USULAN PERBAIKAN METODE KERJA DALAM PROSES PENGANGKATAN BEBAN PADA BAGIAN MANUAL PALET DENGAN MENGGUNAKAN
NIOSH LIFTING EQUATION DI PT. SINAR SOSRO
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
A D E L I S A 050403022
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT yang senantiasa
memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan laporan
Tugas Akhir ini dengan baik. Ini merupakan langkah awal bagi penulis untuk
mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari selama
perkuliahan di lingkungan kerja
Tugas Sarjana ini berjudul “USULAN PEBAIKAN METODE KERJA DALAM PROSES PENGANGKATAN BEBAN PADA BAGIAN MANUAL PALET DENGAN MENGGUNAKAN NIOSH LIFTING EQUATION DI PT. SINAR SOSRO”. Tugas sarjana ini bertujuan memenuhi persyaratan akademis penyelesaian program Sarjana Teknik Industri Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan
penulis berharap agar laporan ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Februari 2010
UCAPAN TERIMA KASIH
Dalam menyelesaikan Tugas Sarjana ini, penulis banyak mendapat
bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, penulis
mengucapkan terima kasih terutama kepada:
1. Ibunda Fatmawati dan Ayahanda Alm. Abdul Azis yang selalu ada dan selalu
memberikan semangat dalam bentuk apapun kepada penulis dan selalu
memberikan dukungan sepenuhnya dan doa untuk kelancaran dalam penulisan
laporan ini.
2. Kakanda Adelia Azis beserta suami dan Adinda Ade Eka Azis selaku kakak
dan adik penulis yang tak pernah letih membantu penulis dalam
menyelesaikan penulisan laporan ini.
3. Ibu Ir. Nazlina, MT dan keluarga, selaku Dosen Pembimbing I atas
bimbingan, pengarahan, dan masukan serta ilmu yang diberikan dalam
penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Anizar, M.Kes, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
5. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin pelaksanaan Tugas Sarjana ini, dukungan dan motivasi
serta perhatian yang diberikan kepada penulis.
7. Bapak Ir. A. Jabbar Rambe, M.Eng, selaku koordinator bidang Ergonomi dan
Dasar Perancangan.
8. Ibu Ir. Dini Wahyuni, MT, selaku dosen wali yang telah membimbing penulis
setiap semester dan selaku kepala Laboratorium Ergonomi dan Analisa
Perancangan Kerja yang selalu berkenan untuk memberikan saran dalam hal
apapun kepada penulis.
9. Mas Doddi Trisna Nugraha yang selalu ada dan bersedia untuk membantu
penulis dalam menyelesaikan laporan ini baik doa, semangat dan dukungan
moral.
10. Segenap pimpinan dan karyawan PT. Sinar Sosro yang telah memberikan izin
kepada penulis untuk melaksanakan penelitian di perusahaan tersebut.
11. Mas Bowo, Bang Tumijo dan Kak Dina atas bantuan dan tenaga yang telah
diberikan dalam memperlancar penyelesaian Tugas Sarjana ini
12. Fadilah Amelia Hsb, Martina Dwi Kusumaningtiyas dan Juni Irawan selaku
teman terdekat dari penulis yang tak bosen-bosennya memberi dukungan dan
semangat kepada penulis dalam penyelesaian laporan ini.
13. Om Andi yang selalu bersedia mengajari penulis dalam penyelesaian hasil
perancangan pada laporan ini.
14. Teddy, Ian, Agus, Arih, Rahmi, Pinem, Nela, Melda, Revi, Dwi, Siti, Tia,
Rizki, Budi, Ricky, Adlin, Fitrah, Razi, Jendra, Yandre dan seluruh
teman-teman stambuk 2005 yang namanya tidak dapat disebutkan satu persatu.
15. Bang Robin dan Bang Zuna yang bersedia meluangkan waktu untuk belejar
16. Wahyu Syarifuddin dan Irwan Budiman yang bersedia memberi pinjaman
buku kepada penulis untuk penyelesaian laporan ini.
17. Rekan-rekan sekerja di Laboratorium Ergonomi dan Analisa Perancangan
Kerja atas masukan dan pinjaman buku yang membantu penulis dalam
menyelesaikan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Februari 2010
PENULIS
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan dan Sasaran Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Batasan Masalah ... I-5
1.6. Asumsi yang Digunakan ... I-5
DAFTAR ISI (lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAN
2.1. Sejarah Perusahaan ... II-1
2.2. Organisasi dan Manajemen ... II-2
2.2.1. Struktur Organisasi ... II-2
2.2.2. Uraian Tugas dan Tanggung Jawab ... II-2
2.3. Proses Produksi ... II-8
2.3.1. Bahan Produksi ... II-8
2.3.2. Uraian Proses Produksi ... II-9
III LANDASAN TEORI
3.1. Ergonomi ... III-1
3.1.1. Keluhan Musculoskeletal ... III-2
3.1.2. Nordic Body Map ... III-5
3.2. Postur Kerja ... III-7
3.3. Beban Angkat ... III-16
3.3.1. Biomekanika ... III-16
3.3.2. Manual Material Handling ... III-17
3.3.3. Analisis Beban Kerja dengan NIOSH ... III-19
DAFTAR ISI (lanjutan)
BAB HALAMAN
3.5. Peta Kerja ... III-35
3.5.1. Defenisi Peta Kerja ... III-35
3.5.2. Jenis-jenis Peta Kerja ... III-36
3.5.3. Peta Pekerja dan Mesin ... III-37
3.5.4. Kegunaan Peta Pekerja dan Mesin ... III-37
3.5.5. Prinsip-prinsip Pembuatan Peta Pekerja dan
Mesin ... III-40
IV METODOLOGI PEMECAHAN MASALAH
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Metode Pengumpulan Data ... IV-2
4.5. Pelaksanaan Penelitian ... IV-2
4.6. Pengumpulan Data ... IV-3
4.6.1. Data Primer ... IV-3
4.6.2. Data Sekunder ... IV-5
DAFTAR ISI (lanjutan)
BAB HALAMAN
4.8. Analisis Pemecahan Masalah ... IV-6
4.9. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-21
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Keluhan Operator Berdasarkan Metode Kerja
dan Beban Angkat dengan Menggunakan
Persamaan NIOSH ... VI-1
6.2. Perancangan Fasilitas Kerja ... VI-4
6.3. Metode Kerja Usulan ... VI-8
6.4. Perbandingan Antara Metode Kerja Aktual
dan Metode Kerja Usulan ... VI-22
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
3.1. Skor Batang Tubuh REBA ... III-9
3.2. Skor Leher REBA ... III-9
3.3. Skor Kaki REBA ... III-10
3.4. Skor Beban REBA ... III-10
3.5. Skor Lengan Atas REBA ... III-11
3.6. Skor Lengan Bawah REBA ... III-12
3.7. Skor Pergelangan Tangan REBA ... III-12
3.8. Coupling ... III-13
3.9. Tabel A REBA ... III-13
3.10. Tabel B REBA ... III-14
3.11. Tabel C REBA ... III-14
3.12. Skor Aktivitas REBA ... III-15
3.13. Nilai Level Tindakan REBA ... III-15
3.14. Faktor Pengali Horizontal ... III-20
3.15. Faktor Pengali Vertikal ... III-21
3.16. Faktor Pengali Perpindahan ... III-22
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
3.18. Faktor Pengali Frekuensi ... III-23
3.19. Faktor Pengali Kopling ... III-25
3.20. Antropometri Posisi Berdiri dan Posisi Duduk ... III-34
3.21. Lambang Peta Pekerja dan Mesin ... III-41
5.1. Data Hasil Rekapitulasi SNQ ... V-4
5.2. Data Frekuensi Pengangkatan Per Menit ... V-5
5.3. Data Elemen Kegiatan Bagian Manual Palet ... V-6
5.4. Data Beban Angkat dan jarak Perpindahan Material ... V-8
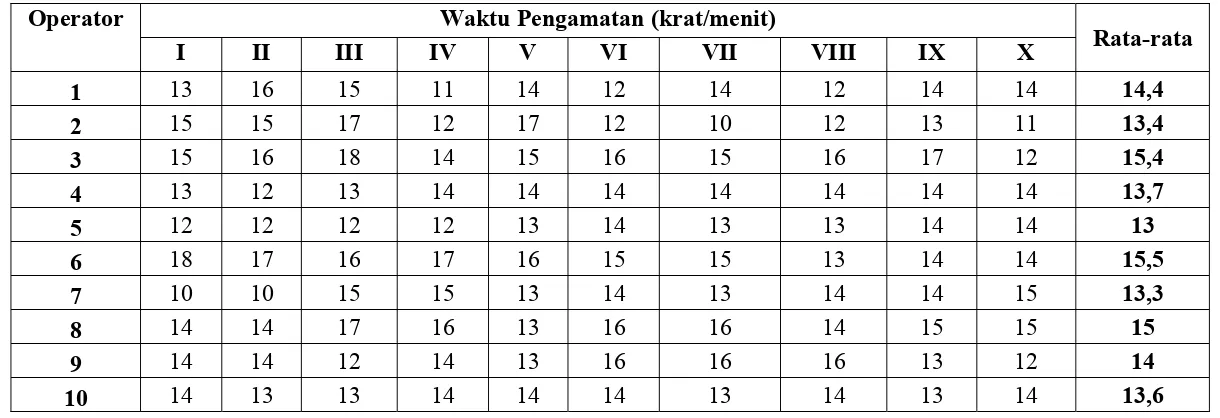
5.5. Rata-Rata Jumlah Krat yang Diangkat/menit ... V-31
5.6. Hasil Penilaian Postur Kerja dengan Metode REBA ... V-32
5.7. Data Dimensi Lebar Jari Telunjuk sampai
Kelingking Operator ... V-33
5.8. Data Dimensi Lebar Jari Telunjuk sampai
Kelingking Tambahan ... V-33
5.9. Perhitungan Nilai Rata-rata, Standar Deviasi,
Nilai maksimum dan Minimum ... V-35
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
5.11. Uji Kecukupan Data ... V-39
5.12. Uji Kenormalan Data dengan Chi-Square ... V-41
5.13. Hasil Perhitungan Melaui Persamaan NIOSH ... V-43
6.1. Hasil Penilaian Postur Kerja dengan Metode REBA ... VI-1
6.2. Perbandingan Antara Alternatif ... VI-5
6.3. Perbandingan Antara Metode Kerja Aktual dan
DAFTAR GAMBAR (lanjutan)
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Sinar Sosro ... II-3
3.1. Nordic Body Map ... III-6
3.2. Postur Batang Tubuh REBA ... III-8
3.3. Postur Leher REBA ... III-9
3.4. Postur Kaki REBA ... III-10
3.5. Postur Lengan Atas REBA ... III-11
3.6. Postur Lengan Bawah REBA ... III-11
3.7. Postur Pergelangan Tangan REBA ... III-12
3.8. Pengukuran Antropometri Posisi Berdiri dan Posisi Duduk ... III-33
4.1. Blok Diagram Prosedur Penelitian ... IV-8
5.1. Ilustrasi Pengangkatan Krat dari Konveyor dan Meletakan Krat
Ke Atas Palet Untuk Level Pertama ... V-9
5.2. Ilustrasi Pengangkatan Krat dari Konveyor dan Meletakan Krat
Ke Atas Palet Untuk Level Kedua ... V-10
5.3. Ilustrasi Pengangkatan Krat dari Konveyor dan Meletakan Krat
DAFTAR GAMBAR (lanjutan)
GAMBAR HALAMAN
5.4. Ilustrasi Pengangkatan Krat dari Konveyor dan Meletakan Krat
Ke Atas Palet Untuk Level Keempat ... V-12
5.5. Ilustrasi Pengangkatan Krat dari Konveyor dan Meletakan Krat
Ke Atas Palet Untuk Level Kelima ... V-13
5.6. Pandangan Samping Tempat Kerja Aktual ... V-16
5.7. Pandangan Atas Tempat Kerja Aktual ... V-16
5.8. Peta Pekerja dan Mesin Aktual ... V-17
5.9. Identifikasi Keluhan MSDs Operator 1 ... V-24
5.10. Identifikasi Keluhan MSDs Operator 2 ... V-24
5.11. Identifikasi Keluhan MSDs Operator 3 ... V-25
5.12. Identifikasi Keluhan MSDs Operator 4 ... V-25
5.13. Identifikasi Keluhan MSDs Operator 5 ... V-25
5.14. Identifikasi Keluhan MSDs Operator 6 ... V-27
5.15. Identifikasi Keluhan MSDs Operator 7 ... V-28
5.16. Identifikasi Keluhan MSDs Operator 8 ... V-28
5.17. Identifikasi Keluhan MSDs Operator 9 ... V-29
DAFTAR GAMBAR (lanjutan)
GAMBAR HALAMAN
6.1. Fasilitas Usulan ... VI-6
6.2. Rancang Gancu Usulan ... VI-7
6.3. Usulan Rancangan Area Kerja Operator ... VI-10
6.4. Peta Pekerja dan Mesin Usulan ... VI-11
DAFTAR LAMPIRAN
LAMPIRAN
L.1. Kuesioner SNQ
L.2. Penilaian Postur Kerja Aktual dengan Metode REBA
L.3. Penilaian Postur Kerja Usulan dengan Metode REBA
L.4. Gambar Fasilitas Usulan
L.5. Lembar Asistensi
L.6. Surat Permohonan Tugas Sarjana
L.7. Surat Balasan PT. Sinar Sosro
ABSTRAK
PT. Sinar Sosro merupakan salah satu perusahaan industri yang memproduksi berbagai jenis minuman yang terbuat dari teh dengan berbagai macam rasa. Bagian produksi perusahaan ini terdiri dari 4 lini, salah satu lini masih menggunakan sistem pengangkatan manual untuk memindahkan krat yang berisi teh botol dari konveyor ke palet. Berat 1 krat yang harus dipindahkan adalah 11,9 kg dengan frekuensi pengangkatan 14 kali/menit sehingga menimbulkan keluhan musculoskeletal pada pekerja karena cara dan metode angkat yang kurang ergonomis.
Penelitian ini bertujuan untuk memperbaiki metode kerja yang ada agar menjadi ergonomis dengan bantuan fasilitas kerja tambahan berupa konveyor portable dan alat penarik krat (gancu khusus) yang dapat membantu pekerja dalam pemindahan krat ke palet untuk meminimisasi keluhan musculoskeletal.
Pendekatan yang digunakan untuk memperbaiki metode kerja adalah Standard Nordic Questionnairre, REBA, Antropometri dan persamaan pengangkatan yang direkomendasikan oleh lembaga NIOSH dalam perancangan fasilitas kerja serta perbaikan tataletak komponen. Gambaran kondisi eksisting yang diperoleh dianalisis dan dievaluasi sehingga dapat menghasilkan fasilitas kerja yang ergonomis dan tataletak komponen yang baru sehingga metode kerja menjadi lebih baik yang dilihat dari penurunan keluhan MSDs sebesar 33% serta pekerjaan yang seimbang antara tubuh kanan dan kiri dan menghasilkan metode kerja baru yang telah distandarkan berupa standard operation procedure (SOP) pemaletan baru.
ABSTRAK
PT. Sinar Sosro merupakan salah satu perusahaan industri yang memproduksi berbagai jenis minuman yang terbuat dari teh dengan berbagai macam rasa. Bagian produksi perusahaan ini terdiri dari 4 lini, salah satu lini masih menggunakan sistem pengangkatan manual untuk memindahkan krat yang berisi teh botol dari konveyor ke palet. Berat 1 krat yang harus dipindahkan adalah 11,9 kg dengan frekuensi pengangkatan 14 kali/menit sehingga menimbulkan keluhan musculoskeletal pada pekerja karena cara dan metode angkat yang kurang ergonomis.
Penelitian ini bertujuan untuk memperbaiki metode kerja yang ada agar menjadi ergonomis dengan bantuan fasilitas kerja tambahan berupa konveyor portable dan alat penarik krat (gancu khusus) yang dapat membantu pekerja dalam pemindahan krat ke palet untuk meminimisasi keluhan musculoskeletal.
Pendekatan yang digunakan untuk memperbaiki metode kerja adalah Standard Nordic Questionnairre, REBA, Antropometri dan persamaan pengangkatan yang direkomendasikan oleh lembaga NIOSH dalam perancangan fasilitas kerja serta perbaikan tataletak komponen. Gambaran kondisi eksisting yang diperoleh dianalisis dan dievaluasi sehingga dapat menghasilkan fasilitas kerja yang ergonomis dan tataletak komponen yang baru sehingga metode kerja menjadi lebih baik yang dilihat dari penurunan keluhan MSDs sebesar 33% serta pekerjaan yang seimbang antara tubuh kanan dan kiri dan menghasilkan metode kerja baru yang telah distandarkan berupa standard operation procedure (SOP) pemaletan baru.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
PT. Sinar Sosro merupakan salah satu perusahaan industri yang
memproduksi berbagai jenis minuman yang terbuat dari teh, mulai dari teh botol
sampai dengan teh kotak, mulai dengan teh rasa asli sampai dengan teh yang
dicampur dengan rasa buah. Tahapan pengolahan setiap jenis hampir sama yaitu
mulai dari pemasakan dan pencampuran formulasi teh yang berada di dapur,
pencucian botol, pengisian teh ke dalam botol sampai dengan proses pemaletan.
Proses pemaletan yang dilakukan oleh perusahaan berbeda pada tiap lini. Bagian
poduksi terdiri dari 4 lini, salah satu lini masih menggunakan sistem manual palet
pada bagian pemaletannya yaitu pada lini 2. Kegiatan pada lini 2 ini merupakan
kegiatan pemindahan material secara manual yaitu pemindahan krat yang berisi
teh botol ke palet. Operator yang bekerja pada bagian manual palet ini teridiri dari
3 orang pekerja dengan rotasi kerja tiap 30 menit, sehingga tiap operator bekerja
untuk mengisi satu palet yang berisi 60 krat dilakukan sendiri, maka selama 30
menit operator dapat menghasilkan 7 – 8 palet.
Kegiatan manual ini dilakukan karena memiliki pertimbangan oleh pihak
perusahaan yaitu perusahaan ingin tetap mempekerjakan karyawan yang ada.
Pihak perusahaan tidak menginginkan proses pengurangan pegawai. Karena
kerja yang disebabkan oleh ketidaksesuaian antara rancangan metode kerja
dengan manusia sebagai pengguna.
Pemindahan material secara manual yang ada di perusahaan berupa
pemindahan krat dari konveyor ke palet dengan aktivitas yang dilakukan secara
berulang.Apabila otot menerima beban statis secara berulang dalam waktu yang
lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligemen
dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilakan dengan
keluhan Musculoskeletal disorsders (MSDs) atau cedera pada sistem
muskuloskeletal akibat pekerjaan yang dilakukan secara tidak ergonomis.
Pemindahan material secara manual yang dilakukan secara tidak
ergonomis dan terus-menerus inilah yang dapat menimbulkan penyakit akibat
kerja dalam industri yang disebut juga ”over exertion-lifting and carryng” yaitu
kerusakan jaringan tubuh yang disebabkan oleh beban angkat yang berlebihan,
sehingga penentuan batas beban angkat yang aman sangat diperlukan untuk
meminimalkan resiko tersebut. Pada saat tubuh melakukan suatu aktivitas kerja
fisik, maka akan terjadi kontraksi otot. Otot-otot akan menegang dan pembuluh
darah akan mengecil dan menimbulkan musculoskeletal disorders (MSDs) atau
cedera pada sistem musculoskeletal. Keluhan ini berupa rasa nyeri pada
bagian-bagian otot skeletal yaitu meliputi otot leher, bahu, lengan, tangan, punggung dan
pinggang yang mendapat pembebanan yang melebihi batas kemampuan pekerja
atau akibat durasi pembebanan yang terlalu panjang yang mengakibatkan
Oleh karena itu, penelitian ini dimaksudkan untuk meminimalisir keluhan
yang dialami pekerja saat bekerja karena beban yang diangkat berlebihan
sehingga perusahaan tidak perlu mengeluarkan biaya pengobatan untuk pekerja
yang mengalami penyakit yang akibat kerja.
1.2. Rumusan Permasalahan
Rumusan masalah yang dapat diangkat berdasarkan latar belakang
permasalahan di atas adalah ketidaksesuaian antara rancangan metode kerja
dengan manusia sebagai pengguna yang menyebabkan terjadinya musculoskeletal
disorders (MSDs).
1.3. Tujuan Penelitian 1. Tujuan Umum
Tujuan umum dari penelitian ini adalah melakukan perbaikan metode
kerja ditinjau dari beban pengangkatan dan tataletak komponen pada statiun
manual palet.
2. Tujuan Khusus
Adapun tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi keluhan MSDs pekerja dengan menggunakan SNQ
2. Menilai postur kerja pekerja dengan menggunakan metode REBA untuk
mengetahui sikap kerja yang tidak aman
3. Menentukan beban angkat yang direkomendasikan melalui persamaan
4. Membandingkan antara beban yang diangkat dengan metode kerja yang
dilakukan pekerja pada saat pengangkatan ditinjau dari penilaian lifting
index.
5. Merancang tataletak komponen dan fasilitas kerja untuk mengurangi
tingkat keluhan MSDs serta memperbaiki sikap kerja yang tidak aman.
6. Merancang metode kerja usulan berdasarkan tataletak dan fasilitas kerja
yang baru.
7. Membandingkan antara metode kerja aktual dengan metode kerja usulan
berdasarkan sikap kerja
8. Merancang SOP sesuai dengan rancangan metode kerja usulan
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah sebagai berikut:
1. Memberi masukan bagi perusahaan dalam pemberian metode kerja yang baik
yang dilakukan oleh pekerja yang melakukan kegiatan pengangkatan secara
manual.
2. Menjadi sarana bagi penulis dalam latihan untuk menerapkan dan
mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan
membandingkan antara teori yang diperoleh dengan permasalahan pada
perusahaan.
3. Dapat mempererat kerjasama antara perusahaan dengan Departeman Teknik
Industri serta memperluas pengenalan akan Jurusan Teknik Industri Fakultas
1.5. Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai
berikut :
a. Pengukuran dilakukan pada pekerja yang berada di Lini 2 dan Formasi A.
b. Pengukuran hanya dilakukan pada aktivitas pengangkatan beban secara
manual yaitu pekerja yang bekerja di bagian manual palet.
c. Pekejaan pada bagian manual palet terdiri dari satu kelompok dengan jumlah
pekerja adalah 3 orang.
1.6. Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
a. Pekerja dalam keadaan sehat dan tidak mengalami cedera otot, tulang
punggung belakang, maupun pinggang.
b. Pekerja yang ditaliti adalah pekerja normal.
1.7. Sistematika Penulisan Tugas Sarjana
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I PENDAHULUAN
Dalam bab ini akan diuraikan mengenai latar belakang
permasalahan, rumusan permasalahan, tujuan penelitian, manfaat
penelitian, batasan dan asumsi yang digunakan, alat dan bahan
BAB II LANDASAN TEORI
Dalam bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan
yang berisi teori-teori yang mendukung permasalahan, teori
tentang ergonomi, teori mengenai biomekanika, manual material
handling (MMH), persamaan yang dikeluarkan oleh NIOSH,
keluhan-keluhan yang ditimbulkan dan lain-lain.
BAB III METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap
tahapan secara ringkas disertai diagram alirnya.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data-data hasil penelitian yang diperoleh dari hasil
pengamatan dan pengukuran yang dilakukan di lapangan sebagai
bahan untuk melakukan pengolahan data yang digunakan sebagai
dasar pada pemecahan masalah.
BAB V ANALISIS PEMECAHAN MASALAH
Bab ini memuat analisis dan pembahasan hasil dari pengolahan
data dengan cara membandingkan dengan teori-teori yang ada.
Disamping itu, juga diupayakan untuk memberikan perbandingan
BAB VI KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan yang dapat diambil oleh penulis dari
hasil penelitian ini serta rekomendasi saran-saran yang perlu bagi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Keluarga Sosrodjojo memulai usaha dengan menjual teh wangi pada tahun
1940 di Slawi, Jawa Tengah. Pada tahun 1965 keluarga Sosrodjojo melakukan
ekspansi bisnis ke jakarta dengan menyewa satu kantor di daerah cakung,
perbatasan Jatim dan Bekasi yang diawali menggunakan strategi “cicip rasa” di
Pasar Senin. Ekspansi tersebut tidak menguntungkan di awalnya, dengan beberapa
tahapan dan gagasan dipikirkan dan dilakukan hingga pada tahun 1969 usaha ini
memberi titik terang. Pada tahun 1974, PT. Sinar Sosro didirikan. Salah satu dari
beberapa pabrik di bawah Sosro Group adalah PT. Sinar Sosro cabang
Deli-Serdang Medan yang merupakan perusahaan swasta PMDN. Diresmikan
pengoperasian tanggal 28 Juli 1984 dengan nama PT. Toba Sosro Kencono oleg
Gubernur Sumatera Utara Kaharuddin Nasution. Pada tanggal 2 Januari 1995,
perusahaan berganti nama menjadi PT. Reksobudi Adijaya karena adanya
pergantian mesin dan nama ini hanya dipegang selama 5 tahun. Tahun 2000
terjadi penggabungan untuk memperkuat aset dan bisnis guna menghadapi era
perdagangan bebas. Pengembangan cita rasa, target segmen, benefit dan kemasan
menjadikan produk PT. Sinar Sosro merambah ke internasional.
Perusahaan ini berdiri dengan filosofi keluarga Sosrodjojo yakni niat baik
lingkungan dan bagi konsumen dengan tidak membahayakan kesehatan karena
tidak mengandung pemanis, pewarna dan pengawet.
PT. Sinar Sosro yang terletak di Tanjung Morawa, Sumatera Utara ini
memiliki wilayah pendistribusian antara lain wilayah Sumatera Utara dan NAD.
Adapun produk yang diproduksi di pabrik tersebut adalah Fruit Tea, Prim-a, Teh
botol sosro.
2.2. Organisasi dan Manajemen 2.2.1. Struktur Organisasi
PT. Sinar Sosro dalam mencapai tujuannya menggunakan stuktur
organisasi berbentuk garis dan staf dimana wewenang dan kebijakan menurut
garis lurus dari pimpinan tertinggi bertingkat terus sampai ke karyawan. Pimpinan
tiap bidang kerja berhak memerintahkan kepada semua pelaksana yang ada
sepanjang menyangkut bidang kerja dan tiap-tiap satuan pelaksana bawah
memiliki wewenang dalam semua bidang kerja. Struktur Organisasi PT. Sinar
Sosro dapat dilihat pada Gambar 2.1.
2.2.2. Uraian Tugas dan Tanggung Jawab
Pembagian pekerjaan pada PT. Sinar Sosro dibagi menurut fungsi yang
telah ditetapkan. Setiap personil diberikan tugas dan tanggung jawab sesuai
dengan dasar kualifikasinya. Adapun tugas dan tanggung jawab serta wewenang
1. General Manager, merupakan pimpinan tertinggi perusahaan. Bertanggung
jawab kepada Direktur Operasi. Tugasnya sebagai berikut:
a. Menentukan garis kebijakan umum dari program kerja perusahaan.
b. Bertanggung jawab ke dalam dan ke luar perusahaan.
c. Mengarahkan dan meneliti kegiatan perusahaan.
d. Menyebarkan dan menerapkan kebijaksanaan serta mengawasi
pelaksanaannya.
e. Melaksanakan kontrak kerja dengan pihak luar.
f. Mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada
manager dan menjalin hubungan kerja yang baik.
g. Bersama manager lain membuat rencana produksi per triwulan.
2. Manager Produksi dan Preventive Engineering Maintenance (PEM),
bertanggung jawab kepada General Manager. Tugasnya sebagai berikut:
a. Merencanakan dan mengatur jadwal produksi produk agar tidak terjadi
kekurangan dan kelebihan persediaan.
b. Mengadakan pengendalian produksi agar produk sesuai dengan spesifikasi
dan standar mutu yang ditentukan.
c. Membuat laporan produksi secara priodik untuk mengenai pamakaian
bahan dan jumlah produksi.
d. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui
kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
e. Mengatur jadwal perbaikan dan perawatan mesin.
3. Manager Personalia dan Umum, bertanggung jawab kepada General Manager
dan atas segala hal yang berhubungan dengan kegiatan yang bersifat umum
baik yang berhubungan ke luar maupun ke dalam perusahaan. Tugasnya
sebagai berikut:
a. Membantu direktur dalam hal kegiatan administrasi.
b. Mengawasi penggunaan data, barang dan peralatan pada masing-masing
departemen.
c. Merekrut dan melatih pegawai baru yang dibutuhkan perusahaan.
d. Mengkoordinir dan mengawasi pelaksanaan tugas dari kepala-kepala
bagian.
e. Mengerjakan administrasi kepegawaian.
4. Kepala Bagian Pembelian, bertanggung jawab kepada Manager Produksi dan
PEM. Tugasnya adalah sebagai berikut:
a. Mengkoordinir dan mengawasi pelaksanaan kegiatan pembelian.
b. Mengawasi kegiatan administrasi pembelian.
c. Melakukan pembelian barang yang diminta oleh departemen lain.
5. Manager Accounting dan Finance, bertanggung jawab kepada General
Manager. Tugasnya sebagai berikut:
a. Membuat laporan keuangan kepada atasan secara berkala tentang
penggunaan uang.
b. Mengendalikan budget pendapatan dari belanja perusahaan sesuai dengan
c. Bertanggung jawab atas penentuan biaya perusahaan seperti biaya
administrasi.
6. Kepala Divisi/Supervisor
Untuk produk Teh Botol Sosro terdapat 3 orang supervisor yang bergantian
menurut shift, bertanggung jawab kepada Manager Produksi dan PEM.
Tugasnya adalah sebagai berikut:
a. Memimpin dan mengendalikan kegiatan di bidang produksi.
b. Menyiapkan laporan yang dibutuhkan Manager Produksi mengenai data
produksi, jumlah batch produksi, pemakaian bahan dan lain-lain.
c. Bertanggung jawab penuh atas masalah yang timbul di kemudian hari atas
produk yang dihasilkan.
d. Menyusun jadwal dan rotasi kerja bagi karyawan produksi yang
dipimpinnya.
7. Kepala Gudang, bertanggung jawab kepada Supervisor. Tugasnya adalah
sebagai berikut:
a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku.
b. Membuat laporan penerimaan, persediaan dan pengeluaran bahan.
c. Mengontrol persediaan bahan.
d. Memesan bahan bila telah habis.
8. Manager Quality Control, bertanggung jawab kepada General Manager.
Tugasnya adalah sebagai berikut:
b. Memberi saran-saran kepada kepala bagian produksi mengenai mutu
produk dan keadaan mesin/peralatan yang digunakan dalam proses
produksi.
9. Kasir, bertanggung jawab kepada Supervisor Accounting dan Finance.
Tugasnya adalah sebagai berikut:
a. Membayar gaji karyawan perusahaan setiap hari, baik waktu berjalan
produksi maupun tidak.
b. Membantu atasan dalam hal penerimaan maupun pembayaran perusahaan
yang berhubungan dengan keuangan.
c. Mencatat dan melaporkan uang masuk dan keluar kepada atasannya.
10. Keamanan, bertanggung jawab kepada Supervisor Personalia dan Umum.
Tugasnya adalah sebagai berikut:
a. Menjaga keamanan perusahaan setiap hari, baik waktu berjalan produksi
maupun tidak.
b. Mengawasi dan mencatat tamu yang berkunjung ke perusahaan.
11. Analis, bertanggung jawab kepada operator. Tugasnya adalah sebagai berikut:
a. Melakukan pengukuran mutu produk baik sebelum diproses maupun
setelah diproses.
b. Memberikan saran dan langkah berikutnya yang dilakukan atas
2.3. Proses Produksi 2.3.1. Bahan Produksi
Adapun bahan yang digunakan dalam proses produksi di PT. Sinar Sosro
ini terbagi atas tiga jenis yaitu bahan baku, bahan penolong, dan bahan tambahan.
a. Teh Botol
Bahan baku yang digunakan adalah teh wangi (hasil blending antara teh hijau,
bunga melati, dan bunga gambir), gula industri, dan air. Bahan penolong yang
digunakan adalah pasir kuarsa, karbon, dan softener pada saat proses water
treatment. Bahan tambahan yang digunakan adalah botol kaca, dan tutup
botol (crown cock).
b. Fruit Tea
Bahan baku yang digunakan adalah teh hitam, gula industri, air, dan
konsentrat sari buah. Bahan penolong yang digunakan adalah pasir kuarsa,
karbon, dan softener pada saat proses water treatment. Bahan tambahan yang
digunakan adalah botol kaca, tetrapack, kardus untuk pengepakan kemasan
tetrapack, tutup botol, dan sedotan.
c. Prim-A
Bahan baku yang digunakan adalah air. Bahan penolong yang digunakan
2.3.2. Uraian Proses Produksi
Uraian proses produksi untuk masing-masing produk, yakni Teh Botol,
Fruit Tea, dan air mineral Prim-A adalah sebagai berikut:
a. Teh Botol
Uraian prosesnya adalah sebagai berikut. Air tanah yang diambil dari
kedalaman ± 200 m kemudian disterilkan melalui proses water treatment,
yakni air disaring dengan pasir kuarsa di tanki 1, kemudian dimasukkan ke
tanki 2 yang berisi karbon, setelah itu dimasukkan ke tanki 3 yang berisi
softener. Kemudian air dipanaskan hingga 100oC. Air panas tersebut dialirkan
ke tanki teh untuk menyeduh teh wangi yang telah dimasukkan ke dalam
tanki. Lalu secara bersamaan air panas tersebut juga dialirkan ke tanki gula
industri untuk melarutkan gula menjadi sirup gula. Setelah diseduh, teh
dialirkan ke tanki filtrox untuk memisahkan ekstrak teh dari ampas teh. Dari
tanki filtrox ekstrak teh dialirkan ke tanki pencampuran. Sirup gula juga
kemudian dialirkan ke tanki pencampuran. Hasil campuran antara ekstrak teh
dan sirup gula dinamakan teh manis cair. Kemudian teh manis cair dialirkan
ke mesin filler. Botol yang telah selesai dicuci dan disterilkan serta telah
diperiksa oleh mesin EBI (optiscan) dan operator, dibawa ke mesin filler
dengan belt conveyor. Kemudian teh manis cair diisi ke dalam botol dengan
standar volume ± 3 ml dari head botol. Botol yang telah diisi langsung ditutup
dengan crown cock yang telah disterilkan dengan penyinaran ultra violet.
Setelah ditutup, botol dipindahkan ke dalam crate dan dipindahkan ke kamar
b. Fruit Tea
Uraian prosesnya adalah sebagai berikut. Air tanah yang diambil dari
kedalaman ± 200 m kemudian disterilkan melalui proses water treatment,
yakni air disaring dengan pasir kuarsa di tanki 1, kemudian dimasukkan ke
tanki 2 yang berisi karbon, setelah itu dimasukkan ke tanki 3 yang berisi
softener. Kemudian air dipanaskan hingga 100oC. Air panas tersebut dialirkan
ke tanki teh untuk menyeduh teh hita yang telah dimasukkan ke dalam tanki.
Lalu secara bersamaan air panas tersebut juga dialirkan ke tanki gula industri
untuk melarutkan gula menjadi sirup gula. Kemudian sirup gula ditambahkan
dengan konsentrat sari buah sesuai dengan jenis Fruit Tea yang hendak
diproduksi. Setelah diseduh, teh dialirkan ke tanki filtrox untuk memisahkan
ekstrak teh dari ampas teh. Dari tanki filtrox ekstrak teh dialirkan ke tanki
pencampuran. Sirup gula juga kemudian dialirkan ke tanki pencampuran.
Hasil campuran antara ekstrak teh dan sirup gula dinamakan teh manis cair.
Kemudian teh manis cair dialirkan ke mesin filler. Botol yang telah selesai
dicuci dan disterilkan serta telah diperiksa oleh mesin EBI (optiscan) dan
operator, dibawa ke mesin filler dengan belt conveyor. Kemudian teh manis
cair diisi ke dalam botol dengan standar volume ± 3 ml dari head botol. Botol
yang telah diisi langsung ditutup dengan crown cock yang telah disterilkan
dengan penyinaran ultra violet. Setelah ditutup, botol dipindahkan ke dalam
crate dan dipindahkan ke kamar karantina. Setelah selesai karantina, produk
c. Prim-A
Uraian prosesnya adalah sebagai berikut. Pada bagian mesin filling AMDK,
botol/galon dibersihkan bagian luar. Kemudian dimasukkan ke ruang
pencucian galon bagian dalam. Pada bagian dapur, air diproses dengan
dimasukkan ke tanki 1 yang berisi pasir kuarsa, kemudian tanki 2 yang berisi
karbon, kemudian tanki 3 yang berisi softener. Pada tanki 4 merupakan tanki
buffer 1 yang berisi air karbon. Pada tanki 5 merupakan buffer 2 dimana air
mengalami demineralisasi. Pada tanki 6 merupakan buffer 3 yang berisi
karbon dan softener. Setelah selesai air dimasukkan ke mesin ozonator untuk
menambah ozon ke dalam air. Kemudian dimasukkan ke final filler tank dan
air diisi ke dalam galon. Galon yang telah berisi ditutup dan operator letakkan
segel ke atas tutup botol. Kemudian mesin mengepres segel sehingga segel
menempel rapat pada tutup botol. Setelah itu galon disusun ke rak galon untuk
BAB III
LANDASAN TEORI
3.1. Ergonomi
Ergonomi berasal dari bahasa Latin yaitu ergon yang berarti “kerja” dan
nomos yang berarti “hukum alam”. Ergonomi dapat didefinisikan sebagai studi
tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara
anatomi, fisiologi, psikologi, engineering, manajemen dan desain/perancangan
(Nurmianto, 2004). Ergonomi ialah suatu cabang ilmu yang sistematis untuk
memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan
manusia untuk merancang suatu sistem kerja sehingga orang dapat hidup dan
bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan
melalui pekerjaan itu, dengan efektif, aman dan nyaman (Sutalaksana dkk., 1979).
Secara umum tujuan dari penerapan ergonomi adalah (Tarwaka, 2004):
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan
cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental,
mengupayakan promosi dan kepuasan kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak
sosial, mengelola dan mengkoordinir kerja secara tepat guna dan
meningkatkan jaminan sosial baik selama kurun waktu usia produktif
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek
teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang
dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
Salah satu tujuan dari ergonomi adalah membuat suatu keadaan ataupun
kegiat menjadi efektif dan efisien yang hasil akhirnya agar dapat meningkatkan
produktivitas, produktivitas dapat dicapai bila ouput yang dihasilkan lebih beasr.
Dalam ergonomi, mengatasi keluhan MSDs pada pekerja pun merupakan salah
satu upaya untuk meningkatkan produktivitas, oleh karena itu untuk mengurangi
keluhan MSDs yang dirasakan pekerja, maka perlu diketahui terlebih dahulu
sebab dan akibat ari keluhan MSDs tersebut.
3.1.1. Keluhan Musculoskeletal
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat
rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah
keluhan pada bagian–bagian otot skeletal yang dirasakan oleh seseorang mulai
dari keluhan sangat ringan sampai sangat sakit (Tarwaka;2004). Apabila otot
menerima beban statis secara berulang dalam waktu yang lama, akan dapat
menyebabkan keluhan berupa kerusakan pada sendi, ligemen dan tendon. Keluhan
hingga kerusakan inilah yang biasanya diistilakan dengan keluhan
Musculoskeletal disorsders (MSDs) atau cedera pada sistem muskuloskeletal.
Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat
gangguan muskuloskeletal dan semua pekerjaan akan berlangsung dengan efektif
dan efisien.
Secara garis besar keluhan otot yang terjadi dapt dikelompokkan menjadi
dua yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat
menerima beban statis, namun demikian keluhan tersebut akan hilang
apabila pembebanan dihentikan.
2. Keluhan menetap (persisttent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan
dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah
otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung,
pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut,
yang paling banyak dialami oleh pekerja adalah otot bagian pinggang (low back
pain = LBP).
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat
menyebabkan terjadi keluhan musculoskeletal sebagai berikut.
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhakan oleh
para pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar
seperti aktivitas mengangkat, menarik, mendorong dan menahan beban yang
diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering
dilakukan, maka dapt mempertinggi resiko terjadinya keluhan otot, bahkan dapat
menyebabkan terjadinya otot skeletal.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus
menerus seperti pekerjaan mencangkul, membelah kayu besar, angkut dan
sebagainya. Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja
secara terus menerus tenpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi
bagian bagian tubuh bergerak menjauhi posisi alamiah, misalnya pergerakan
tangan terangkat, punggung terlalu membungkuk, kepala terangkat dan
sebagainya. Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin
tinggi pula resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari
jaringan otot yang lunak atau getaran dengan frekwensi tinggi yang menyebabkan
kontraksi otot bertambah.
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi
ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan
otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan
berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi
metoda yang sederhana sampai menggunakan sistem komputer. Salah satu dari
metode tersebut adalah melalui Standard Nordic Body Map Questionnaire.
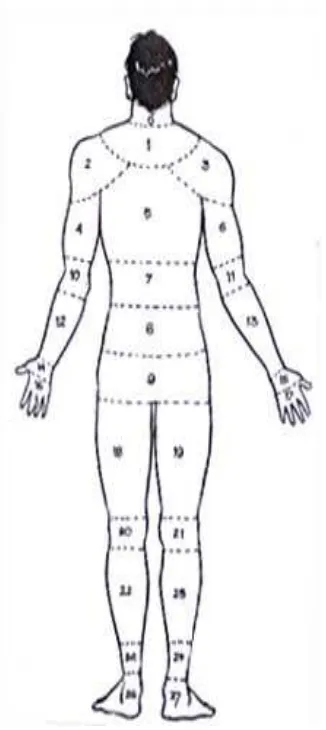
3.1.2. Nordic Body Map (NBM)
Nordic Body Map merupakan alat yang dapat mengetahui bagian-bagian
otot yang mengalami keluhan dengan tingkat keluhan mualai dari Tidak Sakit
(TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS) (Tarwaka; 2004). Dengan
melihat dan menganalisis peta tubuh seperti pada Gambar 3.1 maka dapat
diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja.
Selain digunakan sebagai alat untuk mengetahui bagian-bagian otot yang
mengalami keluhan, Nordic Body Map juga berfungsi sebagai alat untuk
mengidentifikasi masalah-masalah ergonomi yang ada sebelum dilakukan
pengamatan berikutnya. Nordic Body Map ini membagi tubuh menjadi 28 bagian
sehingga dapat dengan mudah diisi sesuai dengan cidera yang dialami operator
secara langsung. Pengamat juga dapat memperkirakan dimana bagian tubuh yang
mengalami cidera. Fom yang diisi pengamat saat melakukan pengamatan disebut
Gambar 3.1. Nordic Body Map Keterangan gambar:
1 = Sakit kaku di bagian leher bagian bawah 2 = Sakit di bahu kiri
3 = Sakit di bahu kanan 4 = Sakit lengan atas kiri 5 = Sakit di punggung 6 = Sakit lengan atas kanan 7 = Sakit pada pinggang 8 = Sakit pada bokong 9 = Sakit pada pantat 10 = Sakit pada siku kiri 11 = Sakit pada siku kanan
16 = Sakit pada tangan kiri 17 = Sakit pada tangan kanan 18 = Sakit pada paha kiri 19 = Sakit pada paha kanan 20 = Sakit pada lutut kiri 21 = Sakit pada lutut kanan 22 = Sakit pada betis kiri 23 = Sakit pada betis kanan
24 = Sakit pada pergelangan kaki kiri 25 = Sakit pada pergelangan kaki kanan 26 = Sakit pada kaki kiri
27 = Sakit pada kaki kanan
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
subjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja.
3.2. Postur Kerja
Penilaian postur kerja merupakan penilaian tiap elemen kegiatan yang
bertujuan untuk mengetahui kegiatan yang mengalami resiko tinggi yang perlu
dilkukan perbaikan. Penilaian postur kerja dimulai dengan melakukan dentifikasi
keluhan dengan menggunakan alat identifikasi ergonomi, yaitu diantaranya adalah
PLIBEL dan Nordic Standard Qustionaire (NSQ). Ini dapat dilakukan oleh
operator dan juga pengamat. Kedua bentuk kuisioner ini dilakukan agar dapat
mengetahui bagian tubuh yang mengalami cidera. Menurut Nevil Stanton (2005)
ada beberapa metode penilaian postur kerja yang salah satunya adalah metode
REBA.
Metode pengukuran postur kerja yang digunakan pada penelitian ini
Assessment) merupakan suatu metode penilaian postur untuk menilai faktor risiko
gangguan tubuh keseluruhan. Untuk masing-masing tugas, dinilai faktor postur
tubuh dengan penilaian pada masing-masing grup yang terdiri atas 2 grup yaitu:
1. Grup A yang terdiri dari postur tubuh kiri dan kanan dari batang tubuh (trunk),
leher (neck), dan kaki (legs).
2. Grup B yang terdiri atas postur tubuh kanan dan kiri dari lengan atas (upper
arm), lengan bawah (lower arm), dan pergelangan tangan (wrist).
Pada masing-masing grup diberikan suatu skala postur tubuh dan suatu
pernyataan tambahan. Diberikan juga faktor beban/kekuatan dan coupling.
Berikut ini adalah faktor-faktor yang dinilai pada metode REBA.
Grup A:
a. Batang tubuh (trunk)
Gambar 3.2. Postur Batang Tubuh REBA
Untuk penilaian skor batang tubuh REBA, kegiatan yang ada disesuaikan
dengan Gambar 3.2 dan hasil penilaiannya dapat dilihat pada Tabel 3.1.
Tabel 3.1. Skor Batang Tubuh REBA
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk 0-200 (ke depan dan belakang) 2
<-200 atau 20-600 3
>600 4
b. Leher (neck)
Gambar 3.3. Postur Leher REBA
Untuk penilaian skor leher REBA, kegiatan yang ada disesuaikan dengan
Gambar 3.3 dan hasil penilaiannya dapat dilihat pada Tabel 3.2.
Tabel 3.2. Skor Leher REBA Pergerakan Skor Skor Perubahan
0-200 1
+1 jika leher berputar/bengkok >200-ekstensi 2
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
c. Kaki (legs)
Gambar 3.4. Postur Kaki REBA
Untuk penilaian skor kaki REBA, kegiatan yang ada disesuaikan dengan
Tabel 3.3. Skor Kaki REBA
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang (berjalan/duduk) 1 +1 jika lutut antara 30-600
+2 jika lutut >600 Bertumpu pada satu kaki lurus 2
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
d. Beban (load)
Untuk penilaian skor beban REBA dilakukan pengukuran langsung
terhadap beban yang di pakai oleh pekerja dan hasilnya disesuaikan dengan Tabel
3.4.
Tabel 3.4. Skor Beban REBA Pergerakan Skor Skor Pergerakan
<5 kg 0
+1 jika kekuatan cepat 5-10 kg 1
>10 kg 2
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
Grup B:
a. Lengan atas (upper arm)
Gambar 3.5. Postur Lengan Atas REBA
Untuk penilaian skor lengan atas REBA, kegiatan yang ada disesuaikan
Tabel 3.5. Skor Lengan Atas REBA
Pergerakan Skor Skor Perubahan
200 (ke depan dan
belakang)
1
+1 jika bahu naik
+1 jika lengan berputar/bengkok
-1 miring, menyangga berat lengan >200 (ke belakang)
atau 20-450
2
45-900 3
>900 4
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
[image:50.595.237.407.528.613.2]b. Lengan bawah (lower arm)
Gambar 3.6. Postur Lengan Bawah REBA
Untuk penilaian skor lengan bawah REBA, kegiatan yang ada disesuaikan
dengan Gambar 3.6 dan hasil penilaiannya dapat dilihat pada Tabel 3.6.
Tabel 3.6. Skor Lengan Bawah REBA Pergerakan Skor
60-1000 1
<600 atau >1000 2
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
c. Pergelangan tangan (wrist)
Untuk penilaian skor pergelangan tangan REBA, kegiatan yang ada
disesuaikan dengan Gambar 3.7 dan hasil penilaiannya dapat dilihat pada Tabel
3.7.
Tabel 3.7. Skor Pergelangan Tangan REBA
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran
menjauhi sisi tengah >150 (ke atas dan bawah) 2
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
d. Coupling
Untuk penilian kopling, dilakukan pengamatan langsung untuk melihat bagaimana
pegangan yang digunakan operator pada saat menggunakan suatu alat atau pada
saat membawa beban dan kemudian hasilnya disesuaikan pada Tabel 3.8.
Tabel 3.8. Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin
Tidak dapat
diterima 3
Kaku, pegangan tangan tidak nyaman, tidak
ada pegangan, kopling tidak sesuai dengan
bagian tubuh
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
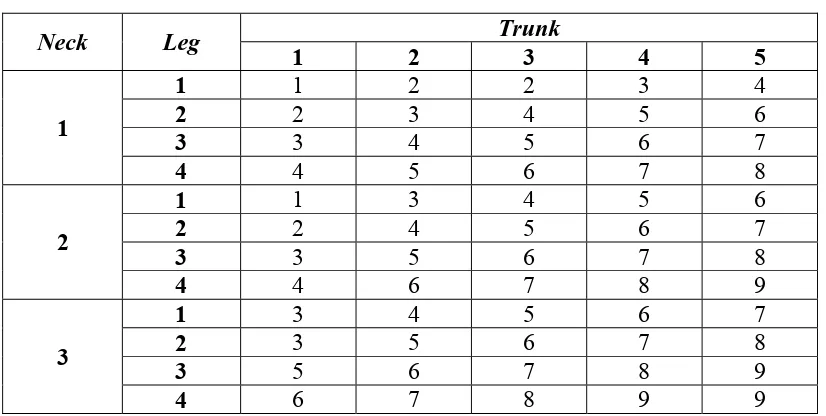
Hasil skor yang ada pada grup A, di masukan sebagai input untuk
Tabel 3.9. Tabel A REBA
Neck Leg Trunk
1 2 3 4 5
1
1 1 2 2 3 4
2 2 3 4 5 6
3 3 4 5 6 7
4 4 5 6 7 8
2
1 1 3 4 5 6
2 2 4 5 6 7
3 3 5 6 7 8
4 4 6 7 8 9
3
1 3 4 5 6 7
2 3 5 6 7 8
3 5 6 7 8 9
4 6 7 8 9 9
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
Hasil skor yang ada pada grup B, di masukan sebagai input untuk
mendapatkan skor B REBA, yang dapat dilihat pada Tabel 3.10.
Tabel 3.10. Tabel B REBA Lower
Arm Wrist
Upper Arm
1 2 3 4 5 6 1
1 1 1 3 4 5 7
2 2 2 4 5 7 8
3 2 3 5 5 8 8
2
1 1 2 4 5 7 3
2 2 3 5 5 8 9
3 3 4 5 7 8 9
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
Skor A = Tabel A + Skor Beban
Skor B = Tabel B + Skor Coupling
Setelah mendapatkan total skor A REBA dab skor B REBA, maka
dilanjutkan dengan menentukan skor C REBA. Skor C REBA dapat dilihat pada
Tabel 3.11. Tabel C REBA Skor
B
Skor A
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 2 3 4 6 7 8 9 10 11 12
2 1 2 3 4 4 6 7 8 9 10 11 12
3 1 2 3 4 4 6 7 8 9 10 11 12
4 2 3 3 4 5 7 8 9 10 11 11 12
5 3 4 4 5 6 8 9 10 10 11 12 12
6 3 4 5 6 7 8 9 10 10 11 12 12
7 4 5 6 7 8 9 9 10 11 11 12 12
8 5 6 7 8 8 9 10 10 11 12 12 12
9 6 6 7 8 9 10 10 10 11 12 12 12
10 7 7 8 9 9 10 11 11 12 12 12 12
11 7 7 8 9 9 10 11 11 12 12 12 12
12 7 8 8 9 9 10 11 11 12 12 12 12
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
Untuk mendapatkan total Skor REBA, maka skor C harus ditambahkan
dengan skor aktivitas yang dilakukan oleh pekerja berdasarkan hasil pengamatan.
Skor aktivitas pekerja dapat dilihat pada Tabe 3.12
Tabel 3.12. Skor Aktivitas REBA
Aktivitas Skor Keterangan
Postur statik -1 1 atau lebih bagian tubuh statis/diam
Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan
+1 Tindakan menyebabkan jarak yang besar dan cepat pada postur (tidak stabil)
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
Skor REBA = Tabel C + Skor Aktivitas
Total skor yang diperoleh merupakan skor REBA yang akan digunakan
untuk mendapatkan level resiko pada kegiatan yang dinilai dengan metode REBA
Tabel 3.13. Nilai Level Tindakan REBA
Skor REBA Level Resiko Level Tindakan Tindakan
1 Dapat diabaikan 0 Tidak diperlukan
2-3 Kecil 1 Mungkin diperlukan
4-7 Sedang 2 Perlu
8-10 Tinggi 3 Segera
11-15 Sangat tinggi 4 Sekarang juga
Sumber: Handbook Of Ergonomic “Nevil Stanton” 2005
3.3. Beban Angkat 3.3.1. Biomekanika
Biomekanika berasal dari 2 kata yaitu : bios yang artinya hidup dan
mechonos yang artinya gaya. Jadi, biomekanika adalah ilmu yang mempelajari
tentang gaya yang bekerja pada tubuh. Biomekanika merupakan ilmu yang
membahas aspek-aspek dari gerakan–gerakan tubuh manusia dan kombinasi
antara keilmuan mekanika, antropometri, dan dasar ilmu kedokteran (biologi dan
fisiologi).
Menurut Chaffin dan Anderson (1984), occupational biomechanics adalah
ilmu yang mempelajari hubungan antara pekerja dan peralatannya, lingkungan
kerja, dan lain-lain untuk meningkatkan performansi dan meminimisasi
kemungkinan cidera.
Biomekanika dan cara kerja adalah pengaturan sikap tubuh dalam bekerja.
Sikap kerja yang berbeda akan menghasilkan kekuatan yang berbeda pula dalam
melakukan tugas tertentu. Tujuannya adalah untuk mendapatkan suatu cara kerja
Biomekanika adalah ilmu yang menggunakan hukum-hukum fisika dan
konsep konsep mekanika untuk mendeskripsikan gerakan dan gaya pada berbagai
macam bagian tubuh ketika melakukan aktivitas.
Faktor ini sangat berhubungan dengan pekerjaan yang bersifat material
handling, seperti pengangkatan dan pemindahan secara manual, atau pekerjaan
lain yang dominant menggunakan otot tubuh. Meskipun kemajuan teknologi telah
banyak membantu aktivitas manusia, namun tetap saja ada beberapa pekerjaan
manual yang tidak dapat dihilangkan dengan pertimbangan biaya maupun
kemudahan. Pekerjaan ini membutuhkan usaha fisik sedang hingga besar dalam
durasi waktu kerja tertentu, misalnya penanganan atau pemindahan material
secara manual. Usaha fisik ini banyak mengakibatkan kecelakaan kerja ataupun
low back pain, yang menjadi isu besar di negara-negara industri belakangan ini.
3.3.2. Manual Material Handling
Pengertian pemindahan bahan secara manual, menurut American Material
Handling Society bahwa material handling meliputi penanganan (handling),
pemindahan (moving), pengepakan (packaging), penyimpanan (storing), dan
pengawasan (controlling) dari material dengan segala bentuknya. Material
handling memerlukan energi atau kekuatan untuk mengangkat, mendorong,
menarik, membawa dan menahan objek yang bergerak maupun diam. Material
handling yang dilakukan manusia disebut sebagai Manual Material Handling
dalam waktu yang lama, maka harus diperhatikan batasan kemampuan yang
dimiliki oleh manusia tersebut.
Manual Material Handling (MMH) adalah pekerjaan yang sering dilakukan
operator dalam dunia industri. MMH merupakan penyebab utama terjadinya
cedera punggung. MMH meliputi mengangkat, menurunkan, membawa,
mendorong, dan menarik barang.
Pada dasarnya ada 3 macam material handling ditinjau dari sifat pekerjaan,
yaitu :
1. Otomatis
Otomatis maksudnya segala jenis pekerjaan tidak lagi dikerjakan operator
secara langsung, melainkan dikerjakan oleh mesin-mesin.
2. Semiotomatis
Semiotomatis, yaitu pekerjaan yang melibatkan bukan hanya operator, tetapi
juga melibatkan mesin.
3. Manual
Manual, yaitu pekerjaan yang tidak melibatkan mesin sama sekali, seluruhnya
dikerjakan oleh operator.
Masalah-masalah yang dapat ditimbulkan akibat Manual MaterialHandling
(MMH) yaitu :
1. Masalah musculoskeletal pada pekerja atau operator.
2. Risiko cidera yang meningkat saat bekerja.
Manual Material Handling (MMH) yang buruk perlu mendapat perhatian
khusus dari perusahaan untuk menghindari cidera berarti yang mungkin terjadi
pada operatornya.
3.3.3. Analisis Beban Angkat dengan NIOSH Lifting Equation
Metode analitik ini direkomendasikan oleh NIOSH untuk pekerjaan
mengangkat. NIOSH memberikan cara sederhana untuk mengestimasi
kemungkinan terjadinya peregangan otot yang berlebihan atas dasar kerakteristik
pekerjaan yaitu dengan menghitung Recommended Weight Limit (RWL) dan
Lifting Index (LI).
RWL adalah ukuran berat beban yang masih aman untuk dikerjakan oleh
pekerja dalam waktu tertentu tanpa peningkatan gangguan sakit pinggang (low
back pain) (Thomas R. Waters; 1993). RWL dapat dihitung dengan rumus sebagai
berikut:
RWL = LC x HM x VM x DM x AM x FM x CM
Dimana:
RWL = Batas beban yang direkomendasikan
LC = Konstanta pembebanan = 23
HM = Faktor pengali horizontal = 25/H
VM = Faktor pengali vertikal = 1 – 0,003 [V – 75]
DM = Faktor pengali perpindahan = 0,82 + 4,5/D
AM = Faktor pengali asimetrik = 1 – 0,0032A (0)
CM = Faktor pengal kopling
- Cara Pengukuran Faktor yang Mepengaruhi Nilai RWL
Menurut Thomas R. Waters (1993), faktor yang mempengaruhi nilai
beban angkat dapat diukur dengan cara yang akan diterangkan sebagai berikut.
H = Jarak horizontal antara posisi tangan yang memegang beban dengan titik
pusat tubuh, pengukuran ini dilakukan pada saat awal dan akhir benda. Jarak
horizontal dapt diukur dengan satuan inch ataupun cm. Nilai HM dari H dapat
dilihat pada Tabel 3.14.
Tabel 3.14. Faktor Pengali Horizontal
nilai HM
H (inch) HM H (cm) HM
10 1.00 25 1.00 11 .91 28 .89 12 .83 30 .83 13 .77 32 .78 14 .71 34 .74 15 .67 36 .69 16 .63 38 .66 17 .59 40 .63 18 .56 42 .60 19 .53 44 .57 20 .50 46 .54 21 .48 48 .52 22 .46 50 .50 23 .44 52 .48 24 .42 54 .46 25 .40 56 .45 >25 .00 58 .43
60 .42
63 .40
>63 .00
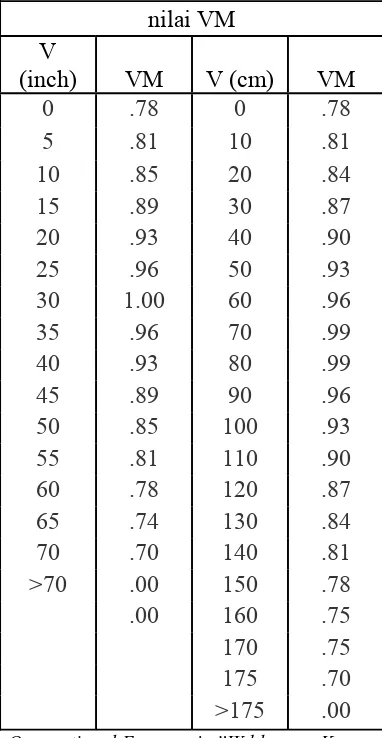
V = Jarak posisi tangan yang memegang beban terhadap lantai, pengukuran ini
dilakukan pada saat awal dan akhir benda. Jarak vertikal dapat diukur dengan
[image:59.595.216.407.224.593.2]satuan inch ataupun cm. Nilai VM dari V dapat dilihat pada Tabel 3.15.
Tabel 3.15. Faktor Pengali Vertikal
nilai VM V
(inch) VM V (cm) VM
0 .78 0 .78 5 .81 10 .81 10 .85 20 .84 15 .89 30 .87 20 .93 40 .90 25 .96 50 .93 30 1.00 60 .96 35 .96 70 .99 40 .93 80 .99 45 .89 90 .96 50 .85 100 .93 55 .81 110 .90 60 .78 120 .87 65 .74 130 .84 70 .70 140 .81 >70 .00 150 .78 .00 160 .75
170 .75
175 .70
>175 .00
Sumber:Occupational Ergonomic ”Waldemar Karwowski; 2003
D = Jarak perpindahan beban secara vertikal antara tempat asal sampai tujuan
yang dapat diukur dengan satuan inch ataupun cm. Nilai DM dari D dapat dilihat
Tabel 3.16. Faktor Pengali Perpindahan
nilai DM D
(inch) DM D (cm) DM
10 1.00 25 1.00 15 .94 40 .93 20 .91 55 .90 25 .89 70 .88 30 .88 85 .87 35 .87 100 .87 40 .87 115 .86 45 .86 130 .86 50 .86 145 .85 55 .85 160 .85 60 .85 175 .85 70 .85 >175 .00 >70 .00
Sumber:Occupational Ergonomic ”Waldemar Karwowski; 2003
A = Sudut asimetrik putaran yang dibentuk antara tangan dan kaki, pengukuran
ini dilakukan pada saat awal dan akhir. Nilai AM dari A dapat dilihat pada Tabel
3.17.
Tabel 3.17. Faktor Pengali Asimetrik
A (0) AM
Tabel 3.17. Faktor ... (lanjutan)
A (0) AM
135 .57 >135 .00
Sumber:Occupational Ergonomic ”Waldemar Karwowski; 2003
F = Frekuensi rata-rata pengngkatan dalam satuan waktu pengangkatan/menit.
Durasi yang digunakan = 1 jam, = 2 jam, atau = 8 jam, untuk lebih jelasnya dapat
dilihat pada Tabel 3.18.
Tabel 3.18. Faktor Pengali Frekuensi
Frek. Lift/min
Work Duration
≤ 1 jam 1 - 2 jam 2 - 8 jam V < 75 V ≥ 75 V < 75 V ≥ 75 V < 75 V ≥ 75
0.2 1.00 1.00 0.95 0.95 0.85 0.85
0.5 0.97 0.97 0.92 0.92 0.81 0.81
1 0.94 0.94 0.88 0.88 0.75 0.75
2 0.91 0.91 0.84 0.84 0.65 0.65
3 0.88 0.88 0.79 0.79 0.55 0.55
4 0.84 0.84 0.72 0.72 0.45 0.45
5 0.80 0.80 0.60 0.60 0.35 0.35
Tabel 3.18. Faktor ... (lanjutan)
Frek. Lift/min
Work Duration
≤ 1 jam 1 - 2 jam 2 - 8 jam V < 75 V ≥ 75 V < 75 V ≥ 75 V < 75 V ≥ 75
7 0.70 0.70 0.42 0.42 0.22 0.22
8 0.60 0.60 0.35 0.35 0.18 0.18
9 0.52 0.52 0.30 0.30 0.00 0.15
10 0.45 0.45 0.26 0.26 0.00 0.13
11 0.41 0.41 0.00 0.23 0.00 0.00
12 0.37 0.37 0.00 0.21 0.00 0.00
13 0.00 0.34 0.00 0.00 0.00 0.00
14 0.00 0.31 0.00 0.00 0.00 0.00
15 0.00 0.28 0.00 0.00 0.00 0.00
>15 0.00 0.00 0.00 0.00 0.00 0.00
Sumber:Occupational Ergonomic ”Waldemar Karwowski; 2003
C = Kualitas dari tempat pegangan tangan atau handle.
Untuk Coupling Multiplier (CM) adalah
1. Kriteria Good, adalah :
a. Kontainer atau box merupakan design optimal, pegangan bahannya tidak
licin.
b. Benda yang di dalamnya tidak mudah tumpah
c. Tangan dapat dengan nyaman meraih box tersebut.
a. Kontainer atau box tidak mempunyai pegangan
b. Tangan tidak dapat meraih dengan mudah
3. Kriteria Poor, adalah :
a. Box tidak mempunyai handle/pegangan
b. Sulit dipegang (licin, tajam, dll)
c. Berisi barang yang tidak stabil (pecah, jatuh, tumpah, dll)
d. Memerlukan sarung tangan untuk mengangkatnya
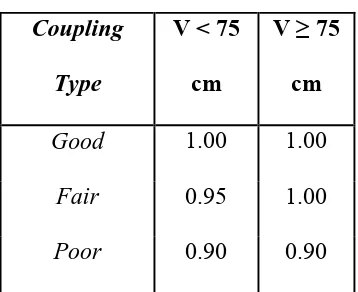
[image:63.595.225.404.356.502.2]Untuk lebih jelasnya dapat diliht pada Tabel 3.19.
Tabel 3.19. Faktor Pengali Kopling Coupling
Type
V < 75 cm
V ≥ 75 cm
Good 1.00 1.00
Fair 0.95 1.00
Poor 0.90 0.90
Sumber:Occupational Ergonomic ”Waldemar Karwowski; 2003
Setelah nilai RWL diketahui, selanjutnya perhitungan Lifting Index, untuk
mengetahui indeks pengangkatan yang tidak mengandung resiko cidera tulang
belakang, dengan persamaan:
RWL beban berar LI
Jika LI > 1, maka beban yang diangkat lebih besar dari pada berat beban yang
direkomendasikan sehingga aktivitas tersebut mengandung resiko
Jika LI < 1, maka beban yang diangkat lebih kecil dari pada berat beban yang
direkomendasikan sehingga aktivitas tersebut tidak mengandung
resiko cidera tulang belakang (Waters, et al; 1993).
Persamaan pengangkatan NIOSH mempunyai keterbatasan pada kondisi
tertentu yaitu sebagai berikut:
1. Persamaan NIOSH tidak dapat digunakan untuk pengangkatan yang
menggunakan sati tangan.
2. Persamaan NIOSH tidak dapat digunakan untuk pekerjaan yang lebih dari 8
jam.
3. Persamaan NIOSH tidak dapat digunakan untuk pekerjaan yang duduk atau
jongkok.
4. Persamaan NIOSH tidak dapat digunakan untuk tempat kerja yang terbatas.
5. Persamaan NIOSH tidak dapat digunakan untuk objek yang tidak stabil.
6. Persamaan NIOSH tidak dapat digunakan untuk kegiatan membawa,
mendorong dan menarik.
7. Persamaan NIOSH tidak dapat digunakan dengan menggunakan alat angkut.
8. Persamaan NIOSH tidak dapat digunakan dengan kecepatan tinggi yang lebih
dari 30 kali/detik.
9. Persamaan NIOSH tidak dapat digunakan bila lantai tempat berpijak licin.
10. Persamaan NIOSH tidak dapat digunakan pada tempat kerja yang mempunyai
3.4. Antropometri
Istilah Antropometri berasal dari kata “anthro” yang berarti manusia dan
“metri” yang berarti ukuran. Antropometri dapat diartikan sebagai satu studi yang
berkaitan dengan pengukuran dimensi tubuh manusia (Sritomo Wignjosoebroto,
1995). Manusia pada umumnya memiliki bentuk, ukuran, berat dan lain-lain yang
berbeda satu dengan lainnya. Data antropometri yang berhasil diperoleh akan
diaplikasikan secara luas antara lain dalam hal :
- Perancangan areal kerja (work station, interior mobil, dan lain-lain)
- Perancangan peralatan kerja seperti mesin, equipment, perkakas, dan sebagainya.
- Perancangan produk konsumtif seperti pakaian, kursi, meja, komputer, dan
lain-lain.
- Perancangan lingkungan kerja fisik.
Pada dasarnya peralatan kerja yang dibuat dengan mengambil referensi
dimensi tubuh tertentu jarang sekali bisa mengakomodasikan seluruh range
ukuran tubuh dari populasi yang akan memakainya. Kemampuan penyesuaian
(adjustability) suatu produk merupakan satu prasyarat yang sangat penting dalam
proses perancangan, terutama untuk produk yang berorientasi ekspor.
Beberapa faktor yang akan mempengaruhi ukuran tubuh manusia dan
seorang perancang produk harus memperhatikan faktor tersebut, yaitu :
a) Umur
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar
dengan bertambahnya umur sejak awal kelahiran sampai dengan umur sekitar
b) Jenis kelamin (Sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan
dengan ukuran tubuh wanita, kecuali untuk beberapa ukuran tubuh tertentu
seperti pinggul, dan sebagainya.
c) Suku/bangsa (Ethnic)
Setiap suku, bangsa ataupun kelompok etnik akan memiliki karekteristik fisik
yang akan berbeda satu dengan yang lainnya.
d) Posisi tubuh (Posture)
Posisi tubuh standar harus diterapkan untuk survei pengukuran karena
berpengaruh terhadap ukuran tubuh. Pengukuran posisi tubuh dapat dilakukan
dengan dua cara pengukuran yaitu:
- Pengukuran dimensi struktur tubuh (Structural Body Dimension).
Posisi tubuh diukur dalam berbagai posisi standar dan tidak bergerak.
Istilah lain dari pengukuran tubuh dengan cara ini dikenal dengan “Static
Anthropometry”. Ukuran diambil dengan persentil tertentu seperti 5-th,
50-th dan 95-th.
- Pengukuran dimensi fungsional tubuh (Functional Body Dimensions).
Disini pengukuran dilakukan terhadap posisi tubuh pada saat melakukan
gerakan tertentu. Hal pokok yang ditekankan dalam pengukuran dimensi
fungsional tubuh ini adalah mendapatkan ukuran tubuh yang nantinya
berkaitan erat dengan gerakan nyata yang diperlukan tubuh untuk
melaksanakan kegiatan tertentu. Cara pengukuran semacam ini juga biasa
e) Cacat tubuh
Data antropometri diperlukan untuk perancangan produk bagi orang cacat
seperti kursi roda, kaki/tangan palsu, dan lain-lain.
f) Tebal/tipisnya pakaian yang dipakai
Faktor iklim yang berbeda akan memberikan variansi yang berbeda pula
dalam bentuk rancangan dan spesifikasi pakaian. Dengan demikian dimensi
tubuh orangpun akan berbeda dari satu tempat dengan tempat yang lain.
g) Kehamilan (Pregnancy)
Kondisi ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus bagi
perempuan). Hal tersebut jelas membutuhkan perhatian khusus terhadap
produk yang dirancang bagi segmentasi ini.
Agar rancangan suatu produk dapat sesuai dengan ukuran tubuh manusia
yang akan mengoperasikannya, maka prinsip penggunaan data antropometri harus
sesuai. Prinsip tersebut adalah (Sutalaksana, 1979) :
1. Prinsip Perancangan Produk Bag