melakukan usahanya berdasarkan peraturan daerah yang dikeluarkan, yaitu melaksanakan semua usaha yang bergerak di bidang industri dan jasa yang dikeluarkan oleh peraturan perundang-undangan yang berlaku.
2.2 Tujuan Perusahaan
Tujuan perusahaan sesuai dengan Peraturan Daerah No. 26 Tahun 1985 sebagai berikut:
1. Tujuan Perusahaan : Mengembangkan perekonomian daerah dan untuk menambah Pendapatan Asli Daerah (PAD).
2. Lapangan Usaha : Melakukan semua usaha yang bergerak dalam bidang industri dan jasa yang dibenarkan peraturan perundang-undangan yang berlaku.
3. Tempat Kedudukan : Medan dan mempunyai unit usaha di tempat lain.
2.3 Ruang Lingkup Bidang Usaha
2.4 Letak Geografis Perusahaan
Unit Percetakan XXX berlokasi di Jalan Putri Merak Jingga (Jalan Gudang) Nomor 3 Medan. Perusahaan ini dibangun di atas tanah seluas 3.834 m2 dengan luas bangunan 1.361,75 m2.
2.5 Daerah Pemasaran
Unit Percetakan XXX melakukan kegiatan pemasaran di sekitar wilayah Provinsi Sumatera Utara, yaitu dinas-dinas pemerintah daerah tingkat I seperti Dinas Pendapatan Daerah, Dinas Pendidikan, Dinas Perpajakan, Rumah Sakit Jiwa, SAMSAT, dan dinas pemerintah lainnya maupun pihak swasta dan personal yang berada di sekitar kota Medan.
2.6 Organisasi dan Manajemen Perusahaan 2.6.1 Struktur Organisasi
Struktur organisasi adalah suatu kerangka hubungan kerja antara satu individu dengan individu lainnya dalam rangka mencapai satu tujuan dengan menggunakan aturan-aturan yang telah disepakati secara bersama. Struktur organisasi merupakan hal yang sangat penting dalam pencapaian tujuan perusahaan. Dengan adanya struktur organisasi ini, maka akan terlihat jelas hubungan antara bagian, wewenang, dan tanggung jawab masing-masing bagian yang ada dalam perusahaan.
Keputusan Gubernur Sumatera Utara No. 060.2711/K/1989 tanggal 24 Agustus 1996, dan persetujuan Menteri Dalam Negeri No. 529/2226/PUOD/1996 tanggal 8 Agustus 1996 tentang penggantian direksi dengan pengangkatan seorang direktur.
Struktur organisasi perusahaan tergolong sistem fungsional. Hal ini dapat dilihat dari pembagian tugas yang dilakukan menurut fungsi-fungsi setiap bagian dengan bidang pekerjaan yang telah ditentukan, uraian tugas (job description)
yang jelas, dan satu bagian dapat berhubungan langsung dengan anggota maupun kepala bagian. Struktur organisasi Perusahaan XXX dapat dilihat pada Gambar 2.1.
2.6.2 Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari setiap jabatan pada Perusahaan XXX ditetapkan oleh direksi.
2.6.3 Jumlah Tenaga Kerja
Unit Percetakan XXX memiliki jumlah tenaga kerja sebanyak 51 orang dengan rincian dapat dilihat pada Tabel 2.1.
Tabel 2.1 Jumlah Tenaga Kerja Unit Percetakan XXX
No. Jabatan Jumlah
1. Direktur 1
2. Satuan Pengawas Intern 2
Direktur Hiburan, dan TB &
NAK
B. Pemasaran Unit Usaha Percetakan
Tabel 2.1 Jumlah…(Lanjutan)
No. Jabatan Jumlah
4. Bagian Umum 7
5. Bagian Pemasaran 6
6. Bagian Produksi 28
Total 51
2.6.4 Jam Kerja Karyawan
Jam kerja karyawan di Unit Percetakan XXX hanya satu shift dengan rincian pada Tabel 2.2.
Tabel 2.2 Jam Kerja Karyawan Unit Percetakan XXX
Hari Jam Kerja Keterangan
Senin-Kamis
09.30-12.00 (WIB) Bekerja 12.00-13.00 IWIB) Istirahat 13.00-16.30 (WIB) Bekerja
Jumat
09.30-12.00 (WIB) Bekerja 12.00-13.30 (WIB) Istirahat 13.30-16.30 (WIB) Bekerja
2.6.5 Sistem Pengupahan
Sistem Pengupahan dilakukan berdasarkan Surat Keputusan (SK) Direktur, dimana pemberian gaji juga mempertimbangkan golongan dan jumlah tanggungan setiap karyawan. Gaji yang diperoleh karyawan merupakan pendapatan yang diperoleh Perusahaan XXX dan tidak ada bantuan yang diterima dari Pemerintah Daerah Sumatera Utara.
2.7 Proses Produksi 2.7.1 Standar Mutu Produk
Sistem produksi dari Unit Percetakan XXX bersifat berdasarkan pesanan atau disebut sebagai make-to-order sehingga standar mutu produk yang dihasilkan berdasarkan kepada desain dan spesifikasi yang diinginkan oleh konsumen.
2.7.2 Bahan-bahan yang Digunakan
Untuk melaksanakan proses produksi perusahaan ini menggunakan bahan-bahan sebagai berikut.
1. Bahan Baku
a. Kertas seperti kertas HVS berbagai ukuran, kertas tik, kertas linen
holland, kertas dorsellahg, kertas non-karbon, kertas konstruk, kertas
sampul, dan karton buffalo.
b. Tinta dengan berbagai warna yaitu black, cyan, magenta, dan yellow.
2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk, baik dikenakan secara langsung maupun tidak langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong yang digunakan yaitu:
a. Printing plate digunakan sebagai cetakan produk.
b. Tiner dan air digunakan sebagai pembersih printing plate.
c. Plate cleaner NH-3 digunakan sebagai pembersih printing plate agar
lebih mengkilap.
d. Cairan fountain solution digunakan sebagai membantu proses pencetakan. e. Bensin dan minyak tanah digunakan sebagai pembersih rubber blanket.
f. Gum solution digunakan untuk menjaga printing plate agar tidak mudah
terkelupas atau rusak.
3. Bahan Tambahan
a. Lem, benang, paku, dan staple, digunakan untuk menjilid.
b. Tali pembatas atau pita, digunakan sebagai pembatas pada produk. c. Kertas pembungkus sebagai kemasan produk.
2.7.3 Uraian Proses Produksi
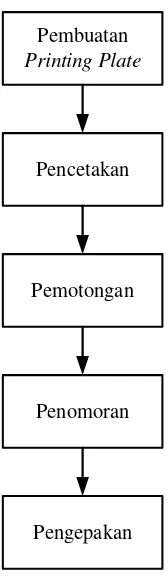
Unit Percetakan XXX menghasilkan berbagai produk berbahan baku kertas. Tahapan proses pencetakan untuk produk-produk tersebut hampir memiliki urutan proses yang sama. Perbedaannya yaitu pada kegiatan pemotongan bahan baku kertas dan juga proses penjilidan. Jika digunakan mesin cetak besar maka tidak dibutuhkan kegiatan pemotongan bahan baku kertas, sedangkan untuk produk yang berupa lembaran maka tidak membutuhkan proses penjilidan. Selain itu, jenis produk juga menentukan proses pembuatan produk yang dilakukan seperti proses penomoran dan porporasi.
Pada penelitian ini, produk yang menjadi objek penelitian adalah formulir yang melalui proses produksi sebagai berikut.
1. Proses Pembuatan Printing Plate
Printing plate digunakan sebagai cetakan untuk membuat produk, dimana
2. Proses Pencetakan
Pada proses ini dilakukan kegiatan pencetakan dengan menggunakan mesin cetak. Mesin cetak yang digunakan disesuaikan dengan jumlah pesanan. Kertas yang digunakan pada mesin cetak juga terlebih dahulu disesuaikan dengan ukuran bahan baku kertas pada mesin. Jika mesin yang digunakan berukuran kertas folio maka terlebih dahulu dilakukan pemotongan bahan baku kertas. Untuk pencetakan formulir digunakan mesin cetak besar sehingga tidak membutuhkan proses pemotongan bahan baku.
3. Proses Pemotongan
Sebelum dilakukan proses pemotongan maka dilakukan kegiatan penyusunan kertas yang akan dipotong. Pada kegiatan penyusunan ini, juga terdapat kegiatan penjilidan (binding) yang dilakukan sesuai dengan tipe produk dan tidak dilanjutkan proses penomoran. Produk yang berupa lembaran tidak membutuhkan proses penjilidan melainkan hanya kegiatan penyusunan pada proses pemotongan. Setelah itu dilanjutkan dengan kegiatan pemotongan sesuai dengan ukuran yang telah ditetapkan. Inpeksi dilakukan pada kegiatan penyusunan agar kertas yang akan dipotong rapi, sedangkan hasil pemotongan tidak diperiksa secara teliti.
4. Proses Penomoran
5. Proses Pengepakan
Pada proses ini dilakukan penyusunan produk jadi kemudian dikemas dengan kertas pembungkus.
Uraian proses produksi percetakan ini digambarkan secara umum dalam bentuk block diagram seperti pada Gambar 2.2.
Pembuatan
Printing Plate
Pencetakan
Pemotongan
Penomoran
Pengepakan
Gambar 2.2 Block Diagram Percetakan Produk
2.8 Mesin dan Peralatan 2.8.1 Mesin Produksi
Tabel 2.3 Mesin Produksi di Unit Percetakan XXX
No. Nama Mesin Fungsi Merk Buatan Jumlah
(unit) 1. Mesin Cetak Besar (SORS) Mencetak dengan ukuran kertas plano (65cm × 100cm). Heidelberg Jerman 1 2. Mesin Cetak Sedang (SORM) Mencetak dengan ukuran kertas setengah plano. Heidelberg Jerman 1
3. Mesin Cetak Kecil Mencetak dengan ukuran kertas folio. Toko Jepang 1
4. Mesin Potong Memotong kertas baik masih berbentuk bahan baku maupun
hasil cetakan. Polar Mohr Jerman 1
5. Mesin Cetak dan Nomor (GTO52)
Mencetak produk dengan ukuran kertas double folio dan
sekaligus membuat penomoran pada produk. Heidelberg Jerman 1 6. Mesin Nomor Membuat penomoran dan perforasi terhadap produk yang
telah dicetak. Hamada Jepang 1
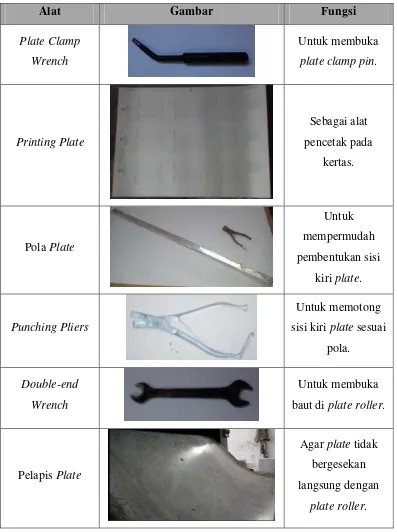
2.8.2 Peralatan
Peralatan digunakan secara manual untuk membantu proses produksi dan mendukung penggunaan mesin. Peralatan tersebut dapat dilihat pada Tabel 2.4.
2.9 Utilitas
Utilitas adalah unit pendukung yang sangat penting dalam melakukan proses produksi terutama pada perusahan manufaktur. Sesuai dengan istilahnya, fungsi sarana pendukung ini untuk membantu kelancaran proses produksi. Utilitas yang digunakan pada Unit Percetakan XXX antara lain:
1. Air Bersih
Air digunakan untuk proses produksi dan pada saat tertentu saja misalnya untuk membersihkan tangan dan badan karyawan setelah selesai melakukan pekerjaannya. Kebutuhan air untuk proses percetakan bersumber dari air PDAM Tirtanadi.
2. Sumber Daya Listrik
Tabel 2.4 Peralatan…(Lanjutan)
Alat Gambar Fungsi
Spons
Untuk membersihkan
printing plate dan
rubber blanket.
Skrap Untuk mengambil
tinta.
T-Handle Wrench
Untuk mengatur posisi geer dari
plate roller.
Penyangga Kertas
Untuk menyangga bahan baku agar sisi
2.10 Safety and Fire Protection
Unit Percetakan XXX tidak menyediakan Alat Pelindung Diri (APD) bagi operator karena tidak terdapat benda berbahaya di lantai produksi. Mesin produksi juga telah dilengkapi sistem pengaman yaitu secara otomatis berhenti apabila terbuka. Namun, banyak terdapat bahan kimia yang saat pemakaiannya bersentuhan langsung dengan tangan operator karena tidak menggunakan sarung tangan khusus.
Pada lantai produksi terdapat bahan baku dan limbah yang mudah terbakar yaitu kertas, sobekan kertas, tinta, sisa bensin, minyak tanah, dan tiner. Untuk menghindari kemungkinan terjadinya kebakaran maka telah disediakan tabung pemadam kebakaran (dry chemical powder).
2.11 Waste Treatment (Pengolahan Limbah)
BAB III
LANDASAN TEORI
3.1 Human Error1
Menurut Dhillon, human error didefinisikan sebagai kegagalan untuk menyelesaikan sebuah tugas atau pekerjaan yang spesifik (atau melakukan tindakan yang tidak diizinkan) yang dapat menimbulkan gangguan terhadap jadwal operasi atau mengakibatkan kerusakan benda dan peralatan.
3.1.1 Klasifikasi Human Error
Menurut Meister dalam Dhillon (1987), human error dapat diklasifikasikan ke dalam beberapa kategori yaitu:
1. Error pada Proses Operasi
Error yang terjadi pada proses ini berhubungan dengan batas waktu
pekerjaan yang harus diselesaikan operator. Hampir semua error yang terjadi disebabkan oleh batas waktu yang tidak bisa dipenuhi dalam proses operasi. Situasi yang menyebabkan terjadinya error pada proses operasi yaitu:
a. Prosedur yang kurang jelas
b. Kompleksitas pekerjaan dan kondisi yang berlebihan
c. Proses seleksi yang buruk dan pelatihan terhadap operator tidak mencukupi
d. Kecerobohan dan operator kurang minat terhadap pekerjaan
1
e. Kondisi lingkungan kerja yang buruk f. Prosedur operasi yang dibuat belum benar
2. Error pada Proses Perakitan
Error jenis ini disebabkan oleh manusia dan terjadi pada proses perakitan
produk. Adanya error tersebut terjadi sebagai hasil dari kurangnya keahlian yang dimiliki oleh operator. Beberapa contoh dari error pada proses perakitan adalah:
a. Pemasangan komponen yang tidak tepat b. Menghilangkan sebuah komponen
c. Hasil rakitan yang tidak sesuai dengan blueprint (standar) dari perusahaan d. Penyolderan yang tidak tepat
e. Kabel yang dipasang pada komponen terbalik
Menurut penelitian Meister lainnya di tahun 1976 dalam Dhillon (1987) ditemukan banyak faktor yang dapat menyebabkan terjadinya error di bagian produksi. Beberapa diantaranya adalah:
a. Pencahayaan yang kurang baik b. Tingkat kebisingan yang berlebihan c. Rancangan fasilitas kerja yang buruk
d. Komunikasi dan informasi buruk dan temperatur yang berlebihan e. Pelatihan dan pengawasan yang kurang memadai
3. Error pada Proses Perancangan
Error jenis ini disebabkan oleh hasil rancangan yang kurang sesuai dengan
sistem kerja. Hal ini merupakan kegagalan untuk mengimplementasikan kebutuhan manusia dalam rancangan, kurang tepatnya fungsi yang dirancang, dan kegagalan untuk memperhitungkan efektivitas interaksi antara manusia dan mesin. Beberapa faktor yang menjadi penyebab terjadinya error pada proses perancangan adalah terburu-burunya dalam melakukan perancangan, kesalahan menginterpretasi solusi dengan teliti dalam perancangan.
4. Error pada Proses Inspeksi
Tujuan dari kegiatan inspeksi adalah menemukan adanya kecacatan atau kesalahan. Namun, pada kegiatan inspeksi juga dapat terjadi error karena inspeksi yang dilakukan belum 100% akurat.
5. Error pada Proses Instalasi
Error jenis ini terjadi pada proses instalasi peralatan dan tergolong ke dalam
error jangka pendek. Salah satu penyebab utama terjadinya error selama
proses instalasi adalah kegagalan operator untuk melakukan instalasi peralatan sesuai dengan instruksi atau blueprint yang telah diberikan.
6. Error pada Proses Perawatan
Error yang terjadi pada proses perawatan disebabkan tidak tepatnya tindakan
3.2 Cognitive Reliability and Error Analysis Method (CREAM)
CREAM adalah singkatan untuk Cognitive Reliability and Error Analysis
Method atau Keandalan Kognitif dan Metode Analisis Kesalahan. Ketika mulai
dikembangkannya pendekatan ini, ditemukanlah akronim menarik karena umumnya CREAM adalah sesuatu yang bagus. Meskipun kata benda "cream" saat ini berarti "komponen lemak susu kekuningan dihomogenisasi yang cenderung menumpuk di permukaan", kata ini berasal dari bahasa Yunani yaitu khrisma yang berarti salap, yang digunakan untuk menenangkan atau penyembuhan. Hubungan keadaan ini dengan Human Reliability Assessment (HRA) adalah sesuatu yang diperlukan, apakah metode CREAM ini akan menjadi solusi yang berlaku secara umum2.
Cognitive Reliability and Error Analysis Method (CREAM)
dikembangkan oleh Erik Hollnagel dan dijelaskan secara luas dalam Hollnagel (1998). CREAM memiliki dua fitur utama yaitu menekankan pengaruh penting sebuah konteks pada kinerja manusia dan memiliki model kognitif yang dapat digunakan dalam analisis. Inti dari CREAM adalah bahwa kesalahan manusia tidak stokastik, tetapi lebih diakibatkan oleh konteks tugas3.
Keuntungan utama dari CREAM adalah menekankan pada interaksi yang kompleks antara kognisi manusia dan situasi atau konteks dimana perilaku tersebut terjadi. Kognisi manusia berfungsi untuk mengolah informasi yang berfokus pada bagaimana memilih tindakan yang akan dilakukan atau bagaimana
2
Erik Hollnagel, Cognitive Reliability and Error Analysis Method, Edisi I (Norway: Elsevier, 1998), h. 15.
3
urutan tindakan dapat berkembang sebagai hasil dari interaksi antara kompetensi dan konteks. Keuntungan kedua adalah model kognitif yang dapat dengan mudah digunakan dalam mengukur probabilitas. Metodologi CREAM mengusulkan dua langkah pendekatan untuk mengukur probabilitas kesalahan. Langkah pertama adalah penyaringan awal tugas (basic method), diikuti dengan langkah kedua untuk menganalisis probabilitas yang paling penting (extended method)4.
3.2.1 Cognitive (Kognitif)5
Istilah pertama "kognitif" mudah untuk dijelaskan. Hal ini jelas bahwa setiap upaya pemahaman kinerja manusia harus mencakup peran kognisi manusia. Hal ini khususnya terjadi dalam studi manusia di tempat kerja. Kebutuhan akan kognisi umumnya menyebar dari psikolog, insinyur, dan praktisi dari semua jenis. Dalam konteks CREAM, "kognitif" harus dilihat bersama-sama dengan istilah kedua "keandalan". Istilah "kognitif" tidak dimaksudkan bahwa faktor-faktor lain dikecualikan, melainkan sebagai pengingat untuk fokus pada kompleksitas pikiran manusia. Secara khusus, "kognitif" tidak dimaksudkan sebagai kebalikan dari organisasi atau lingkungan. Sebenarnya pendapat (Hollnagel, 1993a) bahwa kognisi, konteks, dan kontrol tidak dapat dipisahkan. Sama seperti tidak ada gambar tanpa latar, tidak ada kognisi tanpa konteks.
4
Ibid., h. 31.
5
3.2.2 Reliability (Keandalan)
R singkatan untuk “reliability” atau "keandalan". Definisi standar keandalan adalah probabilitas bahwa seseorang akan melakukan sesuai dengan persyaratan tugas untuk jangka waktu tertentu, untuk itu ditambahkan bahwa orang tersebut tidak diperkenankan melakukan aktivitas asing yang dapat menurunkan sistem (Swain dan Guttmann, 1983). Jika seseorang melakukan sesuai dengan persyaratan tugas itu dengan adanya tindakan asing maka berpotensi mengganggu.
Sebagaimana disebutkan di atas, dua istilah pertama harus dilihat bersama sebagai "keandalan kognitif" atau lebih tepatnya, sebagai keandalan kognisi manusia. Pentingnya konteks HRA adalah bahwa kinerja manusia ditentukan oleh kognisi manusia (ditambah teknologi, ditambah organisasi) dan bahwa oleh karena itu penting untuk dapat menjelaskan keandalan kognitif. Secara khusus, penting untuk menyediakan cara untuk menemukan "keandalan kognitif"; dengan kata lain untuk menunjukkan (setidaknya) batas atas dan bawah dari variabilitas kinerja manusia.
3.2.3 Error (Kesalahan)
menemukan penyebab atau penjelasan bagi sesuatu yang telah terjadi, yaitu retrospektif dari prediksi jenis analisis. Psikolog akademis dan insinyur sebagian besar telah tertarik dalam mengembangkan sistem untuk menjelaskan "kesalahan manusia". Praktisi HRA sebagian besar telah tertarik untuk menemukan cara menghitung probabilitas kegagalan tindakan.
3.2.4 Analysis (Analisis)
A singkatan untuk "analisis" tetapi bisa juga berarti untuk penilaian, meskipun perbedaan antara dua istilah ini tidak signifikan. Analisis menyiratkan pemisahan atau dekomposisi keseluruhan (objek penelitian) menjadi bagian-bagian yang lebih kecil untuk keperluan studi lebih lanjut, pemahaman yang lebih baik, dan penilaian. Sudut pandang lain, berarti menempatkan nilai numerik untuk sesuatu, menunjukkan nilainya, atau dalam hal ini indikasi numerik dari probabilitas suatu peristiwa. Analisis demikian menempatkan penekanan pada aspek kualitatif penelitian, sedangkan penilaian menempatkan penekanan pada kuantitatif.
3.2.5 Method (Metode)
untuk mempraktikan HRA. Sederhananya, karena HRA diperlukan dan khususnya dalam bentuk kuantitatif.
3.2.6 Langkah-langkah CREAM
Cognitive Reliability and Error Analysis Method (CREAM) ini memiliki
langkah-langkah sebagai berikut. 1. Pembentukan Urutan Proses
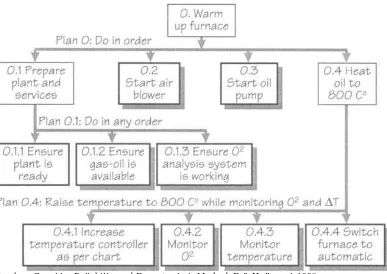
Langkah pertama dalam penerapan metode ini membutuhkan identifikasi skenario atau kejadian. Sejumlah teknik analisis tugas yang sudah ada diuji dan sebagian besar metode yang tersedia memberikan output yang mencirikan tugas sesuai dengan yang diharapkan, sebuah kompilasi terbaru yang ditemukan Kirwan dan Ainsworth (1992). Salah satu metode yang umum digunakan adalah
Hierarchical Task Analysis (HTA) yang dikembangkan oleh Annett dan Duncan
(1967). Sebuah HTA menjelaskan langkah-langkah tugas utama yang pada prinsipnya dapat dianalisis lebih lanjut secara rinci sampai tindakan yang paling dasar telah ditemukan6.
Penggunaan HTA sangat fleksibel untuk menganalisis berbagai jenis pekerjaan. Namun, ada beberapa hal yang perlu dicermati dalam menggunakan HTA sebagai salah satu metode untuk menyusun daftar pekerjaan menjadi lebih sistematis dengan gambar diagram pohon yang menunjukkan hirarki yaitu:
6
I. Pendeskripsian Ulang Proses
Pendeskripsian ulang tentang proses yang terjadi sangat penting dilakukan agar informasi yang diperoleh untuk digambarkan ke dalam diagram HTA sesuai dengan kondisi nyata dimana pekerjaan tersebut dilakukan. Untuk menghindari deskripsi pekerjaan dalam HTA menjadi sangat kompleks maka diagram yang digambarkan dapat disusun ke dalam beberapa diagram yang terpisah agar lebih memudahkan dalam memahami hubungan setiap elemen pekerjaan. Ketentuan dalam menyusun HTA ke dalam beberapa diagram yang terpisah adalah:
a. Skenario pekerjaan berbeda.
b. Menggunakan mesin atau peralatan yang sama tetapi jenis pekerjaan berbeda.
c. Pekerjaan yang sama tetapi dilakukan oleh operator yang berbeda.
II. Stopping Rules (Aturan untuk Berhenti)
III. Plan (Rencana)
Plan merupakan penjelasan mengenai hubungan setiap pekerjaan yang disusun dalam HTA. Sebagai contoh, jika elemen pekerjaan 1.2 terdiri dari tiga sub-elemen pekerjaan (1.2.1, 1.2.2, dan 1.2.3) maka plan 1.2 mendeskripsikan hubungan antara tiga sub-elemen tersebut. Semua plan yang dibuat harus memenuhi minimum satu dari beberapa jenis hubungan dalam setiap pekerjaan yang masih dapat dibagi atas beberapa elemen pekerjaan, yaitu:
a. Hubungan linier sederhana atau urutan proses secara linier.
b. Urutan linier dengan beberapa syarat atau ketentuan. Elemen pekerjaan berikutnya dapat dikerjakan jika kondisi tertentu pada elemen pekerjaan sebelumnya telah tercapai.
c. Daftar pekerjaan bebas, artinya operator bebas untuk memilih pekerjaan mana yang terlabih dahulu dilakukan.
d. Kondisional atau pilihan bebas, artinya operator dapat memilih pekerjaan yang selanjutnya akan dikerjakan.
e. Condition attainment looping, artinya pekerjaan berikunya dapat
dilanjutkan jika suatu kondisi tertentu telah dipenuhi.
f. Continual looping, contoh hubungan ini seperti pekerjaan pemeriksaan
dan pengendalian pada waktu tertentu dilakukan secara paralel dengan pekerjaan lainnya.
g. Concurrent task adalah hubungan yang menunjukkan bahwa operator
IV. Penyampaian Informasi HTA
HTA akan sangat membantu dalam menganalisis pekerjaan apabila analis dan pembaca memiliki pemahaman yang sama terhadap diagram yang ditampilkan. Oleh karena itu, susunan yang sistematis dan konsisten menjadi hal yang sangat perlu diperhatikan sehingga penggunaan HTA menjadi lebih efektif7.
Sumber: Cognitive Reliability and Error Analysis Method, Erik Hollnagel, 1998.
Gambar 3.1 Contoh Hierarchical Task Analysis (HTA) Pemanasan Tungku
2. Penilaian Common Performance Condition (CPC)
CPC memberikan dasar yang komprehensif dan terstruktur dengan baik untuk karakteristik kondisi dimana kinerja yang diharapkan terjadi. Setiap elemen CPC
7
bergantung satu sama lain. Skor CPC dapat memiliki efek kemungkinan: (1) mengurangi keandalan kinerja, (2) tidak memiliki pengaruh yang signifikan, atau (3) meningkatkan keandalan kinerja.
Langkah-langkah dalam menilai CPC dapat dijelaskan sebagai berikut: a. Tentukan tingkat yang diharapkan dari masing-masing CPC dengan
menggunakan deskripsi yang diberikan dalam Tabel 3.1.
b. Tentukan efek yang diharapkan pada keandalan kinerja, dengan menggunakan hasil yang tercantum dalam Tabel 3.1.
c. Tentukan apakah "working conditions", "number of goal", "available time" dan "crew collaboration quality" harus disesuaikan untuk pengaruh tidak langsung.
d. Membuat skor total atau gabungan dari efek yang diharapkan dan menyatakannya sebagai triplet [menurun, tidak signifikan, meningkat].
Tabel 3.1 Common Performance Condition (CPC)
Nama CPC Kategori CPC
Very efficient Improved
Efficient Not significant
Inefficient Reduced
Deficient Reduced
Working conditions
Advantageous Improved
Compatible Not significant
Tabel 3.1 Common...(Lanjutan)
Adequate Not significant
Tolerable Not significant
Inappropriate Reduced
Availability of
procedures/plans
Appropriate Improved
Acceptable Not significant
Inappropriate Reduced
Number of
simultaneous goals
Fewer than capacity Not significant
Matching current capacity Not significant
More than capacity Reduced
Available time
Adequate Improved
Temporarily inadequate Not significant
Continuously inadequate Reduced
Time of day Day-time (adjusted) Not significant
Night-time (unadjusted) Reduced
Adequacy of training
and experience
Adequate, high experience Improved
Adequate, limited experience Not significant
Inadequate Reduced
Crew collaboration
quality
Very efficient Improved
Efficient Not significant
Inefficient Not significant
Deficient Reduced
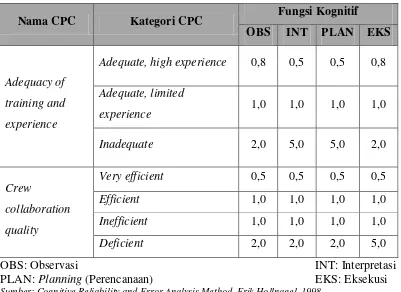
Kemudian menentukan faktor bobot dari masing-masing CPC untuk setiap fungsi kognitif, didasarkan pada weighting factor seperti yang ditampilkan pada Tabel 3.2.
Tabel 3.2 Weighting Factor untuk CPC
Tabel 3.2 Weighting…(Lanjutan)
OBS: Observasi INT: Interpretasi
PLAN: Planning (Perencanaan) EKS: Eksekusi
Sumber: Cognitive Reliability and Error Analysis Method, Erik Hollnagel, 1998.
3. Penentuan Cognitive Demand Profile
Tujuan dari cognitive demand profile adalah untuk menunjukkan tuntutan spesifik kognisi yang berkaitan dengan segmen tugas atau langkah tugas. Hal ini berfungsi untuk menunjukkan apakah tugas secara keseluruhan cenderung bergantung pada fungsi kognitif tertentu. Jika demikian, kondisi dimana fungsi-fungsi kognitif yang diperlukan harus dianalisis lebih lanjut untuk menentukan apakah ada kemungkinan dilakukan dengan benar. Bagian pertama adalah menandai langkah tugas ke dalam aktivitas kognitif yang dilibatkan. Tahap ini dilakukan untuk setiap langkah tugas sesuai dengan yang telah dibentuk pada HTA, dimana kategori setiap langkah tugas menggunakan daftar critical cognitive
Tabel 3.3 Daftar Critical Cognitive Activities
Aktivitas
Kognitif Definisi Umum
Co-ordinate
Mengatur dan/atau mengendalikan keadaan (sistem organisasi) ke hubungan khusus yang diperlukan untuk melaksanakan langkah tugas atau tugas. Mengalokasikan atau memilih sumber daya dalam persiapan untuk tugas/pekerjaan, kalibrasi peralatan, dan lain-lain.
Communicate
Menyampaikan atau menerima informasi yang diperlukan untuk operasi sistem baik secara lisan, elektronik ataupun arti mekanikal. Komunikasi merupakan bagian penting dari manajemen.
Compare
Memeriksa kualitas dua atau lebih entitas (pengukuran) dengan tujuan menemukan persamaan atau perbedaan. Perbandingan mungkin memerlukan perhitungan.
Diagnose
Menentukan sifat atau penyebab sebuah kondisi melalui analisis tentang tanda-tanda atau gejala atau oleh hasil pengujian. “Diagnosis” lebih menyeluruh daripada “identifikasi”.
Evaluate
Menaksir atau menilai situasi aktual atau hipotetis, berdasarkan informasi yang tersedia tanpa memerlukan operasi khusus. Istilah yang berkaitan adalah “inspect” dan “check”.
Execute
Melakukan tindakan atau rencana yang ditetapkan sebelumnya. Eksekusi terdiri dari tindakan seperti buka/tutup, mulai/hentikan, isi/tuang, dan lain-lain.
Identify
Tabel 3.3 Daftar…(Lanjutan) Aktivitas
Kognitif Definisi Umum
Maintain
Memelihara atau mempertahankan keadaan operasional tertentu. (Hal ini berbeda dari maintenance yang umumnya dilakukan saat operasi berhenti.)
Monitor
Menjaga proses atau kondisi sistem tetap dalam jalur dari waktu ke waktu, atau mengikuti perkembangan set parameter tertentu.
Observe Memperhatikan atau membaca nilai pengukuran tertentu atau
indikasi sistem.
Plan
Merumuskan atau mengatur serangkaian tindakan dimana tujuan atau tindakan tersebut akan berhasil dicapai. Rencana ini bisa bersifat jangka pendek atau jangka panjang.
Record Menuliskan atau mencatat aktivitas sistem, pengukuran, dan
lain-lain.
Regulate
Mengubah kecepatan atau arah kontrol (sistem) untuk mencapai tujuan/tugas. Sesuaikan atau posisikan komponen atau subsistem untuk mencapai ketepatan peletakan/operasi.
Scan
Meninjau atau melihat kembali display atau sumber informasi lainnya secara cepat untuk mendapatkan arti umum dari keadaan sistem/sub-sistem.
Verify
Mengkonfirmasi kebenaran dari kondisi sistem atau pengukuran, baik melalui pemeriksaan ataupun pengujian. Ini juga termasuk memeriksa umpan balik dari operasi sebelumnya.
Sumber: Cognitive Reliability and Error Analysis Method, Erik Hollnagel, 1998.
Model yang mendasari Tabel 3.4 mengasumsikan bahwa ada empat fungsi dasar kognitif yang harus dilakukan dengan observasi, interpretasi, perencanaan, dan eksekusi. Sebagai contoh, koordinasi melibatkan perencanaan serta eksekusi: perencanaan digunakan untuk menentukan apa yang harus dilakukan, dan eksekusi digunakan untuk melaksanakannya atau melakukan itu. Demikian pula, komunikasi adalah eksekusi saja, yaitu melakukan tindakan berkomunikasi. Alasan mengapa hal tersebut sebagai aktivitas kognitif yang terpisah adalah hal tersebut mengacu pada tugas karakteristik yang berbeda pada tingkat kinerja.
Tabel 3.4 Matriks Cognitive Demand
Jenis Aktivitas
Fungsi Kognitif
Observasi Interpretasi Perencanaan Eksekusi
Co-ordinate × ×
Setelah setiap aktivitas kognitif telah dijelaskan dalam hal fungsi kognitif yang terkait, sangat mudah untuk menyediakan ringkasan tugas tersebut. Solusi paling sederhana adalah dengan menghitung jumlah kejadian dari masing-masing fungsi kognitif untuk tugas secara keseluruhan. Dalam banyak kasus, lebih informatif dengan menghitung total untuk segmen utama dari tugas. Total tersebut dapat ditampilkan dalam bentuk grafik, yang kemudian memberikan representasi visual dari profil kognitif.
Gambar 3.2 Contoh dari Cognitive Demand Profile
4. Pengidentifikasian Kemungkinan Cognitive Function Failure (CFF)
deskripsi skenario dan kemungkinan kondisi kinerja yang dihasilkan sesuai dengan metode CREAM.
Tabel 3.5. Generic Cognitive Function Failure (CFF) Fungsi Kognitif Potensi Kegagalan Fungsi Kognitif
Error
Observasi
O1 Observasi terhadap objek yang salah. Tanggapan diberikan kepada stimulus atau kegiatan yang salah.
O2
Salah mengidentifikasi, karena misalnya isyarat keliru atau identifikasi parsial (identifikasi hanya pada bagian tertentu/tidak lengkap).
O3 Observasi tidak dilakukan (misal kelalaian), tidak melihat sinyal atau pengukuran.
Error
Interpretasi
I1 Diagnosis gagal, baik diagnosis yang salah ataupun diagnosis tidak lengkap.
I2
Salah membuat keputusan, baik tidak membuat keputusan ataupun membuat keputusan yang salah atau tidak lengkap.
I3 Interpretasi tertunda, yaitu tidak dilakukan tepat waktu.
Error
Perencanaan
P1 Salah memprioritaskan, seperti dalam memilih tugas yang salah.
P2 Perumusan rencana tidak memadai, dimana rencana tidak lengkap atau salah pelaksanaan.
Error
Eksekusi
E1 Eksekusi yang dilakukan salah atau berbeda-beda, berkaitan dengan kekuatan, jarak, kecepatan atau arah. E2 Tindakan dilakukan pada waktu yang salah (tidak
tepat), baik terlalu cepat ataupun terlambat.
Tabel 3.5. Generic…(Lanjutan)
Fungsi Kognitif Potensi Kegagalan Fungsi Kognitif
E4 Tindakan dilakukan di luar urutan/tidak berurutan, seperti pengulangan, melompat, dan bolak-balik.
E5
Tindakan terlupa, tidak dilakukan (misal kelalaian), termasuk kelalaian tindakan terakhir dalam serangkaian tugas.
Sumber: Cognitive Reliability and Error Analysis Method, Erik Hollnagel, 1998.
Beranalogi dengan cognitive demand profile, maka dibentuk juga distribusi kegagalan fungsi kognitif. Langkah yang diperlukan untuk melakukannya sederhana. Untuk setiap langkah tugas, analis harus menilai mana kegagalan fungsi kognitif yang paling mungkin. Sebagai gambaran, distribusi kegagalan fungsi kognitif untuk prosedur operasi darurat ditunjukkan pada Gambar 3.3.
5. Perhitungan Failure Probability
Setelah Cognitive Function Failure (CFF) telah ditetapkan untuk setiap langkah tugas, maka dinilai failure probability pada setiap jenis kegagalan kognitif. Hal ini dapat disebut Cognitive Failure Probability (CFP) atau sama dengan Human Error Probability (HEP). Nilai-nilai CFP yang dihasilkan kemudian dapat dimasukkan ke dalam Operator Action Event Tree (OAET) atau
Fault Tree. Oleh karena itu, tahap kuantifikasi terdiri dari langkah-langkah
berikut:
a. Tentukan nominal Cognitive Failure Probability (CFP) untuk setiap
Cognitive Function Failure.
b. Menilai efek Common Performance Condition pada nilai-nilai CFP nominal. c. Memasukkan nilai-nilai CFP menjadi Fault Tree.
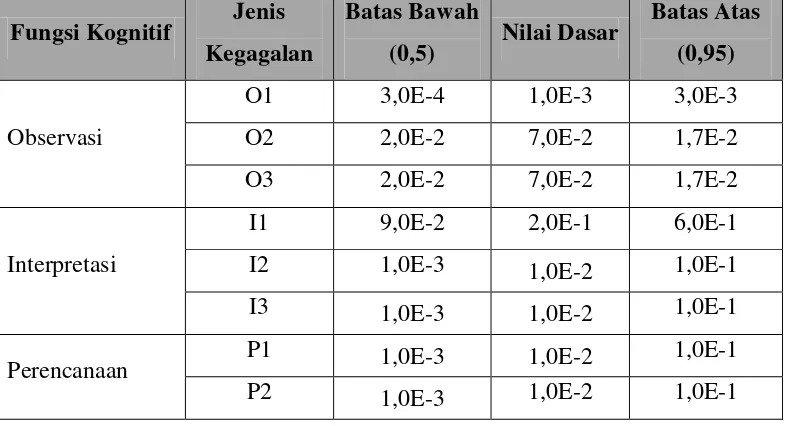
Tabel 3.6 Nilai Nominal dan Batasan untuk Cognitive Function Failure
Tabel 3.6 Nilai Nominal…(Lanjutan)
Fungsi Kognitif Jenis Kegagalan
Sumber: Cognitive Reliability and Error Analysis Method, Erik Hollnagel, 1998.
6. Fault Tree Analysis8
Fault tree merupakan metode yang sangat baik untuk digunakan dalam
analisis tingkat kegagalan sistem secara kualitatif dan kuantitatif. Namun, penggunaan fault tree secara kuantitatif harus didukung oleh beberapa metode lain yang digunakan sebagai alat dalam melakukan kuantifikasi setiap event yang dianalisis. Fault tree merupakan cara standar yang digunakan untuk merepresentasikan human error dan efeknya terhadap tujuan dari suatu sistem.
Fault tree merupakan struktur logika yang mendefinisikan kejadian apa yang
menyebabkan terjadinya suatu kecelakaan/kejadian yang tidak diinginkan.
Dalam menggambarkan fault tree digunakan simbol standar untuk mempermudah analisis. Aljabar boolean AND dan OR digunakan dalam menggambarkan diagram. Simbol yang dipakai sebagai berikut:
8
1. Empat Persegi Panjang
Menyatakan event yang akan dianalisis selanjutnya.
2. Lingkaran
Menyatakan event dasar (basic event).
3. Jajaran Genjang
Menyatakan event yang tidak akan dianalisis selanjutnya karena kekurangan data atau sebab lain.
4. Rumah
Menyatakan event yang diharapkan akan terjadi dalam operasi normal sistem.
5. Pintu AND
Jika event di atas terjadi, maka semua event di bawah harus terjadi.
6. Pintu OR
Jika event di atas terjadi maka paling sedikit satu dari event di bawah harus terjadi.
Langkah-langkah pengerjaan Fault Tree Analysis (FTA) adalah9:
1. Deskripsi pekerjaan, seperti yang sudah dijelaskan di atas, FTA harus dikombinasikan dengan metode lain. Deskripsi pekerjaan dapat dilihat dari HTA hanya saja pada FTA masing-masing item pekerjaan sudah disimbolkan.
9
2. Analisa kualitatif, bahwa masing-masing item pekerjaan memiliki probabilitas kegagalan.
3. Analisis kuantitatif, dalam hal ini, untuk menentukan nilai probabilitas harus melihat hubungan AND atau OR.
a. Jika menggunakan pintu hubungan AND, persamaan yang digunakan adalah:
n
f f
f f
F0 1 2 3...
F0 = probabilitas terjadinya event output 0
fi = probabilitas terjadinya event input ke-i
i = 1, 2, 3, ... n
b. Jika menggunakan pintu hubungan OR, persamaan yang digunakan adalah:
f
f
f
fn
F00 1 1 1 1 2 1 3 ...1
F00 = probabilitas terjadinya event output 00
fi = probabilitas terjadinya event input ke-i
i = 1, 2, 3, ... n
Kedua persamaan tersebut di atas sesuai dengan prinsip reliability
engineering, yaitu pintu hubungan AND merupakan komponen dengan
3.3 Metode Poka-Yoke10
Metode Poka-Yoke diperkenalkan oleh Shigeo Shingo pada tahun 1961 ketika menjabat sebagai salah satu insinyur Toyota Motor Corporation. Metode ini adalah untuk mencegah cacat dan mengendalikan kesalahan. Pada tahun 1950-an Shigeo Shingo menjadi advokat sistem proses pengendali1950-an statistik di perusahaan Jepang, dan menyadari bahwa tidak akan meningkatkan proses manufaktur. Oleh karena itu, organisasi Jepang mulai menerapkan Zero Quality
Control (ZQC). Salah satu elemen yang menerapkan prinsip ZQC hanya metode
Poka-Yoke. Poka-Yoke sendiri diartikan sebagai “resistensi terhadap kesalahan”
yaitu mencegah (yoker) dan kesalahan akibat kurangnya perhatian (poka).
Pelaksanaan metode Poka-Yoke dilakukan dalam tiga langkah berikut ini. 1. Identifikasi kemungkinan kesalahan yang masih dapat muncul dalam
tindakan pencegahan.
2. Tentukan cara untuk mendeteksi sebuah kesalahan atau kegagalan yang ada atau yang akan muncul.
3. Identifikasi dan tentukan tindakan spesifik yang dilakukan pada saat kesalahan terdeteksi.
Ada dua pendekatan untuk penerapan metode Poka-Yoke yaitu: 1. Metode Kontrol
Metode kontrol mendeteksi masalah dan menghentikan lini produksi atau proses supaya perbaikan dapat segera dilakukan, sehingga mencegah terjadinya cacat berkelanjutan.
10
2. Metode Peringatan
Metode peringatan akan memberi sinyal (warning) berupa lampu atau bunyi tertentu saat sistem mendeteksi terjadinya kesalahan pada input proses, parameter proses, ataupun output proses.
Kesalahan manusia atau human error biasanya terjadi tanpa disengaja. Perangkat Poka-Yoke membantu untuk menghindari kecacatan, bahkan ketika kesalahan tanpa disengaja dilakukan. Poka-Yoke membantu membangun kualitas ke dalam proses. Berikut adalah lima contoh Poka-Yoke untuk mendeteksi atau menghindari kecacatan yang disebabkan oleh kesalahan manusia11.
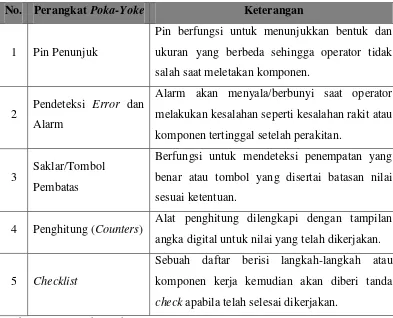
Tabel 3.7 Contoh Perangkat Poka-Yoke
No. Perangkat Poka-Yoke Keterangan
1 Pin Penunjuk
Pin berfungsi untuk menunjukkan bentuk dan ukuran yang berbeda sehingga operator tidak salah saat meletakan komponen.
2 Pendeteksi Error dan Alarm
Alarm akan menyala/berbunyi saat operator melakukan kesalahan seperti kesalahan rakit atau komponen tertinggal setelah perakitan.
3 Saklar/Tombol Pembatas
Berfungsi untuk mendeteksi penempatan yang benar atau tombol yang disertai batasan nilai sesuai ketentuan.
4 Penghitung (Counters) Alat penghitung dilengkapi dengan tampilan angka digital untuk nilai yang telah dikerjakan.
5 Checklist
Sebuah daftar berisi langkah-langkah atau komponen kerja kemudian akan diberi tanda
check apabila telah selesai dikerjakan.
Sumber: Poka-Yoke, Shigeo Shingo
11
3.4 Standard Operating Procedures (SOP)12
Standard Operating Procedures (SOP) pada dasarnya adalah pedoman
yang berisi prosedur-prosedur operasional standar yang ada di dalam suatu organisasi yang digunakan untuk memastikan bahwa semua keputusan dan tindakan serta penggunaan fasilitas-fasilitas proses yang dilakukan oleh orang-orang di dalam organisasi-yang adalah anggota organisasi-berjalan secara efektif (dan efisien), konsisten, standar, dan sistematis.
Empat hal yang terdapat pada paragraph tersebut adalah ciri-ciri atau dapat disebut syarat-syarat SOP yang efektif dan bermanfaat bagi organisasi. Dengan dipenuhinya empat syarat tersebut maka SOP akan menjadi bagian sistem organisasi yang dapat bergerak seirama dan harmonis dengan keputusan dan kegiatan organisasi, dan tujuan penerapan SOP dapat terpenuhi. Adapun keempat syarat tersebut yaitu:
1. Efektif (dan Efisien)
Kata efektif menurut makna harfiahnya adalah sesuai. Dalam kalimat buku teks atau literatur manajemen dinyatakan sebagai do the right thing
(melakukan sesuatu yang tepat atau melakukan sesuatu yang sesuai). Kalimat yang digunakan untuk melukiskan makna efektif tersebut sangat tepat, apalagi dengan mengubah letak kata dari kalimat tersebut maka akan didapat makna kata efisien. Kata efisien dilukiskan dengan kalimat do the thing right
(melakukan sesuatu dengan tepat).
12