Potensi Teknis Pemanfaatan Pelepah Nipah Dan Campurannya Dengan Sabut Kelapa Untuk Pembuatan Papan Serat Berkerapatan Sedang
Bebas
16
0
0
Teks penuh
Gambar
Dokumen terkait
Dari pertimbangan-pertimbangan diatas maka penelitian ini dilakukan untuk mendapatkan data kemampuan fisis dan kemampuan mekanis berupa kerapatan, kadar air, pengembangan tebal,
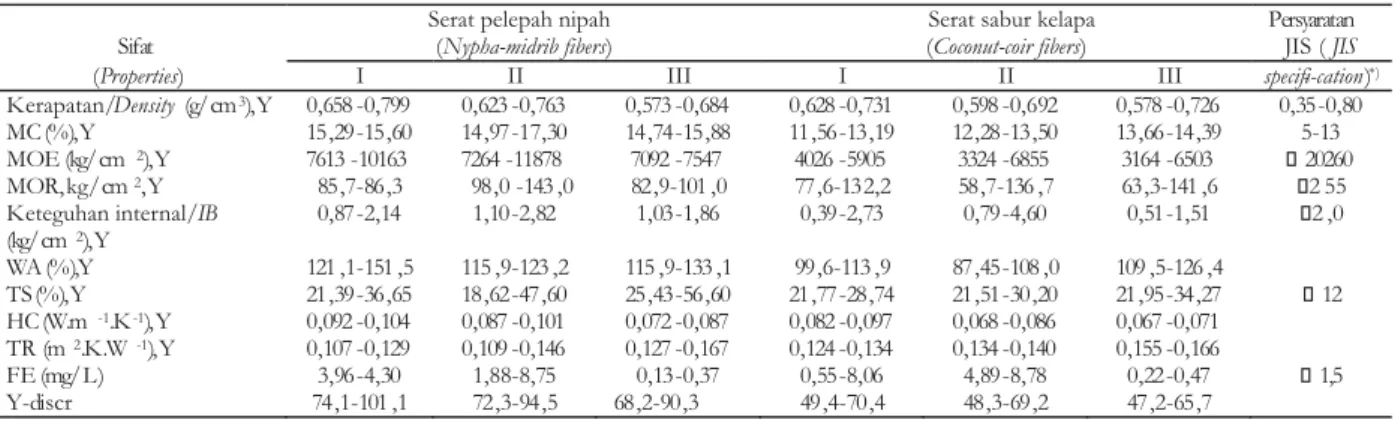
Tujuan dalam penelitian ini adalah untuk mengetahui sifat fisis seperti kerapatan, kadar air dan penyerapan air, sifat mekanik seperti modulus elastis (MOE), modulus patah (MOR)
