ABSTRAK
SLAMET RIYADI. Penjadwalan Mesin Kemas Identik Paralel pada Industri Yoghurt
Menggunakan Pemrograman Linear Integer. Dibimbing oleh PRAPTO TRI SUPRIYO dan
TONI BAKHTIAR
Beberapa industri yoghurt menggunakan bantuan mesin kemas identik dalam proses pengemasan. Pendeknya kehidupan yoghurt, banyaknya produk yang diproduksi setiap hari guna memenuhi sejumlah permintaan, adanya urutan produksi yoghurt, dan biaya setup setiap kali peralihan produk yoghurt, meningkatkan kompleksitas dalam mengambil keputusan penjadwalan proses produksi. Masalah penentuan jadwal yang efisien pada proses produksi yoghurt ini dapat diformulasikan sebagai masalah Pemrograman Linear Integer (PLI). Peminimuman sejumlah biaya produksi seperti biaya peralihan produksi antarproduk, biaya penyimpanan produk, biaya penggunaan mesin, dan biaya lembur penggunaan mesin dijadikan fungsi objektif dalam karya ilmiah ini. Masalah minimisasi ini dapat diselesaikan dengan metode Branch-and-Bound. Penyelesaian masalah ini dilakukan dengan bantuan software Lingo 8.0, yang menghasilkan nilai optimal berupa biaya yang minimum dan dihasilkan juga penjadwalan pengemasan pada mesin kemas identik paralel.
ABSTRACT
SLAMET RIYADI. Scheduling of Parallel identical Packaging Machine in Yoghurt Industry Using Integer Linear Programming. Supervised by PRAPTO TRI SUPRIYO and TONI
BAKHTIAR.
Several yoghurt industries are using identical packaging machines for their packaging
processes. Because of short consumption’s life-time of yoghurt, many different products must be
produced on a daily basis. Moreover, yoghurt production must exist sequently and at every production process shift cost should be setup. All those constraints increases complexity in taking the schedulling decision process production. Efficient scheduling problems on those yoghurt production processess could be formulated as Integer Linear Programming (ILP) problems. Minimizing amount of production costs such as the changeover cost, the inventory holding cost, the machine utilization cost, and an additional cost item that penalizes overtime utilization of the machine used as objective functions in this research. This minimizing problem could be solved by Branch-and-Bound method. The implementation of the method using Lingo 8.0 software. Produces an optimal value of the minimum cost. In addition, the research also produces packaging scheduling in containers of parallel identical packaging machines.
I PENDAHULUAN
1.1 Latar Belakang
Yoghurt adalah jenis makanan berasal dari susu sapi yang dibuat melalui fermentasi bakteri. Proses pembuatan yoghurt cukup kompleks. Susu segar dikumpulkan untuk dites kandungan lemaknya. Setelah lulus tes, susu segar diencerkan dan dipanaskan untuk mengurangi kandungan bakteri jahat dan patogen seperti salmonella dan campylobacter. Pada proses pemanasan ini juga dilakukan pengadukan dan penambahan rasa untuk memperoleh tingkat kekentalan pada yoghurt. Proses berikutnya adalah pendinginan dan penambahan bakteri fermentasi. Setelah dilakukan fermentasi, yoghurt telah siap dikemas melalui mesin kemas, kemudian yoghurt akan mengalami inkubasi selama 12-14 jam. Mesin kemas ini secara otomatis mengisi cangkir-cangkir dengan yoghurt yang telah memiliki rasa.
Beberapa perusahaan menggunakan mesin kemas identik paralel untuk mempercepat proses produksi. Penjadwalan operasi pada mesin kemas identik paralel adalah masalah yang menantang untuk dibahas dalam karya tulis ini. Besarnya diversifikasi yang
dikenakan oleh pasar, pendeknya kehidupan yoghurt, dan banyak produk yang berbeda harus diproduksi setiap hari, meningkatkan kompleksitas dalam mengambil keputusan penjadwalan.
Permasalahan penjadwalan mesin kemas identik paralel pada produksi yoghurt ini akan dimodelkan sebagai masalah Pemrograman Linear Integer (PLI). PLI adalah masalah optimisasi dengan fungsi objektif dan kendala yang linear serta variabel yang integer. Model Penjadwalan mesin kemas identik paralel diperoleh dengan beberapa modifikasi berdasarkan jurnal yang berjudul Optimal production scheduling for the dairy industry ditulis oleh Dogains dan Haralambos pada tahun 2007.
1.2 Tujuan
Tujuan dari karya ilmiah ini adalah memodelkan masalah penjadwalan mesin kemas identik paralel pada produksi yoghurt ke dalam bentuk PLI. Hasil dari penjadwalan ini diharapkan dapat menghasilkan jadwal dengan biaya yang minimum untuk memenuhi pesanan yoghurt.
II LANDASAN TEORI
2.1 Penjadwalan
2.1.1 Definisi Penjadwalan
Penjadwalan merupakan proses pengorganisasian, pemilihan, dan penetapan penggunaan sumberdaya dalam rangka melaksanakan semua aktivitas yang diperlukan untuk menghasilkan output yang diinginkan pada saat yang telah direncanakan, dengan pembatas waktu dan hubungan antar aktivitas dan sumberdaya tertentu. Definisi di atas mengimplikasikan bahwa jika jumlah sumber daya tidak terbatas, maka masalah penjadwalan tidak akan ada. Penjadwalan juga didefinisikan sebagai pengambilan keputusan tentang penyesuaian aktivitas dan sumberdaya dalam rangka menyelesaikan sekumpulan job agar tepat pada waktunya.
(Morton & Pentico 1993)
2.1.2 Tujuan Penjadwalan
Penjadwalan memiliki beberapa tujuan yang penting, yaitu:
1. meningkatkan penggunaan sumberdaya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat
berkurang, dan produktivitas dapat meningkat,
2. mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumberdaya yang ada masih mengerjakan tugas yang lain,
3. mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimumkan biaya keterlambatan, 4. membantu pengambilan keputusan
mengenai perencanaan kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
(Ginting 2009)
2.1.3 Elemen Penjadwalan
Elemen-elemen yang perlu diketahui dalam proses pembangkitan jadwal produksi adalah sebagai berikut:
1. Job
I PENDAHULUAN
1.1 Latar Belakang
Yoghurt adalah jenis makanan berasal dari susu sapi yang dibuat melalui fermentasi bakteri. Proses pembuatan yoghurt cukup kompleks. Susu segar dikumpulkan untuk dites kandungan lemaknya. Setelah lulus tes, susu segar diencerkan dan dipanaskan untuk mengurangi kandungan bakteri jahat dan patogen seperti salmonella dan campylobacter. Pada proses pemanasan ini juga dilakukan pengadukan dan penambahan rasa untuk memperoleh tingkat kekentalan pada yoghurt. Proses berikutnya adalah pendinginan dan penambahan bakteri fermentasi. Setelah dilakukan fermentasi, yoghurt telah siap dikemas melalui mesin kemas, kemudian yoghurt akan mengalami inkubasi selama 12-14 jam. Mesin kemas ini secara otomatis mengisi cangkir-cangkir dengan yoghurt yang telah memiliki rasa.
Beberapa perusahaan menggunakan mesin kemas identik paralel untuk mempercepat proses produksi. Penjadwalan operasi pada mesin kemas identik paralel adalah masalah yang menantang untuk dibahas dalam karya tulis ini. Besarnya diversifikasi yang
dikenakan oleh pasar, pendeknya kehidupan yoghurt, dan banyak produk yang berbeda harus diproduksi setiap hari, meningkatkan kompleksitas dalam mengambil keputusan penjadwalan.
Permasalahan penjadwalan mesin kemas identik paralel pada produksi yoghurt ini akan dimodelkan sebagai masalah Pemrograman Linear Integer (PLI). PLI adalah masalah optimisasi dengan fungsi objektif dan kendala yang linear serta variabel yang integer. Model Penjadwalan mesin kemas identik paralel diperoleh dengan beberapa modifikasi berdasarkan jurnal yang berjudul Optimal production scheduling for the dairy industry ditulis oleh Dogains dan Haralambos pada tahun 2007.
1.2 Tujuan
Tujuan dari karya ilmiah ini adalah memodelkan masalah penjadwalan mesin kemas identik paralel pada produksi yoghurt ke dalam bentuk PLI. Hasil dari penjadwalan ini diharapkan dapat menghasilkan jadwal dengan biaya yang minimum untuk memenuhi pesanan yoghurt.
II LANDASAN TEORI
2.1 Penjadwalan
2.1.1 Definisi Penjadwalan
Penjadwalan merupakan proses pengorganisasian, pemilihan, dan penetapan penggunaan sumberdaya dalam rangka melaksanakan semua aktivitas yang diperlukan untuk menghasilkan output yang diinginkan pada saat yang telah direncanakan, dengan pembatas waktu dan hubungan antar aktivitas dan sumberdaya tertentu. Definisi di atas mengimplikasikan bahwa jika jumlah sumber daya tidak terbatas, maka masalah penjadwalan tidak akan ada. Penjadwalan juga didefinisikan sebagai pengambilan keputusan tentang penyesuaian aktivitas dan sumberdaya dalam rangka menyelesaikan sekumpulan job agar tepat pada waktunya.
(Morton & Pentico 1993)
2.1.2 Tujuan Penjadwalan
Penjadwalan memiliki beberapa tujuan yang penting, yaitu:
1. meningkatkan penggunaan sumberdaya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat
berkurang, dan produktivitas dapat meningkat,
2. mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumberdaya yang ada masih mengerjakan tugas yang lain,
3. mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimumkan biaya keterlambatan, 4. membantu pengambilan keputusan
mengenai perencanaan kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
(Ginting 2009)
2.1.3 Elemen Penjadwalan
Elemen-elemen yang perlu diketahui dalam proses pembangkitan jadwal produksi adalah sebagai berikut:
1. Job
2
terdiri atas satu atau beberapa proses dan dapat berupa produk akhir atau komponen dari sebuah produk akhir, tergantung pada karakteristik pesanan.
2. Proses
Proses merupakan bagian dari job. Setiap job minimal terdiri atas satu proses. Setiap proses memiliki deskripsi, waktu proses, waktu set-up, tempat, dan alat pemrosesan. 3. Sumberdaya
Sumberdaya dapat berupa mesin, tool, atau pekerja yang digunakan untuk menyelesaikan proses suatu job. Setiap mesin hanya dapat mengerjakan satu job pada satu waktu tertentu.
(Ginting 2009)
2.1.4 Informasi Dasar Penjadwalan
Terdapat tiga informasi dasar dalam penjadwalan, yaitu:
1. Waktu proses (tj): jumlah waktu yang dibutuhkan oleh job j.
2. Ready time (rj): titik waktu di mana job j dapat diproses. Pada waktu kedatangan job, dapat diasumsikan bahwa rj bernilai nol untuk setiap job.
3. Due date (dj): titik waktu di mana proses pengerjaan job j harus selesai.
(Ginting 2009)
2.1.5 Kriteria Penjadwalan
Terdapat empat kriteria penjadwalan, yaitu:
1. meminimumkan waktu penyelesaian, 2. memaksimumkan utilitas,
3. meminimumkan persediaan barang setengah jadi,
4. meminimumkan waktu tunggu pelanggan. (Heizer & Barry 2010)
Sebuah industri harus membuat keputusan mengenai cara mengalokasikan sumberdaya, dan tidak ada industri yang beroperasi secara permanen dengan sumberdaya yang tidak terbatas, akibatnya manajemen harus secara terus-menerus mengalokasikan sumberdaya yang langka untuk mencapai tujuan yang optimum. Tiap industri mencoba untuk mencapai tujuan tertentu sesuai dengan batasan sumberdaya tersebut.
Pemrograman linear merupakan model matematik untuk mendapatkan alternatif penggunaan terbaik atas sumberdaya industri.
2.2 Pemrograman Linear
Pemrograman linear merupakan suatu metodologi untuk memperoleh hasil yang optimal dari tujuan yang diinginkan dengan
adanya kendala tertentu. Model Pemrograman Linear (PL) meliputi pengoptimuman suatu fungsi linear terhadap kendala linear.
Definisi 1 (Fungsi Linear)
Suatu fungsi f dalam variabel-variabel adalah suatu fungsi linear jika dan hanya jika untuk suatu himpunan konstanta , f dapat ditulis sebagai
= .
(Winston 2004)
Sebagai contoh, f =
merupakan fungsi linear, sementara f = bukan fungsi linear.
Definisi 2 (Pertidaksamaan dan Persamaan Linear)
Untuk sembarang fungsi linear f dan sembarang bilangan c, pertidaksamaan
f dan f
adalah pertidaksamaan linear, sedangkan suatu persamaan f
merupakan persamaan linear.
(Winston 2004)
Pemrograman Linear (PL) adalah suatu masalah optimisasi yang memenuhi kendala sebagai berikut:
1. Tujuan masalah tersebut adalah memaksimumkan atau meminimumkan suatu fungsi linear dari sejumlah variabel keputusan. Fungsi yang akan dimaksimumkan atau diminimumkan ini disebut fungsi objektif.
2. Nilai variabel-variabel keputusannya harus memenuhi suatu himpunan kendala. Setiap kendala harus berupa persamaan linear atau pertidaksamaan linear.
3. Ada pembatasan tanda untuk setiap variabel dalam masalah ini. Untuk sembarang variabel , pembatasan tanda menentukan harus tak negatif ( ) atau tidak dibatasi tandanya (unrestricted in sign).
(Winston 2004)
Bentuk standar dari suatu PL didefinisikan sebagai berikut:
Definisi 3 (Bentuk Standar PL)
Misalkan diberikan suatu PL dengan m kendala dan n variabel (dilambangkan dengan ). Bentuk standar dari PL tersebut adalah:
3
dengan kendala:
(1) (2)
(3)
(Aminudin 2005)
Jika kita definisikan:
A = .
Kendala pada (1), (2), dan (3) dapat ditulis dengan sistem persamaan linear:
(4)
2.2.1 Solusi Pemrograman Linear
Pemrograman Linear (PL) merupakan metode untuk menyelesaikan masalah optimisasi. George Dantzig pada tahun 1947 (Winston 2004) mengembangkan sebuah algoritma yang efisien dan dapat menghasilkan solusi optimum. Algoritma tersebut dikenal dengan algoritma simpleks. Hingga kini algoritma simpleks merupakan salah satu algoritma yang lazim digunakan untuk menyelesaikan suatu masalah Pemrograman Linear (PL).
Algoritma simpleks merupakan prosedur perhitungan yang berulang (iteratif) di mana setiap pengulangan (iterasi) berkaitan dengan satu pemecahan dasar (solusi basis).
Pada PL (4), vektor yang memenuhi kendala disebut sebagai solusi dari PL (4). Misalkan matriks dapat dinyatakan sebagai , dengan adalah matriks taksingular berukuran yang elemennya berupa koefisien variabel basis dan
merupakan matriks berukuran
yang elemennya berupa koefisien variabel nonbasis pada matriks kendala. Matriks disebut matriks basis untuk PL (4).
Jika vektor dapat dinyatakan sebagai vektor , dengan adalah vektor
variabel basis dan adalah vektor variabel nonbasis, maka dapat dinyatakan sebagai
(5)
Karena adalah matriks taksingular, maka memiliki invers, sehingga dari (5) dapat dinyatakan sebagai:
(6)
Kemudian, fungsi objektifnya berubah menjadi:
min z =
(Winston 2004)
Definisi 4 (Daerah Fisibel)
Daerah fisibel suatu PL adalah himpunan semua titik yang memenuhi semua kendala dan pembatasan tanda pada PL tersebut.
(Winston 2004)
Definisi 5 (Solusi Basis)
Solusi basis adalah solusi PL yang didapatkan dengan mengatur variabel sama dengan nol dan nilai untuk penyelesaiannya adalah dari sisa variabel . Hal ini dengan mengasumsikan bahwa mengatur variabel sama dengan nol akan membuat nilai yang unik untuk sisa variabel atau sejenisnya, kolom-kolom untuk sisa dari variabel adalah bebas linear. (Winston 2004)
Definisi 6 (Solusi Fisibel Basis)
Solusi fisibel basis adalah solusi basis pada PL yang semua variabel-variabelnya tak-negatif.
(Winston 2004)
Definisi 7 (Solusi Optimal)
Untuk masalah maksimisasi, solusi optimal suatu PL adalah suatu titik dalam daerah fisibel dengan nilai fungsi objektif terbesar. Untuk masalah minimisasi, solusi optimal suatu PL adalah suatu titik dalam daerah fisibel dengan nilai fungsi objektif terkecil.
(Winston 2004)
Ilustrasi untuk solusi basis dan solusi basis fisibel dapat dilihat dalam contoh berikut:
Contoh 1
Misalkan diberikan PL berikut: min
terhadap
(7)
Dari PL tersebut didapatkan:
Misalkan dipilih
4
maka matriks basis
,
,
,
Dengan menggunakan matriks basis tersebut, diperoleh
(8)
Solusi (8) merupakan solusi basis, karena solusi tersebut memenuhi kendala pada PL (7) dan kolom-kolom pada matriks kendala yang berpadanan dengan komponen taknol dari (8) yaitu adalah B bebas linear (kolom yang satu bukan merupakan kelipatan dari kolom yang lain). Solusi (8) juga merupakan solusi fisibel basis, karena nilai-nilai variabelnya lebih dari atau sama dengan nol.
2.3 Pemrograman Linear Integer
Pemrograman linear integer adalah suatu model pemrograman linear dengan variabel yang digunakan berupa bilangan bulat (integer). Jika semua variabel harus berupa integer, maka masalah tersebut dinamakan pure integer programming. Jika hanya sebagian yang harus berupa integer, maka disebut mixed integer programming (MIP). PLI dengan semua variabelnya harus bernilai 0 atau 1 disebut 0-1 PLI.
(Garfinkel & Nemhauser 1972)
Definisi 8 (Relaksasi Pemrograman Linear)
Relaksasi pemrograman linear atau sering disebut relaksasi-PL merupakan suatu pemrograman linear yang diperoleh dari suatu PLI dengan menghilangkan kendala integer atau kendala 0-1 pada setiap variabelnya.
Untuk masalah maksimisasi, nilai optimum fungsi objektif relaksasi-PL lebih besar atau sama dengan nilai optimum fungsi objektif PLI, sedangkan untuk masalah minimisasi, nilai optimum fungsi objektif relaksasi-PL lebih kecil atau sama dengan nilai optimum fungsi objektif PLI.
(Winston 2004)
2.4 Metode branch and bound untuk menyelesaikan masalah IP
Dalam penulisan karya ilmiah ini, untuk memperoleh solusi optimum dari masalah PLI digunakan software Wolfram Mathematica 7.0. Metode branch and bound adalah suatu prosedur yang paling umum untuk mencari solusi optimal dari masalah PLI. Terdapat dua konsep dasar dalam algoritma branch and bound .
1. Branch
Branching (pencabangan) adalah proses membagi permasalahan menjadi subproblem-subproblem yang mungkin mengarah ke solusi.
2. Bound
Bounding (pembatasan) adalah suatu proses untuk mencari atau menghitung batas atas (dalam masalah minimisasi) dan batas bawah (dalam masalah maksimisasi) untuk solusi optimum pada subproblem yang mengarah ke solusi.
Metode branch-and-bound diawali dari menyelesaikan relaksasi-PL dari suatu pemrograman linear integer. Jika semua nilai variabel keputusan solusi optimum sudah berupa integer, maka solusi tersebut merupakan solusi optimum PLI. Jika tidak, dilakukan pencabangan dan penambahan batasan pada relaksasi-PLnya kemudian diselesaikan.
Winston (2004) menyebutkan bahwa untuk masalah maksimisasi nilai fungsi objektif optimum untuk PLI nilai fungsi objektif optimum untuk relaksasi-PL, sehingga nilai fungsi objektif optimum relaksasi-PL merupakan batas atas bagi nilai fungsi objektif optimum untuk masalah PLI. Diungkapkan pula dalam Winston (2004) untuk masalah maksimisasi bahwa nilai fungsi objektif optimum untuk suatu kandidat solusi 4 merupakan batas bawah nilai fungsi objektif optimum untuk masalah PLI asalnya. Suatu kandidat solusi diperoleh jika solusi dari suatu subproblem sudah memenuhi kendala integer pada masalah PLI, artinya fungsi objektif dan semua variabelnya sudah bernilai integer.
Sebelumnya akan dibahas terlebih dulu pengertian subproblem yang terukur. Menurut Winston (2004), suatu subproblem dikatakan terukur (fathomed) jika terdapat situasi sebagai berikut.
5
2. Subproblem tersebut menghasilkan suatu solusi optimum dengan semua variabelnya bernilai integer. Jika solusi optimum ini mempunyai nilai fungsi objektif yang lebih baik daripada solusi fisibel yang diperoleh sebelumnya, maka solusi ini menjadi kandidat solusi optimum dan nilai fungsi objektifnya menjadi batas bawah (dalam masalah maksimisasi) dan batas atas (dalam masalah minimisasi) nilai fungsi objektif optimum bagi masalah PLI pada saat itu. Bisa jadi subproblem ini menghasilkan solusi optimum untuk masalah PLI.
3. Nilai fungsi objektif optimum untuk subproblem tersebut tidak melebihi (untuk masalah maksimisasi) batas bawah saat itu, maka subproblem ini dapat dieliminasi.
Berikut ini adalah langkah-langkah penyelesaian suatu masalah maksimisasi dengan metode branch-and-bound.
Langkah 0
Didefinisikan z sebagai batas bawah dari nilai fungsi objektif (solusi) PLI yang optimum. Pada awalnya ditetapkan z dan .
Langkah 1
Subproblem dipilih sebagai bagian masalah berikutnya untuk diperiksa. Subproblem diselesaikan dan diukur dengan kondisi yang sesuai.
a) Jika terukur, batas bawah z diperbarui jika solusi PLI yang lebih baik ditemukan. Jika tidak, bagian masalah (subproblem) baru i dipilih dan langkah 1 diulangi. Jika semua subproblem telah diperiksa, maka proses dihentikan. b) Jika tidak terukur, proses
dilanjutkan ke langkah 2 untuk melakukan pencabangan
Langkah 2
Dipilih salah satu variabel di mana nilai optimumnya adalah yang tidak memenuhi batasan integer dalam solusi Singkirkan bidang pada dimana:
,
dengan membuat dua bagian masalah PL yang berkaitan menjadi dua batasan yang tidak dapat dipenuhi secara bersamaan yaitu :
,
dengan didefinisikan sebagai integer terbesar yang kurang dari atau sama dengan Jika masih tidak terukur, maka kembali ke langkah 1.
(Taha 1996)
Untuk memudahkan pemahaman metode branch-and-bound diberikan contoh sebagai berikut.
Contoh 2
Misalkan diberikan PLI berikut: maksimumkan
dengan kendala
integer (9)
Solusi optimum relaksasi-PL dari masalah PLI (9) adalah , , dan (lihat pada Lampiran 1). Batas atas nilai optimum fungsi objektif masalah ini adalah . Daerah fisibel masalah (9) ditunjukkan pada Gambar 1. Solusi optimum berada pada titik perpotongan dua garis yang berasal dari kendala pertidaksamaan masalah (9).
Gambar 1 Daerah fisibel (daerah yang diarsir) untuk relaksasi-PL dari PLI (9).
Langkah berikutnya adalah memartisi daerah fisibel relaksasi-PL menjadi dua bagian berdasarkan variabel yang berbentuk pecahan (tak-integer). Karena nilai dari kedua variabel yang diperoleh bukan integer, maka dipilih salah satu variabel untuk dasar pencabangan. Misalnya dipilih sebagai dasar pencabangan. Jika masalah relaksasi-PL diberi nama Subproblem 1, maka pencabangan tersebut menghasilkan 2 subproblem, yaitu:
Subproblem 2: Subproblem 1 ditambah kendala ;
Subproblem 3: Subproblem 1 ditambah kendala .
6
Hal ini diilustrasikan pada Gambar 2.
Gambar 2 Daerah fisibel untuk Subproblem 2 dan Subproblem3.
Setiap titik (solusi) fisibel dari PLI (9) termuat dalam daerah fisibel Subproblem 2 atau Subproblem 3. Setiap subproblem ini saling lepas. Subproblem 2 dan Subproblem 3 dikatakan dicabangkan oleh .
Sekarang dipilih subproblem yang belum diselesaikan. Misalkan dipilih Subproblem 2, kemudian diselesaikan. Solusi optimum untuk Subproblem 2 ini adalah , , dan (lihat Lampiran 1). Semua variabel bernilai integer (solusinya memenuhi kendala bilangan bulat), maka tidak perlu dilakukan pencabangan di Subproblem 2. Solusi dari Subproblem 2 menjadi batas bawah dari solusi PLI yaitu sama dengan 34. Untuk gambar dan hasi optimasi dari setiap subproblem dapat dilihat pada Lampiran 1.
Saat ini subproblem yang belum diselesaikan adalah Subproblem 3. Solusi optimum untuk Subproblem 3 adalah
, , dan (lihat Lampiran 1). Karena nilai pada Subproblem 3 lebih besar dibandingkan dengan Subproblem 2, maka ada kemungkinan nilai pada Subproblem 3 lebih optimum. Oleh karena itu, dipilih pencabangan pada Subproblem 3 atas , sehingga diperoleh dua subproblem lagi, yakni:
Subproblem 4: Subproblem 3 ditambah kendala ;
Subproblem 5: Subproblem 3 ditambah kendala .
Selesaikan masalah Subproblem 4 dan Subproblem 5 satu per satu. Subproblem 5 takfisibel (lihat Lampiran 1 pada Subproblem 5), maka subproblem ini tidak dapat menghasilkan solusi optimum.
Solusi optimum untuk Subproblem 4 adalah , , dan (lihat Lampiran 1 bagian Subproblem 4). Karena
nilai z pada Subproblem 4 lebih besar dibandingkan dengan Subproblem 2, maka dipilih pencabangan pada Subproblem 4 atas , sehingga diperoleh dua subproblem lagi, yaitu:
Subproblem 6: Subproblem 4 ditambah kendala
Subproblem 7: Subproblem 4 ditambah kendala
Penyelesaian subproblem 6 menghasilkan solusi optimum , , dan
(lihat Lampiran 1 bagian subproblem 6). Semua variabel bernilai integer (solusinya memenuhi kendala integer) maka tidak perlu dilakukan pencabangan di Subproblem 6, akan tetapi solusi yang dihasilkan pada subproblem ini tidak lebih baik dari batas bawah pada Subproblem 2 sehingga solusi pada Subproblem 6 tidak menjadi batas bawah yang baru.
Subproblem 7 menghasilkan solusi optimal , , dan (lihat lampiran 1). Solusi dari Subproblem 7 tidak integer dan lebih baik dari batas bawah pada Subproblem 2, maka pada subproblem ini dilakukan pencabangan lagi atas sehingga diperoleh subproblem baru lagi.
Subproblem 8: Subproblem 7 ditambah kendala
Subproblem 9: Subproblem 7 ditambah kendala
Penyelesaian dari Subproblem 9 menghasilkan solusi takfisibel (lihat Lampiran 1), maka subproblem ini tidak dapat menghasilkan solusi optimal. Subproblem 8 menghasilkan solusi optimal , .4, dan (lihat Lampiran 1). Solusi dari Subproblem 8 tidak integer dan lebih baik dari batas bawah pada Subproblem 2, maka pada subproblem ini dilakukan pencabangan lagi atas sehingga diperoleh subproblem baru lagi
Subproblem 10: Subproblem 8 ditambah kendala
Subproblem 11: Subproblem 8 ditambah kendala
Subproblem 10 menghasilkan solusi optimal , , dan . Subproblem ini menghasilkan solusi integer, akan tetapi solusi yang dihasilkan pada subproblem ini tidak lebih baik dari batas bawah sehingga solusi pada Subproblem 10 tidak menjadi batas bawah baru. Subproblem 11 menghasilkan solusi optimal , , dan . Solusi pada subproblem ini menghasilkan solusi integer dan lebih baik dari batas bawah sehingga solusi pada
Subproblem 3
7
Subproblem 11 menjadi batas bawah baru. Karena sudah tidak ada lagi subproblem baru yang dapat dibuat maka tidak perlu dilakukan pencabangan lagi. Dengan demikian, solusi optimum pada PLI (9) adalah , ,
dan . Pohon pencabangan yang menunjukkan penyelesaian masalah PLI (9) secara keseluruhan dapat ditunjukkan pada Gambar 3.
Gambar 3 Seluruh pencabangan pada metode Branch-and-Bound untuk menentukan solusi optimum dari PLI.
Subproblem 9 Subproblem 8
Subproblem 10 Subproblem 11
2 5
x
2 4
x
Solusi takfisibel x1 = 1, x2 = 4.4 dan z = 35.1
x1 = 1, x2 = 4 dan z = 32 x1* = 0, x2* = 5 dan z = 35 Subproblem 7
x1 = 1.8, x2 = 4 dan z = 35.2 Subproblem 6
x1 = 3, x2 = 3 dan z = 33
1 2
x
1 1
x Subproblem 4
x1 = 3, x2 = 3.3 dan z = 35.3
Subproblem 5
Solusi takfisibel
2 4
x
2 3
x Subproblem 2
x1 = 5, x2 = 2 dan z = 34
Subproblem 3
x1 = 3.6, x2 = 3 dan z = 35.4
1 4
x
1 3
x Subproblem 1
x1 = 4.5, x2 = 2.5 dan z = 35.5
2 2
III DESKRIPSI DAN FORMULASI MASALAH
3.1 Deskripsi Masalah
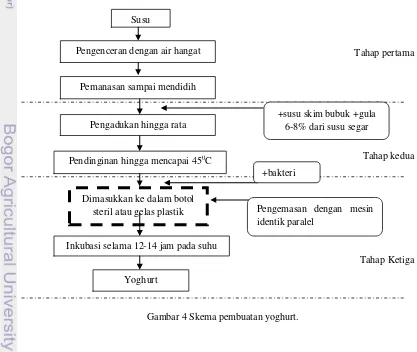
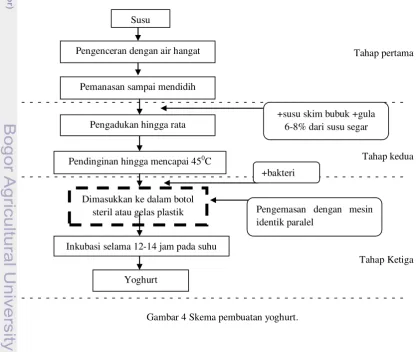
Produksi yoghurt pada tingkat industri terdiri atas tiga tahap. Tahap pertama adalah pengadukan jenis yoghurt yang dihasilkan dari susu yang telah mengalami banyak penambahan dan pengurangan kandungan mikrobiologi. Tahap berikutnya yaitu pengaturan jenis yoghurt di mana yoghurt diberikan berbagai macam rasa dan tahap terakhir adalah pengemasan. Proses pembuatan yoghurt ini dapat dilihat pada Gambar 4 (Saleh 2004).
Pengolahan yoghurt yang sangat kompleks dan adanya persaingan antarindustri membuat industri-industri tersebut berlomba-lomba untuk meningkatkan kualitas produk, efisiensi waktu produksi, dan berbagai macam cara agar menarik konsumen. Sebagai contoh, sebuah industri membuat inovasi dengan menambahkan beraneka ragam rasa pada yoghurt. Namun, adanya penambahan beraneka ragam rasa ini, akan berdampak pada peningkatan biaya produksi. Oleh karena itu, industri tersebut haruslah memikirkan
solusi yang tepat untuk meminimumkan biaya tersebut.
Pada Gambar 4 dalam pembuatan yoghurt, ternyata ada sebuah faktor yang menarik yang dapat memengaruhi besar kecilnya biaya produksi. Faktor yang dimaksud tersebut adalah penjadwalan mesin kemas identik paralel. Penjadwalan yang efektif dan efisien pada mesin kemas akan mampu meminimumkan biaya produksi. Apalagi industri yoghurt harus memproduksi produk berbeda dengan fitur seperti penambahan rasa, bahan-bahan khusus (serpihan cokelat, buah-buahan), dan sebagainnya.
Penjadwalan akan menjadi kompleks ketika ada kendala tambahan diberikan pada produk, mesin, atau waktu yang diamati. Sebagai contoh, ada dua produk yang akan diproduksi. Produk yang diproduksi pertama kali adalah rasa coklat. Sedangkan produk berikutnya rasa anggur. Peralihan kedua rasa pada mesin kemas akan mengakibatkan adanya biaya changeover (peralihan).
Tahap pertama
Tahap kedua
Tahap Ketiga
Gambar 4 Skema pembuatan yoghurt. Susu
Pengenceran dengan air hangat
Pemanasan sampai mendidih
Pengadukan hingga rata
Pendinginan hingga mencapai 450C
Dimasukkan ke dalam botol steril atau gelas plastik
Inkubasi selama 12-14 jam pada suhu
Yoghurt
Pengemasan dengan mesin identik paralel
+bakteri
9
Peralihan produk coklat ke produk anggur membutuhkan waktu setup (persiapan). Waktu setup dikenakan pada mesin agar keadaan mesin kembali seperti semula. Adanya waktu setup juga akan memakan biaya. Oleh karena itu, tindakan penjadwalan produksi untuk semua produk adalah tugas kompleks dan solusi dalam meminimumkan biaya produksi.
Mesin kemas merupakan mesin yang digunakan untuk mengemas yoghurt yang telah memiliki rasa. Mesin kemas ini dikatakan identik karena memiliki kinerja, kapasitas produksi, dan waktu kerja yang sama dalam mengemas yoghurt. Berdasarkan faktor kecepatan dalam proses pengemasan setiap mesin kemas identik memiliki kecepatan yang proporsional. Jika dilihat dari waktu proses pengemasan, pada suatu mesin kemas identik tidak bergantung dengan waktu proses pengemasan yang dibutuhkan oleh mesin lainnya. Mesin-mesin kemas identik tidak saling berelasi dalam proses pengemasan. Oleh karena itu, mesin kemas identik ini dikatakan paralel.
Sebagai contoh, ada dua mesin kemas yaitu mesin A dan B. Kemudian ada dua jenis yoghurt yang akan dikemas yaitu rasa coklat yang pertama kali dikemas dan rasa anggur yang terakhir. Pengemasan yoghurt rasa coklat akan berlangsung secara serempak dikedua mesin, mesin A dan B hingga selesai. Kemudian proses pengemasan yoghurt dengan rasa anggur juga dilakukan langsung di kedua mesin dan seterusnya. Mesin A dan B tidak saling berelasi dalam pengemasan.
Fitur penting lainnya dari masalah ini adalah bergantung pada urutan transisi antara produk dalam hal waktu dan biaya. Produk yoghurt yang diproduksi setiap hari dari produk awal sampai produk akhir haruslah berurutan mengikuti tingkatan lemak yang terkandung pada yoghurt tersebut. Sebagai contoh, yoghurt tanpa rasa haruslah diproduksi lebih awal daripada yoghurt yang memiliki rasa dalam rangka mengurangi waktu dan biaya changeover yang sia-sia. Jika hal sebaliknya dilakukan maka akan memerlukan waktu dan biaya pembersihan yang signifikan untuk memastikan tidak ada rasa ataupun warna yang ditransfer ke jenis yoghurt berikutnya. Fitur ini digunakan untuk memenuhi permintaan mingguan. Semua produk yoghurt tidak harus diproduksi setiap hari karena satu atau lebih produk dapat tidak diproduksi pada hari tertentu.
Tujuan utama melakukan penjadwalan adalah meminumkan biaya produksi khususnya pada pengoperasian mesin kemas
identik paralel. Ada beberapa biaya yang akan diminimumkan dalam proses produksi tersebut:
1. Biaya changeover (peralihan)
Biaya peralihan ini dikenakan pada mesin kemas karena banyaknya jenis produk yoghurt yang berbeda. Sebagai contoh, pengemasan yang sedang berlangsung adalah produk dengan rasa coklat. Produk berikutnya yang akan diproses adalah produk dengan rasa keju. Hal inilah yang akan memakan biaya dalam setup (persiapan) mesin, agar mesin kembali seperti dalam keadaan awal, dengan kata lain tidak terkontaminasi rasa yoghurt yang diproduksi sebelumnya.
2. Biaya penyimpanan
Setiap penyimpanan yoghurt hasil produksi memerlukan perawatan dan perlakuaan khusus agar yoghurt tidak rusak. Oleh karena itu, penyimpanan tersebut memerlukan biaya.
3. Biaya operasional mesin
Biaya operasional akan dikeluarkan oleh industri dalam pengoperasian setiap mesin kemas identik paralel setiap harinya.
4. Biaya lembur
Ketika pengoperasian mesin kemas identik paralel melebihi batas jam kerja regular yaitu 8 jam, maka biaya operasional tambahan akan dikeluarkan oleh industri.
Kendala-kendala yang terkait dengan masalah ini adalah sebagai berikut:
1. Kendala tingkat produksi
Produk yoghurt yang diproduksi akan dibatasi oleh jumlah maksimum dan minimum produksi setiap harinya. Salah satu alas an industri yoghurt mempunyai batasan minimal produksi tiap harinya adalah agar mampu menutupi biaya operasional. Tidak hanya itu, tingkat produksi juga dibatasi oleh adanya grup produk. Produk-produk yoghurt di sini dibagi menjadi grup berdasarkan tingkatan lemak yang dikandungnya. Setiap grup yoghurt memiliki jumlah maksimum dan minimum produksi setiap harinya.
2. Kendala penyimpanan
10
awal ditambah dengan jumlah produk yang diproduksi kemudian dikurangi dengan jumlah permintaan hari pertama.
Untuk hari berikutnya, jumlah penyimpanan produk pada akhir hari produksi harus sama dengan produk yang disimpan hari sebelumnya ditambah produksi pada hari tersebut dan dikurangi dengan jumlah permintaan pada hari itu. Kemudian dapat dibatasi lagi jika diinginkan jumlah produk akhir produksi sama dengan jumlah target penyimpanan pada akhir produksi. Pada intinya kendala ini akan berpengaruh pada biaya penyimpanan.
3. Kendala waktu
Kendala waktu akan banyak berpengaruh pada biaya pengoperasian dan biaya operasional tambahan pada mesin. Waktu awal dan akhir produksi setiap mesin telah ditentukan sebelumnya. Batas waktu maksimum setiap mesin juga sudah ditentukan. Kendala terpenting dari masalah ini adalah waktu penyelesaian pekerjaan tidak hanya dihitung dari waktu mulai produksi kemudian ditambah dengan waktu proses produksi hingga akhir, melainkan ada penambahan waktu pergantian yang diperlukan untuk peralihan dari produk satu ke produk yang lain.
3.2 Formulasi Masalah
Masalah Penjadwalan mesin kemas identik paralel dapat diformulasikan sebagai Pemrograman Linear Integer (PLI). Sebelum model dikaji secara terperinci, maka perlu ditentukan parameter dan variabel keputusannya
Misalkan :
i, x = indeks untuk menyatakan hari j, y = indeks untuk menyatakan produk l, z = indeks untuk menyatakan mesin m = indeks untuk menyatakan grup
produk
3.2.1 Parameter
csetup(j, y) =biaya changeover (peralihan) dari produk j produk y (rupiah per hari)
demand(i, j) = jumlah permintaan produk j pada hari ke-i (cangkir per hari)
hi(j) = jumlah maksimum produksi perhari untuk produk j (cangkir per hari)
lo(j) = jumlah minimum produksi per hari untuk produk j (cangkir per hari)
grouphi(m) = jumlah maksimum produksi perhari untuk produk grup m (cangkir per hari)
grouplo(m) = jumlah minimum produksi perhari untuk produk grup m (cangkir per hari)
M = banyaknya mesin yang tersedia (unit)
machinecost(l)
= biaya penggunaan mesin pada waktu regular (lama jam kerja) setiap mesin l (rupiah per jam)
overtimecost(l)
= biaya tambahan untuk penggunaan mesin melebihi waktu regular (lembur) setiap mesin l (rupiah per jam) maxtime = maksimum waktu kerja mesin
pada setiap harinya (jam) N = banyaknya hari kerja
openinv(j) = jumlah inventori awal periode produk j (cangkir)
tarinv(j) = jumlah inventori pada akhir periode pada produk j (cangkir)
P = banyaknya jenis produk Pm = produk dalam grup ke-m storagecost(j) = biaya penyimpanan produk j
(rupiah per cangkir per hari) tsetup(j, y) =waktu changeover (peralihan)
dari produk j produk y (jam) u(j) = kecepatan mesin untuk
produk j (cangkir per jam)
3.2.2 Variabel keputusan
excesstime(i, l)
=waktu mesin l beroperasi pada hari i di luar waktu regular (lembur) (jam per hari) inv(i, j) = jumlah produk j yang akan
11
prod(i, j, l) =jumlah produk j yang diproduksi mesin l pada hari i (cangkir per hari)
tfin(i, j, l) = waktu selesai produksi untuk produk j mesin l pada hari i (jam per hari)
time(i, l) = jumlah waktu penggunaan mesin l, termasuk waktu idle dan changeover pada hari i (jam per hari)
tprod(i, j, l) = lamanya penggunaan mesin l untuk produk j pada hari i (jam per hari)
tstart(i, j, l) = waktu mulai untuk produksi produk j mesin l pada hari i (jam per hari)
Fungsi objektif dari permasalahan ini adalah meminimumkan biaya yang dikeluarkan oleh industri seperti biaya changeover (peralihan), biaya penyimpanan, biaya operasional pada mesin, dan biaya operasional tambahan atau lembur.
3.2.3 Kendala tingkat produksi
1. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum produksi tiap harinya.
2. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh kurang dari batas minimum produksi tiap harinya.
3. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum jumlah produksi pada grup tiap harinya. Setiap grup produk Pm merupakan himpunan bagian dari produk P yang berbeda.
4. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas minimum jumlah produksi pada grup tiap harinya. Setiap kelompok produk Pm merupakan himpunan bagian dari produk P yang berbeda.
3.2.4 Kendala tingkat penyimpanan produk
5. Pada hari pertama produksi, jumlah penyimpanan produk j pada akhir hari harus sama dengan jumlah produk awal ditambah jumlah produk j yang dihasilkan oleh semua mesin pada hari tersebut, kemudian dikurangi dengan jumlah permintaan pada hari itu.
6. Untuk hari berikutnya, penyimpanan produk j pada akhir hari akan sama dengan penyimpanan produk hari sebelumnya, ditambah hasil produksi hari tersebut, kemudian dikurangi oleh permintaan hari itu.
7. Penyimpanan hasil produksi pada hari terakhir produksi harus sama dengan jumlah target produk yang harus disimpan. Kendala ini dapat dihilangkan jika tidak ada target jumlah target produk yang disimpan.
3.2.5 Kendala waktu
12
8. Waktu awal atau mulai produksi produk pertama dalam urutan diatur dengan memberikan nilai nol.
9. Total waktu penggunaan mesin per hari harus sama dengan waktu penyelesaian produk pada urutan terakhir.
10.Waktu penggunaan mesin per harinya tidak boleh melebihi waktu maksimum kerja mesin.
11.Penghitungan waktu proses produksi bergantung pada banyaknya produk yang diproduksi dan kecepatan mesin.
12.Waktu penyelesaian pekerjaan tidak dihitung dari waktu awal kemudian ditambahkan dengan waktu proses produksi, melainkan ada penambahan waktu pergantian yang diperlukan untuk transisi ke produk berikutnya yang akan dihasilkan.
13.Waktu awal suatu produk harus lebih besar atau sama dengan waktu penyelesaian produk sebelumnya.
14.Jika waktu kerja mesin melebihi dari jam kerja regular maka dikenakan lembur.
3.2.6 Kendala variabel biner
15.Untuk memastikan bahwa hanya urutan produk tertentu yang diizinkan untuk diproduksi, maka peralihan dari produk j ke y diperbolehkan jika produk y
merupakan produk yang akan diproduksi pada urutan berikutnya.
16-19. Kendala-kendala di bawah ini memberikan informasi keterkaitan variabel bin(i,j,l) dan binsetup(i,j,y,l). Pada kendala-kendala tersebut, binsetup(i,j,y,l) akan bernilai satu jika dan hanya jika produk j ke produk y diproduksi dengan kata lain bin(i,j,l) bernilai satu dan bin(i,y,l) juga bernilai satu. Kemudian kendala-kendala ini menyatakan tidak ada penambahan produk di antara urutan produksi.
16. –
17. –
18.
19.
IV STUDI KASUS DAN PENYELESAIANNYA
Pada bagian ini akan diberikan contoh kasus dengan data hipotetik. PT Riyadi Yoghurt merupakan sebuah perusahaan berskala kecil yang memproduksi yoghurt. PT Riyadi Yoghurt berusaha untuk membuat sebuah penjadwalan produksi yoghurt dalam menggunakan 2 mesin kemas identik paralel sehingga dapat meminimumkan jumlah biaya yang ada.
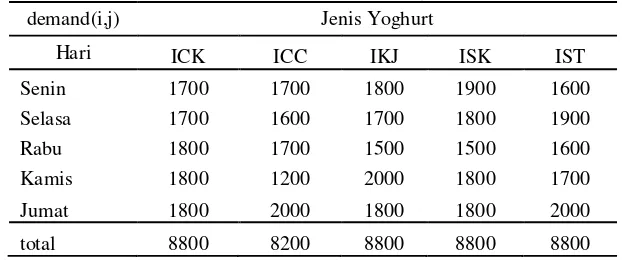
Studi kasus ini mengambil data dan permasalahan pada produksi yoghurt. PT Riyadi Yoghurt memproduksi 5 jenis yoghurt di mana yoghurt tersebut akan dimasukkan ke dalam 3 grup yoghurt, seperti pada Tabel 1.
Tabel 1 Grup yoghurt dan jenis yoghurt. GRUP YOGHURT
Pm, m=1, 2, 3
JENIS YOGHURT P = 5 YMC+ Yoghurt Manis Coklat (ICK)
Yoghurt Manis Coklat Keju (ICC) YMK Yoghurt Manis Keju (IKJ)
YM- Yoghurt Manis Sarikaya (ISK) Yoghurt Manis Strawberry (IST)
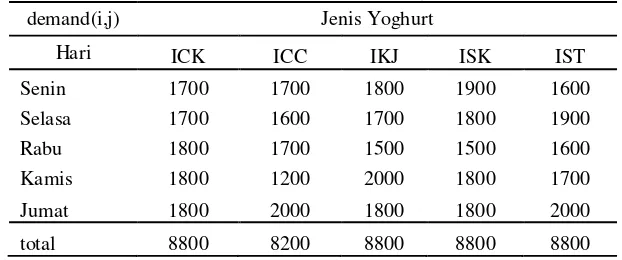
Setiap hari PT Riyadi Yoghurt telah menentukan jumlah permintaan yoghurt yang harus dipenuhi oleh bagian produksi sesuai dengan OTP (On Time Product), yang dijelaskan dalam Tabel 2. PT Riyadi Yoghurt harus memenuhi semua permintaan dalam periode mingguan. Diasumsikan bahwa PT Riyadi Yoghurt memproduksi yoghurt dengan 5 hari kerja tiap minggunya (Senin-Jumat). Mesin kemas identik paralel memiliki kecepatan produksi dalam mengemas yaitu 700 cangkir yoghurt per jamnya dan setiap mesin kemas dalam beroperasi tiap harinya dengan waktu regular (lama jam kerja) yaitu 8
jam serta memiliki waktu kerja maksimum yaitu 16 jam.
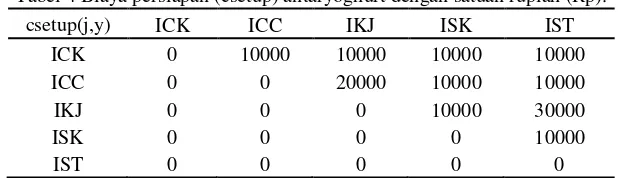
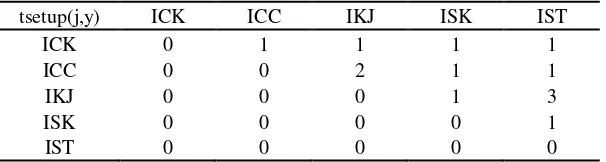
Biaya yang diberikan di sini adalah biaya regular tiap harinya untuk pengoperasian mesin kemas sebesar Rp 100.000 per mesin (machinecost(l)) dan biaya operasional tambahan sebesar Rp 20.000 per jam (overtimecost(l)). Sedangkan biaya penyimpanan pada akhir periode sebesar Rp 500 per produk (storagecost(j)). Selain itu, proses pergantian antara produk adonan yang berbeda jenisnya membutuhkan waktu setup times dan biaya setup. Setup times dan biaya setup tersebut ditampilkan pada Tabel 3 dan 4.
Tabel 2 Permintaan (demand) yoghurt. demand(i,j) Jenis Yoghurt
Hari ICK ICC IKJ ISK IST
Senin 1700 1700 1800 1900 1600 Selasa 1700 1600 1700 1800 1900 Rabu 1800 1700 1500 1500 1600 Kamis 1800 1200 2000 1800 1700
Jumat 1800 2000 1800 1800 2000
14
Tabel 3 Waktu persiapan (tsetup) antaryoghurt dengan satuan jam. tsetup(j,y) ICK ICC IKJ ISK IST
ICK 0 1 1 1 1
ICC 0 0 2 1 1
IKJ 0 0 0 1 3
ISK 0 0 0 0 1
IST 0 0 0 0 0
Tabel 4 Biaya persiapan (csetup) antaryoghurt dengan satuan rupiah (Rp). csetup(j,y) ICK ICC IKJ ISK IST
ICK 0 10000 10000 10000 10000 ICC 0 0 20000 10000 10000
IKJ 0 0 0 10000 30000
ISK 0 0 0 0 10000
IST 0 0 0 0 0
PT Riyadi Yoghurt membatasi produksi setiap harinya dengan memproduksi minimal 1000 cangkir yoghurt dan maksimal 2000 cangkir yoghurt setiap satu jenis yoghurt. Sebagai contoh Yoghurt Manis Cokelat (ICK) setiap harinya minimal harus diproduksi sebanyak 1000 cangkir dan maksimal 2000 cangkir. Begitu juga produk yoghurt dalam grup, dalam sehari satu grup yoghurt akan diproduksi minimal 2000 cangkir dan maksimal 10000 cangkir. Sebagai contoh grup yoghurt YMC+ yang di dalamnya berisikan
Yoghurt Manis Cokelat (ICK) dan Yoghurt Manis Cokelat Keju (ICC) setiap harinya minimal harus diproduksi sebanyak 2000 cangkir dan maksimal 10000 cangkir.
PT Riyadi Yoghurt juga memiliki sisa inventori dari periode produksi sebelumnya yaitu sebanyak 1000 cangkir untuk setiap jenis yoghurt. Sisa inventori tersebut digunakan sebagai inventori awal periode (openinv).
Dari studi kasus di atas formulasi model PLI-nya adalah sebagai berikut:
biaya untuk setup antarproduk atau csetup(j,y) dapat dilihat pada Tabel 4.
4.1 Kendala tingkat produksi
1. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum produksi tiap harinya. Batas maksimum pada PT Riyadi Yoghurt adalah hi(j) = 2000 cangkir.
2. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh kurang dari batas minimum produksi tiap harinya. Batas minimum pada PT Riyadi Yoghurt adalah lo(j) = 1000 cangkir.
15
4. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah grup produk yang diproduksi tersebut tidak boleh melebihi batas minimum grup produksi tiap harinya. Setiap kelompok produk Pm merupakan himpunan bagian dari produk P yang berbeda. Batas minimum grup yang harus diproduksi pada PT Riyadi Yoghurt adalah grouplo(j) = 2000 cangkir.
4.2 Kendala tingkat penyimpanan produk
5. Berlaku pada hari pertama produksi, jumlah penyimpanan produk j pada akhir hari harus sama dengan jumlah produk awal ditambah jumlah produk j yang dihasilkan oleh semua mesin pada hari tersebut, kemudian dikurangi dengan jumlah permintaan pada hari itu. Pada kasus ini PT Riyadi Yoghurt memiliki openinv(j) = 1000 cangkir.
untuk permintaan pada hari pertama atau demand(1,j) =
6. Penyimpanan produk untuk hari berikutnya, penyimpanan produk j pada akhir hari akan sama dengan penyimpanan produk hari sebelumnya, ditambah hasil produksi hari tersebut, kemudian dikurangi oleh permintaan hari itu.
untuk permintaan setiap harinya atau demand(i,j) dapat dilihat pada Tabel 2.
7. Penyimpanan hasil produksi pada hari terakhir produksi harus sama dengan jumlah target produk yang harus disimpan. Kendala ini dapat dihilangkan jika tidak ada target jumlah target produk yang
disimpan. Untuk N = 5 hari dan PT Riyadi Yoghurt menginginkan tidak ada inventori yang sisa maka tarinv(j) = 0.
4.3 Kendala waktu
Waktu awal dan akhir pada setiap harinya untuk setiap produk dalam setiap mesin telah ditetapkan.
8. Waktu awal atau mulai produksi produk pertama dalam urutan diatur dengan memberikan nilai nol.
9. Total waktu penggunaan mesin per hari harus sama dengan waktu penyelesaian produk pada urutan terakhir. Untuk P = 5.
10.Waktu penggunaan mesin per harinya tidak boleh melebihi waktu maksimum kerja mesin. PT Riyadi Yoghurt memiliki maxtime = 16 jam
11.Penghitungan waktu proses produksi bergantung pada banyaknya produk yang diproduksi dan kecepatan mesin.
untuk u(j) = 700 cangkir per jam.
12.Waktu penyelesaian pekerjaan tidak dihitung dari waktu awal kemudian ditambahkan dengan waktu proses produksi, melainkan ada penambahan waktu pergantian yang diperlukan untuk transisi ke produk berikutnya yang akan dihasilkan.
untuk tsetup(j, y) terdapat pada Tabel 3
13.Waktu awal suatu produk harus lebih besar atau sama dengan waktu penyelesaian produk sebelumnya.
14.Jika waktu kerja mesin melebihi dari jam kerja regular maka dikenakan lembur. Hari ICK ICC IKJ ISK IST
16
4.4 Kendala variabel biner
15.Untuk memastikan bahwa hanya urutan produk tertentu yang diizinkan untuk diproduksi, sehingga peralihan dari produk j ke y diperbolehkan jika produk y merupakan produk yang akan diproduksi pada urutan berikutnya.
16-19. Kendala- kendala di bawah ini memberikan informasi keterkaitan variabel bin(i, j, l) dan binsetup(i, j, y, l). Pada kendala-kendala tersebut, binsetup(i, j, y, l) akan bernilai satu jika dan hanya jika produk j ke produk y diproduksi dengan kata lain bin(i, j, l) bernilai satu dan bin(i, y, l) juga bernilai satu. Kemudian kendala-kendala ini menyatakan tidak ada penambahan produk di antara urutan produksi.
16. –
17. –
18.
19.
20.Untuk menyatakan bahwa jika barang yang diproduksi, dikurangi jumlah setup harus kurang dari atau sama dengan satu. Hal ini menjelaskan bahwa hasil produksi pada mesin sedikitnya satu produk yang diproduksi setiap harinya. Kendala ini tidak menambahkan informasi baru ke dalam model, tetapi cukup digunakan untuk mempercepat pemecahan masalah optimasi.
17
Tabel 5 Hasil penjadwalan (satuan cangkir). Produk
ICK ICC IKJ ISK IST
Hari mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2
senin 1000 0 0 1000 2000 0 0 1000 0 1000 selasa 1400 0 0 1300 2000 0 0 1700 0 1500 rabu 1000 1000 1450 1450 0 0 2000 1300 0 1600
kamis 1000 1000 0 0 1800 2000 0 0 2000 0
jumat 1400 0 1000 1000 0 0 0 1800 0 1700
Total 7800 7200 7800 7800 7800
Hasil penjadwalan pengemasan pada Tabel 5 telah mampu memenuhi jumlah permintaan mingguan pada PT Riyadi Yoghurt. Sebagai contoh total permintaan mingguan produk ICK adalah 8800 cangkir. Kemudian PT Riyadi Yogurt memproduksi yoghurt ICK sebanyak 7800 cangkir ditambah 1000 cangkir inventori di awal produksi. Jadi, terpenuhilah jumlah permintaan mingguan tersebut.
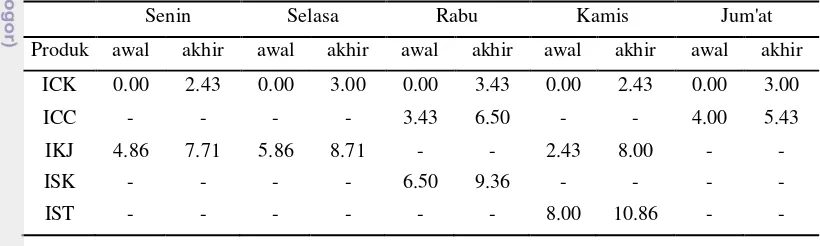
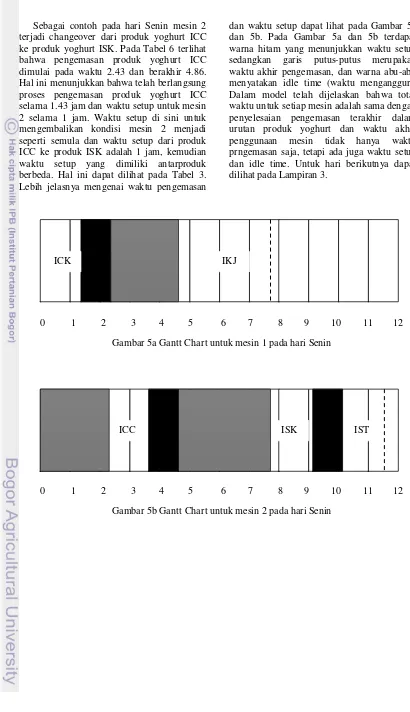
Pada Tabel 6 dan Tabel 7 memberikan informasi mengenai waktu awal dan akhir pengemasan pada kedua mesin, mesin 1 dan mesin 2. Tabel ini menjelaskan jadwal pengemasan yang dilakukan oleh kedua mesin. Pada tabel tersebut juga memberikan informasi adanya changeover dari suatu produk satu ke produk yang lain.
Tabel 6 Waktu awal dan akhir pengemasan pada mesin 1 selama 1 minggu (satuan jam). Senin Selasa Rabu Kamis Jum'at
Produk awal akhir awal akhir awal akhir awal akhir awal akhir
ICK 0.00 2.43 0.00 3.00 0.00 3.43 0.00 2.43 0.00 3.00
ICC - - - - 3.43 6.50 - - 4.00 5.43
IKJ 4.86 7.71 5.86 8.71 - - 2.43 8.00 - -
ISK - - - - 6.50 9.36 - - - -
IST - - - 8.00 10.86 - -
Tabel 7 Waktu awal dan akhir pengemasan pada mesin 2 selama 1 minggu (satuan jam). Senin Selasa Rabu Kamis Jum'at
Produk awal akhir awal akhir awal akhir awal akhir awal akhir
ICK - - - - 0.00 3.43 0.00 2.43 - - ICC 2.43 4.86 3.00 5.86 3.43 6.50 - - 3.00 5.43
IKJ - - - 2.43 5.29 - -
ISK 7.71 10.14 8.71 12.14 6.50 9.36 - - 5.43 9.00 IST 10.14 11.57 12.14 14.29 9.36 11.64 - - 9.00 11.43
Adanya changeover dari produk satu ke produk yang lainnya dapat dilihat dengan jelas pada Tabel 6 dan Tabel 7. Sebagai contoh dapat dilihat pada hari Senin mesin 2 ada tiga produk yoghurt yang dikemas yaitu ICC, ISK, dan IST. Hal ini menyebabkan adanya dua kali changeover. Pertama changeover dari produk yoghurt ICC ke produk yoghurt ISK
dan yang berikutnya dari produk yoghurt ISK ke produk yoghurt IST.
18
Sebagai contoh pada hari Senin mesin 2 terjadi changeover dari produk yoghurt ICC ke produk yoghurt ISK. Pada Tabel 6 terlihat bahwa pengemasan produk yoghurt ICC dimulai pada waktu 2.43 dan berakhir 4.86. Hal ini menunjukkan bahwa telah berlangsung proses pengemasan produk yoghurt ICC selama 1.43 jam dan waktu setup untuk mesin 2 selama 1 jam. Waktu setup di sini untuk mengembalikan kondisi mesin 2 menjadi seperti semula dan waktu setup dari produk ICC ke produk ISK adalah 1 jam, kemudian waktu setup yang dimiliki antarproduk berbeda. Hal ini dapat dilihat pada Tabel 3. Lebih jelasnya mengenai waktu pengemasan
dan waktu setup dapat lihat pada Gambar 5a dan 5b. Pada Gambar 5a dan 5b terdapat warna hitam yang menunjukkan waktu setup sedangkan garis putus-putus merupakan waktu akhir pengemasan, dan warna abu-abu menyatakan idle time (waktu menganggur). Dalam model telah dijelaskan bahwa total waktu untuk setiap mesin adalah sama dengan penyelesaian pengemasan terakhir dalam urutan produk yoghurt dan waktu akhir penggunaan mesin tidak hanya waktu prngemasan saja, tetapi ada juga waktu setup dan idle time. Untuk hari berikutnya dapat dilihat pada Lampiran 3.
ICC ISK IST
ICK IKJ
0 1 2 3 4 5 6 7 8 9 10 11 12
Gambar 5b Gantt Chart untuk mesin 2 pada hari Senin
0 1 2 3 4 5 6 7 8 9 10 11 12
V KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dalam penulisan karya ilmiah ini telah diperlihatkan penyelesaian dari masalah penjadwalan mesin kemas identik paralel pada produksi yoghurt yang bertujuan untuk menentukan penjadwalan yang optimal dengan cara mengoptimumkan kinerja mesin dan mengurangi biaya setup dalam memenuhi jumlah permintaan yoghurt mingguan sehingga mampu meminimumkan jumlah biaya operasional pada produksi yoghurt. Masalah ini dapat diformulasikan sebagai masalah PLI.
Penjadwalan yang diinginkan sangat bergantung pada jumlah permintaan yoghurt tiap minggunya dan adanya urutan pengemasan yoghurt. Penentuan penjadwalan pada karya ilmiah ini dengan menggunakan bantuan software LINGO 8.0 sehingga diperoleh sejumlah biaya yang minimum dan
mampu memenuhi permintaan dalam periode mingguan.
5.2 Saran
Penjadwalan pada karya ilmiah ini memungkinkan menjadwalkan penggunaan beberapa mesin kemas identik yang tersedia, walaupun dengan jumlah permintaan yang sedikit yang mampu dilakukan oleh satu mesin saja. Hal ini akan menjadi bahan studi lanjut untuk penulisan karya ilmiah selanjutnya.
Data yang digunakan pada penelitian ini adalah data hipotetik. Akan lebih baik lagi dilakukan penelitian langsung pada industri yoghurt atau industri lainnya seperti industri tekstil, percetakan, industri plastik, industri kimia dan kertas.
DAFTAR PUSTAKA
Aminudin. 2005. Prinsip-prinsip Riset Operasi. Jakarta: Erlangga
Dogains, P. and Haralambos S. 2007. Optimal Production Scheduling for The Dairy Industry. Ann Oper Res (2007) 159: 315-331.
Garfinkel, R. S. and G. L. Nemhauser. 1972. Integer Programming. New York: John Willey & Sons.
Ginting, R. 2009. Penjadwalan Mesin. Jakarta: Graha Ilmu.
Heizer, J. dan Barry R. 2010. Manejemen Operasi. Edisi ke-9. Jakarta: Salemba Empat.
Morton TE, Pentico DW. 1993. Heuristics Scheduling Systems. New York: John Wiley & Sons.
Saleh, E. 2004. Teknologi Pengolahan Susu dan Hasil Ikutan Ternak. USU Digital Library:1-31.
Taha, H. A. 1996. Pengantar Riset Operasi. Alih Bahasa: Drs. Daniel Wirajaya. Binarupa Aksara, Jakarta. Terjemahan dari: Operations Research.
PENJADWALAN MESIN KEMAS IDENTIK PARALEL
PADA INDUSTRI YOGHURT MENGGUNAKAN
PEMROGRAMAN LINEAR INTEGER
SLAMET RIYADI
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT PERTANIAN BOGOR
PENJADWALAN MESIN KEMAS IDENTIK PARALEL
PADA INDUSTRI YOGHURT MENGGUNAKAN
PEMROGRAMAN LINEAR INTEGER
SLAMET RIYADI
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT PERTANIAN BOGOR
ABSTRAK
SLAMET RIYADI. Penjadwalan Mesin Kemas Identik Paralel pada Industri Yoghurt
Menggunakan Pemrograman Linear Integer. Dibimbing oleh PRAPTO TRI SUPRIYO dan
TONI BAKHTIAR
Beberapa industri yoghurt menggunakan bantuan mesin kemas identik dalam proses pengemasan. Pendeknya kehidupan yoghurt, banyaknya produk yang diproduksi setiap hari guna memenuhi sejumlah permintaan, adanya urutan produksi yoghurt, dan biaya setup setiap kali peralihan produk yoghurt, meningkatkan kompleksitas dalam mengambil keputusan penjadwalan proses produksi. Masalah penentuan jadwal yang efisien pada proses produksi yoghurt ini dapat diformulasikan sebagai masalah Pemrograman Linear Integer (PLI). Peminimuman sejumlah biaya produksi seperti biaya peralihan produksi antarproduk, biaya penyimpanan produk, biaya penggunaan mesin, dan biaya lembur penggunaan mesin dijadikan fungsi objektif dalam karya ilmiah ini. Masalah minimisasi ini dapat diselesaikan dengan metode Branch-and-Bound. Penyelesaian masalah ini dilakukan dengan bantuan software Lingo 8.0, yang menghasilkan nilai optimal berupa biaya yang minimum dan dihasilkan juga penjadwalan pengemasan pada mesin kemas identik paralel.
ABSTRACT
SLAMET RIYADI. Scheduling of Parallel identical Packaging Machine in Yoghurt Industry Using Integer Linear Programming. Supervised by PRAPTO TRI SUPRIYO and TONI
BAKHTIAR.
Several yoghurt industries are using identical packaging machines for their packaging
processes. Because of short consumption’s life-time of yoghurt, many different products must be
produced on a daily basis. Moreover, yoghurt production must exist sequently and at every production process shift cost should be setup. All those constraints increases complexity in taking the schedulling decision process production. Efficient scheduling problems on those yoghurt production processess could be formulated as Integer Linear Programming (ILP) problems. Minimizing amount of production costs such as the changeover cost, the inventory holding cost, the machine utilization cost, and an additional cost item that penalizes overtime utilization of the machine used as objective functions in this research. This minimizing problem could be solved by Branch-and-Bound method. The implementation of the method using Lingo 8.0 software. Produces an optimal value of the minimum cost. In addition, the research also produces packaging scheduling in containers of parallel identical packaging machines.
PENJADWALAN MESIN KEMAS IDENTIK PARALEL
PADA INDUSTRI YOGHURT MENGGUNAKAN
PEMROGRAMAN LINEAR INTEGER
SLAMET RIYADI
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Sains pada Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Pertanian Bogor
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT PERTANIAN BOGOR
Judul
: Penjadwalan Mesin Kemas Identik Paralel pada Industri Yoghurt
Menggunakan Pemrograman Linear Integer
Nama
: Slamet Riyadi
NIM
: G54060448
Menyetujui,
Mengetahui,
Ketua Departemen Matematika
Dr. Berlian Setiawaty, M.S.
NIP. 19650505 198903 2 004
Tanggal Lulus :
Pembimbing I
Drs. Prapto Tri Supriyo, M.Kom.
NIP. 19630715 199002 1 002
Pembimbing II
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala rahmat dan karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Penyusunan karya ilmiah ini juga tidak lepas dari bantuan berbagai pihak. Untuk itu penulis mengucapkan terima kasih kepada :
1. Keluargaku tercinta: Bapak dan Ibu yang selalu memberikan doa, motivasi dan kasih sayang yang tiada henti-hentinya, Dwi Hermawan dan Tri Wahyudi, terima kasih atas doa dan semangatnya,
2. Drs. Prapto Tri Supriyo, M.Kom. selaku dosen pembimbing I, terima kasih atas semua ilmu, kesabaran, motivasi, dan bantuannya selama penulisan skripsi ini,
3. Dr. Toni Bakhtiar, M.Sc. selaku dosen pembimbing II, terima kasih atas semua ilmu, saran, dan motivasinya,
4. Dr. Ir. I Gusti Putu Purnaba, DEA selaku dosen penguji, terima kasih atas semua ilmu dan sarannya,
5. Semua dosen Departemen Matematika, terima kasih atas semua ilmu yang telah diberikan,
6. Staf Departemen Matematika: Bu Susi, Bu Ade, Mas Bono, Mas Deni, Pak Yono, dan Mas Heri, terima kasih atas doa dan semangatnya,
7. Keluarga besar Somorejo Sukimin (Alm), keluarga besar Sulkam (Alm), dan keluarga besar Zakat, atas segala nasihat dan dukungannya yang sangat memotivasi penulis, 8. Keluarga Kahfi 43: Deni, Yogi, Irsyad, Agung, Apri, Tono, Arsyad, Dedi, terima kasih
atas ilmu, saran, doa, dukungan, waktu, dan segala dukungannya,
9. Teman-teman Math 43 : Cici, Desi, Syahrul, Rizky, Ecka, Sunarsih, Emta, Ace, Resti, Margie, Ratna, Dwi, Eli, Nanu, Vera, Putri, Aini, Supri, Sofyan, Tami, Wira, Adi, Dandi, Ucok, Andrew, Nobo, Nidya, Gandi, Nene, Nia, Suci, Arum, dan teman-teman 43 lainnya, terima kasih atas kenangannya bersama kalian dan dukungannya,
10. Teman-teman Math 41 dan 42 : kak Bima, kak Niken, kak Obi, kak Riyu, kak Iput, kak Ayeb, kak Erlin, kak Fachri, kak Ilyas dan teman-teman lainnya terima kasih atas ilmu dan dukungannya,
11. Teman-teman Math 44 dan 45 : Imam, Ayung, Melon, Fani, Rofi, Aze, Ndep, Rachma, Denda, Dora, Ima, Yuyun, Eka, Pepi, Nurul, dan teman-teman lainnya, terima kasih atas dukungannya,
12. Teman-teman OMDA MAHAGIRI : Wisnu, Dwi, Pian, Rista, Reni, Rias, Tina, dan teman-teman lainnya, terima kasih atas pengalamannya yang berharga,
13. Teman-teman Bimbel Real Education Center : kak Jali, Pupil, kak Eyi, Umam, Finata, Ali, Ade, Irfan, Gonggo, Hardono, dan teman-teman yang lainnya, terima kasih atas dukungannya.
Semoga karya ilmiah ini dapat bermanfaat bagi dunia ilmu pengetahuan khususnya Matematika dan menjadi inspirasi bagi penelitian-penelitian selanjutnya.
Bogor, Agustus 2011
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 11 Mei 1988 sebagai anak pertama dari tiga bersaudara, anak dari pasangan Emon dan Satiyem.
Tahun 2000 penulis lulus dari SD Fatahillah Jakarta. Tahun 2003 penulis lulus dari SLTPN 3 Baturetno Wonogiri. Tahun 2006 penulis lulus dari SMAN 1 Baturetno Wonogiri dan pada tahun yang sama lulus seleksi masuk IPB melalui jalur Undangan Seleksi Masuk IPB (USMI). Penulis memilih Departemen Matematika, Fakultas Matematika dan Ilmu Pengetahuan Alam.
vii
DAFTAR ISI
Halaman
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... viii
I PENDAHULUAN ... 1 1.1 Latar Belakang ... 1 1.2 Tujuan ... 1
II LANDASAN TEORI ... 1 2.1 Penjadwalan... 1 2.1.1 Definisi Penjadwalan ... 1 2.1.2 Tujuan Penjadwalan ... 1 2.1.3 Elemen Penjadwalan ... 1 2.1.4 Informasi Dasar Penjadwalan ... 2 2.1.5 Kriteria Penjadwalan ... 2 2.2 Pemrograman Linear ... 2 2.2.1 Solusi Pemrograman Linear ... 3 2.3 Pemrograman Linear Integer ... 4 2.4 Metode branch and bound untuk menyelesaikan masalah IP ... 4
III DESKRIPSI DAN FORMULASI MASALAH ... 8 3.1 Deskripsi Masalah... 8 3.2 Formulasi Masalah ... 10 3.2.1 Parameter ... 10 3.2.2 Variabel keputusan ... 10 3.2.3 Kendala tingkat produksi ... 11 3.2.4 Kendala tingkat penyimpanan produk ... 11 3.2.5 Kendala waktu ... 11 3.2.6 Kendala variabel biner ... 12
IV STUDI KASUS DAN PENYELESAIANNYA ... 13 4.1 Kendala tingkat produksi... 14 4.2 Kendala tingkat penyimpanan produk ... 15 4.3 Kendala waktu ... 15 4.4 Kendala variabel biner ... 16
V KESIMPULAN DAN SARAN... 19 5.1 Kesimpulan... 19 5.2 Saran ... 19
DAFTAR PUSTAKA ... 19
viii
DAFTAR TABEL
1 Grup yoghurt dan jenis yoghurt ... 13 2 Permintaan (demand) yoghurt ... 13 3 Waktu persiapan (tsetup) antaryoghurt dengan satuan jam. ... 14 4 Biaya persiapan (csetup) antaryoghurt dengan satuan rupiah (Rp). ... 14 5 Hasil penjadwalan (satuan cangkir). ... 17 6 Waktu awal dan akhir pengemasan pada mesin 1 selama 1 minggu (satuan jam). ... 17 7 Waktu awal dan akhir pengemasan pada mesin 2 selama 1 minggu (satuan jam). ... 17
DAFTAR GAMBAR
1 Daerah fisibel (daerah yang diarsir) untuk relaksasi-PL dari PLI (9) ... 5 2 Daerah fisibel untuk Subproblem 2 dan Subproblem 3... 6 3 Seluruh percabangan pada metode Branch-and-Bound untuk menentukan solusi optimum dari
PLI. ... 7 4 Skema pembuatan yoghurt ... 8 5a Gantt Chart untuk mesin 1 pada hari Senin ... 18 5b Gantt Chart untuk mesin 2 pada hari Senin ... 18 6a Gantt Chart untuk mesin 1 pada hari Selasa ... 29 6b Gantt Chart untuk mesin 2 pada hari Selasa ... 29 7a Gantt Chart untuk mesin 1 pada hari Rabu ... 29 7b Gantt Chart untuk mesin 2 pada hari Rabu ... 29 8a Gantt Chart untuk mesin 1 pada hari Kamis... 30 8b Gantt Chart untuk mesin 2 pada hari Kamis... 30 9a Gantt Chart untuk mesin 1 pada hari Jumat ... 30 9b Gantt Chart untuk mesin 2 pada hari Jumat ... 30
DAFTAR LAMPIRAN
1 Syntax program Wolfram Mathematica 7.0 untuk menyelesaikan masalah pemrograman linear dengan metode Branch-and-Bound ... 21 2 Syntax dan hasil komputasi program Lingo 8.0 untuk masalah penjadwalan mesin kemas
I PENDAHULUAN
1.1 Latar Belakang
Yoghurt adalah jenis makanan berasal dari susu sapi yang dibuat melalui fermentasi bakteri. Proses pembuatan yoghurt cukup kompleks. Susu segar dikumpulkan untuk dites kandungan lemaknya. Setelah lulus tes, susu segar diencerkan dan dipanaskan untuk mengurangi kandungan bakteri jahat dan patogen seperti salmonella dan campylobacter. Pada proses pemanasan ini juga dilakukan pengadukan dan penambahan rasa untuk memperoleh tingkat kekentalan pada yoghurt. Proses berikutnya adalah pendinginan dan penambahan bakteri fermentasi. Setelah dilakukan fermentasi, yoghurt telah siap dikemas melalui mesin kemas, kemudian yoghurt akan mengalami inkubasi selama 12-14 jam. Mesin kemas ini secara otomatis mengisi cangkir-cangkir dengan yoghurt yang telah memiliki rasa.
Beberapa perusahaan menggunakan mesin kemas identik paralel untuk mempercepat proses produksi. Penjadwalan operasi pada mesin kemas identik paralel adalah masalah yang menantang untuk dibahas dalam karya tulis ini. Besarnya diversifikasi yang
dikenakan oleh pasar, pendeknya kehidupan yoghurt, dan banyak produk yang berbeda harus diproduksi setiap hari, meningkatkan kompleksitas dalam mengambil keputusan penjadwalan.
Permasalahan penjadwalan mesin kemas identik paralel pada produksi yoghurt ini akan dimodelkan sebagai masalah Pemrograman Linear Integer (PLI). PLI adalah masalah optimisasi dengan fungsi objektif dan kendala yang linear serta variabel yang integer. Model Penjadwalan mesin kemas identik paralel diperoleh dengan beberapa modifikasi berdasarkan jurnal yang berjudul Optimal production scheduling for the dairy industry ditulis oleh Dogains dan Haralambos pada tahun 2007.
1.2 Tujuan
Tujuan dari karya ilmiah ini adalah memodelkan masalah penjadwalan mesin kemas identik paralel pada produksi yoghurt ke dalam bentuk PLI. Hasil dari penjadwalan ini diharapkan dapat menghasilkan jadwal dengan biaya yang minimum untuk memenuhi pesanan yoghurt.
II LANDASAN TEORI
2.1 Penjadwalan
2.1.1 Definisi Penjadwalan
Penjadwalan merupakan proses pengorganisasian, pemilihan, dan penetapan penggunaan sumberdaya dalam rangka melaksanakan semua aktivitas yang diperlukan untuk menghasilkan output yang diinginkan pada saat yang telah direncanakan, dengan pembatas waktu dan hubungan antar aktivitas dan sumberdaya tertentu. Definisi di atas mengimplikasikan bahwa jika jumlah sumber daya tidak terbatas, maka masalah penjadwalan tidak akan ada. Penjadwalan juga didefinisikan sebagai pengambilan keputusan tentang penyesuaian aktivitas dan sumberdaya dalam rangka menyelesaikan sekumpulan job agar tepat pada waktunya.
(Morton & Pentico 1993)
2.1.2 Tujuan Penjadwalan
Penjadwalan memiliki beberapa tujuan yang penting, yaitu:
1. meningkatkan penggunaan sumberdaya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat
berkurang, dan produktivitas dapat meningkat,
2. mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumberdaya yang ada masih mengerjakan tugas yang lain,
3. mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimumkan biaya keterlambatan, 4. membantu pengambilan keputusan
mengenai perencanaan kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
(Ginting 2009)
2.1.3 Elemen Penjadwalan
El