RANCANGAN PERBAIKAN METODE KERJA
PADA STASIUN PENGANTONGAN SEMEN
DI PT. YOGA WIBAWA MANDIRI
TESIS
OLEH
CUT ITA ERLIANA 117025001/TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
RANCANGAN PERBAIKAN METODE KERJA
PADA STASIUN PENGANTONGAN SEMEN
DI PT. YOGA WIBAWA MANDIRI
TESIS
Diajukan Sebagai Salah Satu Syarat untuk memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri pada Fakultas Teknik Universitas Sumatera Utara
OLEH
CUT ITA ERLIANA 117025001/TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
Judul Tesis : RANCANGAN PERBAIKAN METODE KERJA PADA STASIUN PENGANTONGAN SEMEN DI PT. YOGA WIBAWA MANDIRI
Nama Mahasiswa : Cut Ita Erliana Nomor Pokok : 117025001 Program Studi : Teknik Industri
Menyetujui Komisi Pembimbing
(Prof. Dr. Ir. A. Rahim Matondang, MSIE) (Dr. Eng. Listiani Nurul Huda, MT)
Ketua Anggota
Ketua Program Studi Dekan
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng) (Prof. Dr. Ir. Bustami Syam, MSME)
LEMBAR PERNYATAAN
Dengan ini saya menyatakan bahwa tesis yang berjudul :
RANCANGAN PERBAIKAN METODE KERJA PADA STASIUN
PENGANTONGAN SEMEN DI PT. YOGA WIBAWA MANDIRI
Adalah benar hasil karya saya sendiri dan belum dipublikasikan oleh siapapun
sebelumnya. Sumber data dan informasi yang digunakan telah dinyatakan secara
benar dan jelas.
Medan, Juli 2014 Yang Membuat Pernyataan,
Telah di uji pada
Tanggal : 16 Juli 2014
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. A. Rahim Matondang, MSIE Anggota : Prof. Dr. Ir. Sukaria Sinulingga, M.Eng
ABSTRAK
PT. Yoga Wibawa Mandiri merupakan perusahaan yang bergerak dibidang jasa pengantongan semen dan menjalin kemitraan dengan PT. Semen Padang sejak tahun 2008. Produk yang dihasilkan adalah Semen Portland Pozzolan 50 kg. Masalah yang dihadapi perusahaan adalah kemampuan produksi semen yang lebih rendah dari permintaan semen. Analisis awal dilakukan terhadap komponen sistem kerja yaitu manusia, bahan baku, mesin, dan lingkungan kerja. Hasil analisis menunjukkan bahwa faktor manusia yaitu pada metode kerja yang berpengaruh terhadap kemampuan produksi semen.
Tujuan dari penelitian ini adalah mendapatkan rancangan perbaikan metode kerja pada stasiun pengantongan semen agar waktu pengerjaan produk menjadi lebih singkat sehingga jumlah produksi semen meningkat.
Perhitungan waktu elemen gerakan bagian pengantongan semen dilakukan dengan menggunakan metode Modular Arrangement of Predermined Time Standards (MODAPTS). Rancangan perbaikan metode kerja dilakukan dengan work elimination dan work simplification sesuai Prinsip Ekonomi Gerakan. Hasil pengukuran perbaikan metode kerja pada stasiun pengantongan semen menghasilkan penurunan waktu siklus sebesar 3,741 detik atau 34% dan kenaikan jumlah produksi sebanyak 16,8 ton/operator.
ABSTRACT
PT. Yoga Wibawa Mandiri is a company which operates in cement bagging service and has established partnership with PT. Semen Padang since 2008. The products produced by the company is Portland Pozzolan 50 kg cement. The problem faced by the company is the ability of cement production is lower than the demand for cement. Initial analysis was about the component of work system of human resources, raw material, machines, and work environment. The result of the analysis showed that the human resources in the working method influenced the capacity of the production.
The purpose of the research was to identify the design for the improvement of work method by using Modular Arrangement of Predermined Time Standards (MODAPTS). The design for the improvement of work method was conducted by using work elimination and work simplification, according to the Principles of Motion Economy. The result of the measurement of the improvement of work method in the cement bagging station showed that there was decrease in cycle time of 3.741 seconds or 34% and the increase in the amount of production of 16.8 tons/operator.
RIWAYAT HIDUP
Penulis dilahirkan di Kota Lhokseumawe - Aceh pada tanggal 2 November 1981,
merupakan anak kedua dari empat bersaudara dari pasangan Bapak Ir. H. TM. Ali Akbar
dan Ibu Hj. Nuraliyah.
Riwayat pendidikan formal yang dilalui penulis berawal dari Sekolah Dasar
Negeri Hagu Selatan tahun 1987-1993, Sekolah Menengah Pertama (SMP) tahun
1993-1996 di SMP Negeri 1 Lhokseumawe, Sekolah Menengah Atas tahun 1993-1996-1999 di
SMA Negeri 1 Lhokseumawe. Pada tahun 1999 melanjutkan pendidikan Strata-1 di
Universitas Islam Bandung, Fakultas Teknik, Program Studi Teknik Industri dan
dinyatakan lulus pada tahun 2004.
Pada akhir tahun 2008 penulis diterima sebagai staf pengajar pada Program Studi
Teknik Industri Fakultas Teknik, Universitas Malikussaleh. Penulis mendapatkan izin
sekolah untuk melanjutkan pendidikan Strata-2 pada Program Studi Magister Teknik
KATA PENGANTAR
Alhamdulillah, segala puji kehadirat ALLAH SWT atas segala karunia dan ridha-Nya sehingga penulis dapat menyelesaikan tesis ini dengan baik. Penulisan tesis ini merupakan salah satu syarat untuk menyelesaikan studi pada Program Studi Magister Teknik Industri Fakultas Teknik Universitas Sumatera Utara, sekaligus mengaplikasikan ilmu yang diperoleh di bangku perkuliahan.
Secara khusus penghargaan penulis ucapkan kepada suami tercinta Dahlan Abdullah, ST, M.Eng dan ananda tercinta Cut Zahra Almaira, terima kasih atas cinta, kasih sayang, kesabaran, pengertian, motivasi dan doanya. Bapak dan Ibu tercinta H. TM. Ali Akbar dan Hj. Nuraliyah, Ibunda Cut Aminah, abang, kakak dan adik T. Fauzan, ST, MT, Cut Mutia Dewi, SE, T.Farhan, Cut Shyfa atas doa, kasih sayang, dan motivasi yang diberikan untuk menyelesaikan studi. Terima kasih juga atas bantuan selama perkuliahan kepada Rosanti Osie Banabana dan rekan-rekan seperjuangan angkatan 14 (Bang Azis, Kak Meri, Bang Yanta, Yudi), angkatan 13,15 dan 16. Kemudian kepada semua pihak yang pernah memberikan bantuan dan dukungan kepada penulis yang namanya tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa tulisan ini masih jauh dari kesempurnaan, maka dari itu sangat diharapkan saran dan masukan yang konstruktif untuk perbaikan pada masa yang akan datang. Terima Kasih.
Medan, Juli 2014 Penulis,
DAFTAR ISI
1.2 Perumusan Masalah... 8
1.3 Tujuan Penelitian ... 8
1.4 Manfaat Penelitian ... 9
1.5 Batasan Masalah dan Asumsi ... 9
1.6 Sistematika Penulisan Tesis ... 10
BAB 2 TINJAUAN LITERATUR ... 12
2.1 Perbaikan Metode Kerja (Methods Improvement)... 12
2.2 Prosedur Sistematis untuk melaksanakan Analisis Metode Kerja ... 15
2.3 Prinsip Ekonomi Gerakan ... 16
2.4 Studi Gerakan ... 18
2.5 Peta Kerja ... 20
2.5.1 Peta Tangan Kiri dan Tangan Kanan ... 20
2.5.2 Peta Pekerja dan Mesin ... 21
2.6 Teknik Pengukuran Kerja ... 22
2.6.1 Kelonggaran ... 23
2.7 Modular Arrangement of Predermined Time Standards ... 26
2.8 Lingkungan Kerja ... 29
BAB 3 GAMBARAN UMUM OBJEK STUDI ... 35
3.1 Sejarah Singkat Perusahaan ... 35
3.2 Visi dan Misi Perusahaan ... 36
3.2.1 Visi Perusahaan ... 36
3.2.2 Misi Perusahaan ... 36
3.2.3 Produk ... 36
3.3 Organisasi dan Manajemen ... 37
3.3.1 Struktur Organisasi Perusahaan ... 37
3.3.2 Tenaga Kerja dan Jam Kerja ... 41
3.4 Mesin yang Digunakan Perusahaan ... 41
3.5 Proses Produksi ... 42
BAB 4 METODOLOGI PENELITIAN ... 43
4.1 Lokasi dan Waktu Penelitian ... 43
4.2 Subjek Penelitian ... 43
4.3 Jenis Penelitian ... 43
4.4 Identifikasi Variabel Penelitian ... 44
4.4.1 Variabel Independen ... 44
4.4.2 Variabel Dependen ... 44
4.4.3 Kerangka Konsep Penelitian ... 44
4.4.4 Definisi Operasional ... 45
4.5 Instrumen Penelitian ... 45
4.6 Jenis dan Sumber Data ... 46
4.6.1 Data Primer ... 46
4.6.2 Data Skunder ... 46
4.7 Prosedur Penelitian ... 47
4.8 Pelaksanaan Penelitian ... 48
4.9 Tahap Pengumpulan Data ... 49
4.10 Tahap Pengolahan Data ... 50
4.11 Tahap Analisis Pemecahan Masalah ... 50
BAB 5 HASIL DAN PEMBAHASAN ... 52
5.1 Data Permintaan dan produksi Semen Tahun 2013 ... 53
5.2 Data Permintaan dan Produksi Semen Tahun 2014 ... 53
5.3 Data Upah Lembur Tahun 2013 ... 54
5.4 Data Upah Lembur Tahun 2014 ... 57
5.5 Data Operator ... 57
5.6 Jumlah Kantong Semen yang dihasilkan Operator ... 58
5.7 Data Elemen Gerakan ... 58
5.8 Prinsip Ekonomi Gerakan ... 60
5.9 Data Waktu Pengerjaan ...71
5.10 Perhitungan Faktor Kelonggaran (Allowance)... 80
5.11 Peta Pekerja dan Mesin ... 83
5.12 Rancangan Usulan ... 85
5.12.1 Prinsip Ekonomi Gerakan ... 85
5.12.2 Perhitungan Waktu dengan Elemen Gerakan Usulan ... 88
5.12.3 Perhitungan Faktor Kelonggaran (Allowance)... 93
5.12.4 Perhitungan Waktu Standar ... 93
5.12.5 Perbandingan Metode Kerja Aktual dan Usulan ... 94
5.12.6 Peta Tangan Kiri dan Tangan Kanan Usulan ... 96
5.12.7 Penggunaan Anggota Tubuh Usulan ... 96
5.12.8 Peta Pekerja dan Mesin Usulan ... 98
BAB 6 KESIMPULAN DAN SARAN ... 99
6.1Kesimpulan ... 99
6.2Saran ... 100
DAFTAR PUSTAKA ... 101
DAFTAR TABEL
Nomor Judul Halaman
1.1 Hasil Produksi Semen Tahun 2013 ... 2
2.1 Gerakan Dasar Therbligs ... 19
2.2 Besarnya Kelonggaran Berdasarkan Faktor-faktor yang berpengaruh... 24
2.3 Perbandingan Metode Time Study dan Modapts ... 27
2.4 Kode Modapts ... 28
5.1 Data Permintaan dan produksi Semen Tahun 2013 ... 52
5.2 Data Permintaan dan Produksi Semen Tahun 2014 ... 53
5.3 Data Upah Lembur Tahun 2013 ... 55
5.4 Data Upah Lembur Tahun 2014 ... 56
5.5 Data Operator ... 57
5.6 Jumlah Kantong yang dihasilkan Operator ... 58
5.7 Elemen Gerakan Operator ... 59
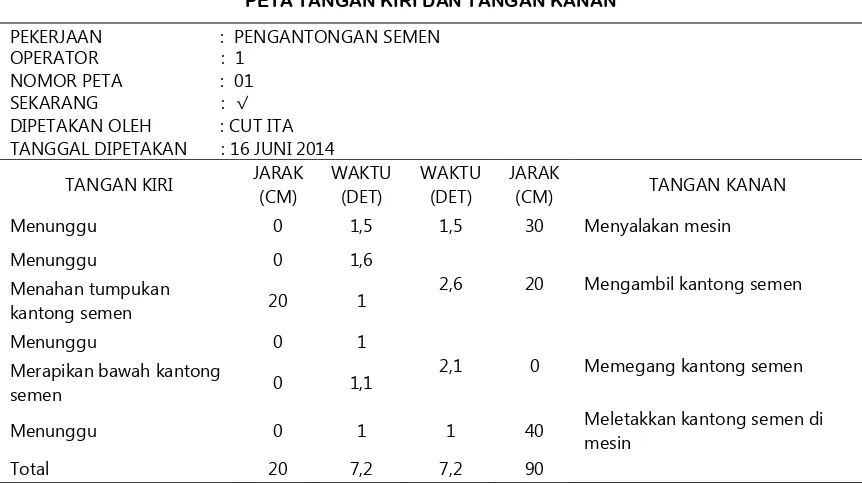
5.8 Peta Tangan Kiri dan Tangan Kanan Operator 1 ... 60
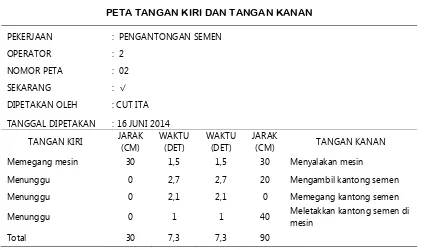
5.9 Peta Tangan Kiri dan Tangan Kanan Operator 2 ... 61
5.10 Peta Tangan Kiri dan Tangan Kanan Operator 3 ... 62
5.11 Peta Tangan Kiri dan Tangan Kanan Operator 4 ... 62
5.12 Peta Tangan Kiri dan Tangan Kanan Operator 5 ... 63
5.13 Peta Tangan Kiri dan Tangan Kanan Operator 6 ... 63
5.14 Peta Tangan Kiri dan Tangan Kanan Operator 7 ... 64
5.15 Peta Tangan Kiri dan Tangan Kanan Operator 8 ... 64
5.16 Rekapitulasi Waktu Gerakan Tangan Operator 1 s.d 8 ... 65
5.17 Bagian Tubuh Operator untuk Melakukan Pekerjaan ... 66
5.18 Rekapitulasi Penggunaan Anggota Tubuh ... 67
5.19 Tahapan Gerakan Operator ... 68
5.21 Lembar Kerja Modapts Operator 1 ... 72
5.22 Lembar Kerja Modapts Operator 2 ... 73
5.23 Lembar Kerja Modapts Operator 3 ... 74
5.24 Lembar Kerja Modapts Operator 4 ... 75
5.25 Lembar Kerja Modapts Operator 5 ... 76
5.26 Lembar Kerja Modapts Operator 6 ... 77
5.27 Lembar Kerja Modapts Operator 7 ... 78
5.28 Lembar Kerja Modapts Operator 8 ... 79
5.29 Rekapitulasi Waktu Normal Tiap Operator ... 80
5.30 Perhitungan Allowance (Kelonggaran) untuk Operator ... 81
5.31 Waktu Standar Tiap Operator ... 82
5.32 Peta Pekerja dan Mesin Operator A ... 84
5.33 Rekapitulasi Peta Pekerja dan Mesin Operator A s.d H ... 85
5.34 Gerakan yang Tidak Sesuai dengan Prinsip Ekonomi Gerakan ... 86
5.35 Lembar Kerja Modapts Usulan Operator 1 ... 89
5.36 Lembar Kerja Modapts Usulan Operator 2 ... 89
5.43 Perhitungan Allowance Untuk Operator ... 93
5.44 Waktu Standar Tiap Operator ... 94
5.45 Perbandingan Waktu Standar Metode Kerja Aktual dan Usulan ... 94
5.46 Perbandingan Hasil Produksi Semen ... 94
5.47 Peta Tangan Kiri dan Kanan Usulan ... 96
5.48 Bagian Tubuh yang Digunakan untuk Melakukan Pekerjaan... 97
DAFTAR GAMBAR
Nomor Judul Halaman
1.1 Bahan Baku ... 3
1.2 Mesin yang Digunakan ... 4
1.3 Tahapan Gerakan Operator Pada Pengantongan Semen Aktual ... 5
1.4 Tahapan Gerakan Operator detail pada Pengantongan Semen ... 6
1.5 Kondisi Lingkungan Kerja Fisik Perusahaan ... 7
2.1 Langkah-langkah dalam Analisis Metode Kerja ... 12
2.2 Interaksi Faktor-faktor Produksi dalam Analisis Metode Kerja ... 14
3.1 Produk yang Dihasilkan ... 36
3.2 Struktur Organisasi PT. Yoga Wibawa Mandiri ... 38
4.1 Kerangka Konseptual Penelitian ... 44
4.2 Prosedur Pengamatan Ekonomi Gerakan Operator ... 47
4.3 Prosedur Pengukuran Work and Idle Operator ... 48
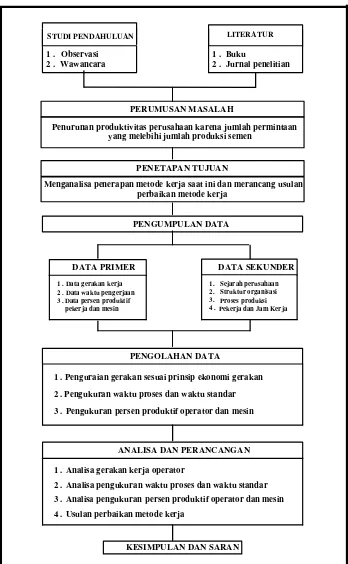
4.4 Blok Diagram Prosedur Penelitian ... 51
5.1 Data Permintaan dan produksi Semen Tahun 2013 ... 53
5.2 Data Permintaan dan Produksi Semen Tahun 2014 ... 54
5.3 Data Upah Lembur Tahun 2013 ... 56
5.4 Data Upah Lembur Tahun 2014 ... 57
5.5 Gerakan Kerja Operator ... 59
5.6 Grafik Waktu Gerakan Tangan ... 65
5.7 Penggunaan Anggota Tubuh Operator Saat Bekerja ... 67
5.8 Perbandingan Waktu Tiap Gerakan Operator ... 69
5.9 Layout Area Produksi ... 70
5.10 Grafik Waktu Standar Tiap Operator ... 82
5.11 Gerakan Kerja Aktual ... 87
5.12 Gerakan Kerja Usulan ... 88
DAFTAR LAMPIRAN
Nomor Judul Halaman
ABSTRAK
PT. Yoga Wibawa Mandiri merupakan perusahaan yang bergerak dibidang jasa pengantongan semen dan menjalin kemitraan dengan PT. Semen Padang sejak tahun 2008. Produk yang dihasilkan adalah Semen Portland Pozzolan 50 kg. Masalah yang dihadapi perusahaan adalah kemampuan produksi semen yang lebih rendah dari permintaan semen. Analisis awal dilakukan terhadap komponen sistem kerja yaitu manusia, bahan baku, mesin, dan lingkungan kerja. Hasil analisis menunjukkan bahwa faktor manusia yaitu pada metode kerja yang berpengaruh terhadap kemampuan produksi semen.
Tujuan dari penelitian ini adalah mendapatkan rancangan perbaikan metode kerja pada stasiun pengantongan semen agar waktu pengerjaan produk menjadi lebih singkat sehingga jumlah produksi semen meningkat.
Perhitungan waktu elemen gerakan bagian pengantongan semen dilakukan dengan menggunakan metode Modular Arrangement of Predermined Time Standards (MODAPTS). Rancangan perbaikan metode kerja dilakukan dengan work elimination dan work simplification sesuai Prinsip Ekonomi Gerakan. Hasil pengukuran perbaikan metode kerja pada stasiun pengantongan semen menghasilkan penurunan waktu siklus sebesar 3,741 detik atau 34% dan kenaikan jumlah produksi sebanyak 16,8 ton/operator.
ABSTRACT
PT. Yoga Wibawa Mandiri is a company which operates in cement bagging service and has established partnership with PT. Semen Padang since 2008. The products produced by the company is Portland Pozzolan 50 kg cement. The problem faced by the company is the ability of cement production is lower than the demand for cement. Initial analysis was about the component of work system of human resources, raw material, machines, and work environment. The result of the analysis showed that the human resources in the working method influenced the capacity of the production.
The purpose of the research was to identify the design for the improvement of work method by using Modular Arrangement of Predermined Time Standards (MODAPTS). The design for the improvement of work method was conducted by using work elimination and work simplification, according to the Principles of Motion Economy. The result of the measurement of the improvement of work method in the cement bagging station showed that there was decrease in cycle time of 3.741 seconds or 34% and the increase in the amount of production of 16.8 tons/operator.
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Industri semen merupakan salah satu industri prospektif saat ini. Asosiasi Semen
Indonesia (ASI) menyebutkan pada tahun 2012 kebutuhan semen nasional mencapai
54,9 juta ton dan tahun 2013 mencapai 58,5 juta ton atau meningkat 6 persen. Pada tahun
2014 diprediksi kebutuhan semen nasional akan meningkat 10 persen atau sebesar 64
juta ton.
Konsumsi semen nasional yang semakin meningkat ini menjadi peluang sekaligus
tantangan bagi pabrik semen untuk terus bersaing satu dan lainnya. Salah satu bentuk
persaingan adalah banyaknya jumlah unit pengantongan semen (packing plant) yang
dimiliki perusahaan untuk kelancaran distribusi semen ke daerah. Hal ini diharapkan
perusahaan dapat meningkatkan volume penjualan di wilayah tersebut. Namun disisi
lain metode kerja yang diterapkan pada tiap packing plant adalah berbeda, misalnya
dalam hal fasilitas produksi yang digunakan. Packing plant yang didukung oleh mesin
pengantongan (packer) yang bersifat otomatis, menyebabkan beban kerja operator
menjadi berkurang, dimana kantong atau zak akan terisi secara otomatis dengan bantuan
robot. Namun tidak semua perusahaan memakai sistem robotic karena alasan finansial.
Salah satu perusahaan yang masih menggunakan mesin packer manual adalah
PT. Yoga Wibawa Mandiri. Perusahaan yang berdomisili di pelabuhan
Krueng Geukuh – Lhokseumawe ini menjalin kemitraan dengan PT. Semen Padang
sejak tahun 2008 dalam bidang pengantongan semen. Hasil wawancara dengan pihak
perusahaan, perusahaan mengeluhkan jumlah produksi semen yang lebih rendah dari
jumlah permintaan semen. Data hasil produksi semen tahun 2013 ditunjukkan pada
Tabel 1.1.
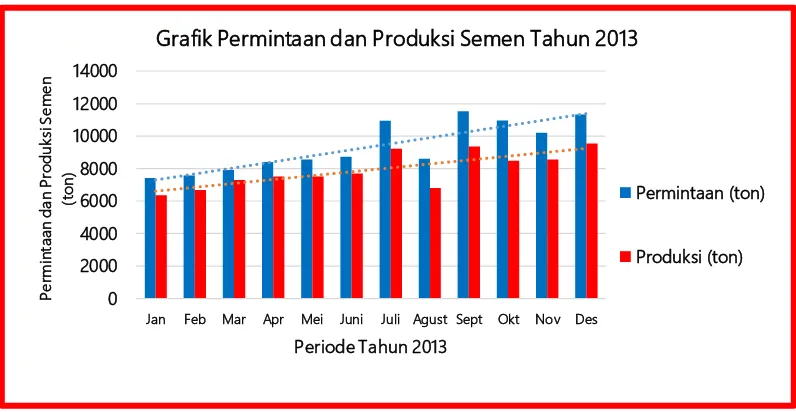
Tabel 1.1 Hasil Produksi Semen Tahun 2013.
No Periode Permintaan (ton) Produksi (ton)
1 Januari 7421 6356
Sumber: Perusahaan.
Tabel 1.1 menunjukkan jumlah permintaan lebih tinggi dari jumlah produksi dan
ini terjadi setiap bulan selama tahun 2013. Selama ini perusahaan menerapkan jam
lembur. Akibat penerapan jam lembur, perusahaan harus mengeluarkan dana tambahan
untuk membayar upah lembur dengan kisaran Rp. 30.000.000,- setiap tahunnya.
perubahan agar jumlah produksi semen pada jam kerja sama besarnya dengan jumlah
permintaan semen.
Penulis melakukan analisis awal pada komponen sistem kerja untuk mengetahui
penyebab dari menurunnya produktivitas perusahaan. Pada komponen bahan baku,
semen curah dan kantong semen dikirimkan oleh Semen Padang menggunakan kapal
laut. Selama ini tidak ada masalah pada bahan baku karena pengiriman selalu tepat
waktu dan dalam jumlah yang mencukupi sehingga bahan baku bukan faktor penyebab
menurunnya produktivitas perusahaan. Bahan baku ditunjukkan pada Gambar 1.1.
a. Kantong semen. b. Kapal pengangkut semen curah
c. Semen curah dialirkan melalui pipa inlet.
d. Semen curah dialirkan ke silo.
Mesin yang digunakan adalah mesin packer manual sehingga operator diharuskan
untuk memasang kantong semen atau zag yang kosong ke lengan pengisi (spout) mesin
packer. Mesin ini berkapasitas 40 ton/jam dengan kapasitas terpakai adalah 70%.
Berdasarkan data diatas komponen mesin bukan merupakan faktor penyebab rendahnya
jumlah produksi semen karena kapasitas mesin melebihi kapasitas produksi dan
persentase kapasitas terpakai masih dibawah 100%. Mesin yang digunakan ditunjukkan
pada Gambar 1.2.
Gambar 1.2 Mesin yang digunakan
Pada faktor manusia, operator pada stasiun kerja pengantongan semen adalah
operator yang sudah berpengalaman (bekerja di perusahaan ini sejak tahun 2008) dan
berjumlah 8 orang. Tiap mesin packer dioperasikan oleh dua operator yang bergantian
dengan operator lainnya setiap 3,5 jam kerja. Sampai saat ini perusahaan beroperasi
tanpa didukung dengan SOP (Standard Operating Procedure). Metode kerja yang
diterapkan berdasarkan kebiasaan apa yang sudah mereka jalankan bertahun-tahun.
Belum ada standar waktu kerja bagi operator, sehingga operator tidak mempunyai acuan
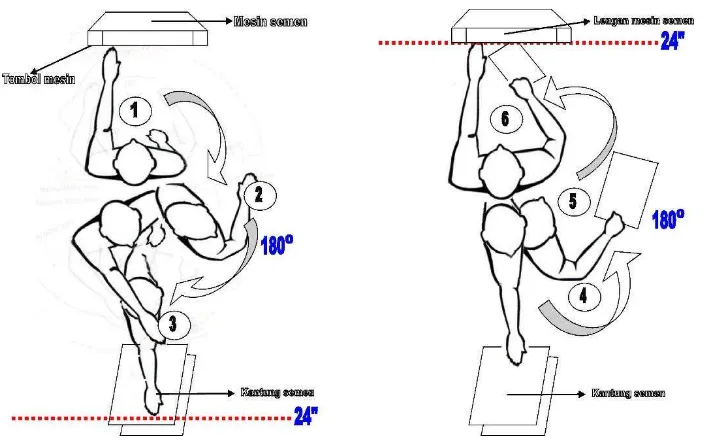
a. Operator menyalakan mesin packer.
b. Operator berputar dan berjalan mengambil kantong semen.
c. Operator berputar, berjalan dan memegang kantong semen.
d. Operator mengarahkan kantong semen ke lengan mesin packer.
Gambar 1.3 Tahapan Gerakan Operator Pada Proses Pengantongan Semen Aktual.
Pada Gambar 1.3 tampak operator melakukan pekerjaan pengantongan semen.
Gerakan pertama ditunjukkan pada Gambar I.3.a operator menyalakan mesin packer.
Gerakan selanjutnya adalah berputar sebesar 180° untuk mengambil kantong semen
yang terletak di meja dibelakang operator. Gerakan ini dilakukan sebanyak 240 kali
dalam satu jam kerja. Tahapan gerakan operator secara detail tiap elemen kegiatan
a. Operator menyalakan mesin packer. b. Operator berputar dan berjalan
c. Operator mengambil kantong semen. d. Operator berputar dan berjalan membawa kantong semen.
e. Operator memegang kantong semen. f. Operator meletakkan kantong semen ke lengan mesin packer.
PT. Yoga Wibawa Mandiri terletak di Pelabuhan Krueng Geukuh dengan
kondisi lingkungan kerja fisik ditunjukkan pada Gambar 1.5.
a. Kecepatan angin 5,7 m/s. b. Kelembaban udara 100%.
c. Suhu 30°C. d. ISPU 222.
Gambar 1.5 Kondisi Lingkungan Kerja Fisik Perusahaan.
Berdasarkan Gambar 1.5 dan mengacu pada Keputusan Menteri Kesehatan
Republik Indonesia Nomor 1405/Menkes/SK/Xi/2002 Tentang Persyaratan Kesehatan
100% artinya suhu dan kelembaban perusahaan masih dalam ambang batas. Indeks
Standar Pencemaran Udara termasuk dalam kategori sangat tidak sehat dikarenakan
debu semen yang sangat banyak beterbangan. Tetapi efek debu terhadap pekerja tidak
diamati di dalam penelitian ini.
Berdasarkan hasil analisis awal terhadap empat komponen sistem kerja
diidentifikasi bahwa faktor penyebab tidak terpenuhinya permintaan semen pada jam
kerja adalah pada komponen metode kerja.
Berdasarkan fenomena dan literatur di atas maka perlu diadakan penelitian di PT.
Yoga Wibawa Mandiri untuk menemukan solusi berupa rancangan perbaikan metode
kerja agar jumlah produksi semen pada jam kerja meningkat.
1.2 Perumusan Masalah
Berdasarkan identifikasi masalah diatas dapat dirumuskan bahwa terdapat metode
kerja dengan gerakan repetitif dalam frekuensi tinggi yang menyebabkan pemborosan
waktu kerja dan produksi semen pada jam kerja tidak terpenuhi, oleh karena itu
diperlukan perbaikan metode kerja.
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah menganalisa metode kerja yang
berlangsung saat ini dan melakukan perbaikan metode kerja yang dilakukan oleh
operator untuk mempersingkat waktu pengerjaan produk sehingga jumlah produksi
1.4 Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut:
1. Peningkatan kemampuan peneliti untuk mengamati dan menganalisis
permasalahan yang dihadapi oleh perusahaan khususnya dalam penerapan
metode kerja pada proses pengantongan semen.
2. Sebagai bahan masukan bagi perusahaan untuk dapat merancang metode
kerja yang lebih baik, sehingga dapat meningkatkan produktivitas kerja.
3. Sebagai bahan referensi untuk penelitian selanjutnya dalam mencari solusi
terbaik dalam perbaikan metode kerja.
1.5 Batasan Masalah dan Asumsi
Untuk menghindari meluasnya pembahasan dari yang sebenarnya diteliti, maka
penulis membuat batasan masalah dan asumsi. Penelitian ini dibatasi pada:
1. Penelitian dilakukan di PT. Yoga Wibawa Mandiri pada stasiun kerja
pengantongan semen.
2. Operator yang diamati adalah operator pada stasiun kerja pengantongan
semen.
3. Masalah penelitian dibatasi pada aspek ergonomi proses pengantongan
semen.
Asumsi yang digunakan adalah sebagai berikut:
1. Proses produksi berada pada kondisi normal dan tidak mengalami perubahan
2. Operator yang diamati memiliki tingkat keterampilan dan kemampuan yang
sama untuk pekerjaan yang akan dilakukan.
3. Metode dan fasilitas yang digunakan untuk menyelesaikan pekerjaan adalah
sama selama penelitian berlangsung.
4. Jam kerja yang berlangsung adalah normal.
5. Lingkungan kerja tidak mempengaruhi hasil penelitian.
1.6 Sistematika Penulisan Tesis
Agar penulisan tesis ini dapat dipahami dengan mudah, maka disusun sistematika
yang digunakan dalam penulisan ini yang terdiri dari beberapa bagian, yaitu:
BAB 1 : PENDAHULUAN
Menguraikan latar belakang masalah, perumusan masalah, tujuan
penelitian, manfaat penelitian, batasan dan asumsi penelitian dan serta
sistematika penulisan tesis.
BAB 2 : TINJAUAN LITERATUR
Menguraikan literatur yang melandasi dan mendukung penelitian ini.
Memberikan pemahaman singkat melalui penjelasan umum, uraian
pengertian, dan teori-teori.
BAB 3 : GAMBARAN UMUM OBJEK STUDI
Menguraikan tentang gambaran umum perusahaan, ruang lingkup
BAB 4 : METODOLOGI PENELITIAN
Menguraikan metodologi penelitian sebagai kerangka pemecahan
masalah baik dalam mengumpulkan data ataupun dalam menganalisis
data yang diperoleh.
BAB 5 : HASIL DAN PEMBAHASAN
Menguraikan data yang dikumpulkan untuk kepentingan penelitian dan
pengolahan data tersebut sesuai dengan metodologi penelitian dan
menguraikan hasil perancangan yang dianalisa dari hasil pengolahan
data yang telah dilakukan.
BAB 6 : KESIMPULAN DAN SARAN
Menguraikan kesimpulan yang didapat dari hasil rancangan dan
saran-saran yang diberikan kepada pihak perusahaan.
DAFTAR PUSTAKA
BAB 2
TINJAUAN LITERATUR
2.1 Perbaikan Metode Kerja (Methods Improvement)
Perbaikan metode kerja adalah proses dimana pekerjaan dianalisis untuk
meningkatkan produktivitas kerja. Analisis dilakukan dengan mengidentifikasi metode
(methods analysis) yang berlangsung saat ini kemudian merancang dan menerapkan
metode kerja yang lebih efektif dan efisien dengan tujuan akhir adalah waktu
penyelesaian lebih singkat dan cepat (Lawrence, 2000:105).
Analisa metode kerja dimaksudkan untuk mempelajari prinsip-prinsip dan
teknik-teknik pengaturan kerja yang optimal dalam suatu sistem kerja. Yang dimaksudkan
dengan sistem kerja adalah sistem dimana komponen-komponen kerja seperti manusia,
mesin, material serta lingkungan kerja fisik akan berinteraksi (Lawrence, 2000:108). Hal
ini secara skematis ditunjukkan pada Gambar 2.1.
ANALISIS METODE KERJA
· EFEKTIF
· EFISIEN
PEMILIHAN ALTERNATIF SISTEM KERJA TERBAIK SISTEM KERJA
· Pekerja
· Bahan
· Mesin
· Lingkungan Kerja Fisik
Alternatif-alternatif
Berdasarkan gambar di atas jelas bahwa di dalam analisis metode terdapat empat
macam komponen sistem kerja yang harus diperhatikan guna memperoleh metode kerja
yang baik, meliputi:
1. Komponen material: Bagaimana cara menempatkan material, jenis material
yang mudah diproses dan lain-lain. Material yang dimaksud dalam hal ini
meliputi bahan baku, supplies (komponen, parts, dan lain-lain), produk jadi,
limbah dan lain-lain.
2. Komponen manusia: Bagaimana sebaiknya posisi pekerja pada saat proses
kerja berlangsung agar mampu memberikan gerakan-gerakan kerja yang
efektif dan efisien.
3. Komponen mesin: Bagaimana desain dari mesin dan peralatan kerja lainnya,
apakah sudah sesuai dengan prinsip ergonomi.
4. Komponen lingkungan kerja fisik: Bagaimana kondisi lingkungan kerja
fisik tempat operasi kerja dilaksanakan, apakah dirasa cukup aman dan
nyaman.
Dari uraian di atas dapat disimpulkan bahwa tujuan pokok dari analisis metode ini
adalah sebagai berikut:
1. Perbaikan proses dan tata cara pelaksanaan penyelesaian pekerjaan.
2. Perbaikan dan penghematan penggunaan material, mesin, dan manusia.
3. Pendayagunaan usaha manusia.
4. Perbaikan tata ruang kerja yang mampu memberikan suasana lingkungan
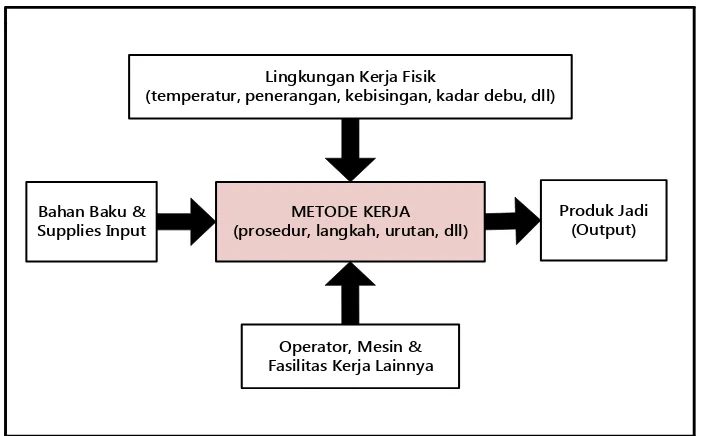
Gambar 2.2 menunjukkan faktor-faktor produksi yang harus diperhatikan di dalam
menganalisa metode kerja dengan tujuan pokok mencari tata kerja yang lebih sederhana,
efektif dan efisien.
METODE KERJA (prosedur, langkah, urutan, dll) Bahan Baku &
Supplies Input
Produk Jadi (Output)
Operator, Mesin & Fasilitas Kerja Lainnya Lingkungan Kerja Fisik
(temperatur, penerangan, kebisingan, kadar debu, dll)
Gambar 2.2 Interaksi Faktor-Faktor Produksi dalam Analisa Metode Kerja.
Penelitian metode kerja adalah penelitian tentang prinsip-prinsip pengaturan
komponen sistem kerja untuk memperoleh beberapa alternatif sistem kerja yang baik.
Komponen sistem kerja ini diatur dan secara bersama-sama berada dalam suatu
komposisi yang baik, sehingga dapat meningkatkan efisiensi dan produktivitas usaha.
2.2 Prosedur Sistematis Untuk Melaksanakan Analisis Metode Kerja
Sebelum diputuskan apakah perlu dilaksanakan kegiatan analisis metode kerja
maka terlebih dahulu harus dipertimbangkan hal-hal berikut ini (Wignjosoebroto,
2008:93)
1. Adakah keuntungan ekonomis yang bisa dipakai sebagai hasil akhir dari
2. Adalah tersedia cukup pengetahuan teknis yang melatarbelakangi proses
kerja yang akan dianalisis?
3. Apakah benar-benar tidak ada reaksi yang negatif terhadap pelaksanaan
aktivitas analisis metode yang berasal dari pekerja?
Jika tiga pertanyaan tersebut di atas sudah berhasil dijawab dengan jelas dan
positif maka langkah-langkah berikut harus ditempuh guna memperoleh hasil analisis
yang sebaik-baiknya yaitu:
1. Identifikasi operasi kerja yang harus diamati dan dipelajari. Kumpulkan
semua data dan fakta yang ada terutama yang berkaitan dengan
komponen-komponen yang terlihat di dalam sistem kerja tersebut.
2. Apabila diperlukan maka dapatkan input data dari pekerja ataupun penyelia
atau supervisor langsung, terutama untuk pekerjaan yang telah berlangsung
lama (dalam hal ini metode kerja tersebut perlu dianalisis lagi sebab
dianggap tidak efektif dan efisien).
3. Dokumentasikan metode kerja yang sesuai dengan langkah-langkah urutan
kerja yang sistematis dan logis. Untuk menggambar prosedur kerja ini
direkomendasikan untuk menggunakan bantuan peta proses atau peta kerja
lainnya.
4. Buat usulan metode kerja yang baru yang dianggap lebih efektif dan efisien
dibandingkan dengan metode kerja sebelumnya.
5. Buatlah beberapa alternatif untuk ini dan pilih alternatif terbaik yaitu
yang harus ditempuh (work simplification), kemudahan dan kenyamanan
pelaksanaan kerja, serta waktu lebih singkat.
6. Terapkan metode kerja yang baru dan ikuti pelaksanaannya sampai akhirnya
benar terbukti bahwa perbaikan metode kerja yang diinginkan tercapai.
2.3 Prinsip Ekonomi Gerakan
Di dalam menganalisa dan mengevaluasi metode kerja untuk memperoleh metode
kerja yang lebih efisien, maka perlu mempertimbangkan prinsip-prinsip ekonomi
gerakan. Prinsip ekonomi gerakan ini dapat dipergunakan untuk menganalisa
gerakan-gerakan kerja setempat yang terjadi dalam sebuah proses kerja dan juga untuk kegiatan
kerja yang berlangsung secara menyeluruh dari satu proses ke proses kerja yang lainnya.
(Lawrence, 2000: 117).
1. Prinsip ekonomi gerakan dihubungkan dengan penggunaan anggota tubuh
manusia:
a. Sebaiknya kedua tangan harus memulai dan mengakhiri gerakannya
dalam waktu yang bersamaan.
b. Kedua tangan sebaiknya tidak menganggur pada saat yang sama
kecuali pada waktu istirahat.
c. Gerakan tangan akan lebih mudah jika satu terhadap lainnya simetris
dan berlawanan arah.
d. Gerakan tangan atau badan sebaiknya dihemat, yaitu hanya
menggerakkan bagian badan yang diperlukan saja untuk melakukan
e. Hindari gerakan yang menyebabkan perubahan arah karena akan
menghabiskan waktu yang lebih banyak.
f. Pekerjaan harus diatur sedemikian rupa sehingga gerak mata terbatas
pada satu bidang tanpa perlu mengubah fokus.
2. Prinsip ekonomi gerakan dihubungkan dengan tempat kerja berlangsung:
a. Sebaiknya badan dan peralatan mempunyai tempat yang tetap.
b. Tempatkan bahan-bahan dan fasilitas kerja ditempat yang mudah dan
cepat untuk dicapai.
c. Tempat penyimpanan bahan yang akan dikerjakan sebaiknya
memanfaatkan prinsip gaya berat sehingga bahan yang akan dipakai
selalu tersedia di tempat yang dekat untuk diambil.
d. Mekanisme yang baik untuk menyalurkan objek yang sudah selesai
dirancang.
e. Bahan-bahan dan peralatan sebaiknya ditempatkan teratur sedemikian
rupa sehingga gerakan-gerakan dapat dilakukan dengan urutan
terbaik.
f. Tinggi tempat kerja dan kursi sebaiknya dirancang sedemikian rupa
sehingga alternatif berdiri atau duduk dalam menghadapi pekerjaan
merupakan suatu hal yang menyenangkan.
g. Tipe tinggi kursi harus dirancang sedemikian rupa sehingga yang
h. Tata letak fasilitas kerja sebaiknya diatur sedemikian rupa sehingga
dapat membentuk kondisi kerja yang baik.
3. Prinsip ekonomi gerakan dihubungkan dengan desain peralatan kerja yang
dipergunakan:
a. Sebaiknya tangan dapat dibebaskan dari semua pekerjaan bila
penggunaan dari perkakas pembantu atau alat yang dapat digerakan
dengan kaki dapat ditingkatkan.
b. Sebaiknya peralatan dirancang sedemikian rupa agar mempunyai
lebih dari satu kegunaan.
c. Peralatan sebaiknya dirancang sedemikian rupa sehingga
memudahkan dalam pemegangan dan penyimpanan.
d. Bila setiap jari tangan melakukan gerakan sendiri-sendiri, misalnya
seperti pekerjaan mengetik, beban yang didistribusikan pada jari harus
sesuai dengan kekuatan masing-masing jari.
2.4 Studi Gerakan
Studi gerakan adalah analisa terhadap beberapa gerakan bagian badan pekerja
dalam melakukan pekerjaannya. Tujuan dari studi gerak adalah untuk mengurangi atau
menghilangkan gerakan yang kurang efektif agar mendapatkan gerakan yang cepat dan
efektif (Lawrence, 2000:208).
Untuk mempermudah penganalisaan terhadap gerakan‐gerakan yang ada, terlebih
melaksanakan tujuan ini, maka Frank dan Lilian Gilberth telah berhasil menciptakan
kode dari gerakan‐gerakan dasar kerja yang dikenal dengan nama THERBLIG. Di sini
Frank dan Lilian Gilberth menguraikan gerakan‐gerakan kerja ke dalam 17 gerakan
dasar Therbligs, ditunjukkan pada Tabel 2.1.
Tabel 2.1 Gerakan Dasar Therbligs
No Gerakan Kerja
1 Mencari (Search) 2 Memilih (Select) 3 Memegang (Grasp) 4 Menjangkau (Reach) 5 Membawa (Move)
6 Memegang untuk Memakai (Hold) 7 Melepas (Release)
8 Mengarahkan (Position)
9 Mengarahkan Sementara (Pre position) 10 Pemeriksaan (Inspect)
11 Perakitan (Assembly) 12 Lepas Rakit (Disassemble) 13 Memakai (Use)
14 Kelambatan yang Tak Terhindarkan (Unavoidable delay) 15 Kelambatan yang dapat Dihindarkan (Avoidable delay) 16 Merencana (Plan)
2.5 Peta Kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis
dan jelas. Melalui peta kerja kita dapat melihat semua langkah atau proses yang dialami
oleh suatu benda kerja kemudian menggambarkan semua langkah yang dialami benda
kerja, seperti: transportasi, operasi mesin, pemeriksaan, perakitan, sampai akhirnya
menjadi produk jadi.
Apabila kita ingin melakukan studi yang seksama terhadap suatu peta kerja, maka
pekerjaan kita dalam usaha memperbaiki metode kerja dari stau proses produksi akan
lebih mudah dilaksanakan. Pada dasarnya semua perbaikan tersebut ditujukan untuk
mengurangi biaya produksi secara keseluruhan, dengan demikian peta ini merupakan
alat yang baik untuk menganalisis suatu pekerjaan sehingga mempermudah perencanaan
perbaikan kerja. Peta kerja dibagi atas peta pekerja keseluruhan (peta proses operasi,
peta aliran proses) dan peta pekerja setempat (peta tangan kiri dan kanan, peta pekerja
dan mesin).
2.5.1 Peta Tangan Kiri dan Tangan Kanan
Peta tangan kiri dan kanan adalah peta kerja setempat yang bermanfaat untuk
menganalisa gerakan tangan manusia didalam melakukan pekerjaan-pekerjaan yang
bersifat manual. Peta ini akan menggambarkan semua gerakan ataupun delay yang
terjadi yang dilakukan oleh tangan kanan maupun tangan kiri secara mendetail sesuai
dengan elemen-elemen Therblig yang membentuk gerakan. Dengan menganalisa detail
gerakan yang terjadi maka langkah perbaikan dapat diusulkan. Peta ini tepat digunakan
dilakukan secara manual. Berdasarkan analisa yang dilakukan maka pola gerakan tangan
yang dianggap tidak efisien dan bertentangan dengan prinsip-prinsip ekonomi gerakan
bisa diusulkan untuk perbaikan. Demikian pula akan diharapkan terjadi keseimbangan
gerakan yang dilakukan oleh tangan kanan dan tangan kiri, sehingga siklus kerja akan
berlangsung dengan lancar dalam ritme gerakan yang lebih baik yang akhirnya mampu
memberikan delays maupun operator fatigue yang minimum.
2.5.2 Peta Pekerja dan Mesin(Man and Machine Process Chart)
Peta pekerja mesin ini akan menunjukan hubungan waktu kerja antara siklus
kerja operator (pekerja) dan siklus operasi dari mesin atau fasilitas kerja lainnya yang
ditangani oleh pekerja dan mesin ini sering bekerja secara bergantian. Ada empat
kemungkinan terjadi hubungan kerja antara pekerja dan mesin tersebut, yaitu:
a. Operator bekerja – mesin menganggur (idle)
b. Operator menganggur – mesin bekerja.
c. Operator bekerja – mesin bekerja.
d. Operator menganggur – mesin menganggur.
Pada dasarnya kondisi menganggur, apakah itu terjadi pada operator maupun
mesin adalah suatu hal yang merugikan. Waktu menganggur ini harus dihilangkan atau
paling tidak ditekan seminimal mungkin dengan tetap mempertimbangkan batas-batas
kemampuan manusia dan mesin. Peta Pekerja Mesin bisa digunakan hanya jika terdapat
hubungan kerja sama antara pekerja dengan mesin dan sebaliknya, dengan peta ini dapat
2.6 Teknik Pengukuran Kerja
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan
manusia yang dikontribusikan dengan unit output yang dihasilkan. Pengukuran waktu
kerja ini berhubungan dengan usaha‐usaha untuk menetapkan waktu baku yang
dibutuhkan dalam menyelesaikan suatu pekerjaan (Wignjosoebroto, 2008:169).
Waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja yang
memiliki tingkat kemampuan rata‐rata untuk menyelesaikan pekerjaan. Dalam hal ini
meliputi waktu kelonggaran yang diberikan dengan memperhatikan situasi dan kondisi
pekerjaan yang harus diselesaikan. Dengan demikian maka waktu baku yang dihasilkan
dalam aktivitas pengukuran kerja ini dapat digunakan sebagai alat untuk membuat
rencana penjadwalan kerja yang menyatakan berapa lama suatu kegiatan harus
berlangsung dan berapa output yang dihasilkan serta berapa jumlah tenaga kerja yang
dibutuhkan dalam menyelesaikan pekerjaan tersebut.
Teknik‐teknik pengukuran waktu kerja ini dapat dibagi dua, yaitu pengukuran
waktu kerja secara langsung dan pengukuran kerja secara tidak langsung. Cara pertama
disebut demikian karena pengukurannya dilaksanakan secara langsung, yaitu ditempat
dimana pekerjaan diukur dijalankan. Dua cara termasuk didalamnya adalah cara
pengukuran kerja dengan menggunakan jam henti (stopwatch time study) dan sampling
kerja (work sampling). Sebaliknya cara tidak langsung melakukan perhitungan waktu
kerja tanpa si pengamat harus ditempat pekerjaan yang diukur. Disini aktivitas yang
dilakukan hanya melakukan perhitungan waktu kerja dengan membaca tabel‐tabel
2.6.1 Kelonggaran
Kelonggaran pada dasarnya adalah suatu faktor koreksi yang harus diberikan
kepada waktu kerja operator, karena dalam melakukan pekerjaannya operator terganggu
oleh hal-hal yang tidak diinginkan namun sifatnya alamiah. Sifat alamiah menyebabkan
waktu kerja menjadi cenderung bertambah lama, karena ‘gangguan-gangguan’ ini
muncul tidak dapat dihindarkan. Kelonggaran secara umum dapat dibagi kedalam 3
jenis, yaitu:
1. Kelonggaran untuk kebutuhan pribadi.
Yang termasuk dalam kebutuhan pribadi seperti minum sekedarnya untuk
menghilangkan haus dan ke kamar kecil.
2. Kelonggaran untuk menghilangkan kelelahan.
3. Kelonggaran hambatan-hambatan yang tidak dapat dihindarkan.
Dalam melaksanakan pekerjaannya, pekerja tidak lepas dari
hambatan-hambatan yang datang pada saat pekerja sedang melakukan pekerjaannya.
Hambatan ini dapat berupa mengobrol, merokok, membaca koran, dan
sebagainya. Untuk hambatan jenis ini, maka upaya yang harus dilakukan
adalah menghilangkan delay tersebut dengan cara melakukan perbaikan
kerja. Namun demikian, ada hambatan lain yang benar-benar diluar kendali
pekerja, misalnya listrik padam, peralatan rusak, menerima telepon, serta
gangguan-gangguan kerja lainnya.
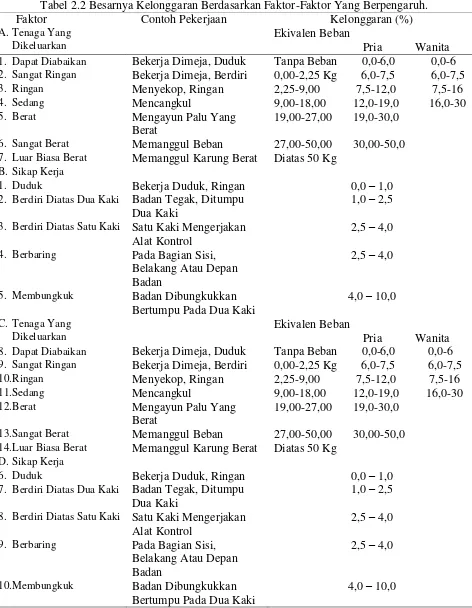
Tabel 2.2 Besarnya Kelonggaran Berdasarkan Faktor-Faktor Yang Berpengaruh.
5. Berat Mengayun Palu Yang
Berat
19,00-27,00 19,0-30,0
6. Sangat Berat Memanggul Beban 27,00-50,00 30,00-50,0
7. Luar Biasa Berat Memanggul Karung Berat Diatas 50 Kg
B. Sikap Kerja
1. Duduk Bekerja Duduk, Ringan 0,0 – 1,0
2. Berdiri Diatas Dua Kaki Badan Tegak, Ditumpu Dua Kaki
1,0 – 2,5
3. Berdiri Diatas Satu Kaki Satu Kaki Mengerjakan Alat Kontrol
2,5 – 4,0
4. Berbaring Pada Bagian Sisi, Belakang Atau Depan Badan
2,5 – 4,0
5. Membungkuk Badan Dibungkukkan Bertumpu Pada Dua Kaki
4,0 – 10,0
12.Berat Mengayun Palu Yang
Berat
19,00-27,00 19,0-30,0
13.Sangat Berat Memanggul Beban 27,00-50,00 30,00-50,0
14.Luar Biasa Berat Memanggul Karung Berat Diatas 50 Kg
D.Sikap Kerja
6. Duduk Bekerja Duduk, Ringan 0,0 – 1,0
7. Berdiri Diatas Dua Kaki Badan Tegak, Ditumpu Dua Kaki
1,0 – 2,5
8. Berdiri Diatas Satu Kaki Satu Kaki Mengerjakan Alat Kontrol
2,5 – 4,0
9. Berbaring Pada Bagian Sisi, Belakang Atau Depan Badan
2,5 – 4,0
10.Membungkuk Badan Dibungkukkan Bertumpu Pada Dua Kaki
25
Tabel 2.2 (Lanjutan)
FAKTOR KELONGGARAN (%)
E. Keadaan Temperatur Tempat Kerja (°C) Normal Berlebihan
1. Beku Di bawah 0 Di atas 10 Di atas 12
1. Baik Ruang yang berventilasi baik, udara
segar 0
2. Cukup Ventilasi kurang baik, ada bau-bauan 0 s.d 5 3. Kurang
baik
Adanya debu beracun atau tidak
beracun tapi banyak 5 s.d 10
4. Buruk Adanya bau-bauan berbahaya harus
menggunakan alat pernafasan 10 s.d 20
G. Keadaan Lingkungan Yang Baik
1. Bersih, sehat, cerah dengan kebisingan rendah 0 2. Siklus kerja berulang antara 5 - 10 detik 0 s.d 1
3. Siklus kerja berulang antara 0 - 5 detik 1 s.d 3
4. Sangat bising 0 s.d 5
5. Jika faktor yang berpengaruh dapat menurunkan
kualitas 0 s.d 5
6. Terasa adanya getaran lantai 5 s.d 10
7. Keadaan yang luar biasa (bunyi, kebersihan, dan
lain-lain) 5 s.d 10
26
2.7 Modular Arrangement of Predermined Time Standards (MODAPTS)
Modular Arrangement of Predetermined Time Standards (MODAPTS) adalah
salah satu metode untuk menganalisis gerakan dan menetapkan waktu standar gerakan.
Metode ini cocok digunakan pada proses yang memiliki waktu siklus singkat dengan
gerakan berulang. MODAPTS dikembangkan pertama kali di Australia oleh G.C Heyde
pada tahun 1960 untuk pekerjaan yang dikontrol secara manual (Niebel, 1993).
Karakteristik MODAPTS cocok digunakan dalam perancangan metode kerja,
dengan karakteristik sebagai berikut:
a. Metode ini mudah digunakan dan mudah dimengerti untuk
perbaikan-perbaikan operasi kerja.
b. Tidak memerlukan alat-alat pengukuran
c. Perbedaan waktu gerakan berhubungan dengan perbedaan bagian-bagian
tubuh
d. Kode MODAPTS adalah sama dengan kode waktu dan gerakan.
e. Penganalisaan mudah dan hasilnya sebaik hasil yang diperoleh dengan
metode detail.
f. Sistem ini dapat berperan untuk perbaikan aktivitas yang berulang.
MODAPTS dirancang untuk memperkirakan standar waktu untuk berbagai tugas
dan meningkatkan produktivitas suatu organisasi. MODAPTS digunakan untuk estimasi
waktu standar, keseimbangan kerja, peningkatan produktivitas dan peningkatan
penerapan ergonomi di tempat kerja. Perbandingan metode time study dan MODAPTS
27
Tabel 2.3. Perbandingan Metode Time Study dan Modapts.
TIME STUDY MODAPTS
Stopwatch Required.
Stopwatch diperlukan untuk mencatat
berapa lama waktu yang diperlukan pekerja dalam melaksanakan aktivitasnya.
No Stopwatch Required for people work
Penggunaan stopwatch saat pengukuran menyebabkan konsentrasi pekerja terganggu, pekerja pada umumnya ingin terlihat sempurna dihadapan peneliti. Performance Rating Required.
Faktor penyesuaian digunakan untuk ketika pekerja bekerja dalam kondisi tidak wajar, misalkan terburu-buru.
No Performance Rating.
Saat ini makin banyak peneliti yang tidak setuju dengan penerapan rating factor. Pada dasarnya pekerja yang
diamati adalah pekerja yang sudah berpengalaman.
Not Ergonomically Sensitive.
Tidak menekankan pada resiko kesehatan pekerja akibat gerakan kerja
Ergonomically Sensitive.
Menekankan pada gerakan berhubungan dengan tubuh.
Not Methods Sensitive.
Semua aktivitas dicatat
Methods Sensitive.
Yang dicatat bagaimana gerakan itu dilakukan
Sumber : Industrial Engineering and Production School.
MODAPTS memiliki tiga klasifikasi gerakan yaitu aktivitas perpindahan, aktivitas
terminal, dan aktivitas bantu. Perhitungan waktu standar dengan metode MODAPTS
dilakukan dengan menjumlahkan nilai MODAPTS dan melakukan konversi ke waktu
standar. Satu nilai MOD setara dengan 0,129 detik. Kode MODAPTS dan nilai MOD
28
Tabel 2.4 Kode MODAPTS.
Classification No Activity Symbol MOD Explanation Remark
Movement Activities
1 Finger M1 1 Movement from the knuckle 2,5 cm
2 Hand M2 2
Movement from the wrist hand or palm
Movement from the shoulder fully to the left, right, or across the body. Shoulder must move.
Load factor (added to put activities when the object being handles is heavy)
16 Sight E2 2 Eye Fixation, eye travel Independent
17 Judgement D3 3 Momentary Decision Independent
18 Press A2 2 Pressure movement lower than 2 kg Independent
2.8 Lingkungan Kerja
Lingkungan kerja merupakan tempat dimana karyawan melakukan aktivitas
setiap harinya. Lingkungan kerja yang kondusif memberikan rasa aman dan
memungkinkan karyawan untuk dapat bekerja optimal.
Menurut Board of Certification for Professional Ergonomists (2013)
,
Lingkungan kerja adalah segala sesuatu yang ada disekitar pekerja yang ditandai
dengan adanya interaksi antara parameter sebagai berikut:
1. Seorang pekerja dengan atribut ukuran, kekuatan, rentang gerak,
kecerdasan, pendidikan, harapan dan kemampuan fisik/mental lainnya.
2. Pengaturan kerja yang terdiri dari bagian, peralatan, panel kontrol dan
tampilan benda fisik lainnya.
3. Sebuah lingkungan kerja yang diciptakan oleh iklim, pencahayaan,
temperatur, vibrasi, kebisingan, warna, debu dan kualitas atmosfer lainnya.
Menurut Sutalaksana,dkk (2006:83) “Lingkungan kerja adalah sesuatu yang ada
di sekeliling manusia pada saat manusia melaksanakan kegiatannya. Suatu kondisi
lingkungan kerja dikatakan baik apabila didalamnya manusia dapat melaksanakan
kegiatannya dengan aman, sehat dan nyaman”.
Suatu kondisi lingkungan yang baik tidak dapat diperoleh begitu saja, tetapi harus
dengan ilmu pengetahuan dan melalui tahapan-tahapan pengujian atas setiap kondisi
yang mungkin. Sebagaimana kita ketahui, keadaan lingkungan dibentuk oleh berbagai
unsurnya, yaitu temperatur dan kelembaban, sirkulasi udara, pencahayaan, kebisingan,
2.9 Penelitian Terdahulu
1. Taufik Dwi Laksono ( Jurnal Teolodita, Vol.12 No.1 Juni 2010: 1-12)
Melakukan penelitian yang berjudul “Metode Kerja dan Produktivitas
Tukang Batu Pada Pekerjaan Plesteran” . Dalam penelitiannya terhadap
metode kerja dan produktivitas tukang plester pada pekerjaan plesteran
disimpulkan bahwa salah satu faktor yang mempengaruhi produktivitas
tukang plester adalah metode kerja yang digunakan dan waktu kegiatan
yang diperlukan.
Pada analisis metode kerja diperoleh bahwa metode kerja yang terdiri dari
11 kegiatan membutuhkan waktu total rata-rata seluruh kegiatan adalah
616,1 detik sehingga produktivitas yang dihasilkan sebesar 6m2/jam.
Sedangkan metode kerja yang memiliki 12 kegiatan membutuhkan waktu
total rata-rata seluruh kegiatan adalah 642,3 detik sehingga produktivitas
yang dihasilkan sebesar 5,4m2/jam. Sehingga dapat disimpulkan bahwa
metode kerja yang digunakan akan berpengaruh terhadap produktivitas
yang dihasilkan.
2. Hani Shafeek ( Asian Transactions on Engineering/ATE ISSN:
2221-4267 Vol.1 No.6 Jan 2012: 1-9). Melakukan penelitian dengan judul
“Maintenance Practices in Cement Industry”.
Penelitian dilakukan disebuah pabrik semen yang berlokasi di Kerajaan
Saudi Arabia dan bertujuan menganalisa manajemen yang diterapkan
terfokus pada target yang harus dicapai. Manajemen yang diterapkan tidak
memenuhi kriteria baik. Perusahaan tidak mempunyai laporan lengkap
keuangan (pembelian dan penjualan), tidak melakukan program pelatihan
kepada karyawan, perusahaan tidak mempunyai jadwal perbaikan mesin
secara berkala. Penulis merekomendasikan penerapan manajemen yang
baik pada perusahaan, karena manajemen yang baik sangat mempengaruhi
produktivitas perusahaan.
3. Sri Maryati dkk (Jurnal Teknik Industri Vol.5 No.2: 95-105 tahun 2012).
Penelitian ini berjudul “Perbaikan Metode Kerja di Bagian Pelintingan
Rokok dengan Menggunakan Studi Gerak dan Waktu untuk Meningkatkan
Efisiensi Kerja (Studi Kasus di P.R. Sumber Rejeki Wajak Malang)”.
Permasalahan yang terjadi adalah perusahaan hanya bisa memenuhi 75%
target produksi yang ada. Sri Maryani dkk melakukan perbaikan metode
kerja menggunakan studi gerak dan waktu dengan menggabungkan
gerakan-gerakan kerja dan mengeliminasi gerakan menunggu. Hasil
penelitian menunjukkan perbaikan ini mempercepat waktu siklus yang
semula membutuhkan waktu 2,16 detik menjadi 1,83 detik. Perbaikan ini
berhasil meningkatkan jumlah produksi.
4. Gurunath V Shinde, Prof. V.S. Jadhav (International Journal of
Engineering and Technology/ IJET, ISSN : 0975-4024, Vol 4 No 4 Aug-Sep
2012: 220-227).
Penelitian ini berjudul “Ergonomic Analysys of An Assembly Workstation
to Identify Time Consuming and Fatique Causing Factors Using
Application of Motion Study”, berlokasi di Karad-India.
Permasalahan yang dihadapi perusahaan adalah hasil produksi menurun
dan frekuensi kecelakaan kerja tinggi. Berdasarkan hasil pengamatan dan
wawancara, diidentifikasi bahwa faktor penyebab adalah layout, alat kerja
dan gerakan kerja repetitif yang tidak sesuai dengan prinsip ergonomi.
Perbaikan yang dilakukan peneliti adalah:
a. Perbaikan layout kerja baru sesuai dengan prinsip ergonomi
b. Penghapusan gerakan repetitif dan penerapan prinsip ergonomi
dalam gerakan kerja pada proses pengelasan.
c. Perbaikan alat las dan perbaikan pencahayaan serta ventilasi udara.
5. Sultan Ayoub Meo, Abdul Majeed Al-Drees, Abeer A. Al Masri, Fawzia
Al Rouq, M.Abdul Azeem. (International Journal Of Environmental
Research and Public Health, January 2013 Vol.10 No.1, 390-398;
doi:10.3390/ijerph10010390).
Tulisan ini berjudul “Effect of Duration of Exposure to Cement dust on
Respiratory Function of Cement Mill Workers”. Para penulis melakukan
penelitian pada sebuah pabrik semen di Pakistan. Penelitian bertujuan
untuk mengetahui pengaruh dari paparan debu semen terhadap fungsi
pernafasan pekerja pabrik semen. Hasil penelitian menunjukkan paparan
pada umumnya mengalami penyakit paru obstruktif, penyakit paru
restriktif, peradangan paru lainnya, bahkan kanker paru (pada paparan di
atas 15 tahun dan tanpa pelindung). Untuk mengatasi risiko menghirup dan
mengalami reaksi penyakit dalam tubuh akibat debu semen, langkah
pencegahan yang dapat diambil adalah menghindari paparan terhadap
paparan debu semen, dengan menggunakan peralatan kesehatan dan
keamanan saat bekerja, seperti penutup kepala, kaca mata khusus (goggle),
masker atau alat penutup hidung dan mulut lainnya, baju khusus, sepatu
khusus, dan berbagai macam perlengkapan yang didesain untuk mencegah
masuknya debu ke dalam saluran pernapasan. Selain itu, para pekerja juga
diharapkan tidak makan atau minum di lokasi dimana debu semen
bertebaran, untuk menghindari masuknya debu ini ke dalam saluran cerna
kemudian ke dalam darah, karena efeknya dapat membahayakan
organ-organ tubuh dalam jangka panjang, dan memeriksakan kesehatan secara
berkala ke bagian kesehatan pabrik.
6. M. Muhundhan ( Indian Textile Journal, May 2013 Vol 123. No.8:57-66)
Penelitian yang berjudul “Ergonomy for Productivity” dilakukan pada
sebuah pabrik garmen di India. Pada awalnya, perusahaan tidak
menerapkan prinsip ergonomi pada proses pembuatan pakaian, tapi
produktivitas perusahaan terus menurun karena karyawan sering
mengalami sakit akibat kerja dan kecelakaan kerja. Hasil penelitian
produktivitas perusahaan. Penerapan ergonomi pada metode kerja adalah
menghilangkan gerakan repetitif, menggunakan gerakan kerja sesuai
prinsip ekonomi gerakan. Penerapan ergonomi pada alat dan fasilitas kerja
adalah menyesuaikan alat dengan postur tubuh. Penerapan ergonomi pada
lingkungan kerja adalah pencahayaan yang cukup pada bagian pemotongan
kain, pengendalian kebisingan pada bagian bordir, pengaturan ventilasi
pada bagian jahit. Dengan pelatihan dan instruksi yang tepat, penggunaan
alat pelindung kerja yang tepat dan sistem kerja ergonomis, pekerja garmen
dapat memproduksi produk di tempat kerja yang aman dan sehat dan
produktivitas perusahaan meningkat.
7. Irena Sabaric, Snjenaza Brnada, Stana Kovacevic (Industrial Engineering
Journal, 2013 Vol.4 No.100:55-59).
Melakukan penelitian dengan judul “Application of the MODAPTS Method
with Innovative Solutions in the Warping Process”, berlokasi di
Zagreb-Croatia. Penelitian ini bertujuan untuk menghilangkan gerakan tidak
efektif pada proses penyusunan gulungan benang di perusahaan tekstil
dengan merancang alat bantu kerja yang inovatif. Hasil penelitian
menyatakan dari perhitungan studi gerakan menggunakan MODAPTS
dapat menghemat waktu sebesar 75,87% mods sesudah perbaikan akibat
BAB 3
GAMBARAN UMUM OBJEK STUDI
3.1. Sejarah Singkat Perusahaan
PT. Yoga Wibawa Mandiri berdiri pasca bencana tsunami melanda Provinsi
Aceh tahun 2004. Pasca tsunami, berbagai bantuan dari seluruh dunia berdatangan,
bantuan dalam bentuk pangan, sandang, obat-obatan, dan bantuan rehabilitasi rumah
serta bangunan lainnya yang rusak akibat tsunami.
Tingginya kebutuhan semen untuk pembangunan kembali (rekonstruksi) Aceh,
membuat sejumlah pengusaha asal Aceh yang berada di Sumatera Utara yang
tergabung dalam Aceh Sepakat membentuk sebuah konsorsium untuk membangun
terminal pengantongan semen yang diberi nama PT. Yoga Wibawa Mandiri berlokasi
di Pelabuhan Krueng Geukuh-Lhokseumawe dengan akte pendirian perusahaan nomor
20 tanggal 6 Maret 2006.
Peletakan batu pertama pembangunan infrastruktur terminal senilai 30 milyar
berlangsung pada tanggal 30 April 2007 di area pelabuhan Krueng Geukeuh. Direksi
PT. Yoga Wibawa Mandiri, Irsahuddin Hasan menyebutkan terminal di Krueng
Geukeuh memiliki kapasitas pengantongan 10.000 ton per bulan dan selama ini
kebutuhan semen yang dipasok untuk pantai timur Aceh saja mencapai 23.000 ton
setiap bulannya. Jadi dengan membuka sendiri terminal pengantongan semen dan
membangun kemitraan dengan Semen Padang diharapkan keberadaan terminal mampu
3.2. Visi dan Misi Perusahaan
3.2.1 Visi Perusahaan
Menjadi industri semen yang andal, unggul, dan berwawasan lingkungan.
3.2.2 Misi Perusahaan
a. Meningkatkan nilai perusahaan bagi stakeholder, bertumbuh dan
memberikan pelayanan terbaik kepada pelanggan.
b. Mengembangkan industri berwawasan lingkungan.
c. Mengembangkan sumber daya manusia yang kompeten dan profesional.
3.2.3 Produk
PT. Yoga Wibawa Mandiri merupakan terminal pengantongan (packing plant)
untuk Semen Padang. Produk yang dihasilkan ditunjukkan pada gambar 3.1.
3.3. Organisasi dan Manajemen
3.3.1 Struktur Organisasi Perusahaan
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta
posisi yang ada pada suatu organisasi atau perusahaan dalam menjalankan kegiatan
operasional untuk mencapai tujuan yang diinginkan. Pendistribusian tugas, wewenang
dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada suatu
struktur organisasi, sehingga karyawan mengetahui dengan jelas tentang tugas yang
harus dijalankan, dari siapa perintah diterima dan kepada siapa harus bertanggung
jawab.
PT. Yoga Wibawa Mandiri memiliki struktur organisasi berbentuk lini.
Pendelegasian wewenang dilakukan secara vertikal melalui garis terpendek dari
seorang atasan ke bawahannya. Pelaporan tanggung jawab dari bawahan ke atasannya
juga dilakukan melalui garis terpendek. Perintah-perintah diberikan oleh atasannya saja
dan pelaporan tanggung jawab hanya kepada atasan bersangkutan. Ciri-ciri organisasi
dalam bentuk lini adalah:
a. Garis struktural langsung dari atasan ke bawahan atau dari pimpinan
tertinggi kepada berbagai tingkat operasional.
b. Masing-masing pekerja bertanggung jawab penuh terhadap tugasnya.
c. Otoritas dan tanggung jawab tertinggi terletak pada pimpinan puncak (top
management).
d. Ruang lingkup organisasi nya lebih kecil dan jumlah anggota juga sedikit.
Struktur organisasi PT. Yoga Wibawa Mandiri ditunjukkan pada Gambar 3.2.
Direktur
Plant Manager
Bagian Keamanan Bagian
Kebersihan Bagian Logistik Bagian Teknik Bagian Produksi
Gambar 3.2 Struktur Organisasi PT. Yoga Wibawa Mandiri
Tugas dan tanggung jawab pemegang jabatan di PT. Yoga Wibawa Mandiri adalah
sebagai berikut:
1. Direktur
Tugas dan tanggung jawab direktur adalah sebagai berikut:
a. Memimpin perusahaan agar dapat berjalan dengan baik.
b. Mengkoordinir seluruh bagian yang ada di perusahaan tersebut.
c. Mengontrol masalah keahlian teknis, proyek, penjualan dan pembelanjaan
perusahaan.
d. Mengadakan hubungan dengan pihak luar baik swasta maupun pemerintah
yang bertujuan untuk kelancaran perusahaan.
e. Mempunyai wewenang atas persetujuan surat-surat ekstern dan intern,
2. Plant Manager
Tugas dan tanggung jawab manajer pabrik adalah sebagai berikut:
a. Menyeleksi dan memeriksa data yang masuk ke perusahaan.
b. Menganalisis dan memeriksa pesanan yang akan dibeli (purchase order)
perusahaan.
c. Menganalisis perintah kerja (work order) yang masuk.
d. Menganalisis daftar harga yang telah direncanakan oleh pihak produksi.
e. Mempunyai wewenang atas keputusan apakah order yang diperoleh layak
untuk dijalankan atau tidak dan kesesuaian dengan harganya.
f. Mempunyai wewenang untuk mengubah purchase order yang telah dibuat
oleh bagian pembelian.
g. Bertanggung jawab kepada direktur atas setiap hal yang berkenaan dengan
pabrik maupun administrasi.
3. Bagian Logistik
Tugas dan tanggung jawab bagian logistik adalah sebagai berikut:
a. Menentukan jumlah material yang harus dipesan sesuai dengan jumlah
material yang masih ada di gudang.
b. Melakukan pemesanan bahan baku dan kontak dengan pihak konsumen
setelah mendapat persetujuan dari Direktur.
c. Mengadakan surat kontrak penjualan produk dengan pihak konsumen.
4. Bagian Teknik
Tugas dan tanggung jawab bagian teknik adalah sebagai berikut:
a. Bertanggung jawab atas tersedianya mesin, peralatan dan kebutuhan
listrik agar proses produksi selalu lancar.
b. Mengkoordinir tugas-tugas di bagian perawatan mesin dan listrik secara
teratur.
5. Bagian Produksi
Tugas dan tanggung jawab bagian produksi adalah sebagai berikut:
a. Bertanggung jawab atas kelancaran proses produksi dan terpenuhinya
permintaan konsumen sesuai dengan rencana produksi.
b. Melaksanakan proses produksi.
c. Bertanggung jawab menjamin penanganan, penyimpanan dan perawatan
barang pada setiap tahap proses produksi dikerjakan sesuai dengan
persyaratan dalam standar mutu.
6. Bagian Kebersihan
Tugas dan tanggung jawab bagian kebersihan adalah sebagai berikut:
a. Menjaga kebersihan di lingkungan pabrik.
b. Mengelola dan merawat segala fasilitas pendukung di lingkungan pabrik,
terutama di bagian kantor.
7. Bagian Keamanan
a. Bertanggung jawab atas keamanan dan kelangsungan jalannya aktivitas
perusahaan.
b. Memeriksa setiap orang yang ingin berurusan dengan pihak perusahaan.
c. Menerima dan menyampaikan pesan, surat atau berita yang ditujukan
kepada perusahaan.
3.3.2 Tenaga Kerja dan Jam Kerja
PT. Yoga Wibawa Mandiri berupaya memanfaatkan tenaga kerja yang
berdomisili di sekitar perusahaan yang memenuhi spesifikasi pekerjaannya. Hal ini
dimaksudkan agar kecemburuan sosial yang bersumber dari masyarakat setempat dapat
dihindari.
Saat ini tenaga kerja di PT. Yoga Wibawa Mandiri berjumlah 36 orang yang
terdiri dari manajer, staf, karyawan dan buruh yang ditentukan berdasarkan
pengalaman, spesifikasi dan tingkatan pendidikan yang dimiliki. Operator
pengantongan semen berjumlah 8 orang dan keseluruhan operator adalah laki-laki. Jam
kerja yang berlangsung diperusahaan adalah 7 jam kerja dimulai pada pukul 08.00
sampai dengan pukul 16.00 wib dengan waktu istirahat 1 jam serta 6 hari kerja yaitu
hari senin sampai dengan hari sabtu.
3.4. Mesin Yang Di Gunakan Perusahaan
Mesin yang digunakan pada proses pengantongan semen adalah sebagai
berikut:
2. Blower air slide, berfungsi untuk menyuntikkan angin agar lebih cepat
mendorong semen ke dalam silo.
3.
Dust Collector, berfungsi untuk menyaring debu pada prosespengantongan semen.
4. Storage Silo, berfungsi sebagai tempat penyimpanan semen sementara
ketika dialirkan dari kapal pengangkut.
5.
Bucker elevator, berfungsi sebagai alat transportasi yang digunakanuntuk mengirim bahan baku semen dari silo ke mesin packer.
6. Screw Screen, berfungsi sebagai penyaring semen kasar.
7. Packer, alat penampung semen bersih yang langsung mengalirkan ke
dalam bag semen.
8. Bag Cleaning, berfungsi sebagai alat pembersih kantong semen yang pecah
selama proses pengantongan.
9. Packing Conveyor, berfungsi sebagai alat yang mengalirkan kantong yang
berisi semen ke armada transportasi.
3.5. Proses Produksi
Aktivitas pengantongan semen dimulai dari penerimaan bahan baku semen dari
PT. Semen Padang dengan armada pengangkutan kapal laut dengan frekuensi
pengangkutan rata-rata 3 kali per bulan dengan bobot 5000 ton. Semen dari kapal
dialirkan ke silo melalui pipa inlet 10 inchi sepanjang 60 meter, juga menggunakan
pipa inlet 8 inchi sepanjang 80 meter dengan air pressure sebesar 2,5 kg/cm2 - 4,0