USULAN PENERAPAN METODE SIX SIGMA DAN
KAIZEN
SEBAGAI UPAYA PENINGKATAN KUALITAS PRODUK
PINTU KAYU PADA PT. SURYAMAS LESTARIPRIMA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ARMANDA OLANDO B. SITOMPUL
080403131
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2014
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus yang senantiasa memberikan kasih karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana yang berjudul “Usulan Penerapan Metode Six Sigma
dan Kaizen Sebagai Upaya Peningkatan Kualitas Produk.” Tugas sarjana ini merupakan salah satu syarat bagi penulis untuk menyelesaikan pendidikan
program sarjana di Departemen Teknik Industri USU. Ini merupakan langkah awal bagi penulis untuk mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari selama perkuliahan di lingkungan kerja.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh karena itu, saran dan kritik yang membangun sangat diharapkan penulis sebagai masukan yang berarti. Semoga tugas sarjana ini dapat bermanfaat bagi pembaca
dan semua pihak.
Medan, Juli 2014
Penulis
UCAPAN TERIMAKASIH
Syukur dan terimakasih saya ucapkan yang sebesar-besarnya kepada Tuhan Yesus Kristus yang telah memberikan kesempatan kepada saya untuk mengikuti dan menyelesaikan pendidikan di Departemen Teknik Industri USU
serta telah membimbing saya selama masa kuliah dan penulisan tugas sarjana ini. Dalam penulisan tugas sarjana ini saya telah mendapatkan bimbingan dan
bantuan dari berbagai pihak, baik berupa materil, spiritual, maupun informasi. Oleh karena itu sudah selayaknya saya mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan tugas sarjana ini.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE selaku Ketua Bidang Manajemen Rekayasa dan Produksi atas waktu, bimbingan, dan masukan yang diberikan kepada saya dalam penyelesaian tugas sarjana ini.
3. Bapak Dr. Ir. Nazaruddin Matondang, MT. selaku Dosen Pembimbing I atas waktu, bimbingan, dan masukan yang diberikan kepada saya dalam
penyelesaian tugas sarjana ini. Saya sangat bersyukur dibimbing oleh Bapak yang selalu membukakan cara pandang yang benar dan termudah yang dapat saya pahami.
4. Ibu Rahmi M. Sari, ST., MM(T). selaku Dosen Pembimbing II atas waktu, dan bimbingan yang diberikan kepada saya dalam penyelesaian tugas sarjana ini.
5. Bapak/Ibu Dosen Pembanding yang telah memberikan masukan dan saran untuk menyempurnakan tugas sarjana ini
6. Seluruh Dosen Departemen dan Staff Akademis Teknik Industri USU, yang telah memberikan bimbingan, arahan dan ilmu yang bermanfaat bagi saya.
7. Bapak H.E. Sitompul dan R. Sitohang, orang tua yang sangat saya kasihi yang telah memberikan saya semangat dan doa untuk menyelesaikan penelitian saya.
8. Kepada Kak Irenne, Kak Agnes, dan Bang Rewin, yang telah memberikan saya semangat dan doa untuk menyelesaikan penelitian saya.
9. Kepada Bang Jan Rohtuahson Sinaga (bang Achonk), Kak Tina, Bang Rudolf, Kak Andini, dan Bang Jan Hendrik yang selalu memberikan doa, bimbingan serta motivasi yang besar, sehingga saya dapat menyelesaikan laporan
penelitian ini.
10.Bapak Irwansyah SH. selaku manager PT. Suryamas Lestariprima yang telah
mengizinkan serta membantu saya melakukan penelitian.
11.Bapak Dodi selaku pembimbing lapangan yang telah banyak memberikan informasi serta untuk pengerjaan laporan penelitian ini.
12.Seluruh karyawan di PT. Suryamas Lestariprima yang telah bersedia meluangkan waktu untuk mengisi kuisioner penelitian.
13.Kawan-kawan stambuk 2008 yang sama-sama berjuang menyelesaikan Tugas Akhir ini. Saya mengucapkan terima kasih atas bantuan serta dukungan kepada saya untuk menyelesaikan laporan penelitian ini.
14.Kawan-kawan stambuk 2009 yang setia menemani dan memberi semangat kepada saya dalam menyelesaikan tugas akhir ini. Saya ucapkan terima kasih
atas bantuan dan dukungan yang diberikan kepada saya sehingga dapat menyelesaikan laporan penelitian ini.
15.Kepada adik-adik stambuk 2010 yang selalu memberikan motivasi kepada saya untuk dapat menyelesaikan laporan penelitian ini.
16.Kepada Paduan Suara Consolatio Universitas Sumatera Utara yang selalu
memberikan doa serta motivasi sehingga saya termotivasi untuk menyelesaikan laporan penelitian ini.
17.Kepada Paduan Suara Elshaddai yang juga memberikan doa serta semangat yang membantu saya dalam mengerjakan laporan penelitian ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASITUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
ABSTRAK ... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-5 1.3. Tujuan Penelitian ... I-6
1.4. Batasan dan Asumsi Masalah Penelitian ... I-6 1.5. Manfaat Penelitian ... I-7
1.6. Sistematika Penulisan Tugas Sarjana ... I-7
I I GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong ... II-2 2.2.1. Bahan Baku ... II-3
2.2.2. Bahan Tambahan ... II-4 2.2.3. Bahan Penolong ... II-5 2.3. Uraian Proses Produksi ... II-5
2.4. Mesin Dan Peralatan ... II-17 2.5. Organisasi Dan Manajemen ... II-18
2.5.1. Struktur Organisasi ... II-19 2.5.2. Pembagian Tugas, Wewenang, Dan Tanggung Jawab II-21 2.5.3. Tenaga Kerja Dan Jam Kerja ... II-27
2.5.4. Sistem Pengupahan, Fasilitas, Dan Jaminan Karyawan II-28
III LANDASAN TEORI ... III -1 3.1. Metode Pengendalian Kualitas ... II-1 3.2. Metode Six Sigma ... III-10
3.2.1. Strategi Penerapan Six Sigma DMAIC ... III-14 3.3. Kaizen ... III-24
3.3.1. Defenisi Teori Kaizen ... III-24 3.3.2. Manfaat Teori Kaizen ... III-26 3.3.3. Kaizen Dan Inovasi ... III-30
3.3.4. Kaizen Dana Manajemen ... III-30
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3.5. Sasaran Akhir Dari Kaizen... III-30 3.3.6. Aturan Dasar Penerapan Kaizen ... III-31
3.3.7. Siklus PDCA ... III-31 3.4. Hasil Penelitian Terdahulu ... III-34
3.4.1. Aplikasi Six Sigma DMAIC Dan Kaizen Sebagai
Metode Pengendalian Dan Perbaikan Kualitas Produk ... III-34 3.4.2. Penerapan Metode Six Sigma Dengan Konsep DMAIC
Sebagai Alat Pengendali Kualitas ... III-35 3.4.3. Usulan Rencana Perbaikan Kualitas Produk Penyangga
Duduk Jok Sepeda Motor Dengan Pendekatan Metode
Kaizen ... III-36
IV METODOLOGI PENELITIAN ... IV -1 4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV -1
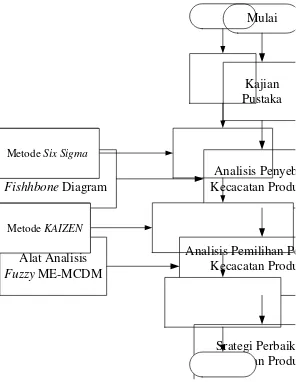
4.3. Objek Penelitian ... IV -1 4.4. Kerangka Konseptual Penelitian ... IV -2
4.5. Variabel Penelitian ... IV -3 4.6. Sumber Data ... IV -4 4.7. Instrumen Penelitian ... IV -5
4.8. Pelaksanaan Penelitian ... IV -5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.9. Metode Pengumpulan Data ... IV-8 4.10. Metode Pengolahan Data ... IV-8
4.11. Analisis Pemecahan Masalah ... IV-9 4.12. Kesimpulan Dan Saran ... IV-10
V PENGOLAHAN DATA ... V -1 5.1. Pengumpulan Data ... V-7
5.2. Pengolahan Data ... V-4 5.2.1. Metode Six Sigma ... V-4 5.3. Penetapan Perbaikan Kesinambungan Dengan Metode Kaizen
Five Step Plan ... V-35
VI ANALISIS DAN PEMBAHASAN ... VI -1 6.1. Analisis Dan Pembahasan Pengendalian Kualitas Dengan Six
Sigma ... VI-1
6.2. Pembahasan Perbaikan Kesinambungan Dengan Metode Kaizen Five Step Plan ... VI-4
VII KESIMPULAN DAN SARAN ... VII -1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Jenis Cacat Produk Bulan Januari 2013- Desember 2013 ... I-2 1.2. Tingkat Kecacatan Produk Bulan Januari 2013- Desember 2013 I-3 2.1. Perincian Komponen Daun Pintu Model Colonial 8P ... II-7
3.1. Tingkat Pencapaian Sigma ... III-16 5.1. Data Hasil Produksi Pintu Kayu Selama 1 Tahun ... V-1
5.2. Kecacatan Produk Pintu Kayu Bulan 1 Tahun ... V-2 5.3. Hasil Perhitungan Batas-batas Kontrol ... V-9 5.4. Hasil Perhitungan Nilai DPMO ... V-12
5.5. Hasil Konversi Nilai DPMO ke Nilai Sigma Setiap Bulan ... V-14 5.6. Pengelompokan Data Berdasarkan Jenis Cacat ... V-16
5.7. Persentase Cacat Sebelum Diurutkan... V-17 5.8. Persentase Cacat Setelah Diurutkan ... V-18 5.9. Suhu Pabrik Pada Waktu Kerja ... V-20
5.10. Skala Penilaian Untuk Severity ... V-23 5.11. Skala Penilaian Untuk Occurance ... V-25
5.12. Skala Penilaian Untuk Detectability ... V-26 5.13. Nilai Prioritas Penyelesaian Masalah ... V-28 5.14. Analisis Masalah Dengan Five-M Checklist ... V-31
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Solid Door Jenis Colonila 8P ... II-6 2.2. Blok Diagram Pembuatan Daun Pintu Solid ... II-9 2.3. Struktur Organisasi PT. Suryamas Lestariprima ... II-20
3.1. Contoh Histogram ... III-4 3.2. Contoh Scatter Diagram ... III-5
3.3. Contoh Diagram Sebab Akibat ... III-7 3.4. Contoh Diagram Pareto ... III-9 3.5. Contoh Peta Kendali ... III-10
3.6. Konsep Six Sigma dengan Distribusi Normal Bergeser 1,5 ... III-13 3.7. Payung Kaizen ... III-27
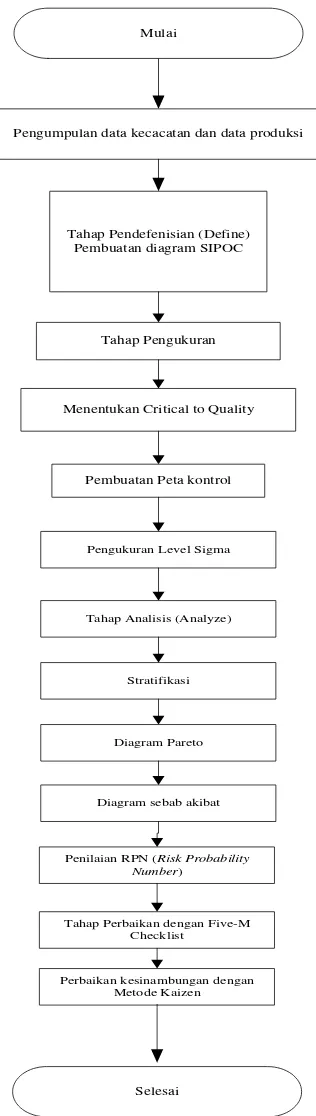
4.1. Kerangka Konseptual Penelitian ... IV-2 4.2. Blok Diagram Pelaksanaan Penelitian ... IV-6 4.3. Langkah-langkah Pengolahan Data ... IV-7
5.1. Diagram SIPOC Proses Pembuatan Daun Pintu ... V-5 5.2. Peta Kontrol p Pembuatan Daun Pintu ... V-9
5.3. Grafik Pola DPMO dari Proses Pembuatan Daun Pintu ... V-13 5.4 Grafik Pola Nilai Sigma Proses Pembuatan Daun Pintu ... V-14 5.5. Histogram Total Kecacatan Produk Pintu Kayu ... V-16
5.6. Diagram Pareto Tingkat Kecacatan Produk Pintu Kayu ... V-18 5.7. Fishbone Faktor Penyebab Produk Cacat ... V-19
6.1. Diagram SIPOC Proses Pembuatan Daun Pintu ... VI-1
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Konversi DPMO ... L.1
2. Tabel Severity ... L.2 3. Tabel Occurence... L.3 4. Tabel Detectability ... L.4
2. Surat Permohonan Tugas Sarjana ... L.5 3. Form Penetapan Tugas Sarjana ... L.6
4. Surat Penjajakan ... L.7 5. Surat Balasan Perusahaan ... L.8 6. Surat Keputusan Tugas Sarjana ... L.9
7. Perubahan Surat Keputusan ... L.10 8. Lembar Asistensi Dosen ... L.11
9. Keputusan Menteri Tenaga Kerja Nomor Kep.51/MEN/1999 L.12
ABSTRAK
Dalam era globalisasi ini, semakin banyak perusahaan yang mengeluarkan
produk sejenis dengan perbedaan yang tidak begitu signifikan. Dalam hal ini perusahaan
yang menghasilkan produk sejenis harus mampu bersaing dalam hal kualitas pada
produk yang ditawarkan kepada konsumen. PT. Suryamas Lestariprima merupakan salah
satu industri penghasil pintu kayu.Bagi perusahaan dengan melakukan pengendalian
kualitas diharapkan dapat meraih tujuan perusahaan.
Tujuan dari penelitian ini adalah, untuk mengetahui kemampuan proses
berdasarkan produk cacat yang ada dengan menggunakan metode six sigma yang
kemudian dilakukan pengendalian dengan menganalisis penyebab kecacatan
menggunakan seven tools serta mengupayakan perbaikan dengan menggunakan metode
kaizen.
Hasil penelitian menunjukkan, dalam penelitian terdapat 5 jenis kecacatan yaitu permukaan rusak, retak, regang, mata kayu dan gubal. Dari perhitungan didapat hasil bahwa kecacatan yang terbesar yaitu permukaan rusak sebesar 1229 kecacatan. Dari hasil pengolahan didapat DPMO sebesar 20796,112 yang kemudian dikonversikan dengan tabel sigma, didaptkan hasil sebesar 3,54 sigma. Hasil sigma masih dikategorikan pada tingkat industri di Indonesia.Untuk perbaikan berkesinambungan dilakukan langkah Kaizen yaitu dengan menggunakan Five Step Plan yaitu Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke.
Kata Kunci : Six Sigma, Statistical Quality Control (SQC), Kaizen, FMEA
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dalam era globalisasi, semakin banyak perusahaan yang mengeluarkan
produk sejenis dengan perbedaan yang tidak begitu signifikan. Hal ini mengakibatkan tingkat persaingan yang sangat tinggi antara perusahaan dalam
memasarkan produknya kepada konsumen. Konsistensi kualitas suatu produk akan mempengaruhi dapat bertahannya suatu produk tersebut dalam kebutuhan pasar yang beragam, sehingga diperlukan suatu upaya dalam manajemen
perusahaan untuk melakukan pengendalian dan peningkatan kualitas, karena dalam persaingan pasar global, hanya produk berkualitas baiklah yang akan selalu diminati oleh para konsumen. Hal ini hendaknya dijadikan sebagai pedoman
bahwa pengendalian kualitas merupakan proses dari produksi yang sangat berpengaruh dalam meningkatkan kualitas suatu produk, sehingga setiap
keinginan daripada konsumen dapat terpenuhi oleh setiap perusahaan baik dalam bidang produksi maupun dalam bidang jasa. Kualitas merupakan keseluruhan karakteristik dari suatu produk atau jasa yang mampu memberikan kepuasan
kepada pelanggan atau konsumen (Feigenbaum, 1992).
Salah satu perusahaan produksi yang telah menggeluti dunia bisnis ini
adalah PT. Suryamas Lestariprima. PT. Suryamas Lestariprima merupakan perusahaan yang bergerak di bidang usaha moulding dan solid door, kemudian perusahaan ini juga sudah terjun kedalam produksi frame door (kosen pintu).
Perusahaan ini merupakan salah satu perusahaan pembuat daun pintu kayu di kota medan. Perusahaa ini mengekspor produknya ke berbagai Negara seperti
Australia, Amerika, Timur Tengah, Eropa, Thailand, Korea, Jepang, dan Negara lainnya. Autralia merupakan negara tujuan ekspor dan paling banyak memesan
produk dari PT. Suyamas Lestariprima. Dalam proses produksi pembuatan daun pintu kayu ini, PT. Suryamas Lestariprima masih mendapatkan permasalahan pada kualitas, dimana masih terjadinya kecacatan pada setiap produk yang di
hasilkan. Adapun jenis kecacatan dan tingkat kecacatan produk yang terjadi dapat dilihat pada tabel 1.1.
Tabel 1.1. Jenis Kecacatan Produk Bulan Januari 2013-Desember 2013
Bulan Total Rusak Produk Diterima Jenis Kecacatan Produksi Permukaan
Rusak Retak Regang
Mata
Kayu Gubal
Januari 392 3286 102 67 86 47 90 3678
Februari 343 3171 86 55 66 42 94 3514
Maret 362 3208 106 46 62 48 100 3570
April 409 3434 116 56 84 53 100 3843
Mei 415 3335 102 68 96 62 87 3750
Juni 368 3208 98 43 63 61 103 3576
Juli 433 3597 112 66 81 65 109 4030
Agustus 235 2298 98 61 69 35 84 2533
September 355 3311 91 50 69 43 102 3666
Oktober 407 3330 128 69 62 52 96 3737
November 401 3345 101 68 87 39 106 3746
Desember 373 3194 89 61 72 50 101 3567
Total 4493 38717 1229 710 897 597 1172 43210
Sumber: PT Suryamas Lestariprima
Dan tingkat kecacatan produk dapat dilihat pada tabel 1.2.
Tabel 1.2. Tingkat Kecacatan Produk Bulan Januari 2013-Desember 2013
Bulan Rusak Bagus Produksi
Tingkat Kerusakan
(%)
Januari 392 3286 3678 10.65 Februari 343 3171 3514 9.76
Maret 362 3208 3570 10.14 April 409 3434 3843 10.64
Mei 415 3335 3750 11.06
Juni 368 3208 3576 10.29
Juli 433 3597 4030 10.74 Agustus 235 2298 2533 9.27 September 355 3311 3666 9.68 Oktober 407 3330 3737 10.89 November 401 3345 3746 10.70 Desember 373 3194 3567 9.68
Total 4493 38717 43210 Sumber: PT Suryamas Lestariprima
Dari data yang diperoleh, dapat dilihat bahwa dalam proses produksi pembuatan
pintu kayu ini masih terjadi kecacatan yang cukup tinggi yang dimana tingkat kecacatan
ini melewati batas standart tingkat kecacatan yang diinginkan perusahaan yaitu sebesar ±
5%. Adapun jenis kecacatan yang terjadi pada proses pembuatan daun pintu ini adalah :
1. Permukaan Rusak
Permukaan rusak adalah merupakan jenis cacat dimana pada permukaan daun pintu ditemukan adanya goresan, lubang jarum, dan permukaan tidak rata.
2. Retak
Retak merupakan jenis cacat dimana pada komponen-komponen daun
pintu ada yang retak. Hal ini diakibatkan oleh operator kurang hati-hati pada saat perakitan dimana saat perakitan daun pintu di press dengan
menggunakan mesin. 3. Regang
Regang adalah jenis cacat dimana pada daun pintu terdapat celah diantara
komponen-komponennya. Hal ini disebabkan oleh pengeringan yang kurang baik, sehingga pada saat dirakit ada bagian daun pintu yang
menyusut dan menimbulkan celah, dimana celah tersebut masaih ada walaupun daun pintu sudah di cat.
4. Mata Kayu
Mata Kayu adalah jenis kecacatan dimana pada daun pintu terdapat mata kayu yang cukup besar. Hal ini terjadi dikarena penggunaan kayu yang
tanpa pemilihan, sehingga ketika kayu sudah dirakit mata kayu tetap ada walaupun sudah di cat.
5. Gubal
Gubal merupakan jenis kecacatan dimana pada daun pintu terjadi warna belang ataupun warna hitam. Hal ini disebabkan karena kayu yang telah
lama juga masih digunakan dalam pembuatan pintu kayu, sehingga pintu terdapat 2 warna yang berbeda.
Untuk permasalahan ini pihak perusahaan masih belum mengambil langkah yang
pasti dalam perbaikan pada proses pembuatan daun pintu ini, pihak perusahaan masih
melakukan sistem pendempulan pada proses akhirnya, dimana pada proses ini pihak
perusahaan akan membutuhkan waktu untuk menunggu daun pintu yang telah siap di
dempul, sehingga terjadi proses pengerjaan berulang. Dengan metode Six Sigma dan
Kaizen, pihak perusahaan dapat melakukan perbaikan tanpa harus melakukan perbaikan
yang berulang yang dapat memakan waktu yang lama. Dengan metode ini pihak
perusahaan akan mampu mengetahui kemampuan proses berdasarkan produk cacat dan
kemudian pihak perusahaan dapat melakukan pengendalian dengan menganalisis
penyebab kecacatan dengan menggunakan Seven tools serta mengupayakan perbaikan
berkesinambungan dengan alat implementasi Kaizen Five-Step Plan, 5W dan 1H, dan
Five-M checklist.
Berdasarkan pada penelitiandalam menangani kecacatan pada PT. Mondrian para
peneliti menggunakan metode Six Sigma dan Kaizen dalam penanganan permasalahan
pada perusahaan tersebut. Dengan menggunakan metode ini perusahaan dapat
menemukenali penyebab kecacatan yang terjadi pada proses produksi, dan dengan
metode kaizen perusahaan dapat mengambil langkah perbaikan berkesinambungan dalam
masa yang akan dating (Susetyo Joko, Winarni, Catur Hartanto, 2011).
Beranjak dari penelitian terdahulu maka pemilihan perbaikan kecacatan produksi daun pintu inidilakukan dengan menggunakan metodeSix Sigma dan
Metode Kaizen. Diharapkan dengan penelitian ini dapat dilakukan pemilihan solusi yang dapat mengurangi kecacatan produksi yang berlangsung pada PT
Suryamas Lestariprima.
1.2. Rumusan Permasalahan
Permasalahan yang dialami oleh PT Suryamas Lestariprima yaitu cukup
tingginya tingkat kecacatan produksi pintu kayu. Oleh karena itu, perlu dilakukan
perbaikan secara sistematik dan berkesinambungan yang dapat digunakan untuk memperbaiki kecacatan produksi.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mengetahui tingkat kecacatan produk dengan menggunakan metode Six Sigma dan metode Kaizen yang digunakan untuk memperbaiki kecacatan produksi pintu kayu pada PT. Suryamas
Lestariprima.
1.4. Batasan dan Asumsi Penelitian
Adapun batasan masalah dalam penelitian ini adalah: 1. Penelitian dilakukan pada PT Suryamas Lestariprima.
2. Pengamatan dan penelitian dilakukan pada produksi pintu kayu.
3. Penelitian ini menggunakan Metode Six Sigma DMAIC untuk mengetahui
tingkat kualitas produk pintu kayu.
4. Penelitian ini menggunakan Metode Kaizen sebagai perbaikan berkesinambungan.
Adapun asumsi yang digunakan dalam penelitian ini adalah:
1. Perusahaan tidak mengalami restrukturisasi selama penelitian dilakukan.
2. Pekerja memahami dengan baik proses produksi pada PT Suryamas Lestariprima.
3. Pekerja mampu dalam menerapkan metode Kaizen sebagai metode
perbaikan berkesinambungan.
1.5. Manfaat Penelitian
Adapun manfaat penelitian yang diharapakan adalah sebagai berikut:
1. Secara Ilmiah
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama
di bangku perkuliahan dengan melakukan analisis terhadap permasalahan dan fenomena yang ada di perusahaan.
2. Secara Aplikasi
Dapat menerapkan teori dan metode yang diperoleh di bangku kuliah di perusahaan.
3. Departemen Teknik Industri dapat meningkatkan hubungan kerjasama dengan perusahaan.
4. Perusahaan mendapat alternatif perbaikan kecacatan produksi.
1.6. Sistematika Penulisan Tugas Sarjana
BAB I : Pendahuluan
Bab ini meliputi uraian tentang latar belakang timbulnya masalah pada perusahaan, perumusan maalah, tujuan penelitian, manfaat penelitian, pembatasan
masalah serta sistematikan penulisan tugas sarjana.
BAB II : Gambaran Umum Perusahaan
Bab ini berisi tentang gambaran umum perusahaan secara keseluruhan dan menguraikan kinerja perusahaan saat ini.
BAB III: Landasan Teori
Bab ini menguraikan tentang tinjauan pustaka yang berisi teori-teori
sebagai landasan utama dalam melakukan analisa dan pembahasan masalah penulis.
BAB IV: Metodologi Peneltian
Bab ini memaparkan metodologi yang digunakan untuk mecapai tujuan penelitian meliputi penjelasan tahapan penelitian secara ringkas disertai diagram
alirnya.
BAB V : Pengumpulan dan Pengolahan Data
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolah data yang membantu dalam pemecahan masalah.
BAB VI: Analisis Pemecahan Masalah
Bab ini berisi proses pengolahan data yang digunakan sebagai dasar pada pemecahan masalah dan melakukan analisa hasil pengolahan data dan pemecahan
masalah.
BAB VII: Kesimpulan dan Saran
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah dan
saran-saran yang diberikan kepada pihak perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahan
Sesuai dengan program pemerintah untuk meningkatkan devisa yang besar
dari produk nonmigas, didirikanlah PT. Suryamas Lestari Prima yang menggunakan bahan baku kayu yang memang cukup tersedia di Indonesia. Selain
ketersediaan bahan baku, pendirian perusahaan ini juga dilandasi oleh peluang bisnis yang cerah pada masa yang akan dating yang dapat memberikan kesempatan kerja yang luas bagi masyarakat sehingga dapat membantu
pemerintah dalam pembangunan PT. Suryamas Lestari Prima ini didirikan secara bersama Yayasan Kemusuk Yogyakarta dengan perusahaan yang dikelola keluarga besar di Jalan Malaka, Medan. Sebelum mendirikan perusahaan, yayasan
dengan perusahaan terlebih dahulu mengadakan studi perbandingan untuk pulau Jawa, dan Sumatera, dimana pada kedua pulau ini telah berdiri beberapa
perusahaan pengelola kayu. Studi perbandingan yang dilakukan ini bertujuan untuk mengetahui luasnya pemasaran hasil produksi yang mendapatkan informasi mengenai penyediaan bahan baku.
Dari hasil studi perbandingan ini dapat diketahui bahwa masa depan perusahaan sangat positif. Maka atas kerjasama tersebut pada tanggal 10 Agustus
1988 mereka memutuskan untuk membentuk suatu perusahaan industri dengan nama PT. Suryamas Lestari Prima yang menghasilkan produk Solid door (daun pintu) dan Moulding. Pada tahun 1988 bangunan tahap pertama selesai. Dengan
adanya surat izin usaha No. 472/DJHI/IUT-6/NON PMDN/1989 dari Departemen Perindustrian, maka perusahaan dapat berporduksi akhir 1989. Produksi perdana
adalah moulding, sedangkan solid door baru diproduksi pada januari 1990. Ekspor perdana moulding sejumlah 142,25 m3 ke Singapura pada Februari 1990,
sedangkan ekspor perdana solid door dilakukan pada bulan Maret 1990. Sekarang PT. Suryamas Lestari Prima juga telah memproduksi frame door (kosen pintu).
Perusahaan ini mengekspor produknya ke berbagai negara seperti
Australia, Amerika, TImur Tengah, Eropa, Thailand, Korea, Jepang, dan lain-lain. Australia merupakan negara tujuan ekspor dan yang paling banyak memesan
produk (sekitara 80%) dari PT. Suryamas Lestari Prima.
PT. Suryamas Lestari Prima ini tepatnya berkedudukan di Jalan Malaka no. 40, Medan, dan lokasi aktivitas produksi adalah di Jalan Batang Kuis Km 5,5
Desa Dalu XA no.18 Tanjung Morawa, Sumut. Pabrik ini didirikan di atas tanah yang luasnya 31.015,55 m2 dengan luas bangunan 12.031,55 m2. Penempatan
pabrik di lokasi tersebut didasarkan pertimbangan sebagai berikut : 1. Bahan bakunya cukup tersedia dan dapat diangkut ke lokasi pabrik. 2. Pemilik umumnya berdomisili di Medan.
3. Tenaga kerja yang dibutuhkan berdomisili tidak jauh dari lokasi pabrik.
2.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
Dalam sistem produksi, kualitas produk sangat tergantung pada bahan baku, bahan tambahan dan bahan penolong selain dari faktor-faktor lainnya.
2.2.1. Bahan Baku
Seperti dikatakan di atas PT. Suryamas Lestari Prima merupakan pabrik
pengolahan kayu untuk dijadikan daun pintu dan moulding. Daun pintu yang diproduksi ada 2 tipe yakni tipe solid dan engineer (veneer) sedangkan model dan
ukurannya sesuai dengan permintaan atau yang telah tersedia di perusahaan. Moulding adalah komponen-komponen mebel yang tidak dirakit yang dapat berupa lat, bingkai, dan lain-lain. Kegunaan moulding ini antara lain adalah untuk
lantai kapal, dinding atau bangku kapal, tiang untuk kebun anggur dan lain-lain. Bahan baku yang digunakan untuk produk daun pintu maupun moulding
adalah kayu gelondongan dan kayu ½ jadi atau kayu belahan berupa broti atau papan. Kayu belahan ini berukuran panjang 16 feet (4,8 meter) untuk setiap kayu, dimana lebar serta tebalnya bervariasi, seperti: 9”x 1”, 9”x 1,5”, 9”x 2”, 12”x 2”,
3”x 2”, atau 5”x 2”. Jenis kayu untuk daun pintu biasanya digunakan kayu meranti sedangkan untuk moulding umumnya adalah damar laut. Jenis kayu lain
juga dipakai apabila meranti dan damar laut tidak mencukupi permintaan, seperti kayu merbau atau kayu sebarang lainnya.
Kayu-kayu tersebut di atas berasal dari Aceh, Riau, Sumut bahkan ada
yang dari Kalimantan. Pemasok kayu-kayu ini adalah perusahaan penyuplai kayu yang menawarkan secara langsung ke PT. Suryamas Lestari Prima atau menerima
pesanan terlebih dahulu dari PT. Suryamas Lestari Prima.
2.2.2. Bahan Tambahan
Bahan Tambahan yang dipergunakan antara lain:
a. Silikon
Silikon digunakan pada penyambungan panel dengan komponen-komponen
yang lainnya. Fungsi silikon ini adalah sebagai bantalan sehingga walaupun panel tersebut mengalami pemuaian, produk tidak akan mengalami perenggangan.
b. Lem Syntheco
Lem ini digunakan sebagai bahan pelekat antara komponen-komponen
produk, terutama untuk penyambungan rail, mullion dan style dengan menggunakan dowel. Lem syntheco ini terdiri dari beberapa jenis yang disesuaikan dengan kondisi pemakaiannya.
c. Tepung Dempul
Tepung dempul ini bewarna kuning yang digunakan untuk menutupi
sambungan dari kayu supaya produk yang terbentuk kelihatannya tidak bersambung. Tepung dempul ini dapat dibeli di took-toko besi. Untuk pemakaiannya tepung dempul biasanya dicampur dengan air sebelum
digunkan. d. Kertas Ampelas
Kertas ini dipergunkan untuk menghaluskan permukaan kayu dari produk yang dihasilkan dengan tujuan supaya mutu produk lebih baik.
2.2.3. Bahan Penolong
Bahan penolong pada proses pembuatan solid pada umumnya dibutuhkan
pada proses finishing dan proses pengepakan, yang antara lain: a. Label
Label digunakan untuk menunjukkan spesifikasi dari produk yang akan dikirim.
b. Karton Pengaman Siku
Karton ini digunakan untuk melindungi produk dari goresan pada sisi daun pintu saat pengiriman.
c. Kawat Baja
Bahan ini digunakan untuk mengikat bundelan solid door yang telah dibungkus plastik.
d. Plastik.
Digunakan untuk membungkus solid door yang telah selesai dirakit atau
dicat.
2.3. Uraian Proses Produksi
Model-model daun pintu yang diproduksi PT. Suryamas Lestari Prima sangat beragam dan terus bertambah karena disesuaikan dengan permintaan.
Model pintu yang paling banyak dipesan adalah model Colonial, Acacia, dan SLP001. Proses produksi untuk moulding tanpa dirakit telah siap dijual. Namun mesin dibagian pemotongan dan pembuatan profil berbeda untuk moulding dan
daun pintu karena bentuk dan profil keduanya berbeda.
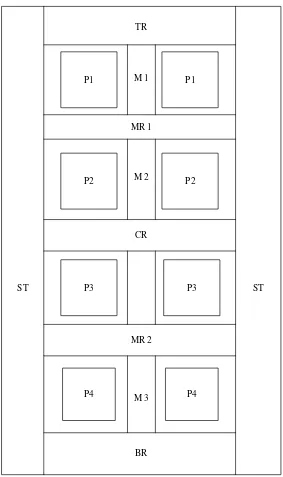
Untuk menggambarkan uraian proses produksi daun pintu ini, disini diambil contoh model colonial 8P yang dianggap dapat memberikan gambaran
proses produksi model lainnya.
Gambar pintu beserta perincian komponen-komponennya adalah sebagai
berikut:
P4 P2 P1 P1
P2
P3
P4
P3 MR 1
CR
MR 2
BR TR
M 3 M 2 M 1
ST ST
Gambar 2.1. Solid Door Jenis Colonila 8P
[image:31.595.188.471.246.723.2]Tabel 2.1. Perincian Komponen Daun Pintu Model Colonial 8P
Ukuran 36 x 930 x 2135 mm
Nama Komponen Jumlah Tebal (mm) Lebar (mm) Panjang (mm)
ST (Style) 2 37 114 2135
TR (Top Rail) 1 37 114 720
CR (Center Rail) 1 37 114 720
MR (middle Rail) 2 37 140 720
BR (Bottom Rail) 1 37 180 720
M1 (Mullion 1) 1 37 114 260,5
M2 (Mullion 2) 1 37 114 578,5
M3 (Mullion 3) 1 37 114 803,5
P1 (Panel 1) 2 20 309 300
P2 (Panel 2) 2 20 309 300
P3 (Panel 3) 2 20 309 300
P4 (Panel 4) 2 20 309 300
Keterangan untuk setiap komponen-komponen daun pintu tersebut adalah
sebagai berikut :
1. Style adalah bingkai yang paling luar dari sebuah pintu sebelah kiri dan kanan. Pada sebuah pintu terdapat dua buah style yang masing-masing
beralur dan sudah dibor pada kedua ujungnya sebagai pasak yang disebut dowel.
2. Rail (pen) adalah balok beralur yang dipasang pada bagian atas, tengah, dan bawah dari sebuah daun pintu. Komponen ini berfungsi
untuk menghubungkan panel-panel pintu. Pada sebuah pintu model colonial terdapat 3 jenis rail.
3. Mullion adalah balok beralur pada kedua sisinya yang berfungsi sebagai penyangga rail dengan menghubungkan panel kiri dengan kanan. Pada sebuah daun pintu model colonial terdapat 3 buah mullion
dengan panjang yang berbeda sesuai dengan panjang panelnya.
4. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi
profil bentuk sudut. Pada sebuah pintu ini terdapat 3 pasang panel yang berbeda ukurannya.
Seperti dijelaskan sebelumnya tipe daun pintu yang diproduksi di PT.
Sutyamas Lestari Prima ada 2 yakni solid dan veneer. Untuk pemanfaatan bahan baku yang lebih efisien perusahaan ini membuat daun pintu tipe veneer.
Komponen panel tipe veneer dapat dibuat dari kayu yang cacat dan kayu-kayu kecil sisa pemotongan yang masih dapat dilem, dimampatkan, dan dilapis dengan lembaran kayu yang gradenya bagus sehingga menyerupai komponen
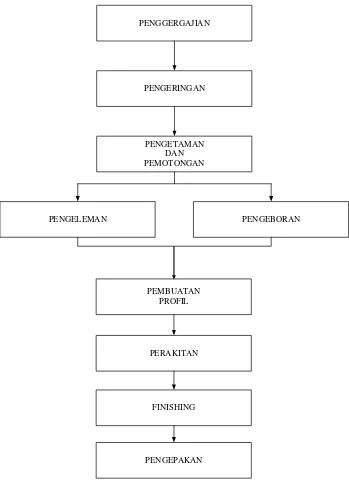
yang solid. Uraian produksi untuk daun pintu model colonial dengan bahan baku kayu gelondongan dapat dilihat dari block diagram pada gambar 2.2.
PENGGERGAJIAN
PENGEPAKAN FINISHING PERAKITAN PEMBUATAN
PROFIL
PENGELEMAN PENGEBORAN
[image:34.595.150.499.109.593.2]PENGETAMAN DAN PEMOTONGAN PENGERINGAN
Gambar 2.2. Blok Diagram Pembuatan Daun Pintu Solid
1. Penggergajian
Penggegajian adalah proses pengubahan atau konversi kayu gelondongan menjadi papan, lat atau menjadi bagian-bagian yang lebih kecil dari sebelumnya.
Di PT. Suryamas Lestari Prima kayu gelondongan yang diperoleh dari pemasok
biasanya terlalu panjang untuk setiap digergaji (sekitar 20-25 feet). Kayu ini dipotong atau dikurangi panjangnya menjadi 8,10,11 feet.
Kayu gelondongan yang telah diperpendek tersebut kemudian digergaji dengan mesin gergaji (saw mill). Cara penggergajian kayu disesuaikan dengan
keadaan kayu sehingga tidak banyak kayu yang tersisa/terbuang. Jadi di saw mill juga telah dilakukan pemilihan grade untuk melihat keadaan kayu seperti : mata kayu, lobang jarum atau cacat yang disebut dengan kantong damar. Dengan
melihat keadaan kayu, mutunya dapat diketahui sehingga dapat dilakukan cara penggergajian yang benar (tidak merusak mutu kayu dan tidak banyak kayu yang
tersisa).
Cara penggergajian awal adalah dengan memotong sisi luar kayu gelondongan sehingga berbentuk balok yang disebut dengan kayu balok. Balok
kayu ini kemudian di gergaji menjadi papan atau broti. Bagian sisi luar yang disebut dengan bangkang dapat digergaji sedemikian rupa sehingga dapat
dimanfaatkan untuk proses selanjutnya. Sisa-sisa kayu yang tidak dapat digunakan lagi, dipakai sebagai bahan bakar untuk tungku pengeringan (Kiln Drier).
Mesin yang digunakan adalah saw mill dan cross cut. Hasil penggergajian
dari mesin ini disebut dengan sawn timber. Sawn timber ini kemudian diangkut ke bagian pengeringan dengan menggunakan forklift.
2. Pengeringan
Dalam pengolahan kayu proses pengeringan sangat penting dilakukan
untuk :
1. Memperkecil kadar air pada kayu menjadi 11-20%
2. Mencegah serangan jamur dan serangga-serangga penggerek kayu. 3. Menaikkan kekuatan kayu dan agar kayu lebih mudah dikerjakan
untuk proses berikutnya.
PT. Suryamas Lestari Prima melakukan dua jenis pengeringan yaitu pengeringan secara alami di lapangan dan pengeringan dalam tungku-tungku
pengeringan. Pengeringan alami memang lambat dan tergantung udara sekitar yang dipanaskan oleh matahari juga sirkulasi udara di sekeliling dan di sel-sel susunan kayu. Namun pengeringan di lapangan ini sangat perlu karena selain
murah biayanya, penguapan air yang terjadi tidak terlalu cepat sehingga penyusutan yang tiba-tiba dan tidak merata tidak terjadi. Pengringan di lapangan
dilakukan selama ± 3 hari. Kayu-kayu gergajian dari saw mill atau yang langsung dari pemasok disusun sesuai dengan gradenya dan antara kayu dipasang stik agar sirkulasi udara baik. Jadi pekerjaan di lapangan ini selain melakukan bongkar
muat kayu dari truk-truk juga memilih grade dan kemudian menyusunnya. Apabila mutu kayu sudah ada yang tidak sesuai atau rusak yang disebut dengan
mutu afkir (lokal) maka kayu tersebut disusun tersendiri untuk menunggu pelelangan atau penjualan langsung dengan menegosiasikan harganya. Setelah 3 hari kayu kemudian diangkut ke KD dengan forklift untuk pengeringan lebih
lanjut.
Di KD yang jumlahnya 9 buah kamar dengan ukuran tiap kamar ± 80 m3. Proses pengeringan di KD berguna untuk mengurangi kadar air sampai 12%
dimana hasil pengeringan dari lapangan kadar airnya masih sekitar 30%, bahkan ada yang masih 50%. Jumlah air yang dihasilkan pada pengeringan KD
disesuaikan dengan permintaan. Semakin lama kayu dalam KD maka kadar air semakin menurun, namun pengeringan biasanya dilakukan ± 20 hari. Untuk mengukurkadar air digunakan alat ukur jenis tokok atau letak. Alat ukur jenis
tokok bentuknya seperti jarum suntik yang dimasukkan ke dalam kayu sehingga kadar air dapat diketahui. Sedangkan alat ukur jenis letak, cara pemakaiannya
hanya dengan meletakkan alat tersebut di atas kayu dan kadar air langsung dapat diketahui. Hasil pengeringan di KD kemudian diangkut ke bagian pengetaman dan pemotongan dengan menggunakan forklift. Selain mengurangi kadar air, di
KD juga dilakukan pemberian anti rayap.
3. Proses Pembuatan Komponen Solid Door
Untuk produk solid door, meskipun terdapat berbagai tipe namun proses produksinya adalah sama. Hanya saja mungkin pada beberapa tipe produk ada
bagian yang bentuknya tidak lurus (lengkung), yang harus dibentuk dengan suatu mesin potong khusus, yaitu mesin Band Saw. Ukuran panjang, lebar dan tinggi
daun pintu rata-rata 2134 mm, 114 mm, dan 41 mm.
Proses pembuatan komponen solid door ini meliputi : 1. Pembuatan panel.
2. Pembuatan stile, rail, dan mulion
3. Pembuatan rail lengkung.
a. Pembuatan Panel
- Pengetaman awal (Mesin Blanking Planner)
Pengetaman yang dimaksud disini adalah pengetaman kasar, dengan menggunakan mesin blanking planner, untuk menghilangkan permukaan yang kotor dan kasar, karena sisi pengetaman hanya satu, maka satu
batang kayu harus dimasukkan dua kali ke dalam blanking planner. - Pemotongan kasar (Mesin Under Cutter)
Kayu dipotong dengan toleransi tertentu (tidak dalam ukuran sebenarnya), untuk mendapatkan panjang yang diinginkan.
- Pengetaman sisi samping kayu dengan menggunakan alat ketam khusus
yang disebut Srface Planner.
- Pengeleman (Mesin Clamping Press)
Potongan kayu yang telah dipotong lalu diberi perekat (lem) disisinya, kemudian direkatkan serta di press satu dengan yang lain dalam mesin Clamping Press. Biasanya untuk pembuatan panel ini disatukan tiga buah
kayu.
- Pembelahan (Mesin Rip Saw)
Setelah proses di Clamping Press, kayu telah berbentuk lembaran yang kemudian diangkut ke mesin Rip Saw untuk dibelah. Pembelahan yang dimaksud di sini adalah untuk mengurangi ketebalan kayu, sekaligus
meratakan permukaan kayu yang akan dibentuk menjadi panel.
- Pemotongan bersih (Mesin Table Saw)
Pemotongan yang dimaksud di sini adalah pemotongan dalam ukuran yang
sebenarnya, sesuai dengan standard yang telah ditentukan. - Penghalusan permukaan (Mesin Thicknesser)
Setelah dipotong dengan mesin table saw, kayu lalu diketam kembali
sesuai dengan tebal yang diinginkan di mesin thicknesser. Proses pengetaman inin bertujuan untuk lebih menghaluskan permukaan panel.
- Pembentukan Profil (Mesin Single Shapper)
Setelah melalui proses pengetaman, pemotongan maka bahan tersebut sudah berbentuk komponen dengan ukuran-ukuran yang sesuai dengan
ketentuan. Pada bagian pembuatan profil ini panel yang sudah terbentuk dibentuk profil sisi panjang dan sisi pendeknya dengan menggunakan
meisn single sharper.
- Penghalusan sisi (Mesin Panel Sander)
Keempat sisi panel yang dibentuk lalu dihaluskan kembali, sebagai
sentuhan penghalusan akhir sebelum assembly untuk dirakit menjadi solid door.
b. Pembuatan Stile, Rail, dan Mullion
Pembuatan ketiga jenis komponen ini hampir sama. Prosesnya adalah :
- Pengetaman keempat (Mesin Moulder)
Kayu persegi yang telah dikeringkan lalu diketam keempat sisinya dengan menggunakan mesin khusus yaitu moulder. Pada proses ini, bahan juga
diketam sesuai dengan ukuran yang diinginkan. - Pemotongan sesuai ukuran (Mesin Radial Arm Saw)
Untuk mendapatkan ukuran panjang yang diinginkan (sesuai dengan ukuran sebenarnya), kayu yang telah halus dipotong di mesin radial arm saw. Dari mesin ini, stile diangkut ke mesin bor, sedangkan rail dan
mullion dibawa ke mesin double end.
- Pembentukan profil pada kedua ujung rail dan mullion (Mesin Double End)
Proses ini dimaksudkan untuk membuat suatu profil pada kedua ujung rail dan mullion, sebagai pengikat pada saat perakitan. Setelah proses ini, rail
dan mullion diangkut ke mesin bor, untuk diberi lubang. - Pemberian lubang (mesin bor)
Bagian yang akan dilubangi adalah bagian yang dimasukkan dowel (palu kayu), pada saat perakitan. Bagian ini antara lain : stile (pada sisi tempat melekatnya ujung rail) mesin yang digunakan mesin six head borer, rail
yaitu pada kedua ujung dan tengahnya, tempat melekatnya stile dan mullion, mesin yang digunakan yaitu untuk kedua ujungnya mesin double head borer, dan untuk bagian tengahnya mesin Chelsea Borer, mullion
yaitu pada kedua ujungnya tempat melekatnya rail, mesin yang digunakan yaitu mesin double head borer.
- Pembentukan profil sisi panjang (Mesin Single Shapper)
Profil yang akan dibentuk di sini adalah profil negative, yaitu dengan menoreh bagian tengah sisi panjangnya, sebagai tempat melekatnya sisi
panel. Pada stile, top, rail, dan bottom rail yang diperoleh adalah bagian sisi dalamnya. Sedangkan pada mullion, rail yang berada di tengah, yang
ditoreh adalah kedua sisi panjangnya.
c. Rail Lengkung
Khusus untuk pembentukan rail dengan model melengkung (tidak lurus), maka prosesnya harus melalui pengeleman terlebih dahulu, baru dipotong dengan
mesin band saw, untuk membentuk lengkung yang diinginkan. Setelah itu dihaluskan kembali dan diberi profil di mesin single sharper.
4. Perakitan
Pada proses assembling (perakitan) ini dimulai dengan perakitan dowel
pada style dan rail bagian bawah dan dilanjutkan dengan komponen lain, berurut sampai ke bagian atas. Setelah dirakit kemudian daun pintu di press dengan mesin door press table. Selain perakitan dengan dowel ada juga perakitan dengan
mortise namun di PT. Suryamas Lestari Prima lebih banyak menggunakan perakitan dengan dowel.
5. Proses Finishing
Pada prose finishing dilakukan penyisipan atau revisi, pembersihan/
penghalusan dengan menggunakan kertas pasir dan hand sanders. Selanjutnya
adalah pembersihan debu dengan air gun dan pembersihan label sekaligus karton pengaman siku dan terakhir pemberian plastik dan pemanasan plastik sebagai
pembungkus daun pintu. Dan hasil dari bagian finishing ini kemudian dibawa ke bagian pengepakan.
6. Pengepakan
Proses pengepakan dimulai dengan proses pengetatan plastic dengan
menggunakan mesin hot wrapping dan kemudian sebanyak 58 pintu dibundel untuk pesanan dan grade yang sama dengan menggunakan kawat baja. Setelah itu
bundelan tersebut dibawa ke dalam container yang telah disediakan untuk dibawa ke Pelabuhan Belawan dan Kemudian diangkut ke negara-negara yang memesannya.
2.4. Mesin dan Peralatan
PT. Suryamas Lestari Prima menggunakan susunan mesin dan peralatan tipe process layout, dimana mesin dan peralatan yang digunakan disusun berdasarkan pengelompokan proses atau pekerjaan yang sama dalam suatu daerah
kerja (departemen). Jadi semua mesin yang digunakan misalnya untuk proses blangking dan pemotongan diletakkan dan disusun dalam satu departemen yaitu blanking dan pemotongan.
Perawatan pada mesin dilakukan dengan cara sebagai berikut :
1. Perbaikan Langsung
Hal ini dilakukan bila terdapat kerusakan pada saat produksi. Disini pihak
maintenance dari bengkel pabrik langsung memperbaiki mesin tersebut supaya proses produksi dapat berjalan kembali.
2. Pemeliharaan terencana
Pemeliharaan ini meliputi :
- Pemeriksaan, yaitu pemeriksaan terhadap peralatan produksi yang
dilakukan satu kali dalam seminggu, jika ditemui kerusakan maka langsung diperbaiki.
- Pemeliharaan, yaitu membersihkan mesin-mesin setelah selesai beroperasi dari kotoran-kotoran seperti serbuk-serbuk kayu.
- Pelumasan, yaitu member pelumas pada mesin berdasarkan jadwal
pelumasan, cara-cara pelumasan dan jenis minyak pelumas yang sudah ditentukan menurut petunjuk-petunjuk dari mesin dengan tujuan untuk
memelihara komponen-komponen mesin dan mempelancar kerja mesin. - Pemberian minyak solar sebagai pelican supaya bahan baku yang akan
diproses dapat masuk ke mesin dengan lancar. Minyak solar juga
berfungsi sebagai zat pelindung mesin dari peristiwa perkaratan karena bahan baku yang masih basah ataupun lembab dapat menimbulkan
perkaratan terhadap mesin.
- Penjadwalan penggantian suku cadang mesin. Hal ini dilakukan untuk mencegah terjadinya kerusakan yang diakibatkan habisnya masa pakai
suku cadang suatu mesin, karena kerusakan komponen yang satu akan mempengaruhi komponen yang lain.
2.5. Organisasi dan Manajemen
Dalam suatu perusahaan, organisasi dan manajemen mempunyai peranan yang sangat penting dalam mencapai target yang sudah disepakati bersama.
2.5.1. Struktur Organisasi
Dengan adanya organisasi setiap tugas dan kegiatan dapat didistribusikan
secara teratur, efisien, dan efektif sehingga tujuan yang telah ditetapkan dapat dicapai. Dalam hal ini pengorganisasian dari bagian yang berbeda-beda diperlukan struktur organisasi yang dapat mempersatukan sumber daya dengan
cara teratur. Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian atau posisi-posisi
maupun orang-orang yang berada dalam organisasi untuk mencapai tujuan. Dengan struktur organisasi tersebut juga diharapkan dapat diarahkan orang-orang yang berada dalam organisasi tersebut juga diharapkan dapat diarahkan
orang-orang yang berada dalam organisasi tersebut kepada keaadaan sedemikian rupa sehingga mereka dengan baik melaksanakan aktivitas yang mendukung tercapaina
sasaran perusahaan disamping melaksanakan aktivitas masing-masing.
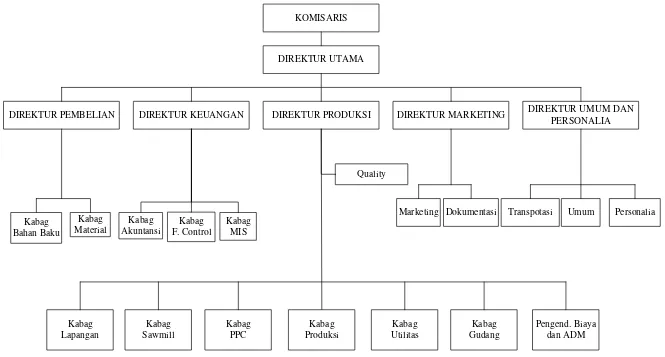
Struktur organisasi PT. Suryamas Lestari Prima berbentuk fungsional, hal ini dapat dilihat dari pengelompokan orang-orang yang mempunyai keahlian dan
pengalaman yang sama pada suatu kelompok tertentu. Seperti orang-orang yang
berpengalaman dibagian produksi akan dikelompokkan dalam bagian produksi, orang yang berpengalaman dalam bidang keuangan akan dikelompokkan dalam
bagian keuangan. Struktur Organisasi PT. Suryamas Lestari prima dapat dilihat pada gambar 2.3.
II-20
KOMISARIS
DIREKTUR UTAMA
DIREKTUR UMUM DAN PERSONALIA DIREKTUR KEUANGAN
DIREKTUR PEMBELIAN DIREKTUR PRODUKSI DIREKTUR MARKETING
[image:46.842.111.776.82.439.2]Personalia Umum Transpotasi Marketing Dokumentasi Kabag MIS Kabag F. Control Kabag Akuntansi Kabag Bahan Baku Kabag Material Quality Kabag Produksi Kabag Utilitas Kabag PPC Kabag Sawmill Kabag Lapangan Kabag Gudang Pengend. Biaya dan ADM
Gambar 2.3. Struktur Organisasi PT. Suryamas Lestari Prima
2.5.2. Pembagian Tugas, Wewenang, dan Tanggungjawab
Tugas, wewenang, dan tanggung jawab dari berbagai jabatan yang
terdapat dalam struktur organisasi dapat dijelaskan sebagai berikut :
1. Komisaris
- Bertugas melakukan pengawasan terhadap segala kebijaksanaan dan tindakan dari setiap direktur.
- Mempunyai wewenang untuk menentukan garis kebijaksanaan umum dari
program kerja perusahaan.
2. Direktur Utama
- Bertugas mengawasi kebijaksanaan dan tindakan setiap direksi yang dibawahinya dan menjalin hubungan kerja yang baik.
- Melaksanakan kontrak-kontrak dengan pihak lur.
- Mempunyai wewenang dalam merencanakan, mengarahkan, menganalisa, dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada
perusahaan.
- Bertanggungjawab atas keberhasilan perusahaan.
3. Direktur Umum dan Personalia
- Bertugas mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada tiap bagian departemen umum.
- Memimpin dan mengawasi semua karyawan yang ada di perusahaan. - Mengatur hal-hal yang berhubungan dengan kemasyarakatan.
- Mengatur hal-hal yang berhubungan dengan transportasi perusahaan.
V-48
4. Kepala Bagian Personalia
- Mengatur hal-hal yang berhubungan dengan pekerjaan karyawan.
- Mengadakan pengangkatan dan pemberhentian karyawan dan menyelesaikan konflik antar sesame karyawan atau antara bawahan
dengan atasan.
- Membantu pimpinan dalam promosi dan mutasi karyawan.
- Melaporkan keadaan personalia perusahaan dan kemudian
mempertanggungjawabkan kepada Direktur Umum.
- Membuat laporan jumlah karyawan ke Departemen Tenaga Kerja.
- Mencatat lowongan kerja serta menetapkan syarat bagi karyawan baru. - Mencetak daftar absensi yang ditunjukkan dalam time recordered card
untuk menentukan jumlah jam kerja biasa dan jam kerja lembur serta
mencatatnya dalam daftar gaji.
5. Kepala Bagian Umum
- Bertugas dalam hubungan kemasyarakatan.
- Melakukan tugas-tugas yang berhubungan dengan keamanan dan kebersihan
- Melakukan hal-hal yang berhubungan dengan keamanan dan kebersihan. - Melakukan hal-hal yang berhubungan dengan instansi terkait.
- Melakukan hal-hal yang berhubungan dengan izin-izin perusahaan. 6. Kepala Bagian Transportasi
- Melakukan tugas-tugas yang berhubungan dengan transportasi seperti
pemakaian transportasi.
V-49
7. Direktur Produksi
- Bertugas mengawasi semua kegiatan yang berlangsung di pabrik baik
kegiatan produksi, pengendalian maupun gudang.
- Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui
kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
- Mempunyai wewenang untuk mengkoordinir dan mengarahkan setiap bagian bawahannya serta menentukan pembagian tugas bagi setiap
bawahannya.
- Merekrut, memberhentikan serta menenmpatkan karyawan sesuai dengan
bakat dan kemauannya berdasarkan tingkat keterampilan dan pengalaman karyawan.
- Bertanggungjawab atas segala hal yang berhubungan dengan produksi,
pemenuhan kebutuhan langganan dalam hal waktu dan mutu produk.
- Berwenang memberikan saran-saran kepada direktur utama untuk
peningkatan produksi. 8. Kepala Bagian Sawmill
- Mengawasi serta mengevaluasi pelaksanaan serta hasil kerja dibagian
sawmill.
- Mengatur dan mengawasi bahan baku yang masuk dari bagian material.
- Mengkoordinir tugas-tugas yang terdapat di lapangan di seksi Sawmill.
V-50
9. Kepala Bagian Lapangan
- Mengawasi pelaksanaan tugas pada bagian KD.
- Mengangkut bahan baku untuk dikeringkan di ruang KD sehingga kadar airnya sudah memenuhi standard (moisturize containing = 12%)
- Memberikan hasil pengeringan pada bagian produksi. - Memberikan laporan stock lapangan
- Melakukan grading kayu yang masuk dan menganalisa hasilnya.
- Melakukan penyusunan bahan dan perawatan lokasi.
10.Kepala Bagian Produksi
- Mengawasi semua jalannya proses yang berhubungan dengan kegiatan produksi.
11.Kepala Bagian PPC
- Melakukan Penjadwalan
- Membuat laporan produksi dan analisa kebutuhan bahan.
- Melakukan pemeriksaan terhadap persediaan bahan baku, bahan setengah jadi, dan produksi.
- Melakukan pemesanan terhadap bahan penolong dan tambahan serta
bahan untuk sawmill.
- Membuat proyeksi biaya produksi.
12.Kepala Bagian Utilitas
- Bertanggungjawab terhadap sarana kantor dan sarana pabrik.
V-51
13.Kepala Bagian Gedung
- Menyeleksi jumlah orderan sesuai dengan jumlah yang ada pada surat
perintah produksi.
- Membuat bundelan daun pintu agar muat di container.
14.Quality Control (QC)
- Memeriksa proses pengerjaan daun pintu.
- Memeriksa proses mutu (grade) setiap pintu dan bahan baku.
15.Pengendalian Biaya dan Administrasi
- Melakukan analisa biaya, rendemen, dan administrasi produksi
16.Direktur Pembelian
- Mencari calon penjual material yang diperlukan apabila kabag menyatakan untuk membeli suatu material tertentu.
- Melakukan analisa harga.
- Melakukan negosiasi harga material
17.Kepala Bagian Material
- Memeriksa persediaan material sehingga apabila diperlukan selalu tersedia dan apabila reorder level tercapai maka segera dilaporkan kepada kabag
material.
- Mencatat jumlah persediaan material yang masuk dan yang keluar.
18.Kepala bagian Material
- Bertanggungjawab atas kebutuhan material (bahan-bahan keperluan dalam proses produksi)
- Membuat surat izin untuk pemasukan bahan baku.
V-52
19.Direktur Keuangan
- Bertugas merencanakan annual budget (anggaran tahunan) dan penyaluran
dan (Cash Flow Forecasting).
- Mempunyai wewenang dalam mengawasi penggunaan dana, barang dan
peralatan pada masing-masing departemen dalam perusahaan.
- Bertanggungjawab atas semua hal yang berhubungan dengan administrasi dan keuangan perusahaan.
20.Kepala Bagian Akuntansi
- Bertugas membantu direktur keuangan dalam hal kegiatan administrasi
dan keuangan.
- Mengkoordinir seksi pembukuan dan kasir.
21.Kepala Bagian F. Controller
- Bertugas mengenai asuransi, bank, pajak, bapeksta dan aliran uang perusahaan.
- Mengontrol pembayaran. 22.Kepala bagian MIS
- Menetapkan budget tahunan, laporan manajemen.
- Pengawasan budget.
- Memahami system perusahaan dan melakukan monitoring terhadapnya.
23.Direktur Marketing
- Bertugas untuk melakukan analisis padar, meneliti persaingan dan kemungkinan perubahan permintaan dan pengaturan distribusi produksi.
V-53
- Mengidentifikasi kebutuhan konsumen dan tingkat persaingan sehingga dapat ditentukan rencana volume penjualan.
- Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, pendistribusian dan
promosi.
- Bertanggungjawab atas segala yang berhubungan dengan pemasaran produk dalam perusahan sampai kepada konsumen.
24.Kepala Bidang Marketing.
- Melakukan korespondensi dengan konsumen.
- Negosiasi harga dan menangani masalah kontrak. 25.Kepala Bagian Dokumentasi
- Mempersiapkan dokumen untuk negosiasi, beacukai, letter or credit,
stuffing, dan lain lain.
- Mempersiapkan dokumen pelayaran dan lain-lain.
2.5.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja PT. Suryamas Lestari Prima pada akhir tahun 2000
sebanyak 865 orang yang berupa tenaga kerja tetap dan karyawan lepas. Tenaga kerja tetap terdiri dari staf dan operator. Sedangkan karyawan lepas ini digunakan
pada waktu penyelesaian suatu proyek sesuai dengan kontrak. Jika proyek sudah selesai maka ia tidak lagi bekerja dengan perusahaan itu kecuali ada kontrak baru.
V-54
Jam kerja di PT. Suryamas Lestari Prima mulai hari senin sampai hari Jumat adalah 8 jam kerja sedangkan sabtu 6 jam kerja, dan untuk satuan
keamanan atau satpam yaitu 12 jam sehari.
` Penjadwalan jam kerja untuk tenaga kerja setiap hari adalah sebagai
berikut :
1. Karyawan kantor (Tenaga Kerja Tidak Langsung)
Karyawan kantor ini mulai bekerja pukul 09.00 sampai pukul 17.00 WIB.
Waktu istirahat pukul 12.00 – 13.00, kecualli pada hari Jumat istirahat pukul 12.00 – 13.30.
2. Karyawan Bagian Produksi bekerja Shift I : Kerja : 08.00 – 12.00
Istirahat : 12.00 – 13.00
Kerja :13.00 – 16.00 Shift II : Kerja : 16.00 – 20.00
Istirahat : 20.00 – 21.00 Kerja : 21.00 – 24.00
Kerja antara pukul 24.00 – 08.00 atau pada hari libur adalah merupakan
kerja lembur. Dalam hal ini perusahaan cenderung menambah jumlah tenaga kerja borongan.
2.5.4. Sistem Pengupahan, Fasilitas dan Jaminan Karyawan
Sistem pengupahan di PT. Suryamas Lestari Prima diatur berdasarkan
status karyawan, yakni karyawan harian, bulanan, dan borongan. Karyawan harian
V-55
adalah sebagian dari tenaga kerja langsung sedangkan karyawan bulanan adalah tenaga kerja tidak langsung dan tenaga kerja langsung yang berprestasi baik
(memepunyai keahlian khusus) serta supervisor. Tenaga kerja borongan adalah tenaga kerja langsung pada bagian sawmill, sebagian pada bagian packing dan
sebagian pada bagian laminating.
Pengupahan pada perusahaan terdiri atas : 1. Upah pokok
2. Tunjangan jabatan
3. Tunjangan transport, makanm premi dan lain-lain.
Penempatan upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi, kerja, dan sebagian dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggungjawab karyawan masing-masing. Bagi karyawan yang
melakukan kerja lembur dan mendapatkan tambahan yang dihitung berdasarkan tarif lembur (TUL).
Disamping upah pokok yang diterima karyawan, perusahaan memberikan jaminan social dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru
Bagi karyawan yang sudah bekerja di perisahaan selama 12 bulan atau lebih
besarnya minimal sesuai dengan kebijaksanaan perusahaan. Adapun pembayaran yang dilakukan selambat-lambatnya 2 minggu sebelum hari raya masing-masing tiba.
b. Biaya pengobatan yang bersifat insidential.
V-56
c. Pertanggung kecelakaan kerja. d. Tunjangan kemalangan, dan lain-lain
Apabila karyawan sakit dan dapat dibuktikan dengan surat keterangan dokter, maka upahnya akan dibayar. Bila sakit dalam jangka waktu yang lama
yang dapat dibuktikan dengan surat dokter yang ditentukan oleh perusahaan, maka upahnya dibayar sesuai dengan ketentuan sebagai berikut :
1. Tiga bulan pertama dibayar sebesar 100%
2. Tiga bulan kedua dibayar 75%
3. Tiga bulan ketiga dibayar sebesar 50%
4. Tiga bulan keempat dibayar sebesar 25%
Dan apabila setelah lewat 12 bulan ternyata karyawan yang bersangkutan belum mampu untuk bekerja kembali, maka perusahaan dapat memutuskan
hubungan kerja dan dilaksanakan sesuai dengan prosedur UU No. 12/1964.
Usaha-usaha lain yang dilakukan PT. Suryamas Lestari Prima untuk
meningkatkan kesejahteraan karyawannya seperti : Jaminan Sosial Tenaga Kerja (JAMSOSTEK) dan cuti.
V-57
BAB III
LANDASAN TEORI
3.1. Metode Pengendalian Kualitas
Pengendalian merupakan “Control can mean an evaluation to indicate
needed corrective responses,the act guiding, or the state of process in which the variability is attributeto a constant system of chance causes” (Vincent Gasperz,2005). Jadi pengendalian dapat diartikan sebagai kegiatan yang
dilakukan untuk memantau aktivitas dan memastikan kinerja sebenarnya yang dilakukan telah sesuai dengan yang direncanakan.
Tujuan dari pengendalian kualitas (Sofjan, Assauri, 1998) adalah:
1. Agar barang hasil produksi dapat mencapai standar kualitas yang telah ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin. 4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan
bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah
mungkin.
Pengendalian kualitas secara statistik dengan menggunakan SPC (Statistical Process Control) dan SQC (Statistical Quality Control), mempunyai 7
V-58
(tujuh) alat statistik utama yang dapat digunakan sebagai alat bantu untuk mengendalikan kualitas yaitu stratifikasi, checksheet, histogram, diagram pareto,
scatterdiagram, control chart,dan diagram sebab akibat (Heizer, Render. Manajemen Operasi, 2006).
1. Pengelompokan Data (Stratifikasi)
Stratifikasi merupakan usaha pengelompokan data ke dalam
kelompok-kelompok yang mempunyai karakteristik yang sama. Kegunaan stratifikasi adalah untuk mengetahui/melihat secara lebih terperinci pengelompokkan faktor-faktor
yang akan mempengaruhi karakteristik mutu. Di dalam pengendalian kualitas, stratifikasi ditujukan untuk:
a. Mencari faktor-faktor penyebab utama kualitas secara mudah.
b. Membantu pembuatan scatter diagram.
c. Mempelajari secara menyeluruh masalah yang dihadapi.
Stratifikasi di dalam pengendalian kualitas secara umum dapat dilakukan dengan berdasarkan 2 aspek pokok yaitu:
1. Berdasarkan sumber.
2. Berdasarkan hasil.
Pemilihan dasar stratifikasi ini dilakukan dengan melihat tujuan dari
pemecahan masalah dan ketelitian yang diinginkan. Stratifikasi berdasarkan sumber dilakukan apabila diduga faktor penyebab utama dari perbedaan kualitas adalah sumber sedangkan stratifikasi berdasarkan hasil dilakukan bila ingin dilihat
perbedaan karakteristik dari hasil.
V-59
2. Lembar Pemeriksaan (Check Sheet )
Check Sheet atau lembar pemeriksaan merupakan alat pengumpul
danpenganalisis data yang disajikan dalam bentuk tabel yang berisi data jumlahbarang yang diproduksi dan jenis ketidaksesuaian beserta dengan jumlah
yangdihasilkannya.
Tujuan digunakannya check sheet ini adalah untuk mempermudah prosespengumpulan data dan analisis, serta untuk mengetahui area
permasalahanberdasarkan frekuensi dari jenis atau penyebab dan mengambil keputusan untukmelakukan perbaikan atau tidak. Pelaksanaannya dilakukan
dengan cara mencatat frekuensi munculnya karakteristik suatu produk yang berkenaan dengan kualitasnya. Data tersebut digunakan sebagai dasar untuk mengadakan analisis masalah kualitas.
Adapun manfaat dipergunakannya check sheet yaitu sebagai alat untuk: 1. Mempermudah pengumpulan data terutama untuk mengetahui bagaimana
suatu masalah terjadi.
2. Mengumpulkan data tentang jenis masalah yang sedang terjadi.
3. Menyusun data secara otomatis sehingga lebih mudah untuk dikumpulkan.
4. Memisahkan antara opini dan fakta.
V-60
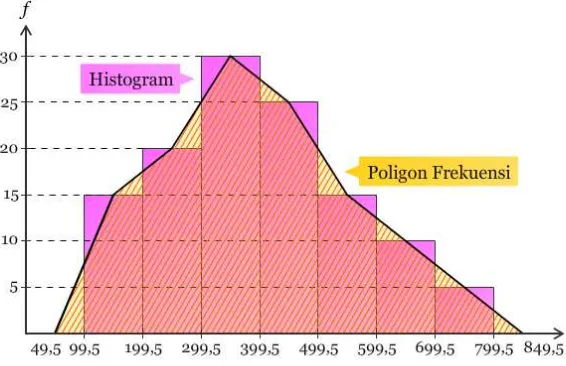
3. Histogram
Histogram adalah suatu alat yang membantu untuk menentukan
variasidalam proses. Berbentuk diagram batang yang menunjukkan tabulasi dari datayang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal
sebagaidistribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari datayang dibagi-bagi menjadi kelas-kelas. Histogram dapat berbentuk normal atauberbentuk seperti lonceng yang menunjukkan bahwa banyak data yang
terdapatpada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetrismenunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya
tetapikebanyakan datanya berada pada batas atas atau bawah. Manfaat histogram adalah:
1. Memberikan gambaran populasi.
2. Memperlihatkan variabel dalam susunan data. 3. Mengembangkan pengelompokkan yang logis.
[image:60.595.181.464.541.724.2]4. Pola-pola variasi mengungkapkan fakta-fakta produk tentang proses.
Gambar 3.1. Contoh Histogram
V-61
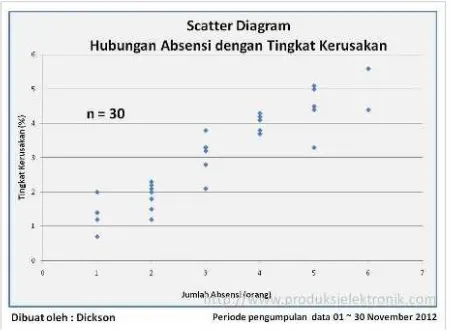
4. Diagram Sebar (Scatter Diagram)
Scatter diagram atau disebut juga dengan peta korelasi adalah grafik
yangmenampilkan hubungan antara dua variabel apakah hubungan antara dua variabeltersebut kuat atau tidak yaitu antara faktor proses yang mempengaruhi
prosesdengan kualitas produk. Pada dasarnya diagram sebar merupakan suatu alatinterpretasi data yang digunakan untuk menguji bagaimana kuatnya hubunganantara dua variabel dan menentukan jenis hubungan dari dua variabel
tersebut,apakah positif, negatif, atau tidak ada hubungan. Dua variabel yang ditunjukkandalam diagram sebar dapat berupa karakteristik kuat dan faktor
[image:61.595.221.446.394.559.2]yangmempengaruhinya.
Gambar 3.2. Contoh Scatter Diagram
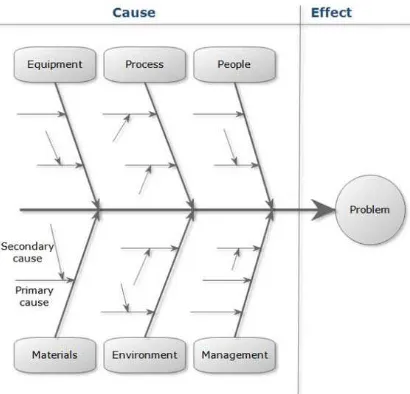
5. Diagram Sebab-akibat (Cause and Effect Diagram)
Diagram ini disebut juga diagram tulang ikan (fishbone chart) dan bergunauntuk memperlihatkan faktor-faktor utama yang berpengaruh pada kualitas danmempunyai akibat pada masalah yang kita pelajari. Selain itu kita
juga dapat melihat faktor-faktor yang lebih terperinci yang berpengaruh dan
V-62
mempunyai akibat pada faktor utama tersebut yang dapat kita lihat dari panah-panah yang berbentuk tulang ikan pada diagram fishbone tersebut.Diagram sebab
akibat ini pertama kali dikembangkan pada tahun 1950 oleh seorang pakar kualitas dari Jepang yaitu Dr. Kaoru Ishikawa yang menggunakan uraian grafis
dari unsur-unsur proses untuk menganalisa sumber-sumber potensial dari penyimpangan proses.
Faktor-faktor penyebab utama ini dapat dikelompokkan dalam:
1. Material (bahan baku) 2. Machine (mesin)
3. Man (tenaga kerja) 4. Method (metode)
5. Environment (lingkungan)
Adapun kegunaan dari diagram sebab akibat adalah: 1. Membantu mengidentifikasi akar penyebab masalah.
2. Menganalisa kondisi yang sebenarnya yang bertujuan untuk memperbaiki peningkatan kualitas.
6. Membantu membangkitkan ide-ide untuk solusi suatu masalah.
7. Membantu dalam pencarian fakta lebih lanjut.
8. Mengurangi kondisi-kondisi yang menyebabkan ketidaksesuaian produk
dengan keluhan konsumen.
9. Menentukan standarisasi dari operasi yang sedang berjalan atau yang akan dilaksanakan.
10.Sarana pengambilan keputusan dalam menentukan pelatihan tenaga kerja.
V-63
11.Merencanakan tindakan perbaikan.
Langkah-langkah dalam membuat diagram sebab akibat adalah sebagai
berikut:
1. Mengidentifikasi masalah utama.
2. Menempatkan masalah utama tersebut di sebelah kanan diagram.
3. Mengidentifikasi penyebab minor dan meletakannya pada diagram utama. 4. Mengidentifikasi penyebab minor dan meletakannya pada penyebab mayor.
[image:63.595.224.429.365.562.2]5. Diagram telah selesai, kemudian dilakukan evaluasi untuk menentukan penyebab sesungguhnya.
Gambar 3.3. Contoh Diagram Sebab Akibat
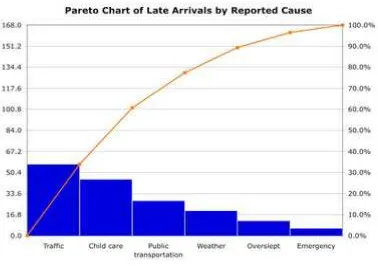
6. Diagram Pareto (Pareto Analysis)
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto
dandigunakan pertama kali oleh Joseph Juran. Diagram pareto adalah grafik balokdan grafik baris yang menggambarkan perbandingan masing-masing jenis
V-64
dataterhadap keseluruhan. Dengan memakai diagram Pareto, dapat terlihat masalahmana yang dominan sehingga dapat mengetahui prioritas penyelesaian
masalah.Fungsi diagram pareto adalah untuk mengidentifikasi atau menyeleksi masalahutama untuk peningkatan kualitas dari yang paling besar ke yang paling
kecil.
Kegunaan diagram pareto adalah: 1. Menunjukkan masalah utama.
2. Menyatakan perbandingan masing-masing persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan setelah tindakan perbaikan pada daerah yang
terbatas.
4. Menunjukkan perbandingan masing-masing persoalan sebelum dan setelah perbaikan.
Diagram Pareto digunakan untuk mengidentifikasikan beberapa permasalahan yang penting, untuk mencari cacat yang terbesar dan yang paling
berpengaruh. Pencarian cacat terbesar atau cacat yang paling berpengaruh dapat berguna untuk mencari beberapa wakil dari cacat yang teridentifikasi, kemudian dapat digunakan untuk membuat diagram sebab akibat. Hal ini perlu untuk
dilakukan mengingat sangat sulit untuk mencari penyebab dari semua cacat yang teridentifikasi. Apabila semu