ANALISIS PENGENDALIAN KUALITAS PADA PRODUKSI TEMPE MENGGUNAKAN METODE SIX SIGMA DENGAN PERBAIKAN KAIZEN
(STUDI PADA KERIPIK TEMPE SITI ZUBAEDAH) Dandi Ariyanto
Fakultas Ekonomi dan Bisnis, Universitas Brawijaya [email protected]
Pembimbing:
Ainur Rofiq ABSTRACT
Tempe Chips Siti Zubaedah is one of the producers of tempe chips in Sukoharjo Regency which seeks to maintain the availability of tempe chips to meet the agent’s demand. This availability is influenced by the process of making tempe. However, in making tempeh, it often suffers from cacats, therefore quality control is necessary to minimize cacats. The purpose of this study is to analyze the production quality system, find the causes of product cacats and determine the proposed quality control of tempeh production. This study can be uses as a consideration in making quality control decisions. This study uses the six sigma method to measure the value of DPMO, sigma level and process capability. The DMAIC step is limited to the improvement phase and the kaizen concept (Five M-Checklist) is used. Based on research, the quality system is carried out by making tempe independently, using soybeans without skin and blankets. The causes of demage to tempeh are high water content, loose packanging, unstable temperature, excess yeast, unsanitary envirenment and poor lighting that has the potential for contamination. Suggestions for improvemnet are providing hygine awareness, implementing SOPs, training, supervision, adding temperature controller and lighting.
Keywords : Defect, Proposal, Five M-Checklist, DMAIC (Define, Measure, Analyze, Improve, Control)
ABSTRAK
Keripik Tempe Siti Zubaedah merupakan salah satu produsen keripik tempe di Kabupaten Sukoharjo yang berupaya menjaga ketersediaan keripik tempe untuk memenuhi permintaan agen. Ketersediaan ini dipengaruhi oleh proses produksi tempe. Namun dalam produksi tempe seringkali mengalami cacat, oleh karena itu diperlukan pengendalian kualitas untuk meminimalkan cacat. Tujuan dari penelitian ini adalah untuk menganalisis sistem kualitas produksi, menemukan penyebab cacat produk dan menentukan usulan pengendalian kualitas produksi tempe. Penelitiaan ini dapat dimanfaatkan sebagai pertimbangan pengambilan keputusan pengendalian kualitas. Penelitian ini menggunakan metode six sigma untuk mengukur nilai DPMO, level sigma dan kapabilitas proses. Langkah DMAIC terbatas pada fase perbaikan dan konsep kaizen (Five M-Checklist) digunakan. Berdasarkan penelitian, sistem kualitas dilakukan dengan membuat tempe secara mandiri, menggunakan kedelai tanpa kulit dan selimut. Penyebab kerusakan tempe antara lain kadar air yang tinggi, kemasan yang
longgar, suhu yang tidak stabil, ragi yang berlebih, lingkungan yang tidak sehat dan pencahayaan yang kurang baik sehingga berpotensi terjadinya kontaminasi. Saran perbaikan adalah memberikan kesadaran kebersihan, penerapan SOP, pelatihan, pengawasan, penambahan pengontrol suhu dan pencahayaan.
Kata Kunci : Kecacatan, Usulan, Five M-Checklist, DMAIC (Define, Measure, Analyze, Improve, Control).
1. Pendahuluan
Tempe merupakan produk makanan yang sering ditemui di Indonesia. Rata-rata konsumsi tempe ditingkat nasional saat ini adalah 8,4 kg per kapita per tahun (Astawan dkk, 2017). Tempe secara umum dikonsumsi oleh masyarakat Indonesia sebagai makanan pendamping. Tempe dikembangkan oleh masyarakat menjadi berbagai makanan ringan atau camilan, salah satunya adalah keripik tempe.
Keripik Tempe Siti Zubaedah merupakan salah satu UKM di Kabupaten Sukoharjo yang bergerak dibidang pembuatan tempe menjadi keripik tempe. Penjualan keripik tempe saat ini mengalami penurunan karena jumlah pesaing produsen keripik tempe yang banyak. Keripik Tempe Siti Zubaedah melakukan upaya dengan
memperbanyak persediaan keripik tempe. Saat ini ketersediaan keripik tempe dilakukan dengan tidak tepat karena terdapat tempe yang rusak sehingga tidak dapat dibuat keripik tempe. Spesifikasi tempe yang baik adalah tempe yang padat, berwarna putih dan bersih.
Berdasarkan permasalahan yang ada di Keripik Tempe Siti Zubaedah maka pengendalian kualitas dapat dilakukan pada produksi tempe.
Melalui pengendalian kualitas perusahaan dapat meningkatkan efektifitas pengendalian dalam mencegah terjadinya produk cacat (cacat prevention), sehingga dapat menekan terjadinya pemborosan dari segi material maupun tenaga kerja (Sunardi dan Suprianto, 2015).
Pencegahan terjadinya kerusakan tempe melalui pengendalian kualitas
dapat dipecahkan dengan metode six sigma dengan perbaikan kaizen. Six sigma digunakan untuk mengetahui jenis cacat pada proses produksi tempe, faktor penyebab kecacatan dan kaizen digunakan untuk memberi usulan perbaikan sehingga kebutuhan bahan baku tempe sesuai spesifikasi untuk produksi keripik tempe dapat terpenuhi.
2. Landasan Teori
TOTAL QUALITY MANAGEMENT (TQM)
TQM adalah suatu pendekatan dalam menjalankan usaha untuk meminimalkan daya saing organisasi melalui perbaikan terus menerus pada produk, jasa, manusia, proses dan lingkunganya (Nasution, 2005). TQM dalam penerapanya memiliki beberapa dimensi yang mencakup (Tjiptono dan Diana, 2003): (1) fokus pada pelanggan, (2) obsesi pada kualitas, (3) pendekatan ilmiah, (4) komitmen jangka panjang, (5) kerjasama tim, (6) perbaikan berkesinambungan, (7) pendidikan dan pelatihan, (8) kebebasan terkendali, (9) kesatuan
tujuan, (10) adanya keterlibatan dan pemberdayaan pekerja.
SIX SIGMA
Six sigma merupakan sebuah metode yang digunakan untuk memperbaiki suatu proses dengan memfokuskan pada kegiatan untuk memperkecil variasi proses yang terjadi sekaligus mengurangi cacat produksi dengan menggunakan analisis statistik (Didiharyono dkk, 2018). Secara umum, terdapat lima tahap yaitu DMAIC (Define, Measure, Analyze, Improve, Control) sebagai proses peningkatan secara terus menerus untuk mencapai six sigma.
KAIZEN
Kaizen berarti penyempurnaan berkesinambungan yang melibatkan setiap orang baik manajer maupun pekerja (Imai, 1996). Five M-Checklist merupakan salah satu alat implementasi konsep Kaizen. Five M-Checklist berfokus pada lima kunci yang terlihat dalam setiap proses, yaitu: Man (operator atau orang), Machine (mesin), Material (material atau bahan baku), Methods (metode) dan Milieu (lingkungan) (Sucipto dkk, 2017).
3. Metode
JENIS PENELITIAN
Penelitian deskriptif sebagai suatu prosedur pemecahan masalah yang diselidiki dengan menggambarkan keadaan objek penelitian pada saat sekarang (Nawawi dan Martini, 1994).
Objek yang dimaksud dalam penelitian ini adalah pengendalian kualitas dalam proses produksi tempe. Pendekatan yang digunakan adalah kuantitatif.
Pendekatan kuantitatif ialah pendekatan yang di dalam usulan penelitian, proses, hipotesis, turun ke lapangan, analisis data dan kesimpulan data sampai dengan penulisanya mempregunakan aspek pengukuran, perhitungan, rumus dan kepastian data numerik (Musianto, 2002).
LOKASI DAN PERIODE PENELITIAN
Penelitian ini dilaksanakan di Kripik Tempe Zubaedah yang beralamatkan di Jlumbang RT 02/RW 05, Ngreco, Weru, Sukoharjo.
Penelitian ini dilaksanakan pada 22 Maret sampai 21 September 2021.
SUMBER DATA
Sumber data yang digunakan pada penelitian ini adalah data primer.
Adapun data primer yang dikumpulkan pada penelitian ini, yaitu proses produksi tempe, sistem kualitas produksi tempe, jumlah produksi, jumlah cacat dan jenis cacat.
METODE PENGUMPULAN DATA Pengumpulan data dilakukan dengan cara wawancara, observasi dan dokumentasi. Wawancara dilakukan kepada pemilik usaha dan karyawan.
Observasi dilakukan dengan meninjau proses produksi tempe. Dokumentasi dilakukan dengan mengumpulkan arsip berupa trankip wawancara, rekaman dan foto.
METODE ANALISIS DATA Define
Tahap ini dilakukan dengan cara melakukan observasi dan wawancara kepada pihak terkait sebagai langkah pengumpulan informasi permasalahan yang dialami oleh perusahaan. Analisis dilakukan pada tahap define yaitu proses produksi yang sering terjadi cacat, jenis cacat,
dan penentuan CTQ (Critical to Quality).
Measure
Melakukan uji normalitas data Shapiro Wilk dengan bantuan software SPSS. Analisis diagram kontrol (p chart) untuk mengendalikan produk cacat dari hasil produksi tempe.
Perhitungan nilai DPMO dan dikonversikan ke nilai sigma berdasarkan konsep Motorola oleh Vincent Gaspersz. Perhitungan nilai kapabilitas proses ntuk mengetahui kemampuan proses dalam menghasilkan produk sesuai spesifikasi.
Analyze
Tahap analyze digunakan untuk mengetahui penyebab dari cacat.
Produksi diagram sebab akibat dan produksi Failure Mode and Effect Analysis (FMEA) dilakukan pada tahap analyze.
Improve
Tahap ini dilakukan perbaikan dengan pemberian usulan atau rekomendasi terhadap masalah yang sedang dialami. Perbaikan berdasarkan alat implementasi Kaizen yaitu Five M
Checklist yang berfokus terhadap lima faktor yaitu manusia (Man), bahan baku (Material), metode (Method), mesin (Machine), dan lingkungan (Milieu).
4. Hasil
PENGENDALIAN KUALITAS PRODUKSI TEMPE
Tempe yang digunakan sebagai bahan baku produksi keripik tempe berasal dari produksi secara mandiri atau internal. Produksi tempe dilakukan sebagai upaya tempe yang dihasilkan berwarna putih dan mempersingkat waktu tunggu untuk dilakukan proses pemotongan tempe. Kedelai tanpa kulit digunakan sebagai upaya tempe yang dihasilkan tetap bersih dan efisien waktu dalam produksiya.
Pengawasan dilakukan pada proses pembuatan tempe untuk tempe tetap bersih dan terhindar kontaminasi minyak dan garam. Kepadatan tempe dipengaruhi temperatur saat fermentasi berlangsung. Tempe lembek dilakukan penyelimutan atau pengkrodongan agar mendapat temperatur panas sehingga kepadatan tempe dapat terbantu.
Sedangkan tempe dengan temperatur
panas berlebih dilakukan pengeluaran tempe di luar ruangan agar temperatur panas pada tempe dapat terlepas sehingga biji tempe berwarna coklat dapat dihindari.
PENGOLAHAN DATA METODE
SIX SIGMA DENGAN
PERBAIKAN KAIZEN Define
Berdasarkan pengamatan awal dan wawancara bersama pemilik usaha dapat diketahui bahwa letak masalah utama terjadi di proses produksi tempe.
Hasil infomasi yang didapat dari wawancara dengan pemilik usaha, pekerja bagian produksi tempe dan pekerja bagian pemotongan serta hasil pengamatan langsung dapat diketahui jenis cacat yang terjadi pada proses produksi tempe adalah tempe yang lembek/kurang padat, biji kedelai berwarna coklat, dan tempe yang kotor.
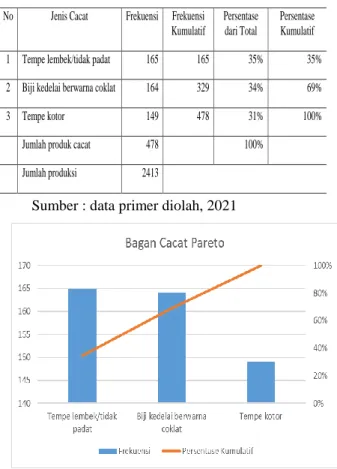
Tabel Hasil Cacat Tempe
Sumber : data primer diolah, 2021
Sumber : data primer diolah, 2021
Berdasarkan hasil masing- masing jenis cacat tersebut menunjukkan bahwa secara persentse kumulatif jenis cacat yang mencapai 80% disebabkan oleh tempe lembek atau tidak padat, biji kedelai berwarna coklat dan tempe kotor. Persentase menunjukkan semua jenis cacat yang ditentukan sebagai CTQ mendapat prioritas perbaikan.
No Jenis Cacat Frekuensi Frekuensi Kumulatif
Persentase dari Total
Persentase Kumulatif
1 Tempe lembek/tidak padat 165 165 35% 35%
2 Biji kedelai berwarna coklat 164 329 34% 69%
3 Tempe kotor 149 478 31% 100%
Jumlah produk cacat 478 100%
Jumlah produksi 2413
Measure
Hasil uji normalitas data berdistribusi normal. Nilai Sig. yang diperoleh tempe lembek sebesar 0,214, biji kedelai coklat sebesar 0,099, tempe kotor sebesar 0,051 dan jumlah cacat sebesar 0,71, artinya masing-masing memiliki nilai Sig. lebih besar daripada 0,05 atau berdistribusi normal.
Hasil Peta kendali p menunjukkan tidak ada data yang melebihi batas kendali statistik atau proses stabil dengan CL sebesar 0,198, UCL sebesar 0,332 dan LCL sebesar 0,064.
Sumber : data primer diolah, 2021
Seberapa baik suatu proses produksi berjalan dapat diukur dengan DPMO dan level sigma. Perhitungan DPMO dilakukan terlebih dahulu agar selanjutnya bisa dilakukan konversi ke tabel sigma.
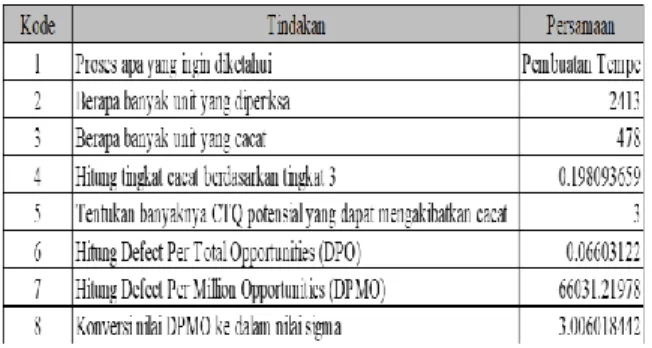
Tabel Hasil Nilai DPMO dan Level Sigma
Sumber : data primer diolah, 2021
Hasil perhitungan DPMO diperoleh nilai sebesar 66.031 dan nilai sigma sebesar 3,00. Nilai sigma yang dicapai sebesar 3,00 menunjukkan proses produksi tempe cukup baik karena level sigma berada di rata-rata
industri Indonesia.
Pengukuran kapabilitas proses dilakukan dengan cara menghitung
%final yield dan indeks Cp.
Perhitungan dengan %final yield dan Cp dapat dilihat sebagai berikut:
𝑓𝑖𝑛𝑎𝑙 𝑦𝑖𝑒𝑙𝑑 = 100% − ( 𝑗𝑢𝑚𝑙𝑎ℎ 𝑐𝑎𝑐𝑎𝑡
𝑗𝑢𝑚𝑙𝑎ℎ 𝑖𝑛𝑠𝑝𝑒𝑘𝑠𝑖× 100%)
= 100% − (478
2413× 100%) = 100% − 19,81%
= 80,19%
𝐶𝑝 =𝑙𝑒𝑣𝑒𝑙 𝑠𝑖𝑔𝑚𝑎 3 =3,00
3 = 1,00
Perhitungan final yield menghasilkan nilai sebesar 80,19%
artinya kemampuan proses produksi tempe sebesar 80,19% dan produk cacat sebesar 19,81%. Nilai final yield yang telah dicapai menunjukkan bahwa final yield produksi tempe berada pada posisi baik berdasarkan standar final yield Indonesia. Perhitungan Cp menghasilkan nilai 1,00 yang menunjukkan kapabilitas proses produksi tempe dapat dikatakan baik.
Analyze
Analisis diagram sebab akibat dilakukan pada jenis cacat tempe lembek, warna biji kedelai coklat, dan tempe kotor. Jenis cacat tempe lembek/tidak padat disebabkan oleh beberapa faktor seperti man, method, material, dan miliu/environment.
Faktor man disebabkan karena kelelahan, kurang disiplin dan kurang teliti. Faktor method disebabkan karena kedelai masih basah dan pengemasan kurang padat. Faktor material disebabkan karena lubang kemasan tidak merata. Faktor miliu/environment disebabkan karena kontaminasi minyak, bau wewangian dan garam.
Hasil Diagram Sebab Akibat Tempe Lembek
Sumber : data primer diolah, 2021
Jenis cacat warna biji kedelai coklat disebabkan oleh beberapa faktor utama seperti man, method, material, dan miliu/environment.
Faktor man disebabkan karena kurang ahli. Faktor method disebabkan karena pemberian banyak ragi. Faktor material disebabkan karena lubang kemasan tidak merata. Faktor miliu disebabkan ruangan panas.
Hasil Diagram Sebab Akibat Warna Biji Kedelai Coklat
Sumber : data primer diolah, 2021
Hasil Diagram Sebab Akibat Tempe Kotor
Sumber : data primer diolah, 2021
Faktor penyebab tempe kotor yaitu faktor man, method, miliu/envirenment, machine. Faktor man disebabkan kurang teliti. Faktor method pencucian kurang bersih.
Faktor miliu disebabkan karena ruangan kurang pencahayaan dan lantai berdebu. Faktor machine disebabkan karena mesin penggiling kurang terawat.
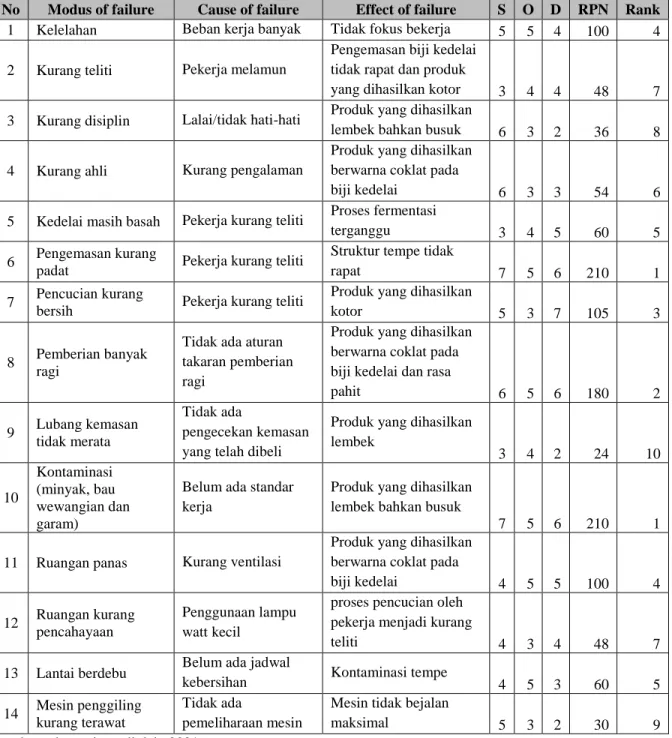
Hasil analisis FMEA menunjukkan bahwa terdapat 14 penyebab cacat pada produksi tempe.
Prioritas perbaikan dapat diketahui perusahaan dengan melihat nilai RPN tertinggi dicapai oleh penyebab cacat.
Berdasarkan hasil FMEA penyebab kegagalan yang perlu diprioritaskan untuk diperbaiki yaitu pengemasan kurang padat dan kontaminasi (minyak, bau wewangian dan garam), pemberian banyak ragi dan pencucian kurang bersih.
Tabel Hasil FMEA
Sumber : data primer diolah, 2021
No Modus of failure Cause of failure Effect of failure S O D RPN Rank 1 Kelelahan Beban kerja banyak Tidak fokus bekerja 5 5 4 100 4
2 Kurang teliti Pekerja melamun
Pengemasan biji kedelai tidak rapat dan produk
yang dihasilkan kotor 3 4 4 48 7 3 Kurang disiplin Lalai/tidak hati-hati Produk yang dihasilkan
lembek bahkan busuk 6 3 2 36 8
4 Kurang ahli Kurang pengalaman
Produk yang dihasilkan berwarna coklat pada
biji kedelai 6 3 3 54 6
5 Kedelai masih basah Pekerja kurang teliti Proses fermentasi
terganggu 3 4 5 60 5
6 Pengemasan kurang
padat Pekerja kurang teliti Struktur tempe tidak
rapat 7 5 6 210 1
7 Pencucian kurang
bersih Pekerja kurang teliti Produk yang dihasilkan
kotor 5 3 7 105 3
8 Pemberian banyak ragi
Tidak ada aturan takaran pemberian ragi
Produk yang dihasilkan berwarna coklat pada biji kedelai dan rasa
pahit 6 5 6 180 2
9 Lubang kemasan tidak merata
Tidak ada
pengecekan kemasan yang telah dibeli
Produk yang dihasilkan lembek
3 4 2 24 10
10
Kontaminasi (minyak, bau wewangian dan garam)
Belum ada standar kerja
Produk yang dihasilkan lembek bahkan busuk
7 5 6 210 1
11 Ruangan panas Kurang ventilasi
Produk yang dihasilkan berwarna coklat pada
biji kedelai 4 5 5 100 4
12 Ruangan kurang pencahayaan
Penggunaan lampu watt kecil
proses pencucian oleh pekerja menjadi kurang
teliti 4 3 4 48 7
13 Lantai berdebu Belum ada jadwal
kebersihan Kontaminasi tempe
4 5 3 60 5
14 Mesin penggiling kurang terawat
Tidak ada
pemeliharaan mesin
Mesin tidak bejalan
maksimal 5 3 2 30 9
Improve
Rekomendasi perbaikan untuk proses produksi tempe di Keripik Tempe Siti Zubaedah berdasarkan konsep kaizen
diberikan pada 14 penyebab kegagalan.
Sumber : data primer diolah, 2021
Tabel Hasil Analisis
Pemecahan Masalah dengan Five M Checklist
Faktor Penyebab Masalah Pemecahan Masalah Referensi
Method (Metode)
Pengemasan kurang padat
Pemberian ragi terlalu banyak
Pencucian kurang bersih
Kedelai masih basah
Pemberian arahan mengenai cara menjalankan pekerjaan agar ketelitian dan ketepatan dalam bekerja dapat ditingkatkan.
Menerapakan SOP
(Siwi, 2016) (Winata, 2016)
Milieu (Lingkungan)
Kontaminasi minyak, bau wewangian, garam
Ruangan panas
Lantai berdebu
Ruangan kurang pencahayaan
Pemisahan tempat peralatan dan bahan baku usaha dengan peralatan dan bahan baku pribadi
Pengembangan alat pengendali kelembapan dan temperatur
Melakukan pembersihan lantai sebelum dan sesudah dilakukanya proses produksi
Penambahan penerangan
(Putri, 2018) (Tyas, 2018) (Pandi, 2016)
Man (Manusia)
Kelelahan
Kurang disiplin
Kurang teliti
Kurang ahli
Pemberian brefing pagi mengenai target kerja dan aktivitas pekerja
Melakukan pengawasan aktivitas kerja
Melakukan pelatihan penyegaran kepada pekerja mengenai aktivitas kerja
(Nabila, 2020) (Toding, 2016) (Mursi, 2007)
Machine (Mesin)
Mesin penggiling kurang terawat
Melakukan pembersihan mesin penggiling sebelum dan sesudah pemakaian
Melakukan penutupan cerobong
(Lukmandani, 2011)
Material (Bahan baku)
Lubang kemasan tidak merata
Pemeriksaan kemasan secara ketat (Sentosa, 2017)
5. Pembahasan dan Kesimpulan SISTEM KUALITAS PRODUKSI TEMPE
Kualitas adalah atribut penting dan pembeda dari suatu produk atau seseorang terhadap produk atau orang lain (Bustmoy, 2020). Produk tempe diproduksi oleh Keripik Tempe Siti Zubaedah untuk memenuhi kebutuhan bahan baku keripik tempe perusahaanya.
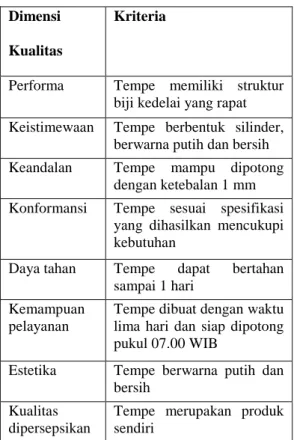
Tabel Kualitas Produk Tempe
Dimensi Kualitas
Kriteria
Performa Tempe memiliki struktur biji kedelai yang rapat Keistimewaan Tempe berbentuk silinder,
berwarna putih dan bersih Keandalan Tempe mampu dipotong
dengan ketebalan 1 mm Konformansi Tempe sesuai spesifikasi
yang dihasilkan mencukupi kebutuhan
Daya tahan Tempe dapat bertahan sampai 1 hari
Kemampuan pelayanan
Tempe dibuat dengan waktu lima hari dan siap dipotong pukul 07.00 WIB
Estetika Tempe berwarna putih dan bersih
Kualitas dipersepsikan
Tempe merupakan produk sendiri
Sumber: data primer diolah, 2021
Saat ini produksi tempe di Keripik Tempe Siti Zubaedah masih kurang maksimal dalam memenuhi kebutuhan bahan baku keripik tempe.
Hasil produk tempe yang kurang maksimal ini disebabkan karena ditemui kecacatan produk. Produk cacat merupakan produk gagal secara teknis atau secara ekonomis tidak dapat diperbaiki menjadi produk yang sesuai dengan standar kualitas yang ditetapkan (Ardiyati, 2016).
Sistem kualitas atau pencegahan kemunculan cacat produk di Keripik Tempe Siti Zubaedah berdasarkan hasil data penelitian yaitu dengan cara membuat tempe secara mandiri, penggunaan bahan baku kedelai tanpa kulit, pengawasan aktifitas produksi dan pengkrodongan serta mengangin-anginkan. Produksi tempe dilakukan secara mandiri atau internal bertujuan untuk produk tempe yang dihasilkan berwarna putih dan tepat waktu untuk dilakukan proses pemotongan tempe. Penggunaan bahan baku kedelai tanpa kulit bertujuan untuk tempe yang dihasilkan bersih dan mengurangi beban kerja pekerja.
Pengawasan aktifitas produksi bertujuan untuk mencegah kesalahan yang dilakukan oleh pekerja yang berpengaruh pada kebersihan produk tempe. Pengkrodongan bertujuan untuk menghindari kebusukan tempe dan meningkatkan kematangan tempe yang ditandai dengan wujud tempe yang padat dan keras. Penganginan dalam proses fermentasi dilakukan dengan tujuan menghindari kebusukan tempe karena suhu tinggi.
PENYEBAB FAKTOR
KECACATAN TEMPE
Kecacatan tempe yang ada di Keripik Tempe Siti Zubaedah berdasarkan hasil data yang diolah yaitu tempe lembek, berwarna coklat dan kotor. Produksi tempe pada 19 Agustus 2021 sampai 21 September 2021 mengalami kecacatan sebesar 19,81%. Kecacatan produk tempe di Keripik Tempe Siti Zubaedah didorong oleh faktor metode, lingkungan, manusia, mesin dan bahan baku.
Berdasarkan hasil data penelitian penyebab faktor metode meliputi pengemasan kurang padat, pemberian ragi terlalu banyak,
pencucian kurang bersih dan kedelai masih basah. Pengemasan kurang padat disebabkan karena pengisian biji kedelai kedalam kemasan oleh pekerja tidak dilakukan secara rapat. Pemberian ragi yang terlalu banyak disebabkan karena tidak ada aturan yang jelas mengenai takaran ragi dan kurangnya pengalaman pekerja dalam proses peragian. Pencucian kurang bersih disebabkan pekerja seringkali melakukan pencucian tidak teliti dan kurang maksimal. Kedelai masih basah atau tidak kering disebabkan karena pekerja kurang teliti saat aktivitas penirisan.
Faktor lingkungan meliputi kontaminasi (minyak, bau wewangian dan garam), ruangan panas, lantai berdebu dan ruangan kurang pencahayaan. Kontaminasi disebabkan karena tempat produksi tempe dan dapur pribadi menjadi satu dan tidak ada aturan standar kerja untuk pekerja.
Ruangan panas disebabkan kondisi bangunan yang mayoritas terbuat dari seng dan kurang ventilasi. Lantai berdebu disebabkan karena kondisi lantai terbuat dari semen dan tidak ada
jadwal kebersihan oleh pekerja.
Ruangan kurang pencahayaan disebabkan lampu yang digunakan memiliki watt kecil sehingga cahaya yang diberikan tidak merata dan menghambat produktifitas pekerja.
Penyebab faktor manusia meliputi kelelahan, kurang disiplin, kurang teliti dan kurang ahli. Kelelahan disebabkan tenaga yang dikeluarkan terus menerus untuk beban pekerjaan yang diberikan. Kurang disiplin disebabkan pekerja seringkali berbincang-bincang dalam bekerja.
Kurang teliti disebabkan kurang fokus dan melamun. Kurang ahli disebabkan pekerja kurang memiliki kemampuan kerja.
Penyebab faktor mesin yaitu mesin penggiling kurang terawat dan faktor bahan baku yaitu lubang kemasan tidak merata. Mesin penggiling kurang terawat disebabkan kurangnya pemilik usaha dan pekerja memperhatikan kebersihan. Lubang kemasan tidak merata disebabkan tidak adanya pemeriksaan barang datang dari pemasok.
USULAN PENGENDALIAN KUALITAS PRODUKSI TEMPE
Tindakan yang dapat diambil oleh Keripik Tempe Siti Zubaedah untuk mengurangi jumlah kecacatan produk tempe berdasarkan hasil data penelitian yaitu pemberian arahan, penerapan SOP, pemisahan peralatan pribadi dengan peralatan usaha, pengembangan alat temperatur, melakukan pembersihan lantai sebelum dan sesudah produksi, penambahan penerangan, melakukan pengawasan, melakukan pelatihan, pembersihan mesin penggiling dan pemeriksaan kemasan secara ketat.
Pemberian arahan dilakukan kepada pekerja untuk menjalankan pekerjaan sesuai dengan kondisi peralatan, bahan baku dan lingkungan sehingga mampu mencegah kesalahan dan mengurangi kecacatan tempe sebagai bahan baku keripik tempe.
Penerapan SOP dilakukan untuk menyediakan informasi bagi pekerja mengenai aktivitas kerja secara konsisten. Pemisahan peralatan usaha dan pribadi dilakukan untuk mencegah
kontaminasi zat lain yang dapat menghambat proses produksi tempe.
Pengembangan alat temperatur untuk mengoptimalkan fermentasi tempe sehingga proses produksi lebih maksimal. Pembersihan lantai sebelum dan sesudah produksi dilakukan untuk pekerja menjalankan aktifitas produksi dengan baik dan mencapai hasil yang optimal.
Penambahan penerangan dilakukan untuk membantu pekerja menjalankan pekerjaan dengan fokus dan teliti. Pengawasan dilakukan untuk membimbing pekerja dalam menyelesaikan pekerjaan. Pelatihan dilakukan untuk membantu pekerja mengenali aktivitas yang mendukung keberhasilan produksi dan mencegah kesalahan serupa. Pembersihan mesin penggiling untuk menjaga kelancaran proses produksi agar berjalan dengan normal. Pemeriksaan kemasan secara ketat dilakukan untuk mengurangi kecacatan produk dari kesalahan lubang kemasan tidak merata.
KESIMPULAN
Sistem kualitas produksi tempe yang dilakukan oleh Keripik Tempe
Siti Zubaedah Sukoharjo meliputi membuat tempe secara mandiri atau internal, penggunaan bahan baku kedelai tanpa kulit, pengawasan aktifitas produksi dan penyelimutan atau pengkrodongan serta mengangin- anginkan untuk penyesuaian suhu saat fermentasi berlangsung.
Fakor-faktor penyebab kecacatan tempe pada proses produksi tempe yaitu metode, lingkungan, manusia, mesin dan bahan baku. Faktor metode seperti pengemasan kurang padat, pemberian ragi terlalu banyak, pencucian kurang bersih dan kedelai masih basah. Faktor lingkungan seperti kontaminasi (minyak, bau wewangian dan garam), ruangan panas, lantai berdebu dan ruangan kurang pencahayaan. Faktor manusia seperti kelelahan, kurang disiplin, kurang teliti dan kurang ahli. Faktor mesin seperti mesin penggiling kurang terawat.
Faktor bahan baku seperti lubang kemasan tidak merata.
Usulan pengendalian kualitas produksi tempe meliputi pemberian arahan, penerapan SOP, pemisahan peralatan pribadi dengan peralatan
usaha, pengembangan alat temperatur, pembersihan lantai sebelum dan sesudah produksi, penambahan penerangan, pengawasan sering dilakukan, melakukan pelatihan penyegaran dan pemeriksaan kemasan secara ketat.
6. Daftar Pustaka
Ardiyati, I. 2016. BAB1 Ardiyati, Ismi.
2016. Analisis Pengendalian Kualitas Pada Proses Produksi Keripik Buah Nangka Dengan Metode Six Sigma (Studi Kasus Di Ud. Sabar Jaya, Kab. Malang).
Sarjana thesis, Universitas Brawijaya. Universitas Brawijaya.
Astawan, M., Wresdiyati, T., Maknun, L. 2017. Tempe Sumber Zat Gizi dan Komponen Bioaktif untuk Kesehatan. Pertama. Edited by D.
M. Nastiti. Bogor: IPB Press.
Bustmoy, A., Rochmoeljati, Iriani.
2020. ‘Analisis Kualitas Produk Keramik Untuk Meningkatkan Kualitas Dengan Metode Six Sigma Dan Kaizen Di Pt. Xyz’, Jurnal Manajemen Industri dan Teknologi, 01(02), pp. 152–161.
Didiharyono, Marsal, Bakhtiar. 2018.
‘Analisis Pengendalian Kualitas Produksi Dengan Metode Six- Sigma Pada Industri Air Minum PT Asera Tirta Posidonia, Kota Palopo’, Sainsmat : Jurnal Ilmiah Ilmu Pengetahuan Alam, 7(2),
pp. 163–176. doi:
10.35580/sainsmat7273702018.
Imai, M. 1996. Kaizen Kunci Sukses Jepang Dalam Persaingan. 4th Editio. Jakarta: Lembaga PPM dan PT Pustaka Binaman Pressindo.
Lukmandani, A. 2011. ‘Jurnal Akuntansi & Ekonomika’, Widya Teknik, 10(1).
Mursi, A.H. 2007. SDM yang Produktif. Jakarta: Gema Insani Press.
Musianto, L.S. 2002. ‘Perbedaan Pendekatan Kuantitatif dengan Pendekatan Kualitatif dalam Metode Penelitian’, Jurnal Manajemen dan Kewirausahaan, 4 (2), pp. 123-136.
Nabila, K., Rochmoeljati. 2020.
‘Analisis Pengendalian Kualitas Menggunakan Metode Six Sigma Dan Perbaikan Dengan Kaizen (Studi Kasus : Pt. Xyz)’, Jurnal Manajemen Industri dan Teknologi, 1(1), pp. 116–127.
Nasution, M. 2005. Total Quality Management. Jakarta: PT.
Gramedia Pustaka Utama.
Nawawi, H., Martini, M. 1994.
Penelitian Terapan. Yogyakarta:
Gadjah Mada University Press.
Pandi, A. 2016. Concept & Indicator Human Resources Management for Management Research.
Yogyakarta: Deepublish.
Putri, R. S. 2018. ‘Penerapan Teknologi Pengendali Fermentasi Tempe Bagi Usaha Krudel Lariso Kelurahan Purwantoro Kota
Malang’, in Conference on Innovation and Application of Science and Technology (CIASTECH 2018). Malang:
Universitas Widyagama Malang, pp. 353–361.
Sentosa, E. 2017. ‘Pengaruh Kuaitas Bahan Baku, Proses Produksi, Kualitas Tenaga Kerja Terhadap Kualitas Produk pada PT. Delta Surya Energy di Bekasi’, Jurnal Ilmu Manajemen Oikonomia, 13(2), pp. 37–48.
Siwi, B. R. 2016, ‘Aplikasi Six Sigma Dmaic Dan Kaizen Sebagai Metode Pengendalian Dan Perbaikan Kualitas Produk Pt.
Sarandi Karya Nugraha’, Fakultas Teknik, 5(4), pp. 1–8.
Sucipto, Sulistyowati, D. P., Anggarini, S. 2017. ‘Pengendalian Kualitas Pengalengan Jamur dengan Metode Six Sigma di PT Y , Pasuruan , Jawa Timur Quality Control of Mushrooms Canning using Six Sigma Method at Company Y , Pasuruan , East Java’, Jurnal Teknologi dan Manajemen Agroindustri, 6(1), pp. 1–7. Available at:
http://www.industria.ub.ac.id.
Sunardi, A. T. P., Suprianto, E. 2015.
‘Pengendalian Kualitas Produk Pada Proses Produksi Rib A320 Di Sheet Metal Forming Shop’, Indept, 5(2), pp. 6–15.
Toding, A. 2016 ‘Pengaruh Pengawasan Terhadap Kinerja Karyawan Pada PT. Pipit Mutiara Indah Di Desa Sekatak Buji
Kecamatan Sekatak Kabupaten Bulungan’, eJournal Administrasi Bisnis, 4(2), pp.
386–399. Available at:
http://ejournal.adbisnis.fisip- unmul.ac.id/site/wp-
content/uploads/2016/06/_artikel _ejournal_genap yuyun (06-09- 16-03-22-55).pdf.
Tyas, R. D., Sunuharyo, B. S. 2018.
‘Pengaruh Disiplin Kerja Dan Lingkungan Kerja Terhadap Kinerja Karyawan (Studi Pada Karyawan PT. Pertamina (Persero) Refinery Unit IV Cilacap)’, Jurnal Administrasi Bisnis, 62(2), pp. 172–180.
Available at:
administrasibisnis.studentjournal .ub.ac.id%0A172.
Winata, S. V. 2016. ‘Perancangan Standard Operating Procedure ( Sop ) Pada Chocolab’, PERFORMA:Jurnal Manajemen dan Start-Up Bisnis, 1(1).