ANALISA PERSEDIAAN DENGAN PENDEKATAN SISTEM KANBAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
Treesye Margaretha Nanda
NIM : 110403169
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
ANALISA PERSEDIAAN DENGAN PENDEKATAN SISTEM KANBAN
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
TREESYE MARGARETHA NANDA
NIM : 110403169
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Prof.Dr.Ir.A.Rahim Matondang,MSIE) (Ikhsan Siregar,ST,M.Eng)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa, atas berkat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas sarjana ini dengan baik.
Tugas sarjana ini merupakan salah satu syarat yang harus dilalui untuk dapat
menyelesaikan program studi Reguler S-1. Penyusunan tugas sarjana merupakan tahap akhir untuk
menyelesaikan tugas sarjana.
Tugas sarjana ini berjudul analisa persediaan dengan pendekatan sistem kanban. Tugas sarjana yang akan dibahas yaitu menyeimbangkan persediaan pada PT. Sabang Subur yang memproduksi tangki air, dengan menggunakan metode kanban.
Penulis menerima kritikan yang berhubungan dengan isi tugas sarjana ini. Untuk itu penulis
mengharapkan kritik atau saran yang membangun dalam penyempurnaan tugas sarjana ini.
UNIVERSITAS SUMATERA UTARA PENULIS
MEDAN, Agustus 2015
Banyak pihak yang telah membantu, memberi dukungan dan doa kepada penulis selama
penyusunan tugas sarjana ini. Oleh karena itu, penulis ingin mengucapkan terima kasih kepada:
1. Kedua orang tua, Bapak terkasih dan Mamak terkasih yang telah memberikan motivasi dan doanya selama penulis mengerjakan tugas sarjana dari awal hingga akhir.
2. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. A.Rahim Matondang,MSIE selaku Dosen Pembimbing I Tugas Sarjana
yang telah meluangkan waktunya untuk membimbing penulis dalam penulisan laporan.
4. Bapak Ikhsan Siregar, ST,M.Eng selaku Dosen Pembimbing II Tugas Sarjana yang telah
meluangkan waktunya untuk membimbing penulis dalam penulisan laporan.
5. Ibu Ir. Rosnani Ginting, MT, selaku Koordinator Tugas Sarjana dan Dosen Penguji di
Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
6. Ibu Ir. Anizar, M.Kes, selaku Dosen Penguji di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
7. Bapak Ir. Mangara Tambunan M., MT, M. Sc, selaku Koordinator Tugas Sarjana Departemen
Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
8. Bapak Johannes Tanujaya selaku Direktur Perusahaan PT. Sabang Subur yang telah memberi
izin untuk melakukan penelitian diperusahaannya.
9. Bapak A Kiet, dan Bapak A Tiong, selaku pembimbing lapangan yang meluangkan waktu
untuk memberi penjelasan tentang keadaan lantai pabrik dan informasi lainnya.
10.Seluruh jajaran staff dan karyawan di lingkungan PT. Sabang Subur yang telah meluangkan waktunya untuk membantu penulis dalam melaksanakan penelitian tugas sarjana.
12.Teman-teman sepabrik tugas sarjana yaitu Christin ST, Jessica Esther Napitupulu ST, dan Poppy Wijaya ST yang telah membantu dan bersama-sama ke pabrik untuk pengumpulan data dan informasi lainnya.
13.Pacar terkasih Wahyu Agriva Tarigan ST yang selalu memberikan semangat, doa dan dukungan bagi penulis.
14.Sahabat CII, yaitu Jessica, Inez, Tri, Nadia, Marintan, Kartika dan Isakdudin, yang telah mendukung pengerjaan tugas sarjana.
15.Teman-teman GIELAS (Stambuk 2011) yang membantu dan mendukung dalam pengerjaan tugas sarjana.
16. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang
tidak dapat disebutkan satu per satu.
ABSTRAK
PT. Sabang Subur adalah sebuah perusahaan dengan sistem produksi make to order.
Produksi make to order meliputi produksi tangki air. Tangki air yang diproduksi memiliki
variasi dengan kapasitas 500L, 1000 L, 1500 L, 2000 L, 3000 L, 4000 L dan 5000 L.
Permasalahan yang terdapat di PT.Sabang Subur adalah Keberadaan persediaan pada
tangki yang berlebih menimbulkan biaya yang besar dan mengharuskan perusahaan untuk
menggunakan lantai pabrik yang luas sebagai tempat penyimpanan persediaan. Selain itu
perusahaan juga harus menjaga kualitas dari tangki jadi tersebut.Bertitik tolak dari
permasalahan tersebut, studi ini mencoba untuk merancang sistem kanban yang
merupakan teknik dalam Just in Time untuk mengurangi jumlah persediaan. Dengan
menggunakan sistem kanban ini dapat diperoleh persediaan yang seminimum mungkin,
hingga akhirnya dicapai persediaan tepat waktu. Pada persediaan tepat waktu ini, bahan
dalam umlah yang tepat dibutuhkan, sehingga tidak ada persediaan yang menunggu untuk
diproses selanjutnya. Pabrik menggunakan sistem siklus tetap dan jumlah tidak tetap
dikarenakan pemesanan dilakukan sebanyak 4 kali dalam sebulan pada hari Senin dan
jumlah sesuai pemesanaan. Sistem kartu kanban menggunakan sistem dorong
dikarenakan Work center sebelumnya mendorong Work Center setelahnya. Terdapat 6
Work Center dalam perhitungan kanban. Tujuan utama sistem kanban adalah mengurangi
yang didapatkan untuk jumlah kartu kanban selama setahun adalah buah.Selain itu aliran
informasi lebih jelas dan tidak membingungkan. Sehingga tidak ada penumpukan barang
di gudang
Kata Kunci: Just in Time , Kanban, Work Sampling, Analisa Persediaan.
DAFTAR ISI
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xxiii
BAB I PENDAHULUAN ... I-1
1.4 Manfaat Penelitian ... I-5 1.5 Batasan dan Asumsi Penelitian ... I-6
BAB II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Perusahaan ... II-1 2.2 Ruang Lingkup Bidang Usaha... II-2 2.3 Lokasi Perusahaan ... II-2 2.3.1.Layout Perusahaan ... II-2 2.4 Organisasi dan Manajemen ... II-3 2.4.1.Struktur Organisasi Perusahaan ... II-3
DAFTAR ISI (Lanjutan)
HALAMAN
2.4.2 Pembagian Tugas dan Tanggung Jawab ... II-4 2.4.3 Jumlah Tenaga Kerja dan Jam Kerja ... II-7 2.4.4 Sistem Pengupahan dan Fasilitas Lainnya ... II-8 2.5 Proses Produksi ... II-8 2.5.1 Standar Mutu Bahan/Produk ... II-8 2.5.2 Bahan yang Digunakan ... II-9 2.5.2.1.Bahan Baku ... II-9 2.5.2.2.Bahan Penolong ... II-10 2.5.2.3.Bahan Tambahan ... II-10 2.5.3. Uraian Proses Produksi ... II-12 2.5.4. Mesin dan Peralatan ... II-14 2.5.4.1.Mesin Produksi ... II-14 2.5.4.2.Peralatan ... II-20
3.1 Defenisi Kanban ... III-1 3.2 Perkembangan Sistem Kanban ... III-3 3.3 Sistem Dorong dan Sistem Tarik pada Manajemen
Manufaktur ... III-4 3.4 Persiapan Pra Kanban ... III-7 3.5 Fungsi Kanban dan Aturan Kanban ... III-10 3.5.1 Fungsi Kanban ... III-10 3.5.2 Aturan Kanban ... III-12 3.6 Jenis-Jenis Kanban ... III-15 3.7 Menentukan Jumlah Kanban ... III-18
DAFTAR ISI (Lanjutan)
HALAMAN
BAB IV METODOLOGI PENELITIAN ... IV-1
4.1 Tempat dan Waktu Penelitian ... IV-1 4.2 Jenis Penelitian ... IV-1 4.3 Objek Penelitian ... IV-1 4.4 Variabel Penelitian ... IV-1 4.5 Kerangka Konseptual ... IV-2 4.6 Rancangan Penelitian ... IV-2 4.7 Instrumen Penelitian ... IV-6 4.8 Pengumpulan Data... IV-6 4.9 Pengolahan Data ... IV-7 4.10.Analisis Pemecahan Masalah ... IV-9 4.11.Kesimpulan dan Saran ... IV-9
BAB V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1.1 Data Permintaan Produk dan Waktu yang Tersedia ... V-1 5.1.2 Waktu Simulasi Produk ... V-1 5.2. Pengolahan Kanban ... V-3 5.2.1 Persiapan Pra Kanban ... V-1 5.2.1.1. Pelancaran Produksi ... V-4 5.2.1.2. Memperpendek Waktu Penyiapan ... V-9 5.2.1.3. Tata Letak ... V-11 5.2.1.4. Pembakuan Operasi ... V-12 5.2.1.5. Aktivitas Perbaikan ... V-51
DAFTAR ISI (Lanjutan)
HALAMAN
5.3. Perhitungan Waktu Proses Produk ... V-53 5.3.1 Uji Keseragaman Data ... V-33 5.3.1.1 Uji Keseragaman Work Center I ... V-55 5.3.1.2 Uji Keseragaman Work Center II ... V-57 5.3.1.3 Uji Keseragaman Work Center III ... V-60 5.3.1.4 Uji Keseragaman Work Center IV ... V-63 5.3.1.5 Uji Keseragaman Work Center V ... V-66 5.3.1.6 Uji Keseragaman Work Center VI ... V-69 5.3.2 Uji Kecukupan Data ... V-72 5.3.3 Waktu Proses Produk ... V-73 5.4. Perhitungan Jumlah Kartu Kanban ... V-78
5.4.1 Perhitungan Faktor Pengaman Masing- Masing
Work Center ... V-78 5.4.2 Perhitungan Jumlah Kanban Masing- Masing
5.4.2.1 Work Center I ... V-81 5.4.2.2 Work Center II ... V-82 5.5.2.3 Work Center III ... V-83 5.5.2.4 Work Center IV ... V-84 5.5.2.5 Work Center V ... V-85 5.5.2.6 Work Center VI ... V-86 5.5. Rekapitulasi Jumlah Kartu Kanban ... V-87
BAB VI ANALISIS DAN EVALUASI ... VI-1
6.1 Analisis ... VI-1
DAFTAR ISI (Lanjutan)
HALAMAN
6.1.1.Analisis Waktu Proses Produk ... VI-1 6.1.2.Analisis Jumlah Kartu Kanban ... VI-1 6.1.3.Analisis Rute Kanban ... VI-3 6.1.4. Analisis Aktifitas Perbaikan ... VI-2 6.2 Evaluasi ... VI-3 6.2.1.Evaluasi Waktu Proses Produk ... VI-3 6.2.2.Evaluasi Jumlah Kartu Kanban ... VI-3 6.2.3.Evaluasi Rute Kanban ... VI-3 6.2.4. Evaluasi Aktifitas Perbaikan ... VI-4
BAB VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-1
LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
5.13. Rekapitulasi Waktu Pada Work Center II ... V-59 5.14. Rekapitulasi Waktu Pada Work Center III ... V-62 5.15. Rekapitulasi Waktu Pada Work Center IV ... V-65 5.16. Rekapitulasi Waktu Pada Work Center V ... V-68 5.17. Rekapitulasi Waktu Pada Work Center VI ... V-71 5.18. Rekapitulasi Uji Keseragaman Data ... V-72 5.19. Rekapitulasi Uji Kecukupan Data ... V-73 5.20. Waktu Proses Pada Work Center I (Jam) ... V-74 5.21. Waktu Proses Pada Work Center II (Jam) ... V-74 5.22. Waktu Proses Pada Work Center III(Jam) ... V-75 5.23. Waktu Proses Pada Work Center IV (Jam) ... V-75
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.24. Waktu Proses Pada Work Center V (Jam) ... V-76 5.25. Waktu Proses Pada Work Center VI (Jam) ... V-76 5.26. Data Waktu Rata-RATA,Waktu Minium dan Waktu Maksimum
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Layout Perusahaan ... II-3 2.2. Struktur Organisasi PT.Sabang Subur ... II-4 2.3. Automatic Stand Winding Machine ... II-14 2.4. Tank Stand Cutting Punching Machine ... II-15 2.5. Automatic Air Pressure Vertical Seam Welder ... II-16 2.6. Automatic Air Pressure Multiple Convex Line Roller ... II-16 2.7. Automatic Air Pressure Horizontal Rolling Welder For
Top & Bottom Cover ... II-17
3.3. Sistem Kanban Kanban ... III-3 3.4. Siklus Sistem Dorong ... III-5 3.5. Siklus Sistem Tarik ... III-6 3.6. Kerangka Berbagai Jenis Utama Kanban ... III-15 4.1. Kerangka Konseptual ... IV-2 4.2. Langkah-langkah Proses Penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-8 5.1. Input, Output, Transformasi ... V-5 5.2. Flow Process Chart ... V-6 5.3. Layout Perakitan Tangki Air ... V-11 5.4. Perbaikan Layout pada PT.Sabang Subur ... V-11
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
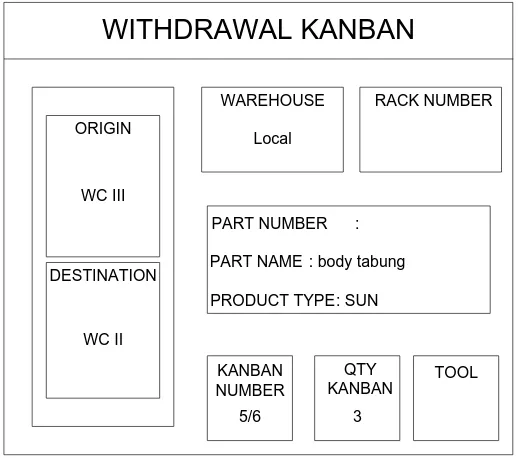
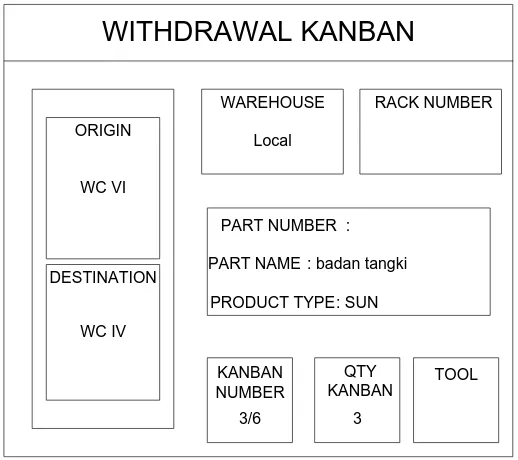
5.5. Kartu Kanban Pengambilan dari Konsumen ke WC VI pada Siklus
Pertama ... V-12 5.6. Kartu Kanban Pengambilan dari WC VI ke WC V pada Siklus
Pertama ... V-13 5.7. Kartu Kanban Pengambilan dari WC VI ke WC IV pada Siklus
Pertama ... V-13 5.8. Kartu Kanban Pengambilan dari WC IV ke WC III pada Siklus
Pertama ... V-14 5.9. Kartu Kanban Pengambilan dari WC III ke WC II pada Siklus
Pertama ... V-14 5.10. Kartu Kanban Pengambilan dari WC II ke WC I pada Siklus
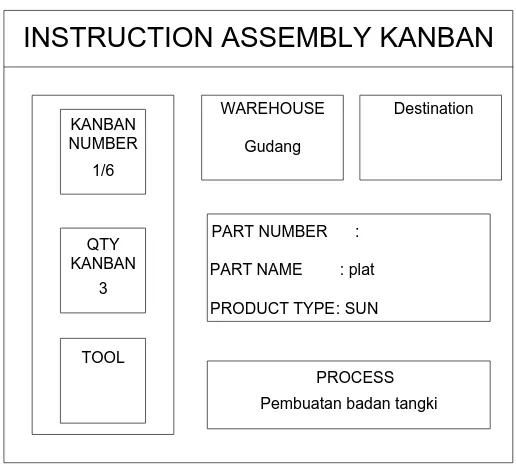
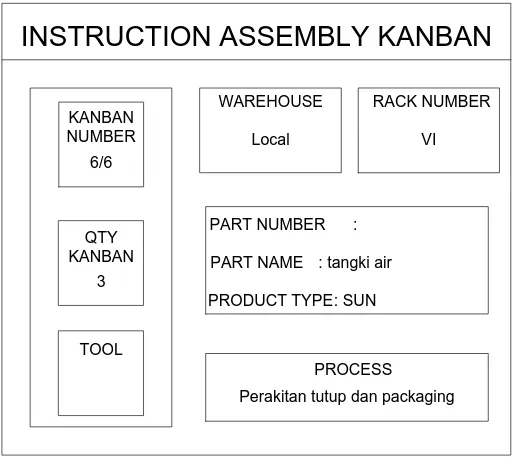
Pertama ... V-15 5.11. Kartu Kanban Perintah Produksi Gudang ke WC I pada Siklus
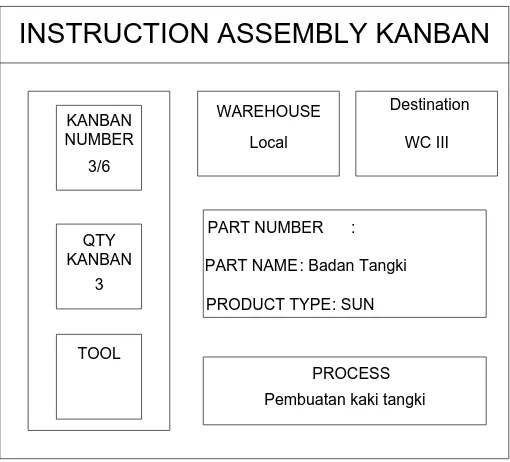
Pertama ... V-15 5.12. Kartu Kanban Perintah Produksi WC I ke WC II pada Siklus
Pertama ... V-16 5.14. Kartu Kanban Perintah Produksi WC III ke WC IV pada Siklus
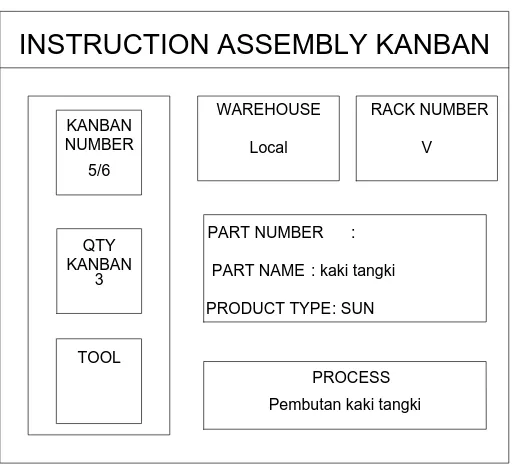
Pertama ... V-17 5.15. Kartu Kanban Perintah Produksi Local ke WC V pada Siklus
Pertama ... V-17 5.16. Kartu Kanban Perintah Produksi WC V ke WC VI pada Siklus
Pertama ... V-18 5.17. Kartu Kanban Pengambilan dari Konsumen ke WC VI pada Siklus
Kedua ... V-18
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.18. Kartu Kanban Pengambilan dari WC VI ke WC V pada Siklus
Kedua ... V-19 5.19. Kartu Kanban Pengambilan dari WC VI ke WC IV pada Siklus
Kedua ... V-19 5.20. Kartu Kanban Pengambilan dari WC IV ke WC III pada Siklus
Kedua ... V-20 5.21. Kartu Kanban Pengambilan dari WC III ke WC II pada Siklus
Kedua ... V-20 5.22. Kartu Kanban Pengambilan dari WC II ke WC I pada Siklus
Kedua ... V-21 5.23. Kartu Kanban Perintah Produksi Gudang ke WC I pada Siklus
Kedua ... V-21 5.24. Kartu Kanban Perintah Produksi WC I ke WC II pada Siklus
Kedua ... V-22 5.25. Kartu Kanban Perintah Produksi WC II ke WC III pada Siklus
Kedua ... V-22 5.26. Kartu Kanban Perintah Produksi WC III ke WC IV pada Siklus
5.27. Kartu Kanban Perintah Produksi Local ke WC V pada Siklus
Kedua ... V-23 5.28. Kartu Kanban Perintah Produksi WC V ke WC VI pada Siklus
Kedua ... V-24 5.29. Kartu Kanban Pengambilan dari Konsumen ke WC VI pada Siklus
Ketiga ... V-24 5.30. Kartu Kanban Pengambilan dari WC VI ke WC V pada Siklus
Ketiga ... V-25
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.31. Kartu Kanban Pengambilan dari WC VI ke WC IV pada Siklus
Ketiga ... V-25 5.32. Kartu Kanban Pengambilan dari WC IV ke WC III pada Siklus
Ketiga ... V-26 5.33. Kartu Kanban Pengambilan dari WC III ke WC II pada Siklus
Ketiga ... V-26 5.34. Kartu Kanban Pengambilan dari WC II ke WC I pada Siklus
Ketiga ... V-27 5.35. Kartu Kanban Perintah Produksi Gudang ke WC I pada Siklus
Ketiga ... V-27 5.36. Kartu Kanban Perintah Produksi WC I ke WC II pada Siklus
Ketiga ... V-28 5.37. Kartu Kanban Perintah Produksi WC II ke WC III pada Siklus
Ketiga ... V-28 5.38. Kartu Kanban Perintah Produksi WC III ke WC IV pada Siklus
Ketiga ... V-29 5.39. Kartu Kanban Perintah Produksi Local ke WC V pada Siklus
Ketiga ... V-30 5.41. Kartu Kanban Pengambilan dari Konsumen ke WC VI pada Siklus
Keempat ... V-30 5.42. Kartu Kanban Pengambilan dari WC VI ke WC V pada Siklus
Keempat ... V-31 5.43. Kartu Kanban Pengambilan dari WC VI ke WC IV pada Siklus
Keempat ... V-31
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.44. Kartu Kanban Pengambilan dari WC IV ke WC III pada Siklus
Keempat ... V-32 5.45. Kartu Kanban Pengambilan dari WC III ke WC II pada Siklus
Keempat ... V-32 5.46. Kartu Kanban Pengambilan dari WC II ke WC I pada Siklus
Keempat ... V-33 5.47. Kartu Kanban Perintah Produksi Gudang ke WC I pada Siklus
Keempat ... V-33 5.48. Kartu Kanban Perintah Produksi WC I ke WC II pada Siklus
Keempat ... V-34 5.49. Kartu Kanban Perintah Produksi WC II ke WC III pada Siklus
Keempat ... V-34 5.50. Kartu Kanban Perintah Produksi WC III ke WC IV pada Siklus
Keempat ... V-35 5.51. Kartu Kanban Perintah Produksi Local ke WC V pada Siklus
Keempat ... V-35 5.52. Kartu Kanban Perintah Produksi WC V ke WC VI pada Siklus
5.55. Rute Kanban WC III dan WC IV ... V-39 5.56. Rute Kanban WC IV dan WC VI ... V-40 5.57. Rute Kanban WC V dan WC VI ... V-41 5.58. Rute Kanban WC VI dan Suplier ... V-42 5.59. Rute Kanban WC I - WC VI ... V-44
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN
12.Teman-teman sepabrik tugas sarjana yaitu Christin ST, Jessica Esther Napitupulu ST, dan Poppy Wijaya ST yang telah membantu dan bersama-sama ke pabrik untuk pengumpulan data dan informasi lainnya.
13.Pacar terkasih Wahyu Agriva Tarigan ST yang selalu memberikan semangat, doa dan dukungan bagi penulis.
14.Sahabat CII, yaitu Jessica, Inez, Tri, Nadia, Marintan, Kartika dan Isakdudin, yang telah mendukung pengerjaan tugas sarjana.
15.Teman-teman GIELAS (Stambuk 2011) yang membantu dan mendukung dalam pengerjaan tugas sarjana.
16. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang
tidak dapat disebutkan satu per satu.
ABSTRAK
PT. Sabang Subur adalah sebuah perusahaan dengan sistem produksi make to order.
Produksi make to order meliputi produksi tangki air. Tangki air yang diproduksi memiliki
variasi dengan kapasitas 500L, 1000 L, 1500 L, 2000 L, 3000 L, 4000 L dan 5000 L.
Permasalahan yang terdapat di PT.Sabang Subur adalah Keberadaan persediaan pada
tangki yang berlebih menimbulkan biaya yang besar dan mengharuskan perusahaan untuk
menggunakan lantai pabrik yang luas sebagai tempat penyimpanan persediaan. Selain itu
perusahaan juga harus menjaga kualitas dari tangki jadi tersebut.Bertitik tolak dari
permasalahan tersebut, studi ini mencoba untuk merancang sistem kanban yang
merupakan teknik dalam Just in Time untuk mengurangi jumlah persediaan. Dengan
menggunakan sistem kanban ini dapat diperoleh persediaan yang seminimum mungkin,
hingga akhirnya dicapai persediaan tepat waktu. Pada persediaan tepat waktu ini, bahan
dalam umlah yang tepat dibutuhkan, sehingga tidak ada persediaan yang menunggu untuk
diproses selanjutnya. Pabrik menggunakan sistem siklus tetap dan jumlah tidak tetap
dikarenakan pemesanan dilakukan sebanyak 4 kali dalam sebulan pada hari Senin dan
jumlah sesuai pemesanaan. Sistem kartu kanban menggunakan sistem dorong
dikarenakan Work center sebelumnya mendorong Work Center setelahnya. Terdapat 6
Work Center dalam perhitungan kanban. Tujuan utama sistem kanban adalah mengurangi
V-14
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada umumnya perusahaan manufaktur tidak terlepas dari pengadaan persediaan dalam kegiatan operasionalnya. Mulai dari persediaan bahan baku, bahan dalam proses maupun produk akhir. Dengan adanya persediaan ini diharapkan dapat menjamin tersedianya bahan yang dibutuhkan. Hal ini diakibatkan oleh adanya resiko keterlambatan datangnya bahan, bahan yang rusak, permintaan yang tidak pasti, kehabisan bahan dan sebagainya.
Produk tangki air adalah salah satu alat rumah tangga yang umum digunakan. Pipa air ialah yang diberi tekanan udara dan dibersihkan ke bangunan-bangunan. Tahap desain pada proses perancangan produk suatu perusahaan berpengaruh terhadap kemampuan perusahaan dalam menghadapi persaingan.
bahan baku dapat ditekan secara signifikan. Bahkan di beberapa perusahaan, gudang penyimpanan barang tidak diperlukan lagi dan diubah menjadi area produksi. Lebih dari itu, Sistem Kanban juga dapat digunakan sebagai sarana untuk mengungkapkan berbagai masalah di lapangan.
Tabel 1.1. Data Jumlah Produksi Tangki Air di PT. Sabang Subur
Bulan Tipe 500
(Unit) Tipe 1000 (Unit) Tipe 1500 (Unit) Tipe 2000 (Unit) Tipe 3000 (Unit) Tipe 5000 (Unit)
Januari 100 1000 1100 250 10 5
Februari 80 650 700 350 5 10
Maret 125 750 750 170 50 25
April 75 300 800 200 20 10
Mei 90 800 1200 150 10 100
Juni 60 500 700 200 30 50
Juli 120 600 1000 220 5 10
Agustus 100 1000 800 180 15 20
September 150 750 900 250 10 10
Oktober 100 550 1000 200 25 5
November 80 1000 750 170 5 10
Desember 120 500 800 210 5 50
Sumber: PT. Sabang Subur
Data jumlah penjualan tangki air di PT. Sabang Subur pada tahun 2014 dapat dilihat pada Tabel 1.2.
Tabel 1.2. Data Jumlah Permintaan Tangki Air di PT. Sabang Subur
Bulan Tipe 500
(Unit) Tipe 1000 (Unit) Tipe 1500 (Unit) Tipe 2000 (Unit) Tipe 3000 (Unit) Tipe 5000 (Unit)
Januari 70 1100 1200 270 10 -
Februari 85 700 750 320 - 20
Maret 100 800 800 170 50 -
April 50 500 1100 220 20 50
Mei 80 600 850 180 10 25
Juni 50 750 900 200 30 20
Juli 100 800 1000 220 - -
Agustus 70 500 820 190 15 30
September 120 650 920 200 10 -
Oktober 50 800 850 150 25 -
November 60 1100 950 190 - 25
Desember 100 550 800 230 10 30
Keberadaan persediaan pada tangki yang berlebih menimbulkan biaya yang besar dan mengharuskan perusahaan untuk menggunakan lantai pabrik yang luas sebagai tempat penyimpanan persediaan. Selain itu perusahaan juga harus menjaga kualitas dari tangki jadi tersebut.
Bertitik tolak dari permasalahan tersebut, studi ini mencoba untuk merancang sistem kanban yang merupakan teknik dalam Just in Time untuk mengurangi jumlah persediaan. Dengan menggunakan sistem kanban ini dapat diperoleh persediaan yang seminimum mungkin, hingga akhirnya dicapai persediaan tepat waktu. Pada persediaan tepat waktu ini, bahan dalam umlah yang tepat dibutuhkan, sehingga tidak ada persediaan yang menunggu untuk diproses selanjutnya.
Perusahaan ini juga menggunakan sistem make to order sehingga memerlukan Just in Time dengan metode kanban sehingga dapat mengendalikan persediaan hasil produksi dan mengurangi pemborosan akibat kelebihan produksi.
Persediaan identik dengan penumpukan sejumlah uang atau investasi yang akan mengganggu aliran kas suatu perusahaan, terlebih jika persediaan tersebut tidak bergerak dan menumpuk.1
1
dipergunakan adalah kartu, sehingga sering disebut sebagai kartu kanban. Perhitungan kartu kanban digunakan untuk mengontrol banyaknya persediaan yang dibutuhkan. Perum BULOG Sub Divisi Regional Surabaya merupakan lembaga negara yang bertugas untuk menjaga stabilitas pangan dan ketahanan pangan nasional. Secara aktual BULOG menyerap semua persediaan yang ada pada petani ataupun supplier. Tentunya hal ini merupakan suatu pemborosan. Usulan Penerapan sistem JIT dengan menggunakan kanban pada penelitian ini untuk pengendalian persediaan menunjukkan penurunan rata-rata 72,76% untuk setiap bulannya. Hasil yang didapatkan untuk penggunaan kartu kanban, rata-rata sebanyak 13 kartu. Selain itu aliran informasi menjadi lebih jelas dan tidak membingungungkan. Sehingga tidak ada penumpukan barang yang berlebihan di dalam gudang.
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah persediaan pada PT.Sabang Subur yang berlebih menimbulkan biaya yang besar dan menyebabkan pemborosan. Yang menjadi pokok permasalahan adalah bagaimana merancang sistem kanban pada perusahaan untuk dapat meminimisasi pemakaian persediaan sehingga dapat dicapai tepat waktu.
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah melakukan perbaikan dengan sistem kanban.
1. Mengembangkan aplikasi dari sistem kanban pada perusahaan manufaktur sebagai sarana dalam pencapaian persediaan tepat waktu
2. Melakukan pengujian keabsahan data terhadap data waktu perakitan produk. 3. Menentukan jumlah kartu kanban dari setiap work center
4. Menentukan bentuk kanban dalam pabrik
1.4. Manfaat Penelitian
Manfaat yang hendak dicapai dalam melakukan penelitian ini adalah sebagai berikut:
1. Manfaat bagi mahasiswa
Mengaplikasikan teori yang diperoleh selama kuliah dan dari laboratorium di lapangan kerja sehingga mahasiswa dapat menganalisa dan mengevaluasi setiap permasalahan yang terjadi sebelum mahasiswa memasuki dunia kerja khususnya dalam hal analisa persediaan dengan sistem kanban.
2. Manfaat bagi perusahaan
Sebagai masukan bagi perusahaan untuk memenuhi permintaan konsumen belum teratasi, sehingga untuk periode selanjutnya perlu adanya perencanaan yang baik terutama jadwal urutan proses produksi dan beban yang seimbang. 3. Bagi Departemen Teknik Industri USU
Untuk mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
Batasan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan untuk pada produk tangki air tipe 500 di PT Sabang Subur.
2. Waktu perakitan yang digunakan adalah waktu standar yang dihitung menggunakan metode jam henti (stopwatch time study).
3. Metode yang digunakan adalah sistem kanban.
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah : 1. Kondisi internal perusahaan tidak mengalami perubahan yang signifikan selama penelitian
berlangsung
2. Semua fasilitas dan peralatan yang digunakan berada dalam kondisi baik.
3. Operator telah menguasai pekerjaannya dalam proses produksi produk.
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sabang Subur merupakan perusahaan swasta yang bergerak di bidang pembuatan produk berbahan baku stainless steel. Perusahaan ini pertama kali didirikan oleh Bapak Johannes Tanujaya pada tahun 1982 hingga tahun 1984 di Jalan Raden Saleh. Kemudian pada tahun 1985 hingga tahun 1994, perusahaan dipindahkan ke Jalan Muara Takus. Seiring semakin berkembangnya perusahaan, maka didirikan pabrik di Binjai Km. 13,8 pada tahun 1995. Selanjutnya pada tahun 2009 hingga saat ini, perusahaan telah memiliki kantor dan pabrik yang letaknya terpisah. Lokasi kantor berada di Jalan Iskandar Muda, sementara lokasi pabrik terletak di Binjai Km. 13,8.
Produk yang awalnya dihasilkan perusahaan adalah tangki air dengan merek “Sakura”. Namun, seiring berjalannya waktu, tangki air Sakura tidak dapat bersaing dengan produk sejenis lainnya. Hal ini mendorong PT. Sabang Subur untuk memecahkan permasalahan tersebut dengan meningkatkan kualitas produk tangki air yang diproduksi dengan menggunakan bahan baku dan mesin dari Taiwan. Kemudian, nama produk diganti menjadi “Sun Brand” dan dipasarkan hingga saat ini melalui agen-agen pemasaran.
didatangkan dari Taiwan. PT. Sabang Subur telah memiliki supplier tetap dari Taiwan untuk setiap komponen yang diperlukan dalam proses produksi.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha PT. Sabang Subur adalah sebagai perusahaan yang bergerak di bidang pembuatan produk berbahan stainless steel seperti tangki air. Tangki air dengan merek “Sun Brand” yang diproduksi PT. Sabang Subur terdiri dari beberapa tipe kapasitas yaitu kapasitas 500 liter, 1000 liter, 1500 liter, 2000 liter, 3000 liter, dan 5000 liter. Selain memproduksi tangki air, PT. Sabang Subur juga menerima order dari customer untuk pembuatan kitchen set ataupun produk lain yang menggunakan bahan baku stainless steel.
2.3. Lokasi Perusahaan
PT. Sabang Subur memiliki kantor yang beralamat di Jalan Iskandar Muda 85 – 85A Medan. Sedangkan lokasi pabrik PT. Sabang Subur berada di Binjai Km. 16,8.
2.3.1. Layout Perusahaan
GUDANG PRODUK JADI
GUDANG PRODUK JADI
WC II
WC III
WC IV
WC VI
KANTOR GUDANG
PLAT BAHAN
BAKU WC V
WC I
Gambar 2.1.Layout Perusahaan
2.4. Organisasi dan Manajemen
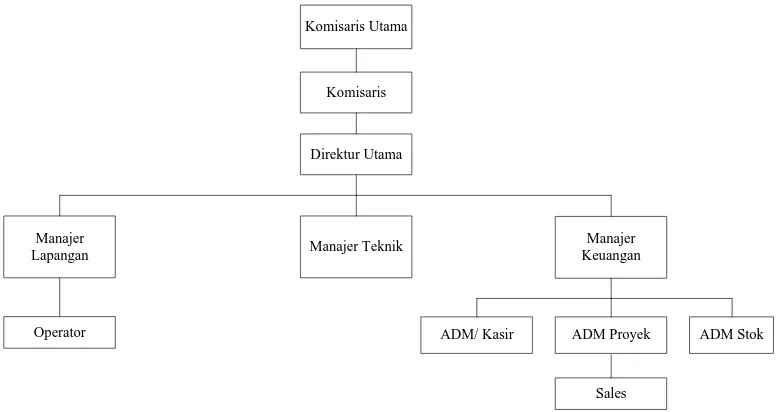
2.4.1. Struktur Organisasi Perusahaan
Komisaris Komisaris Utama
Direktur Utama
Manajer Teknik Manajer
Lapangan
Manajer Keuangan
ADM/ Kasir ADM Proyek ADM Stok
Sales Operator
[image:30.595.117.508.112.318.2]Sumber : PT. Sabang Subur
Gambar 2.2. Struktur Organisasi PT. Sabang Subur
2.4.2. Pembagian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari masing-masing bagian pada struktur organisasi PT. Sabang Subur adalah sebagai berikut:
1. Komisaris Utama
a. Melakukan pengawasan atas jalannya usaha pada perusahaan.
b. Melakukan koordinasi dengan komisaris lainnya untuk maksud dan tujuan perusahaan.
c. Memberikan masukan dan nasihat kepada komisaris dan direktur perusahaan.
2. Komisaris
a. Melakukan pengawasan dan memberikan nasihat kepada direktur perusahaan.
b. Melakukan tugas dan tanggung jawab direktur apabila direktur berhalangan atau dalam keadaan tertentu.
c. Membuat laporan pengawasan terhadap perusahaan.
d. Membuat dan mencatat rapat dengan anggota dewan komisaris lainnya. 3. Direktur Utama
a. Menentukan visi, misi dan tujuan perusahaan.
b. Menentukan kebijakan mutu dan tujuan mutu perusahaan.
c. Memastikan bahwa persyaratan pelanggan ditetapkan dan dipenuhi dengan tujuan untuk meningkatkan kepuasan pelanggan demi citra perusahaan. d. Memastikan sumber daya tersedia baik berupa sumber daya manusia
maupun sumber daya yang lainnya. 4. Manajer Lapangan
a. Menentukan persyaratan produk
b. Memantau dan mengukur karateristik produk untuk verifikasi bahwa persyaratan produk dipenuhi.
c. Memastikan bahwa produk yang tidak sesuai pada persyaratan produk ditandai dan dikendalikan untuk mencegah pemakaian atau penyerahan yang tidak disengaja.
5. Manajer Teknik
a. Menerapkan dan memelihara sistem manajemen mutu dan terus- menerus memperbaiki keefektifannya.
b. Meningkatkan kepuasan pelanggan dengan memenuhi persyaratan pelanggan.
c. Melakukan audit internal secara berkala minimal setahun sekali. 6. Manajer Keuangan
a. Melakukan pengawasan terhadap bawahan agar menjalankan tugas dan tanggung jawab sesuai job desk masing-masing.
b. Membuat laporan keuangan perusahaan secara berkala. 7. ADM/ Kasir
a. Bertanggung jawab terhadap pembuatan laporan penjualan dan pembelian perusahaan.
b. Mengimplementasikan prosedur sistem manajemen mutu keuangan sesuai dengan standar mutu perusahaan.
c. Bertanggung jawab terhadap tugas yang diberikan oleh Manager Keuangan.
8. ADM Proyek
a. Memantau informasi berkaitan dengan persepsi pelanggan apakah perusahaan telah mematuhi persyaratan pelanggan.
b. Bertanggung jawab dalam penyimpanan serta pemeliharaan dokumen dan rekaman mutu.
9. ADM Stok
a. Bertanggung jawab terhadap tersedianya bahan baku dan dan sparepart. b. Bertanggung jawab terhadap terpenuhinya pengiriman produk kepada
pelanggan.
c. Membuat laporan ketersediaan bahan baku digudang secara berkala.
d. Mengimplementasikan prosedur sistem manajemen mutu kepada personil gudang bahan baku.
10. Sales
a. Menawarkan produk ke toko-toko atau retailer. b. Memastikan pencapaian target penjualan. c. Mempertahankan pelanggan yang telah ada. d. Memberikan laporan ke adm. proyek.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Tabel 2.1. Pembagian Jam Kerja di PT. Sabang Subur
No Waktu Keterangan
1 08.00-12.00 WIB Bekerja
2 12.00-13.00 WIB Istirahat
3 13.00-17.00 WIB Bekerja
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sabang Subur disesuaikan dengan lamanya waktu bekerja di perusahaan dan kerajinan karyawan tersebut. Pengupahan gaji pokok bagi karyawan di kantor diberikan setiap bulan. Sementara bagi operator yang bekerja di pabrik diupah secara mingguan yaitu pada hari Sabtu dan diberlakukan pemotongan gaji sesuai absensi kedatangan selama seminggu hari kerja. Jika operator bekerja full time selama seminggu maka akan diberikan tambahan uang kerajinan bagi operator tersebut.
Selain pemberian upah, perusahaan juga memberikan fasilitas kepada setiap karyawan antara lain:
1. Tunjangan Hari Raya 2. Tunjangan Kesehatan
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan / Produk
memenuhi persyaratan food grade. Standarisasi kesehatan dan keamanan tersebut diperoleh dari FDA (Food, Drug, and Administration).
2.5.2. Bahan yang Digunakan
Bahan yang digunakan dalam suatu proses produksi mencakup bahan baku, bahan penolong, dan bahan tambahan.
2.5.2.1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam proses produksi, dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimia yang langsung ikut di dalam proses produksi hingga dihasilkan produk jadi. Bahan baku yang digunakan dalam pembuatan tangki air adalah plat
stainless steel 304 yang memiliki kelebihan sebagai berikut:
1. Terkesan mewah, elegan dan eksklusif 2. Tidak tembus sinar matahari
3. Lumut tidak mudah tumbuh
4. Tidak mudah berubah bentuk karena tekanan air di dalam tangki
Namun, juga terdapat kekurangan yang harus diperhatikan antara lain: 1. Daya tahan terhadap cairan kimia terbatas
2. Mudah korosi/karatan pada bagian las/sambungan 3. Hanya untuk penyimpanan air bersih/PAM
2.5.2.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan di dalam proses produksi dalam rangka untuk memperlancar proses produksi, tetapi bukan merupakan komposisi produk dan tidak menjadi bagian dari produk akhir. Perakitan tangki air menggunakan bahan penolong berupa:
1. Air
Air digunakan untuk melakukan uji kebocoran terhadap setiap tangki yang telah selesai dirakit dengan cara mengisi air ke dalam tangki hingga penuh. 2. Langsol
Langsol digunakan untuk memberikan efek mengkilap pada tahap finishing. 3. Kain polis
Kain polis digunakan untuk membersihkan permukaan menjadi lebih halus. 4. Tepung gipsum
Tepung gipsum digunakan sebagai campuran di dalam proses finishing agar permukaan tangki air menjadi lebih halus dan bersih.
2.5.2.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan pada proses produksi untuk memberikan nilai tambah serta meningkatkan kualitas suatu produk yang merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah sebagai berikut:
1. Plat siku
2. Plat telinga
Plat telinga digunakan sebagai bagian pegangan pada tutup tangki air. 3. Soket kuningan
Soket kuningan dipasang pada inlet dan outlet agar mengurangi kemungkinan terjadinya kebocoran pada sambungan pipa.
4. Soket plastik
Soket plastik dipasang pada lubang kuras tangki untuk menguras air pada bagian bawah tangki air.
5. Lembar plastik
Lembar plastik digunakan sebagai kemasan pembungkus untuk tangki air yang telah siap diproduksi.
6. Tali rafia
Tali rafia digunakan untuk mengikat tutup tangki dengan bagian plat telinga agar tutup tangki tidak terlepas saat hendak dijual.
7. Piloks
Piloks digunakan untuk menyemprotkan merek tangki air ke body tangki air dengan mal yang sudah dicetak dengan nama “Sun Brand”.
8. Label
Label ditempelkan sebagai petunjuk terhadap penggunaan dan perawatan tangki air.
2.5.3. Uraian Proses Produksi
Uraian proses produksi tangki air oleh PT. Sabang Subur adalah sebagai berikut:
1. Batang siku stainless dibentuk melingkar dengan mesin automatic stand
winding machine menjadi ring stainless sebagai komponen untuk membuat
dudukan tangki.
2. Batang siku stainless lainnya dipotong dengan tank stand cutting punching
machine untuk membentuk kaki dudukan tangki.
3. Ring stainless dan kaki dudukan tangki kemudian dilas dengan menggunakan mesin las listrik untuk membuat dudukan tangki.
4. Plat stainless steel 304 dibawa ke automatic air pressure vertical seam
welder secara manual oleh dua operator untuk membentuk body tangki.
5. Body tangki kemudian dibawa secara manual ke bagian pembentukan tulang menggunakan automatic air pressure multiple convex line roller agar body tangki kokoh.
7. Body tangki kemudian digerinda menggunakan gerinda tangan pada kedua ujung sisi sambungan pengelasan agar bagian pengelasan tersebut menyatu dan tidak membentuk lapisan karena dapat menyebabkan kebocoran.
8. Body tangki kemudian disatukan dengan bagian bottom menggunakan mesin
automatic air pressure horizontal rolling welder for top & bottom cover.
10. Bagian top tangki diambil dari tempat penyimpanan secara manual kemudian disatukan dengan tangki setengah jadi menggunakan mesin automatic air
pressure horizontal rolling welder for top & bottom cover sehingga terbentuk
tangki air yang utuh.
11. Tangki yang telah disatukan bagian top dan bagian bottom kemudian dibawa ke tempat pengisian air guna melakukan uji kebocoran tangki. Uji kebocoran air dilalukan dengan menggunakan mesin pompa air hingga tangki air penuh. 12. Tangki yang telah melewati tahapan pengujian kebocoran selanjutnya akan
dipolis ulang dengan langsol, tepung gipsum dan kain polis. Jika terjadi kebocoran pada tangki air, maka tempat terjadinya kebocoran akan ditandai untuk kemudian dilas kembali.
13. Perakitan tutup tabung dilakukan dengan menyambung plat telinga pada tutup tangki air menggunkan mesin top cover handle spot welder.
14. Selanjutnya tangki air dan tutup tangki dirakit kemudian dilakukan finishing, yaitu berupa pemasangan soket plastik dan soket kuningan. Tangki air diberi merek berupa cetakan huruf dengan mal dan piloks, serta label. Tangki air dikemas dengan menggunakan lembaran plastik bening dan tali rafia.
2.5.4. Mesin dan Peralatan
2.5.4.1. Mesin Produksi
Mesin produksi adalah peralatan yang memerlukan penggerak dan digunakan pada proses produksi. PT. Sabang Subur menggunakan beberapa mesin untuk menjalankan proses produksi sebagai berikut:
1. Automatic Stand Winding Machine
Merek : Da Jie
Asal : Taiwan
Tipe : DJ-WT08
Tahun : 2006
Power : 175 kVA
Frequency : 50 Hz
Voltage : 380 V
Motor : 3 HP
Kegunaan : Membentuk ring stainless dari batang siku stainless
2. Tank Stand Cutting Punching Machine
Merek : Da Jie
Asal : Taiwan
Tahun : 2006
Motor : 2 HP
Kegunaan : Memotong batang siku stainless untuk dijadikan kaki dudukan tangka
Gambar 2.4 Tank Stand Cutting Punching Machine
3. Automatic Air Pressure Vertical Seam Welder
Merek : Da Jie
Asal : Taiwan
Tipe : DJ-WT07
Tahun : 2006
Power : 175 kVA
Frequency : 50/60 Hz
Kegunaan : Roll plat stainless menjadi tabung body tangki
Gambar 2.5 Automatic Air Pressure Vertical Seam
Welder
4. Automatic Air Pressure Multiple Convex Line Roller
Merek : Da Jie
Asal : Taiwan
Tipe : DJ-WT05
Tahun : 2006
Frequency : 50/60 Hz
Voltage : 380 V
Kegunaan : Roll tulang pada body tangka
5. Automatic Air Pressure Horizontal Rolling Welder For Top & Bottom Cover
Merek : Da Jie
Asal : Taiwan
Tipe : DJ-WT04
Tahun : 2006
Power : 175 kVA
Frequency : 50 Hz
Voltage : 380 V
Kegunaan : Menyatukan bagian top dan bottom pada body tangka
Gambar 2.7 Automatic Air Pressure Horizontal
Rolling Welder For Top & Bottom Cover
6. Top Cover Handle Spot Welder
Merek : Da Jie
Asal : Taiwan
Tipe : DJ-WT03
Power : 35 kVA
Frequency : 50 Hz
Voltage : 380 V
Kegunaan : Menyatukan plat telinga dengan tutup tangka
Gambar 2.8 Top Cover Handle Spot Welder
7. Pompa Air
Merek : Shimizu
Tipe : PC-250BIT
Voltage : 220 V / 50 Hz 1 phase
Daya : 250 Watt
Gambar 2.9 Pompa Air
8. Mesin Las Listrik
Merek : Lakoni
Tipe : Hawk 200E
Daya : 1500 Watt
Arus Output : 10-200 A
Kegunaan : Mengelas stainless steel
Gambar 2.10 Las Listrik
9. Gerinda Tangan
Merek : Makita
Voltage : 220 V / 50 Hz
Input Power : 600 Watt
Input Ampere : 2,8 A
Kegunaan : Menghaluskan bagian pengelasan
Gambar 2.11 Gerinda Tangan
2.5.4.2. Peralatan
Peralatan adalah alat perlengkapan yang mendukung dalam kelancaran proses produksi perusahaan. Peralatan yang digunakan pada produksi tangki air adalah sebagai berikut:
1. Hand Forklift
Hand forklift digunakan sebagai alat angkut untuk memindahkan bahan baku
dari gudang ke lantai produksi.
2. Kain lap
Kain lap digunakan untuk membersihkan body tangki agar tampak mengkilap.
Gambar 2.13 Serbet
3. Mal
BAB III
TINJAUAN PUSTAKA
3.1. Defenisi Kanban2
Kanban merupakan metode produksi dan gerakan materi dalam sistem just
in time (JIT). Sebagaimana dicatat sebelumnya, kanban, dalam bahasa Jepang,
berarti penanda (kartu, tanda, atau perangkat lain) yang digunakan mengontrol urutan pekerjaan melalui sebuah proses yang berurutan. Kanban merupakan subsistem dari JIT, dua istilah yang tidak sama karena beberapa ahli telah menunjukkan. Tujuan dari sistem kanban merupakan sinyal untuk bagian kebutuhan lebih lanjut dan untuk memastikan bahwa bagian-bagian yang diproduksi dalam waktu untuk mendukung fabrikasi berikutnya atau perakitan. Hal ini dilakukan dengan menarik bagian melalui dari jalur perakitan akhir. Hanya jalur perakitan akhir menerima jadwal dari kantor pengirim, dan jadwal ini adalah hampir sama dari hari ke hari. Semua operator mesin lain dan pemasok menerima pesanan produksi (Kanban Kartu) dari (menggunakan) pusat selanjutnya bekerja. Jika produksi harus berhenti untuk waktu yang menggunakan pusat-pusat kerja, pusat-pusat kerja memasok juga akan segera berhenti, karena mereka tidak akan lagi menerima pesanan kanban untuk lebih banyak bahan. Siklus atau aliran dalam sistem kanban dapa dilihat pada Gambar 2.1.
2
Gambar 3.1. Siklus Sistem Kanban
Sistem kanban adalah sistem kendali fisik yang terdiri dari kartu dan kontainer. Asumsikan untuk tujuan diskusi yang delapan kontainer yang digunakan antara pusat-pusat kerja A dan B (A, B persediaan), dan wadah masing-masing memegang tepatnya 20 bagian. Persediaan maksimum yang dapat terjadi antara kedua pusat kerja kemudian 160 unit (8 x 20) sejak produksi di pusat kerja A akan berhenti ketika semua kontainer yang terisi. Untuk pergerakan kontainer, ada dua jenis utama kartu kanban, produksi kartu dan penarikan (bergerak) kartu. Kedua jenis kartu kanban ini dapat dilihat pada Gambar 2.2.
Gambar 3.2. Kartu Kanban
dari kertas, logam, atau plastik, dan mereka umumnya mengandung informasi. Kartu kanban mengambil tempat berbelanja dokumen yang digunakan dalam manufaktur berulang tradisional. Adapun perancangan sistem kanban secara lengkap dapat dilihat pada Gambar 2.3.
Gambar 3.3. Sistem Kanban Secara Lengkap
3.2. Perkembangan Sistem Kanban3
Kanban dikembangkan di pabrik mobil Toyota di Jepang sebagai program untuk kelancaran aliran produk di seluruh proses produksi. Tujuannya adalah untuk meningkatkan produktivitas sistem dan untuk mengamankan keterlibatan operator dan partisipasi dalam mencapai produktivitas yang tinggi dengan menyediakan sarana yang sangat terlihat untuk mengamati aliran produk melalui sistem produksi dan membangun-up dari tingkat persediaan dalam sistem. Kemudian dikembangkan lebih lanjut sebagai alat pengendalian produksi kegiatan untuk mencapai tujuan just in time dan untuk mengelola waktu produksi. Kanban
3
juga berfungsi sebagai sistem informasi untuk memantau dan membantu mengendalikan jumlah produksi pada setiap tahap dari proses manufaktur dan perakitan.
Kanban dapat dilihat sebagai sistem tarik, berbeda dari sistem produksi aktivitas kontrol di MRP, yang dianggap sebagai sistem dorong. Sebelum membahas kanban secara rinci, perbedaan antara menarik dan mendorong sistem kontrol produksi akan dieksplorasi secara singkat.
3.3. Sistem Dorong dan Sistem Tarik pada Manajemen Manufaktur
Center
M
Center
2
Center
1
Center
M-1
RT RT
RT
RT DO
Due dates
Due dates
= Many Work Center
Gambar 3.4. Siklus Sistem Dorong
Sebuah sistem dorong beroperasi seperti ditunjukkan gambar diatas. Komponen yang harus diproses melalui serangkaian pusat kerja, yaitu M melalui ke 1, di mana proses kerja pusat M item pertama, diikuti oleh kerja pusat M-1. Dalam sistem dorong, kerja pusat M adalah diberi tanggal jatuh tempo (DD) untuk item dan item waktu rilis (RT). Waktu penyelesaian untuk pekerjaan M menjadi pusat waktu rilis untuk pusat kerja M-1. Jadi, produk didorong melalui sistem produksi dimulai pada pelepasan bahan baku ke pusat pekerjaan pengolahan pertama dan ke penyelesaian di pusat tugas akhir. MRP dianggap sebagai contoh klasik dari suatu sistem dorong.
tertinggi dan controller memeriksa apakah bagian komponen yang cukup tersedia untuk menghasilkan produk jadi. Jika komponen tersedia, produk diproduksi. Namun, jika tidak, komponen yang ditarik dari pusat kerja melanjutkan sebuah prosedur yang sama diikuti kembali melalui setiap tahap produksi dan memperluas semua jalan kembali untuk memasukkan vendor luar. Sistem semacam tempat permintaan yang besar pada sistem produksi dan vendor. Permintaan ini dapat dipenuhi baik dengan memiliki pengetahuan dalam persediaan dan memiliki kemampuan untuk merespon dan membuat mereka tersedia dalam waktu yang sangat singkat. Sebuah sistem tarik diilustrasikan pada Gambar 3.5.
Center
M
Center
2
Center
1
Center
M-1
RT RT
RT
RT Due dates
Due dates = Many Work Center
Release Time
Due dates Release Time
Release Time
3.4. Persiapan Pra Kanban4
Ohno dan Monden mengemukakan bahwa sebelum sistem Kanban diterapkan untuk membantu kelancaran proses produksi, perlu dilakukan persiapan-persiapan dengan baik. Dalam SPT, penerapan sistem Kanban didukung oleh persiapan-persiapan yang meliputi :
1. Pelancaran produksi
Pelancaran produksi adalah syarat yang paling penting untuk produksi dengan Kanban dan untuk meminimalkan waktu menganggur dalam hal tenaga kerja, perlengkapan dan barang dalam pengolahan. Pelancaran produksi adalah tonggak dari SPT. Proses terakhir menghasilkan secara persis setiap jenis produk sesuai dengan waktu siklus hariannya. Variasi dalam jumlah tiap komponen yang diambil dari proses sebelum akan menjadi minimal. Dengan demikian memungkinkan proses sebelum untuk menghasilkan komponen dalam jumlah yang tetap dan dengan kecepatan yang tetap. Pelancaran produksi memberikan beberapa keuntungan yaitu, memungkinkan operasi produksi menyesuaikan diri dengan cepat terhadap fluktuasi permintaan harian dengan secara merata memproduksi berbagai jenis produk setiap hari dalam jumlah kecil dan memungkinkan tanggapan terhadap variasi dalam pesanan pelanggan tiap hari tanpa menyandarkan diri pada persediaan produk, serta jika semua proses mencapai produksi sesuai dengan waktu siklus, pengimbangan antar berbagai proses akan membaik dan persediaan WIP akan berkurang.
4
2. Memperpendek waktu penyiapan
Untuk memperpendek waktu penyiapan perlu dilakukan dua fase penyiapan, yaitu:
a. Fase penyiapan eksternal
Seperti menyiapkan terlebih dahulu mal, peralatan, cetakan berikutnya dan bahan yang diperlukan, serta memindahkan cetakan dan mal yang telah dilepaskan setelah cetakan baru dipasang dan mesin mulai berjalan
b. Fase penyiapan internal
Fase dimana pekerja harus memusatkan perhatian pada pergantian cetakan, peralatan dan bahan sesuai dengan perincian yang terdapat dalam pesanan berikutnya “sementara mesin berhenti”. Hal yang terpenting adalah mengubah sebanyak mungkin penyiapan internal menjadi penyiapan eksternal.
3. Tata letak proses
Menurut SPT, tata letak proses dan mesin disusun kembali untuk melancarkan aliran produksi berdasarkan sistem penanganan proses ganda (multi-proses
holding) dimana pekerja menjadi pekerja fungsi ganda. Dalam suatu lini
4. Pembakuan pekerjaan atau operasi
Di Toyota, operasi baku terutama menunjukkan operasi rutin yang berurutan yang dilakukan oleh pekerja yang menangani berbagai jenis mesin sebagai pekerja fungsi ganda. Pada akhir bulan, kantor perencanaan pusat menyampaikan ke semua bagian produksi jumlah yang dibutuhkan per hari dan waktu siklus untuk bulan berikut. Pada gilirannya, manajer dari tiap proses akan menentukan berapa banyak pekerja yang diperlukan untuk proses menghasilkan satu unit keluaran dalam satu waktu siklus.
Operasi baku menunjukkan operasi rutin yang berurutan yang dilakukan oleh pekerja yang menangani berbagai jenis mesin sebagai pekerja fungsi ganda. Operasi baku rutin ini menunjukkan urutan operasi yang harus dilakukan oleh seorang pekerja dalam proses penanganan ganda di bagiannya. Keseimbangan lini dapat dicapai diantara pekerja dalam bagian ini karena tiap pekerja akan mengakhiri semua proses operasi sesuai waktu siklus.
5. Autonomasi
Autonomasi berarti membuat suatu mekanisme untuk mencegah diproduksinya barang cacat secara masal pada mesin atau lini produk. Untuk mencapai JIT sempurna, unit yang 100% bebas cacat harus mengalir ke rposes berikut secara kontinu tanpa terputus. Karena itu pengendalian mutu harus selalu berdampingan dengan operasi JIT dalam seluruh sistem Kanban.
6. Aktivitas perbaikan
karyawan mempunyai kesempatan yang sama untuk memberi saran dan mengusulkan perbaikan lewat suatu gugus kecil yang disebut dengan gugus kendali mutu (GKM). GKM adalah sekelompok kecil pekerja yang mempelajari konsep dan teknik kendali mutu secara spontan dan terus menerus untuk memberi pemecahan masalah di tempat kerja.
3.5. Fungsi Kanban dan Aturan Kanban5
3.5.1. Fungsi Kanban
Kanban mempunyai dua fungsi umum, yaitu sebagai pengendalian produksi dan sebagai sarana peningkatan produksi. Fungsinya sebagai pengendali produksi diperoleh dengan menyatukan proses bersama dan mengembangkan suatu sistem yang tepat waktu sehingga bahan baku, komponen, atau produk yang dibutuhkan akan datang pada saat yang dibutuhkan dalam jumlah yang sesuai dengan kebutuhan di seluruh workcenter yang ada di lantai produksi, bahkan meluas sampai ke pemasok yang terkait denngan perusahaan. Sedangkan fungsinya sebagai sarana peningkatan produksi dapat diperoleh jika penerapannya dengan menggunakan pendekatan pengurangan tingkat persediaan. Tingkat persediaan dapat dikurangi secara terkendali melalui pengurangan jumlah Kanban yang beredar.
Menurut Yasuhiro Monden, secara terperinci sistem Kanban digunakan untuk melakukan fungsi sebagai berikut:
5
1. Perintah
Kanban berlaku sebagai alat perintah antara produksi dan pengiriman. Bila komponen perlu diambil, atau perintah pengangkutan dikeluarkan, suatu alamat dituliskan pada Kanban. Alamat itu menginformasikan proses sebelum tempat penyimpanan komponen yang telah diolah, dan menginformasikan proses sesudah tempat komponen yang dibutuhkan.
2. Pengendalian diri sendiri untuk mencegah overproduction
Tiap proses harus dikendalikan secara otonom, untuk memastikan bahwa tiap proses hanya memproduksi produk yang dapat dijual, dalam jumlah yang dapat dijual, pada waktu yang dapat dijual sesuai dengan waktu siklusnya. Pengendalian otonom ini menjamin bahwa produksi tidak berlangsung dalam kecepatan produksi yang berlebihan. Sistem Kanban juga merupakan mekanisme pengendalian diri sendiri sehingga memungkinkan tiap proses melakukan penyesuaian kecil terhadap pasokan untuk jadwal produksi bulanannya karena adanya fluktuasi permintaan bulanan.
3. Pengendalian visual
4. Perbaikan Proses dan Operasi Manual
Penggunaan sistem Kanban untuk membantu perbaikan operasi sangat dibutuhkan karena peningkatan produktivitas mengakibatkan perbaikan keuangan, sehingga memperbaiki perusahaan secara keseluruhan.
5. Pengurangan Biaya Pengolahan
Sistem Kanban juga berfungsi mengurangi biaya manajemen dengan membantu mengurangi jumlah perencana menjadi nol. Para perencana (ahli peramalan) tidak diperlukan karena sifat tarik sistem Kanban yang dirangkaikan dengan aliran informasi penjualan dari distributor berlaku sebagai petunjuk kapan dan berapa banyak bahan yang dibutuhkan.
Menurut Ohno, secara ringkas Kanban berfungsi untuk: 1. Memberikan informasi pengambilan dan pengangkutan. 2. Memberikan informasi produksi.
3. Mencegah kelebihan produksi atau kelebihan pengangkutan.
4. Berlaku sebagai perintah yang ditempelkan langsung pada komponen. 5. Mencegah produk cacat dengan mengenali proses yang membuat cacat.
6. Mengungkapkan masalah yang ada dan mempertahankan pengendalian sediaan.
3.5.2. Aturan Kanban
Untuk mencapai tujuan Kanban “tepat waktu” aturan-aturan pokok Kanban harus diterapkan dengan baik dan seutuhnya, dimana penjelasannya secara lebih rinci sebagai berikut:
1. Proses berikutnya harus mengambil produksi yang diperlukan dari proses terdahulu dalam jumlah yang diperlukan pada saat diperlukan.
Untuk melaksanakan peraturan ini, manajemen puncak perusahaan harus dapat meyakinkan semua pekerja dan juga harus membuat suatu keputusan kritis untuk mengubah sama sekali cara aliran produksi, transportasi, dan penyerahan yang ada. Putusan ini mungkin akan mengalami banyak hambatan karena membutuhkan perubahan menyeluruh pada sistem produksi yang ada. Peraturan-peraturan tambahan berikut juga akan menyertai peraturan ini, yaitu:
a. Tiap penarikan tanpa Kanban harus dilarang.
b. Tiap pengambilan yang lebih besar dari jumlah Kanban harus dilarang. c. Suatu Kanban harus selalu ditempelkan pada produk fisik.
2. Proses terdahulu harus menghasilkan produk sesuai dengan jumlah yang diambil oleh proses berikutnya.
a. Produksi yang lebih besar daripada jumlah lembaran Kanban harus dilarang.
b. Jika berbagai jenis komponen diproduksi oleh proses sebelumnya, produksi mereka harus mengikuti urutan semula penyerahan tiap jenis Kanban.
3. Produk cacat tidak boleh diserahkan pada proses berikutnya.
Sistem ini berdasarkan atas gagasan Autonomasi yang bertujuan untuk mencegah terjadinya kembali kerusakan atau cacat yang seperti yang pernah terjadi. Arti cacat juga mencakup kerja cacat, yaitu suatu pekerjaan yang belum sepenuhnya dibakukan, sehingga muncul hal-hal yang tidak efisien dalam operasi manual, rutin, dan jam kerja.
4. Jumlah Kanban harus sedikit mungkin.
Karena jumlah Kanban menyatakan persediaan maksimum suatu komponen, maka jumlah ini harus dijaga sekecil mungkin. Toyota menganggap tambahan tingkat persediaan sebagai asal mula semua jenis pemborosan. Perbaikan dalam tiap proses akan membantu terlaksananya aturan ini.
5. Kanban harus digunakan untuk menyesuaikan diri terhadap fluktuasi kecil dalam permintaan (penyetelan produksi dengan Kanban).
Penyetelan produksi dengan Kanban menunjukkan cirri yang paling menonjol dalam sistem Kanban yaitu kemampuan penyesuaiannya terhadap perubahan permintaan atau kebutuhan produksi yang mendadak.
a. Keadaan dimana tidak ada perubahan beban produksi seluruhnya dalam sehari, tetapi hanyalah perubahan jenis produk, tanggal penyerahan dan jumlahnya.
b. Keadaan dimana ada turun naik kecil, jangka pendek, dalam beban produksi sehari-hari, walaupun jumlah bulanannya tetap sama.
c. Keadaan dimana ada perubahan permintaan musiman, atau peningkatan atau pengurangan permintaan bulanan diluar beban yang sudah ditentukan terlebih dahulu atau beban bulanan sebelumnya.
3.6. Jenis-jenis Kanban
KANBAN
KANBAN
Kanban Perintah Produksi
Kanban Perintah Produksi
Kanban Pengambilan
Kanban Pengambilan
Kanban Produksi Biasa
Kanban Produksi Biasa
Kanban Segitiga
Kanban Segitiga
Kanban Pengambilan Antar Proses
Kanban Pengambilan Antar Proses
Kanban Pemasok
Kanban Pemasok
Gambar 3.6. Kerangka Berbagai Jenis Utama Kanban
1. Kanban pengambilan6
Kanban pengambilan adalah suatu otorisasi untuk memindahkan suatu kontainer dari outbound buffer stasiun upstream (sebelumnya) ke inbound
buffer stasiun downstream (sebelumnya). Tidak ada kontainer yang dapat
diambil dari outbound buffer kecuali kartu kanban pengambilan sudah dikeluarkan.
Prosedur full container kanban satu kartu dengan hanya menggunakan kanban pengambilan adalah sebagai berikut:
a. Tahap 1
Bila operator stasiun downstream melakukan akses terhadap full container maka kanban pengambilan dilepas dan diletakkan pada pos kanban.
6
b. Tahap 2
Material handler membaca kanban pengambilan dan membawanya ke
stasiun upstream. c. Tahap 3
Material handler meletakkan kanban pengambilan ke full container (yang
berada pada outbound buffer) dan membawanya ke stasiun doenstream. d. Tahap 4
Setiap kali stasiun downstream mengosongkan kontainer, maka material
handler akan mengambil dan membawa empty container ke stasiun
upstream. (Seringkali tahap 2 dan 4 digabung hanya satu kali perjalanan).
2. Kanban perintah produksi
Kanban perintah produksi digunakan sebagai otorisasi untuk memproduksi komponen-komponen atau rakitan-rakitan. Dalam sistem yang menggunakan kartu ini, tidak ada produksi yang diizinkan tanpa adanya kanban perintah produksi, disebut sebagai sistem tarik dua kartu. Prosedur dari sistem tarik dua kartu ini adalah sebagai berikut:
a. Tahap 1
Pembawa dari proses berikutnya pergi ke gudang proses terdahulu dengan kanban pengambilan yang disimpan dalam pos kanban pengambilan bersama kontainer kosong.
b. Tahap 2
unit fisik dalam kontainer (perhatikan bahwa tiap kontainer mempunyai satu lembar kanban) dan menaruh kanban ini dalam pos penerima kanban. c. Tahap 3
Untuk tiap kanban perintah produksi yang dilepaskannya, di tempat itu ia menempelkan satu kanban pengambilan.
d. Tahap 4
Bila pekerjaan dimulai pada proses berikutnya, kanban pengambilan harus ditaruh dalam pos kanban pengambilan.
e. Tahap 5
Pada proses terdahulu, kanban perintah produksi harus dikumpulkan dari pos penerima kanban pada waktu tertentu atau bila sejumlah unit telah diproduksikan dan harus ditempatkan dalam pos kanban perintah produksi dengan urutan yang sama dengan urutan penyobekan kanban di gudang A. f. Tahap 6
Menghasilkan suku cadang sesuai dengan urutan nomor kanban perintah produksi dalam pos.
g. Tahap 7
Ketika diolah, unit fisik dan kanban itu harus bergerak berpasangan. h. Tahap 8
Jenis kanban yang sering digunakan adalah kanban pengambilan dan kanban perintah produksi. Kanban pengambilan menspesifikasikan jenis dan jumlah produk yang harus diambil dari proses terdahulu oleh proses berikutnya, sementara kanban perintah produksi menspesifikasikan jenis dan jumlah produk yang harus dihasilkan oleh proses terdahulu. Ada beberapa jenis kanban lain, di antaranya adalah:
1. Kanban pemasok (subkontraktor), yaitu kanban yang berisi perintah yang meminta pemasok atau subkontraktor untuk mengirimkan suku cadang.
2. Kanban pemberi tanda. Kanban pemberi tanda digunakan untuk menetapkan spesifikasi produksi lot dalam pengecoran cetakan, pelubang tekan, atau proses tempaan. Kanban ini ditempelkan pada suatu kotak dalam lot. Kalau pengambilan mencapai kotak yang ditempeli kanban ini, instruksi produksi harus digerakkan.
3.7. Menentukan Jumlah Kanban
Sistem kanban adalah sistem tarik, dimana proses sesudah memesan unit yang diperlukan dari proses sebelum dalam jumlah yang tepat pada saat yang tepat, dan kemudian proses sebelum memproduksi unit tersebut sebanyak yang diambil. Akibatnya sistem Kanban dapat ditinjau dari sudut sistem pengendalian
persediaan, yang terdiri dari dua jenis, yaitu ”sistem jumlah pesanan tetap (Q-system)” dan ”sistem siklus pesanan tetap (P-system)”. Dalam sistem Kanban,
jumlah Kanban yang disampaikan ke proses sebelum, ditentukan oleh kedua jenis sistem persediaan tersebut.
Dalam SPT terdapat dua jenis sistem pengambilan yang sesuai dengan kedua sistem pengendalian persediaan tersebut, yaitu” sistem pengambilan jumlah tetap, siklus tidak tetap” dan “sistem pengendalian siklus tetap, jumlah tidak tetap”.
1. Sistem pengambilan jumlah tetap, siklus tidak tetap7
Sistem pengambilan ini digunakan apabila waktu pemesanan pendek karena jarak antar proses yang relatif pendek, dan karena adanya aktifitas perbaikan proses. Dengan sistem ini, jumlah tetap yang telah ditentukan untuk pengambilan akan dipesan ke proses sebelum apabila tingkat persediaan telah mencapai re-order point, yaitu jumlah yang diperkirakan akan digunakan selama proses pemesanan (pesanan telah diberikan tetapi belum diterima). Rumus-rumus yang digunakan pada sistem pengambilan jumlah tetap adalah sebagai berikut:
a. Ukuran lot (Q)
Dimana A = biaya pemesanan per lot
R = taksiran jumlah permintaan bulanan i = biaya penggudangan per dolar barang c = biaya satuan
7
b. Jumlah kanban
=
c. Re-order = X + Z – E
Dimana X = penggunaan rerata selama waktu pemesanan Z = sediaan pengaman
E = pesanan telah diberikan tetapi belum diterima d. Waktu pemesanan = waktu pengolahan + waktu tunggu + waktu
pengiriman + waktu pengumpulan Kanban 2. Sistem pengambilan siklus tetap, jumlah tidak tetap
Sistem pengambilan ini berlaku untuk waktu pemesanan yang relatif lama karena disebabkan oleh jarak yang lebih jauh, sehingga waktu pengirimannya menjadi lebih lama. Satu hal yang apabila perusahaan akan menerapkan sistem. Kanban adalah menetukan jumlah kanban yang harus disuplai ke suatu sistem produksi dalam suatu periode tertentu.
Rumus-rumus yang digunakan pada sistem pengambilan jumlah tetap adalah sebagai berikut:
a. Jumlah baku = Permintaan harian x (siklus pesanan + waktu pemesanan) + sediaan pengaman
b. Jumlah pesanan = (jumlah baku – sediaan yang ada) – (pesanan yang diberikan tetapi belum diterima)
c. Jumlah keseluruhan Kanban
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Lokasi penelitian adalah di PT. Sabang Subur, Binjai KM 13,8, Sumatera Utara. Waktu penelitian adalah bulan April 2015 hingga bulan September 2015.
4.2. Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian tindakan (action
research). Penelitian tindakan ialah suatu penelitian yang dilakukan untuk
mendapatkan temuan-temuan praktis / untuk keperluan pengambilan keputusan operasional (Sukaria, 2012).
4.3. Objek Penelitian
Objek penelitian yang diamati adalah bagian produksi yang memproduksi tangki air stainless steel pada PT. Sabang Subur.
4.4 Variabel penelitian
Variabel independen adalah variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif.
a. Jumlah work centre b. Waktu produksi c. Jumlah permintaan
4.5. Kerangka Konsep
Kerangka teoritis adalah suatu model konseptual yang menunjukkan hubungan logis antara faktor / variabel yang telah diidentifikasi penting untuk menganalisis masalah penelitian (Sukaria, 2012). Pola hubungan antar variabel dalam kerangka teoritis pada penelitian ini dapat dilihat pada Gambar 3.1.
Jumlh work centre
Waktu produksi Simulasi Kanban Jumlah kartu kanban
Jumlah permintaan
Jumlah persediaan
Gambar 4.1 Kerangka Konseptual Penelitian
4.6. Rancangan Penelitian
Rancangan penelitian dilaksanakan sesuai dengan langkah-langkah sebagai berikut:
1. Studi Pendahuluan
digunakan berdasarkan teori-teori yang ada berupa studi lapangan dan literatur.
2. Identifikasi Masalah
Identifikasi masalah berupa kesenjangan yang terdapat di perusahaan yaitu perbedaan antara kondisi yang diharapkan oleh perusahaan dengan kondisi yang terjadi di lapangan saat penelitian berlangsung.
3. Perumusan masalah
Masalah yang telah diidentifikasi kemudian dipersempit ruang lingkup permasalahannya sehingga didapatkan pemasalahan yang spesifik sesuai dengan sasaran yang ingin dicapai.
4. Penetapan Tujuan
Penetapan tujuan ditentukan berdasarkan perumusan masalah yang telah dibuat.
5. Pengumpulan Data
Pengumpulan data dilakukan baik secara langsung maupun tidak langsung berupa data primer dan data sekunder.
6. Pengolahan Data
Pengolahan data dilakukan terhadap data yang telah dikumpulkan melalui studi literatur.
7. Analisis Pemecahan Masalah
Kesimpulan merupakan rangkuman hasil analisis yang sesuai dengan tujuan penelitian, sedangkan saran merupakan usulan yang diberikan kepada perusahaan.
Identifikasi Masalah Permintaan yang banyak
Perumusan Masalah
Penetapan Tujuan
Pengumpulan Data
Pengolahan Data 1. Uji kenormalan
2.Persiapan Pra Kanban
3. Perhitungan jumlah kartu kanbang 4. Perencanaan permintaan dengan kanban
Analisis Pemecahan Masalah
Kesimpulan dan Saran Mulai
Selesai
Studi Lapangan 1. Gambaran umum perusahaan 2. Proses produksi
3. Kondisi pabrik
Studi Literatur 1. Teori Buku mengenai Kanban 2. Referensi Jurnal Penelitian
Gambar 4.2. Langkah-langkah Proses Penelitian
Instrumen yang digunakan dalam penelitian ini adalah stopwatch yang berfungsi untuk mengukur waktu siklus produksi masing-masing tipe tangki air.
4.8. Pengumpulan Data
Berdasarkan cara mempero