KUALITAS PAPAN SERAT BERKERAPATAN TINGGI DARI
SLUDGE
TERASETILASI
SKRIPSI
Oleh
Yessie Monica Sibagariang 061203029
DEPARTEMEN KEHUTANAN FAKULTAS PERTANIAN UNIVERSITAS SUMATERA UTARA
KUALITAS PAPAN SERAT BERKERAPATAN TINGGI DARI
SLUDGE
TERASETILASI
SKRIPSI
Oleh
Yessie Monica Sibagariang 061203029/Teknologi Hasil Hutan
Skripsi sebagai salah satu syarat untuk memperoleh gelar sarjana di Fakultas Pertanian
Universitas Sumatera Utara
DEPARTEMEN KEHUTANAN FAKULTAS PERTANIAN UNIVERSITAS SUMATERA UTARA
LEMBAR PENGESAHAN
Judul Hasil : Kualitas Papan Serat Berkerapatan Tinggi dari Sludge Terasetilasi Nama : Yessie Monica Sibagariang
NIM : 061203029
Program Studi : Teknologi Hasil Hutan
Disetujui oleh:
Komisi Pembimbing
Luthfi Hakim, S.Hut, M.Si Evalina Herawati, S.Hut, M.Si
Ketua Anggota
Mengetahui,
Yessie Monica Sibagariang. Kualitas Papan Serat Berkerapatan Tinggi dari
Sludge Terasetilasi. Dibimbing oleh Luthfi Hakim, S.Hut, M.Si dan
Evalina Herawati, S.Hut, M.Si.
ABSTRAK
Penelitian ini bertujuan untuk mengevaluasi sifat fisis, mekanis, dan ketahanan hardboard terhadap serangan rayap dari sludge terasetilasi dengan konsentrasi asetat anhidrida 0%, 3%, 5% dan 7% sebanyak 3 kali ulangan. Pembuatan hardboard dilakukan dengan proses kering (dry process). Setelah bahan baku dicampur perekat, dilakukan pengempaan dengan menggunakan kempa panas dengan suhu 170 oC dan tekanan 45 Pa selama 25 menit. Ukuran papan yang dibuat yaitu 25 x 20 x 1 cm dengan kerapatan 1,2 g/cm3. Selanjutnya dilakukan pengujian sifat fisis (kerapatan, kadar air, daya serap air, pengembangan tebal) dan mekanis (keteguhan lentur, keteguhan patah, keteguhan rekat, kuat pegang sekrup) terhadap hardboard yang dihasilkan dengan mengacu pada JIS A 5905-2003 dan pengujian ketahanan hardboard terhadap serangan rayap mengacu pada SNI 01-7207-2006. Sifat fisis hardboard yang dihasilkan yang sesuai dengan standar JIS A 5905-2003 adalah kerapatan, tetapi untuk sifat mekanisnya belum memenuhi standar yang diacu. Berdasarkan persentase kehilangan berat, sampel hardboard yang dihasilkan termasuk ke dalam Kelas I yaitu sangat tahan terhadap rayap.
Kata kunci: sludge terasetilasi, hardboard sifat fisis, sifat mekanis, dan ketahanan
Yessie Monica Sibagariang. Quality of High Density Fibreboard Made of
Acetylated Sludge. Supervised by Luthfi Hakim, S.Hut, M.Si and
Evalina Herawati, S.Hut, M.Si.
ABSTRACT
This study aimed to evaluate physical properties, mechanical properties and hardboard durability of termites attack from acetylated sludge on 4 levels of acetate anhydride (0%, 3%, 5% and 7%) with 3 restats. The hardboard was made using dry process. After materials were mixed with the adhesives, they were pressed using hotpress with 170oC temperature, 45 Pa pressure for 25 minutes. The size of the hardboard sample was 25 x 20 x 1 cm with 1,2 g/cm3 density. Then physical properties (density, moisture content, water absorbtion, thickness swelling) evaluating and mechanical (modulus of elasticity, modulus of rupture, internal bond, screw holding power) evaluating were done according to JIS A 5905-2003 and durability evaluating were done according to SNI 01-7207-2006. Physical properties of hardboard JIS A 5905-2003 is density, furthermore mechanical properties didn’t fulfill. Based on the weight lost, hardboard sample was classified to class I that means very resistant to termites
RIWAYAT HIDUP
Penulis dilahirkan di kota Medan Provinsi Sumatera Utara pada tanggal
18 Maret 1987 dari Ayah Hermas Sibagariang (Alm) dan Ibu Rosetty Marsaulina
Pandiangan. Penulis adalah anak ketiga dari enam bersaudara.
Pendidikan formal yang telah ditempuh oleh penulis yaitu Pendidikan
Dasar di SD Negeri Hutaraja lulus tahun 1999, Pendidikan lanjutan di SMP
Negeri 2 Tarutung lulus tahun 2002, Pendidikan menengah atas di SMA
Negeri 1 Tarutung lulus tahun 2005. Tahun 2006 lulus ujian Seleksi Penerimaan
Mahasiswa Baru (SPMB) pada Program Studi Teknologi Hasil Hutan Departemen
Kehutanan Fakultas Pertanian Universitas Sumatera Utara.
Penulis melaksanakan Praktik Pengenalan Pengolahan Hutan (P3H)
di Taman Nasional Gunung Leuser Aras Napal dan Hutan Mangrove Pulau
Sembilan Kabupaten Langkat pada tahun 2009. Penulis melaksanakan Praktik
Kerja Lapang (PKL) di HTI PT. Arara Abadi Distrik Duri II, Provinsi Riau.
Semester delapan, penulis melaksanakan penelitian dengan judul ”Kualitas
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan segala berkat, kasih dan karunia-Nya sehingga penulis dapat
menyelesaikan skripsi yang berjudul “Kualitas Papan Serat Berkerapatan Tinggi
dari Sludge Terasetilasi ”. Papan serat berkerapatan tinggi (hardboard) dibuat dari limbah pulp dengan tujuan untuk mengurangi penggunaan kayu dengan
menambahkan asetat anhidrida untuk mendapatkan hasil yang baik. Penulisan
skripsi ini merupakan salah satu syarat untuk menjadi Sarjana Kehutanan.
Penulis menyampaikan terima kasih kepada Ibu Rosetty Marsaulina
Pandiangan yang selalu mendoakan, memberi dukungan, kasih sayang dan materi
serta menginspirasi penulis untuk tetap semangat dalam mewujudkan skripsi ini.
Kakak dan adik-adik yang mendoakan dan memberi dorongan dalam mengerjakan
skripsi ini. Komisi Pembimbing Skripsi yaitu Bapak Luthfi Hakim, S.Hut, M.Si
dan Ibu Evalina Herawati, S.Hut, M.Si yang telah membimbing dan memberi
masukan-masukan serta saran dalam pembuatan skripsi selama ini.
Penulis menyadari masih terdapat kekurangan dalam penulisan skripsi ini,
untuk itu penulis memohon maaf atas kekurangan yang ada. Penulis
mengharapkan agar skripsi ini dapat bermanfaat bagi mahasiswa kehutanan secara
khusus dan masyarakat secara umum. Akhir kata penulis menyampaikan terima
kasih.
Medan, November 2010
DAFTAR ISI
Hipotesis Penelitian ... 2
TINJAUAN PUSTAKA Sludge ... 3
Defenisi dan Klasifikasi Papan Serat ... 6
Papan Serat Berkerapatan Tinggi (Hardboad) ... 8
Asetat anhidrida ... 10
Perekat ... 11
Perekat Isosianat ... 12
METODOLOGI Waktu dan Tempat ... 16
Alat dan Bahan ... 16
Prosedur Penelitian ... 17
Persiapan Bahan Baku ... 17
Pembuatan Papan Serat ... 18
Pengujian Papan Serat ... 19
Analisis Data ... 25
Sifat Mekanik ... 36
Keteguhan Patah (MOE) ... 36
Keteguhan Lentur (MOR) ... 38
Keteguhan Rekat Internal (IB) ... 39
Kuat Pegang Sekrup... 42
Ketahanan Hardboard Terhadap Serangan Rayap ... 43
KESIMPULAN DAN SARAN Kesimpulan ... 47
Saran ... 47
DAFTAR PUSTAKA
DAFTAR TABEL
No. Halaman
1. Klasifikasi Papan Serat Berdasarkan kerapatan ... 8
2. Nilai-nilai Rata-rata Hasil Pengujian Sifat Fisis Hardboard... 27
4. Persentase Kehilangan Berat Sampel Hardboard Uji Ketahanan ... 44 5. Klasifikasi Ketahanan Kayu Terhadap Rayap Tanah Berdasarkan
DAFTAR GAMBAR
No. Halaman
1. Papan Hardboard ... 26
2. Pola Pengambilan Contoh Uji Pada masing-masing Pengujian ... 19
3. Cara Pembebanan pengujian MOR ... 21
4. Pengujian keteguhan Rekat ... 23
4. Skema Proses Pengerjaan Hardboard ... 26
5. Nilai Kerapatan Hardboard ... 29
6. Nilai Kadar Air Hardboard ... 31
7. Nilai Daya Serap Air Hardboard... 32
8. Nilai Pengembangan Tebal Hardboard ... 34
9. Nilai Modulus of Elasticity Hardboard ... 37
10. Nilai Modulus of Rupture Hardboard ... 38
11. Nilai Internal Bond Hardboard ... 40
12. Nilai Kuat Pegang Sekrup Hardboard ... 42
DAFTAR LAMPIRAN
No. Halaman
1. Data Pengukuran Kerapatan dan Kadar Air ... 52
2. Analisis Sidik Ragam Sifat Fisis Hardboard ... 52
3. Hasil Uji Lanjutan Duncan Pengembangan Tebal ... 53
4. Data Pengukuran DSA dan Pengembangan Tebal ... 53
5. Analisis Sidik Ragam Sifat Mekanik ... 54
6. Hasil Uji Lanjutan Duncan ... 54
Yessie Monica Sibagariang. Kualitas Papan Serat Berkerapatan Tinggi dari
Sludge Terasetilasi. Dibimbing oleh Luthfi Hakim, S.Hut, M.Si dan
Evalina Herawati, S.Hut, M.Si.
ABSTRAK
Penelitian ini bertujuan untuk mengevaluasi sifat fisis, mekanis, dan ketahanan hardboard terhadap serangan rayap dari sludge terasetilasi dengan konsentrasi asetat anhidrida 0%, 3%, 5% dan 7% sebanyak 3 kali ulangan. Pembuatan hardboard dilakukan dengan proses kering (dry process). Setelah bahan baku dicampur perekat, dilakukan pengempaan dengan menggunakan kempa panas dengan suhu 170 oC dan tekanan 45 Pa selama 25 menit. Ukuran papan yang dibuat yaitu 25 x 20 x 1 cm dengan kerapatan 1,2 g/cm3. Selanjutnya dilakukan pengujian sifat fisis (kerapatan, kadar air, daya serap air, pengembangan tebal) dan mekanis (keteguhan lentur, keteguhan patah, keteguhan rekat, kuat pegang sekrup) terhadap hardboard yang dihasilkan dengan mengacu pada JIS A 5905-2003 dan pengujian ketahanan hardboard terhadap serangan rayap mengacu pada SNI 01-7207-2006. Sifat fisis hardboard yang dihasilkan yang sesuai dengan standar JIS A 5905-2003 adalah kerapatan, tetapi untuk sifat mekanisnya belum memenuhi standar yang diacu. Berdasarkan persentase kehilangan berat, sampel hardboard yang dihasilkan termasuk ke dalam Kelas I yaitu sangat tahan terhadap rayap.
Kata kunci: sludge terasetilasi, hardboard sifat fisis, sifat mekanis, dan ketahanan
Yessie Monica Sibagariang. Quality of High Density Fibreboard Made of
Acetylated Sludge. Supervised by Luthfi Hakim, S.Hut, M.Si and
Evalina Herawati, S.Hut, M.Si.
ABSTRACT
This study aimed to evaluate physical properties, mechanical properties and hardboard durability of termites attack from acetylated sludge on 4 levels of acetate anhydride (0%, 3%, 5% and 7%) with 3 restats. The hardboard was made using dry process. After materials were mixed with the adhesives, they were pressed using hotpress with 170oC temperature, 45 Pa pressure for 25 minutes. The size of the hardboard sample was 25 x 20 x 1 cm with 1,2 g/cm3 density. Then physical properties (density, moisture content, water absorbtion, thickness swelling) evaluating and mechanical (modulus of elasticity, modulus of rupture, internal bond, screw holding power) evaluating were done according to JIS A 5905-2003 and durability evaluating were done according to SNI 01-7207-2006. Physical properties of hardboard JIS A 5905-2003 is density, furthermore mechanical properties didn’t fulfill. Based on the weight lost, hardboard sample was classified to class I that means very resistant to termites
PENDAHULUAN
Latar belakangKayu memegang peranan penting dalam berbagai aspek kehidupan
masyarakat, tidak bisa dipungkiri bahwa secara tidak langsung ketergantungan
masyarakat terhadap kayu sangat tinggi dalam memenuhi kebutuhan hidup.
Namun, pada kenyataannya ketersediaan kayu di alam juga semakin menipis
seiring bertambahnya jumlah penduduk. Mengantisipasi hal tersebut berbagai
upaya pun dilakukan demi mencari alternatif pengganti kayu, yaitu dengan
memanfaatkan bahan-bahan lain yang berlignoselulosa menjadi produk yang baru
yang lebih homogen, kekuatan yang lebih tinggi dan bermanfaat.
Salah satu bahan berlignoselulosa adalah sludge, yakni limbah padat yang dihasilkan industri pulp dan kertas baik sumber kayunya berasal dari hutan
tanaman industri maupun hutan alam. Sludge yang dihasilkan dari industri pulp dan kertas sekitar 3 – 4 % dari produk riil pulp dan kertas (Roliadi dkk., 2006).
Menurut Karcher dan Baser (2001), industri pulp dan kertas di Amerika
rata-rata menghasilkan kurang lebih 900 ton sludge per hari. Di Indonesia sendiri, PT. Pindo Deli Pulp & Paper salah satu gambaran perusahaan pulp dan kertas di
Indonesia menghasilkan 1000 sampai 1500 ton sludge per bulan (PT. Pindo Deli Pulp dan Paper, 2002). Angka ini merupakan jumlah yang besar
sehingga memerlukan cara penyaluran limbah yang tepat agar tidak sampai
mencemari lingkungan.
Pemanfaatan sludge menjadi papan serat berkerapatan tinggi (hardboard)
merupakan upaya kreatif untuk memberi solusi permasalahan bahan baku kayu
meningkat. Pemanfaatan sludge menjadi hardboard ini menggunakan perekat isosianat dan ditambahkan asetat anhidrida dengan tujuan untuk memekarkan
selulosa serat sludge sehingga papan yang dihasilkan memiliki kerapatan dan
kekuatan yang maksimal. Hardboard secara prinsip, menurut Buiddirect (2009), sama saja dengan papan partikel dan MDF, hanya saja hardboard lebih keras dan
lebih rapat. Hardboard memiliki kerapatan antara 0,8 - 1,2 g/cm3. Hardboard
merupakan produk papan komposit yang pada dasarnya berasal dari serat
berlignoselulosa yang dikombinasikan dengan perekat. Pemanfaatan sludge
menjadi hardboard dapat menciptakan nilai tambah sludge dan dapat memberikan peluang yang nyata untuk mengurangi volume penggunaan kayu serta menangani
pencemaran lingkungan
Tujuan
Adapun tujuan dari penelitian ini adalah untuk menganalisis sifat fisis
(kerapatan, kadar air, daya serap air dan pengembangan tebal), sifat mekanis
(modulusof elasticity, modulus of rupture, internal bond dan kuat pegang sekrup) dan ketahanan hardboard terhadap serangan rayap.
Hipotesis
Pengaruh pemberian asetat anhidrida terhadap sifat fisis (kerapatan, kadar
air, daya serap air dan pengembangan tebal), sifat mekanis (modulusof elasticity,
modulus of rupture, internal bond dan kuat pegang sekrup) dan ketahanan
TINJAUAN PUSTAKA
Sludge
Sludge adalah istilah umum yang digunakan untuk residu atau limbah yang dihasilkan dari proses pembuatan pulp dan kertas. Mengetahui lebih jelas tentang
sludge, penting untuk mengetahui bagaimana sludge terbentuk. Secara umum,
sludge merupakan residu padat yang diperoleh dari aliran air limbah proses pembuatan pulp dan kertas. Sludge dihasilkan pada dua tahapan proses. Sludge
primer didapat dari tahap pertama proses pada bagian pencucian atau penjernihan
awal serat. Pencucian awal biasanya terbawa oleh proses sedimentasi. Proses
sedimentasi limbah cair tersebut dipompa ke tangki penampungan besar, dimana
bahan-bahan padatnya diloloskan melalui bagian dasar tangki. Bahan-bahan padat
berkisar 1,5 - 6,5% dari jumlah limbah bergantung pada karakteristik materialnya.
Air sisa pencucian dilewatkan ke tahapan kedua (Scott dan Smith, 1995).
Sludge adalah larutan berbentuk lumpur yang terdiri dari serat-serat kayu berukuran kecil yang tak layak mutu untuk dijadikan kertas bercampur dengan
filler yaitu kalsium karbonat (CaCO) dan air (H2O). Limbah padat berserat industri kertas dihasilkan dari pemisahan serat yang lolos pada pembuangan
limbah cair mesin kertas. Limbah padat ini jumlah dan karakteristiknya sangat
bervariasi tergantung dari bahan baku, proses pembuatan dan produk yang
dihasilkan (Haroen dkk., 2007).
Industri kertas menghasilkan beberapa jenis limbah padat antara lain
sludge, biosludge, dan pith. Di antara limbah padat tersebut, sludge merupakan limbah dengan volume terbesar. Semakin meningkatnya kebutuhan kertas,
kertas antara lain lembek, strukturnya lunak seperti bubur, berwarna abu-abu
keruh atau kehitaman, dan berbau tidak sedap. Seperti halnya limbah agroindustri
lainnya, sludge merupakan limbah dengan kandungan senyawa karbon yang
sangat tinggi. Limbah padat pabrik kertas juga mengandung unsur-unsur lain yaitu
kalium, kalsium, magnesium, besi, dan sulfida yang merupakan hara untuk
tanaman. Selain itu, limbah pabrik kertas umumnya mengandung logam-logam
berbahaya seperti merkuri (Hg), tembaga (Cu), crom (Cr), timbal (Pb), seng (Zn),
dan nikel (Ni) (Arisandi, 2002). Berdasarkan aspek nutrisi tanaman, aplikasi
kompos sludge memperbaiki medium tumbuh karena kompos merupakan sumber hara makro dan mikro bagi tanaman (Widyati, 2006). Namun demikian,
karakteristik limbah sangat dipengaruhi oleh bahan baku dan proses produksi
kertas.
Sludge merupakan limbah padat pabrik kertas yang terdiri dari padatan 90% dan air 10% yang didapat dari proses pengendapan pada Instalasi Pengolahan
Air Limbah (IPAL). Selain itu limbah padat kertas juga menghasilkan sludge
sekunder yang merupakan hasil sampingan dari pengendapan air (biological
aeration) limbah yakni dengan penambahan mikroorganisme untuk menetralisir bahan kimia yang terkandung pada air limbah sebelum dialirkan, sludge sekunder
tersusun dari bahan baku pulp yang mengandung mikroorganisme sebagai efek
dari biological aeration, limbah padat kertas juga menghasilkan pith yang berupa
Sludge merupakan limbah industri pulp dan kertas yang dihasilkan dalam kuantitas yang besar setiap harinya. Sebagian besar sludge ditumpuk oleh perusahan, sehingga menghasilkan masalah finansial dan masalah lingkungan.
Umumnya industri kertas menghasilkan sekitar 900 ton sludge per hari. Biaya harian untuk penumpukan sludge yaitu sebesar $2.250 ($2,50/ton). Peraturan yang
berkembang di beberapa negara saat ini adalah dengan membatasi jenis dan
jumlah sludge yang dapat dikubur di tanah. Hal ini dapat membatasi cara pembuangan sludge di masa depan. Menemukan cara baru adalah cara yang tepat
untuk menyalurkan limbah sludge akan menguntungkan industri pulp dan kertas secara finansial dan juga memberikan pengaruh positif pada lingkungan yaitu
mengurangi pencemaran tanah (Karcher dan Baser, 2001).
Umumnya sumber limbah padat yang dihasilkan dari industri pulp atau
kertas berasal dari reject proses penyediaan stok, unit pemulihan serat dan hasil
akhir instalasi pengolahan limbah cair berupa sludge yang keluar dari belt press. Komponen dari limbah padat terdiri dari serat pendek, serta bahan pengisi, plastik,
logam, wax dan pengotor lainnya. Limbah padat berserat yang berasal dari keluaran belt press umumnya masih mengandung 60% serat pendek, sedangkan sisanya berupa bahan pensisi. Limbah padat ini biasanya dibuang sebagai tanah
urugan, masih mengandung air sekitar 60 - 80% (Haroen dkk., 2007).
Sludge kertas pada dasarnya terdiri atas serat-serat kayu dan berbagai materi inorganik, seperti lumpur kaolin dan kalsium karbonat. Penggunaan sludge
kertas dapat dijadikan cara yang inovatif untuk mendaur ulang sludge kertas. Industri kertas menghasilkan sekitar 4 juta ton sludge setiap tahunnya, dimana
berbeda-beda pada tiap industri tergantung proses pengerjaan yang digunakan.
Hal ini mengakibatkan tantangan besar dalam teknologi pemanfaatan sludge.
Sludge yang berasal dari proses pulping murni mengandung serat kayu yang berpotensi. Akan tetapi sludge juga mengandung kontaminan seperti chip kayu dan kotoran berupa tanah. Di sisi lain, sludge yang berasal dari daur ulang kertas
biasanya mengandung sedikit serat dan lebih banyak filler (pengisi) serta berbagai kontaminan termasuk plastik, bahan baku serta kotoran (tanah). Sulit untuk
mengenali dan mengelompokkan kandungan beragam dari sludge yang dihasilkan
tersebut. Seiring dengan bertambahnya proses daur ulang kertas yang dilakukan
dan permintaan terhadap kertas daur ulang, maka otomatis volume sludge yang
dihasilkan oleh industri juga meningkat (Scott dan Smith, 1995).
Komposisi kimia limbah padat banyak dipengaruhi oleh komponen kimia
yang tergantung dari sumber limbah tersebut berasal. Limbah padat berserat yang
dihasilkan dari produk kertas mempunyai kandungan senyawa organik dengan
komponen utamanya adalah serat selulosa sebanyak ± 60% dan sisanya senyawa
anorganik. Pemanfaatan limbah padat ini menjadi bahan untuk pembuatan papan
serat ditentukan oleh jumlah dan kualitas serat yang terkandung didalamnya. Bila
fraksi serat masih cukup tinggi maka mutu papan serat sebagai salah satu
komponen bahan bangunan akan terpenuhi (Haroen dkk., 2007).
Defenisi dan Klasifikasi Papan Serat
Papan serat (fiberboard) merupakan produk panel kayu yang baru dikembangkan pada tahun 1960-an. Bentuk papan serat mirip dengan papan keras dan papan
partikel, tetapi cara pembuatannya berbeda dengan keduanya. Sifat-sifat papan
1) tidak ada keteguhan dalam arah panjang dan lebarnya,
2) dapat menghasilkan lembaran yang lebar,
3) permukaannya licin dan cukup keras,
4) tidak mudah pecah dan retak, dan
5) mudah dilengkungkan
(Kollman dkk., 1975).
Papan serat merupakan panel yang dihasilkan dari pengempaan serat kayu
atau bahan berlignoselulosa lain dengan ikatan utama berasal dari bahan baku
yang bersangkutan (khususnya lignin) atau bahan lain (khusus perekat) untuk
memperoleh sifat khusus. Papan serat merupakan produk panel yang berupa serat
sehingga pembuatannya didahului dengan pembuatan pulp sebagai bahan
dasarnya. Proses pembuatan selanjutnya dilakukan dengan membentuk lembaran
dan pengempaan (pengepresan). Proses pembuatannya mirip pembuatan papan
keras dan papan partikel dengan penambahan sedikit modifikasi
(Kollman dkk., 1975).
Papan serat adalah papan tiruan dengan ketebalan melebihi 1,5 mm yang
terbuat dari serat berlignoselulosa yang kekuatannya berasal dari ikatan primer
antar serat masing-masing serta daya rekatnya sendiri (International Standar
Organization atau ISO, dalam Adnan, 1994). Klasifikasi papan serat dibedakan atas dasar tipe bahan baku, metode pembuatan lembaran, kerapatan, dan fungsi
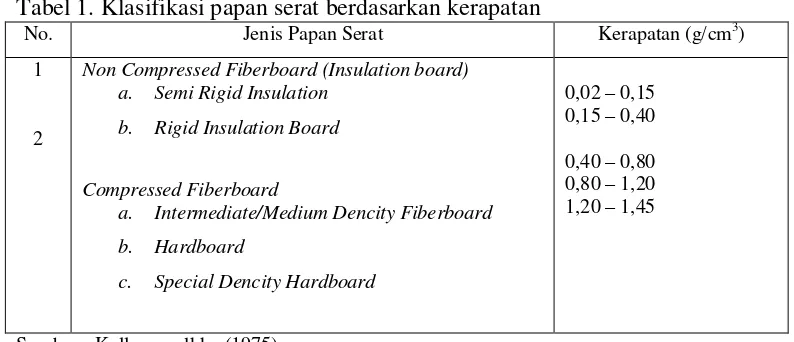
Tabel 1. Klasifikasi papan serat berdasarkan kerapatan
No. Jenis Papan Serat Kerapatan (g/cm3)
1
2
Non Compressed Fiberboard (Insulation board) a. Semi Rigid Insulation
b. Rigid Insulation Board
Compressed Fiberboard
a. Intermediate/Medium Dencity Fiberboard
b. Hardboard
c. Special Dencity Hardboard
0,02 – 0,15 0,15 – 0,40
0,40 – 0,80 0,80 – 1,20 1,20 – 1,45
Sumber : Kollmann dkk., (1975)
Papan Serat Berkerapatan Tinggi (Hardboard)
Hardboard yang juga dikenal sebagai papan serat berkerapatan tinggi adalah salah satu tipe produk hasil pendaurulangan. Secara prinsip, hardboard
sama saja dengan papan partikel dan MDF, hanya saja lebih keras dan lebih rapat.
Hardboard memiliki kerapatan antara 0,8 - 1,2 g/cm3. Sehingga hardboard ini memiliki kestabilan tinggi untuk digunakan sebagai material lantai laminasi dan
bahan kontruksi. Apabila hardboard dibuat dengan proses basah (wet process)
atau tanpa menggunakan perekat, yaitu hanya menggunakan ikatan lignin dan
ikatan H2O maka hardboard yang dihasilkan tidak dapat digunakan untuk eksterior karena akan menyerap air. Sebaliknya, jika hardboard dibuat dengan
proses kering (dry process) maka papan yang dihasilkan lebih tahan terhadap air dan pengaruh cuaca dan kelembaban. Sehingga hardboard ini dapat
dimanfaatkan untuk dinding, lantai maupun pelapis kontruksi (Builddirect, 2009).
Hardboard adalah produk papan komposit yang pada dasarnya berasal dari serat berlignoselulosa yang dikombinasikan dengan perekat sintetis atau
Hardboard memiliki permukaan yang rata, kaku, rapat, dan halus. Mudah dikerjakan dengan mesin dan dapat dipotong tanpa merusak permukaannya.
Hardboard juga dapat dikombinasikan dengan vinir ataupun pelapis plastik sebagai penambah nilai estetika maupun nilai ekonominya (Maloney, 1993).
Cara pembuatan hardboard mirip dengan papan partikel. Hardboard
merupakan material olahan yang tidak tahan terhadap air dan kelembapan.
Daerah-daerah yang memiliki kelembaban tinggi, sebaiknya tidak menggunakan
hardboard. Produk-produk jadinya bisa berbentuk mebel (furniture), rak televisi, kabinet televisi, piano, organ, loudspeaker, moulding, meja bahkan lemari dan barang dekoratif lainnya (Bowyer dkk., 2003).
Hardboard memiliki banyak keunggulan diantaranya yaitu dapat diatur ketebalannya, dapat dibentuk, permukaannya licin dan cukup keras, dan tidak ada
keteguhan dalam arah panjang dan lebarnya. Secara konvensional papan serat
dapat diproduksi dengan proses kering yaitu dengan serat-serat ditambahkan
perekat, dimana perekat yang digunakan selama ini berdasarkan formaldehida
adalah perekat UF dan PF, yang berefek emisi formaldehida. Karena UF dan PF
memiliki efek emisi formaldehida. Kemudian dicoba dengan menggunakan
perekat yang non-formaldehida yang bertipe baru yaitu perekat isosianat.
Asetat anhidrida (CH3CO2)O
kelembapan di udara membent
pembuatan hardboard dari sludge berfungsi untuk memekarkan selulosa sludge,
sludge juga dapat mendorong terjadinya ikatan antar serat-serat sludge (Maloney, 1993) .
Asetat anhidrida melebur pada suhu 73oC, dan mendidih pada suhu 139oC dan memiliki kerapatan 1,080 g/mL pada suhu 15oC. Asetat anhidrida dapat terbakar dengan titik pembakaran 54oC. Larutan ini dapat langsung terbakar dan menghasilkan api besar. Asetat anhidrida dapat dihasilkan dari dehidrasi asam
asetat pada suhu 800oC. Reaksi antara asam klorida dan sebuah atom asam asetat (contohnya sodium asetat) menghasilkan asetat anhidrida dan sebuah garam
(Shakhashiri, 2008).
Menurut IOSHIC (2006) asetat anhidrida merupakan senyaw
air. Air tidak cocok digunakan untuk memadamkan api yang disebabkan asetat
anhidrida, sebaiknya digunaka
2O merupakan salah satu
3CO)2O. Asetat
anhidrida dihasilkan melalu
reaksi: Asam asetat → Asetat anhidrida
Asetat anhidrida dapat meningkatkan ketahanan terhadap jamur,
serangga, degradasi ultraviolet, stabilitas pada kondisi panas, stabilitas dimensi,
kekakuan, kekerasan, kesesuaian dengan bahan lain, dan penyerapan kelembaban.
Proses terjadinya asetilisasi pada serat kayu dapat dilihat pada reaksi di bawah ini:
(Rowell, 2004).
Pengaruh buruk dari asetat anhidrida adalah dapat menyebabkan iritasi. Asetat
anhidrida bersifat korosif dan mengiritasi mata, kulit, pernafasan sehingga
penggunaan asetat anhidirida sangat dianjurkan untuk di tempat-tempat tertentu
yang jauh dari jangkauan. Proses pembuatan asetat selulosa, satu grup asetil dari
setiap molekul asetat anhidrida bereaksi dengan selulosa dan grup asetil lainnya
diubah menjadi asam asetat yang dapat didaur kembali untuk menghasilkan lebih
banyak asetat anhidrida atau digunakan untuk menghasilkan asam asetat lainnya
(Lewis, 1997).
Perekat
ASTM (American Society for Testing and Materials) mendefinisikan bahwa perekat adalah suatu bahan yang mampu mengikat material secara
bersama-sama melalui hubungan permukaan. Perekatan adalah suatu keadaan
dimana dua permukaan diikat bersama-sama melalui kekuatan interfasial,
mungkin daya valensi, aksi bersikunci, atau keduanya. Daya valensi adalah daya
tarik-menarik yang dihasilkan dari interaksi atom, ion-ion, dan molekul-molekul
yang ada pada perekat dan sirekat. Aksi bersikunci disebut juga sebagai ikatan
mekanik, yang berarti permukaan diikat bersama-sama dengan perekat. Perekat
menjangkarkan diri pada sirekat selama proses pematangan (solidification)
(Vick, 1999).
Secara kimiawi, polimer sintetik dirancang dan dirumuskan dalam perekat
untuk menunjukkan variasi yang besar dari fungsi ikatannya. Apakah itu berbahan
dasar thermoplastk atau thermosetting yang berpengaruh besar pada kemampuan
perekat dalam aplikasinya. Thermoplastik adalah polimer rantai panjang yang mencair pada saat dipanaskan, kemudian mengeras kembali saat pendinginan.
Contohnya adalah PVAc (polyvinyl acetate), elastomer, dan lain-lain. Polimer
thermosetting memiliki reaksi kimia yang bersifat irreversible, artinya pada saat pemanasan kembali, perekat tidak bisa mencair lagi. Polimer ini mempunyai
kekuatan yang tinggi, ketahanan terhadap kelembaban, cukup kaku, dan memiliki
kemampuan jangka pembebanan yang lama tanpa mengalami perubahan bentuk.
Jenis perekat yang tergolong kategori polimer ini adalah fenol, resorsinol,
melamin, isosianat, urea, dan epoksi (Vick, 1999).
Perekat Isosianat
Isosianat dikenal sebagai diphenylmethane di-isocyanate (MDI) biasanya digunakan dalam pembuatan produk papan komposit. MDI secara utama
digunakan dalam pembuatan OSB (Oriented Strands Board). Perekat ini dipilih
berdasarkan pada kesesuaiannya untuk produk khusus dengan pertimbangan
bahan-bahan yang direkatkan, kadar air saat perekatan, sifat mekanis, dan
ketahanannya, serta biayanya (Vick, 1999).
Salah satu perekat kayu yang tidak menghasilkan emisi formaldehida
adalah perekat poliisosianat atau yang lebih dikenal dengan sebutan API (Aqueous
Polymer Isocyanate). Perekat ini dapat digunakan baik untuk proses kempa panas maupun kempa dingin. Perekat API pada dasarnya terdiri dari polimer larut air
dan emulsi, yaitu poli vinil alkohol (PVOH) dan emulsi lateks seperti SBR
(Styrene Butadiene Rubber) dengan senyawa isosianat sebagai crosslinking agent
Perekat poliisosianat ini mempunyai sifat daya rekat yang baik pada suhu
ruang dan sangat tahan terhadap air panas atau air mendidih serta bersifat ramah
lingkungan (Taki 1998; Hongjiu dkk., 2006). Hanya saja, perekat ini masih sangat
mahal sehingga berpengaruh terhadap harga kayu olahan di tingkat produksi.
Pembuatan hardboard ini menggunakan bahan perekat yaitu perekat
PI-120 berbasis isosianat. PI-120 adalah salah satu jenis perekat dari bahan dasar
polimer isosianat dengan pelarut air yang ditujukan untuk perekatan kayu lamina
dari bahan kayu daun lebar menggunakan kempa dingin. PI-120 bersama dengan
bahan pengerasnya H-3 dapat digunakan sebagai perekat struktural dengan sifat
ketahanan yang sangat baik terhadap air. Pot life-nya cukup panjang, sekitar
120 menit pada suhu 20oC. Sifat perekat ini sangat baik dan mudah dalam pemanfaatannya. Perekat ini berupa cairan berwarna putih kental dengan
kandungan total padatan 40 - 44%, viskositas 40 - 80 poise (4 - 8 Pa.s) dan
pH 6,0 - 8,0. Bahan pengerasnya berupa cairan berwarna coklat gelap dengan
kandungan total padatan minimum 98% dan viskositas 1,5 - 2,0 poise
(0,15 - 0,2 Pa.s). Perekat berbasis isosianat ini tidak mengandung senyawa
formaldehida dan tidak menggunakan hardener yang mengandung senyawa
formaldehida (Maloney, 1993).
Pencapaian keberhasilan proses perekatan salah satu faktor yang perlu
diperhatikan adalah waktu pengempaan. Pengempaan produk perekatan atau
rakitan perekatan bertujuan untuk menempelkan lebih rapat sehingga garis perekat
dapat terbentuk serata mungkin dengan ketebalan yang setipis mungkin.
Pengempaan di dalam proses perekatan dibagi ke dalam dua tipe, (1) pengempaan
dijalankan dengan suhu dan tekanan tertentu. Beberapa faktor lain yang perlu
diperhatikan dalam proses pengempaan adalah lama waktu kempa (lama waktu
tekan), tekanan spesifik, dan suhu pengempaan (Yulianto dkk., 2007).
Waktu kempa tergantung dari beberapa faktor antara lain: tipe atau jenis
perekat yang dipergunakan. Prinsip yang dipakai untuk menentukan lama waktu
pengempaan adalah perilaku jenis perekat dan kondisi adonan perekat yang
dipakai sewaktu dikenai tekanan. Waktu kempa juga dipengaruhi oleh ketebalan
bahan yang direkat dan komposisi adonan atau larutan perekat
(Ruhendi dkk., 2007).
Tekanan spesifik berfungsi sebagai pembatas kemungkinan terjadinya
pecah pada venir panel karena tegangan yang dapat diterima oleh jenis kayu atau
venir dan bahan yang direkat kayu terlewati. Tekanan spesifik untuk rakitan
perekatan didasarkan pada berat jenis kering tanur dari panel yang sedang
dikerjakan atau berdasarkan jenis kayu yang dipergunakan (Ruhendi dkk., 2007).
Suhu pengempaan berhubungan dengan waktu pengempaan. Suhu yang
tinggi diperlukan untuk mematangkan perekat dengan cepat tetapi kurang
ekonomis karena diperlukan biaya yang tinggi untuk membawa suhu kempa
ke suhu yang lebih tinggi dari suhu kamar. Suhu yang rendah dipakai untuk
mematangkan perekat tetapi diperlukan waktu yang lebih lama. Kompromi antara
biaya dan waktu pengempaan berarti membentuk kombinasi keduanya yang
selanjutnya akan menentukan kapasitas pabrik berjalan untuk memproduksi
Spesifikasi hardboard berdasarkan Jappanesse industrial Standart (JIS) A 5905 (2003) berdasarkan sifat fisis dan mekanisnya papan serat
berkerapatan tinggi antara lain
- Kerapatan : 0,8 - 1,2 g/cm3 - Kadar air : 5-13%
- Daya serap air : maksimum 25%
- Pengembangan tebal : maksimum12%
- Keteguhan rekat : minimum 4,08 kgf/cm2
- MOR : minimum 357 kgf/cm2
- MOE : minimum 25500 kgf/cm2
BAHAN DAN METODE
Waktu dan TempatPenelitian dilaksanakan dari bulan Juli – November 2009. Penelitian
dilaksanakan di Laboratorium Teknologi Hasil Hutan Departemen Kehutanan
Fakultas Pertanian dan Laboratorium Kimia Polimer Fakultas MIPA Universitas
Sumatera Utara serta Laboratorium Keteknikan Kayu Departemen Teknologi
Hasil Hutan Fakultas Kehutanan Institut Pertanian Bogor.
Alat dan Bahan
Alat-alat yang digunakan dalam penelitian ini adalah disintegrator untuk
mengaduk sludge, kempa panas untuk menekan sampel, saringan ukuran 40 mesh
untuk menyaring sludge, timbangan elektrik untuk menimbang berat sampel, oven
untuk mengeringkan sampel dan mengetahui kadar air sludge, mesin bandsaw,
untuk memotong sampel yang telah jadi, kamera digital untuk dokumentasi hasil,
plat besi dan bingkai besi (frame) untuk mencetak sampel jadi papan serat, plastik
untuk wadah sludge, kaliper untuk mengukur ketebalan papan serat, circular saw
untuk memotong sampel yang telah jadi, mesin amplas untuk meratakan papan
serat yang sudah dipotong, alat tulis, untuk mencatat hasil.
Bahan yang digunakan dalam penelitian ini adalah sludge sebagai sampel untuk pembuatan hardboard. Asetat anhidrida (CH3CO2)O untuk memperluas permukaan papan serat sehingga mempermudah untuk dibentuk menjadi papan,
Metode Pelaksanaan Persiapan bahan baku
Kegiatan persiapan bahan baku dilakukan dalam 5 tahap yaitu:
1. Pengadaan bahan baku
Sludge diperoleh dari PT. Pindo Deli Mandiri Deli Tua Medan. Sludge
diperoleh dari kolam penampungan limbah yang disedot dan diambil secara
manual dari kolam, kemudian dimasukkan ke dalam wadah-wadah atau
kantong plastik berukuran besar.
2. Proses pencucian
Sludge yang telah diperoleh dimasukkan ke dalam alat disintegrator
(pengaduk) dan ditambahkan air secukupnya sampai sludge tersebut tenggelam. Pengadukan dilakukan selama 20 - 25 menit. Pengadukan ini
dilakukan untuk dapat memisahkan sludge dari kandungan kapurnya, sehingga
serat-seratnya terpisah.
3. Penyaringan dan pengeringan
Sludge yang sudah dipisahkan dari kandungan kapurnya, kemudian disaring dengan menggunakan saringan 40 mesh agar terpisah serat dari kapur dan
airnya. Setelah didapatkan serat sludge maka sludge yang sudah disaring
tersebut dikeringkan secara alami sampai kadar air mencapai 5 – 10%.
4. Pencampuran asetat anhidrida
Asetat anhidrida dicampurkan pada serat sludge yang telah disaring dengan pemberian konsentrasi 0%, 3%, 5%, dan 7%. Pemberian asetat anhidrida ini
sludge melebar sehingga mempermudah untuk dibentuk menjadi papan, kemudian sludge dikeringudarakan.
5. Pencampuran bahan baku dan perekat
Setelah serat kering, dilakukan pencampuran serat sludge dengan perekat isosianat. Pencampuran perekat dilakukan dengan metode pengadukan
Pembuatan Hardboard
Proses selanjutnya adalah pembuatan hardboard akan dilakukan dengan proses kering (dry process) yaitu dengan menggunakan pengempaan panas (hot
press). Adonan sampel diaduk dan disemprot kembali dengan perekat isosianat. Pengempaan dilakukan dengan suhu 1700 C dan tekanan 45 Pa selama 20 – 25 menit. Ukuran papan yang akan dibuat dengan ukuran 25 x 20 x 1 cm
dengan kerapatan 1,2 g/cm3. Dilakukan conditioning selama 4 - 5 jam dalam frame tersebut setelah dikeluarkan dari kempa.
Pengujian Hardboard
Pengujian dilakukan dengan menggunakan standar pengujian Japan
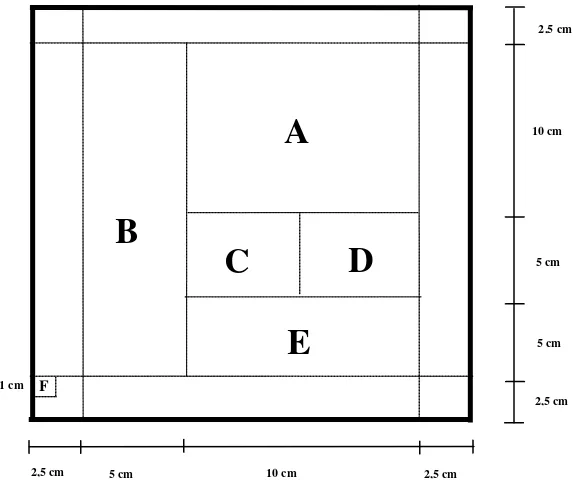
Industrial Standard (JIS) 5905-2003 untuk hardboard. Pembagian sampel untuk pengujian dapat dilihat pada Gambar 1.
Keterangan gambar:
A = Contoh uji kadar air dan kerapatan
B = Contoh uji untuk MOR dan MOE
C = Contoh uji untuk daya serap air dan pengembangan tebal
D = Contoh uji untuk IB
E = Contoh uji untuk kuat pegang sekrup
F = Contoh uji untuk keawetan
Pengujian yang dilakukan meliputi pengujian sifat fisis, sifat mekanis dan
keawetannya, yaitu:
1. Pengujian sifat fisis papan serat
a. Kerapatan
Pengujian kerapatan dilakukan pada kondisi kering udara dan volume kering
10 cm
Gambar 2. Pola pengambilan contoh uji pada masing-masing pengujian dengan ukurra 20 x 25 x 1 cm
Kerapatan (g/cm3) =
Volume = volume (panjang x lebar x tebal) sampel
b. Kadar Air (KA)
Kadar air papan serat dihitung berdasarkan berat awal (BA) dan berat kering
setelah dioven (BKO) selama 24 jam pada suhu 103 ± 20 C. Nilai KA dihitung berdasarkan rumus:
Kadar air (%) = x100%
Volume = volume (panjang x lebar x tebal) sampel
c. Daya Serap Air (DSA)
Daya serap air (DSA) papan serat dihitung berdasarkan berat sebelum (B1) dan setelah perendaman (B2) dalam air selama 2 dan 24 jam dihitung dengan rumus :
B1 = berat sebelum perendaman
B2 = berat setelah perendaman
d. Pengembangan Tebal
Keterangan:
T1 = tebal sebelum perendaman
T2 = tebal setelah perendaman
2. Pengujian sifat mekanis papan serat
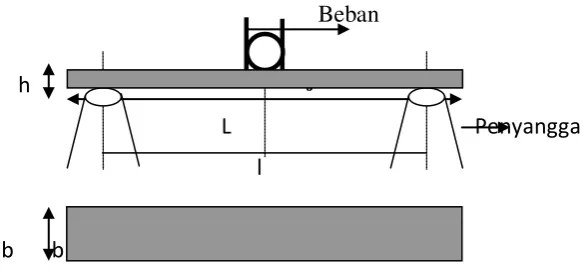
a. Keteguhan Patah (Modulus of Rupture = MOR)
Pengujian keteguhan patah dilakukan dengan menggunakan Universal
Testing Machine dengan menggunakan lebar bentang (jarak penyangga)
15 cm.
Gambar 3. Cara Pembebanan Pengujian MOR
Nilai MOR dihitung dengan menggunakan rumus:
Keterangan :
b. Keteguhan Lentur (Modulus of Elasticity = MOE)
Pengujian modulus lentur papan serat dilakukan bersama-sama dengan
defleksi yang terjadi pada saat pengujian dicatat pada setiap selang beban
tertentu.
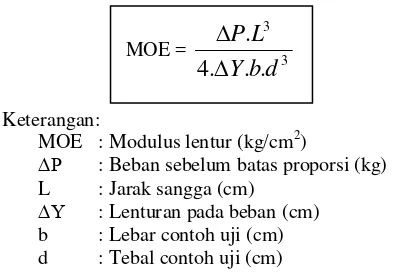
Nilai MOE dihitung berdasarkan rumus :
Keterangan:
MOE : Modulus lentur (kg/cm2)
∆P : Beban sebelum batas proporsi (kg)
L : Jarak sangga (cm)
∆Y : Lenturan pada beban (cm)
b : Lebar contoh uji (cm)
d : Tebal contoh uji (cm)
c. Keteguhan Rekat Internal (Internal Bond)
Keteguhan rekat diperoleh dengan cara merekatkan kedua permukaan contoh
uji pada balok besi. Kemudian balok besi tersebut ditarik secara berlawanan.
Nilai keteguhan rekat internal dihitung berdasarkan rumus :
IB =
d. Kuat Pegang Sekrup
Sekrup dimasukkan ke dalam contoh uji yang berukuran 5 x 10 cm hingga
mencapai kedalaman 8 mm. Sekrup yang digunakan berdiameter 7 mm dan
panjangnya 16 mm. Nilai kuat pegang sekrup dinyatakan oleh besarnya
beban maksimum yang dicapai dalam kilogram.
3. Pengujian ketahanan hardboard terhadap serangan rayap
Pengujian ketahanan ini dilakukan untuk mengetahui sifat ketahanan
hardboard terhadap serangan rayap dan organisme perusak lainnya. Metode pengujian ketahanan terhadap serangan rayap dilakukan berdasarkan metode
Santoso dan Jassni (2003). Pengujian ketahanan dilakukan dengan
mengumpankan contoh uji berukuran 1 x 1 x 1 cm pada rayap yang
diletakkan di dalam botol. Rayap yang diumpankan berjumlah 50 rayap,
dengan komposisi yaitu 45 rayap pekerja dan 5 rayap prajurit. Lama
pengujian dilakukan hingga seluruh rayap mati dimana pengamatan
mortalitas (tingkat kematian) rayap dihitung setiap hari dengan rumus:
Mortalitas (%) =
Keterangan:
M0 = total jumlah rayap yang diumpankan
M1 = jumlah rayap yang mati
Pengujian rayap dilakukan dengan standar SNI 01-7207-2006 tentang uji
ketahanan kayu dan produk kayu terhadap organisme perusak kayu. Pada akhir
pengujian dihitung persentasi kehilangan berat contoh uji dengan rumus:
Kehilangan berat (%) =
Keterangan:
W0 = berat kering oven sampel sebelum diumpankan pada rayap tanah
Analisis Data
Analisis data yang digunakan adalah rancangan acak lengkap yang
bertujuan untuk mengetahui pengaruh pemberian asetat anhidrida dalam
konsentrasi yang berbeda yaitu 0%, 3%, 5%, dan 7% dan masing-masing
sebanyak 3 kali ulangan. Model statistik dari rancangan percobaan ini adalah
sebagai berikut:
Yij= µ + τi+ εij Keterangan:
Yij = respon unit percobaan yang dikenakan perlakuan ke-i ulangan ke-j
µ = Nilai rataan umum
τi = pengaruh perlakuan pemberian asetat anhidrida ke-i
εij = kesalahan unit percobaan yang dikenakan perlakuan ke-i ulangan ke-j
i = pemberian asetat anhidrida dengan jumlah konsentrasi 0%, 3%, 5%, dan
7%
j = ulangan 1, 2, 3
Hipotesis yang digunakan adalah :
Ho : pemberian asetat anhidrida dengan konsentrasi 0%, 3%, 5%, dan 7% tidak meningkatkan nilai sifat fisis, mekanis, dan
keawetan hardboard yang dihasilkan.
H1 : pemberian asetat anhidrida dengan konsentrasi 0%, 3%, 5%, dan 7% meningkatkan nilai sifat fisis, mekanis, dan keawetan
hardboard yang dihasilkan.
Jika pemberian asetat anhidrida dengan konsentrasi 0%, 3%, 5%, dan 7%
memberikan pengaruh terhadap sifat fisis, mekanis dan keawetan hardboard.
Test) untuk mengetahui faktor perlakuan mana yang paling berpengaruh terhadap sifat fisis dan mekanis dan keawetan hardboard yang dihasilkan.
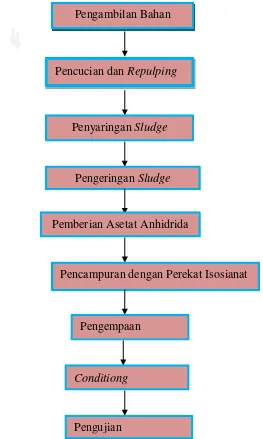
Skema proses pengerjaan hardboard mulai dari persiapan bahan baku hingga
pembuatannya.
Gambar 5. Skema Proses Pengerjaan Hardboard dengan Ukuran Dimensi (pxlxt)
= 25 x 20 x 1 cm
Pengambilan Bahan
Pencucian dan Repulping
Penyaringan Sludge
Pengeringan Sludge
Pemberian Asetat Anhidrida
Pencampuran dengan Perekat Isosianat
Pengempaan
Conditiong
HASIL DAN PEMBAHASAN
Sifat FisisPengujian sifat fisis berguna untuk mengetahui karakteristik dan kualitas
fisis dari hardboard yang dihasilkan. Nilai rata-rata hasil pengujian sifat fisis
ditampilkan pada Tabel 2.
Tabel 2. Nilai rata-rata hasil pengujian sifat fisis hardboard. Konsentrasi
Asetat anhidrid KA(%)
Kerapatan
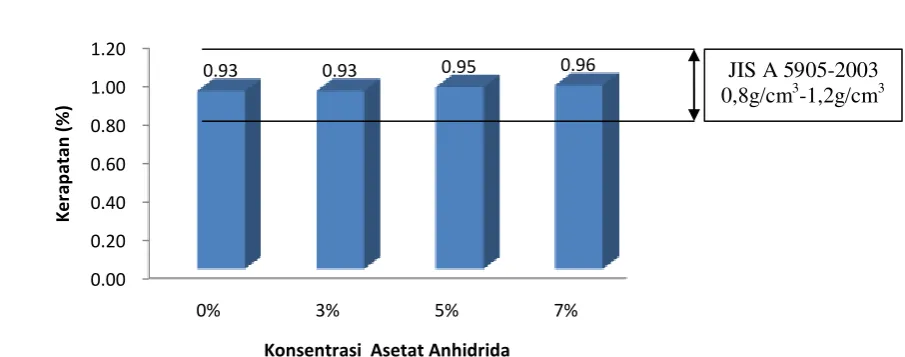
Kerapatan adalah salah satu sifat fisis yang menunjukkan perbandingan
antara massa benda terhadap volumenya atau banyaknya massa zat persatuan
volume. Kerapatan hardboard yang dihasilkan berkisar 0,93 – 0,96 g/cm3. Kisaran nilai tersebut telah memenuhi standar JIS A 5905-2003 dimana kerapatan
hardboard yang diperbolehkan antara 0,8 – 1,2 g/cm3. Sehingga dapat disimpulkan bahwa kerapatan hardboard yang diuji layak untuk digunakan.
Namun kerapatan hardboard masih belum mencapai kerapatan target (1,2 g/cm3). Kerapatan papan tidak tercapai disebabkan kurangnya tekanan spesifik pada saat
proses pengempaan panas. Sludge merupakan bahan yang ringan dan lunak
sehingga sangat volumenous untuk dijadikan hardboard dan dibutuhkan pemampatan yang tinggi untuk mencapai kerapatan target. Kerapatan tidak
mencapai target juga disebabkan karena penyebaran perekat kurang merata,
sehingga di satu bagian papan kerapatannya tinggi dan di bagian lainnya
yaitu usaha pembebasan tekanan yang dialami papan setelah proses pengempaan
dan penyesuaian kadar air papan pada saat pengkondisian sehingga terjadi
kenaikan ketebalan papan, dimana kenaikan tebal papan menyebabkan
menurunnya kerapatan hardboard.
Hasil sidik ragam menunjukkan bahwa pemberian konsentrasi asetat
anhidrida (0%, 3%, 5%, dan 7%) tidak memberikan pengaruh terhadap kerapatan
hardboard tersebut. Hal ini disebabkan pemberian asetat anhidrida pada
hardboard tidak berfungsi untuk meningkatkan nilai kerapatannya. Rowell (2004) menyatakan bahwa asetat anhidrida dapat meningkatkan ketahanan terhadap
jamur, serangga, degradasi ultraviolet, stabilisas pada kondisi panas, stabilitas
dimensi, kekakuan, kekerasan, kesesuaian dengan bahan lain, dan mempengaruhi
penyerapan kelembaban papan asetilasi. Kerapatan tertinggi pada konsentrasi 7%
yaitu rata-rata 0,96 g/cm3 dan terendah pada konsentrasi 0% dan 3% yaitu rata-rata 0,93 g/cm3. Hasil kerapatan pada penelitian ini secara lengkap disajikan pada Gambar 6.
Gambar 6. Nilai Kerapatan hardboard
Kerapatan dipengaruhi oleh tebal dinding sel, kadar air dan proses
perekatan yang dinyatakan Bowyer dkk. (2003). Peningkatan kerapatan
disebabkan terjadinya pemadatan sirekat akibat pengempaan sewaktu pembuatan
hardboard. Semakin tinggi kerapatan hardboard yang dihasilkan menunjukkan bahwa ikatan antar serat yang terjadi sangat kuat dan baik. Adanya perekat yang
ditambahkan dalam pembuatan hardboard membuat pori-pori antar serat tertutup dan semakin baik bidang kontak antar serat pada permukaan hardboard, hal ini akan berpengaruh terhadap kekuatan papan yang dihasilkan.
b. Kadar Air
Kadar air adalah kandungan air yang terdapat dalam partisi sewaktu
digunakan atau diletakkan dalam lingkungan udara terbuka. Uap air akan berusaha
masuk ke setiap benda yang ada disekelilingnya dan akan mencapai
kesetimbangan dengan kadar air di udara. Namun kadar air akan sulit masuk
melalui pori-pori bilamana bahan tersebut sangat kedap air. Kadar air sangat
mempengaruhi kualitas fisis hardboard. Semakin tinggi kadar air, kualitas
hardboard akan semakin tidak baik.
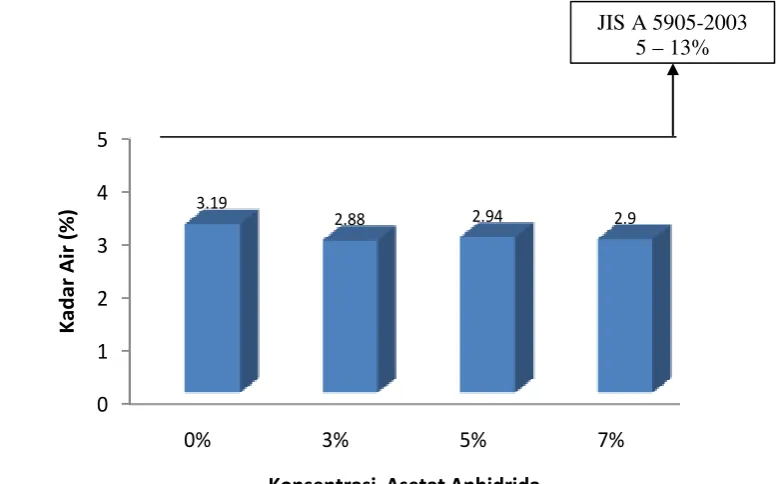
Kadar air papan hardboard yang dihasilkan mempunyai nilai berkisar 2,88 – 3,19%. Kadar air tertinggi terdapat pada konsentrasi 0% yaitu rata-rata
3,19% dan yang terendah pada konsentrasi 3% yaitu rata-rata 2,9%. Nilai kadar
air tersebut tidak memenuhi standar JIS A 5905-2003 yaitu sebesar 5 - 13%.
Menurut Rowel (2004) proses asetilasi pada kayu terjadi pergantian gugus OH
oleh gugus asetil, sehingga kayu asetilasi lebih kering dan memiliki kadar air yang
rendah. Proses terjadinya asetilisasi pada serat sludge dapat dilihat pada reaksi di
Serat-OH + CH3C(=O)-O-C(=O)-CH3→ Serat-O-C(=O)-CH3 + CH3C(=O)-OH
Saat serat diberi perlakuan asetat anhidrida maka menghasilkan serat
terasetilisasi dan tersisa asam asetat. Serat yang terasetilisasi tidak memiliki gugus
OH lagi oleh karena pemberian asetat anhidrida pada serat tersebut. Gugus OH
tersebut terdapat pada asam asetat yang dihasilkan dari hasil reaksi asetilisasi
tersebut. Hal ini dapat dibuktikan dengan kadar air hardboard dengan konsentrasi asetat anhidrida 3%, 5% dan 7% lebih rendah dibandingkan kadar air hardboard
dengan konsentrasi 0% yang tidak diberi asetat anhidrida. Maka pemberian asetat
anhidrida pada hardboard dapat mengurangi kadar air dibandingkan dengan
hardboard yang tidak diberi asetat anhidrida. Kadar air hardboard ini secara lengkap disajikan pada Gambar 7.
0
Gambar 7. Nilai Kadar Air Hardboard
Serat terasetilisasi Asam asetat
Serat Asetat anhidrida
Hasil sidik ragam menunjukkan pemberian konsentrasi asetat anhidrida
(0%, 3%, 5%, dan 7%) tidak berpengaruh nyata terhadap hardboard, sehingga tidak perlu dilakukan uji lanjutan. Hal ini dikarenakan semakin tinggi perekat,
maka permukaan papan serat akan lebih merata tertutupi karena rongga-rongga
partikel dimasuki oleh serat dan sebaliknya. Hal ini sesuai dengan hasil penelitian
Ruhendi dkk. (2007) yang menyatakan bahwa kadar air papan komposit
dipengaruhi oleh kerapatannya, papan dengan kerapatan tinggi memiliki ikatan
antara molekul partikel dengan molekul perekat terbentuk dengan kuat sehingga
molekul air sulit mengisi rongga yang terdapat dalam papan partikel karena telah
terisi dengan molekul perekat.
c . Daya Serap air
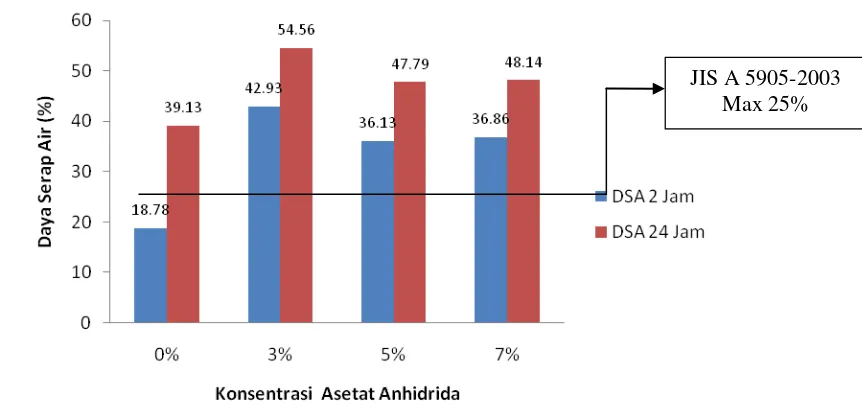
Daya serap air yang diperoleh selama perendaman 2 jam yang tertinggi
adalah pada konsentrasi 3% yaitu rata-rata 42,93% dan yang terendah pada
konsentrasi 0% yaitu rata-rata 18,78%. Sedangkan pada daya serap air selama
24 jam nilai tertinggi pada konsentrasi 3% yaitu rata-rata 54,56% dan terendah
pada konsentrasi 0% yaitu rata-rata 39,13%. Secara keseluruhan daya serap air
yang dihasilkan menunjukkan penyerapan air yang tinggi, hal ini dikarenakan
papan yang dihasilkan adalah papan serat dari sludge. Serat sludge tersebut
cenderung mudah menyerap air lebih banyak dalam jumlah dan waktu tertentu.
Daya serap akan menurun seiring tingkat kejenuhan air dalam papan. Hal ini
didukung oleh Lee (2002) dimana penelitiannya terhadap papan serat berbahan
Gambar 8. Nilai Daya Serap Air hardboard
Hasil sidik ragam menunjukkan pemberian dosis asetat anhidrida tidak
berpengaruh nyata terhadap daya serap air hardboard. Hal ini dikarenakan di dalam sludge masih terdapat kalsium karbonat yang menyerap air. Asetat
anhidrida hanya dapat menurunkan penyerapan air oleh serat, tetapi tidak dapat
menurunkan penyerapan oleh kalsium karbonat tersebut, sehingga daya serap air
hardboard menjadi lebih tinggi. Berbeda dengan Penelitian Salim (2007) yang membandingkan hardboard dari buluh/bambu semantan (Gigantochloa
scortechini Gamble) dan pinus komersil dengan menggunakan resin dan penambahan parafin, menunjukkan bahwa penambahan resin dari 1% ke 2%
menurunkan daya serap air dan meningkatkan sifat mekanis yaitu MOE, MOR
dan IB. Karena fungsi parafin itu sendiri berfungsi menolak air. Sehingga dengan
semakin rendahnya daya serap air, maka kekuatan hardboard yang dihasilkan akan semakin meningkat dan layak pakai. Namun, bila dibandingkan hardboard
dari bahan buluh semantan dengan pinus komersil, hardboard yang berbahan dari buluh semantan lebih baik hasilnya dibandingkan yang berbahan pinus komersil.
dari hardboard yang berbahan sludge dapat disimpulkan bahwa penelitan Salim (2007) lebih layak pakai dibanding hardboard dari bahan sludge.
Pengujian daya serap air tidak memenuhi standard JIS A 5905-2003 yaitu
maksimum 25 %. Hal ini dikarenakan semakin tingginya kadar air yang terdapat
pada papan serat pada saat perendaman sehingga daya serap pada papan dengan
cepat menyerap air. Hal tersebut juga dapat dikarenakan distribusi perekat
isosianat yang kurang merata pada adonan hardboard sebelum dikempa, sehingga terdapat rongga-rongga antar serat sludge yang menyerap air. Kandungan kalsium
karbonat yang terdapat pada sludge juga mempengaruhi proses perekatan yang terjadi antar serat. Kalsium karbonat yang terkandung dalam sludge tidak dapat
hilang dengan sekali pencucian. Hal ini didukung oleh Taramian et al. (2004) yang menyatakan bahwa sludge memiliki kandungan material inorganik seperti lumpur kaolin dan kalsium karbonat.
Material inorganik tersebut tidak dapat hilang seluruhnya dengan sekali
pencucian saja. Hal tersebut menyebabkan kalsium karbonat mengendap yang
berbentuk seperti kapur. Endapan kalsium karbonat tersebut yang menghambat
proses perekatan antar serat, karena perekat tidak seutuhnya merekat pada serat
sehingga terdapat rongga-rongga antar serat yang mengakibatkan daya serap air
hardboard yang dihasilkan tinggi. d. Pengembangan Tebal
Pengembangan tebal merupakan sifat fisis untuk mengukur kemampuan
papan menjaga dimensinya selama direndam dalam air. Semakin tinggi nilai
pengembangan tebal maka semakin rendah kestabilan dimensinya dan demikian
tertentu yaitu 2 jam dan 24 jam. Hal ini dilakukan untuk melihat pengembangan
tebal dengan lebih teliti. Meningkatnya waktu perendaman maka pengembangan
tebal semakin bertambah pada setiap papan serat yang dihasilkan.
Gambar 9. Nilai Pengembangan Tebal hardboard
Pengembangan tebal yang diperoleh selama perendaman 2 jam yang
tertinggi pada konsentrasi 5% yaitu rata-rata 22,02% dan terendah pada
konsentrasi 0% yaitu rata-rata 8,79%. Sedangkan pada pengembangan tebal
selama 24 jam nilai tertinggi pada konsentrasi 7% yaitu sebesar 28,13% dan nilai
terendah yaitu pada konsentrasi 0% yaitu sebesar 15,94%. Oleh karena itu,
pengujian pengembangan tebal tidak memenuhi standard JIS A 5905-2003 yaitu
maksimum 12%. Pengembangan tebal tidak memenuhi standar disebabkan oleh
kerapatan hardboard yang rendah. Kerapatan yang rendah cenderung memiliki kepadatan yang rendah pula, sehingga terdapat rongga pada hardboard. Adanya rongga tersebut menunjukkan air masuk dan menyebabkan pengembangan
dimensi hardboard.
Hasil sidik ragam menunjukkan pemberian konsentrasi asetat anhidrida
yang 24 jam memberikan pengaruh nyata terhadap pengembangan tebal papan
hardboard. Hal ini juga didukung oleh hasil uji lanjutan Duncan yang menunjukkan bahwa hardboard dengan konsentrasi asetat anhidrida 0% berbeda nyata dengan konsentrasi 5% dan 7% tetapi tidak berbeda nyata dengan
konsentrasi 3%. Hal ini dipengaruhi oleh pemberian asetat anhidrida yang semakin meningkat, dimana fungsi asetat anhidrida untuk memekarkan selulosa
sludge, sehingga lebih mudah menyerap air dan semakin meningkat pula nilai pengembangan tebalnya. Berbeda dengan penelitian Muehl dkk. (1999)
menyatakan penambahan parafin menurunkan pengembangan tebal dan cenderung
untuk meningkatkan sifat-sifat mekanis, tetapi pengaruhnya tidak meningkat
secara proposional dengan jumlah parafin. pengembangan tebal cenderung
menurun dengan peningkatan jumlah resin, peningkatan kerapatan panel, dan
penambahan parafin. Pengaruh parafin dalam hal kemampuan menyerap air secara
gradual menurun dengan meningkatnya waktu perendaman.
Sifat Mekanis
Sifat mekanis papan adalah sifat yang berhubungan dengan ukuran
kemampuan papan untuk menahan gaya luar yang bekerja padanya, yang
termasuk kedalam sifat mekanis papan adalah keteguhan patah, keteguhan lentur,
keteguhan rekat dan kuat pegang sekrup.
a. MOE (Modulus of Elasticity)
Hasil MOE hardboard yang dihasilkan berkisar antara
dihasilkan tidak memenuhi nilai standar JIS A 5905-2003 yaitu minimum
25500 kgf/cm2. Hasil analisis sidik ragam menunjukkan bahwa pemberian asetat anhidrida dengan dosis yang berbeda-beda tidak mempengaruhi nilai MOE
hardboard yang dihasilkan. Hal ini berhubungan dengan bahan yang digunakan untuk membuat hardboard yaitu sludge yang berasal dari limbah kayu dimana
panjang dan diameter serat-seratnya pendek dan mudah hancur karena telah
digunakan sebelumnya sehingga sifat kekakuan dan kekuatannya telah menurun.
Sementara untuk mendapatkan kekuatan papan yang tinggi diperlukan ikatan antar
serat yang kuat dengan serat berdiameter besar dan berdinding tipis. Data hasil
MOE hardboard disajikan dalam Lampiran 9 dan nilai rata-ratanya terdapat pada
Gambar 10.
Gambar 10. Nilai Modulus Of Elasticity Hardboard
Taramian dkk. (2006) juga menyatakan bahwa sludge memiliki kandungan material inorganik seperti lumpur kaolin dan kalsium karbonat. Material inorganik
tersebut tidak dapat hilang seluruhnya dengan sekali pencucian saja. Pada tahap
pencucian sludge untuk dijadikan hardboard kalsium karbonat tidak tercuci secara sempurna sehingga serat sludge yang dihasilkan bukan serat-serat kayu seutuhnya.
Hal ini mempengaruhi proses perekatan dengan isosianat, dimana perekat tidak
dapat bereaksi dengan kalsium karbonat seperti kapur sehingga proses perekatan
antar serat tidak terjalin. Oleh karena itu MOE hardboard yang dihasilkan sangat
rendah, sehingga tidak layak digunakan sebagai papan struktural.
b. Keteguhan Patah (MOR)
Hasil MOR hardboard yang dihasilkan berkisar 87,09 - 186,99 kgf/cm2 yang menunjukkan bahwa MOR hardboard tidak memenuhi nilai standar JIS A 5905-2003 yaitu minimum 357 kgf/cm2. Nilai MOR tertinggi pada konsentrasi asetat anhidrida 7% yaitu rata-rata 186,99 kgf/cm2 dan terendah pada konsentrasi asetat anhidrida 5% yaitu rata-rata 87,09 kgf/cm2.
Hasil analisis sidik ragam menunjukkan bahwa pemberian asetat anhidrida
dengan konsentrasi yang berbeda mempengaruhi nilai MOR hardboard yang dihasilkan (Lampiran 3). Hal ini didukung oleh hasil uji lanjutan Duncan yang
menunjukkan bahwa hardboard dengan konsentrasi 7% berbeda nyata dengan konsentrasi 0%, 3% dan 5%. Hal ini berhubungan dengan kerapatan papan yang
dinyatakan oleh Haygreen dan Bowyer (1996), semakin tinggi kerapatan papan
serat penyusunnya maka akan semakin tinggi sifat keteguhan dari papan yang
dihasilkan. Sesuai dengan hasil kerapatan pada konsentrasi 3% dan 7% nilai
kerapatan meningkat. Sehingga sesuai literatur di atas maka semakin meningkat
Gambar 11. Nilai MOR hardboard
Hasil penelitian Muehl dkk. (1999) yang berbahan dari serat kenaf dengan
penambahan parafin, menunjukkan nilai MOR semakin meningkat dengan semakin
bertambahnya pemberian parafin. Sama halnya dengan penelitian
Chow dkk. (1995) yang berbahan serat pinus menyatakan bahwa MOR meningkat
dengan semakin meningkatnya pemberian resin dari 3% ke 7%. Namun beda
halnya dengan hardboard yang berbahan serat sludge, pada konsentrasi 3%
meningkat namun pada konsentrasi 5% menurun dan pada konsentrasi 7%. Hal ini
disebabkan karena miskinnya ikatan lignoselulosa sludge sehingga saat dibentuk
menjadi papan, serat-serat sludge tidak saling mengikat. Selain itu disebabkan oleh
proses perekatan pada permukaan papan yang tidak baik, karena prosesnya dilakukan
secara manual yaitu dengan pengadukan. Namun masih dapat dibuat menjadi papan
komposit dengan cara memodifikasi kandungan kimianya.
Hasil MOR sama dengan nilai MOE yang tidak memenuhi standar yang
diacu. Nilai MOE dan MOR rendah dipengaruhi oleh kandungan yang terdapat
pada sludge tersebut yaitu kalsium karbonat. Kalsium karbonat merupakan filler
dalam pembuatan kertas pada industri pulp dan kertas. Kalsium karbonat adalah
material yang dapat terlarut dalam kondisi asam. Kalsium karbonat bereaksi
perlahan dengan asam yang menimbulkan ion kalsium, yang bergabung dengan
ion lainnya seperti sitrat dan fosfat, dan mengendap seperti lapisan kabut putih
mengeras seperti batu dan juga seperti kapur (www.kertas grafis.com, 2003).
c . Internal Bond (IB)
Hasil internal bondhardboard berkisar 0,71 - 0,93 kgf/cm2. Nilai internal bond yang paling rendah ditunjukkan oleh hardboard konsentrasi 3%, sedangkan
untuk nilai internal bond tertinggi ditunjukkan hardboard konsentrasi 5% sebesar
0,93 kgf/cm2. Sehingga internal bond hardboard tidak memenuhi nilai standard JIS A 5905-2003 yaitu 4,08 kgf/cm2. Nilai IB menunjukkan bahwa pada konsentrasi 0% ke 3% terjadi penurunan, tetapi pada konsentrasi 5% terjadi
peningkatan dan kemudian pada konsentrasi 7% terjadi penurunan. Hal ini diduga
dipengaruhi oleh proses perekatan isosianat dengan serat-serat sludge. Dimana
proses pencampuran perekat dengan sludge dilakukan dengan pengadukan secara manual (dengan tangan), dimana terdapat kemungkinan penyebaran perekat yang
tidak merata ke seluruh serat-serat sludge dan dapat menyebabkan kekuatan rekat
0
Gambar 12. Nilai Internal Bond hardboard
Hasil internal bond hardboard tidak memenuhi standard disebabkan serat
sludge yang menjadi bahan baku hardboard bukan merupakan serat murni dari kayu asalnya yang memiliki kandungan lignoselulosa yang tinggi. Namun sludge
merupakan limbah dari hasil produksi serat untuk pulp dan kertas, dimana limbah
serat yang dihasilkan pendek-pendek dan mudah hancur sehingga sulit untuk
direkat.
Hal ini didukung dengan penelitian Ingeten (2009) yang meneliti dimensi
serat sludge, dimana lumen serat yang sempit, panjang serat sludge pendek dan
berdinding tebal sehingga sulit digepengkan dan ikatan antar serat sulit terjalin.
Menurut Wardhani (1999) besarnya nilai keteguhan rekat dipengaruhi oleh tebal
tipisnya dinding sel sirekat (serat sludge). Semakin tipis dinding sel sirekat maka
keteguhan rekatnya semakin kecil.
Di bawah ini dapat dilihat proses reaksi serat sludge yang diberi asetat
anhidrida dan kemudian ditambahkan dengan isosianat.
Serat sludge yang masih memiliki kandungan kalsium karbonat diberi
asetat anhidrida sehingga serat terasetilisasi. Serat yang terasetilisasi tersebut tidak
dapat bereaksi dengan perekat isosianat. Oleh karena itu ikatan antar serat tidak
dapat terjalin sehingga menyebabkan internal bond hardboard yang dihasilkan
sangat rendah dan rapuh.
Hasil analisis sidik ragam menunjukkan bahwa pemberian asetat anhidrida
dengan konsentrasi yang berbeda-beda tidak mempengaruhi nilai internal bond
hardboard yang dihasilkan. Karena pada dasarnya asetat anhidrida tidak ditujukan untuk meningkatkan keteguhan rekat hardboard yang dihasilkan tersebut. Bila
dibandingkan dengan beberapa penelitian yang berbahan serat dari pinus, buluh
semantan, serbuk-serbuk junifer dengan menggunakan resin dan penambahan
parafin hasilnya jauh lebih baik dibandingkan hardboard yang terbuat dari sludge. Namun masih dapat dijadikan papan komposit dengan cara memodifikasi
kandungan kimianya.
d. Kuat pegang sekrup
Hasil kuat pegang sekrup hardboard berkisar 16,51 - 27,46 kgf. Nilai kuat
pegang sekrup yang paling rendah ditunjukkan oleh hardboard konsentrasi 7% yaitu 16,51 kgf, sedangkan untuk nilai tertinggi ditunjukkan hardboard
konsentrasi 0% sebesar 27,48 kgf. Nilai kuat pegang sekrup hardboard dapat dilihat pada Gambar 13.
Gambar 13. Nilai Kuat Pegang Sekrup hardboard
Hasil analisis sidik ragam menunjukkan bahwa tidak ada pengaruh
pemberian asetat anhidrida dengan konsentrasi yang berbeda-beda terhadap nilai
kuat pegang sekrup hardboard yang dihasilkan. Hal ini disebabkan karena pemberian asetat anhidrida memekarkan selulosa yang mengakibatkan serat
menjadi lebih lebar dan tipis sehingga tidak kuat dalam menahan sekrup.
Hasil kuat pegang sekrup yang dihasilkan berkisar 16,51 - 27,46 kgf yang
menunjukkan bahwa kuat pegang sekrup hardboard tidak memenuhi nilai standar JIS A 5905-2003 yaitu minimum 5100 kgf. Hal ini sesuai dengan hasil penelitian
Prasetya dkk. (2000) yang menyatakan bahwa rendahnya nilai kuat pegang sekrup
diduga karena distribusi serat tidak merata dalam pembuatan papan yang
mengakibatkan papan masih terdapat rongga sehingga kuat pegang sekrupnya
relatif menurun.
Hal ini juga berhubungan dengan sifat kekakuan dan kekuatan hardboard
yang telah menurun dari bahan sludge yang berasal dari limbah kayu dimana panjang dan diameter serat-seratnya pendek dan mudah hancur karena telah
digunakan sebelumnya. Sementara untuk mendapatkan kekuatan papan yang
tinggi diperlukan ikatan antar serat yang kuat dengan serat berdiameter besar dan
berdinding tipis. Sehingga kekuatan untuk menahan sekrup yang disambungkan
pada hardboard sangat rendah, karena ikatan antar serat tidak terjalin kuat.
Ketahanan Hardboard terhadap Serangan Rayap
Pengujian ketahanan ini dilakukan untuk mengetahui sifat ketahanan
hardboard terhadap serangan rayap dan organisme perusak lainnya. Metode pengujian ketahanan terhadap serangan rayap dilakukan berdasarkan metode
Santoso dan Jasni (2003) . Pengujian ketahanan dilakukan dengan mengumpankan
contoh uji berukuran 1 x 1 x 1 cm pada rayap yang diletakkan di dalam botol.
Rayap yang diumpankan berjumlah 50 rayap, dengan komposisi yaitu 45 rayap
pekerja dan 5 rayap prajurit. Lama pengujian dilakukan hingga seluruh rayap mati
dimana pengamatan mortalitas (tingkat kematian) rayap dihitung setiap hari.
Ketahanan terhadap serangan rayap yang dihasilkan menunjukkan bahwa
tidak ada pengurangan berat terhadap berat awal (sebelum sampel diberi
perlakuan rayap) dengan setelah sampel diberi perlakuan rayap. Rayap yang
diumpankan pada hari yang ketiga sudah mati semuanya, rayap tidak tahan
terhadap pemberian asetat anhidrida. Data persentase kehilangan berat sampel
Tabel 3. Persentase kehilangan berat sampel hardboard uji ketahanan
Sampel hardboard yang diumpankan tidak mengalami penurunan berat dari berat awalnya, artinya serangan rayap pada sampel hardboard sangat sedikit atau bahkan tidak ada sama sekali. Hal ini dapat disebabkan oleh pola makan
rayap yang terganggu karena tertekan dengan makanan yang beracun (sampel
hardboard yang diumpankan) dan kondisi lingkungan yang gelap menyebabkan rayap tidak memakan sampel hardboard dan tidak terjadi kehilangan berat pada
sampel hardbord seluruhnya (Tabel 3). Hal ini didukung oleh Nandika dkk. (2003) bahwa aktivitas makan rayap secara umum dipengaruhi oleh
ketersediaan dan tingkat kesukaan rayap terhadap sumber makanan dan
lingkungan.
Berdasarkan persentase kehilangan berat sampel hardboard yang telah
dihitung, sampel hardboard yang dihasilkan termasuk ke dalam Kelas I yang mengacu pada SNI 01-7207-2006 tentang uji ketahanan kayu dan produk kayu
terhadap organisme perusak kayu yang ditunjukkan pada Tabel 4.
Tabel 4. Klasifikasi ketahanan kayu terhadap rayap tanah berdasarkan penurunan berat.
Kelas Ketahanan Penurunan berat (%)
I Sangat tahan < 3,52
II Tahan 3,52-7,50
III Sedang 7,30-10,96
IV Buruk 10,96-18,94