PENG PE U F GARUH KA EMAKAIAN UNIT BLE PUL J P FAKULTA APPA NUM N KLORIN EACHING F LP AND PA
JOHANNE PROGRAM DE AS MATEM UNIVERS MBER DAL N DIOKSID FIBERLIN APER,Tbk KARYA I
S IVAN DE 09240
M STUDI D EPARTEM MATIKA D
SITAS SUM
LAM PULP DA (ClO2) NE 2 DI PT . PELALA ILMIAH ENNIS SIL 1095 DIPLOMA MEN KIMIA DAN PENG MATERA U P TERHAD PADA TA T. RIAU AN
WAN-RIA LITONGA 3 KIMIA A GETAHUA UTARA DAP JUML AHAP D0 D
NDALAN AU.
PEN P
Diajukan
NGARUH K EMAKAIA UNIT BLE
PU
n Untuk Mele
J
FAKULTA
KAPPA NUM AN KLORIN
EACHING LP AND PA
engkapi Tugas JOHANNE PROGRAM DE AS MATEM UNIVERS
MBER DAL N DIOKSID FIBERLIN APER,Tbk.
KARYA I
s Dan Memen
ES IVAN DE 09240
M STUDI D EPARTEM MATIKA D SITAS SUM MED 201 LAM PULP DA (ClO2) P NE 2 DI PT.
. PELALAW
ILMIAH
nuhi Syarat Un
ENNIS SIL 1095 DIPLOMA 3 MEN KIMIA DAN PENG MATERA U DAN 12 P TERHADA PADA TAH RIAU AND WAN-RIAU ntuk Mencapa LITONGA 3 KIMIA A ETAHUAN UTARA AP JUMLA HAP D0 DI
DALAN U.
ai Gelar Ahli M
N ALAM AH
PERSETUJUAN
Judul : PENGARUH KAPPA NUMBER DALAM PULP
TERHADAP JUMLAH PEMAKAIAN KLORIN DIOKSIDA (CLO2) PADA TAHAP D0 DI UNIT
BLEACHING FIBERLINE 2 PT. RIAU ANDALAN
PULP AND PAPER,TbK. PELALAWAN–RIAU.
Kategori : KARYA ILMIAH
Nama : JOHANNES IVAN DENNIS SILITONGA
Nomor Induk Mahasiswa : 092401095
Program Studi : DIPLOMA 3 KIMIA
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM UNIVERSITAS SUMATERA UTARA
Diluluskan di Medan, Juli 2012
Program Studi D3 Kimia
Ketua, Pembimbing
Dra. Emma Zaidar Nst, M.Si. Drs. Albert Pasaribu, M.Sc. NIP. 195512181987012001 NIP. 1964108101991031002
Diketahui/Disetujui Oleh:
PERNYATAAN
PENGARUH KAPPA NUMBER DALAM PULP TERHADAP JUMLAH PEMAKAIAN KLORIN DIOKSIDA (ClO2) PADA TAHAP D0 DI
UNIT BLEACHING FIBERLINE 2 DI PT. RIAU ANDALAN PULP AND PAPER,Tbk. PELALAWAN-RIAU.
KARYA ILMIAH
Saya mengakui bahwa karya ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2012
PENGHARGAAN
Segala puji dan syukur hanya kepada Tuhan Yang Maha Esa yang telah memberikan begitu banyak Nikmat dan Karunia-Nya sehingga penulis dapat menyelesaikan Karya Ilmiah dengan judul “Pengaruh Kappa Number Dalam Pulp Terhadap Jumlah Pemakaian Klorin Dioksida (ClO2) Pada Tahap D0 Di Unit Bleaching Fiberline 2 Di PT. Riau Andalan Pulp And Paper,Tbk. Pelalawan-Riau.”
Tugas akhir ini merupakan syarat untuk memperoleh gelar Ahli Madya di Program Studi Diploma 3 Kimia Fakultas Matematika dan Ilmu Pengetahuan Alam (FMIPA) Universitas Sumatera Utara.
Segala hormat dan teriring terima kasih penulis sampaikan kepada semua pihak yang dengan tulus dan iklas telah menyumbangkan tenaga, waktu dan pemikirannya sehingga selesainya Karya Ilmiah ini, penulis mengucapkan terima kasih dan penghargaan yang setinggi-tingginya kepada :
1. Kedua orang tua ku, Bapak J.Silitonga dan Ibu. L.br.Harianja dan buat ke 2 adek ku, (Roy Hasian Silitonga, Mia Aulina br.Silitonga) seluruh keluarga yang telah memberikan doa dan dukungan baik secara moril maupun materil. 2. Bapak Dr. Sutarman. M.S, selaku Dekan FMIPA USU.
3. Ibu Dr. Rumondang Bulan. M.S, selaku Ketua Departemen Kimia FMIPA USU.
4. Ibu Dra. Emma Zaidar Nst. M.Si, selaku Ketua Program Studi Diploma 3 Kimia FMIPA USU.
5. Bapak Drs. Albert Pasaribu. M.Sc, selaku Dosen Pembimbing yang banyak mengarahkan dan membantu penulis dalam menyelesaikan Karya Ilmiah ini. 6. Seluruh Bapak/Ibu Dosen Kimia FMIPA USU atas bekal ilmu dan kebaikan
moral yang diberikan kepada penulis selama mengenyam pendidikan di bangku perkuliahan.
7. Bapak Rifa’i. S.T, selaku Pembimbing Lapangan yang telah mengajari dan menjelaskan tentang proses pembuatan pulp di PT. Riau Andalan Pulp and Paper.
10.Kakak Gress, abang Feidy, abang Hendra, abang Ade, abang Hendrita, dll selaku P.E Fiberline yang memberi waktu, tenaga serta motivasi kepada penulis.
11.Seluruh Alumni Kimia Industri (abang Roy, abang benget, abang Puji, dll) dan seluruh Alumni–Almamater Universitas Sumatera Utara yang telah membantu penulis selama Praktek Kerja Lapangan.
12.Seluruh teman-teman Diploma 3 Kimia terkhusus Program Studi Kimia Industri stambuk 2009 yang senantiasa mendukung penulis selama Praktek Kerja Lapangan dan pembuatan Karya Ilmiah ini.
13.Seluruh Staff/Pegawai Departemen Kimia FMIPA USU yang telah membantu untuk mengurus administrasi yang diperlukan penulis.
14.Buat teman-teman ku: Era Rahayu, Realita Surbakti, M.Hidayat, Ayu Rizki, terimakasih atas support dan kebaikan kalian buat selama ini. Tetap lah semangat.
15.Terkhusus buat teman ku: Helen Situmorang, Panca Nababan, Nimbrod Sitorus, Fermadi Sirait, Fransiska Situmorang terimakasih atas kebaikan, motivasi dan kebersamaan kita selama ini, sekira Tuhan memberkati kita semua. Keep spirit.. and blessed in God.
16.Buat orang-orang yang tidak tersebutkan namanya yang mungkin ikut membantu penulis dalam menyelesaikan karya ilmiah ini.
Penulis menyadari bahwa dalam penyusunan Karya Ilmiah ini masih kurang sempurna. Oleh karena itu, dengan kerendahan hati penulis mengharapkan kritik dan saran yang bersifat membangun yang pada akhirnya dapat digunakan untuk menambah pengetahuan demi kesempurnaan Karya Ilmiah ini.
Akhir kata penulis ucapkan banyak terimakasih yang tidak ternilai harganya kepada semua pihak yang telah mambantu demi selesainya Karya Ilmiah ini semoga Tuhan membalas budi yang telah diberikan. Harapan penulis semoga Karya Ilmiah ini bermanfaat bagi kita semua.
ABSTRAK
THE INFLUENCE OF KAPPA NUMBER IN THE PULP TO THE AMOUNT OF CHLORINE DIOXIDE (CLO2) CONSUMPTION AT D0 STAGE ON
THE BLEACHING UNIT AT FIBERLINE 2 IN PT. RIAU ANDALAN PULP AND PAPER,TbK. PELALAWAN-RIAU
ABSTRACT
We observed the influence of the kappa number to the amount of chlorine dioxide (ClO2) consumption. When the kappa number is high, the consumption of ClO2 is also high. The lower the kappa number that make the lower the consumption of ClO2. According to our calculation during the observation, we conclude that in order to get an optimum kappa number of 9,15 K.No to reach target the amount of 27 kg/ton in pulp of ClO2 consumptionat D0 stage.
DAFTAR ISI
Halaman
PERSETUJUAN i PERNYATAAN ii PENGHARGAAN iii
ASTRAK v ABSTRACT vi
DAFTAR ISI vii
DAFTAR TABEL ix
DAFTAR GAMBAR x
DAFTAR LAMPIRAN xi
BAB 1 PENDAHULUAN
1.1Latar Belakang 1
1.2Permasalahan 2
1.3Tujuan 3
1.4Manfaat 3
BAB 2 PROSES PRODUKSI
2.1Teori Umum Kayu 4
2.2Sifat-Sifat Umum Kayu 5
2.2.1 Sifat Fisik Kayu 5
2.2.2 Sifat Mekanik Kayu 6
2.2.3 Sifat Kimia Kayu 7
2.3Komposisi Kimia Kayu 7
2.4Komponen Kimia Kayu 8
2.4.1 Selulosa 9
2.4.2 Hemiselulosa 10
2.4.3 Lignin 10
2.6.1 Tahap Persiapan Dan Pengolahan Kayu 16
2.6.2 Tahap Pemasakaan 16
2.6.3 Tahap Pencucian Pulp 18
2.6.4 Tahap Delignifikasi Oksigen 18
2.6.5 Tahap Pemutihan 19
2.6.5.1Tahap Dioksida Awal (D0) 21 2.6.5.2Tahap Ektraksi Dan Oksidasi (E&O) 23
2.6.5.3Tahap Dioksida I (D1) 23
2.6.5.4Tahap Dioksida II (D2) 24
2.7 Bilangan Kappa 25
BAB 3 METODOLOGI
3.1Peralatan Dan Bahan 28
3.1.1 Peralatan 28
3.1.2 Bahan 30
3.2Prosedur Kerja Pemutihan Di tahap D0 Dan Penetuan
Harga Bilangan Kappa 30
3.2.1 Prosedur Kerja Pemutihan Di Tahap D0
di Lapangan 30
3.2.2 Prosedur Kerja Verifikasi Penentuan Bilangan
Kappa Secara Laboratorium 31
BAB 4 HASIL DAN PEMBAHASAN
4.1.Hasil 34
4.2.Perhitungan 35
4.2.1. Perhitungan Jumlah Pemakaian ClO2 35
4.2.2. Perhitungan Untuk Pengujian Bilangan Kappa 36 4.3.Perhitungan Nilai Bilangan Kappa Optimum 38
4.4.Pembahasan 43
BAB 5 KESIMPULAN DAN SARAN
4.1.Kesimpulan 44
4.2.Saran 45
DAFTAR PUSTAKA 46
DAFTAR TABEL
Halaman
Tabel 2.3 Komposisi Kimia Kayu 5
DAFTAR GAMBAR
Halaman
DAFTAR LAMPIRAN
Halaman
Lampiran 1 : Proses Pengolahan Pulp Di PT.Riau Andalan Pulp And Paper 48 Lampiran 2 : Proses Alir Tahapan Unit Bleaching Di Fiberline 2 49 Lampiran 3 : Grafik Hubungan Kappa Number Terhadap Jumlah Pemakaian
ABSTRAK
THE INFLUENCE OF KAPPA NUMBER IN THE PULP TO THE AMOUNT OF CHLORINE DIOXIDE (CLO2) CONSUMPTION AT D0 STAGE ON
THE BLEACHING UNIT AT FIBERLINE 2 IN PT. RIAU ANDALAN PULP AND PAPER,TbK. PELALAWAN-RIAU
ABSTRACT
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Tahapan pemutihan merupakan tahapan yang paling penting dalam proses pembuatan pulp dan dapat menentukan kualitas pulp. Tahapan ini bertujuan menghilangkan warna pulp untuk meningkatkan kadar kecerahan (brightness) pulp. Warna yang terdapat dalam pulp adalah dominan berwarna gelap kecoklatan yang secara alami nya, warna ini disebabkan oleh masih adanya kandungan lignin dalam pulp yang diukur sebagai kappa number. Jika kappa number diperoleh tinggi, maka warna warna pulp yang dihasilkan cenderung gelap begitu pun sebaliknya. Oleh karena itu, untuk menghilangkan kadar lignin maka dilakukan proses bleaching (pemutihan).
Ada 4 tahapan dalam proses bleaching, diantaranya adalah;
1. Tahapan D0 (Dioksida Awal);
2. Tahapan E&O (Ekstraksi & Oksigen); 3. Tahapan D1 (Dioksida 1);
4. Tahapan D2 (Dioksida 2).
dengan target yang diinginkan serta meningkatkan jumlah pemakaian bahan kimia lain nya pada tahapan selanjutnya. Pemakaian klorin dioksida menjadi faktor penting dalam proses delignifikasi ini tanpa merusak kadar serat dalam pulp sehingga standart mutu pulp yakni brightness dan viskositas pulp dapat tercapai. Oleh karena itu pemakaian ClO2 dalam mendegradasi kandungan lignin dalam pulp perlu diperhatikan untuk mencapai brightness yang diinginkan.
Berdasarkan pola pemikiran ini, penulis tertarik untuk menulis karya ilmiah dalam menyelesaikan Tugas Akhir Studi dengan judul;
“Pengaruh Kappa Number Dalam Pulp Terhadap Jumlah Pemakaian Klorin Dioksida (ClO2) Pada Tahap D0 Di Unit Bleaching Fiberline 2 Di PT. Riau Andalan Pulp And Paper.Tbk Pelalawan – Riau”.
1.2. Permasalahan
Pada proses bleaching merupakan suatu perlakuan dengan proses kimia terhadap pulp untuk mengubah atau menghilangkan bahan/zat warna sehingga pulp tersebut memiliki derajat kecerahan (brightness) yang lebih tinggi. Permasalahan yang ada dalam proses pemutihan adalah mengenai derajat kecerahan yang kadang-kadang berubah. Penyebab nya adalah kandungan lignin yang terdapat dalam pulp (bilangan kappa), dimana pemakaian bahan kimia bleaching dipengaruhi oleh bilangan kappa, sehingga terjadi pemborosan bahan kimia, biaya dan waktu produksi yang lebih banyak.
1.3. Tujuan
Adapun yang menjadi tujuan penulisan Karya Ilmiah ini adalah untuk mengetahui pengaruh hubungan kappa number terhadap jumlah pemakaian klorin dioksida (ClO2) serta penentuan bilangan kappa number optimum pada unit bleaching di tahap D0.
1.4. Manfaat
Sebagai informasi untuk mengetahui pengaruh kappa number terhadap jumlah pemakaian klorin dioksida (ClO2) untuk menghasilkan brightness pulp yang diinginkan serta mengetahui standar brightness pulp yang diproduksi oleh PT. Riau Andalan Pulp and Paper.Tbk.
BAB 2
TINJAUAN PUSTAKA
2.1. Teori Umum Kayu
Kayu merupakan salah satu produk alam yang sangat penting. Sekitar sepertiga luas permukaan lahan dunia tetutup oleh hutan yang mengadung persediaan pertumbuhan total kayu sekitar 300.000 juta m3. Selama abad ini konsumsi kayu dunia naik sangat tajam dan diramalkan akan terus naik dengan cepat.
Namun disisi lain kayu merupakan bahan dasar yang sangat modren. Kubah-kubah kayu yang besar dan perabot rumah yang indah membuktikan kegunaan dan keindahaan. Bahkan dalam bentuk alih seperti kayu lapis, dan papan serat, sehingga kayu telah menjadi bahan bagunan yang sangat berharga. Disamping itu, kayu
merupakan bahan dasar pulp dan kertas, serat, film dan produk-produk lainnya (Fengel,D. 1995).
2.2. Sifat-Sifat Umum Kayu
Sifat kayu dapat digolongkan menjadi 3 kelompok, yakni :
2.2.1. Sifat Fisik Kayu
Ada beberapa hal yang digolongkan dari sifat–sifat fisik kayu adalah; Berat jenis, Keawetan alami, Warna kayu, Higroskopis, Tekstur dan Serat.
1. Berat jenis
Berat jenis merupakan petunjuk yang sangat penting bagi aneka sifat kayu. Semakin berat kayu tersebut, umumnya makin kuat kayu nya. Semakin ringan suatu jenis kayu, akan berkurang pula kekuatannya. Berat antara lain ditentukan oleh dinding sel, kecilnya rongga sel yang membentuk pori-pori. Berat jenis diperoleh dari perbandingan antara berat suatu volume kayu dengan volume air yang sama pada suhu standar.
2. Keawetan alami kayu
Keawetan alami adalah ketahanan kayu terhadap serangan dari unsur-unsur perusak dari luar seperti; jamur, rayap, bubuk, dan makhluk lainnya yang diukur dengan jangka waktu tahunan. Keawetan kayu tersebut disebabkan oleh adanya suatu zat didalam kayu (zat ekstraktif) yang merupakan sebagian unsur racun bagi perusak-perusak kayu, sehingga perusak-perusak kayu tersebut tidak sampai masuk dan tinggal didalamnya serta merusaknya.
3. Warna kayu
4. Higroskopis
Kayu mempunyai sifat higroskopis yaitu dapat menyerap atau melepaskan air atau kelembapan. Kelembapan kayu sangat dipengaruhi oleh kelembapan dan suhu udara pada suatu saat. Semakin lembap udara sekitarnya akan semakin tinggi pula kelembapan kayu sampai tercapai kesetimbangan dengan lingkungannya.
5. Tekstur
Teksur adalah ukuran relatif sel-sel kayu, yaitu serat-serat kayu. Berdasarkan teksturnya, kayu digolongkan menjadi ;
a. Kayu yang bertekstur halus; Kayu Giam, Kayu Lara, dan Kayu Kulim b. Kayu bertekstur sedang; Kayu Kati, dan Kayu Sonokeling
c. Kayu bertekstur kasar; Kayu Kempas dan Kayu Meranti
6. Serat
Bagian ini terutama menyangkut sifat kayu yang menunjukkan arah umum sel-sel kayu didalam kayu terhadap sumbu batang pohol asal potongan tadi. Arah serat ditentukkan oleh alur-alur yang terdapat pada permukaan kayu. Kayu dapat dikatakan berserat lurus, jika arah sel-sel kayunya sejajar dengan sumbu batang. Jika arah sel-sel itu menyimpang atau membentuk sudut terhadap sumbu panjang batang dikatakan kayu itu berserat mencong.
2.2.2. Sifat Mekanik Kayu
Dalam hubungan ini dapat dibedakan beberapa macam kekuatan, sebagai berikut :
1. Kekerasan
Yang dimaksud kekerasan kayu adalah suatu ukuran kekuatan kayu menahan gaya yang membuat takik atau lekukan. Juga dapat diartikan sebagai kemampuan kayu untuk menahan kikisan atau abrasi dimana kekerasan juga merupakan suatu ukuran ketahanan kayu terhadap pengausan.
2. Kekakuan kayu
Kekakuan kayu suatu ukuran kekuatan kayu untuk mampu menahan perubahan bentuk atau lengkungan dimana sering disebut dengan istilah Modulus Elastisitas.
3. Keteguhan tarik
Keteguhan tarik kayu adalah kekuatan kayu untuk menahan muatan dari gaya-gaya yang berusaha menarik kayu, dimana kekuatan tarik terbesar pada kayu adalah sejajar arah serat.
2.2.3. Sifat Kimia Kayu
Komponen kimia dalam kayu mempunyai arti yang penting karena menentukan kegunaan sesuatu jenis kayu, juga dengan mengetahuinya dapat membedakan jenis-jenis kayu. Susunan kimia kayu digunakan sebagai pengenal ketahanan kayu terhadap makhluk penyerang kayu, selain itu dapat pula menentukan pengerjaan dan pengolahan kayu (Dumanauw,F.1995).
2.3. Komposisi Kimia Kayu
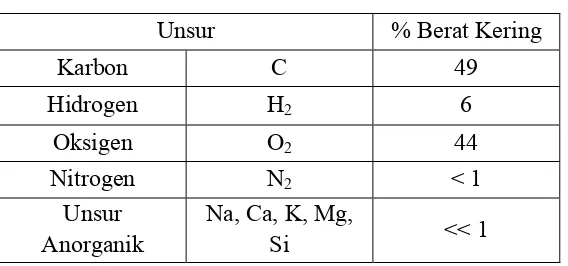
Nitrogen dan beberapa senyawa anorganik lainnya, seperti Natrium, Kalium, Kalsium, Magnesium dan Silikon, juga merupakan senyawa esensial yang kebanyakan terlibat dalam metabolisme siklus sel selama pembentukan dan pertumbuhan kayu.
Tabel 2.3 Komposisi Kimia Kayu
Pada tahap yang tertinggi, beberapa unsur – unsur ini membentuk molekul-molekul besar yakni polimer, yang mana Selulosa, Hemiselulosa, dan Lignin memainkan peranan penting pada penyusun dinding sel (Sixta,H. 2006).
2.4.Komponen Kimia Kayu
Komponen kimia bahan baku pulp merupakan suatu gabungan dari kelompok senyawa–senyawa kimia yaitu selulosa yang merupakan komponen penyusun utama, sedangkan komponen penyusun nya sering berkaitan dengan selulosa, yaitu hemiselulosa. Disamping selulosa dan hemiselulosa masih terdapat senyawa kimia yang lebih kompleks yaitu lignin yang berfungsi sebagai perekat antara kelompok selulosa dan senyawa kimia bermolekul rendah yang dapat larut dalam air atau pelarut organik yang disebut zat ekstraktif. Selain dari itu dalam kayu terdapat pula zat anorganik (mineral) dalam jumlah kecil.
Berdasarkan perbedaan komposisi kayu, kayu digolongkan menjadi dua
Unsur % Berat Kering
Karbon C 49
Hidrogen H2 6
Oksigen O2 44
Nitrogen N2 < 1
Unsur Anorganik
Na, Ca, K, Mg,
Tabel 2.4. Komposisi Rata – Rata dari Kayu Keras dan Kayu Lunak
Sumber : Buku Manual Training PT.Riau Andalan Pulp And Paper, Wood Yard.
2.4.1. Selulosa
Selulosa adalah bagian utama dari dinding sel kayu yang berupa polimer karbohidrat glukosa dan memiliki komposisi yang sama seperti pati. Beberapa molekul selulosa membentuk suatu rantai selulosa. Selulosa juga termasuk polisakarida yang mengidentifikasikan bahwa didalamnya terdapat senyawa gula. Rumus kimia selulosa adalah (C6H10O5)n dimana “n” adalah jumlah pengulangan unit glukosa.
Gambar 2.4.1. Struktur kimia molekul selulosa
Faktor–faktor yang memungkinkan selulosa digunakan untuk memproduksi pulp dan kertas adalah sebagai berikut :
a. Jumlah nya nya yang banyak sehingga harganya murah b. Secara alamiah berwarna putih
c. Zat ini umumnya berbentuk serat dan kekuatan tarik nya sangat tinggi d. Tidak dapat larut dalam air dan pelarut organik
e. Tahan terhadap sejumlah bahan kimia.
Komponen % Komposisi
Kayu Keras (Hardwood) Kayu Lunak (Softwood)
Selulosa 45 ± 2 % 42 ± 2 %
Hemiselulosa 30 ± 5% 27 ± 2 %
Lignin 20 ± 4 % 28 ± 3 %
[image:24.595.138.511.480.554.2]2.4.2. Hemiselulosa
Hemiselulosa juga merupakan yang dibentuk dari gula sebagai komponen utamanya. Berbeda dengan selulosa yakni hanya merupakan polimer dari 5 jenis polimer yang berbeda yaitu Glukosa, Manosa, Galaktosa, Xylosa dan Arabinosa. Hemiselulosa memiliki derajat polimerisasi 300 ke bawah. Selama pembuatan pulp, hemiselulosa lebih cepat bereaksi dibandingkan selulosa. Selulosa cukup tahan dalam proses pembuatan pulp dan pemutihan pulp (bleaching) sedang kan hemiselulosa akan mengalami degradasi dan sebagian terbuang.
2.4.3. Lignin
Lignin adalah polimer yang sangat kompleks yang tersusun dari unit-unit fenil propana yang membentuk dinding sel pada kayu. Lignin merupakan komponen non-karbohidrat utama pada kayu dan juga merupakan perekat antara serat–serat kayu. Komponen ini harus dihilangkan pada proses pemutihan agar mutu pulp yang dihasilkan lebih baik karena lignin dapat menyebabkan pulp berwarna coklat.
Lignin dapat dihidrolisis dan diekstraksi dari kayu atau diubah menjadi turunan yang dapat larut. Turunan lignin yang dapat larut dibentuk dengan memperlakukan kayu pada suhu tinggi dan memberikan larutan yang mengandung Belerang Oksida (SO2) dan ion–ion Hidrogen Sulfida (H2S). Lignin juga dapat larut sebagai alkali lignin pada kayu dengan suhu tinggi (170oC) dengan menambahkan NaOH dan Na2S (Annonim, 1995).
2.4.4. Zat ekstraktif
Asam lemak, resin, lilin, terpentin dan senyawa–senyawa fenol adalah beberapa kelompok yang menyusun zat ekstraktif. Kebanyakan bahan–bahan ekstraktif ini dihilangkan dalam pembuatan pulp dengan proses kraft.
Lemak, asam lemak dan resin dapat diubah menjadi sabun dengan proses kraft dan dapat dilarutkan dalam larutan pemasak. Sabun–sabun ini nantinya dapat dipisahkan dari lindi hitam atau diubahkan kembali menjadi minyak Tall. Beberapa zat ekstraktif yang tidak terlarut dapat menyebabkan masalah pada proses kraft dalam pembuatan pulp dan pembuatan kertas, dimana akan membentuk tumpukan yang akan lengket pada peralatan seperti saringan dan kabel (Annonim, 1994).
2.5. Teori Umum Pulp
Pulp adalah produk utama kayu, terutama digunakan untuk pembuatan kertas, tetapi juga diproses menjadi berbagai turunan selulosa, seperti sutera rayon dan selofan. Tujuan utama dari pembuatan pulp kayu adalah untuk melepaskan serat-serat yang dapat dikerjakan secara kimia atau secara mekanik atau dengan kombinasi dua tipe perlakuan tersebut. Pulp-pulp perdagangan yang umum dapat dikelompokkan menjadi tipe-tipe kimia, semi kimia, kimia mekanik. Istilah-istilah “Pulp Rendemen Tinggi” sering secara bersama digunakan untuk tipe-tipe yang berbeda dari pulp-pulp yang kaya lignin yang memerlukan defibrasi secara mekanik.
Pembuatan pulp secara kimia adalah proses dalam mana lignin dihilangkan sama sekali hingga serat-serat kayu mudah dilepaskan pada pembongkaran dari bejana-bejana pemasak (digester) atau paling tidak setelah perlakuan mekanik lunak. Hampir semua produksi pulp kimia didunia saat ini didasarkan pada proses-proses sulfit dan sulfat (kraft).
Karbonat, diubah kembali menjadi Natrium Hidroksida dan Kalsium Hidroksida (kaustisasi), karena Natrium Karbonat digunakan untuk imbuhan, maka proses pemasakan dinamakan proses soda.
Sejak tahun 1960-an produksi pulp kraft juga telah naik lebih cepat dari pada pulp sulfit karena beberapa faktor seperti pemulihan bahan kimia yang lebih sederhana dan lebih ekonomis dan sifat-sifat pulp yang lebih baik dalam hubungannya dengan kebutuhan pasar. Pengenalan bahan-bahan pengelantang yang efektif, terutama Klorin Dioksida telah menghapuskan kesukaran-kesukaran terdahulu mengenai pengelantangan pulp-pulp kraft menjadi derajat putih yang tinggi dan pra-hidrolisis kayu telah memungkinkan untuk menghasilkan pulp-pulp pelarutan (dissolving pulp) berkualitas tinggi dengan proses kraft.
Proses kraft ini juga mempunyai sisi kelemahan yang sukar diatasi yaitu gas-gas berbau tidak enak dan kebutuhan bahan kimia pengelantang yang tinggi pada pulp-pulp kraft kayu lunak. Namun menurut perkembangan terakhir dapat diharapkan bahwa modifikasi-modifikasi baru akan membawa perbaikan-perbaikan dalam hal kebutuhan-kebutuhan lingkungan (Sjostrom, 1995).
Untuk memisahkan serat selulosa dari bahan berserat seperti kayu dapat dilakukan dengan 3 metode pemisahan, yakni :
1. Metode Pembuatan Pulp Secara Mekanik 2. Metode Pembuatan Pulp Secara Semikimia 3. Metode Pembuatan Pulp Secara Kimia.
Adapun pembuatan pulp secara kimia dapat dikelompokkan kedalam 3 bagian, yakni :
Pembuatan pulp secara mekanik, serat–serat dipisahkan melalui energi mekanik. Pada proses ini diperlukan penggilingan kayu secara basah untuk mendapatkan hasil serat pulp 90-95 % tetapi dapat menyebabkan kerusakan pada serat.
Prinsip pembuatan pulp secara mekanik adalah menguraikan atau memisahkan serat yang ada dalam kayu secara paksa dengan energi mekanik dan tidak menggunakan bahan kimia. Pembuatan pulp dengan cara ini jarang digunakan karena membutuhkan biaya yang besar, pulp yang dihasilkan sulit untuk diputihkan, dan pada umum nya digunakan untuk bahan baku kertas koran.
2.5.2. Pembuatan Pulp Secara Semikimia
Pembuatan pulp secara semikimia terdiri dari dua tahap. Tahap pertama menggunakan bahan kimia, yang bertujuan untuk menghilangkan sebagian hemiselulosa dan lignin, kemudian tahap yang kedua dengan pelaksanaan mekanik untuk memisahkan seratnya. Hasil pulp yang dihasilkan dari proses ini sulit diputihkan dan umumnya digunakan untuk bahan baku kantong semen (Anonim, 1995).
2.5.3. Pembuatan Pulp Secara Kimia
Pembuatan pulp secara kimia adalah proses pembuatan pulp dengan menggunakan bahan kimia untuk bagian–bagian kayu yang tidak digunakan, sehingga pulp yang dihasilkan berkadar selulosa yang tinggi. Hasil pulp mudah diputihkan dan umum nya untuk membuat kertas tissue dan kertas cetak. Kekurangan dari proses ini menghasilkan sekitar 45–50 % serat.
Ada 3 macam proses pembuatan pulp secara kimia, yaitu sebagai berikut :
a. Proses Sulfit
dengan penggunaan yang disebut basa-basa yang larut, yang pengganti Kalsium dengan Magnesium, Natrium atau Amonium yang memberikan jauh lebih banyak keluwesan dalam pengaturan kondisi pemasakan yang meperluas baik bahan dasar yang digunakan maupun produksi tipe–tipe pulp.
Keuntungan proses sulfit yang telah diketahui terhadap pulp kraft adalah :
a. Rendemen yang lebih tinggi pada bilangan kappa tertentu, yang mengakibatkan kebutuhan kayu lebih rendah
b. Derajat putih pulp yang tidak dikelantang lebih tinggi c. Persoalan pencemaran sangat sedikit
d. Biaya instalisasi lebih rendah
e. Keluwesan lebih tinggi dalam rendemen dan kualitas pulp.
b. Proses Soda
Pembuatan pulp pada proses soda digunakan Natrium Hidroksida (NaOH) sebagai lindi pemasak dan lindi–lindi bekas yang dihasilkan, dipekatkan dengan cara penguapan dan dibakar. Lemburan, yang terdiri atas Natrium Karbonat (Na2CO3), diubah kembali menjadi Natrium Hidroksida dengan Kalsium Hidroksida (kostisasi), karena Natrium Karbonat digunakan untuk imbuhan, maka proses pemasakan dinamakan proses soda (Fengel,D 1995).
c. Proses Sulfat (Kraft)
Zat kimia yang memiliki peranan yang cukup besar di dalam proses ini adalah Natrium Sulfida (Na2S) dan Natrium Hidroksida (NaOH).
Ada nya Natrium Sulfida (Na2S) sangat penting karena dapat mengurangi kerusakan pada karbohidrat dan memberikan hasil pulp yang mempunyai kekuatan yang lebih baik (Anonim, 1995).
Proses pembuatan pulp berdasarkan metode kraft dapat dilakukan dengan larutan yang terdiri dari Natrium Hidroksida (NaOH) dan Natrium Sulfat (Na2S), yang disebut “lindi putih”. Berdasarkan pada istilah-istlihah yang digunakan dalam defisini hal tersebut, dimana semua bahan-bahan kimia dapat dihitung sepadan dengan natrium yang dinyatakan sebagai berat Natrium Hidroksida (NaOH) atau Natrium Oksida (Na2O).
Total alkali (TA) : Semua garam-garam natrium
Titratablealkali (TTA) : NaOH + Na2S + Na2CO3
Aktif alkali : NaOH + ½ Na2S
Efisiensi natrium : 100 %
Sulfiditi : 100 % (Carlon,W. 1996 ).
Keuntungan dan kerugian dari pembuatan pulp Proses Kraft ,yaitu :
a. Keuntungan :
‐ Pulp yang dihasilkan lebih kuat
‐ Proses pemasakan lebih pendek
‐ Sistem pengolahan recovery bahan kimia nya sangat baik
b. Kerugian :
‐ Timbulnya masalah polusi udara
‐ Derajat kecerahan pulp sebelum dikelantang sangat rendah
‐ Pulp sangat susah untuk dikelantang
‐ Biaya investasi pembagunan proyek sangat tinggi (Scot,W.E.1995).
2.6. Proses pembuatan pulp
Proses pembuatan pulp di PT. Riau Andalan Pulp And Paper pada Fiberline 2 menggunakan metode kraft dengan proses sistem super bacth. (Lampiran 1)
2.6.1. Persiapan dan Pengolahan Kayu
Kayu yang di peroleh dari Hutan Tanaman Industri (HTI) akan masuk kedalam tahapan logging. Logging merupakan proses pengolahan untuk memproduksi gelondongan kayu, yang tahapan proses nya meliputi: Penebangan (Felling), Penyeradaan (Skedding), Pemotongan (Bucking), Bongkar muat (Loading & Unloading) sampai pada pengangkutan untuk dikirim ke lokasi pabrik pulp.
Kayu dari hutan disimpan di wood yard yang selanjutnya kayu-kayu tersebut diproses di wood room yang tahapan nya meliputi: Pengulitan (Debarking), Penyerpihan (Chipping), Penyimpanan serpihan kayu (Chip Storaging) dan Penyaringan serpihan kayu (Chip Screening). Tujuan dari tahap ini untuk menjamin kualitas kayu dan menghasilkan chip kayu yang berukuran seragam yang diperlukan untuk pemasakan pulp.
(NaOH) dan Natrium Sulfida (Na2S). Proses pemasakan dilakukan pada suhu 165oC– 170oC. Jumlah siklus waktu pemasakan ini berlangsung selama ± 260 menit.
Uraian siklus pemasakan dengan sistem super bacth digester adalah ;
1. Tahap Pengisian Chip (Chip Filling)
Pengisian chip adalah proses pengisian serpihan kayu (chip) yang dikirim dari pemapungan chip dengan menggunakan belt conveyor ke chip silo, dari chip silo serpihan dimasukkan ke digester dengan menggunakan screw conveyor. Selama pengisian chip, udara didalam digester dihilangkan melalui saringan sirkulasi. Proses pengisian chip berlangsung selama 30 menit.
2. Tahap Pengisian Larutan Lindi Hitam (Warm Black Liquor)
Setelah pengisian chip dilakukan, larutan lindi hitam di pompakan. Proses ini disebut impregnasi. Liquor bersuhu 100oC ini akan dipompakan ke dasar digester secara kontiniu. Fungsi nya adalah menyempurnakan udara didalam rongga-rongga chip kayu dengan udara di dalam digester dan pemanasan awal yang bertujuan untuk penetrasi dan difusi chip agar reaksi kimia antara serpihan kayu dengan alkali aktif terdispersi secara homogen. Proses impregnasi ini berlangsung selama 30 menit.
3. Tahap Pengisian Hot Black Liquor dan Hot White Liquor
Proses pengisian hot black liquor bertujuan untuk menaikkan panas dari warm black liquor pada suhu dibawah ± 100oC digantikan oleh hot black liquor pada suhu ± 140oC pada siklus digester. Proses pengisian ini berlangsung selama 25 menit.
Setelah hot black liquor dipompakan ke digester, berikut nya secara bersama hot white liquor di pompa kan. Hot white liquor ini merupakan bahan kimia utama dalam proses pemasakan. Proses pengisian ini berlangsung selama 21 menit.
4. Tahap Proses Pemanasan (Heating) dan Pemasakan (Cooking)
dengan tekanan medium yang dimasukkan kedalam jalur sirkulasi digester. Pada fase pemasakan yaitu bertujuan untuk mempertahan kan suhu pada ± 170oC sampai pada waktu yang diperlukan. Proses pemanasan dan pemasakan ini berlangsung selama 90 menit.
5. Tahap Displacment dan Discharging
Bila fase pemasakan sudah dilakukan, selanjut nya adalah fase displacement, yakni bertujuan untuk menghentikan reaksi pemasakan dan merupakan tahap pencucian awal. Tahapan ini berlangsung selama 20 menit. Pada tahap discharging adalah proses pemompaan pulp yang sudah masak di digester ke tanki penampungan (discharge tank).
2.6.3. Tahap Pencucian Pulp (Washing)
Pulp dari hasil pemasakan di digester yang dikirim ke sistem pembersihan atau pencucian, dimana tujuan nya untuk memisahkan material–material yang tidak diinginkan yang terdapat dalam pulp. Sebagai persiapan sebelum proses delignifikasi oksigen.
Dalam proses ini secara kontiniu memisahkan kotoran dari hasil pemasakan di digester yang meliputi tahap sebagai berikut :
1. Deknotting
Tujuan dari deknotting adalah untuk memisahkan material–material yang memiliki ukuran dimensi yang lebih besar daripada saringan yakni untuk memisahkan chip– chip yang tidak matang dari pulp (knot).
3. Screening (Penyaringan)
Tujuan dari penyaringan pada tahap ini adalah untuk memisahkan kotoran–kotoran berdasarkan berat dan dimensi lebih besar daripada serat (fiber).
2.6.4. Tahap Delignifikasi Oksigen
Proses delignifikasi oksigen merupakan kelanjutan dari proses pemasakan di digester yang tujuannya untuk menurunkan kadar lignin dalam pulp sebelum dilakukan proses pengelantangan (bleaching). Bahan kimia yang aktif dalam proses reaksi delignifikasi oksigen adalah gas oksigen dan lindi putih (NaOH, Na2S dan Na2CO3) khusus nya NaOH yang ditambahkan untuk memperoleh suasana basa.
2.6.5. Tahap Pemutihan (Bleaching)
Pemutihan telah dirancang untuk meningkatkan derajat kecerahan pulp dan kemurnian pulp. Tahap ini mampu menghilangkan atau memutihkan bahan berwarna (khromofor) dari pada pulp.
Proses pemutihan dapat dianggap sebagai sebuah lanjutan proses pemasakan yang dimaksudkan untuk memperbaiki brightness dan kemurnian dari pada pulp. Hal ini dicapai dengan cara menghilangkan atau memutihkan bahan pewarna yang tersisa pada pulp. Lignin yang tersisa adalah suatu zat yang paling dominan untuk menghasilkan warna pada pulp oleh karena itu, ini harus dihilangkan atau diputihkan. Pengurangan kandungan resin didalam pulp juga merupakan faktor lain yang penting dalam proses pemutihan.
Warna pada pulp yang belum diputihkan umumnya disebabkan oleh lignin yang tersisa. Penghilangan lignin dapat lebih banyak pada proses pemasakan, tetapi akan mengurangi hasil yang banyak sekali dan merusak serat, sehingga menghasilkan kualitas pulp yang rendah.
kehilangan sebagian dari hasil pada proses pemutihan, yang mana ini adalah diantara 5% sampai dengan 10% (dihitung dari mulai pulp yang telah selesai dimasak), tergantung kepada metoda pemasakan dan sasaran brightness dari pulp.
Tujuan dari proses pemutihan adalah untuk menghasilkan derajat putih (brightness) pulp,meningkatkan kemurnian pulp, mengurangi kandungan resin dengan cara menghilangkan lignin yang tersisa pada proses pemasakan dan delignifikasi oksigen. Parameter dasar dalam proses bleaching pulp adalah jenis bahan kimia yang digunakan, strenght bahan kimia, waktu, temperatur, dan pH yang terdapat dalam setiap tahapan proses bleaching (Anonim, 1995).
Menurut Fengel,D.1995 mengatakan bahwa banyak nya lignin yang tersisa (biasanya dinyatakan dalam bilangan kappa) merupakan kriteria apakah pulp akan digunakan sebagai kualitas kertas yang tidak akan dikelantang atau kertas kualitas cetak yang dikelantang. Biasanya pulp yang tidak dikelantang mempunyai warna gelap (derajat putih rendah), yang terutama disebabkan oleh gugus-gugus khromofor dalam lignin yang tersisa, yang dibentuk selama pemasakkan alkalis.
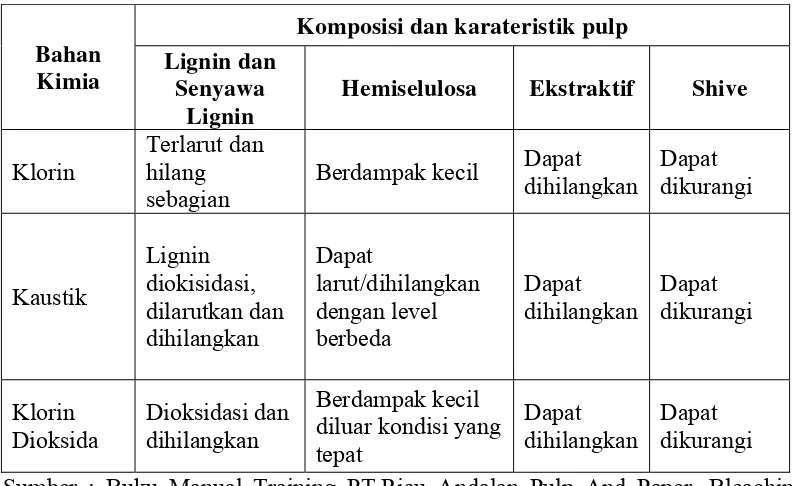
Tabel 2.6.5. Dampak Variasi Dari Setiap Bahan Kimia Bleaching
Bahan Kimia
Komposisi dan karateristik pulp Lignin dan
Senyawa Lignin
Hemiselulosa Ekstraktif Shive
Klorin
Terlarut dan hilang sebagian
Berdampak kecil Dapat dihilangkan Dapat dikurangi Kaustik Lignin diokisidasi, dilarutkan dan dihilangkan Dapat larut/dihilangkan dengan level berbeda Dapat dihilangkan Dapat dikurangi Klorin Dioksida Dioksidasi dan dihilangkan Berdampak kecil diluar kondisi yang tepat
Dapat dihilangkan
Dapat dikurangi Sumber : Buku Manual Training PT.Riau Andalan Pulp And Paper, Bleaching Plant.
Proses pemutihan ini terdiri dari 4 tahapan (Lampiran 2), yakni adalah :
2.6.5.1.Tahap 1 Klorin Dioksida (D0)
Proses pemutihan pada tahap ini, bahan yang digunakan dengan jenis Element Chlorine Free (ECF), dimana tidak menggunakan unsur klor (Cl2) murni tetapi menggunakan senyawa Klorin Dioksida (ClO2).
Pada proses klorinasi terhadap pulp, gas klorin harus larut dan bereaksi secara menyebar terhadap serat pulp. Reaksi klorin dengan lignin adalah sangat cepat dimana klorin bereaksi dengan lignin secara oksidasi dan subsitusi. Reaksi–reaksi ini mengeluarkan lignin dan oleh karena itu, beberapa akan terlarut dalam tahap klorinasi
Subtitusi : Cl2 + (lignin) (lignin) – Cl + HCl
Tujuan dari tahap ini untuk merusak dan memisahkan struktur lignin yang terdapat dalam selulosa. Derajat kecerahan yang diperoleh pada tahap ini adalah 40 – 65 % ISO.
Kondisi pemutihan di tahap D0 ini adalah;
1. Konsitensi : 11 %
2. Suhu : 70-73oC
3. pH : 2.4 – 2.6
4. Waktu reaksi : 60 menit 5. Brightness : 63 – 65 % ISO
Penambahan klorin dioksida pada tahapan pertama di proses bleaching mempunyai banyak keuntungan yaitu ;
1. Pemakaian bahan kimia lebih sedikit,
2. Hasil yang lebih tinggi dan biaya yang lebih murah, 3. Shive dan dirt yang lebih sedikit,
4. Brightness lebih stabil, 5. BOD dan COD lebih rendah.
Variabel-variabel yang berpengaruh pada tahap D0 adalah ;
1. Pemakaian klorin
Namun, pada suhu rendah residual klorin akan tinggal di dalam pulp pada saat keluar dari tabung klorinasi.
2. Temperatur
Suatu reaksi dapat terjadi dengan cepat pada temperatur yang tinggi dan lambat pada temperatur yang rendah. Temperatur yang ditingkatkan setidaknya meningkatkan dengradasi pulp. Tinggi nya temperatur juga dapat meningkatkan pemakaian klorin dan jika jumlah pemakaian ini tidak dikontrol, hal tersebut akan meningkatkan degradasi.
3. Waktu
Bilangan kappa berkurang dengan suatu kenaikan terhadap waktu reaksi pada saat parameter-parameter lainnya dijaga tetap. Hal ini secara terus menerus berkurang setelah suatu reaksi dengan waktu yang sangat lama. Ada dua bentuk reaksi untuk menghilangkan lignin, sebuah tahap awal delignifikasi yang sangat cepat diikuti dengan sebuah akhir delignifikasi yang lambat. Masing-masing mereka disebut eliminasi lignin yang bersifat mudah dan eliminasi lignin dengan cara lambat.
4. Pengadukkan
Pengaduk dipakai untuk menjamin hasil pengadukan yang sempurna. Tujuan dari pengadukkan adalah untuk penyebaran klorin dioksida dan klorin secara merata didalam pulp. Pengadukkan yang baik sangat penting dalam kendali kemampuan sensor on-line dalam tahap klorinasi. Pengadukkan yang buruk dapat mengakibatkan hilangnya strenght pulp dan residual klorin kurang sempurna bereaksi (Anonym,1994).
2.6.5.2. Tahap 2 Ekstraksi & Oksidasi (E&O)
Adapun kondisi pemutihan pada tahap E&O ini adalah:
1. Konsitensi : 11-12%
2. Suhu : 80-90oC
3. pH : 10.8-11.58
4. Waktu reaksi : 90-120 menit 5. Brightness : 80-82 % ISO
2.6.5.3. Tahap 3 Dioksida I (D1)
Pada tahap ini merupakan tahap utama yang terjadi antara klorin dioksida (ClO2) dan lignin yang bertujuan untuk meningkatkan derajat putih pulp. Bahan kimia yang digunakan adalah klorin dioksida (ClO2).
Penambahan ClO2 pada tahap ini lebih sedikit dibandingkan pada tahap D0, dengan konsentrasi kimia yang lebih rendah, reaksi klorin dapat terjadi dengan waktu yang lebih lama dan dengan temperatur yang lebih tinggi dari pada pada tahap D0 tanpa mengurangi hasil dan kekuatan serat pulp. Derajat keputihan yang diperoleh pada tahap ini adalah 88 – 89.0 % ISO.
Adapun kondisi pemutihan pada tahap ini adalah:
1. Suhu : 70-75oC
2. pH : 4.0-4.5
3. Waktu reaksi : 180 menit 4. Brightness : 88.5-89.5 % ISO
Tahap D2 dalam tahap bleaching yang dirancang dan dioperasikan sama seperti tahap D1 yang semua kandungan lignin telah dihilangkan. Penambahan ClO2 pada tahap ini adalah untuk menghilangkan senyawa lain yang mengandung warna dalam pulp untuk meningkatkan derajat kecerahan pulp.
Adapun kondisi pemutihan pada tahap ini adalah:
1. Konsitensi : 10-13%
2. Suhu : 70-75oC
3. pH : 4.0-4.5
4. Waktu reaksi : 180 menit 5. Brightness : 90-90.5 % ISO
2.7. Bilangan Kappa (Kappa Number)
Bilangan kappa merupakan kandungan lignin dalam pulp yang menandakan derajat delignifikasi. Hubungan antara kappa number dengan kandungan lignin adalah
% Lignin = 0.147 x Kappa Number
Sebelum kappa masuk kedalam proses bleaching, maka perlu dilakukan pengukuran bilangan kappa pada tahap sebelum nya:
1. Bilangan kappa pada Pre-O2
Tujuan dari pengukuran bilangan kappa pada tahap ini adalah untuk mengevaluasi keefektifan proses pemasakan pulp sebelum nya dan sebagai referensi untuk mengetahui reduksi kappa pada tahap selanjut nya sehingga akan dikehendaki seberapa banyak bahan kimia yang akan diberikan pada tahap delignifikasi oksigen.
2. Bilangan kappa pada Post-O2
Tujuan dilakukan pengukuran tahap ini adalah untuk mengevaluasi keefektifan proses delignifikasi oksigen dan untuk memprediksi konsumsi bahan kimia pada proses bleaching
Bilangan kappa yang terlalu tinggi yang masuk kedalam proses bleaching, akan menyebabkan tinggi nya bahan kimia yang dibutuhkan, susah untuk di bleaching, serta memungkinkan untuk terjadi masalah pada produk akhir pulp seperti dirt count dan shive, dan kontribusi meningkat nya COD (Chemical Oxygen Demand), sedangkan jika bilangan kappa terlalu rendah, kebutuhan bahan kimia pada proses bleaching juga rendah, mudah untuk di bleaching, tetapi memungkinkan terjadinya kerusakan serat (Anonim, 2000).
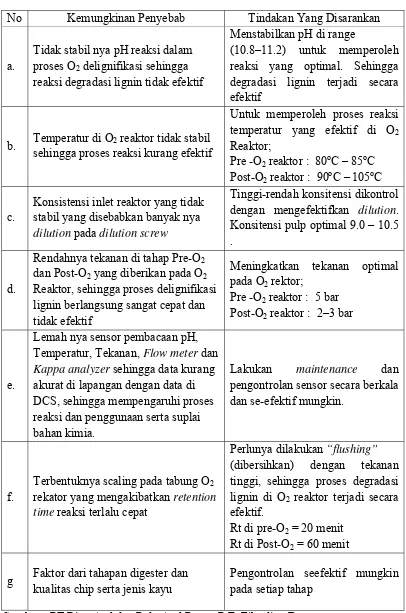
Tabel 2.7. Penyebab Ketidakstabilan Bilangan Kappa
No Kemungkinan Penyebab Tindakan Yang Disarankan
a.
Tidak stabil nya pH reaksi dalam proses O2 delignifikasi sehingga reaksi degradasi lignin tidak efektif
Menstabilkan pH di range
(10.8–11.2) untuk memperoleh reaksi yang optimal. Sehingga degradasi lignin terjadi secara efektif
b. Temperatur di O2 reaktor tidak stabil sehingga proses reaksi kurang efektif
Untuk memperoleh proses reaksi temperatur yang efektif di O2 Reaktor;
Pre -O2 reaktor : 80oC – 85oC Post-O2 reaktor : 90oC – 105oC
c.
Konsistensi inlet reaktor yang tidak stabil yang disebabkan banyak nya dilution pada dilution screw
Tinggi-rendah konsitensi dikontrol dengan mengefektifkan dilution. Konsitensi pulp optimal 9.0 – 10.5 .
d.
Rendahnya tekanan di tahap Pre-O2 dan Post-O2 yang diberikan pada O2 Reaktor, sehingga proses delignifikasi lignin berlangsung sangat cepat dan tidak efektif
Meningkatkan tekanan optimal pada O2 rektor;
Pre -O2 reaktor : 5 bar Post-O2 reaktor : 2–3 bar
e.
Lemah nya sensor pembacaan pH, Temperatur, Tekanan, Flow meter dan Kappa analyzer sehingga data kurang akurat di lapangan dengan data di DCS, sehingga mempengaruhi proses reaksi dan penggunaan serta suplai bahan kimia.
Lakukan maintenance dan pengontrolan sensor secara berkala dan se-efektif mungkin.
f.
Terbentuknya scaling pada tabung O2 rekator yang mengakibatkan retention time reaksi terlalu cepat
Perlunya dilakukan “flushing”
(dibersihkan) dengan tekanan tinggi, sehingga proses degradasi lignin di O2 reaktor terjadi secara efektif.
Rt di pre-O2 = 20 menit Rt di Post-O2 = 60 menit
g Faktor dari tahapan digester dan kualitas chip serta jenis kayu
Pengontrolan seefektif mungkin pada setiap tahap
Adapun Parameter yang mempengaruhi harga bilangan kappa dalam proses sebelum tahapan bleaching adalah:
a. Temperatur
Kappa number dipengaruhi oleh temperatur proses, hal ini menunjukan bahwa semakin tinggi suhu yang digunakan pada proses delignifikasi oksigen di O2 reaktor maka harga bilangan kappa akan semakin rendah, karena suhu yang tinggi mengoptimalkan kinerja O2 dalam mendegrasi lingin dapat terjadi dengan sempurna, sehingga diperoleh harga bilangan kappa yang rendah. Begitu sebalik nya, apabila suhu reaktor proses rendah, maka degradasi lignin kurang efektif.
b. Waktu
Kappa number berbanding terbalik dengan waktu, dimana harga bilangan kappa akan menurun seiring lama nya waktu reaksi dan proses itu terjadi. Ini menunjukan bahwa lebih mudah mendegradasi lignin dengan waktu yang lama dibandingkan dengan waktu yang cepat.
c. pH reaksi
pH berpengaruh terhadap reaksi degradasi lignin. Oleh karena itu, jika pH reaksi rendah/tinggi menyebabkan reaksi tidak berlangsung sempurna sehingga penurunan bilangan kappa tidak efektif.
d. Konsitensi
BAB 3
METODOLOGI
3.1. Peralatan dan Bahan 3.1.1. Peralatan
Peralatan yang digunakan adalah :
1. Peralatan Gelas a. Pipet
b. Beaker 2000 ml Vit Lab
c. Termometer 100oC d. Corong Bucher e. Pipet Tetes
f. Buret Digital 25 ml Brinkman g. Tabung Reaksi
h. Labu Filtrat
2. Stopwatch VWR
3. Kertas Saring 4. Pengukur Slinder
5. Timbangan Neraca Analitik Metteler Toledo
6. Magnetic Stirer
7. Botol Deminwater 200 ml
8. Oven
9. Mesin Stirer Pyro Multi Magnetstir 10.Penyaring Mesh Shieve
12.Unbleach Tower (High Density Tower)
Suatu wadah penyimpanan bubur pulp sementara setelah melalui proses pemasakan sampai proses pencucian sebelum ke tahap proses pemutihan.
13.Dillution Screw
Suatu alat yang berfungsi untuk mengurangi konsitensi bubur pulp menjadi 10 – 12 % dan berfungsi sebagai tempat penambahan dilusi.
14.Stand Pipe
Untuk menerima bubur pulp dari dillution screw dan mengantarkan bubur pulp secara konstan ke Pompa medium konsitensi.
15.Pompa Medium Konsitensi
Untuk menghantarkan bubur pulp dari stand pipe melewati Mixer ke menara D0. 16.Mixer (Alat Pencampur)
Alat yang befungsi untuk mencampurkan bahan kimia Klorin Dioksida dengan bubur pulp secara merata.
17.Menara Klorin Dioksida (Chlorine dioxide D0 Tower)
Menara klorin dioksida adalah tanki untuk mereaksikan bubur pulp dengan bahan kimia ClO2 sehingga bubur pulp coklat akan menjadi agak putih dengan terjadinya reaksi tersebut.
18.Twin Roll Press Washer (Alat Pencuci)
Alat pencuci bubur pulp yang berasal dari Menara klorin dioksida D0 sehingga klorin dioksida dapat larut dan tidak terikut kedalam proses pemutihan selanjutnya. 19.Filtrat Tank (Tanki Filtrasi)
3.1.2. Bahan
Bahan–bahan yang digunakan adalah :
1. Bubur pulp 2. Klorin Dioksida 3. Asam Sulfat 4. Air
5. Larutan KMnO4 0.1 N 6. Larutan Na2S2O3 0.1 N 7. Larutan H2SO4 4 N 8. Larutan KI 1 N 9. Indikator Starch 10. Air Demineralisasi
3.2. Prosedur Kerja Pemutihan Di Tahap D0 dan Penentuan Harga Bilangan Kappa
3.2.1. Prosedur Kerja Pemutihan Pulp Di Tahap D0 Di Lapangan
Untuk menyelesaikan permasalahan yang akan dibahas, adapun metoda kerja yang dilakukan dilapangan adalah:
a. Mengamati proses pencucian pulp (washing plant) sampai ke proses pengelantangan pulp (bleaching plant) untuk memperoleh brightness dan chemical consumption dimana data diperoleh dari DCS (Distribusi Control System).
b. Mempelajari fungi peralatan yang digunakan pada proses pengelantangan pulp. c. Mengamati, mempelajari dan mencatat variable-variabel operasi yang
Prosedur kerja yang dilakukan :
1. Bubur pulp yang telah mengalami proses pencucian ditampung di Unbleach tower (High density Tower). Pulp dari Unbleach HD tower dipompakan menuju Twin Roll Press Washer.
2. Dicuci pulp di Twin Roll Press Washer, dikontrol konsitensi pulp yang akan keluar dari washer sekitar30-32%.
3. Dialirkan Bubur pulp yang telah dicuci menuju kedalam dillution screw lalu diinjeksikan dilusi Asam Sulfat (H2SO4) kedalam nya untuk menghasilkan stock pulp bersuasana asam dengan pH sekitar 2.0–2.5, ditambahkan air panas dengan tekanan rendah untuk memanaskan stock pulp hingga mencapai temperatur 70o C. Dikontrol pH bubur pulp dan konsitensi pulp yakni sekitar 10–12 %.
4. Stock pulp yang berkonsistensi 10-12 % masuk kedalam stand pipe lalu dipompakan menuju mixer (alat pencampur) dengan kecepatan pompa yang bervariasi bergantung kapasitas produksi.
5. Ditambahkan klorin dioksida (ClO2) kedalam mixer, lalu dilakukan pengadukan secara merata didalam mixer.
6. Dipompa bubur pulp yang telah tercampur dengan ClO2 ke menara klorinasi D0 stage dengan kecepatan pompa yang bervariasi. Agar reaksi terjadi sempurna maka periode waktu yang dibutuhkan adalah selama 60 menit di menara D0. 7. Dikeluarkan stock pulp dari bagian atas menara klorinasi secara gravitasi dan
dipompa menuju Twin Roll Press Washer selanjutnya untuk dilakukan pencucian. 8. Dipompakan kembali Stock pulp menuju dillution screw lanjutan untuk dikirim ke
tahapan pemutihan selanjutnya.
Pengambilan sampel dilakukan pada tangki Twin Roll Press 2nd Post milik PT. Riau Andalan Pulp And Paper. Dalam hal ini pengambilan sampel dilakukan setiap 1 kali per shift apabila pabrik melakukan proses setiap hari.
Proses pengambilan sampel :
Diambil sampel dengan menggunakan ember kecil, dengan cara dicedokkan ember tersebut ke dalam washer tank. Sampel inilah kemudian yang akan dianalisa di Laboratorium Quality control.
a. Persiapan Sampel
1. Diaduk sampel selama 1 menit
2. Dibilas sampel dengan air denim dengan menggunakan penyaring mesh untuk memisahkan shive dari pulp yang akan dianalisa.
3. Dimasukkan 10–15 gram pulp lalu ditambahkan 400 ml air denim dan diaduk. 4. Diletakkan kertas saring pada corong bucher, disaring dengan vacum sampai
kering
5. Didiamkan sampel selama 20 menit pada suhu kamar diatas timbangan sampel pad.
6. Di bagi sampel dalam 2 bagian ;
a. Ditimbang 2-3 gram pulp untuk diukur berat oven dry nya. dikeringkan dalam oven dengan suhu 150oC, lalu dicatat berat nya.
b. Prosedur Kerja
1. Diisikan 800 ml air denim kedalam beaker lalu ditambahkan 100 ml larutan H2SO4 4 N.
2. Dimasukkan sampel kedalam beaker lalu dimasukkan magnetik stirer kedalam beaker dan diletakkan diatas stirer pad dan dinyalakan.
3. Diaduk larutan hingga fiber homogen.
4. Ditambahkan 100 ml larutan KMnO4 0.1 N lalu diamkan selama 10 menit sambil diaduk dengan menggunakan magnetik stirer.
5. Ditambahkan 20 ml larutan KI 1 N.
6. Dititrasi dengan larutan Na2S2O3 0.1 N hingga terjadi perubahan warna dari merah jingga menjadi kuning pudar.
7. Ditambahkan 3 tetes indikator Starch.
8. Dititrasi kembali dengan Na2S2O3 0.1 N hingga terjadi perubahan warna dari abu-abu menjadi tidak berwarna.
9. Dicatat volume titrasi yang terpakai dan suhu.
10. Dilakukan percobaan diatas tanpa sampel untuk uji kosong. Catat volume nya.
c. Pengamatan Selama Penentuan Bilangan Kappa
warna abu-abu. Setelah itu dititrasi kembali dengan Na2S2O3 maka larutan akan berubah menjadi tidak bewarna pada titik akhir titrasi nya.
BAB 4
HASIL DAN PEMBAHASAN
4.1. Hasil
Dari hasil pengamatan data yang diperoleh pada penentuan hubungan pengaruh kappa number terhadap jumlah pemakaian ClO2 untuk mencapai target brightness di PT. Riau Pulp and Paper di tahap D0 unit bleaching Fiberline 2. Kayu yang olah adalah kayu berserat pendek (kayu keras) jenis pohon Accasia.
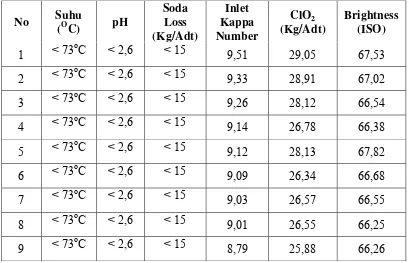
[image:51.595.115.524.378.641.2]Data-data yang diperoleh pada tahap D0 dapat dilihat pada tabel berikut : Tabel 4.1. Data Pengamatan Lapangan Pada Proses Bleaching di Tahap D0
Sumber : Distibution Control System (DCS) PT.Riau Andalan Pulp and Paper No Suhu
(OC) pH
Soda Loss (Kg/Adt) Inlet Kappa Number ClO2 (Kg/Adt) Brightness (ISO) 1 < 73
o
C < 2,6 < 15 9,51 29,05 67,53 2 < 73
o
C < 2,6 < 15 9,33 28,91 67,02 3 < 73oC < 2,6 < 15 9,26 28,12 66,54 4 < 73
o
C < 2,6 < 15 9,14 26,78 66,38 5 < 73oC < 2,6 < 15 9,12 28,13 67,82 6 < 73
o
C < 2,6 < 15 9,09 26,34 66,68 7 < 73oC < 2,6 < 15 9,03 26,57 66,55 8 < 73
o
4.2.Perhitungan
4.2.1. Perhitungan Jumlah Pemakaian ClO2
Penggunaan dosis kimia ClO2 (kg/adt) dapat dihitung dengan rumus sebagai berikut adalah:
ClO2 (kg/adt) = .
ClO2 aktif = 2.63.
Contoh ;
1. Perhitungan Dosis ClO2 di Bleaching Plant ;
a. Diketahui;
Production rate : 3000 T/d
Flow ClO2 : 54.6 l/s
Strenght ClO2 : 9.7 g/l
b. Ditanya : jumlah dosis ClO2 di bleaching plant...?
Penyelesaian :
ClO2 (kg/adt) =
. .
= . . . .
= 40.115 kg/T
2. Penggunaan ClO2 di tahap D0 line 1 adalah :
a. Diketahui :
Production rate : 1500 T/d
Flow ClO2 : 18 l/s
Strenght ClO2 : 9.7 g/l
b. Ditanya : jumlah dosis ClO2 di tahap Do adalah...?
Penyelesaian :
ClO2 (kg/adt) = . .
= . . .
= 26.4 kg/T
Maka penggunaaan dosis kimia klorin dioksida yang digunakan pada tahap D0 line 1 adalah 26.4 kg/T
4.2.2. Perhitungan Untuk Pengujian Kappa Number
Kappa number (K) hanya dinyatakan dalam nilai angka, yang dapat dirumuskan:
K = E - D f
w ,
f = – 2
E : adalah Volume larutan natrium tiosulfat yang digunakan dalam uji kosong (ml)
F : adalah Faktor koreksi untuk pengunaan permanganat yang digunakan; (Lihat faktor secara komputerisasi ).
W : adalah Berat bahan kering yang telah diovenkan ( gr )
Contoh Penghitungan Nilai Bilangan Kappa:
Massa uji bahan kering yang dioven (m) : 1.0965 gr Volume larutan Natrium Tiosulfat yang digunakan
yang diasumsikan dalam uji kosong (E) : 52.80 ml Volume larutan Natrium Tiosulfat yang digunakan
yang diasumsikan dalam uji penentuan (D) : 29.54 ml
Faktor koreksi, f : (52.8 – 29.54) x 2 = 46.52.
Koreksi komputer ( f ) : 0.421
Kappa number , X : 52.8 – 29.54 x 0.375
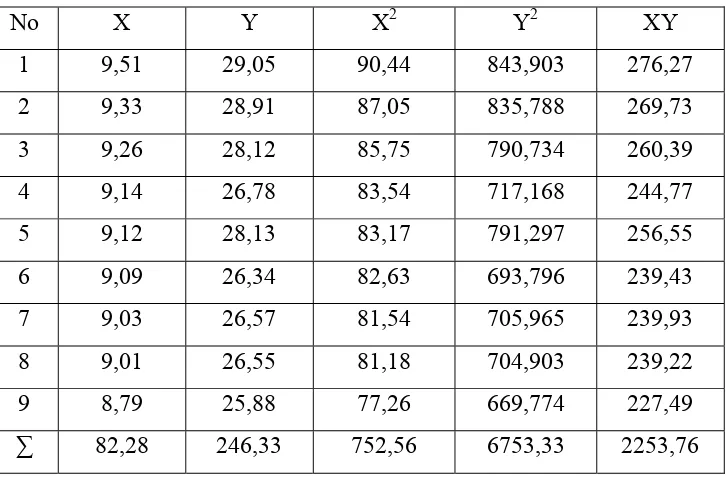
4.3.Perhitungan Kappa Number Optimum Terhadap Jumlah Pemakaian ClO2 Dengan Metode Least Square.
Tabel 4.3.1 Data Kappa Number Terhadap Jumlah Pemakaian ClO2
Kappa Number Pemakaian ClO(Kg/Adt) 2
Tabel 4.3.2 Data Metode Least Square Kappa Dengan Pemakaian ClO2
Keterangan :
X = Kappa Number
Y = Jumlah Pemakaian ClO2 (kg/adt)
Persamaan Regresi : Y = aX + b Dimana :
a = 2 2
)
(
)
x
n(
y)
x)(
(
-xy)
n(
x
= 2
(82,28)
-9(752.,6)
(246,33)
(82,28)
-(2253,76)
9
= 6769,9984 6773,07 20268,0324 20283,84No X Y X2 Y2 XY
1 9,51 29,05 90,44 843,903 276,27 2 9,33 28,91 87,05 835,788 269,73 3 9,26 28,12 85,75 790,734 260,39 4 9,14 26,78 83,54 717,168 244,77 5 9,12 28,13 83,17 791,297 256,55 6 9,09 26,34 82,63 693,796 239,43 7 9,03 26,57 81,54 705,965 239,93 8 9,01 26,55 81,18 704,903 239,22 9 8,79 25,88 77,26 669,774 227,49
=
3,0758 15,8076
a = 5,1393
b = 2 2
2 ) ( ) x n( y) x)( ( -y) )( x ( x x
= 2
(82,28)
-(752,56)
9
(2253,76)
(82,28)
-(246,33)
(752,56)
= 6769,9984 6773,04 8 185439,372 -8 185378,104 = 3,05 61,2680-b = -20,0878
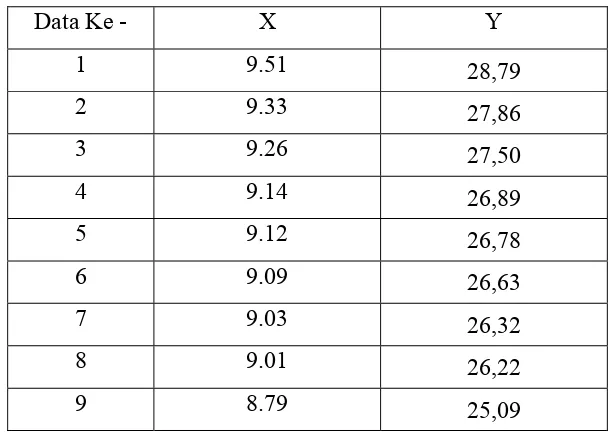
Maka diperoleh persamaan garis yang regresinya sebagai berikut:
Y = 5,1393 X – 20,0878
Untuk memperoleh harga Y dengan memasukan harga X (kappa number)
Yn = 5,1393 (Xn) – 20,0878
Untuk harga Y pada data 1;
Y1 = 5,1393 (9,51) – 20,0878
Tabel 4.3.3 Data Tabel Analisa Garis Regresi Linear
Untuk menentukan apakah terdapat hubungan korelasi antara X (kappa number) dan Y (jumlah pemakaian ClO2) maka dapat ditentukan dengan memakai rumus koefisien korelasi sebagai berikut:
r = 2 2 2 2
)
(
)
(
.
x)
(
-)
x
n(
y)
x)(
(
-xy)
n(
y
y
n
= 2 2 ) 33 , 246 ( ) 33 , 6753 ( 9 . (82,28) -9(752,56) (246,33) (82,28) -9(2253,76) = 0748 , 10 . 1,74 15,8076 = 5660 , 17 8076 , 15r = 0.9
Data Ke - X Y
Menghitung kappa number optimum terhadap jumlah pemakaian ClO2 yang harus dibutuhkan pada menara klorinasi di tahap D0 adalah
Target ClO2 tahap D0 = 27 kg/adt, maka kappa number optimum harus ;
Yn = 5,1393(X) – 20,0878
27 = 5,1393 (X) – 20,0878
x =
5,1393 20,0878 27
=
5,1393 47,0878
= 9,15 K.No
4.4. Pembahasan
Klorin dioksida (ClO2) adalah suatu bahan kimia yang ditambahkan di tahap dioksida awal bleaching, dimana berfungsi untuk mendegradasi dan melarutkan senyawa lignin dan zat ekstraktif lainnya yang larut dalam suasana asam.
Tujuan utama penambahan ClO2 adalah supaya mencapai target brightness yaitu 66 % ISO dimana temperatur dan pH yang berkisar 2.4 - 2.6 harus dijaga konstan di D0 stage, yang mana jika pH pulp dibawah 2 menyebabkan serat pulp terdegradasi sedangkan jika pH nya lebih dari 4 tidak akan memberikan hasil yang maksimal.
Tahapan pengelantang ini merupakan tahapan penting yakni tahapan delignifikasi, dimana degradasi senyawa lignin dalam pulp (bilangan kappa) dan senyawa ekstraktif lainnya dengan senyawa kimia terjadi secara maksimal oleh karena itu pemakaian bahan kimia ClO2 sangat bergantung pada jumlah lignin (kappa).
Dari data hasil pengamatan dapat ditarik sebuah kesimpulan mengenai pengaruh bilangan kappa terhadap jumlah konsumsi ClO2, semakin besar bilangan kappa maka jumlah konsumsi ClO2 yang digunakan semakin tinggi, dan sebaliknya, jika bilangan kappa sedikit maka jumlah konsumsi ClO2 juga rendah, jadi bilangan kappa terhadap jumlah pemakaian ClO2 berbanding lurus.
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari hasil pengamatan dan pembahasan yang dilakukan selama praktek kerja lapangan di P.T. Riau Andalan Pulp and Paper,Tbk dapat disimpulkan bahwa :
1. Semakin besar bilangan kappa pada tahap D0 bleaching maka pemakaian ClO2 akan semakin tinggi dan sebaliknya, semakin kecil bilangan kappa maka jumlah pemakaian ClO2 yang digunakan akan semakin kecil.
2. Dari hasil data yang diperoleh, pemakaian ClO2 dari harga bilangan kappa dimana: dengan harga bilangan kappa 9,51 maka diperlukan pemakaian ClO2 sebanyak 29,05, selanjutnya dengan harga bilangan kappa 9,33 maka diperlukan pemakaian ClO2 sebanyak 28,91 , selanjutnya dengan harga bilangan kappa 9,26 maka diperlukan pemakaian ClO2 sebanyak 28,12 , selanjutnya dengan harga bilangan kappa 9,14 maka diperlukan pemakaian ClO2 sebanyak 26,78, selanjutnya dengan harga bilangan kappa 9,12 maka diperlukan pemakaian ClO2 sebanyak 28,13 , selanjutnya dengan harga bilangan kappa 9,09 maka diperlukan pemakaian ClO2 sebanyak 26,34 , selanjutnya dengan harga bilangan kappa 9,03 maka diperlukan pemakaian ClO2 sebanyak 26,57 , selanjutnya dengan harga bilangan kappa 9,01 maka diperlukan pemakaian ClO2 sebanyak 26,55 , selanjutnya dengan harga bilangan kappa 8,79 maka diperlukan pemakaian ClO2 sebanyak 28,91 .
5.2. Saran
1. Pada proses pemutihan (bleaching) banyak faktor yang mempengaruhi baik-tidaknya kualitas pulp yang akan dihasilkan. Untuk itu perlu diperhatikan faktor-faktor tersebut seperti temperatur, pH reaksi, waktu reaksi, COD (Chemical Oxygen Demand), konsentrasi bahan kimia untuk mendapat kan target brightness yang dihasilkan .
2. Penggunan dosis ClO2 pada Stage D0 harus dikontrol pada DCS (Distribution Control System) agar target brightness tercapai dan tidak tidak merusak serat pulp yang akan dihasilkan
DAFTAR PUSTAKA
Anonim.2000. Buku Manual Pulp Mill Overview. Kerinci: PT. Riau Andalan Pulp And Paper,Tbk. Tbk.
Anonim.1995. Buku Manual Proses Pengolahan Pulp And Paper. Kerinci:PT. Riau Andalan Pulp And Paper Indonesia,Tbk.
Anonim.1994. Bleach Plant Operation Manual. Kerinci: PT. Riau Andalan Pulp And Paper Indonesia.
Carlon,W.D.1996. Pulp Bleaching. Principle And Practice. Georgia: TAPPI Press Damanauw,J.K .1993. Mengenal Kayu. Semarang: Kanisus.
Fengel.D.1995. Kayu Kimia Ultra Struktur. Yogyakarta: Kanisus.
Scott, William.E.1995. Properties Of Paper: An Introduction. Georgia: Tappi Press. Sixta,H.2006. Handbook Of Pulp. Volume 1. Austria: Wiley-Vch.
Sjostrom.E.1995. Kimia Kayu, Dasar-dasar dan Penggunaan. Yogyakarta: UGM- Press.
Http://www.scientificpsychic.com/fitness/cellulose.gif. (diakses tanggal 18 juli 2012)
LAMPIRAAN 1 : Proses Pe
L 24.00 24.50 25.00 25.50 26.00 26.50 27.00 27.50 28.00 28.50 29.00 29.50 8.7 PEM A KAIAN Cl O2 (Kg/A d t)
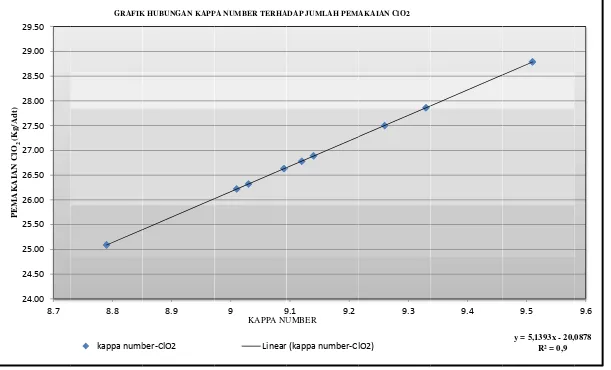
LAMPIRAN 3 :
8.8
GRAFIK
kappa numb
Grafik Hubung
8.9
K HUBUNGAN KAPP
ber‐ClO2
gan Kappa Num
9 9
KAPPA NU PA NUMBER TERHA
Linear
mber Terhadap Ju
9.1 9.2
UMBER
ADAP JUMLAH PEMA
r (kappa number‐Cl
umlah Pemakaia 9.3 AKAIAN ClO2 lO2)
an ClO2 Pada T
9.4
Tahap D0 Di Un
y = 5,1393x - 20, R² = 0,9 9.5
nit Bleaching
[image:68.842.109.720.108.478.2]L