USULAN PERBAIKAN KUALITAS DENGAN METODE SIX
SIGMA DAN FAILURE MODE AND EFFECT (FMEA) PADA
PRODUK RIBBED SMOKE SHEET DI PABRIK KARET PTPN.
II KEBUN BATANG SERANGAN
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
IVAN HERBETH H. SIBURIAN
080423023
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
atas rahmat dan karunia-Nya, penulis dapat menyelesaikan tugas sarjana ini
dengan baik.
Tugas Sarjana ini berjudul “Usulan Perbaikan Kualitas Dengan Metode Six Sigma Dan Failure Mode And Effect (FMEA) Pada Produk Ribbed Smoke Sheet Di Pabrik Karet PTPN. II Kebun Batang Serangan”. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu
permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum
sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran
yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.Akhir
kata, penulis berharap agar tugas sarjana ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Juli 2011
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan
dan dukungan yang besar dari berbagai pihak, baik berupa materi, spiritual,
informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima
kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara serta dosen pembimbing I, atas bimbingan,
pengarahan dan masukan yang diberikan dalam penyelesaian tugas sarjana
ini .
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik
IndustriUniversitas Sumatera Utara.
3. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
4. Bapak H. Sitanggang selaku kepala bagian teknik PTPN. II Kebun Batang
Serangan yang memberi bantuan berupa informasi dan data selama
melakukan penelitian di perusahaan.
5. Kedua orang tua J. Siburian dan S. br. Siagian dan keluarga penulis yang
telah memberikan dukungan sepenuhnya kepada penulis baik doa, moral
maupun materi dalam menyelesaikan tugas sarjana ini.
6. Semua teman angkatan 2008 Ekstensi di Departemen Teknik Industri USU
7. Rekan seperjuangan pada saat penelitian, Ganda Siahaan, Vanessa dan
Rosnidawati.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1
1.2. Identifikasi Permasalahan ... I-2
1.3. Tujuan Pemecahan Masalah ... I-2
1.4. Batasan Masalah ... I-3
1.5. Asumsi-Asumsi Yang Digunakan ... I-3
1.6. Sistematika Penulisan Tugas Akhir ... I-4
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-3
2.4. Organisasi dan Manajemen ... II-4
2.4.1. Struktur Organisasi Perusahaan ... II-4
2.4.2. Pembagian Tugas dan Tanggung Jawab ... II-6
2.4.3. Jumlah Tenaga Kerja ... II-6
2.4.4. Jam Kerja ... II-7
2.4.5. Sistem Pengupahan dan Fasilitas Lainnya ... II-9
2.4.6. Fasilitas Lainnya ... II-12
2.5. Proses Produksi ... II-15
2.5.1. Standard Mutu Produk ... II-15
2.5.2. Bahan yang Diigunakan ... II-16
2.5.2.1. Bahan Baku ... II-16
2.5.2.2. Bahan Tambahan ... II-17
2.5.2.3. Bahan Penolong ... II-17
2.5.3. Uraian Proses ... II-18
2.6. Mesin, Peralatan dan Utilitas ... II-21
2.6.1. Mesin dan Peralatan ... II-21
2.6.2. Utilitas ... II-28
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI
3.1. Pengendalian Kualitas Statistik ... III-1
3.2. Critical to Quality (CTQ) ... III-4
3.3. Process Capability ... III-4
3.4. DMAIC (Define, Measure, Analyze, Improve and Control) ... III-5
3.5. Pengukuran, Analisis dan Peningkatan Kualitas ... III-6
3.7. Six Sigma Motorola (Tahun 1988) ... III-8
3.7.1. Six Sigma dan Kapabilitas Proses ... III-9
3.7.2. Perspektif Six Sigma ... III-10
3.7.3. Prinsip Six Sigma ... III-11
3.8. Tahapan-Tahapan dalam Six Sigma ... III-11
3.8.1. Define ... III-12
3.8.1.1. Diagram SIPOC ... III-12
3.8.1.2. Peta Kerja ... III-14
3.8.2. Measure ... III-16
3.8.2.1. Uji Kenormalan Data Metode
Kolmogorov-Smirnov ... III-17
3.8.2.2. Peta Kontrol ... III-19
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.8.3. Analyze ... III-23
3.8.3.1. Diagram Pareto ... III-24
3.8.3.2. Diagram Sebab Akibat ... III-27
3.8.3.3. Failure Mode and Effect Analysis ... III-29
3.8.4. Improve ... III-35
3.8.4.1. Eksperimental Faktorial ... III-34
3.8.5. Control ... III-41
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1
4.2. Tempat dan Waktu Penelitian ... IV-1
4.3. Kerangka Berfikir ... IV-2
4.4. Pengumpulan Data ... IV-3
4.5. Intrumen Pengumpulan Data ... IV-4
4.6. Pengolahan Data ... IV-5
4.7. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.1. Data Produksi ... V-1
5.1.2. Data Cacat Per Bulan ... V-1
5.1.3. Data Parameter Kotoran ... V-2
5.1.4. Data Parameter Gelembung Udara ... V-3
5.1.5. Data Parameter Gumpalan Karet ... V-4
5.1.6. Data Jumlah Produk Cacat Berdasarkan Kecepatan Rool
Penggilingan, Lama Pembekuan dan Lama Pengasapan . V-5
5.2. Pengolahan Data ... V-6
5.2.1. Define ... V-6
5.2.1.1. Penentuan Tujuan dan Kriteria ... V-6
5.2.1.2. Pemetaan Diagram Alir Proses Produksi ... V-7
5.2.1.3. Penentuan CTQ ... V-9
5.2.2. Measure ... V-9
5.2.2.1. Pengukuran DPMO dan Sigma ... V-9
5.2.2.2. Penentuan CTQ Potensial yang Dominan ... V-11
5.2.2.3. Perhitungan Kemampuan Proses ... V-13
5.2.2.3.1. Perhitungan Kemampuan Proses
Terhadap Kotoran ... V-13
5.2.2.3.2. Perhitungan Kemampuan Proses
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.3.3. Perhitungan Kemampuan Proses
Terhadap Gumpalan Karet ... V-26
5.2.3. Analisis (analyze) ... V-31
5.2.3.1. Analisis Cause & Effect Diagram ... V-32
5.3.2.1.1. Cause & Effect Diagram
adanya Kotoran ... V-32
5.3.2.1.2. Cause & Effect Diagram
Gelembung Udara ... V-33
5.3.2.1.3. Cause & Effect Diagram
Gumpalan Karet ... V-35
5.2.3.2. Analisis Kesamaan Penyebab Terjadinya
Cacat Produk ... V-36
5.2.3.3. Failure Mode and Effect Analysis (FMEA) ... V-37
5.2.4. Improve ... V-40
5.2.5. Control ... V-57
VI ANALISA DAN PEMBAHASAN HASIL
6.1. Analisis Fase Define ... VI-1
6.2. Analisis Fase Measure ... VI-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.4. Analisis Fase Improve ... VI-5
6.5. Analisis Fase Control ... VI-7
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Daftar Nama Peralihan ... II-1
2.2. Luas Tiap Afdeling ... II-2
2.3. Jumlah Tenaga Kerja di PTPN II ... II-7
2.4. Klasifikasi Standard Mutu ... II-16
2.5. Spesifikasi dan Kapasitas Mesin ... II-21
2.6. Spesifikasi dan Kapasitas Peralatan ... II-24
3.1. Nilai Saverity ... III-33
3.2. Nilai Occurence ... III-33
3.3. Nilai Detection ... III-34
3.4. Daftar ANAVA Desain Eksperimen Faktorial a x b x c ... III-40
5.1. Jumlah Produksi Ribbed Smoke Sheet ... V-1
5.2. Jumlah Produk Cacat Ribbed Smoke Sheet ... V-2
5.3. Hasil Pengukuran Parameter Kotoran ... V-2
5.4. Hasil Pengukuran Parameter Gelembung Udara ... V-3
5.5. Hasil Pengukuran Parameter Gumpalan Karet ... V-4
5.6. Jumlah Produk Cacat untuk Tiap Taraf Faktor ... V-5
5.7. CTQ Potensial Ribbed Smoke Sheet ... V-9
5.8. Nilai DPMO dan SigmaRibbed Smoke Sheet ... V-10
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.10. Persentase Kumlatif CTQ Potensial Ribbed Smoke Sheet ... V-12
5.11. Uji Kenormalan Data dengan Kolmogorov-SmirnovTest untuk
Parameter Kotoran ... V-15
5.12. Perhitungan Batas Kontrol Peta p ... V-18
5.13. Uji Kenormalan Data dengan Kolmogorov-SmirnovTest untuk
Parameter Gelembung udata ... V-21
5.14. Perhitungan Batas Kontrol Peta p ... V-24
5.15. Uji Kenormalan Data dengan Kolmogorov-SmirnovTest untuk
Parameter Gumpalan Karet ... V-27
5.16. Perhitungan Batas Kontrol Peta p ... V-30
5.17. Kesamaan Faktor Penyebab Terjadinya Cacat Produk ... V-37
5.18. Analisis FMEA Produk Ribbed Smoke Sheet ... V-38
5.19. Urutan Penyebab Kegagalan Proses Berdasarkan RPN ... V-40
5.20. Data Urutan Jumlah Produk Cacat ... V-44
5.21. Data Distribusi Frekuensi untuk Jumlah Produk Cacat ... V-45
5.22. Perhitungan Luas Kurva ... V-46
5.23. Data Observasi dan Frekuensi Ekspetasi untuk Jumlah Produk Cacat . V-47
5.24. Data Revisi Frekuensi Observasi dan Frekuensi Ekspetasi untuk
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.25. Jumlah Produk Cacat Akibat Perbedaan Ketiga Taraf Faktor ... V-50
5.26. Daftar a x b x c ... V-50
5.27. Daftar a x b ... V-51
5.28. Daftar b x c ... V-51
5.29. Daftar a x c ... V-51
5.30. Daftar ANAVA dengan F Tabel ... V-54
5.31. Rata-rata Hasil Respon Terhadap Tiap Taraf Faktor ... V-56
6.1. Nilai DPMO dan Nilai σ Proses ... VI-2
6.2. Jenis Cacat Dominan berdasarkan Diagram Pareto ... VI-3
6.3. Usulan Tindakan Kegagalan Karena Kotoran ... VI-6
6.4. Usulan Tindakan Kegagalan Karena Gelembung Udara ... VI-6
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PTPN. II Kebun Batang Serangan ... II-5
2.2. Genset ... II-29
3.1. Interpretasi dari Program Six Sigma Motorola ... III-9
3.2. Bentuk Diagram SIPOC ... III-12
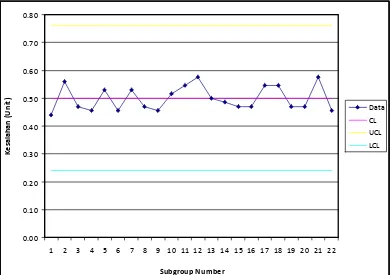
3.3. Contoh Peta Kontrol ... III-20
3.4. Diagram Pareto ... III-26
3.5. Model Diagram Sebab Akibat ... III-28
3.6. Contoh Tabel FMEA ... III-30
4.1. Kerangka Berfikir Penelitian ... IV-3
4.2. Blok Diagram Langkah-Langkah Penelitian ... IV-8
5.1. Diagram SIPOC ... V- 7
5.2. Operation Process Chart (OPC) Produk Ribbed Smoke Sheet ... V-8
5.3. Diagram Pareto Jenis Kecacatan Produk Ribbed Smoke Sheet ... V-13
5.4. Peta p untuk Kecacatan Kotoran ... V-19
5.5. Peta p untuk Kecacatan Gelembung Udara ... V-25
5.6. Peta p untuk Kecacatan Gumpalan Karet ... V-31
5.7. Cause & Effect Diagram Kotoran ... V-32
5.8. Cause & Effect Diagram Gelembung Udara ... V-34
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.1. Grafik Nilai DPMO ... VI-2
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
I. Tugas dan Tanggung Jawab ... L-1
II. Penyebaran Tenaga Kerja ... L-6
III. Tabel Kolmogorof-Smirnov ... L-7
IV. Tabel Distribusi Chi-Kuadrat ... L-8
V. Tabel Distribusi F ... L-9
VI. Tabel Kriteria Rating FMEA ... L-10
VII. Form Permohonan Tugas Sarjana ... L-11
X. Formulir Penetapan Tugas Sarjana ... L-12
XI. Surat Penjajakan Pabrik ... L-13
XII. Surat Balasan Pabrik ... L-14
ABSTRAK
PT. Perkebunan Nusantara II Kebun Batang Serangan merupakan perusahaan manufaktur yang bergerak dibidang produksi Ribbed Smoke Sheet. Perusahaan ini berlokasi di desa Batang Serangan-Langkat, Sumatera Utara. Permasalahan yang dihadapi oleh perusahaan adalah banyaknya produk Ribbed Smoke Sheet yang mengalami cacat. Dimana jumlah rata-rata cacat produksi
Ribbed Smoke yaitu sebesar 7.283,667 kg (7% dari total produksi tiap bulannya). Jumlah ini masih diatas standard yang ditetapkan oleh perusahaan yaitu maksimum sebesar 3%. Berdasarkan kondisi tersebut maka PT. Perkebunan Nusantara II Kebun Batang Serangan perlu mengadakan perbaikan kualitas untuk menghasilkan produk dengan kualitas baik.
Untuk menanggulangi permasalahan tersebut, maka dilakukan penelitian untuk mengetahui jenis kecacatan yang domninan, tingkat performansi proses, faktor-faktor terjadinya cacat, dan tindakan perbaikan untuk mencegah dan mengurangi terjadinya cacat pada produk dengan menggunakan metode DMAIC
Six Sigma. DMAIC Six Sigma merupakan suatu metode pengendalian dan peningkatan kualitas secara sistematis yang terdiri dari empat tahap yaitu Define, Measure, Analyze, Improve, dan Control.
Dari hasil penelitian diketehui jenis kecacatan yang paling dominan yaitu yaitu terdapat kotoran 29,11 %, terdapat gelembung udara 19,805 %, gumpalan karet 14,53 %, maka yang menjadi prioritas penanganan masalah yaitu kotoran, warna tidak homogen dan gelembung udara. Level Sigma proses 3,60 dengan nilai DPMO 17.675. Kemampuan proses untuk tiap parameter sesuai dengan urutan CTQ yang dominan dengan central line sebesar 3,78% ; 3,57% ; 3,35%. Kemampuan proses ini masih sangat rendah. Berdasarkan hasil analisis Cause and Effect Diagram dan FMEA yang telah dilakukan, diketahui faktor penyebab terjadinya cacat produk adalah akibat dari kegagalan mesin penggilingan, kegagalan metode penyaringan yang kurang sempurna, kontrol material lemah serta tidak ada standard baku kerja. Kegagalan akibat material disebabkan karena kesalahan operator dan mesin. Kegagalan manusia/operator disebabkan kelalaian dalam bekerja, kurang motivasi dan kedisiplinan kerja. Kegagalan akibat lingkungan disebabkan karena faktor debu atau kotoran lainnya.
Selanjutnya dilakukan tahap improve. Pada tahap ini diberikan usulan-usulan perbaikan untuk diimplementasikan kepada perusahaan yaitu pembuatan usulan revisi instruksi kerja seperti manusia; memberikan training kepada operator unit pengenceran, menciptakan kekompakan team, metode; memberikan pengarahan tentang teknik penyaringan, pembekuan dan penggilingan sheet dan pengasapan. Mesin; pengecekan dan pergantian elemen pada motor listrik, Bahan/Material ; mengawasi standard bahan baku yang datang. Untuk perbaikan yang bersifat kuantitatif seharusnya dilakukan melalui eksperimen, namun karena keterbatasan yang ada perbaikan hanya dengan ANAVA menggunakan data historis perusahaan.
ABSTRAK
PT. Perkebunan Nusantara II Kebun Batang Serangan merupakan perusahaan manufaktur yang bergerak dibidang produksi Ribbed Smoke Sheet. Perusahaan ini berlokasi di desa Batang Serangan-Langkat, Sumatera Utara. Permasalahan yang dihadapi oleh perusahaan adalah banyaknya produk Ribbed Smoke Sheet yang mengalami cacat. Dimana jumlah rata-rata cacat produksi
Ribbed Smoke yaitu sebesar 7.283,667 kg (7% dari total produksi tiap bulannya). Jumlah ini masih diatas standard yang ditetapkan oleh perusahaan yaitu maksimum sebesar 3%. Berdasarkan kondisi tersebut maka PT. Perkebunan Nusantara II Kebun Batang Serangan perlu mengadakan perbaikan kualitas untuk menghasilkan produk dengan kualitas baik.
Untuk menanggulangi permasalahan tersebut, maka dilakukan penelitian untuk mengetahui jenis kecacatan yang domninan, tingkat performansi proses, faktor-faktor terjadinya cacat, dan tindakan perbaikan untuk mencegah dan mengurangi terjadinya cacat pada produk dengan menggunakan metode DMAIC
Six Sigma. DMAIC Six Sigma merupakan suatu metode pengendalian dan peningkatan kualitas secara sistematis yang terdiri dari empat tahap yaitu Define, Measure, Analyze, Improve, dan Control.
Dari hasil penelitian diketehui jenis kecacatan yang paling dominan yaitu yaitu terdapat kotoran 29,11 %, terdapat gelembung udara 19,805 %, gumpalan karet 14,53 %, maka yang menjadi prioritas penanganan masalah yaitu kotoran, warna tidak homogen dan gelembung udara. Level Sigma proses 3,60 dengan nilai DPMO 17.675. Kemampuan proses untuk tiap parameter sesuai dengan urutan CTQ yang dominan dengan central line sebesar 3,78% ; 3,57% ; 3,35%. Kemampuan proses ini masih sangat rendah. Berdasarkan hasil analisis Cause and Effect Diagram dan FMEA yang telah dilakukan, diketahui faktor penyebab terjadinya cacat produk adalah akibat dari kegagalan mesin penggilingan, kegagalan metode penyaringan yang kurang sempurna, kontrol material lemah serta tidak ada standard baku kerja. Kegagalan akibat material disebabkan karena kesalahan operator dan mesin. Kegagalan manusia/operator disebabkan kelalaian dalam bekerja, kurang motivasi dan kedisiplinan kerja. Kegagalan akibat lingkungan disebabkan karena faktor debu atau kotoran lainnya.
Selanjutnya dilakukan tahap improve. Pada tahap ini diberikan usulan-usulan perbaikan untuk diimplementasikan kepada perusahaan yaitu pembuatan usulan revisi instruksi kerja seperti manusia; memberikan training kepada operator unit pengenceran, menciptakan kekompakan team, metode; memberikan pengarahan tentang teknik penyaringan, pembekuan dan penggilingan sheet dan pengasapan. Mesin; pengecekan dan pergantian elemen pada motor listrik, Bahan/Material ; mengawasi standard bahan baku yang datang. Untuk perbaikan yang bersifat kuantitatif seharusnya dilakukan melalui eksperimen, namun karena keterbatasan yang ada perbaikan hanya dengan ANAVA menggunakan data historis perusahaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Perkebunan Nusantara II Kebun Batang Serangan merupakan salah
satu perusahaan manufaktur yang memproduksi Ribbed Smoke Sheet. Dengan
semakin banyaknya berdiri industri-industri yang sejenis, maka menambah
pesatnya persaingan yang harus dihadapi dimana untuk daerah Sumatera saja
terdapat 33 pabrik Ribbed Smoke Sheet, maka produk yang dihasilkan harus
memenuhi kebutuhan pelanggan agar mampu bersaing dipasaran.
PTPN II Batang Serangan menghadapi permasalahan yang cukup besar di
lantai produksi yaitu besarnya jumlah produk cacat. Salah satu faktor yang harus
diperhatikan untuk menganggulangi permasalahan ini adalah memperbaiki proses
produksi. Dalam memproduksi Ribbed Smoke Sheet, pihak perusahaan sebenarnya
sudah memiliki ketentuan-ketentuan sendiri terhadap mesin-mesin yang
digunakan, akan tetapi dikarenakan mesin-mesin yang ada dipabrik sudah lama,
maka ketentuan-ketentuan tersebut tidaklah menjadi baku. Ini berakibat
menurunnya kualitas produk Ribbed Smoke Sheet (RSS). Sekarang produksi
Ribbed Smoke Sheet (RSS) memiliki persentase cacat yang cukup besar setiap
bulannya karena memiliki produk cacat dengan rata-rata perbulannya sebesar
7.283,667 kg (7% dari total produksi tiap bulannya). Jumlah ini masih diatas
standard yang ditetapkan oleh perusahaan yaitu maksimum sebesar 3%. Jadi
kecacatan yang mungkin untuk setiap lembaran sheet diantaranya cacat karena
banyaknya terdapat kotoran, gelembung udara, warna tidak homogen dan lain
sebagainya. Untuk mengantisipasi agar memenuhi target produk jadi dapat
dipenuhi maka PT. Perkebunan Nusantara II Kebun Batang Serangan membuat
rencana produksi dengan jumlah produk yang berlebih.
Jika permasalahan produk cacat ini dibiarkan terus-menerus maka hal ini
akan menimbulkan pemborosan biaya yang cukup besar bagi perusahaan yang
akan terus meningkatkan kehilangan keuntungan bagi PT. Perkebunan Nusantara
II Kebun Batang Serangan. Oleh karena itu perlu dibuat langkah perbaikan untuk
meminimisasi jumlah produk cacat di lantai produksi. Salah satu langkah
perbaikan yang dapat digunakan oleh PT. Perkebunan Nusantara II Kebun Batang
Serangan adalah dengan menggunakan Six Sigma.
Penelitian ini akan membahas permasalahan pemborosan karena produk
cacat dan merencanakan perbaikan untuk mengurangi jumlah produk cacat dengan
menggunakan metode Six Sigma dengan fase DMAIC (Define, Measure, Analyze,
Improve, Control) dan alat statistik untuk membantu memahami dan
menyelesaikan permasalahan yang ada.
1.2. Identifikasi Permasalahan
Penelitian ini akan membahas bagaimana mengidentifikasi dan
meminimisasi kecacatan yang terjadi pada proses produksi Ribbed Smoke Sheet.
proses produksi berlangsung dan melakukan analisis untuk mengetahui
penyebabnya serta memberikan alternatif pemecahan masalah.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah memberikan rekomendasi
tindakan perbaikan yang tepat menggunakan metode DMAIC Six Sigma.
Tujuan khusus yang ingin dicapai adalah :
1. Mengidentifikasi kecacatan produk dan mengetahui faktor penyebab
munculnya kecacatan selama proses produksi Ribbed Smoke Sheet.
2. Mencari pemecahan masalah dari kecacatan produk yang terjadi selama proses
produksi berlangsung.
3. Menentukan alternatif tindakan perbaikan yang dapat menekan jumlah produk
cacat.
1.4. Batasan Masalah
Adapun batasan masalah dalam penelitian ini adalah:
1. Kecacatan yang diteliti adalah kecacatan yang dihasilkan oleh setiap stasiun
kerja semi manual selama proses produksi.
2. Penelitian dilakukan tidak sampai dengan mempertimbangkan perhitungan
biaya kualitas.
1.5. Asumsi-Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Semua mesin dan peralatan yang digunakan selama proses produksi dapat
berfungsi dengan baik.
2. Tidak ada perubahan urutan operasi yang mempengaruhi jalannya proses
produksi.
3. Pekerja dianggap telah menguasai pekerjaannya dengan baik dan benar.
4. Keadaan perusahaan tidak berubah selama penelitian.
1.6. Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas akhir sarjana ini akan disajikan dan dijelaskan sebagai berikut :
Dalam Bab I Pendahuluan diuraikan mengenai latar belakang
permasalahan, rumusan permasalahan, tujuan penelitian, manfaat penelitian,
batasan dan asumsi yang digunakan.
Dalam Bab II Gambaran Umum Perusahaan memuat secara singkat dan
padat berbagai atribut dari perusahaan yang menjadi objek penelitian, jenis
produk dan spesifikasinya, bahan baku, proses produksi, mesin dan peralatan
yang digunakan dalam menunjang proses produksi, serta organisasi dan
manajemen perusahaan.
Dalam Bab III Landasan Teori dijabarkan teori-teori yang berkaitan
serta mendukung pembahasan permasalahan antara lain : Pengertian Kualitas,
(CTQ), Defect Per Million Opportunities (DPOM), Process Capability, DMAIC,
Defenisi Variasi dalam Konteks Peningkatan Proses, Pengendalian Proses dan
Kapabilitas Proses, Six Sigma, Tahapan-Tahapan Six Sigma, Diagram Sebab-
Akibat dan Failure Modes and Effect Analysis (FMEA).
Dalam Bab IV Metodologi Penelitian berisi metodologi yang digunakan
untuk mencapai tujuan penelitian meliputi tahapan-tahapan penelitian antara
lain: Menentukan Prioritas produk cacat berdasarkan CTQ, kapabilitas
proses dan persentase frekuensi produk cacat, menganalisis penyebab
kecacatan dengan menggunakan Failure Mode and Effect Analysis (FMEA),
Menentukan prioritas penyelesaian penyebab permasalahan berdasarkan Risk Priority
Number (RPN), Membuat usulan perbaikan untuk setiap penyebab permasalahan yang
telah dipilih.
Dalam Bab V Pengumpulan Dan Pengolahan Data disajikan data-data
yang diperoleh selama penelitian dan mengolah data antara lain : Rekapitulasi
Jumlah produk cacat, Penentuan CTQ, pengolahan data dengan menggunakan Six
Sigma Metode DMAIC untuk mendapatkan pemecahan masalah. Tahap dari
metode DMAIC yang digunakan dalam pengolahan data adalah tahap Define, dan
tahap Measure.
Dalam Bab VI Analisis Dan Pembahasan memuat analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode
DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap
Analyze, Tahap Improve dan Tahap Control. Pada bab ini juga diuraikan
Dalam Bab VII Kesimpulan Dan Saran berisikan kesimpulan dari hasil
penelitian ini serta merekomendasi saran-saran yang diperuntukkan bagi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PTP. Nusantara II (Persero) Medan – Sumatera Utara mempunyai
beberapa unit perkebunan yang salah satunya adalah perkebun karet Batang, dan
mempunyai pabrik pengolahan Lateks dengan produk berupa Ribbed Smoke Sheet
(RSS).
Perkebunan karet unit Batang Serangan ini dibuka sejak tahun 1910 yang
diusahakan oleh pemerintahan kolonial Belanda yang dulunya NV BDM
(Berenigde Deli Maatscappijen). Pada tahun 1958 pemerintahan Republik
Indonesia mengambil alih perusahaan ini dan diberi nama PPN BARU (Pusat
Perkebunan Negara Baru). Peralihan nama perusahaan Kebun Batang Serangan
dapat diuraikan pada Tabel 2.1.
Tabel 2.1. Peralihan Nama Perusahaan
No. Tahun Nama
1 1910 NV. BDM
2 1958 PPN BARU
3 1961 PPN SUMUT-II
4 1963 PPN KARET-II
5 1969 PNP KARET-II
6 1976 PTP-II
7 1996 PTP. NUSANTARA II
Perkebunan karet Batang Serangan terletak di Sumatera Utara tepatnya di
Kabupaten Langkat. Secara umum Perkebunan karet Batang Serangan berada
pada ketinggian ± 25 m dari permukaan laut, dan bertofografi datar 97% dan
bergelombang 3 % yang didominasi oleh jenis tanah alluvial dan podsolik. Jumlah
hari hujan 90 – 150 hari dan jumlah curah hujan per tahun 2.100 – 3.250
mm/tahun, dengan luas Afdeling karet sebesar 2876,56 Ha dan di bagi menjadi
lima afdeling. Adapun perincian luas masing-masing afdeling dapat dilihat pada
Tabel 2.2.
2.2. Luas Tiap Afdeling
No. Nama Luas (Ha)
1 Afdeling I 566,49
2 Afdeling II 607,07
3 Afdeling III 570,90
4 Afdeling IV 566,05
5 Afdeling V 566,05
(Sumber : Pabrik RSS Kebun Batang Serangan – PTP. Nusantara II
Perkebunan karet Batang Serangan ini mengimplementasikan ISO.9001
(Manajemen Mutu) sehingga menghasikan produk-produk bermutu tinggi serta
ramah lingkungan, disamping itu manajemen juga mempunyai komitmen yang
tinggi terhadap keselamatan kerja karyawan dengan mengimplementasikan Sistem
Manajemen Kesehatan dan Keselamatan Kerja (SMK3) secara konsisten, dan
pada tahun 2008mendapat penghargaan zero accident.
Tanggung jawab PTP. Nusantara II (Persero) Kebun Karet Batang
perusahaan untuk dana kemitraan dan bina lingkungan Comunity Development
(CD) dalam rangka mewujudkan manusia yang sejahtera.
2.2. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS)
Batang Serangan, Langkat, Sumatera Utara memiliki satu jenis pengolahan
yaitu pabrik pengolahan lateks cair. Pabrik Pengolahan lateks cair dengan hasil
produksi :
1. Ribbed Smoke Sheet (RSS ) I
2. Ribbed Smoke Sheet (RSS ) III
3. Cutting
2.3. Lokasi Perusahaan
Lokasi atau areal PT. Perkebunan Nusantara II Pabrik Ribbed Smoke
Sheet (RSS) Batang Serangan Langkat Sumatera Utara merupakan salah satu
faktor yang menentukan kelangsungan usaha. Letak kebun Batang Serangan
berada pada antara 82`2 BT dan 4`2 LU, ketinggian ± 25 m dari permukaan laut,
dan bertofografi datar 97% dan bergelombang 3 % yang didominasi oleh jenis
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi Perusahaan
Struktur organisasi menggambarkan hubungan kerjasama antara dua orang
atau lebih dengan tugas yang berkaitan satu dengan yang lain untuk mencapai
tujuan tertentu yang diharapkan oleh semua pihak yang terkait didalamnya.
Struktur organisasi merupakan bagian yang penting dalam pendirian suatu
perusahaan untuk memperlancar jalannya perusahaan, sehingga pendistribusian
tugas, dan tanggung jawab serta hubungan antara satu orang dengan yang lain
menjadi jelas.
Struktur organisasi merupakan gambaran skematis tentang
hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang
menggerakkan organisasi untuk mencapai tujuan. Suatu perusahaan haruslah
memiliki struktur organisasi agar setiap karyawannya dapat bertanggung jawab
atas pekerjaannya yang telah tertera dalam pembagian tugas dan tanggung jawab
dalam struktur organisasi tersebut. Dengan adanya struktur organisasi dan uraian
tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik dan tidak
terjadi kekacauan akibat kesalahan dalam pemberian perintah dan tanggung
jawab.
Struktur organisasi yang baik adalah dimana setiap karyawan (staf dan
tenaga kerja) dapat melihat keseluruhan sistem birokrasi untuk setiap departemen
dengan jelas, terperinci dan mudah dimengerti, sehingga setiap karyawan dapat
Atau apabila ada masalah yang belum pernah dihadapi sebelumnya harus dapat
dengan cepat dan tepat melaporkan kepada pekerja yang berwenang.
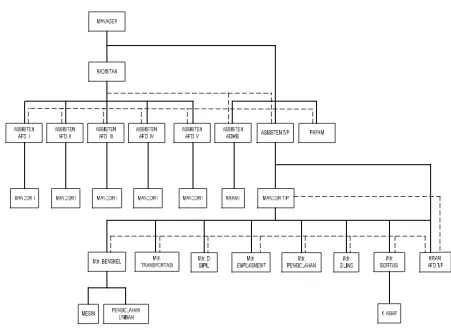
Pada PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS)
Kebun Batang Serangan - Langkat struktur organisasi yang digunakan adalah
struktur organisasi yang berbentuk lini dan fungsional. Yaitu pembagian atas
unit-unit organisasi didasarkan pada spesialisasi tugas yang dilakukan dan juga
wewenang dari pimpinan dilimpahkan pada unit-unit organisasi di bawahnya pada
bidang tertentu secara langsung. Struktur organisasi dapat dilihat pada Gambar
[image:32.595.109.560.352.682.2]2.1
2.4.2. Pembagian Tugas dan Tanggung Jawab
Pada PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS)
Kebun Batang Serangan - Langkat terdapat tugas dan tanggung jawab dari
berbagai jabatan yang terdapat dalam struktur organisasi yang terdapat dalam
perusahaan. Rincian tugas dan tanggung jawab tersebut dapat dilihat pada
lampiran I.
2.4.3. Jumlah Tenaga Kerja
PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS) Kebun
Batang Serangan - Langkat memiliki tenaga kerja sebanyak 654 orang, dengan
kategori karyawan sebagai berikut :
a. Karyawan Tetap
Karyawan tetap pada PTP. Nusantara II (Persero) Kebun Batang Serangan
terdiri dari:
1. Tenaga kerja produktif langsung
Tenaga kerja produktif langsung adalah pekerja yang terlibat langsung
dalam proses pengolahan Lateks Cair sampai dihasilkannya produk Ribbed
Smoke Sheet (RSS) di pabrik. Contohnya pekerja yang bekerja didalam
pabrik mulai dari penerimaan Lateks Cair di pabrik sampai menjadi Ribbed
2. Tenaga kerja produktif tidak langsung
Tenaga kerja produktif tidak langsung maksudnya adalah tenaga kerja yang
tidak terlibat langsung dalam proses produksi. Contohnya pekerja diluar
pabrik yakni para pekerja yang merawat Perkebunan.
Jumlah tenaga kerja PTP. Nusantara II (Persero) Kebun Batang Serangan
dapat kita lihat pada Tabel 2.3
Tabel 2.3. Jumlah Tenaga Kerja di PTP. Nusantara II (Persero) Kebun Batang Serangan
Uraian Jumlah Karet
Tan Pab Adm/Umum
Kary. Pimpinan 7 5 1 1
Jumlah 7 5 1 1
Kary. Pelaksana Lapangan
L P
582 65
417 33
79 20
56 6
Jumlah 647 450 99 62
Jumlah seluruh 654 455 100 63
Sumber : PTP.Nusantara II (Persero) Kebun Batang Serangan
Untuk lebih jelasnya penyebaran tenaga kerja di PTPN. II Kebun Batang
Serangan dapat dilihat pada lampiran II.
2.4.4. Jam Kerja
PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS) Kebun
Batang Serangan - Langkat menerapkan enam hari kerja untuk bagian kantor dan
produksi, sedangkan untuk bagian pengolahan 7 hari kerja dengan 40 jam kerja
per minggu. Kelebihan jam kerja diatas 40 jam/minggu dihitung sebagai kerja
PT. Perkebunan Nusantara II Pabrik Ribbed Smoke Sheet (RSS) Kebun
Batang Serangan - Langkat memiliki jam kerja yang terdiri atas tiga bagian yaitu
waktu kerja pada karyawan bagian produksi dan waktu kerja karyawan pada
bagian kantor dan kebun. Adapun pembagian waktu kerja tersebut adalah sebagai
berikut:
a. Waktu kerja karyawan kantor
1. Hari Senin – Kamis
Jam Kerja I 07.00 WIB – 09.00 WIB
Jam Istirahat I 09.00 WIB – 09.30 WIB
Jam Kerja II 09.30 WIB – 12.00 WIB
Jam Istirahat II 12.00 WIB – 13.30 WIB
Jam Kerja III 13.30 WIB – 16.00 WIB
2. Hari Jumat
Jam Kerja I 07.00 WIB – 09.00 WIB
Jam Istirahat I 09.00 WIB – 09.30 WIB
Jam Kerja II 09.30 WIB – 11.30 WIB
Jam Istirahat II 11.30 WIB – 14.00 WIB
Jam Kerja III 14.00 WIB – 16.00 WIB
3. Hari Sabtu
Jam Kerja I 07.00 WIB – 09.00 WIB
Jam Istirahat I 09.00 WIB – 09.30 WIB
Jam Kerja II 09.30 WIB – 14.00 WIB
Untuk karyawan produksi terbagi atas 2 shift, diamana waktu kerja efektif
adalah 6 hari dengan jam kerja adalah 40 jam, yaitu:
Shift I : 07.00 – 16.00 WIB
Shift II : 19.00 – 07.00 WIB
c. Waktu kerja karyawan kebun
Untuk karyawan kebun waktu kerja efektif adalah dari pukul 07.00-14.00 pada
Pemanen Karet (senin-sabtu). Sedangkan untuk karyawan Penyadap Karet
adalah pukul 07.00-12.00 (senin-minggu).
2.4.5. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan karyawan di PTP. Nusantara II Kebun Batang
Serangan akan dibedakan berdasarkan golongan karyawan tersebut. Pembagian
golongan tersebut terdiri dari 16 golongan yaitu mulai dari golongan IA - IVD.
Karyawan akan diberikan gaji pokok yang sesuai dengan skala gaji sebagaimana
tercantum dalam Perjanjian Kerja Bersama (PKB). Kepada karyawan disamping
gaji pokok juga diberikan tunjangan tetap sebesar 25 % dari gaji pokok dan juga
tunjangan-tunjangan lainnya berupa tunjangan struktural untuk manajer,
tunjangan f untuk asisten fungsional kepala dan asisten, tunjangan khusus bagi
karyawan yang dalam tugasnya mendukung kegiatan produksi, tunjangan
kompensasi bagi karyawan yang golongan dalam status telah maksimum dan
tunjangan jabatan bagi karyawan yang menduduki strata sebagai asisten, asisten
kepala dan manajer.
1. Perhitungan upah kotor, yang dihitung berdasarkan :
a. Jam lembur bayar l. Gaji pokok
b. Tunjangan tetap m. Tunjangan bahan bakar
c. Tunjangan beras n. Tunjangan rekreasi
d. Tunjangan transport o. Cuti diuangkan
e. Tunjangan air/listrik p. Tunjangan sewa rumah
f. Tunjangan cuti q. Tunjangan anak sekolah
g. Jamsostek atas beban perusahaan r. Dapenbun perusahaan
h. Premi s. PPh Pasal 21
i. Lembur t. Tunjangan peralihan
j. Tunjangan lain-lain u. Tunjangan uang makan
k. PPh
2. Perkiraan upah fiskal, yang dihitung berdasarkan :
a. Penghasilan Tidak Kena Pajak (PTKP)
b. Dapenbun pribadi
c. Jamsostek pribadi
d. Biaya jabatan
e. Penghasilan Kena Pajak (PKP)
3. Perkiraan upah bersih, yang dihitung berdasarkan :
a. Potongan-potongan, meliputi :
1) Upah mangkir 9) Cuti mangkir
2) Jamsostek atas beban karyawan 10) Pinjaman
4) Serikat Pekerja Perkebunan (SP-BUN) 12) Imbalan jasa tahunan
5) Asuransi Bumi Putera (ABP) 13) Hutang lain-lain
6) PPn Pasal 21 14) STM. PN3
7) Surut (-) 15) Panjar perjalanan dinas
8) Jamsostek atas beban perusahaan
b. PPh
c. Jumlah potongan
d. Gaji bersih
Karyawan yang bekerja di luar jam kerja dan hari libur (lembur)
memperoleh uang lembur dengan perhitungan upah lembur per jam sebagai
berikut :
173
pekerja beras
tetap tunjangan pokok
gaji lembur
Upah
Uang lembur berhak didapat oleh adalah karyawan golongan IA – IID
pada bagian kantor dan produksi. Sedangkan untuk bagian pengolahan tidak ada
istilah lembur tetapi diganti dengan premi, yaitu premi kuantitas, premi kualitas,
premi efisiensi pengolahan dan premi bekerja di luar jam olah (kompensasi kerja).
2.4.6. Fasilitas Lainnya
PTP. Nusantara II Kebun Batang Serangan mempunyai beberapa fasilitas
1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Menurut ketentuan UU No. 3 Tahun 1992 tentang Jamsostek serta Peraturan
Pelaksanaannya, karyawan diikutsertakan dalam program Jamsostek yang terdiri
dari jaminan kecelakaan kerja, jaminan kematian dan jaminan hari tua.
2. Bantuan Kematian
Karyawan di PTP. Nusantara II Kebun Batang Serangan berhak juga dalam
menerima santuan bagi yang sedang berduka, sesuai dengan Perjanjian Kerja
Bersama (PKB) yaitu :
a. Bagi karyawan meninggal dunia, maka kepada ahli warisnya diberikan
santunan biaya pemakaman 1 (satu) bulan upah, dan uang duka sebesar 3
(tiga) bulan upah serta uang jasa yang hitungannya berdasarkan masa
kerja.
b. Penghasilan pada bulan dimana karyawan meninggal dunia dibayar penuh.
c. Karyawan meninggal dunia dalam menjalankan tugas diberikan bantuan
biaya pemakaman ditambah 3 kali penjumlahan uang duka dan uang jasa.
3. Pembinaan Rohani dan Jasmani
Karyawan PTP. Nusantara II Kebun Batang Serangan juga mendapat bantuan
pembinaan jasmani dan rohani, diantaranya perusahaan menyediakan rumah
ibadah dan sarana olah raga.
4. Koperasi Karyawan dan Yayasan Karyawan
PTP. Nusantara II Kebun Batang Serangan juga menyediakan fasilitas untuk
5. Tunjangan Hari Raya Keagamaan
PTP. Nusantara II Kebun Batang Serangan juga menyediakan Tunjangan Hari
Raya (THR) keagamaan yang diberikan oleh perusahaan selain gaji pokok dan
tunjangan tetap lainnya.
6. Penghargaan Masa Pengabdian
a. Penghargaan masa pengabdian 25 tahun, berupa SK dan piagam
penghargaan dari perusahaan, uang tunai sebesar 5 kali gaji bulan terakhir
dan medali emas 22 karat seberat 10 gram.
b. Penghargaan masa pengabdian 30 tahun, berupa SK dan piagam
penghargaan dari perusahaan 4 kali gaji bulan terakhir
c. Penghargaan masa pengabdian 35 tahun, berupa SK dan piagam
penghargaan dari perusahaan 4 kali gaji bulan terakhir
7. Santunan Hari Tua
PTP. Nusantara II Kebun Batang Serangan juga memberikan santunan bagi
karyawan yang diberhentikan dengan hormat dari perusahaan dan berhak atas
pensiun normal dan pensiun dipercepat, pensiun cacat, pensiun meninggal
dunia/tewas serta belum pernah mendapat fasilitas membeli rumah dinas dari
perusahaan/negara memperoleh santunan hari tua dalam bentuk uang tunai yang
besarnya berdasarkan atas lamanya masa kerja efektif pada perusahaan.
Seluruh karyawan PTP. Nusantara II Kebun Batang Serangan diikutsertakan
dalam program jaminan hari tua/pensiun yang diselenggarakan oleh Dana Pensiun
Perkebunan (DAPENBUN).
9. Pemilikan rumah dan saham untuk karyawan.
Untuk kesejahteraan karyawan PTP. Nusantara II Kebun Batang Serangan,
perusahaan memberikan santunan berupa rumah tinggal selama bertugas di jajaran
PTP Nusantara II Kebun Batang Serangan.
10. Sarana Ibadah
Pihak perusahaan memberikan fasilitasi bagi karyawan yang ingin beribadah
sesuai dengan keyakinannya. PTP Nusantara II Kebun Batang Serangan memiliki
1 buah mesjid besar, 5 buah mushalla dan 1 buah gereja.
11. Sarana Pendidikan
PTP. Nusantara II Kebun Batang Serangan juga menyediakan di sekitar
perkebunan 1 buah SMP, 1 buah MTS dan 1 buah TKA/TPA agar membantu
pendidikan anak karyawan dan anak-anak di sekitar perkebunan.
12. Sarana Kesehatan
PTP. Nusantara II Kebun Batang Serangan menjamin kesehatan bagi setiap
karyawan. Untuk menunjang pelaksanaannya pihak perusahaan menyediakan 6
buah klinik agar pekerja lebih mudah berobat.
Proses produksi adalah kegiatan yang mengubah masukan berupa bahan
baku (input) menjadi keluaran (output) yang berupa produk/hasil. Mesin,
teknologi, dan peralatan serta berbagai cara kerja direncanakan dan digunakan
untuk proses produksi.
Proses produksi pengolahan lateks cair menjadi lembaran karet asap
(Ribbed Smoke Sheet), dimulai dari proses penerimaan lateks cair, pengecekan
dan pengenceran, pencampuran asam semut, pencetakan, penggilingan,
pengasapan dan pengeringan, sortasi, penimbangan, pengepresan, hingga proses
packing dan penyimpanan produk ke gudang.
2.5.1. Standar Mutu Produk
Standar mutu produk yang dihasilkan PT. Perkebunan Nusantara II Pabrik
Ribbed Smoke Sheet (RSS) Batang Serangan disesuaikan dengan spesifikasi
standar mutu internasional. Hal ini dilakukan agar produk yang dihasilkan pihak
pabrik dapat diterima di pasar nasional maupun internasional. Jadi untuk
meningkatkan daya saing, lembaran karet asap (ribbed smoke sheet) yang
dihasilkan harus memenuhi spesifikasi mutu. Standar mutu pengolahan RSS
Pabrik Karet PTP. Nusantara II (Persero) Kebun Batang Serangan saat ini
Tabel 2.4. Klasifikasi Standard Mutu
Klasifikasi Kualitas
Mutu I
- Tidak terdapat kotoran
- Tidak terdapat gelembung udara - Tidak terdapat gumpalan
- Lembaran sheet tidak lengket - Warna Homogen
Mutu II
- Terdapat Kotoran - Warna tidak homogen - Adanya gelembung udara
Cutting - Adanya gumpalan karet
- Lembaran sheet lengket Sumber : PTP.Nusantara II (Persero) Kebun Batang Serangan
2.5.2. Bahan yang Digunakan
Ada 3 jenis bahan yang digunakan dalam proses produksi PT. Perkebunan
Nusantara II Pabrik Ribbed Smoke Sheet (RSS) Batang Serangan yaitu bahan
baku, bahan penolong dan bahan tambahan.
2.5.2.1. Bahan Baku
Mutu hasil olahan dipengaruhi oleh mutu bahan baku sedangkan mutu
bahan baku dipengaruhi oleh sistem panen. Bahan baku (lateks cair) yang baru
dipanen sebaiknya langsung diolah agar Dry Rubber Content (DRC) tidak
berkurang dan agar tidak mengalami perubahan fisik maupun kimiawi,
dikarenakan dalam proses produksi DRC ini berpengaruh sangat besar
dibandingkan bahan-bahan lainya. Jadi bahan baku pembuatan karet pada pabrik
Kebun Batang Serangan adalah lateks cair kebun. Lateks cair yang didapat dari
2.5.2.2. Bahan Tambahan
Bahan tambahan juga sangat dibutuhkan dalam membantu proses
produksi untuk memberikan kualitas produk yang baik. Bahan tambahan yang
dibutuhkan adalah:
1. Air yang digunakan untuk mengencerkan lateks sampai mencapai
DRC 14-15 %
2. Larutan asam semut sebanyak 8,20 Kg/ Ton KK dengan konsentrasi 5 %
digunakan sebagai penggumpal
3. Amoniak gas sebanyak 1,2 Kg/Ton KK digunakan sebagai pengawet.
4. Premium sebanyak 750 liter/Ton KK di gunakan untuk perekat lembaran agar
mudah dibuat menjadi baal
5. Talk powder sebanyak 3 Kg/Ton KKsebagai anti jamur
6. Cat hitam sebanyak 0,009 Kg/Ton KK sebagai pelabelan.
2.5.2.3. Bahan Penolong
Bahan penolong dalam proses produksi dan bercampur dengan bahan
baku yang membentuk produk akhir dan diharapkan dapat meningkatkan mutu
produk. Bahan penolong yang digunakan adalah :
1. Kayu bakar yang dimasukkan ke tungku pengasapan diperlukan sebanyak 3,00
2.5.3. Uraian Proses
Uraian proses produksi pada PTPN. II (Persero) Kebun Batang Serangan
ini terdiri dari beberapa tahapan. Adapun tahapan proses produksinya adalah :
1. Penerimaan Lateks Cair
Dari Afdeling lateks cair diangkut dengan truk menggunakan
tangki-tangki, di timbang di jembatan timbang yang ada di kebun, kemudian dilakukan
pembongkaran lateks dari tangki truk dalam bak penampungan lateks cair.
Selanjutnya dilakukan penyaringan lateks dari kebun dan pengenceran lateks
dengan air sampai mencapai kadar KK (Karet Kering) yang dikehendaki.
2. Pengenceran
Lateks yang datang dari kebun belum mencapai standard lateks sampai
mencapai Dry Rubber Content (DRC) 14-15 %, maka untuk mencapai standard
Dry Rubber Content (DRC), lateks cair ditambahkan air sampai mendapatkan Dry
Rubber Content (DRC) sesuai dengan standard yang telah ditentukan oleh pihak
pabrik.
3. Pencetakan
Lateks yang sudah memenuhi standard Dry Rubber Content (DRC)
selanjutnya ditambahkan dengan larutan asam semut 5 % agar mudah untuk
membeku kemudian lateks siap untuk dicetak dengan memotong–motong di
dalam bak pencetakan dengan bantuan plat alumunium dan selanjutnya didiamkan
4. Penggilingan Sheet
Hasil pembekuan yang sudah dicetak seterusnya diangkat dan siap digiling
dengan mesin penggiling yang biasa disebut mesin sheeter. Silinder gilingan
terakhir memiliki permukaan yang berkembang sebagai alat pencetak lembar yang
dihasilkan (ribbed sheet). Tebal sheet yang keluar dari mesin giling ini antara 3
mm sampai 3,5 mm. Mesin giling ini selain untuk mencetak lembar sheet juga
untuk mengeluarkan air dari dalam koagulum, maka limbah yang terbentuk di
dalam proses ini adalah air yang mengandung asam semut, selanjutnya sheet
dibilas di bak pembilasan kemudian sheet tersebut digantung dan
diangin-anginkan di bambu dan disusun di lori.
5. Pengasapan dan Pengeringan Sheet
Sheet yang sudah digiling kemudian ditiriskan pada batang bambu di lori
dan seterusnya dilakukan pengasapan dalam ruang pengasapan. Proses
pengasapan ini dilakukan selama 120 jam dengan suhu di dalam rumah asap
bervariasi seperti di bawah ini :
Hari I = 400C - 450C
Hari II = 450C - 500C
Hari III = 500C - 550C
Hari IV = 550C - 600C
Hari V = 600C - 650C
Sumber asap dan panas dihasilkan dari pembakaran batang pohon karet
yang diambil dari kebun yang berada tepat dibawah kamar asap. Kayu yang
6. Sortasi
Setiap sheet harus melalui kegiatan final quality control (FQC) dimana
pengujian ini dicatat dan diakumulasikan berdasarkan asal kecacatannya secara
visual menurut tipe–tipe kecacatan terletak pada standar kualitas produk. Dengan
memilah-milah sheet yang tidak mempunyai kotoran dan udara yang terperangkap
dalam lembaran sheet menjadi Ribbed Sheet Smoke I (RSS I) dan bagi lembaran
yang mempunyai kotoran dan udara yang terperangkap akan dimasukkan dalam
Ribbed Sheet Smoke III (RSS III) dan Cutting. Kemudian lembaran sheet yang
telah disortir disusun di meja trough.
7. Penimbangan
Sheet yang telah disortasi dari meja trough kemudian ditimbang seberat
106 Kg. 106 Kg ini adalah berat untuk 1 baal Ribbed Smoke Sheet (RSS)
8. Pengepresan dan Pengepakan
Kemudian Ribbed Smoke Sheet (RSS) tersebut masuk pada proses
selanjutnya yaitu proses pengepresan serta pengepakan. Ribbed Smoke Sheet
(RSS) yang sudah ditimbang dengan berat 106 Kg kemudian dipres dengan mesin
press baal dan di biarkan selama 12 jam. Setelah itu dilapis dengan lembaran karet
yang telah dilumasi premium agar melekat hingga beratnya mencapai 113 Kg,
kemudian dilumuri talk powder agar sewaktu penyimpanan baal tidak berjamur
dan dilakukan pelabelan sesuai dengan waktu produksi. Setelah itu Ribbed Smoke
2.6. Mesin, Peralatan dan Utilitas
Dalam proses produksinya Pabrik Karet PTP. Nusantara II (Persero)
Kebun Batang Serangan, menggunakan mesin-mesin dan juga peralatan-peralatan
produksi yang sangat berperan dalam menghasilkan produk yang berkualitas.
2.6.1. Mesin dan Peralatan
Beberapa Mesin dan Peralatan yang digunakan dalam proses produksi
[image:48.595.87.534.372.732.2]lateks cair antara lain dapat dilihat pada Tabel 2.4 dan Tabel 2.5 berikut :
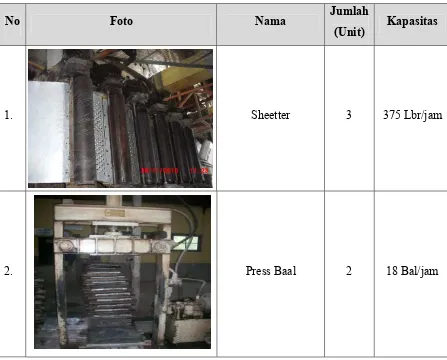
Tabel 2.5. Spesifikasi dan Kapasitas Mesin Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan
No Foto Nama Jumlah
(Unit) Kapasitas
1. Sheetter 3 375 Lbr/jam
Tabel 2.5. Spesifikasi dan Kapasitas Mesin Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan (Lanjutan)
No Foto Nama Jumlah
(Unit) Kapasitas
3. Generator 3 100 KVA
4. Blower 3 5 s/d 6 m3
5. Agitator 4 70 Rpm
6. Gilingan
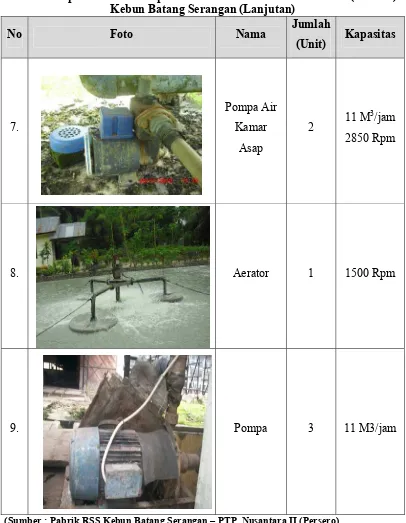
Tabel 2.5. Spesifikasi dan Kapasitas Mesin Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan (Lanjutan)
No Foto Nama Jumlah
(Unit) Kapasitas
7.
Pompa Air
Kamar
Asap
2 11 M
3 /jam
2850 Rpm
8. Aerator 1 1500 Rpm
9. Pompa 3 11 M3/jam
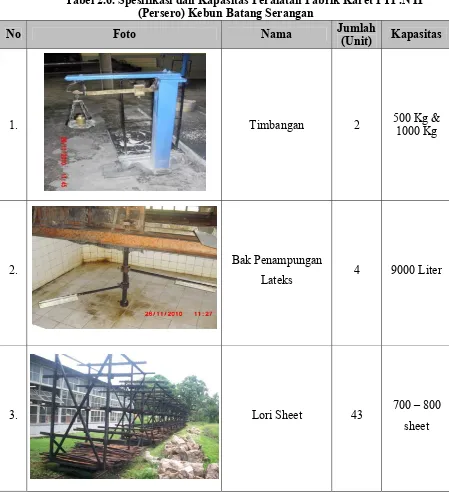
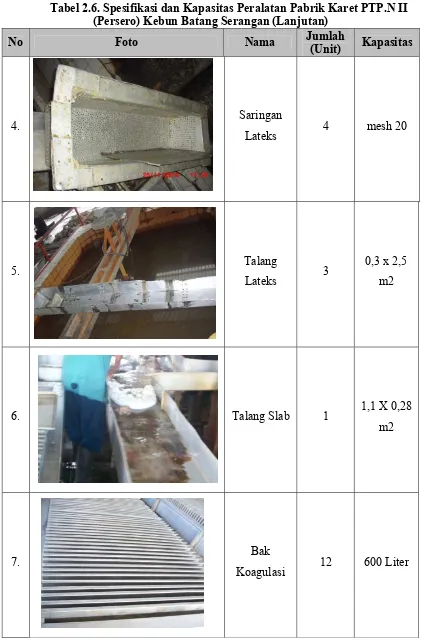
Tabel 2.6. Spesifikasi dan Kapasitas Peralatan Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan
No Foto Nama Jumlah
(Unit) Kapasitas
1. Timbangan 2 500 Kg &
1000 Kg
2. Bak Penampungan
Lateks 4 9000 Liter
3. Lori Sheet 43 700 – 800
Tabel 2.6. Spesifikasi dan Kapasitas Peralatan Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan (Lanjutan)
No Foto Nama Jumlah
(Unit) Kapasitas
4. Saringan
Lateks 4 mesh 20
5. Talang
Lateks 3
0,3 x 2,5
m2
6. Talang Slab 1 1,1 X 0,28
m2
7. Bak
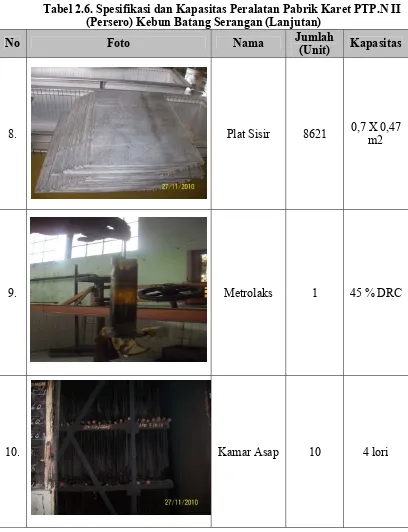
Tabel 2.6. Spesifikasi dan Kapasitas Peralatan Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan (Lanjutan)
No Foto Nama Jumlah
(Unit) Kapasitas
8. Plat Sisir 8621 0,7 X 0,47
m2
9. Metrolaks 1 45 % DRC
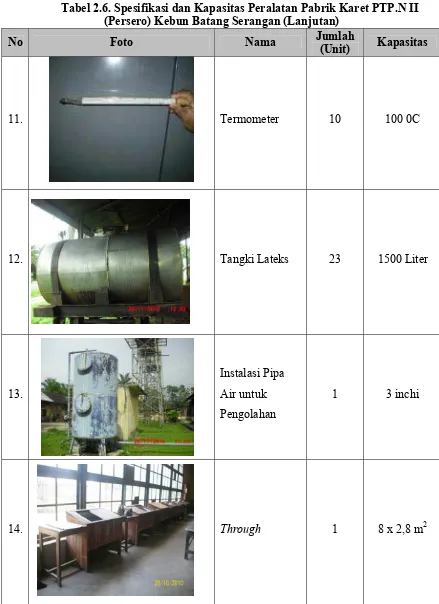
Tabel 2.6. Spesifikasi dan Kapasitas Peralatan Pabrik Karet PTP.N II (Persero) Kebun Batang Serangan (Lanjutan)
No Foto Nama Jumlah
(Unit) Kapasitas
11. Termometer 10 100 0C
12. Tangki Lateks 23 1500 Liter
13.
Instalasi Pipa
Air untuk
Pengolahan
1 3 inchi
14. Through 1 8 x 2,8 m2
3.6.2. Utilitas
Untuk membantu berjalannya proses produksi dengan lancar maka sarana
penunjang di Pabrik Karet PTPN-II (Persero) Kebun Batang Serangan sangat
dibutuhkan. Sarana ini meliputi :
1. Stasiun Air
Air selain digunakan pada setiap proses pengolahan lateks cair juga
digunakan untuk keperluan karyawan. Air di Pabrik Karet PTPN-II (Persero)
Kebun Batang Serangan diperoleh dari sumur bor. Air dialirkan dengan sistem
pemipaan agar didapat air yang tidak terlalu panas akibat dari pemompaan. Air
yang dihasilkan setelah melewati sistem pengaliran mempunyai suhu 270C -300C
yang dialirkan ke bak penampungan. Dari bak ini kemudian dialirkan ke bagian
produksi maupun kantor.
2. Stasiun Pembangkit Listrik (Power Plant)
Stasiun Pembangkit Listrik (Power Plant) berfungsi untuk penggerak
peralatan pabrik, penerangan pabrik dan kantor. Untuk keperluan arus listrik di
Pabrik Ribbed Smoke Sheet (RSS) kebun Batang Serangan menggunakan 2
macam pembangkit yaitu PLN dan Diesel Generator. Dalam hal ini penyuplai
utama listrik adalah PLN sedangkan untuk Diesel Generator (Genset) stand by
bila terjadi pemadaman listrik PLN. Jika dilihat dari biaya maka biaya akan lebih
hemat bila menggunakan listrik dari PLN, sebab bila menggunakan Diesel
Generator (Genset)cost akan besar dengan pembeliaan minyak solar. Spesifikasi
Jenis : Mesin Diesel
Merk : Lister - II
Type : B.S. 649
No . Mesin : 98 HPW 6A 26R
Tenaga : 64,5 PK/HP
RPM : 1500 Rpm
Jumlah Cylinder : 6 (Enam)
Pemakaian Bahan Bakar / jam : 11 liter/ jam
Tahun pembuatan : 1974
Jumlah : 3 unit
Gambar 2.2. Genset
2.6.3. Waste Treatment (Pengolahan Limbah)
Pabrik Lateks Cair mempunyai beberapa jenis limbah salah satunya adalah
limbah cair. Limbah dari proses produksi dialirkan ke suatu tempat penampungan
dan mengalami proses pengendapan. Metode ini lebih menguntungkan sebab
Tujuan pengolahan limbah adalah :
a. Mengolah bahan organik majemuk yang dapat mengalami biodegradasi
terhadap lingkungan.
b. Menghilangkan bahan terapung dan tersuspensi.
c. Meningkatkan pengetahuan tentang pengaruh-pengaruh jangka panjang
limbah. Melestarikan sumber daya alam dan mengembangkan berbagai
metoda yang sesuai.
d. Menghilangkan warna dan bau air limbah.
e. Meningkatkan pengertian mengenai dampak yang ditimbulkan oleh limbah
Selain limbah cair juga terdapat limbah gas berasal dari asap pembakaran
ruang asap. Limbah gas ini dibuang melalui cerobong asap yang berdiameter 60
cm dan dengan tinggi 5 m dan atau sekitar 1 m lebih tinggi dari atap rumah
penduduk. Pada setiap ruang asap memiliki dua cerobong asap. Pabrik Karet
PTP.N II (Persero) Kebun Batang Serangan mempunyai ruang asap sebanyak 10
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas Statistik
Kualitas merupakan suatu kondisi dinamis yang berhubungan dengan
produk, jasa, manusia, proses, dan lingkungan yang memenuhi dan melebihi
harapan.1
Pengendalian kualitas statistik merupakan teknik penyelesaian masalah
yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan
memperbaiki produk dan proses menggunakan metode-metode statistik.
Pengendalian kualitas statistik (Statistikal Quality Control) sering disebut sebagai
pengendalian proses statistik (Statistikal Process Control). Selanjutnya
penyelesaian masalah dengan statistik mencakup dua hal, seperti melebihi batas
pengendalian bila proses dalam kondisi terkendali atau tidak melebihi batas
pengendalian bila proses dalam kondisi di luar kendali. Karena itu, peta
pengendalian (Control Chart) mengsumsikan bahwa proses berada dalam batas
pengendalian dan acceptanc sampling mengasumsikan bahwa produk dapat
diterima tanpa kontradiksi dengan tingkat kapasitas yang tinggi.2
Pengendalian kualitas proses dan produk juga dapat dibagi menjadi dua
golongan menurut jenis datanya, yaitu data variabel dan data atribut. Data variabel
1
Iskandar indranata.2008.Pendekatan Kualitatif Untuk Pengendalian Kualitas.Jakarta : Penerbit Universitas Indonesia.Hal. 33-38
2
Malayu Ariani, Dorothea, Pengendalian Kualitas Statistik,( Yogyakarta : Edisi Pertama, Andi Offset,1999), pp. 54.
memberikan lebih banyak informasi daripada atribut. Namun demikian, data
variabel tidak dapat digunakan untuk mengetahui karakteristik kualitas seperti
banyaknya kesalahan atau persentase kesalahan suatu proses. Data variabel dapat
menunjukkan seberapa jauh penyimpangan dari standar proses, sementara data
atribut tidak dapat menunjukkan informasi tersebut.
Sementara itu, menurut Gryna (2001) terdapat langkah dalam menyusun
peta pengendali proses atau control chart, yaitu :
1. Memilih karakteristik yang akan direncanakan, yang meliputi :
a. Memberikan prioritas yang tinggi pada karakteristik yang dijalankan saat
ini dengan tingkat kesalahan yang paling tinggi. Untuk itu dapat digunakan
analisis pareto.
b. Mengidentifikasi variabel-variabel proses dan kondisi-kondisi yang dapat
memberikan kontribusi dalam karakteristik produk akhir.
c. Memeriksa dan memastikan proses pengukuran telah memenuhi syarat
ketepatan dan keakuratan pemberian data yang tidak mengaburkan variasi
dalam proses manufaktur maupun pelayanan. Variasi atau penyimpangan
dalam proses tersebut menunjukkan tidak hanya penyimpangan proses
manufaktur tetapi juga kombinasi penyimpangan dan pengukuran proses.
d. Penentuan titik paling awal dalam proses produksi yang dapat dilakukan
untuk mendapatkan informasi tentang penyebab khusus bahwa peta
2. Memilih jenis peta kendali / peta kontrol.
Alat untuk menyelidiki sebab-sebab variasi dalam kegiatan proses adalah peta
kendali (control chart). Peta kontrol adalah suatu alat statistik yang dapat
digunakan untuk mempertahankan variasi-variasi di dalam kualitas keluaran
yang disebabkan karena ketidaksesuaian spesifikasi yang diinginkan. Manfaat
dari peta kontrol adalah memberitahukan kapan harus membiarkan suatu
proses berjalan seadanya atau kapan harus mengambil tindakan untuk
mengatasi gangguan. Penghapusan sebab-sebab yang menimbulkan fluktuasi
yang menyimpang ini disebut sebagai pengaturan sebuah proses menjadi
terkendali, dan hal ini merupakan sebab utama bagi terjadinya penuruanan
biaya akibat pengendalian mutu statistik. Peta kontrol yang digunakan dalam
penelitian ini adalah : peta kontrol bagian yang ditolak (p). Peta kontrol bagian
yang ditolak (p) yaitu kontrol untuk bagian yang ditolak karena tidak sesuai
dengan spesifikasi (fraction defective or fraction non conforming). Bagian
yang ditolak (pi) adalah rasio dari banyak item yang tidak sempurna yang
ditemukan dalam pemeriksaan atau sederetan pemeriksaan terhadap total
jumlah item yang benar-benar diperiksa. Bagian yang ditolak atau tidak sesuai
selalu dinyatakan dalam bentuk pecahan.
3. Menentukan garis pusat (control line) yang merupakan rata-rata data masa lalu
atau rata-rata yang dikehendaki.
4. Pemilihan sub kelompok. Tiap titik pada peta pengendali menunjukkan sub
proses sub kelompok yang dipilih, sehingga unit-unit yang ada dalam sub
kelompok memiliki kemungkinan besar menjadi berbeda.
5. Penyediaan sistem pengumpulan data. Jika peta pengendali untuk alat
pengendali diwajibkan, maka harus dibuat sederhana dan memenuhi
pemakaian.
6. Perhitungan batas pengendali dan penyediaan instruksi-instruksi khusus dalam
interpretasi terhadap hasil dan tindakan para karyawan produksi tersebut.
7. Penempatan data dan membuat interpretasi terhadap hasilnya.
3.2. Critical-to-Quality (CTQ)
Critical-to-Quality (CTQ) merupakan atribut-atribut yang sangat penting
untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan kepuasan
pelanggan. Merupakan elemen dari suatu produk, proses, atau praktek-praktek
yang berdampak langsung pada kepuasan pelanggan.3
3.3. Process Capability
Process Capabilty merupakan kemampuan proses untuk memproduksi
atau menyerahkan output sesuai dengan ekspektasi dan kebutuhan pelanggan.
Process Capability sering dinotasikan sebagi Cp, merupakan suatu ukuran kinerja
kritis yang menunjukkan proses mampu menghasilkan sesuai dengan spesifikasi
produk yang ditetapkan oleh manajemen berdasarkan kebutuhan dan ekspektasi
produk.
3
Perlu dipahami bahwa indeks Cp mengacu kepada Critical-to-Quality
(CTQ) tunggal atau item karakteristik kualitas individual. Indeks Cp mengukur
kapabilitas potensial atau yang melekat dari suatu proses yang diasumsikan stabil,
dan biasanya didefinisikan sebagai :
deviasi standard
6
LSL USL
Cp
Kedua nilai USL (Upper Specification Limit) dan LSL (Lower
Specification Limit) ditentukan berdasarkan kebutuhan dan ekspektasi pelanggan.
Sedangkan standar deviasi merupakan ukuran variasi proses atau penyimpangan
dari nilai target yang ditetapkan. Process Capability hanya diukur untuk proses
yang stabil, sehingga apabila dianggap tidak stabil, maka proses itu harus
distabilkan terlebih dahulu. Dengan demikian nilai standar deviasi yang digunkan
dalam pengukuran process capability (Cp) harus berasal dari proses yang stabil,
sehingga merupakan variasai yang melekat pada proses yang stabil itu.
3.4. DMAIC (Define, Measure, Analyze, Improve and Control)
DMAIC (Define, Measure, Analyze, Improve and Control) merupakan
proses untuk peningkatan terus menerus menuju target Six Sigma. DMAIC
dilakukan secara sistematik, berdasarkan ilmu pengetahuan dan fakta (systematic,
scientific and fact based). Proses closed-loop ini (DMAIC) menghilangkan
langkah-langkah proses yang tidak produktif, serta berfokus pada
pengukuran-pengukuran baru dan menerapkan teknologi untuk peningkatan kualitas menuju
target Six Sigma.
Peningkatan kualitas merupakan aktivitas teknik dan manajemen, melalui
karakteristik kualitas dari produk (barang dan/atau jasa) diukur, kemudian
membandingkan hasil pengukuran itu dengan spesifikasi produk yang diinginkan
pelanggan, serta mengambil tindakan peningkatan yang tepat apabila ditemukan
perbedaan di antara kinerja aktual dan standard.4
Berdasarkan uraian diatas, peningkatan kualitas didefinisikan sebagai
metodologi pengumpulan dan analisis data kualitas, serta menentukan dan
menginterpretasikan pengukuran - pengukuran yang menjelaskan tentang proses
dalam suatu sistem industri, untuk meningkatkan kualitas produk, guna memenuhi
kebutuhan dan ekspektasi pelanggan.
3.6. Definisi Variasi dalam Konteks Peningkatan Proses
Variasi adalah ketidakseragaman dalam proses operasional sehingga
menimbulkan perbedaan dalam kualitas produk (barang dan/atau jasa) yang
dihasilkan. Pada dasarnya dikenal dua sumber atau penyebab timbulnya variasi,
yang diklasifikasikan sebagai berikut :
1. Variasi Penyebab Khusus (special-causes variation) adalah kejadian-kejadian
di luar sistem manajemen kualitas yang mempengaruhi variasi dalam sistem
itu. Penyebab khusus dapat bersumber dari faktor-faktor : manusia, mesin dan
peralatan, material, lingkungan, metode kerja, dan lain-lain. Penyebab khusus
ini mengambil pola-pola non acak (nonrandom pattens) sehingga dapat
diidentifikasi/ditemukan, sebab mereka tidak selalu aktif dalam proses tetapi
4
memiliki pengaruh yang lebih kuat pada proses, sehingga menimbulkan
variasi. Dalam konteks analisis data menggunakan peta-peta kendali atau
kontrol (control chart), jenis variasi sering ditandai dengan titik-titik
pengamatan yang melewati atau keluar dari batas-batas pengendalian yang
didefinisikan (defined control limits).
2. Variasi Penyebab Umum (common - causes variation) adalah faktor - faktor
di dalam sistem manajemen kualitas atau yang melekat pada proses yang
menyebabkan timbulnya variasi dalam sistem itu beserta hasil-hasilnya.
Penyebab umum sering disebut juga disebut sebagai penyebab acak
(random causes) atau penyebab sistem (system causes). Karena penyebab
umum ini selalau melekat pada sistem manajemen kualitas, untuk
menghilangkannya harus menelusuri elemen-elemen dalam sistem itu dan
hanya pihak manajemen yang dapat memperbaikinya, karena pihak
manajemen yang mengendalikan sistem manajemen kualitas itu. Dalam
konteks analisis data dengan menggunakan peta - peta kendali atau kontrol
(control chart), jenis variasi ini sering ditandai dengan titik-titik pengamatan
yang berada dalam batas-batas pengendalian yang didefinisikan (defined
control limits).
Suatu proses hanya mempunyai variasi penyebab umum (common-causes
variation) yang mempengaruhi produk atau out-comes merupakan proses
yang stabil karena penyebab sistem yang mempengaruhi variasi biasanya
relatif stabil sepanjang waktu. Variasi penyebab umum dapat diperkirakan
peta-peta kontrol. Sedangkan apabila variasi penyebab khusus terjadi dalam
proses, proses itu akan menjadi tidak stabil. Upaya-upaya menghilangkan
variasi penyebab khusus akan membawa proses ke dalam pengendalian
proses menggunakan peta-peta kontrol statistikal (statistikal control charts).
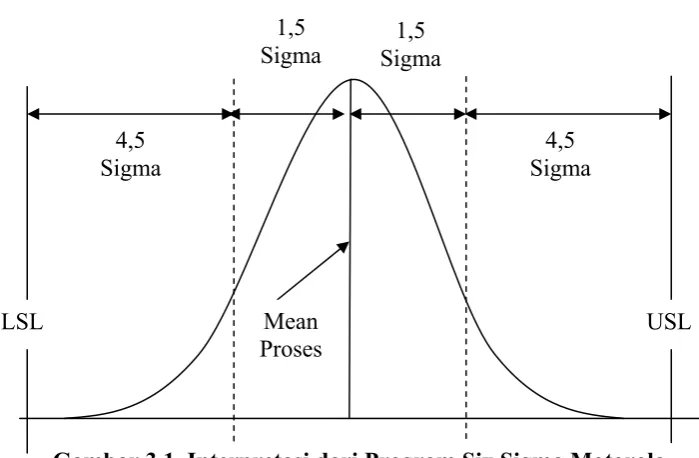
3.7. Six Sigma Motorola (Tahun 1988)
Motorola Corporation mengembangkan metode kualitas dengan
menetapkan program/proyek Six Sigma ke segenap aktivitas prosesnya (dalam
Malcolm Baldridge National Quality Award). Tujuan program/proyek tersebut
mereduksi berbagai variasi proses yang timbul di setiap fungsi proses. Dasar
pertimbangan awal program tersebut adalah menetapkan tingkat standar
penyimpangan () sebesar 6. Harga 6 adalah nilai tengah dari tebaran spesifikasi
proses. Motorola mengalokasikan sebesar 1,5 yang ditarik () dari nilai tengah
(6). Lalu sisanya 4,5 adalah batasan aman dan batasan respektif. Jika
rata-rata proses berada ditengah-tengah kurva (6), berarti Cp = 2,00 atau dapat
diartikan bahwa setiap 1.000.000 proses hanya akan terjadi 54 kali kegagalan
Gambar 3.1. Interpretasi dari Program Six Sigma Motorola
3.7.1. Six Sigma dan Kapabilitas Proses
Konsep dasar dari kapabilitas proses adalah sebagai berikut :
1. Aktualisasi rata-rata kinerja proses harus sebanding dengan level kinerja ideal
atau harga/nilai target;
2. Tebaran kinerja proses harus relatif lebih kecil dari batasan fungsional;
Ber