SISTEM INFORMASI MANUFAKTUR
DI PT. TEPAT INDUSTRY
SKRIPSI
Diajukan untuk Menempuh Ujian Akhir Sarjana Program Strata Satu Jurusan Teknik Informatika
Fakultas Teknik dan Ilmu Komputer Universitas Komputer Indonesia
RAGIL AGUS SUROSO
10107856
JURUSAN TEKNIK INFORMATIKA
FAKULTAS TEKNIK DAN ILMU KOMPUTER
UNIVERSITAS KOMPUTER INDONESIA
BANDUNG
i
ABSTRAK
SISTEM INFORMASI MANUFAKTUR DI PT. TEPAT INDUSTRY
Oleh
Ragil Agus Suroso 10107856
Manufaktur adalah proses merubah bahan baku menjadi produk, yang didalamnya terdapat proses penanganan data. Tetapi pada kenyataannya, di PT. Tepat Industry masih melakukan proses penanganan data manufaktur secara manual yang menyebabkan beberapa permasalahan dan kendala, seperti pendataan kurang akurat, lambatnya pelayanan kepada customer, tidak amannya data dan penyimpanan data yang kurang terstruktur. Oleh karena itu dibutuhkan sebuah Sistem Informasi Manufaktur yang dapat memudahkan menangani pendataan, meningkatkan pelayanan kepada customer, dan adanya media penyimpanan data yang aman dan terstruktur.
Sistem informasi ini menggunakan metodologi waterfall yang terdiri dari tahap analisis permasalahan, Design dengan menggunakan Data Flow Diagram
(DFD) untuk perancangan model fungsional dan Entity Relationship Diagram
(ERD) untuk menggambarkan model datanya, Coding dengan menggunakan bahasa pemrograman Borland Delphi dan database MySql, Testing yang dilakukan dengan metode Black Box dan Maintenance yang merupakan tahap akhir dari metodologi waterfall.
Sistem informasi ini dapat digunakan untuk menangani pendataan pegawai, pemesanan produk dari customer, transaksi penjualan produk, transaksi pembelian bahan baku dan part ke supplier dan mencatat keluar masuknya barang di gudang.
Berdasarkan pengujian yang telah dilakukan maka diperoleh kesimpulan bahwa secara fungsional semua proses pada sistem informasi ini dapat berfungsi dengan baik, memberikan output yang sesuai dengan input tertentu yang diberikan. Sedangkan berdasarkan hasil kuisioner terhadap pegawai dan customer dapat disimpulkan bahwa sistem informasi ini memudahkan pegawai dalam menangani pendataan serta customer menilai pelayanannya lebih meningkat.
ii
ABSTRACT
PT. TEPAT INDUSTRY
MANUFACTURING INFORMATION SYSTEM
by
Ragil Agus Suroso 10107856
Manufacturing is the process of changing raw materials into products, which is handling data process. But in reality, PT. Tepat Industry are still doing handling data process manufacturing manually which caused some problems and obstacles, such as inaccurate data, slow service to the customer, not safe storage of data and less structured data. Therefore required a Manufacturing Information System that makes it easy to handle data collection, improving service to customers, and the data storage safe and structured.
This Information system is using methodology waterfall consisting of problem analysis stage, using Design Data Flow Diagram (DFD) for the functional design model and Entity Relationship Diagram (ERD) model to describe the data, Coding using Borland Delphi programming language and MySQL database server, the Testing performed with the method of Black Box and Maintenance which is the final stage of the waterfall methodology.
This information system can be used to handle employee data collection, product orders from customers, sales transactions, purchase of raw materials and parts to the supplier and recorded turnover of goods in the warehouse.
Based on the tests that have been made available, the conclusion that it is functionally all processes on this information system to function properly, providing output in accordance with a particular input given. While based on the results of questionnaires to employees and customers can be concluded that this information system allows employees to handle data collection and better customer service.
SISTEM INFORMASI MANUFAKTUR
DI PT. TEPAT INDUSTRY
RAGIL AGUS SUROSO
10107856
Pembimbing
Ilham Perdana, S.T., M.T.
Menyetujui,
Ketua Jurusan Teknik Informatika
SISTEM INFORMASI MANUFAKTUR
DI PT. TEPAT INDUSTRY
RAGIL AGUS SUROSO
10107856
Penguji I
Mira Kania Sabariah, S.T., M.T. NIP. 41277006008
Penguji II
Ilham Perdana, S.T., M.T.
Penguji III
vi LEMBAR JUDUL
LEMBAR PENGESAHAN
ABSTRAK ... i
ABSTRACT ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... vi
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xiii
DAFTAR SIMBOL ... xviii
DAFTAR LAMPIRAN ... xxii
BAB I PENDAHULULAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Maksud dan Tujuan ... 3
1.4 Batasan Masalah ... 3
1.5 Metodologi Penelitian ... 4
1.6 Sistematika Penulisan ... 6
BAB II TINJAUAN PUSTAKA 2.1 Sejarah Singkat Instansi ... 8
2.2 Visi dan Misi Instansi ... 9
2.2.1 Visi ... 9
2.2.2 Misi ... 9
2.3 Struktur Organisasi PT. Tepat Industry ... 9
2.4 Produk Yang Dihasilkan ... 10
2.5 Pengertian Dasar Sistem ... 11
2.6 Bentuk Umum Sistem ... 12
vii
2.12 Pengertian Manufaktur ... 15
2.13 Pemodelan ... 16
2.13.1 Context Diagram ... 16
2.13.2 DFD (Data Flow Diagram) ... 16
2.13.3 E-RD ( Entity Relationship Diagram) ... 17
2.13.4 Kamus Data ... 17
2.13.5 Spesifikasi Proses ... 17
2.14 Basis Data ... 18
2.15 Normalisasi Database... 19
2.15.1 Bentuk Normal Kesatu ... 19
2.15.2 Bentuk Normal Kedua ... 19
2.15.3 Bentuk Normal Ketiga ... 20
2.16 MySql ... 20
2.17 Borland Delphi ... 21
BAB III ANALISIS DAN PERANCANGAN SISTEM 3.1 Analisis Sistem ... 22
3.1.1 Analisis Sistem yang Berjalan ... 22
3.1.2 Analisis Basis Data ... 36
3.1.2.1 Entity Relationship Diagram ... 36
3.1.2.2 Skema Relasi dan Analisis Data ... 41
3.1.3 Analisis Sistem Secara Umum yang Akan Diajukan ... 48
3.1.4 Spesifikasi Proses ... 67
3.1.5 Pengkodean ... 87
3.1.6 Perancangan Menu ... 91
3.1.7 Perancangan Prosedural ... 94
3.1.8 Perancangan Antarmuka ... 96
3.1.8.1 Perancangan Menu Utama dan Input ... 97
viii
4.2 Implementasi Perangkat Lunak ... 121
4.3 Implemantasi Antarmuka ... 122
4.4 Antarmuka Database ... 123
4.5 Tampilan Program ... 129
4.6 Pengujian Sistem ... 140
4.6.1 Pengujian Alpha ... 140
4.6.2 Kesimpulan Pengujian Alpha ... 153
4.6.3 Pengujian Betha ... 153
4.6.4 Kesimpulan Hasil Pengujian Betha ... 162
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 164
5.2 Saran ... 165
DAFTAR PUSTAKA
ix
Halaman
Tabel 3.1 Tabel Pegawai ... 42
Tabel 3.2 Tabel User ... 42
Tabel 3.3 Tabel Nota Order ... 42
Tabel 3.4 Tabel Detail Nota Order ... 43
Tabel 3.5 Tabel Sales Order ... 43
Tabel 3.6 Tabel Detail Sales Order ... 43
Tabel 3.7 Tabel Work Order ... 44
Tabel 3.8 Tabel Produk ... 44
Tabel 3.9 Tabel Spesifikasi Produk ... 44
Tabel 3.10 Tabel Part ... 45
Tabel 3.11 Tabel Pesanan ... 45
Tabel 3.12 Tabel Bahan Baku ... 46
Tabel 3.13 Tabel Supplier ... 46
Tabel 3.14 Tabel Rak ... 46
Tabel 3.15 Tabel Customer ... 47
Tabel 3.16 Tabel Lajur ... 47
Tabel 3.17 Tabel Spesifikasi Lajur ... 47
Tabel 3.18 Tabel Material ... 48
Tabel 3.19 Tabel Spesifikasi Proses ... 67
Tabel 4.1 Spesifikasi Komputer ... 121
Tabel 4.2 Spesifikasi Perangkat Lunak ... 121
Tabel 4.3 Implementasi Antarmuka ... 122
Tabel 4.4 Rencana Pengujian Sistem Informasi Manufaktur untuk KepalaTeknisi ... 140
x
Tabel 4.8 Pengujian Login Kepala Teknisi Data Normal ... 142
Tabel 4.9 Pengujian Login Kepala Teknisi Data Salah ... 142
Tabel 4.10 Pengujian Pengecekan Data Master Supplier Data Normal ... 143
Tabel 4.11 Pengujian Pengecekan Data Master Supplier Data Salah... 143
Tabel 4.12 Pengujian Pengecekan Data Master Tabel Bahan Baku Data Normal ... 143
Tabel 4.13 Pengujian Pengecekan Data Master Tabel Bahan Baku Data Salah ... 144
Tabel 4.14 Pengujian Pengecekan Data Master Part Data Normal ... 144
Tabel 4.15 Pengujian Pengecekan Data Master Part Data Salah ... 144
Tabel 4.16 Pengujian Pengecekan Data Master Produk Data Normal ... 145
Tabel 4.17 Pengujian Pengecekan Data Master Produk Data Salah ... 145
Tabel 4.18 Pengujian Pengecekan Data Master Rak Data Normal... 145
Tabel 4.19 Pengujian Pengecekan Data Master Rak Data Salah ... 146
Tabel 4.20 Pengujian Pengecekan Data Master Material Data Normal ... 146
Tabel 4.21 Pengujian Pengecekan Data Master Material Data Salah ... 146
Tabel 4.22 Pengujian Pengecekan Data Master User Data Normal ... 147
Tabel 4.23 Pengujian Pengecekan Data Master User Data Salah ... 147
Tabel 4.24 Pengujian Pengecekan Login Marketing Data Normal ... 147
Tabel 4.25 Pengujian Pengecekan Login Marketing Data Salah ... 148
Tabel 4.26 Pengujian Pengecekan Data Master Customer Data Normal . 148 Tabel 4.27 Pengujian Pengecekan Data Master Customer Data Salah .... 148
Tabel 4.28 Pengujian Pengecekan Nota Order Data Normal ... 149
Tabel 4.29 Pengujian Pengecekan Nota Order Data Salah ... 149
Tabel 4.30 Pengujian Pengecekan Login Purchasing Data Normal ... 149
Tabel 4.31 Pengujian Pengecekan Login Purchasing Data Salah ... 150
xi
Tabel 4.36 Pengujian Pengecekan Gudang Bahan Baku Data Normal .... 151
Tabel 4.37 Pengujian Pengecekan Gudang Bahan Baku Data Salah ... 152
Tabel 4.38 Pengujian Pengecekan Gudang Part Data Normal ... 152
Tabel 4.39 Pengujian Pengecekan Gudang Part Data Salah ... 152
Tabel 4.40 Pengujian Pengecekan Gudang Produk Data Normal ... 153
Tabel 4.41 Pengujian Pengecekan Gudang Produk Data Salah ... 153
Tabel 4.42 Responden Pengujian Betha ... 153
Tabel 4.43 Presentase Jawaban Kuisioner nomor 1 ... 156
Tabel 4.44 Presentase Jawaban Kuisioner nomor 2 ... 157
Tabel 4.45 Presentase Jawaban Kuisioner nomor 3 ... 158
Tabel 4.46 Presentase Jawaban Kuisioner nomor 4 ... 159
Tabel 4.47 Presentase Jawaban Kuisioner nomor 5 ... 160
Tabel 4.48 Presentase Jawaban Kuisioner nomor 6 ... 161
xiii
Halaman
Gambar 1.1 Model Waterfall ... 5
Gambar 2.1 Struktur Organisasi ... 10
Gambar 2.2 Bentuk Umum Sistem ... 12
Gambar 3.1 Flowmap Pesanan Produk Untuk Customer Yang Belum Terdaftar ... 23
Gambar 3.2 Flowmap Pesanan Produk Untuk Customer Yang Sudah Terdaftar ... 25
Gambar 3.3 Flowmap Pembuatan Sales Order ... 27
Gambar 3.4 Flowmap Pembuatan Work Order ... 29
Gambar 3.5 Flowmap Pembuatan Pesanan Bahan Baku dan Part ... 31
Gambar 3.6 Diagram ERD Sistem Informasi Manufaktur ... 36
Gambar 3.7 Skema Relasi Sistem Informasi Manufaktur ... 41
Gambar 3.8 Diagram Konteks Sistem Informasi Manufaktur ... 48
Gambar 3.9 DFD Level 1 ... 49
Gambar 3.10 DFD Level 2 Proses Pengolahan Data Pegawai ... 50
Gambar 3.11 DFD Level 2 Proses Pengolahan Data User ... 50
Gambar 3.12 DFD Level 2 Proses Pengolahan Data Master ... 51
Gambar 3.13 DFD Level 2 Proses Pengolahan Pesanan ke Supplier ... 52
Gambar 3.14 DFD Level 2 Proses Pengolahan Data Gudang ... 52
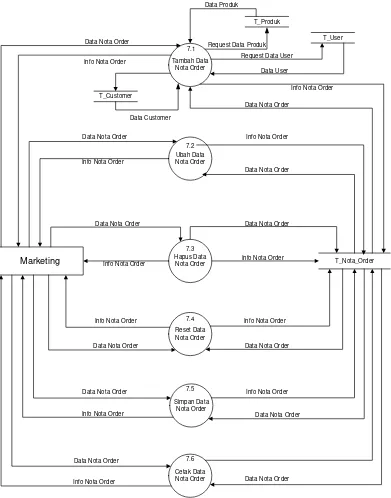
Gambar 3.15 DFD Level 2 Proses Pengolahan Nota Order ... 53
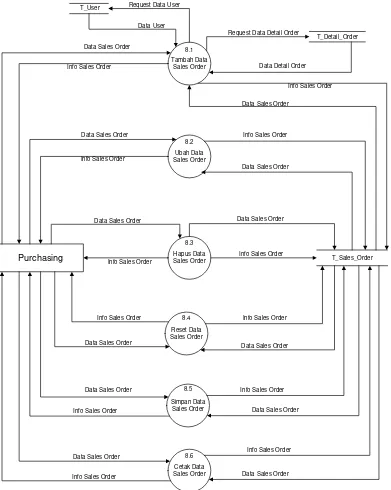
Gambar 3.16 DFD Level 2 Proses Pengolahan Sales Order ... 54
Gambar 3.17 DFD Level 2 Proses Pengolahan Work Order ... 55
Gambar 3.18 DFD Level 2 Proses Pengolahan History ... 56
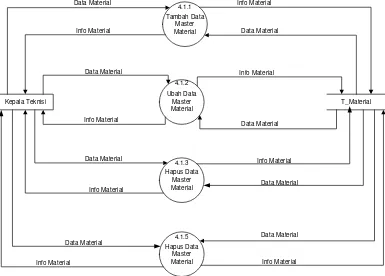
Gambar 3.19 DFD Level 2 Proses Pengolahan Data Master Material ... 57
Gambar 3.20 DFD Level 2 Proses Pengolahan Data Master Rak ... 57
xiv
Gambar 3.26 DFD Level 2 Proses Pengolahan Pesanan Bahan Baku ... 60
Gambar 3.27 DFD Level 2 Proses Pengolahan Pesanan Part ... 61
Gambar 3.28 DFD Level 2 Proses Pengolahan Gudang Bahan Baku ... 62
Gambar 3.29 DFD Level 2 Proses Pengolahan Gudang Part ... 63
Gambar 3.30 DFD Level 2 Proses Pengolahan Gudang Produk ... 64
Gambar 3.31 DFD Level 2 Proses Pengolahan History Nota Order ... 65
Gambar 3.32 DFD Level 2 Proses Pengolahan History Sales Order ... 65
Gambar 3.33 DFD Level 2 Proses Pengolahan History Work Order ... 66
Gambar 3.34 DFD Level 2 Proses Pengolahan History History Pesanan Bahan Baku ... 66
Gambar 3.35 DFD Level 2 Proses Pengolahan History History Pesanan Part Buy ... 67
Gambar 3.36 Kode Pegawai ... 87
Gambar 3.37 Kode Material ... 88
Gambar 3.38 Kode Rak ... 88
Gambar 3.39 Kode Bahan Baku ... 88
Gambar 3.40 Kode Part Create ... 88
Gambar 3.41 Kode Part Buy ... 88
Gambar 3.42 Kode Produk ... 88
Gambar 3.43 Kode Supplier ... 89
Gambar 3.44 Kode Customer ... 89
Gambar 3.45 Kode Pesanan Bahan Baku ... 89
Gambar 3.46 Kode Pesanan Part ... 90
Gambar 3.47 Kode Nota Order ... 90
Gambar 3.48 Kode Sales Order ... 90
Gambar 3.49 Kode Work Order ... 90
Gambar 3.50 Struktur Menu Utama Sistem Informasi Manufaktur ... 91
xv
Gambar 3.56 Flowchart Pemilihan Menu Input Data Setelah Login ... 96
Gambar 3.57 Perancangan Form Utama ... 97
Gambar 3.58 Perancangan Form Login ... 98
Gambar 3.59 Perancangan Form Data Master Pegawai ... 98
Gambar 3.60 Perancangan Form Data Master Material ... 99
Gambar 3.61 Perancangan Form Data Master Rak ... 99
Gambar 3.62 Perancangan Form Data Master Bahan Baku ... 100
Gambar 3.63 Perancangan Form Data Master Part ... 100
Gambar 3.64 Perancangan Form Data Master Produk ... 101
Gambar 3.65 Perancangan Form Data Master Supplier ... 101
Gambar 3.66 Perancangan Form Data Master Customer ... 102
Gambar 3.67 Perancangan Form Transaksi Order Bahan Baku ... 102
Gambar 3.68 Perancangan Form Transaksi Order Part ... 103
Gambar 3.69 Perancangan Form Transaksi Nota Order ... 103
Gambar 3.70 Perancangan Form Transaksi Sales Order ... 104
Gambar 3.71 Perancangan Form Transaksi Work Order ... 104
Gambar 3.72 Perancangan Form Gudang Bahan Baku ... 105
Gambar 3.73 Perancangan Form Gudang Part Buy Masuk ... 105
Gambar 3.74 Perancangan Form Gudang Part Buy Keluar ... 106
Gambar 3.75 Perancangan Form Gudang Part Create ... 106
Gambar 3.76 Perancangan Form Gudang Produk ... 107
Gambar 3.77 Perancangan Form Gudang Stok Bahan Baku ... 107
Gambar 3.78 Perancangan Form Gudang Stok Part Buy ... 108
Gambar 3.79 Perancangan Form Gudang Stok Part Create ... 108
Gambar 3.80 Perancangan Form Gudang Stok Produk ... 109
Gambar 3.81 Perancangan Form History Nota Order ... 109
xvi
Gambar 3.86 Perancangan Form User Managemant ... 112
Gambar 3.87 Perancangan Output Nota Order ... 112
Gambar 3.88 Perancangan Output Sales Order ... 113
Gambar 3.89 Perancangan Output Work Order ... 113
Gambar 3.90 Perancangan Konfirmasi Login ... 114
Gambar 3.91 Perancangan Konfirmasi Data Master Pegawai ... 114
Gambar 3.92 Perancangan Konfirmasi Data Master Material ... 114
Gambar 3.93 Perancangan Konfirmasi Data Master Rak ... 115
Gambar 3.94 Perancangan Konfirmasi Data Master Bahan Baku ... 115
Gambar 3.95 Perancangan Konfirmasi Data Master Part ... 115
Gambar 3.96 Perancangan Konfirmasi Data Master Produk ... 116
Gambar 3.97 Perancangan Konfirmasi Data Master Supplier ... 116
Gambar 3.98 Perancangan Konfirmasi Data Master Customer ... 116
Gambar 3.99 Jaringan Semantik Untuk Kepala Teknisi ... 117
Gambar 3.100 Jaringan Semantik Untuk Pegawai Bagian Marketing .... 118
Gambar 3.101 Jaringan Semantik Untuk Pegawai Bagian Purchasing ... 118
Gambar 3.102 Jaringan Semantik Untuk Pegawai Bagian Gudang ... 119
Gambar 4.1 Antarmuka Form Halaman Utama ... 129
Gambar 4.2 Antarmuka Form Login ... 129
Gambar 4.3 Antarmuka Form Data master Pegawai... 130
Gambar 4.4 Antarmuka Form Data Master Material ... 130
Gambar 4.5 Antarmuka Form Data Master Rak ... 131
Gambar 4.6 Antarmuka Form Data Master Bahan Baku ... 131
Gambar 4.7 Antarmuka Form Data Master Part ... 132
Gambar 4.8 Antarmuka Form Data Master Produk ... 132
Gambar 4.9 Antarmuka Form Data Master Supplier ... 133
Gambar 4.10 Antarmuka Form Data Master Customer ... 133
xvii
Gambar 4.16 Antarmuka Form Gudang Bahan Baku ... 136
Gambar 4.17 Antarmuka Form Gudang Part ... 137
Gambar 4.18 Antarmuka Form Gudang Produk ... 137
Gambar 4.19 Antarmuka Form History Nota Order ... 138
Gambar 4.20 Antarmuka Form History Sales Order ... 138
Gambar 4.21 Antarmuka Form History Work Order ... 139
xviii
DAFTAR SIMBOL
Simbol pada flowmap
Simbol Keterangan
Dokumen
Menunjukkan dokumen terletak sebagai masukan atau keluaran baik secara manual atau komputerisasi. Operasional Manual
Menunjukkan proses yang dikerjakan secara manual.
Arus atau Aliran Data
Menunjukkan aliran data antar proses.
Operasi Komputer
Menunjukkan proses yang dikerjakan melalui komputer.
Predefined Process
Menunjukkan proses yang dikerjakan diluar sistem.
Manual Input
Untuk mamasukkan data secara manual melalui
online.
Decision
Menunjukkan pilihan keputusan.
Off Page Connector
Digunakan sebagai penghubung ke halaman berbeda.
Off Line Storage
xix
Display / Monitor
Untuk output yang ditunjukkan kepada suatu device.
Magnetic Disk
Menunjukkan penyimpanan data dalam hardisk berupa file.
Simbol pada Data Flow Diagram (DFD)
Entity
Menunjukkan entitas yang terlibat dalam sistem dan batasan sistem.
Proses
Menunjukkan suatu proses yang berlangsung dan terjadi dalam sistem.
Arus Data atau Informasi
Menunjukkan aliran arus data yang masuk dan keluar diantara proses, penyimpanan data dan antara entitas.
Penyimpanan Data
xx
Simbol pada Entity Relationship Diagram (ER – Diagram) Entity
Menyatakan entitas atau bagian – bagian yang terlibat dalam sistem.
Atribut
Menyatakan atribut dari suatu entitas sistem.
Relasi
Menyatakan relasi antar entitas (Proses).
Arus atau Aliran Data
Menunjukkan aliran data antar proses.
Simbol pada Kamus Data
No Simbol Uraian
1. = Terdiri dari, mendefinisikan, diuraikan menjadi, artinya.
2. + Dan
3. ( ) Operasional (boleh ada atau boleh juga tidak)
4. { } Pengulangan
5. [ ] Memilih salah satu dari sejumlah alternatif, seleksi
6. ** Komentar
7. @ Identitas atribut kunci
xxi Simbol pada Flowchart
Proses
Simbol untuk suatu proses dalam sistem
Terminate
Simbol untuk menandai awal dan akhir suatu
flowchart
Decision
Simbol untuk pengambilan suatu keputusan
Arus atau Aliran Data
Menunjukkan aliran data antar proses.
Data
xxii
LAMPIRAN A Listing Program... A-1
LAMPIRAN B Hasil Kuisioner ... B-1
1 I.1. Latar Belakang
Bidang usaha industri selalu menghubungan pemikiran kepada sebuah prosedur input, proses, output. Berawal dari data yang merupakan sebuah input, kemudian diolah dan dikembangkan dalam sebuah proses yang pada akhirnya akan menjadi sebuah output berupa informasi. Untuk sebagian pelaku usaha, sekumpulan data mungkin mudah untuk didapatkan tetapi informasi susah untuk dicari. Proses mengubah data menjadi informasi perlu melalui sebuah sistem yang memiliki kompleksitas yang tinggi. Sistem Informasi merupakan perangkat pencetak informasi yang dapat mendukung untuk perkembangan perusahaan.
Perusahaan manufaktur seperti PT. Tepat Industry sebagai perusahaan usaha nasional di bawah ketentuan - ketentuan teknik industri, memerlukan informasi untuk melangsungkan roda industrinya. Terdapat berbagai macam proses pengolahan data didalamnya. Salah satu proses pengolahan data yang akan dibahas adalah pengolahan data barang jadi atau produk. Proses - proses yang sangat erat kaitanya dengan produk adalah pembelian dan pemilihan bahan baku,
marketing produk kepada customer, transaksi penjualan produk, serta pengaturan
barang di gudang.
Apabila produk tersebut tidak tersedia di gudang maka pegawai bagian marketing
akan berkomunikasi dengan pegawai bagian produksi. Aliran komunikasi antar pegawai ini belum terstruktur secara rapi, sehingga pelayanan terhadap customer
menjadi terganggu.
Data pesanan produk itu kemudian diproses oleh bagian purchasing untuk dicatat jumlah dan jenis barang yang dipesan. Setelah pegawai melakukan pencatatan, maka data tersebut disimpan. Dimana setiap unit kerja memiliki data tersendiri. Hal ini sering menimbulkan ketidaksamaan jumlah barang antara masing – masing unit kerja.
Dengan melihat uraian diatas, dapat diambil kesimpulan bahwa dari wawancara dengan pegawai bahwa perusahaan tersebut memerlukan sebuah aplikasi yang dapat bermanfaat bagi para pegawai yang ada dan customer yang menginginkan informasi demi mewujudkan keharmonisan antara perusahaan dengan customer dan kelancaran dalam proses pelayanan.
I.2. Perumusan Masalah
Berdasarkan uraian dari latar belakang maka dirumuskan permasalahannya yaitu bagaimana membangun sistem informasi manufaktur yang tepat dan akurat.
I.3. Maksud dan Tujuan
Sedangkan tujuan yang ingin dicapai adalah :
1. Untuk memudahkan pegawai menangani pendataan. 2. Untuk meningkatkan pelayanan terhadap customer. 3. Untuk mendapatkan database yang baik dan terstruktur.
I.4. Batasan Masalah
Untuk lebih memudahkan dalam membahas permasalahan dan menghindari penyimpangan pembahasan dari pokok bahasan, maka dibatasi permasalahan yang akan dibahas, yaitu:
1. Menangani pendataan pegawai.
2. Menangani pesanan produk dari customer.
3. Menangani transaksi penjualan produk ke customer.
4. Menangani transaksi pembelian bahan baku dan part ke supplier. 5. Mencatat keluar masuknya barang di gudang.
6. Tidak menangani pengiriman produk. 7. Tidak menangani pemesanan secara online.
8. Tidak menangani pemesanan produk yang belum tersedia di perusahaan. 9. Tidak menangani perancangan produk baru.
10. Tidak menangani pencatatan laporan keuangan.
11. Aplikasi yang dibangun akan digunakan pada sistem operasi berbasis
windows.
12. Aplikasi ini digunakan oleh pegawai di perusahaan sesuai dengan bidang pekerjaan.
Metodologi yang dilakukan dalam penelitian ini adalah: a. Tahapan Pengumpulan Data
1. Studi pustaka
Mencari referensi yang berkaitan dengan permasalahan mulai dari mencari dari buku-buku, jurnal maupun arikel-artikel yang terdapat di internet.
2. Wawancara
Penulis melakukan tanya jawab dengan pihak intern ( terkait ) langsung dalam pengolahan.
3. Observasi
Selain dengan menggunakan kedua metode diatas, penulis juga melakukan pemantauan langsung ke lapangan untuk mendapatkan informasi yang dibutuhkan.
b. Tahapan Pembangunan Aplikasi
System Enginering
Testing Coding
Design Analisis
Maintenance
Gambar 1.1 Metodologi Waterfall (Roger S. Presman, Software Engiering
Apractitioner Aproach, Fourth Edition, 1997).
Tahapan-tahapan dari model waterfall ini adalah sebagai berikut: 1. Analisis Permasalahan
Pada tahap ini, akan dilakukan analisis terhadap pengolahan data Manufaktur dengan menggunakan sistem yang lama.
2. Design
Pada tahap desain akan dilakukan perancangan antarmuka program.
3. Pembuatan Coding
4. Pengujian
Proses untuk memastikan bahwa semua pernyataan sudah diuji yang selanjutnya akan mengarahkan penguji untuk menemukan kesalahan-kesalahan yang mungkin terjadi dan juga memastikan bahwa masukan yang dibatasi akan memberikan hasil aktual yang sesuai dengan hasil yang dibutuhkan dan diharapkan.
5. Pemeliharaan
Pada tahap pemeliharaan akan dilakukan penyesuaian apabila perangkat lunak mengalami perubahan seperti lingkungan eksternal yang berubah. Misalnya perangkat keras yang digunakan berubah ataupun sistem operasi yang berubah.
Khusus untuk tahap pemeliharaan, tidak dilakukan karena tahap pembangunan perangkat lunak hanya akan sampai tahap pengujian.
1.6. Sistematika Penulisan
Sistematika dari penulisan tugas akhir ini adalah sebagai berikut: BAB I PENDAHULUAN
Bab ini berisi mengenai latar belakang masalah, identifikasi masalah, maksud dan tujuan, batasan masalah, metodologi penelitian, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
BAB III ANALISIS DAN PERANCANGAN SISTEM
Bab ini akan membahas mengenai analisis sistem dan perancangan sistem dari data – data yang ada, dan bahasa pemrograman yang akan digunakan. BAB IV IMPLEMENTASI DAN PENGUJIAN SISTEM
Bab ini menjelaskan bagaimana mengimplementasikan sistem ke dalam program dan pengujian dari sistem yang telah diimplementasikan.
BAB V KESIMPULAN DAN SARAN
8 2.1 Sejarah Singkat Instansi
Didirikan pada tahun 1968, Tepat Industry memulai operasinya dengan memproduksi cassing audio video. Sukses dengan produksi
cassing audio video, perusahan mulai melihat kebutuhan pasar dengan
menambah jenis produksi seperti memproduksi perlengkapan penunjang telekomunikasi. Sekarang Tepat Industry didirikan sebagai Perusahaan Usaha Nasional dibawah ketentuan – ketentuan teknik industri telekomunikasi, cassing audio video, dan aplikasi pelanggan.
Tepat Industry mempunyai mesin cetakan dan spesifikasi pelanggan dan juga memiliki teknik dan staff desain yang di sediakan untuk berkolaborasi pada desain – desain baru. Kelompok desain sudah mendukung software terbaru termasuk AutoCAD, Vertex G4.
2.2. Visi dan Misi Instansi
Adapun visi dan misi yang terdapat pada PT. Tepat Industry
1.2.1. Visi
Bisnis Kami adalah untuk menemukan dan memasarkan produk yang memuaskan kebutuhan sebenarnya.
1.2.2. Misi
a. Kami harus menjadi terbaik dalam bisnis kami dan satu tempat hadapi tantangan untuk kerjakan.
b. Kami harus menumbuh sebagai perusahaan yang selalu memberikan pelayanan terbaik.
c. Kami harus mengejar inovasi pada semua aktivitas.
d. Kami harus menyampaikan satu kinerja keuangan yang kompetitif.
2.3 Struktur Organisasi PT. Tepat Industry
Dengan memahami struktur organisasi, maka dapat memperoleh gambaran mengenai tugas, wewenang dan tanggungjawab setiap bagian yang terlibat. Struktur organisasi PT. Tepat Industry dapat dilihat pada gambar 2.1.
STRUKTUR ORGANISASI PT. TEPAT INDUSTRY KOMISARIS
Direktur
Manajer Pemasaran Manajer Operasional Manajer Produksi Manajer Keuangan Manajer HRD
Gambar 2.1 Struktur Organisasi
2.4 Produk yang dihasilkan
Adapun produk yang dihasilkan terdiri atas 3 bagian, yaitu :
a. Building produk
Terdiri dari : locker, Hosereel, locker-collage, Dusbin, Wall clandding.
b. Kiosk
Terdiri dari : B-Tower, C-Tower, Digital Signage, D-Tower, I-Tower Dual LCD, I-I-Tower
2.5 Pengertian Dasar Sistem
Secara umum sistem menurut Jogianto adalah sebagai berikut :
”Sekumpulan elemen–elemen yang saling berkaitan dan memproses
masukan (input) sehingga menghasilkan keluaran (output)”.[2]
Pengertian sistem dibagi menjadi dua pendekatan yaitu dilihat dari pendekatan yang menekankan pada prosedur dan pendekatan yang menekankan pada elemen atau komponen.
Pendekatan sistem yang lebih menekankan pada prosedur didefinisikan suatu sistem menurut HM. Jogianto adalah sebagai berikut :
“Jaringan kerja dari prosedur–prosedur yang saling berhubungan, berkumpul
bersama–sama untuk melakukan suatu kegiatan untuk menyelesaikan
sasaran tertentu”. [2]
Pendekatan sistem yang lebih menekankan pada elemen atau komponen didefinisikan sistem menurut HM. Jogianto adalah sebagai berikut :
“Sekumpulan dari elemen–elemen yang berinteraksi untuk mencapai suatu
tujuan tertentu”. [2]
berkaitan satu sama lain sesuai dengan rencana untuk mencapai tujuan tertentu.
2.6 Bentuk Umum Sistem
Bentuk umum dari suatu sistem terdiri atas masukan (input), proses dan keluaran (output), dalam bentuk umum sistem ini terdapat satu atau lebih masukan yang akan diproses dan akan menghasilkan suatu keluaran.
Input Proses Output
Gambar 2.2 Bentuk Umum Sistem
2.8 Karakteristik Sistem
Ciri – ciri pokok sistem yaitu sebagai berikut :
1. Target system yakni suatu sistem mempunyai tujuan.
2. Sistem bersifat konprehensif integral yakni suatu keseluruhan yang bulat dan utuh yang tidak dapat dipisahkan–pisahkan antara bagian satu dengan bagian lainnya.
3. Transformation system yaitu sistem mengubah sumber–sumber menjadi
keluaran untuk mencapai tujuan.
2.9 Sistem Informasi
Bila mengacu pada definisi sistem menurut HM, Jogianto dalam bukunya
yang berjudul “Analisis dan Desain Sistem Informasi” maka sistem informasi
dapat didefinisikan sebagai berikut : [2]
“Suatu sistem yang dibuat oleh manusia yang terdiri atas komponen–
komponen dalam organisasi untuk mencapai suatu tujuan yaitu menyajikan
informasi” . [2]
Sistem informasi merupakan kombinasi dari manusia, fasilitas atau alat teknologi, media, prosedur dan pengendalian yang bermaksud untuk menata jaringan komunikasi yang penting, pengolahan atas interaksi–interaksi tertentu dan rutin, membantu memanajemen dan menyediakan dasar pengambilan keputusan yang tepat.
Informasi yang dihasilkan dari sistem informasi bertujuan untuk :
1. Menyediakan informasi untuk membantu dalam pengambilan keputusan oleh pihak yang berwenang.
2. Membantu petugas di dalam melaksanakan proses pengambilan data. 3. Memberikan informasi yang layak dan dapat dipertanggungjawabkan
2.10 Sumber dari Sistem Informasi
Sumber dari sistem informasi berasal dari alat pengolahan data, yaitu :
1. Manual informational system, berasal dari proses manual, karena
masih manual maka manusia sangat berperan dalam menyelesaikan masalah.
2. Mechanical information system, berasal dari pengolahan oleh peralatan
atau mesin – mesin pencatatan, disini manusia masih berperan .
3. Computer based information system, berasal dari electronic dan
processing (EDP), dengan adanya pemakaian komputer
mengakibatkan manusia tidak begitu berperan karena komputer dapat membantu menyelesaikan permasalahan.
2.11 Komponen Sistem Informasi
Sistem informasi mempunyai beberapa komponen, yaitu :
1. Hardware (perangkat keras), seperti : keyboard, monitor,
microprocessor dan lain sebagainya.
2. Software (perangkat lunak)
3. Brainware (manusia)
4. Data
2.12 Pengertian Manufaktur
Kata manufaktur berasal dari bahasa Latin manus factus yang
berarti dibuat dengan tangan. Kata manufacture muncul pertama kali tahun
1576, dan kata manufacturing muncul tahun 1683. Manufaktur, dalam arti
yang paling luas, adalah proses merubah bahan baku menjadi produk.
Proses ini meliputi perancangan produk, pemilihan material, tahap-tahap
proses dimana produk tersebut dibuat. Pada konteks yang lebih modern,
manufaktur melibatkan pembuatan produk dari bahan baku melalui
bermacam-macam proses, mesin dan operasi, mengikuti perencanaan yang
terorganisasi dengan baik untuk setiap aktifitas yang diperlukan. Mengikuti
definisi ini, manufaktur pada umumnya adalah suatu aktifitas yang
kompleks yang melibatkan berbagai variasi sumberdaya dan aktifitas.
Hal-hal di atas telah melahirkan disiplin ilmu tentang teknik
manufaktur. Sesuai dengan definisi manufaktur, keilmuan teknik
manufaktur mempelajari perancangan produk manufaktur dan perancangan
proses pembuatannya serta pengelolaan sistem produksinya (sistem
manufaktur). Keilmuan teknik manufaktur selalu berbasis kepada aktifitas
pembuatan produk manufaktur yang melibatkan berbagai aktifitas dan
sumberdaya. Jika dicermati, bidang ilmu teknik manufaktur sesungguhnya
merupakan sinergi (gabungan yang saling menguatkan) dari teknik mesin
dan teknik industri. Dari teknik mesin diadopsi ilmu-ilmu yang terkait
dengan perancangan produk dan perancangan proses pembuatan, sedangkan
sistem di industri manufaktur (industri yang menghasilkan produk
manufaktur. [4]
2.13 Pemodelan
Proses pemodelan ini akan menggunakan tool seperti Context Diagram, DFD (Data Flow Diagram), event list, E-RD (Entity Relational Diagram), kamus data, dan spesifikasi proses.
2.13.1. Context Diagram
Context diagram merupakan bagian dari data flow diagram yang
berada pada level tertinggi, yang berfungsi untuk menggambarkan hubungan sistem dengan lingkungan luar. Pada context diagram dapat dilihat kelompok pemakai, organisasi atau sistem lain yang berhubungan dengan sistem kita. Context diagram juga memperlihatkan input maupun
output dari sistem lain dan juga penyimpanan yang digunakan bersama
dengan sistem lain.
2.13.2. DFD ( Data Flow Diagram )
DFD merupakan tool yang digunakan untuk memodelkan sistem berdasarkan aliran informasi yang terdapat dalam sistem. DFD menggambarkan sistem sebagai sebuah jaringan proses yang dihubungkan satu sama lainnya melalui aliran data dan data store.
entity luar. Data flow diagram juga menunjukan data yang masuk kedalam sebuah proses, data-data lain yang diperlukan untuk pengerjaan proses tersebut dan data hasil proses tersebut.
2.13.3. E-RD ( Entity Relationship Diagram)
E-RD adalah model yang mendeskripsikan hubungan antar penyimpangan dalam diagram arus data. E-RD digunakan untuk memodelkan struktur data dan hubungan antar data.
2.13.4. Kamus Data
Kamus data adalah dokumentasi yang mendukung data flow
diagram, terdiri dari definisi dari setiap data flow diagram dan data store
yang berada pada data flow diagram tersebut.
Kamus data merupakan daftar tentang semua elemen data yang berhubungan dengan sistem dan terdefinisi dengan tetap, sehingga user
dan sistem analisis mempunyai pengertian yang sama tentang input output.
2.13.5. Spesifikasi Proses
Spesifikasi proses menggambarkan kejadian didalam setiap proses pada level terbawah pada data flow diagram. Spesifikasi proses mendefinisikan kegiatan yang harus dilakukan untuk mengubah input
menjadi output.
2.14 Basis Data
Basis data terdiri atas dua kata, yaitu basis dan data. Basis kurang lebih dapat diartikan sebagai markas atau gudang, tempat bersarang/berkumpul. Sedangkan data adalah representasi fakta dunia nyata yang mewakili suatu objek seperti manusia (pegawai, siswa, pembeli, pelanggan), barang, hewan, peristiwa, konsep, keadaan, dan sebagainya, yang direkam dalam bentuk angka, huruf, simbol, teks, gambar, bunyi, atau kombinasinya. Sebuah database tersusun dari :
1. File: kumpulan record-record yang sejenis yang mempunyai panjang elemen yang sama , atribut yang sama, namun berbeda data valuenya.
2. Record: kumpulan elemen-elemen yang saling berkaitan
menginformasikan tentang suatu entity secara lengkap. Satu record
mewakili satu data atau informasi tentang seseorang misalnya; nomor karyawan, nama karyawan, alamat, kota, tanggal masuk.
3. Field: kumpulan dari data yang sejenis.
4. Data Value: nilai data.
Basis data sendiri dapat didefinisikan dalam sejumlah sudut pandang seperti :
1. Himpunan kelompok data (arsip) yang saling berhubungan yang diorganisasikan sedemikian rupa agar kelak dapat dimanfaatkan kembali dengan cepat dan mudah.
3. Kumpulan file/tabel/arsip yang saling berhubungan erat disimpan dalam media penyimpanan elektronis.
2.15 Normalisasi Database
2.15.1 Bentuk Normal Kesatu
Bentuk normal kesatu memiliki ciri yaitu : a. Setiap data dibentuk dalam flat file.
b. Data dibentuk dalam record demi record dan nilai dari field
berupa atomicvalue.
c. Tidak ada set atribut yang berulang atau atribut bernilai ganda. d. Tiap field hanya satu pengertian, bukan merupakan kumpulan
kata yang mempunyai arti yang mendua. 2.15.2 Bentuk Normal Kedua
Bentuk normal kedua mempunyai syarat yaitu :
a. Bentuk data telah memenuhi kriteria bentuk normal kesatu. b. Harus ditentukan kunci utamanya (primary key) dari fieldnya. c. Kunci field harus unik dan dapat mewakili atribut lain yang
menjadi anggotanya.
2.15.3 Bentuk Normal Ketiga
Bentuk normal ketiga mempunyai syarat yaitu :
a. Relasi harus dalam bentuk normal kedua dan semua atribut bukan primer.
b. Tidak mempunyai hubungan yang transitif.
2.16 MySql
MySQL adalah multiuser database yang menggunakan bahasa Structured
Query Language (SQL). MySQL dalam operasi client-server melibatkan server
daemon MySQL di sisi server dan berbagai macam program serta library yang berjalan di sisi client. MySQL mampu menangani data yang cukup besar. Perusahaan yang mengembangkan MySQL yaitu TcX, mengaku bahwa MySQL mampu menyimpan data lebih dari 40 database, 10.000 tabel dan sekitar 7 juta baris, totalnya kurang lebih 100 Gigabyte data.
SQL adalah bahasa standar yang digunakan untuk mengakses database
server. Bahasa ini pada awalnya dikembangkan oleh IBM, namun telah diadopsi
2.17 Borland Delphi
Borland Delphi merupakan suatu bahasa pemrograman yang memberikan berbagai fasilitas pembuatan aplikasi visual. Keunggulan bahasa pemrograman ini terletak pada produktivitas, kualitas, pengembangan perangkat lunak, kecepatan kompilasi, pola desain yang menarik serta diperkuat dengan pemrogramannya yang terstruktur. Keunggulan lain dari Delphi adalah dapat digunakan untuk aplikasi yang memiliki tampilan seperti program aplikasi lain yang berbasis
22 3.1 Analisis Sistem
Analisis sistem merupakan langkah awal untuk pengembangan sistem, karena perancangan bahkan implementasi sistem tidak akan terwujud dengan baik tanpa adanya analisis terhadap sistem yang sedang berjalan saat ini. Sebelum dilakukan pengembangan dan perancangan sistem terlebih dahulu dilaksanakan analisis kebutuhan database dan sistem informasi yang akan dibangun.
3.1.1 Analisis Sistem yang Berjalan
Bagian ini menggambarkan sistem yang sedang berjalan di PT. Tepat Industry. Berdasarkan hasil wawancara dengan pegawai bagian marketing bahwa pemesanan produk dibagi menjadi dua, yaitu customer belum terdaftar dan
customer yang sudah terdaftar. Untuk customer yang belum terdaftar, prosedur
Customer Marketing Form data Pesanan produk baru (kosong)
Pengisian form data pesanan
produk
Form data pesanan
produk yang telah diisi Pemeriksaan form
data pesanan produk yang telah diisi
Lengkap? Tidak
Ya Form data Pesanan
produk baru (kosong)
Form data pesanan produk yang telah diisi
Form data pesanan produk yang telah diisi
(belum lengkap) Form data pesanan
produk yang telah diisi (belum lengkap)
Memasukan data pesanan dan pembutaan Nota Order
File data konsumen dan Nota Order.xls
Cetak Nota Order
A Nota Order yang
telah di paraf Nota Order yang
telah di paraf
Form data pesanan produk yang telah diisi (Lengkap)
1 2
1 2 2
Keterangan : A : Arsip nota order A.c : Arsip biodata customer
Buku Daftar Customer Pengisian data
customer
A.c
Prosedur pemesanan produk untuk customer yang belum terdaftar :
1. Customer melakukan pemesanan produk melalui pegawai bagian marketing.
2. Marketing akan memberikan formulir pesanan produk kepada customer.
3. Customer harus mengisi formulir pesanan tersebut dengan data sebenarnya.
Customer hanya mengisikan data yang pesanan yang ada di form pesanan
kemudian marketing yang melakukan proses pengisian untuk dibuatkan nota
order.
4. Setelah itu customer menyerahkan kembali formulir pesanan yang telah diisi.
5. Marketing akan melakukan verifikasi formulir pesanan yang telah diisi
tersebut diproses selanjutnya.
6. Jika belum lengkap maka akan dikembalikan kepada customer untuk dilengkapi. Dan jika sudah lengkap, maka akan dimasukanan data pesanan tersebut untuk dibuatkan nota order (pesanan).
Customer Marketing
Ditemukan? Form data Pesanan
produk baru (kosong) Form data Pesanan
produk baru (kosong)
Memasukan data pesanan dan pembutaan Nota Order
File data konsumen dan Nota Order.xls
Cetak Nota Order
A Nota Order
Nota Order
Paraf Marketing
Nota Order Nota Order yang
telah di paraf Nota Order yang
telah di paraf
Ya Tidak
Form data pesanan produk yang telah diisi
1 2
2 1 2
Keterangan : A : Arsip nota order
Buku daftar customer
Pencarian data customer yang melakukan pemesanan produk
Prosedur pemesanan produk untuk customer yang sudah terdaftar :
1. Marketing melakukan pencarian data customer berdasarkan nama customer
untuk mengetahui apakah data customer sudah disimpan di perusahaan. 2. Apabila data customer tidak ditemukan maka marketing akan memberikan
formulir pesanan produk baru untuk diisi sesuai dengan prosedur pemesanan
customer yang belum terdaftar. Tetapi apabila data di temukan maka akan di
buatkan nota order sesuai dengan produk yang dipesan.
3. Nota order yang telah dibuat kemudian disimpan.
4. Nota order tersebut dicetak 2(dua) rangkap
5. Marketing akan menandatangi form nota order.
Marketing Purchasing
Nota Order yang telah di paraf Nota Order yang
telah di paraf
B
Melakukan pengecekan barang sesuai Nota Order dan membuat Sales order
File Sales Order.xls
Cetak Sales Order
Paraf Kepala Purchasing
Sales Order yang telah di paraf Sales Order yang
telah di paraf Sales Order yang
telah di paraf
A.1
Customer
Sales Order Sales Order A
1 2 3
1 2 3
12 1
Keterangan :
A.1 : Arsip Sales Order oleh marketing B : Arsip Sales Order oleh purchasing
Proses pembuatan sales order :
1. Marketing menyerahkan nota order yang telah di paraf kepada pegawai
bagian purchasing.
2. Pengawai bagian purchasing akan melakukan pengecekan barang sesuai dengan nota order kemudian dibuatkan sales order.
3. Sales order yang telah dibuat kemudian disimpan.
4. Sales order dicetak 3(tiga) rangkap.
5. Kepala purchasing akan menandatangi form sales order tersebut.
Purchasing Gudang
Sales Order yang telah di paraf
Membuat Work Order
File Work Order.xls
Cetak Work Order
Work Order
Paraf Kepala Gudang
Work Order yang telah di paraf
B.1
Work Order yang telah di paraf
C Work Order
Work Order B
12
12
12
1
Keterangan :
B.1 : Arsip Work Order oleh Purchasing C : Arsip Work Order oleh Gudang
Proses pembuatan Work Order:
1. Sales order yang telah diparaf kemudian dibuatkan work order oleh pegawai
bagian Purchasing
2. Work order yang telah dibuat kemudian disimpan.
3. File tersebut kemudian dicetak 2(dua) rangkap kemudian diserahkan ke bagian gudang.
4. Bagian gudang melakukan pengecekan dan tandatangan.
5. Work order yang telah diparaf diserahkan 1(satu) bagian kepada pegawai
Gudang Supplier
Membuat data pesanan bahan baku dan part
File data pesanan bahan baku dan part.xls
Cetak data pesanan bahan baku dan part
Form data pesanan bahan baku dan part
Paraf Kepala Gudang
Pemeriksaan data pesanan dan paraf supplier Data pesanan bahan baku
dan part yang telah di paraf oleh kepala Gudang
Data pesanan bahan baku dan part yang telah di paraf
oleh kepala Gudang
Data pesanan bahan baku dan part yang telah di paraf kelapa
Gudang dan Supplier Data pesanan bahan baku dan
part yang telah di paraf kelapa Gudang dan Supplier
C.2
12 1 2
12 1
Keterangan :
C.1 : Arsip Pesanan Part dan bahan baku Daftar pesanan bahan
baku dan part ke supplier
Prosedur Pemesanan bahan baku dan part ke supplier :
1. Bagian Gudang membuat data pesanan barang, baik itu bahan baku atau part
ke supplier. Dan supplier hanya menerima form pesanan dari pegawai.
2. File pesanan tersebut kemudian disimpan dan dicetak rangkap dua dan diparaf oleh kepala purchasing.
3. Data pesanan yang telah diparaf tersebut diberikan kepada supplier untuk dicek dan diparaf.
4. Setelah Supplier melakukan verifikasi dan paraf maka data pesanan barang tersebut dikembalikan kepada pegawai bagian purchasing yang berarti pihak
supplier menyetujui pesanan barang.
Dari hasil anilisis sistem yang berjalan di PT. Tepat Industry, maka dapat diambil beberapa faktor yang dapat menunjang dalam pembangunan sistem informasi manufaktur, antara lain :
1. Calon pengguna sistem informasi manufaktur
Adapun calon pengguna dalam sistem informasi manufaktur yang akan di bangun berdasarkan flowmap diatas, terdiri dari :
a. Pegawai bagian Marketing
b. Pegawai bagian Purchasing
Memiliki peranan dalam menangani pembuatan sales
order dan work order.
c. Pegawai bagian Gudang
Memiliki peranan dalam mengangani data barang di gudang dan pesanan bahan baku kepada supplier.
d. Kepala Teknisi
Memiki peranan dalam menangani data-data yang berhubungan dengan manufaktur serta pengaturan user.
e. Customer
Memungkinkan customer terlibat langsung dalam sistem informasi manufaktur ini, seperti melakukan pemesanan produk secara online sehingga dapat mempermudah bagi kedua belah pihak dalam melakukan transaksi.
f. Supplier
Memungkinkan bagi supplier untuk memberikan laporan pengiriman pesanan bahan baku, produk serta data pesanan apabila sistem informasi manufaktur dibangun secara online.
a. Belum tersedianya sarana dan prasarana yang dapat menunjang pembangunan sistem informasi secara online.
b. Apabila calon customer tidak mempunyai waktu untuk datang langsung ke perusahaan, pemesanan produk masih dapat ditangani dengan bantuan perangkat telepon dan mesin fax.
c. Apabila di bangun secara online, data-data pesanan produk yang diterima kurang akurat dan dapat disalahgunakan oleh pihak yang tidak bertanggungjawab.
2. Profil calon pengguna sistem informasi manufaktur
Berdasarkan kepada pertimbangan dari pihak perusahaan maka calon pengguna yang dipilih untuk berinteraksi langsung terhadap sistem informasi manufaktur ini, meliputi :
a. Marketing
Profil pegawai bagian marketing : Tidak buta warna, Menguasai sistem operasi windows xp, Microsoft office, Open
office.
b. Purchasing
Profil pegawai bagian purchasing : Tidak buta warna, Menguasai sistem operasi windows xp, Microsoft office, Open
c. Gudang
Profil pegawai bagian gudang : Tidak buta warna, Menguasai sistem operasi windows xp, Microsoft office, Open office. d. Kepala teknisi
Profil Kepala teknisi : Tidak buta warna, Menguasai sistem
operasi windows xp, Microsoft office, Open office, Autocad,
database, teknik jaringan komputer.
Kelemahan-kelemahan dari sistem yang berjalan saat ini di PT. Tepat Industry: 1.Data tidak disimpan dalam sebuah database sehingga data tidak secara efektif
dapat dipergunakan kembali dan menyebabkan keamanan dari data tersebut tidak terjamin.
2.Pegawai mengalami kesulitan ketika melakukan pencarian data karena tidak tersusun secara rapi.
3.Tidak dapat mengetahui secara akurat untuk jumlah part yang dibuat oleh perusahaan dengan part yang dibeli ke supplier
4.Kesalahan informasi dapat terjadi dengan menggunakan proses pada sistem lama tersebut.
Sedangkan kelebihan-kelebihannya adalah sebagai berikut :
3.1.2 Analisis Basis Data
3.1.2.1 Entity Relationship Diagram
Berikut adalah diagram relasi untuk sistem informasi manufaktur dalam penelitian ini :
Customer Memesan Produk
User Memiliki Pegawai
Memiliki
Memiliki Membuat
Membuat
Membuat
Part Memiliki Bahan Baku Memiliki
Sales Order Work Order
Lajur
Detail Nota Order
Memiliki Detail Sales order
Memiliki
Kamus Data :
Pegawai : Digunakan pada proses pembuatan Nota order, Sales order dan
Work order.
1. Id_Pegawai : [TMK|0-9] {15} 2. Nama : [A-Z|a-z|0-9] {50} 3. Tempat_lahir : [A-Z|a-z|0-9] {25} 4. Alamat : [A-Z|a-z|0-9] {100}
5. Kota : [A-Z|a-z|0-9] {25}
6. KodePos :[0-9] {5}
7. Telepon :[0-9] {20}
8. Jenis_Kelamin : [A-Z|a-z|0-9] {2} 9. Jabatan : [A-Z|a-z|0-9] {25}
User : Digunakan pada proses pembuatan Nota order, Sales order dan Work order.
1. Username : [A-Z|a-z|0-9] {20}
2. Password : [A-Z|a-z|0-9] {20}
3. Access : [A-Z|a-z|0-9] {20}
Nota Order : Digunakan pada proses pemesanan produk oleh customer.
1. No_Nota :[TN|0-9] {15}
3. Tanggal_Nota : DD-MM-YYYY 4. Id_Produk : [TPRC|0-9] {15} 5. Jumlah : [0-9] {20}
6. Keterangan : [A-Z|a-z|0-9] {50}
Sales Order : Digunakan pada proses pemesanan produk oleh customer yang
sudah disetujui.
1. No_SO : [TS|0-9] {15}
2. No_Nota :[TN|0-9] {15}
3. Id_Customer : [TCSA|0-9] {15}
4. Tanggal_SO : DD-MM-YYYY
5. Tanggal_Nota : DD-MM-YYYY 6. Id_Produk : [TPRC|0-9] {15} 7. Jumlah : [0-9] {20}
8. Keterangan : [A-Z|a-z|0-9] {50}
Work Order : Digunakan pada proses pembuatan produk oleh customer yang
sudah disetujui.
1. No_WO : [TW|0-9] {15}
2. No_SO : [TS|0-9] {15}
3. No_Nota :[TN|0-9] {15}
6. Tanggal_SO : DD-MM-YYYY 7. Id_Produk : [TPRC|0-9] {15} 8. Jumlah : [0-9] {20}
9. Keterangan : [A-Z|a-z|0-9] {50}
Bahan Baku : Digunakan untuk proses pembuatan Part dan Gudang bahan baku.
1. Id_Bahan_baku : [TBBA|0-9] {15}
2. Id_Material : [TMT|0-9] {15}
3. Nama : [A-Z|a-z|0-9] {50}
4. Dimensi_Lenght : [0-9] {20}
5. Dimensi_Widht : [0-9] {20}
6. Dimensi_Height : [0-9] {20}
7. Harga : [0-9] {20}
8. Keterangan : [A-Z|a-z|0-9] {50}
Part : Digunakan untuk proses pembuatan part create, part buy dan gudang
part.
1. Id_Part : [TPBB|0-9] {15}
2. Nama : [A-Z|a-z|0-9] {50}
3. Dimensi_Lenght : [0-9] {20}
4. Dimensi_Widht : [0-9] {20}
6. Harga : [0-9] {20}
7. Jenis Part : [A-Z|a-z|0-9] {50} 8. Keterangan : [A-Z|a-z|0-9] {50}
Produk : Digunakan untuk proses nota order, sales orderdan work order. 1. Id_Produk : [TPRC|0-9] {15}
2. Nama_Produk : [A-Z|a-z|0-9] {50}
3. Harga : [0-9] {20}
4. Keterangan : [A-Z|a-z|0-9] {50}
5. Fee_marketing : [0-9] {20}
6. Profit : [0-9] {20}
7. Harga_Jual : [0-9] {20}
Rak : Digunakan untuk proses penyimpanan bahan baku, part dan produk. 1. Id_Rak :[TGD|0-9]{15}
3.1.2.2 Skema Relasi dan Analisis Data
Dalam skema relasi ini akan diperlihatkan hubungan antar tabel dalam sistem informasi manufaktur, yang dapat dilihat pada gambar 3.7
Analisis data ini untuk merancang database yang akan digunakan pada sistem informasi manufaktur. Database tersebut memiliki tabel – tabel sebagai berikut :
Tabel 3.1 Tabel Pegawai
Nama Field Tipe Data Ukuran Key
Id_Pegawai Varchar 15 PK
Nama Varchar 50
Jabatan Enum
Tempat_lahir Varchar 25
Tgl_Lahir Date
Alamat Text
Kota Varchar 25
KodePos Varchar 5 Telepon Varchar 20 Jenis_kelamin Enum
Tabel 3.2 Tabel User
Nama Field Tipe Data Ukuran Key
Username Varchar 30 PK
Id_Pegawai Varchar 15 FK reference ke T_pegawai (id_pegawai)
Password Varchar 32
Access TinyInt 4
Tabel 3.3 Nota Order
Nama Field Tipe Data Ukuran Key
No_Nota Varchar 15 PK
Username Varchar 10 FK reference ke T_User (username)
Id_Customer Varchar 10 FK reference ke T_customer (id_customer)
No_PO Varchar 10
Tgl_Nota Datetime
Tabel 3.4 Tabel Detail Nota Order
Nama Field Tipe Data Ukuran Key
No_nota Varchar 15 FK reference ke T_Nota_order(no_nota) Id_Produk Varchar 10 FK reference ke T_produk (id_produk)
Jumlah TinyInt 4
Keterangan Longtext
Tabel 3.5 Tabel Sales Order
Nama Field Tipe Data Ukuran Key
No_So Varchar 15 PK
No_Nota Varchar 15 FK reference ke T_nota_order (no_nota) Tgl_So Datetime
Username Varchar 10 FK reference ke T_User (username) Due_Date Date
Tabel 3.6 Tabel Detail Sales Order
Nama Field Tipe Data Ukuran Key
No_So Varchar 15 FK reference ke T_So (No_So) Id_rak Varchar 15 FK reference ke T_Rak (Id_Rak) Get_Stok Mediumint 6
Harga Float
Subtotal Float Keterangan Longtext
Sisa Integer 11
Id_Produk Varchar 10 FK reference ke T_produk (id_produk)
Tabel 3.7 Tabel Work Order
Nama Field Tipe Data Ukuran Key
No_Wo Varchar 15 PK
Username Varchar 10 FK reference ke T_User (username)
Jumlah TinyInt 4
Start_WO Datetime
End_Wo Datetime
Jumlah_dibuat Mediumint 6 Keterangan text
Tabel 3.8 Tabel Produk
Nama Field Tipe Data Ukuran Key
Id_Produk Varchar 10 PK
Nama_Produk Varchar 50 D_Lenght_Pr Float
D_Widht_Pr Float D_height_Pr Float
Harga Float
Keterangan Text Fee_marketing Float
Profit Float
Hpp Float
Harga_Jual Float
Tabel 3.9 Tabel Spesifikasi Produk
Nama Field Tipe Data Ukuran Key
Id_Produk Varchar 10 FK reference ke T_Produk (id_Produk)
Nama Varchar 50
Tabel 3.10 Tabel Part
Nama Field Tipe Data Ukuran Key
Id_Part Varchar 10 PK
Id_bhnBaku Varchar 10 FK reference ke T_BhnBaku (id_bhnbaku) Jenis_Part Enum
Nama Varchar 50
D_Lenght_P Float D_Widht_P Float D_Height_P Float
Harga Float
Tabel 3.11 Tabel Pembelian
Nama Field Tipe Data Ukuran Key
No_Pembelian Varchar 15 PK
Id_Supplier Varchar 15 FK reference ke T_Supplier (id_Supplier) Tgl_Pembelian Date
Jenis_pembelian enum
No_Po Varchar 15
Due_Date Date
Tipe_payment varchar 30
Tabel 3.12 Tabel Detail Pembelian
Nama Field Tipe Data Ukuran Key
No_Pembelian Varchar 15 FK reference ke T_pembelian(no_pembelian) Id_part Varchar 10 FK reference ke T_part (id_part)
Id_bhnBaku Varchar 10 FK reference ke T_BhnBaku (id_bhnbaku)
Harga Float
Subtotal Float
Harga Float
Tabel 3.13 Tabel Bahan Baku
Nama Field Tipe Data Ukuran Key
Id_bhnbaku Varchar 10 PK
Nama Varchar 50
Id_material Varchar 10 FK reference ke T_Material (id_material) D_Lenght_B Float
D_Widht_B Float D_Height_B Float
Harga Float
Keterangan Text
Tabel 3.14 Tabel Supplier
Nama Field Tipe Data Ukuran Key
Id_Supplier Varchar 15 PK
Nama Varchar 50
Alamat Varchar 30
Kota Varchar 20
Negara Varchar 20
Telp Varchar 20
Kodepos Varchar 6
Fax Varchar 20
Email Varchar 30
Website Varchar 30
Contact_person Varchar 30
Tabel 3.15 Tabel Rak
Nama Field Tipe Data Ukuran Key
Id_Rak Varchar 10 PK
Nama Varchar 30
Id_produk Varchar 10 FK reference ke T_produk (id_produk) Id_Part Varchar 10 FK reference ke T_Part (id_Part)
Tabel 3.16 Tabel Customer
Nama Field Tipe Data Ukuran Key
Id_Customer Varchar 15 PK
Nama Varchar 50
Alamat Varchar 30
Kota Varchar 20
Negara Varchar 20
Telp Varchar 20
Kodepos Varchar 6
Fax Varchar 20
Email Varchar 30
Website Varchar 30
Contact_person Varchar 30
Tabel 3.17 Tabel Lajur
Nama Field Tipe Data Ukuran Key
Id_ lajur Varchar 10 FK reference ke T_ Lajur (Id _lajur)
Nama Varchar 50
Tabel 3.18 Tabel Material
Nama Field Tipe Data Ukuran Key
Id_Material Varchar 10 PK
Nama Varchar 50
Keterangan Text
3.1.3 Analisis Sistem Secara Umum yang Akan Diajukan
Sistem Informasi
Username & Password Data Sales order Data Work Order Info history sales order Info history work order
Info login gagal Info Sales order Info Work Order Info history sales order Info history work order Username & Password
Data pesanan Data Customer Data Nota order Data History Nota Order Info login gagal
Info pesanan Info Customer Info nota order Info History Nota Order
Username & Password Data gudang bahan baku Data gudang Part Data gudang Produk Data Pesanan bahan baku Data Pesanan Part Info login gagal
Info gudang bahan baku Info gudang part Info gudang produk Info Pesanan bahan baku Info Pesanan Part Username & Password
Data Master Data Pegawai Data User
Info login gagal Info Master Info Pegawai Info User
Gambar 3.8 Diagram Konteks Sistem Informasi Manufaktur
Kepala Teknisi
Gudang
Validasi Login Pengolahan Data
Pegawai
Pengolahan Data User
Pengolahan Data Master
Marketing
Purchasing
Pengolahan Data Pesanan
Pengolahan Data Gudang
Pengolahan Nota Order
Pengolahan Sales Order
Pengolahan Work Order
Username & Password
Username & Password
User
Info login gagal
Info
Username & Password Info login gagal
Data Pegawai
Data bahan baku
D
at
a bahan bak
u Data bahan baku
Data Part Data Nota order
Info Nota order
Data work order Info work order
Data sales order Info sales order Data Lajur Info Lajur
Data Detail order Info Detail order
Data
Data Nota order Info Nota order
Data Nota order Data sales order
Info sales order
Data work order Info work order
Pengolahan Data History
Data sales order Data work order
Data Nota order
Info
Cu
stomer
Info sales order Info work order Info Nota order Info Nota order
Info Produk
Info Rak
Info Rak T_Detail_Pembelian
Info Detai
l
Kepala Teknisi
Data Pegawai
Data Pegawai Info Pegawai
Data Pegawai
Data Pegawai Info Pegawai
Tbl_pegawai
Info Pegawai
Info Pegawai
Hapus Data Pegawai
2.3
Ubah Data Pegawai
2.2
Tambah Data Pegawai
2.1
Data Pegawai Data Pegawai
Info Pegawai Info Pegawai
Gambar 3.10 DFD Level 2 Proses Pengolahan data Pegawai
Kepala
Hapus Data User 3. 2
3. 1
3. 3 Username, Password
Info Username, Password Username, Password Info Username, Password
T_Pegawai Data Pegawai
Username, Password,
Username, Password, Info Username,
Password
Info Username, Password
Username, Password, Username, Password
Info Username, Password Info Username, Password Request Data
Pegawai
Kepala Teknisi
Marketing Pengolahan
Data Master Material
Pengolahan Data Master
Rak
Pengolahan Data Master Bahan baku
Pengolahan Data Master
Part
Pengolahan Data Master Produk
Pengolahan Data Master Supplier
Pengolahan Data Master Customer
Info Rak Info Rak
Data bahan baku
Data bahan baku
Info Bahan Baku Info Bahan Baku
Data Part
Info Part Info Part
Data Part
Info Supplier Info Supplier
Info Customer
Pengolahan Data Bahan Baku
Info Bahan Baku
Data Bahan Baku
Info Bahan Baku
Info Part Info Part Data Part Data Part 5.2
5.1
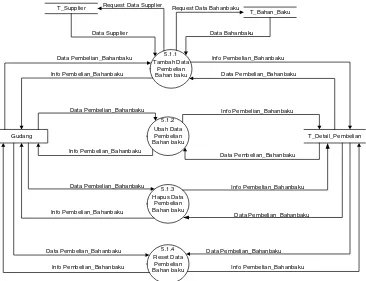
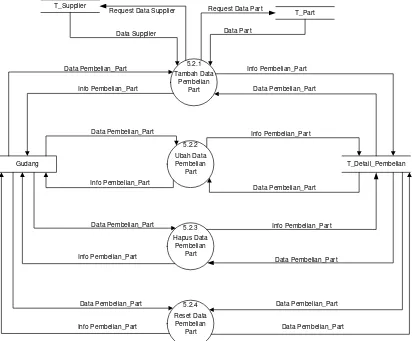
Gambar 3.13 DFD Level 2 Proses Pengolahan Pesanan ke Supplier
Pengolahan
Data Bahan Baku
Info Bahan Baku
Data Part
Info Part
Data Produk
Info Produk
Data Bahan Baku
Info Bahan Baku
Data Part
Info Bahan Baku
Data Bahan Baku