TESIS
Oleh
I
IM
ME
EL
LD
DA
A
TH
T
HE
ER
RE
ES
SI
IA
A
S
SI
IT
TO
OR
RU
US
S
067025008/TI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
TESIS
Diajukan Sebagai Salah Satu Syarat
untuk memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri
pada Fakultas Teknik Universitas Sumatera Utara
Oleh
I
IM
ME
EL
LD
DA
A
TH
T
HE
ER
RE
ES
SI
IA
A
S
SI
IT
TO
OR
RU
US
S
067025008/TI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
Nomor Pokok
: 067025008
Program Studi
: Teknik Industri
Menyetujui
Komisi Pembimbing
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng)
(Ir. Mangara M. Tambunan, MSc)
Ketua
Anggota
Ketua Program Studi
Dekan
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng) (Prof. Dr. Ir. Armansyah Ginting, M.Eng)
PANITIA PENGUJI TESIS
Ketua
:
Prof. Dr. Ir. Sukaria Sinulingga, M.Eng
Anggota :
1. Ir. Mangara M. Tambunan, MSc
2. Aulia Ishak, ST, MT
3. Ir. Nazlina, MT
di dalam sistem pengadaan persediaan. Manajemen persediaan merupakan suatu cara
mengendalikan persediaan agar dapat melakukan pemesanan yang tepat yaitu dengan
biaya yang optimal.
Untuk dapat bersaing dalam memasuki jaman perdagangan bebas, maka
perusahaan harus mempunyai kesiapan dalam pengadaan kebutuhan bahan dan
jadwal produksi yang tepat sehingga dapat meningkatkan kepuasan pelanggan dari
segi ketepatan penyediaan produk.
Status persediaan menggambarkan keadaan dari setiap komponen atau
material yang ada dalam persediaan, yang berkaitan dengan jumlah persediaan yang
dimiliki pada setiap periode, jumlah barang yang sedang dipesan dan kapan pesanan
tersebut akan datang serta waktu ancang-ancang dari setiap bahan.
PT Dow AgroSciences
Indonesia-Medan
merupakan perusahaan
manufaktur yang bergerak dalam produksi pestisida. Perusahaan ini adalah bagian
dari
Dow Chemical Company berpusat di Midland, Amerika Serikat yang pada
kenyataannya mengalami permasalahan pada sistem transaksi pengadaan persediaan
yaitu belum efektif dan efisiennya transaksi sistem pengadaan persediaan kemasan
dari departemen logistik ke departemen produksi dan transaksi pengembalian bahan
sisa kemasan dari produksi, sehingga mempengaruhi aliran informasi pada transaksi
tersebut dan selisih jumlah stok yang tersedia secara signifikan pada perusahaan.
Hal ini juga disebabkan oleh pemakaian tools sistem NPCU yang tidak akurat
sebagai sistem penghitungan kemasan diperusahaan.
Oleh karena itu
PT Dow AgroSciences Indonesia–Medan
fokus dalam
mendapatkan sistem transaksi pengadaan persediaan yang lebih efektif digunakan
dalam hal aliran informasi persediaan (pencatatan persediaan) yang tepat sesuai
dengan kebutuhan perusahaan serta mendapatkan kondisi perbaikan yang diperlukan
oleh perusahaan untuk mengoperasikan usulan desain sistem pengadaan persediaan
agar dapat diterapkan sebaik mungkin melalui pembuatan prosedur, check list dan
lembar permintaan yang berkaitan dengan persediaan.
Berdasarkan hasil rancang ulang sistem aliran ini, diharapkan adanya upaya
yang berkelanjutan dan berkesinambungan dalam hal perbaikan terus-menerus yang
akan meningkatkan produktivitas kerja sejalan dengan visi dan misi perusahaan.
inventory supply. Inventory management represent the way of controlling supply that
can be ordered correctly with optimize cost.
In order to compete thru free trade era, hence company has to get readiness
to have a correct material requirement and production schedule so that can improve
the customer satisfaction from the accuracy of product supply.
Inventory status is depict the circumstance of every component or material
in the inventory stock, related to inventory quantity in each period, quantity inventory
is being ordered and when the order will come and also the lead-time from each
material.
PT Dow AgroSciences Indonesia-Medan represent the manufacturing
business in produce the pesticide. This company is part of Dow Chemical Company
center in Midland, United States which practically experience with the problems at
the inventory transaction system. Found that the system is still not running effective
and efficiently. The problem came from the work process when production request
the packaging material from logistic and when production has to return back the rest
of packaging or the damage before production running, so that it will be influenced
the factious of information flow for the transaction and found discrepancy stock
inventory to the company significantly. This is also because of NPCU system usage
was not accurate as a counting system in the company.
Therefore PT Dow AgroSciences Indonesia-Medan focus in getting the
transaction system of inventory supply that more effective which is use in the
inventory flow information (inventory record) correctly as according to company
requirement and also will improve the condition needed by company to operate the
proposal of designed system inventory supply to be applicable as good as possible
through procedure, check list and request form development related to the inventory
supply.
Based on re-designed of flow system build up, the expectation is strive to
have continuation regarding to get continuous improvement in the work process that
will increase the productivity aligned with company vision and mission.
memberikan berkat dan karuniaNya sehingga penulis dapat menyelesaikan tesis ini.
Tesis yang berjudul
“RE-DESIGN SISTEM TRANSAKSI DALAM PENGADAAN
PERSEDIAAN DI PT DOW AGROSCIENCES INDONESIA MEDAN”
disajikan
sebagai salah satu syarat mendapatkan gelar
Magister Teknik
di Program Studi
Teknik Industri, Universitas Sumatera Utara.
Dalam tesis ini, penulis menyadari bahwa penulisan ini masih jauh dari
sempurna, untuk itu sangat diharapkan saran dan kritik yang membangun dalam
menyempurnakannya.
Ucapkan terimakasih penulis haturkan kepada:
1.
Prof.Dr.Ir. Armansyah Ginting, M.Eng selaku dekan Fakultas Teknik Industri
Universitas Sumatera Utara.
2.
Prof.Dr.Ir. Sukaria Sinulingga, M.Eng selaku ketua Program Studi Magister
Teknik Industri dan sekaligus ketua komisi pembimbing.
3.
Ir. Mangara M. Tambunan, MSc selaku anggota komisi pembimbing.
4.
Ir. Nazlina, MT selaku komisi pembanding dan banyak membimbing penulis
dalam penulisan tesis ini.... terimakasih ibu.
5.
Ir. Rosnani Ginting, MT selaku komisi pembanding dalam penulisan tesis ini.
6.
Aulia Ishak, ST, MT selaku komisi pembanding dalam penulisan tesis ini.
7.
Seluruh staf pengajar Program Studi Magister Teknik Industri Universitas
Sumatera Utara.
kusayangi dan telah banyak memberikan doa yang begitu indah bagiku, juga
semangat moril maupun materil yang tidak terhingga untuk kesuksesan anakmu.
11.
Kel. Abangda
Ir. Mangasa Sitorus, MM/dr. Meryah br. Tambunan
; Kel.
Kakanda
Chiko br. Sitorus, SE/Poltak Mantodang
; Kel. Kakanda
dr. Esther
br. Sitorus/Ir. Ipan Siahaan, MP
; Kel Kakanda
Lusiana Sitorus, SE/dr. Raya
Batubara, SpB
; serta semua keponakanku yang lucu-lucu... thanks a lot untuk
semua kasih sayang yang kalian limpahkan kepadaku.
12.
Sahabatku tersayang Lina Panjaitan, Imelda Naiborhu, Juliana Sinaga, dan
Lenny Silalahi (+)... thanks atas kebersamaannya selama ini.
13.
Teman-teman Gereja-ku HKBP Immanuel Medan, thanks atas kekompakannya
selama ini.
14.
Kak Yetti, Pak Wing, Bunda Sri, Deddy Sukir, Adek Tengku... atas
semangatnya yang tak pernah pudar dalam menyelesaikan tesis bersama-sama.
15.
Adinda Santi yang selalu sabar menghadapi berbagai macam karakter rekan
mahasiswa selama masa perkuliahan .. thanks dek.
16.
Rekan-rekan mahasiswa Program Studi Teknik Industi angkatan VIII.
Akhir kata penulis berharap agar tesis ini dapat bermanfaat bagi para
pembaca yang memerlukannya.
Penulis,
Abstrak
...
i
Abstract
...
ii
Kata Pengantar
...……….
iii
Daftar Isi
………...
v
Daftar Tabel
………
ix
Daftar Gambar
………...
xi
Daftar Lampiran
..………..
xii
BAB I PENDAHULUAN
………...
1
1.1. Latar Belakang………...
1
1.2. Perumusan Masalah………....
5
1.3. Tujuan Penelitian……….………...
5
1.4. Manfaat Pemecahan Masalah………..
5
1.5. Batasan Masalah dan Ruang Lingkup……….
6
1.6. Asumsi-asumsi...
7
BAB II TINJAUAN PUSTAKA
………. ...
8
2.4. Sistem Transaksi Persediaan………...
13
2.5. Keakuratan Catatan Persediaan………...
14
2.6. Nearest Practical Counting Unit (NPCU)………...
15
2.7. SAP (System, Application, and Product)………
16
2.8. Metode Peramalan...
16
2.9. Pengujian Hipotesa Dalam Pemakaian Metode NPCU
dan Rancang Ulang Metode 3% Toleransi...
27
BAB III GAMBARAN UMUM PERUSAHAAN
...
31
3.1. Sejarah Perusahaan………
31
3.2. Visi dan Misi Perusahaan………...
32
3.3. Lokasi Perusahaan…………...
33
3.4. Organisasi dan Manajemen Perusahaan………
33
3.4.1.
Struktur Organisasi Perusahaan………. 33
3.4.2.
Uraian Tugas dan Tanggungjawab……….
34
3.4.3.
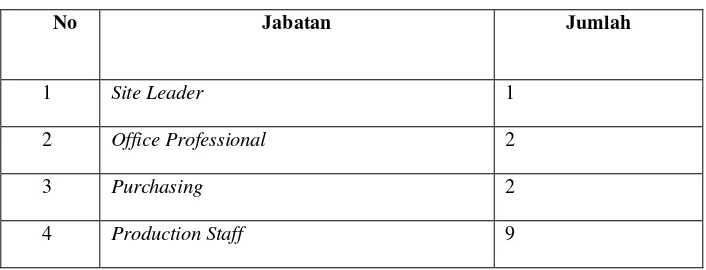
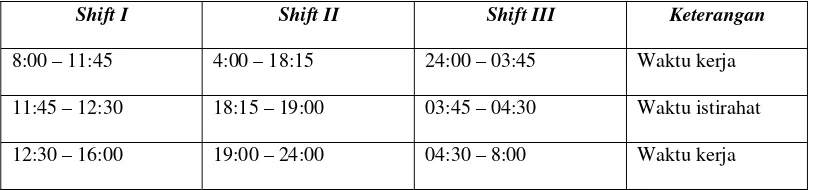
Tenaga Kerja dan Jam Kerja Perusahaan...
38
3.5.1. Fasilitas Peralatan Produksi...
43
3.5.2. Bahan Baku...
45
3.5.3. Jenis-jenis Kemasan (Packaging)...
45
3.5.4. Jenis-jenis Produk...
49
BAB IV METODE PENELITIAN
……….. ... 51
4.1. Tempat dan Waktu………..……….. ... 51
4.2. Metode Penelitian………. ... 51
4.3. Metode Pengumpulan Data………... ... 52
4.4. Kerangka Konseptual………...
53
4.5. Re-design Transaksi Persediaan………...
56
4.6. Evaluasi Re-design Transaksi Persediaan…………...
56
4.7. Metode Analisis Data……… ... 56
4.8. Metode Pengujian………. ... 57
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
………...
59
5.1. Pengumpulan Data………..………...
59
6.2. Rancangan Persentase Toleransi...
95
BAB VII KESIMPULAN DAN SARAN
………... 97
7.1. Kesimpulan...………..………... 97
7.2. Saran………..………... 98
DAFTAR PUSTAKA
... 100
No.
Judul
Halaman
1. Bentuk Umum dari Analisis Uji Varians... 29
2. Perincian Tenaga Kerja... 38
3. Pengaturan Jam Kerja... 40
4. Inventory Record Accuracy 5%... 62
5. Data Produk Jadi Tahun 2006 – 2008... 64
6. Rata-rata Inventory Accuracy dengan Memakai NPCU... 68
7. Rata-rata Inventory Accuracy dengan Memakai 3 % Toleransi... 68
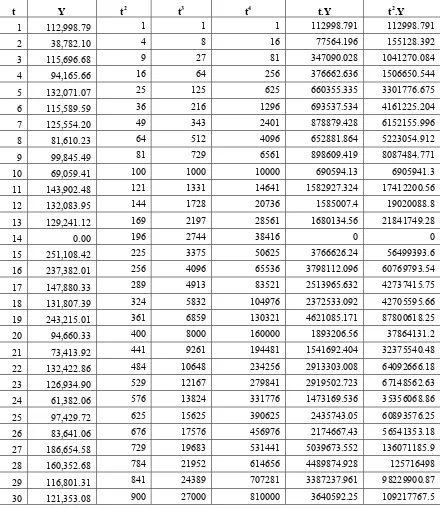
8. Perhitungan Parameter Metode Linier... 72
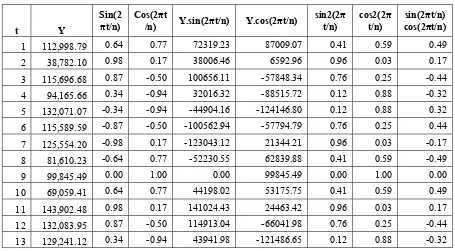
9. Perhitungan Parameter Metode Siklis... 74
10. Perhitungan Parameter Metode Kuadratis... 77
11. Perhitungan Parameter Metode Dekomposisi ... 78
12. Perhitungan Penyimpangan Peramalan Metode Linier... 80
13. Perhitungan Penyimpangan Peramalan Metode Siklis... 82
14. Perhitungan Penyimpangan Peramalan Metode Kuadratis... 84
15. Perhitungan Penyimpangan Peramalan untuk Metode Linier... 85
17. Nilai SEE dari Metode yang di Uji... 88
18. Hasil Perhitungan Permalan 2009... 89
19. Perbandingan Produk DMA*6 untuk Kemasan Drum dan Botol... 89
20.
Status Inventory……… 90
21.
Status Inventory untuk Bulan April – May……….. 90
No.
Judul
Halaman
1. Diagram Aliran Pengembangan sistem Manajemen Persediaan... 13
2.
Kurva Daerah Kritis Distribusi... 30
3.
Kerangka Konseptual Pemecahan Masalah... 55
4.
Flowchart Pengumpulan dan Pengolahan Data... 61
5.
Struktur Produk DMA*6 Berdasarkan Kemasan... 70
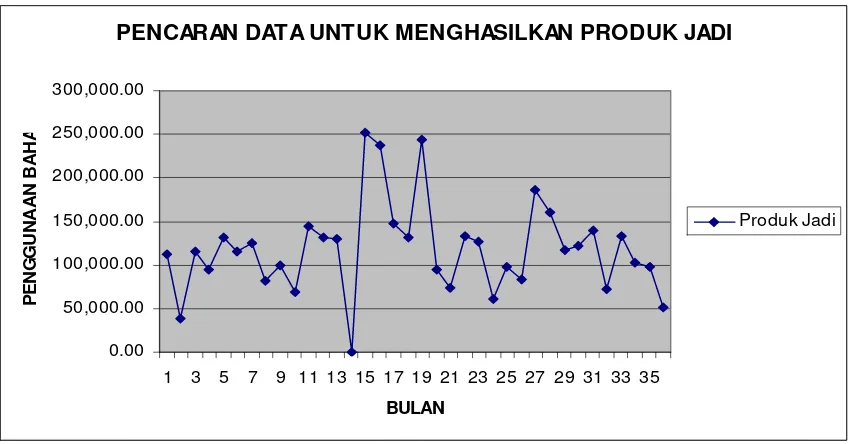
6.
Diagram Pencar (Scatter)... 71
7.
Sistem Transaksi Persediaan Sebelum Rancang Ulang... 91
8.
Lembaran Permintaan Sebelum Rancang Ulang... 93
No.
Judul
Halaman
1. Daftar Persediaan Finish Product PT Dow AgroSciences Indonesia….. 102
2. Daftar Persediaan Packaging PT Dow AgroSciences Indonesia……… 107
3. Daftar Persediaan Bulk PT Dow AgroSciences Indonesia………. 111
4. Daftar Persediaan Raw Material PT Dow AgroSciences Indonesia…… 112
5. Daftar Persediaan Technical PT Dow AgroSciences Indonesia……….. 114
6. Sistem Nearest Practical Counting Unit (NPCU) Tools untuk
Packaging di PT Dow AgroSciences Indonesia Medan ………. 115
7. Struktur Organisasi PT Dow AgroSciences Indonesia Medan………… 118
8. Data & Hasil Perhitungan Inventory Accuracy Menggunakan NPCU…. 119
9. Data & Hasil Perhitungan Inventory Accuracy Menggunakan
3% Toleransi………. 147
10. Prosedur Penerimaan Packaging dari Supplier……… 178
11. Prosedur Transfer Finish Goods dari Produksi ke Logistik………. 183
12. Prosedur Packaging Request dari Produksi ke Logistik……….. 186
di dalam sistem pengadaan persediaan. Manajemen persediaan merupakan suatu cara
mengendalikan persediaan agar dapat melakukan pemesanan yang tepat yaitu dengan
biaya yang optimal.
Untuk dapat bersaing dalam memasuki jaman perdagangan bebas, maka
perusahaan harus mempunyai kesiapan dalam pengadaan kebutuhan bahan dan
jadwal produksi yang tepat sehingga dapat meningkatkan kepuasan pelanggan dari
segi ketepatan penyediaan produk.
Status persediaan menggambarkan keadaan dari setiap komponen atau
material yang ada dalam persediaan, yang berkaitan dengan jumlah persediaan yang
dimiliki pada setiap periode, jumlah barang yang sedang dipesan dan kapan pesanan
tersebut akan datang serta waktu ancang-ancang dari setiap bahan.
PT Dow AgroSciences
Indonesia-Medan
merupakan perusahaan
manufaktur yang bergerak dalam produksi pestisida. Perusahaan ini adalah bagian
dari
Dow Chemical Company berpusat di Midland, Amerika Serikat yang pada
kenyataannya mengalami permasalahan pada sistem transaksi pengadaan persediaan
yaitu belum efektif dan efisiennya transaksi sistem pengadaan persediaan kemasan
dari departemen logistik ke departemen produksi dan transaksi pengembalian bahan
sisa kemasan dari produksi, sehingga mempengaruhi aliran informasi pada transaksi
tersebut dan selisih jumlah stok yang tersedia secara signifikan pada perusahaan.
Hal ini juga disebabkan oleh pemakaian tools sistem NPCU yang tidak akurat
sebagai sistem penghitungan kemasan diperusahaan.
Oleh karena itu
PT Dow AgroSciences Indonesia–Medan
fokus dalam
mendapatkan sistem transaksi pengadaan persediaan yang lebih efektif digunakan
dalam hal aliran informasi persediaan (pencatatan persediaan) yang tepat sesuai
dengan kebutuhan perusahaan serta mendapatkan kondisi perbaikan yang diperlukan
oleh perusahaan untuk mengoperasikan usulan desain sistem pengadaan persediaan
agar dapat diterapkan sebaik mungkin melalui pembuatan prosedur, check list dan
lembar permintaan yang berkaitan dengan persediaan.
Berdasarkan hasil rancang ulang sistem aliran ini, diharapkan adanya upaya
yang berkelanjutan dan berkesinambungan dalam hal perbaikan terus-menerus yang
akan meningkatkan produktivitas kerja sejalan dengan visi dan misi perusahaan.
inventory supply. Inventory management represent the way of controlling supply that
can be ordered correctly with optimize cost.
In order to compete thru free trade era, hence company has to get readiness
to have a correct material requirement and production schedule so that can improve
the customer satisfaction from the accuracy of product supply.
Inventory status is depict the circumstance of every component or material
in the inventory stock, related to inventory quantity in each period, quantity inventory
is being ordered and when the order will come and also the lead-time from each
material.
PT Dow AgroSciences Indonesia-Medan represent the manufacturing
business in produce the pesticide. This company is part of Dow Chemical Company
center in Midland, United States which practically experience with the problems at
the inventory transaction system. Found that the system is still not running effective
and efficiently. The problem came from the work process when production request
the packaging material from logistic and when production has to return back the rest
of packaging or the damage before production running, so that it will be influenced
the factious of information flow for the transaction and found discrepancy stock
inventory to the company significantly. This is also because of NPCU system usage
was not accurate as a counting system in the company.
Therefore PT Dow AgroSciences Indonesia-Medan focus in getting the
transaction system of inventory supply that more effective which is use in the
inventory flow information (inventory record) correctly as according to company
requirement and also will improve the condition needed by company to operate the
proposal of designed system inventory supply to be applicable as good as possible
through procedure, check list and request form development related to the inventory
supply.
Based on re-designed of flow system build up, the expectation is strive to
have continuation regarding to get continuous improvement in the work process that
will increase the productivity aligned with company vision and mission.
TESIS
Oleh
I
IM
ME
EL
LD
DA
A
TH
T
HE
ER
RE
ES
SI
IA
A
S
SI
IT
TO
OR
RU
US
S
067025008/TI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
TESIS
Diajukan Sebagai Salah Satu Syarat
untuk memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri
pada Fakultas Teknik Universitas Sumatera Utara
Oleh
I
IM
ME
EL
LD
DA
A
TH
T
HE
ER
RE
ES
SI
IA
A
S
SI
IT
TO
OR
RU
US
S
067025008/TI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
Nomor Pokok
: 067025008
Program Studi
: Teknik Industri
Menyetujui
Komisi Pembimbing
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng)
(Ir. Mangara M. Tambunan, MSc)
Ketua
Anggota
Ketua Program Studi
Dekan
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng) (Prof. Dr. Ir. Armansyah Ginting, M.Eng)
PANITIA PENGUJI TESIS
Ketua
:
Prof. Dr. Ir. Sukaria Sinulingga, M.Eng
Anggota :
1. Ir. Mangara M. Tambunan, MSc
2. Aulia Ishak, ST, MT
3. Ir. Nazlina, MT
di dalam sistem pengadaan persediaan. Manajemen persediaan merupakan suatu cara
mengendalikan persediaan agar dapat melakukan pemesanan yang tepat yaitu dengan
biaya yang optimal.
Untuk dapat bersaing dalam memasuki jaman perdagangan bebas, maka
perusahaan harus mempunyai kesiapan dalam pengadaan kebutuhan bahan dan
jadwal produksi yang tepat sehingga dapat meningkatkan kepuasan pelanggan dari
segi ketepatan penyediaan produk.
Status persediaan menggambarkan keadaan dari setiap komponen atau
material yang ada dalam persediaan, yang berkaitan dengan jumlah persediaan yang
dimiliki pada setiap periode, jumlah barang yang sedang dipesan dan kapan pesanan
tersebut akan datang serta waktu ancang-ancang dari setiap bahan.
PT Dow AgroSciences
Indonesia-Medan
merupakan perusahaan
manufaktur yang bergerak dalam produksi pestisida. Perusahaan ini adalah bagian
dari
Dow Chemical Company berpusat di Midland, Amerika Serikat yang pada
kenyataannya mengalami permasalahan pada sistem transaksi pengadaan persediaan
yaitu belum efektif dan efisiennya transaksi sistem pengadaan persediaan kemasan
dari departemen logistik ke departemen produksi dan transaksi pengembalian bahan
sisa kemasan dari produksi, sehingga mempengaruhi aliran informasi pada transaksi
tersebut dan selisih jumlah stok yang tersedia secara signifikan pada perusahaan.
Hal ini juga disebabkan oleh pemakaian tools sistem NPCU yang tidak akurat
sebagai sistem penghitungan kemasan diperusahaan.
Oleh karena itu
PT Dow AgroSciences Indonesia–Medan
fokus dalam
mendapatkan sistem transaksi pengadaan persediaan yang lebih efektif digunakan
dalam hal aliran informasi persediaan (pencatatan persediaan) yang tepat sesuai
dengan kebutuhan perusahaan serta mendapatkan kondisi perbaikan yang diperlukan
oleh perusahaan untuk mengoperasikan usulan desain sistem pengadaan persediaan
agar dapat diterapkan sebaik mungkin melalui pembuatan prosedur, check list dan
lembar permintaan yang berkaitan dengan persediaan.
Berdasarkan hasil rancang ulang sistem aliran ini, diharapkan adanya upaya
yang berkelanjutan dan berkesinambungan dalam hal perbaikan terus-menerus yang
akan meningkatkan produktivitas kerja sejalan dengan visi dan misi perusahaan.
inventory supply. Inventory management represent the way of controlling supply that
can be ordered correctly with optimize cost.
In order to compete thru free trade era, hence company has to get readiness
to have a correct material requirement and production schedule so that can improve
the customer satisfaction from the accuracy of product supply.
Inventory status is depict the circumstance of every component or material
in the inventory stock, related to inventory quantity in each period, quantity inventory
is being ordered and when the order will come and also the lead-time from each
material.
PT Dow AgroSciences Indonesia-Medan represent the manufacturing
business in produce the pesticide. This company is part of Dow Chemical Company
center in Midland, United States which practically experience with the problems at
the inventory transaction system. Found that the system is still not running effective
and efficiently. The problem came from the work process when production request
the packaging material from logistic and when production has to return back the rest
of packaging or the damage before production running, so that it will be influenced
the factious of information flow for the transaction and found discrepancy stock
inventory to the company significantly. This is also because of NPCU system usage
was not accurate as a counting system in the company.
Therefore PT Dow AgroSciences Indonesia-Medan focus in getting the
transaction system of inventory supply that more effective which is use in the
inventory flow information (inventory record) correctly as according to company
requirement and also will improve the condition needed by company to operate the
proposal of designed system inventory supply to be applicable as good as possible
through procedure, check list and request form development related to the inventory
supply.
Based on re-designed of flow system build up, the expectation is strive to
have continuation regarding to get continuous improvement in the work process that
will increase the productivity aligned with company vision and mission.
memberikan berkat dan karuniaNya sehingga penulis dapat menyelesaikan tesis ini.
Tesis yang berjudul
“RE-DESIGN SISTEM TRANSAKSI DALAM PENGADAAN
PERSEDIAAN DI PT DOW AGROSCIENCES INDONESIA MEDAN”
disajikan
sebagai salah satu syarat mendapatkan gelar
Magister Teknik
di Program Studi
Teknik Industri, Universitas Sumatera Utara.
Dalam tesis ini, penulis menyadari bahwa penulisan ini masih jauh dari
sempurna, untuk itu sangat diharapkan saran dan kritik yang membangun dalam
menyempurnakannya.
Ucapkan terimakasih penulis haturkan kepada:
1.
Prof.Dr.Ir. Armansyah Ginting, M.Eng selaku dekan Fakultas Teknik Industri
Universitas Sumatera Utara.
2.
Prof.Dr.Ir. Sukaria Sinulingga, M.Eng selaku ketua Program Studi Magister
Teknik Industri dan sekaligus ketua komisi pembimbing.
3.
Ir. Mangara M. Tambunan, MSc selaku anggota komisi pembimbing.
4.
Ir. Nazlina, MT selaku komisi pembanding dan banyak membimbing penulis
dalam penulisan tesis ini.... terimakasih ibu.
5.
Ir. Rosnani Ginting, MT selaku komisi pembanding dalam penulisan tesis ini.
6.
Aulia Ishak, ST, MT selaku komisi pembanding dalam penulisan tesis ini.
7.
Seluruh staf pengajar Program Studi Magister Teknik Industri Universitas
Sumatera Utara.
kusayangi dan telah banyak memberikan doa yang begitu indah bagiku, juga
semangat moril maupun materil yang tidak terhingga untuk kesuksesan anakmu.
11.
Kel. Abangda
Ir. Mangasa Sitorus, MM/dr. Meryah br. Tambunan
; Kel.
Kakanda
Chiko br. Sitorus, SE/Poltak Mantodang
; Kel. Kakanda
dr. Esther
br. Sitorus/Ir. Ipan Siahaan, MP
; Kel Kakanda
Lusiana Sitorus, SE/dr. Raya
Batubara, SpB
; serta semua keponakanku yang lucu-lucu... thanks a lot untuk
semua kasih sayang yang kalian limpahkan kepadaku.
12.
Sahabatku tersayang Lina Panjaitan, Imelda Naiborhu, Juliana Sinaga, dan
Lenny Silalahi (+)... thanks atas kebersamaannya selama ini.
13.
Teman-teman Gereja-ku HKBP Immanuel Medan, thanks atas kekompakannya
selama ini.
14.
Kak Yetti, Pak Wing, Bunda Sri, Deddy Sukir, Adek Tengku... atas
semangatnya yang tak pernah pudar dalam menyelesaikan tesis bersama-sama.
15.
Adinda Santi yang selalu sabar menghadapi berbagai macam karakter rekan
mahasiswa selama masa perkuliahan .. thanks dek.
16.
Rekan-rekan mahasiswa Program Studi Teknik Industi angkatan VIII.
Akhir kata penulis berharap agar tesis ini dapat bermanfaat bagi para
pembaca yang memerlukannya.
Penulis,
Abstrak
...
i
Abstract
...
ii
Kata Pengantar
...……….
iii
Daftar Isi
………...
v
Daftar Tabel
………
ix
Daftar Gambar
………...
xi
Daftar Lampiran
..………..
xii
BAB I PENDAHULUAN
………...
1
1.1. Latar Belakang………...
1
1.2. Perumusan Masalah………....
5
1.3. Tujuan Penelitian……….………...
5
1.4. Manfaat Pemecahan Masalah………..
5
1.5. Batasan Masalah dan Ruang Lingkup……….
6
1.6. Asumsi-asumsi...
7
BAB II TINJAUAN PUSTAKA
………. ...
8
2.4. Sistem Transaksi Persediaan………...
13
2.5. Keakuratan Catatan Persediaan………...
14
2.6. Nearest Practical Counting Unit (NPCU)………...
15
2.7. SAP (System, Application, and Product)………
16
2.8. Metode Peramalan...
16
2.9. Pengujian Hipotesa Dalam Pemakaian Metode NPCU
dan Rancang Ulang Metode 3% Toleransi...
27
BAB III GAMBARAN UMUM PERUSAHAAN
...
31
3.5.1. Fasilitas Peralatan Produksi...
43
3.5.2. Bahan Baku...
45
3.5.3. Jenis-jenis Kemasan (Packaging)...
45
3.5.4. Jenis-jenis Produk...
49
BAB IV METODE PENELITIAN
……….. ... 51
4.1. Tempat dan Waktu………..……….. ... 51
4.2. Metode Penelitian………. ... 51
4.3. Metode Pengumpulan Data………... ... 52
4.4. Kerangka Konseptual………...
53
4.5. Re-design Transaksi Persediaan………...
56
4.6. Evaluasi Re-design Transaksi Persediaan…………...
56
4.7. Metode Analisis Data……… ... 56
4.8. Metode Pengujian………. ... 57
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
………...
59
6.2. Rancangan Persentase Toleransi...
95
BAB VII KESIMPULAN DAN SARAN
………... 97
7.1. Kesimpulan...………..………... 97
7.2. Saran………..………... 98
DAFTAR PUSTAKA
... 100
No.
Judul
Halaman
17. Nilai SEE dari Metode yang di Uji... 88
18. Hasil Perhitungan Permalan 2009... 89
19. Perbandingan Produk DMA*6 untuk Kemasan Drum dan Botol... 89
20.
Status Inventory……… 90
21.
Status Inventory untuk Bulan April – May……….. 90
No.
Judul
Halaman
No.
Judul
Halaman
1. Daftar Persediaan Finish Product PT Dow AgroSciences Indonesia….. 102
2. Daftar Persediaan Packaging PT Dow AgroSciences Indonesia……… 107
3. Daftar Persediaan Bulk PT Dow AgroSciences Indonesia………. 111
4. Daftar Persediaan Raw Material PT Dow AgroSciences Indonesia…… 112
5. Daftar Persediaan Technical PT Dow AgroSciences Indonesia……….. 114
6. Sistem Nearest Practical Counting Unit (NPCU) Tools untuk
Packaging di PT Dow AgroSciences Indonesia Medan ………. 115
7. Struktur Organisasi PT Dow AgroSciences Indonesia Medan………… 118
8. Data & Hasil Perhitungan Inventory Accuracy Menggunakan NPCU…. 119
9. Data & Hasil Perhitungan Inventory Accuracy Menggunakan
3% Toleransi………. 147
10. Prosedur Penerimaan Packaging dari Supplier……… 178
11. Prosedur Transfer Finish Goods dari Produksi ke Logistik………. 183
12. Prosedur Packaging Request dari Produksi ke Logistik……….. 186
13. Data & Hasil Perhitungan Inventory Accuracy Menggunakan
BAB I
PENDAHULUAN
1.1. Latar Belakang
Manajemen persediaan merupakan suatu cara mengendalikan persediaan
agar dapat melakukan pemesanan yang tepat yaitu dengan biaya yang optimal. Pada
satu sisi, pengurangan biaya persediaan dengan cara menurunkan tingkat persediaan
dapat dilakukan perusahaan, tetapi pada sisi lainnya, pelanggan akan tidak puas
apabila persediaan suatu produk habis. Oleh karena itu keseimbangan antara investasi
persediaan dan tingkat pelayanan kepada pelanggan harus dapat dicapai.
Penanganan sistem transaksi pengadaan persediaan yang kurang tepat akan
menyebabkan aliran informasi dari satu unit kerja ke unit kerja lainnya dapat
terhambat dan dapat menghasilkan biaya pengadaan, pemeliharaan dan pemindahan
persediaan yang tidak efisien sehingga mengakibatkan turunnya produktivitas suatu
perusahaan, pada akhirnya menimbulkan dampak negatif perusahaan tersebut
terhadap pelanggan.
begitu unggul dalam bidang pemasaran dapat bekerjasama dengan
perusahaan-perusahaan kecil lainnya yang mungkin memiliki keunggulan dalam bidang
manufacturing
MRP
(Material Requirement Planning/Perencanaan Permintaan
Barang) hadir didunia. Inilah awal mulanya komputer menambah sistem perencanaan
guna mendukung bidang manufaktur. MRP telah berkembang begitu pesat di seluruh
dunia dan pada setiap industri manufaktur sebagaimana komputer berkembang
menjadi populer. Hal ini berkaitan dengan penelitian yang dilakukan dalam hal sistem
komputerisasi yang digunakan diperusahaan yang dikenal dengan nama SAP yang
salah satunya dipakai sebagai tempat penyimpanan data inventory yang pada
kenyataannya masih dijumpai perbedaan dengan data inventory yang ada digudang.
Sebelum kita mengerjakan MRP salah satu masukan utamanya adalah MPS
atau JIP atau Jadwal Induk Produksi, dimana dalam membuat JIP bila data
permintaan untuk periode kedepan belum diketahui maka kita terlebih dahulu
melakukan peramalan berdasarkan data periode-periode sebelumnya.
Jadi peramalan adalah merupakan suatu kegiatan untuk memperkirakan apa
yang akan terjadi pada masa yang akan datang, dengan mempertimbangkan
faktor-faktor yang ada secara sistematis.
Secara umum sistem MRP dimaksudkan untuk mencapai tujuan sebagai berikut :
2.
Mengurangi resiko karena keterlambatan produksi atau pengiriman. MRP
mengidentifikasikan banyaknya bahan dan komponen yang diperlukan
baik dari segi jumlah dan waktunya dengan memperhatikan tenggang
waktu produksi maupun pembelian komponen.
3.
Komitmen yang realistis. Dengan MRP, jadwal produksi diharapkan dapat
dipenuhi sesuai dengan rencana.
4.
Meningkatkan efisiensi. MRP juga dapat mendorong peningkatan
efisiensi karena jumlah persediaan, waktu produksi, dan waktu
pengiriman barang dapat direncanakan lebih baik sesuai dengan jadwal
induk produksi.
PT Dow AgroSciences Indonesia - Medan
yang merupakan bagian dari
Dow Chemical Company berpusat di Midland, Amerika Serikat yang pada
kenyataannya masih mengalami permasalahan pada sistem transaksi pengadaan
persediaan/inventory yang berada di perusahaan ini.
PT Dow AgroSciences Indonesia
merupakan perusahaan manufaktur yang bergerak
dalam produksi pestisida. Sekarang ini perusahaan mempunyai jumlah persediaan
berkisar 422 jenis material (Daftar Jenis Persediaan dapat dilihat dari lampiran 1-5).
Pembagian jenis material tersebut adalah sebagai berikut:
e. Technical (Bahan aktif)
= 32 jenis
Permasalahan yang terlihat signifikan pada perusahaan terutama dapat
diuraikan sebagai berikut:
1.
Sistem
NPCU
(Nearest Practical Counting Unit) belum mencerminkan
penghitungan yang sebenarnya karena jumlah fisik material yang berada
digudang berbeda dengan jumlah yang ada di sistem SAP. Perusahaan pada saat
ini belum mencapai target yang ditetapkan sebesar 95% inventory record
accuracy.
2.
Sistem penghitungan packaging yang masih lemah mengakibatkan terjadinya
selisih (discrepancy) yang cukup besar antara stok aktual dengan stok yang
tertera pada sistem SAP.
1.2. Perumusan Masalah
1.
Transaksi sistem pengadaan packaging ke departemen produksi belum
efektif, sehingga dalam pelaksanaannya informasi aliran transaksi tidak
berjalan sesuai dengan yang diharapkan.
2.
Tools sistem NPCU tidak akurat sebagai counting system di perusahaan.
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut:
1.
Mendapatkan re-desain sistem transaksi pengadaan persediaan yang efektif
digunakan dalam hal aliran informasi persediaan (inventory record) yang tepat
sesuai dengan kebutuhan perusahaan.
2.
Mendapatkan re-desain sistem transaksi pengadaan persediaan yang efektif
digunakan dalam hal aliran informasi persediaan (inventory record) yang tepat
sesuai dengan kebutuhan perusahaan.
3.
Mendapatkan mekanisme pencatatan dan prosedur kerja untuk menjamin
pemanfaatan re-desain sistem agar dapat diterapkan.
1.4. Manfaat Pemecahan Masalah
Hasil dari penelitian tersebut diharapkan dapat memberi manfaat terutama:
a.
Bagi Perusahaan PT. Dow AgroSciences Indonesia-Medan
persediaan ini akan memberikan perbaikan yang sangat positif dalam
membantu pelaku logistik dalam meningkatkan performansi keakuratan
jumlah persediaan pada lalulintas material yang ada di storage maupun
dilantai produksi. Sehingga bagian storage lebih dapat menangani persediaan
yang lebih baik dan produksi juga dapat melaksanakan pekerjaan tanpa
adanya down time atau waktu menunggu karena terjadinya shortage material.
b.
Bagi Mahasiswa dan Perguruan Tinggi
Perancangan sistem transaksi dalam penanganan persediaan disuatu
perusahaan akan bermanfaat bagi mahasiswa/perguruan tinggi terutama dalam
mempertajam daya analisis dan logika berpikir mahasiswa untuk memecahkan
permasalahan yang timbul, memberikan dan menambah pemahaman tentang
cara melakukan suatu penelitian dan menghasilkan karya ilmiah yang
bermanfaat serta dapat membandingkan dan mengembangkan teori yang
diterima selama perkuliahan dengan melihat dan terjun langsung ke lapangan.
1.5. Batasan Masalah dan Ruang Lingkup
Untuk memfokuskan desain sistem transaksi persediaan yang akan didesain
ulang maka perlu dibuat batasan dan ruang lingkup yang diambil adalah sebagai
berikut:
raw material dan produk jadi, serta permasalahan yang timbul terjadi pada
transaksi packaging.
2.
Objek yang diteliti adalah produk DMA*6 karena merupakan produk handalan
perusahaan ini.
3.
Hasil dari penelitian ini hanya berlaku untuk PT Dow AgroSciences Indonesia
yang merupakan lokasi penelitian berlangsung.
1.6. Asumsi-asumsi
Asumsi yang ditetapkan agar penelitian tersebut dapat terlaksana dengan
baik adalah:
1.
Tersedianya dokumentasi secara terinci, jelas, dan menyeluruh.
2.
Tidak ada perubahan kebijakan dari pimpinan tertinggi perusahaan.
BAB II
TINJAUAN PUSTAKA
2.1. Persediaan
Setiap perusahaan, apakah perusahaan itu perusahaan jasa ataupun
manufaktur selalu memerlukan persediaan. Tanpa adanya persediaan, para pengusaha
akan dihadapkan pada resiko bahwa perusahaan tersebut pada suatu waktu tidak dapat
memenuhi keinginan para pelanggannya (Rangkuti, 1998).
Istilah (terminologi) persediaan dapat digunakan dalam beberapa perbedaan seperti:
1.
Persediaan bahan baku di tangan (stock on hand)
2.
Daftar persediaan secara fisik
3.
Jumlah bahan di tangan
4.
Nilai persediaan barang
Dalam hal ini, perusahaan manufaktur yang mengandalkan supply
undertaking, kesemuanya itu harus secara jelas memiliki persediaan baik stok
persediaan untuk bahan baku maupun stok untuk barang jadi (finish goods). Untuk itu
tidak ada satupun perusahaan manufaktur dapat bertahan tanpa adanya kesemua hal
seperti yang tertera dibawah ini:
Logistik, sebagai tempat penyimpanan stok persediaan setidaknya harus
lebih waspada terhadap klaim dari tim
marketing
, tim produksi, dan tim
purchasing,
pada kasus tertentu kenyataannya, diasumsikan bahwa tanggungjawab penuh adalah
ditangan logistik.
Jika tidak ada rencana yang sudah ditentukan untuk menyediakan dan
meng-kontrol stok persediaan, hal ini akan mengganggu jalannya produksi secara normal.
Rencana yang memuaskan melalui pengertian dari keterlibatan proses, berbagai
macam tekanan yang muncul yang perlu diperhatikan, dan tanggungjawab dari
masing-masing bagian yang berkenaan dengan pengaturan persediaan, bersama-sama
dengan prosedur yang telah ditetapkan secara jelas ditentukan, dan kontrol yang
sesuai dengan mekanisme pencatatan dari stok persediaan (Thomas, 1980).
2.2.
Inventory
Control
Inventory
control
dapat dibagi atas tiga kategori:
a.
Stok berjalan
,
merupakan stok persediaan yang diadakan terpisah untuk
memenuhi level servis tertentu. Stok tersebut ditentukan berdasarkan keterangan
dari
cycle
stock
dan
safety
stock
.
b.
Buffer
stock,
merupakan stok persediaan sebagai tambahan untuk
mengakomodasi perbedaan antara kapasitas produksi dan maksimum permintaan
penjualan.
mendatang atau adanya alasan finansial lainnya sehingga stok persediaan ini
diperlukan.
Pada prinsipnya, untuk mengontrol persediaan ada beberapa langkah yang
perlu dilakukan sebagai berikut:
1.
Persediaan dan jenis persediaan harus teridentifikasi.
2.
Unit stok dan bagaimana persediaan diukur harus diputuskan.
3.
Harus ada peraturan mengenai persediaan yang menjadi stok.
4.
Konsekuensi dari
out of stock
harus dapat dievaluasi untuk setiap
item
-nya.
5.
Level dari pengontrolan dapat diatur, sesuai dengan sistem kontrol persediaan
yang sudah diseleksi.
Pengendalian tingkat persediaan bertujuan mencapai daya guna (efisiensi) dan hasil
guna (efektivitas) optimal dalam penyediaan material. Maka dalam pengertian diatas,
usaha yang perlu dilakukan dalam
inventory control
secara garis besar dapat
diterangkan sebagai berikut:
1. Menjamin terpenuhinya kebutuhan operasi.
2. Meredam fluktuasi permintaan.
3. Membatasi nilai seluruh investasi
4. Menghindari penumpukan persediaan yang ada
seminimal mungkin, namun di lain pihak harus diusahakan agar penjualan dan
operasi perusahaan tidak terganggu.
Pengendalian tingkat persediaan adalah kegiatan yang berhubungan dengan
perencanaan, pelaksanaan, dan pengawasan penentuan kebutuhan material
sedemikian rupa sehingga di satu pihak kebutuhan operasi dapat dipenuhi pada
waktunya dan dilain pihak investasi persediaan material dapat ditekan secara optimal.
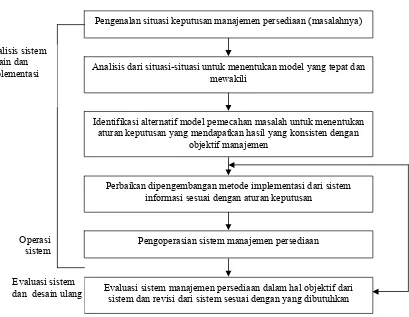
2.3. Sistem Manajemen Persediaan
Sistem manajemen persediaan mewujudkan suatu kumpulan kaidah dan
pedoman keputusan untuk berbagi situasi persediaan, dengan memanfaatkan
informasi yang ada menentukan sifat dasar dari situasi yang berbeda-beda ketika
situasi tersebut muncul pada saat dilakukan perencanaan. Dengan menggunakan
informasi yang menjelaskan variabel-variabel yang berbeda-beda, sistem akan
menyediakan informasi yang berhubungan untuk pengambilan keputusan agar
ditindak lanjuti.
Suatu sistem pengendalian persediaan yang diterapkan oleh suatu
perusahaan sering kali mengalami hambatan-hambatan baik yang berasal dari dalam
perusahaan maupun dari luar perusahaan. Hambatan yang biasanya dijumpai didalam
pengendalian persediaan adalah sebagai berikut:
1.
permintaan yang bervariasi dan sering tidak pasti baik dari segi jumlah maupun
kedatangannya.
2.
Waktu ancang-ancang atau
lead-time
yang cenderung tidak pasti karena banyak
faktor yang tidak dapat sepenuhnya dikendalikan.
3.
Sistem administrasi dan organisasi dalam perusahaan karena kurangnya sistem
informasi.
4.
Tingkat pelayanan yang diberikan oleh perusahaan kepada pelanggan.
5.
Tingkat keberanian manajemen perusahaan untuk mengambil resiko dalam
menentukan jumlah persediaan, karena persediaan yang terlalu besar dan
persediaan yang terlalu kecil dapat menyebabkan kekurangan persediaan (
stock
out
).
Pengenalan situasi keputusan manajemen persediaan (masalahnya)
Analisis dari situasi-situasi untuk menentukan model yang tepat dan
mewakili
Identifikasi alternatif model pemecahan masalah untuk menentukan
aturan keputusan yang mendapatkan hasil yang konsisten dengan
objektif manajemen
Evaluasi sistem
dan desain ulang
Evaluasi sistem manajemen persediaan dalam hal objektif dari
sistem dan revisi dari sistem sesuai dengan yang dibutuhkan
Pengoperasian sistem manajemen persediaan
Analisis sistem
desain dan
implementasi
Perbaikan dipengembangan metode implementasi dari sistem
informasi sesuai dengan aturan keputusan
[image:47.612.101.510.111.428.2]Operasi
sistem
Gambar 1. Diagram Alir Pengembangan Sistem Manajemen Persediaan
2.4. Sistem Transaksi Persediaan
diperbaharui. Pemeriksaan persediaan fisik harus dilakukan pada akhir tahun untuk
menentukan harga pokok penjualan. Tanpa melihat sistem akuntansi persediaan apa
yang digunakan, adalah baik sekali untuk melakukan pemeriksaan persediaan fisik
sedikitnya sekali setahun.
Didalam tesis ini, proses yang akan digunakan untuk mendesain ulang
transaksi pengadaan persediaan adalah dengan mengumpulkan data terlebih dahulu
kemudian data yang diperoleh akan diuraikan dengan menggunakan analisis aliran
informasi yang bertujuan untuk memperbaiki efisiensi dan efektivitas proses.
2.5. Keakuratan Catatan Persediaan
Kebijakan persediaan yang baik tidak berarti manajemen tidak mengetahui
persediaan apa yang ada ditangan. Keakuratan catatan mengenai persediaan ini
penting dalam sistem produksi dan persediaan. Keakuratan ini memungkinkan
organisasi untuk tidak merasa yakin bahwa “beberapa dari seluruh produk” berada di
persediaan dan memungkinkan organisasi untuk tidak hanya memfokuskan pada
butir-butir persediaan yang dibutuhkan. Bila hanya suatu organisasi dapat secara
akurat menentukan apa yang ada di tangannyalah organisasi itu dapat membuat
keputusan yang tepat mengenai pemesanan, penjadwalan, dan pengankutan.
mekanisme dan prosedur penyediaan persediaan, administrasi dan system informasi
persediaan serta pengoperasian tenaga kerja untuk persediaan. Tanpa didukung oleh
suatu sistem pengoperasian persediaan yang memadai, walaupun persediaan
melimpah belum tentu persediaan tersebut berfungsi seperti yang diharapkan. Oleh
karena itu tersedianya suatu persediaan yang baik merupakan persyaratan terciptanya
mekanisme kerja yang optimal.
Permasalahan kuantitatif berkaitan dengan hal-hal yang berhubungan dengan
penentuan jumlah bahan baku yang akan dipesan, saat yang tepat untuk
mengantisipasi terjadinya kekurangan persediaan. Permasalahan ini dikenal sebagai
penentuan kebijaksanaan persediaan yaitu pemilihan metode pengendalian persediaan
yang baik.
2.6.
Nearest Practical Counting Unit
(NPCU)
2.7
.
SAP (
Systems, Applications and Products
)
SAP merupakan
tools
penyempurnaan dari sistem dokumentasi
on-line
yang
diharapkan membantu perusahaan salah satunya dalam menangani
inventory
sebagai
tempat penyimpanan data yang dapat diakses oleh semua orang yang berhubungan
dengan transaksi persediaan pada suatu perusahaan yang menerapkannya.
Systems, Applications and Products
yang lebih dikenal dengan nama
SAP
merupakan salah satu
tools
on-line
yang dipergunakan PT Dow AgroSciences
Indonesia Medan untuk melakukan
on-line
transaksi yang berhubungan dengan
semua data perusahaan.
SAP
yang dipakai adalah
SAP
's R/2 dimana
tools
ini dapat
memberikan data sampai 5 tahun terakhir. Data yang diperoleh adalah data transaksi
untuk
stock inventory
, pengeluaran barang
(goods issued)
, penerimaan barang
(goods
received)
,
write off/in, transfer
, dan sebagainya.
2.8. Metode Peramalan
Secara umum metode peramalan dibagi atas dua bagian, yaitu metode
peramalan kualitatif dan metode peramalan kuantitatif. Uraian lebih lanjut bagi
kedua metode ini akan dibahas selanjutnya.
A.
Metode Peramalan Kualitatif
dengan metode kualitatif tidak berarti hanya menggunakan intuisi, tetapi juga bisa
mengikutsertakan model-model statistik sebagai bahan masukan dlm melakukan
judgement (keputusan), dan dapat dilakukan secara perseorangan maupun kelompok.
Dalam peramalan secara kualitatif dikenal empat metode yang umum
dipakai, yaitu :
a.
Juri Opini Eksekutif
Pendekatan ini merupakan pendekatan peramalan yang paling sederhana dan paling
banyak digunakan dalam peramalan bisnis. Pendekatan ini mendasarkan pada
pendapat dari sekelompok kecil eksekutif tingkat atas, misalnya manajer
bagian-bagian pemasaran, produksi, teknik, keuangan, dan logistik, yang secara
bersama-sama mendiskusikan dan memutuskan ramalan suatu variabel pada periode yang
akan datang. Keuntungan dari metode ini adalah keputusan dibuat berdasarkan
masukan dari beberapa eksekutif, tidak hanya satu orang, sehingga hasilnya
diharapkan lebih akurat. Namun, kelemahannya adalah ketepatan peramalan sangat
tergantung dari masukan individu.
b.
Metode
Delphi
keadaan yang akan datang lebih akurat dan lebih profesional sehingga hasil
peramalan diharapkan mendekati aktualnya.
c.
Gabungan Tenaga Penjualan
Metode ini juga banyak digunakan, karena tenaga penjualan merupakan sumber
informasi yang baik mengenai permintaan konsumen. Setiap tenaga penjual
meramalkan tingkat penjualan di daerahnya, yang kemudian digabung pada
tingkat propinsi dan seterusnya sampai ke tingkat nasional untuk mencapai
peramalan menyeluruh. Kelemahan dari metode ini adalah terletak pada sikap
optimis yang dimiliki tenaga penjualan sehingga terjadi
overestimate
tetapi
sebaliknya juga dapat terjadi
underestimate
.
d.
Survei Pasar
Masukan diperoleh dari konsumen atau konsumen potensial terhadap rencana
pembeliannya pada periode yang diamati. Survei dapat dilakukan dengan
kuesioner, telepon, atau wawancara langsung. Pendekatan ini dapat membantu
tidak saja dalam menyiapkan peramalan, tetapi juga dalam meningkatkan desain
produk dan perencanaan untuk suatu produk baru. Namun, metode ini selain
menyita banyak waktu, juga mahal dan sulit.
B.
Metode Peramalan Kuantitatif
1)
Definisikan tujuan peramalan.
2)
Buat diagram pencar.
3)
Pilih beberapa metode.
4)
Hitung parameter-parameter.
5)
Hitung kesalahan setiap metode.
6)
Pilih metode dengan kesalahan terkecil.
7)
Verifikasi peramalan.
Metode peramalan kuantitatif pada dasarnya dapat dikelompokkan dalam
dua jenis, yaitu metode deret berkala
(time series)
dan metode kausal
.
Metode deret berkala adalah metode yang dipergunakan untuk menganalisis
serangkaian data yang merupakan fungsi dari waktu. Metode ini mengasumsikan
beberapa pola atau kombinasi pola selalu berulang sepanjang waktu, dan pola
dasarnya dapat diidentifikasi semata-mata atas dasar data historis dari serial itu.
Tujuan dari analisis ini adalah untuk menemukan pola deret variabel yang
bersangkutan berdasarkan atas nilai-nilai variabel pada masa sebelumnya, dan
mengekstrapolasikan pola tersebut untuk membuat peramalan nilai variabel tersebut
pada masa yang akan datang.
kausal adalah untuk menemukan bentuk hubungan antara variabel-variabel tersebut
dan menggunakannya untuk meramalkan nilai dari variabel tidak bebas (
dependent)
.
1.
Metode Deret Berkala
Metode peramalan yang termasuk model deret berkala adalah :
1)
Metode Penghalusan
(Smoothing)
Metode smothing digunakan untuk mengurangi ketidakteraturan musiman dari data
yang lalu, dengan membuat rata-rata tertimbang dari sederetan data masa lalu.
Ketetapan peramalan dengan metode ini akan terdapat pada peramalan jangka
pendek. Sedangkan untuk peramalan jangka panjang kurang akurat.
Metode
smoothing
terdiri dari beberapa jenis, antara lain :
a.
Metode Rata-rata Bergerak (Moving Average), terdiri atas :
1.
Single Moving Average (SMA)
Moving average pada suatu periode merupakan peramalan untuk satu periode
ke depan dari periode rata-rata tersebut. Persoalan yang timbul dalam
penggunaan metode ini adalah dalam menentukan nilai t (periode
perata-rataan). Semakin besar nilai t maka peramalan yang dihasilkan akan semakin
menjauhi pola data.
Secara matematis, rumus fungsi peramalan metode ini adalah :
F
t + 1=
N
X
t t X
X N
dimana:
X
1= data pengamatan periode i.
N
= jumlah deret waktu yang digunakan.
F
t+1= nilai peramalan periode tidak tidak + 1
2.
Linier Moving Average (LMA)
Dasar dari metode ini adalah penggunaan moving average kedua untuk
memperoleh penyesuaian bentuk pola trend. Metode LMA adalah :
a). Menghitung SMA dari data dengan perata-rataan tertentu ; hasilnya
dinotasikan dengan
S
t’.
b). Setelah semua SMA dihitung, hitung moving average kedua yaitu moving
average. Dari S
t’ dengan periode perata-rataan yang sama; hasilnya
dinotasikan dengan S
t”.
c). Hitung komponen
at
dengan rumus:
at = S
t’ - (S
t’ – S
t“)
d). Hitung komponen trend
bt
dengan rumus:
bt = (2 N-1) (S
t’ – S
t”)
e)
.
Maka peramalan untuk m periode ke depan setelah adalah sebagai berikut:
F
t÷m= at + bt . m
b. Metode Exponential
a). Single Exponential Smoothing
Nilai peramalan dapat dicari dengan menggunakan rumus berikut:
F
t + 1α
. Xt . (1 -α
) . Ftdimana:
X
t= data permintaan pada periode tidak
α
= faktor/konstanta pemulusan
F
t+1= peramalan untuk periode tidak
2)
Metode Proyeksi Kecenderungan dengan Regresi
Metode kecenderungan dengan regresi merupakan dasar garis
kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut
dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Untuk
peramalan jangka pendek dan jangka panjang, ketepatan peramalan dengan metode
ini sangat baik. Data yang dibutuhkan untuk metode ini adalah tahunan, minimal
lima tahun. Namun, semakin banyak data yang dimiliki semakin baik hasil yang
diperoleh.
Bentuk fungsi dari metode ini dapat berupa:
a.
Konstan, dengan fungsi peramalan (Y
t):
Y
ta, dimana a
Σ
Y
tN
dimana:
b =
2 2)
(
t
t
n
y
t
ty
n
∑
−
∑
∑
∑
−
∑
a =
n
t
b
y
−
∑
∑
c.
Kuadratis
,
dengan fungsi peramalan:
Y
t= a + bt + ct
2dimana:
b =
2i i i
X
Y
X
−∑
∑
c =
(
(
)(
)
)
4 2 2 2 i i i i iX
N
X
Y
X
N
X
∑
−
∑
∑
−
∑
a =
N
X
c
Y
i−
∑
i2∑
d. Eksponensial
,
dengan fungsi peramalan:
Y
t= ae
btb.
Siklis
,
dengan fungsi peramalan:
Y
t =a + b sin
n
t
c
n
t
π
π
2
cos
2
+
n
t
c
n
t
b
na
Y
=
+
∑
sin
2
π
+
∑
cos
2
π
n
t
n
d
c
n
t
b
n
t
a
n
t
Y
sin
2
π
=
∑
sin
2
π
+
∑
sin
22
π
+
∑
sin
2
π
cos
2
π
∑
n
t
c
n
t
n
t
b
n
t
a
n
t
Y
cos
2
π
=
∑
cos
2
π
+
∑
sin
2
π
cos
2
π
+
∑
cos
22
π
∑
3)
Metode Dekomposisi
Yaitu hasil ramalan ditentukan dengan kombinasi dari fungsi yang ada
sehingga tidak dapat diramalkan secara biasa. Fungsi tersebut didekati dengan fungsi
linier atau siklis, kemudian bagi
t
atas kwartalan sementara berdasarkan denga pola
data yang ada. Terdapat beberapa pendekatan alternative untuk mendekomposisikan
suatu deret berkala yang semuanya bertujuan memisahkan setiap komponen deret
data seteliti mungkin. Konsep dasar pemisahan bersifat empiris dan tetap, yang
mula-mula memisahkan unsure musiman, kemudian trend, dan akhirnya unsru siklis.
Adapun langkah-langkah perhitungannya adalah sebagai berikut:
a. Ramalkan fungsi Y biasa (dt = a + bt)
b. Hitung nilai indeks
c. Gabungkan nilai perolehan indeks kemudian ramalkan yang baru.
2. Metode Kausal
Metode kausal (sebab akibat) adalah metode peramalan yang didasarkan
atas penggunaan analisa pola hubungan antara variabel yang akan diperkirakan
dengan variabel lain yang mempengaruhi selain waktu, antara lain:
b.
Saluran distribusi, jika banyak saluran distribusi maka permintaan naik.
Metode kausal terdiri atas beberapa metode , antara lain :
1.
Metode regresi dan korelasi.
2.
Metode ekonometrik.
3.
Metode Input-Output
C. Kriteria Performansi Peramalan
Seseorang perencana tentu menginginkan hasil perkiraan ramalan yang tepat
atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga
rencana yang dibuatnya merupakan rencana yang realistis. Ketetapan atau ketelitian
inilah yang menjadi kriteri performance suatu metode peramalan.
Ketepatan atau ketelitian tersebut dapat dinyatakan sebagai kesalahan dalam
peramalan. Kesalahan yang kecil memberikan arti ketelitian peramalan yang tinggi,
dengan kata lain keakuratan hasil peramalan tinggi, begitu pula sebaliknya.
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, antara
lain, adalah:
1.
Mean Square Error (MSE)
MSE =
(
)
N
F
X
Nt
t t
∑
=
−
1dimana:
X
t= data aktual periode t
F
t= nilai ramalan periode t
N
= banyaknya periode
2.
Standard Error of Estimate (SEE)
SEE =
f
N
F
x
T t−
−
∑
2)
(
dimana:
f
= derajat kebebasan
= 1 untuk data konstan
= 2 untuk data linier
= 3 untuk data kuadratis
3.
Percentage Error (PE):
PE
t=
x
100
%
X
F
X
t t t⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
−
Dimana nilai dari PE
tbisa positip ataupun negatif.
4.
Mean Absolute Percentage Error (MAPE) :
2.9. Pengujian Hipotesa Dalam Pemakaian Metode NPCU dan Rancang Ulang
dengan Metode 3% Toleransi
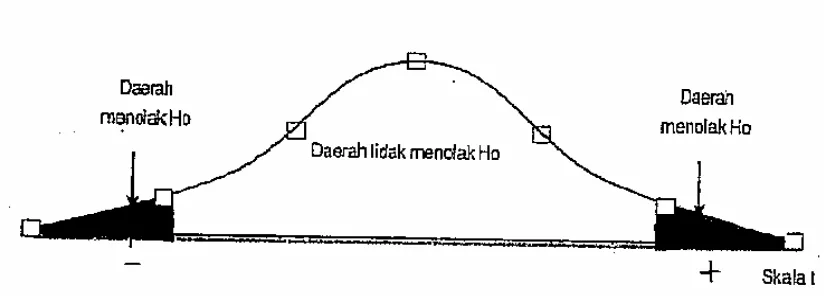
Pengujian hipotesa yang dilakukan adalah dengan distribusi F yang pada
dasarnya digunakan untuk menguji apakah dua atau lebih sampel berasal dari
populasi dengan varians yang sama.
Berikut beberapa ciri dari distribusi F:
a.
Distribusi F lebih mirip dengan distribusi, yaitu mempunyai “keluarga” distribusi
F. Setiap distribusi tergantung pada derajat bebasnya.
b.
Derajat bebas terdiri dari derajat bebas pembilang yang diperoleh dari k – 1,
dimana k adalah jumlah perlakuan atau perbedaan yang akan diuji, dengan
derajat bebas penyebut yang diperoleh dari N - , dimana N adalah jumlah total
pengamatan dari seluruh perlakukan atau perbedaan. Dengan berubahnya derajat
bebas pembilang dan penyebut, maka distribusi F juga akan berubah.
c.
Distribusi F tidak pernah mempunyai nilai negatif . Distribusi F seluruhnya
adalah positif atau menjulur ke positif
(postively skewed)
dan merupakan
distribusi kontinu yang menempati seluruh titik di kurva distribusinya.
d.
Nilai distribusi F mempunyai rentang dari tidak terhingga sampai 0. apabila nilai
F meningkat, maka nilai F mendekati sumbu X, namun tidak pernah menyentuh
sumbu X tersebut.
Terdapat 5 langkah dalam prosedur pengujian hipotesanya, yaitu:
1. Merumuskan hipotesa. Hipotesa yang diuji baiasanya adalah H
0yang menyatakan
tidak ada perbedaan yang nyata antara rata-rata hitung perlakuan dan H
1menyatakan ada perbedaan yang nyata antara rata-rata hitung perlakuan.
H
0:
μ
1 =
μ
2 =
μ
2 =
μ
3 =
μ
0
H
1:
μ
1
≠
μ
2
≠
μ
2
≠
μ
3
≠
μ
0
Hipotesa 0 (H
0) menyatakan bahwa nilai rata-rata perlakuana adalah sama yaitu
dari perlakuan 1 sampai n. Sedang hipotesa alternatif (H
1) menyatakan tidak sama.
2.
Menetukan taraf nyata. Taraf nyata dapat dipilih 1%, 5% atau 10% tergantung
pada kepentingannya. Untuk menentukan nilai kritis F diperlukan pengetahuna
tentang derajat bebas pembilang (k – 1) dimana k adalah jumlah perlakuan dan
derajat bebas penyebut (N – k) dimana N adalah jumlah total keseluruhan sampel.
3.
Menentukan uji statistik. Nilai F diperoleh dengan cara sebagai berikut:
F =
k
N
SSE
k
SST
−
−
/
1
/
=
SSE
MSTR
dimana:
F
: Nilai uji statistik F
SST
:
Sum of Square Treatment
atau s
um of square
antarperlakuan
k – 1
: Derajat bebas pembilang
SSE
: Sum of Square Error atau
sum of square
dalam perlakuan
N – k
: Derajat bebas penyebut
SST dan SSE adalam rumus F diperoleh dengan cara:
SST
=
∑
2 2
n
T
c-
(
)
N
X
2∑
SSE
=
∑
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
c
n
T
2dimana:
T
C: Kuadrat dari setiap kolom, nilai setiap pengamatan (X) dalam satu
kolom atau perlakuan dijumlahkan kemudian dikuadratkan
n
c: Jumlah pengamatan dalam setiap kolom atau perlakuan
X
: Nilai setiap perlakuan
N
: Jumlah total pengamatan
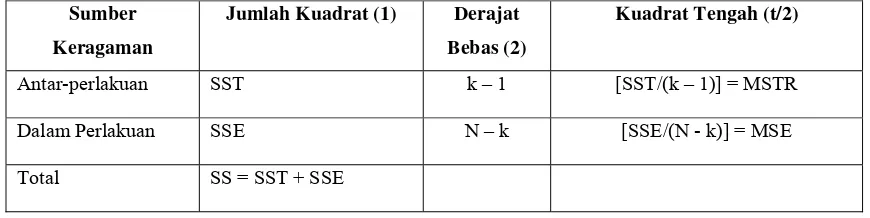
[image:63.612.105.540.412.521.2]Bentuk Umum dari analisi uji varians dapat dilihat dari tabel 1 berikut:
Tabel 1. Bentuk Umum dari Analisis Uji Varians
Sumber
Keragaman
Jumlah Kuadrat (1)
Derajat
Bebas (2)
Kuadrat Tengah (t/2)
Antar-perlakuan
SST
k – 1
[SST/(k – 1)] = MSTR
Dalam Perlakuan
SSE
N – k
[SSE/(N - k)] = MSE
Total
SS = SST + SSE
Gambar 2 . Kurva Daerah Kritis Distribusi
BAB III
GAMBARAN UMUM PERUSAHAAN
3.1. Sejarah Perusahaan
PT. Dow AgroSciences Indonesia merupakan perusahaan yang bergerak di
bidang formulasi bahan-bahan untuk memproduksi pestisida yang terbagi atas
formulasi herbisida dan formulasi insektisida.
Pada awalnya perusahaan ini berdiri dengan nama Pacific Chemicals
Indonesia yang didirikan pada tahun 1973 dibulan Agustus dengan surat persetujuan
dari BKPM No. B/56/Press/5/73 sebagai perusahaan yang menjual produk dan
berkantor pusat di Jakarta, berlokasi di Wisma GKBI Fl. 20 - Suite 2001 Jl. Jenderal
Sudirman Kav. 28 Jakarta 10210.
Pada tahun 1974 mulai didirikannya konstruksi untuk pembangunan pabrik
di Jl. Sisingamangaraja Km 9,5 Medan. Di tahun 1975 mulai memproduksi herbisida
Dowpon*M. Perusahaan ini adalah salah satu dari 4 perusahaan Dow yang
menghasilkan
Dowpon*M. Tiga perusahaan lainnya berlokasi di Midland USA,
King’s Lynn UK, dan Shah Alam Malaysia. Tahun 1977 pabrik ini mulai
PT. Pacific Chemicals Indonesia merupakan perusahaan subsidiary dari The
Dow Chemical Company (The DCC), dan pada tahun 1989 The Dow Chemical