TINJAUAN PUSTAKA
Batang Kelapa Sawit (BKS)
Menurut sistem klasifikasi yang ada kelapa sawit termasuk dalam
Kingdom plantae, Divisi Spermatophyta, Subdivisi Angiospermae, Kelas
Monocotyledoneae, Family Arecaceae, Subfamili Cocoideae, Genus Elaeis dan
Spesies E. guineensis Jacq (Tomlinson, 1961). Kelapa sawit diusahakan secara
komersil di Afrika, Amerika Selatan, Asia Tenggara, Pasifik Selatan serta
beberapa daerah lain dengan skala yang lebih kecil. Tanaman kelapa sawit berasal
dari Afrika dan Amerika Selatan, tepatnya adalah Brazil (Lubis, 1992).
Perkebunan kelapa sawit telah berkembang pesat di Indonesia.
Berdasarkan penelitian Febrianto dan Bakar (2004) pada umur peremajaan tinggi
batang sawit dapat mencapai 12 m, sehingga bila 1,5 m batang dari pangkal dan 1
m batang dari ujung dikeluarkan, maka dari setiap batang dihasilkan 9,5 m log
sawit dengan diameter rata-rata 40 cm. Dengan demikian dari setiap batang
peremajaan akan dihasilkan sebanyak 1,193 m3 log sawit. Bila dalam 1 ha ada 140
batang, maka dari setiap ha peremajaan akan menghasilkan 167 m3 log sawit.
Satu hektar kebun kelapa sawit yang diremajakan dapat menghasilkan
sekitar 70 ton BKS (berat kering) dengan asumsi hanya 30 % dari batang tersebut
yang dapat diolah menjadi papan partikel. Rata-rata luas kebun kelapa sawit yang
diremajakan sekitar 15.000 ha/tahunnya. Jika dalam 1 ha kebun kelapa sawit yang
diremajakan dapat diproduksi sekitar 35 m3 papan partikel dengan kerapatan 0,6
gr/cm3, maka prospek industri papan partikel dari limbah BKS sangat menjanjikan
Bahan baku pembuatan papan partikel dihasilkan dari BKS tua umur
peremajaan yaitu setelah umur 25 tahun. Struktur BKS mempunyai sifat yang
berbeda antara bagian pangkal batang dan bagian ujung, bagian tengah batang, inti
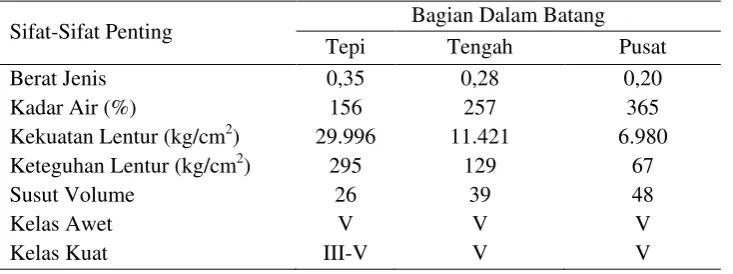
dan bagian tepinya. Sifat-sifat dasar dari BKS yaitu kadar airnya sangat bervariasi
pada berbagai posisinya dalam batang. Kadar air batang dapat mencapai 100-500
%. Sifat lain adalah berat jenis yang juga berbeda pada setiap bagian batang.
Secara rata-rata berat jenis BKS termasuk kelas kuat IV pada bagian tepi dan
kelas kuat V pada bagian tengah dan pusat batang (Bakar, 2003). Sifat-sifat itu
dapat dilihat pada Tabel 1.
Tabel 1. Sifat-sifat dasar BKS
Sifat-Sifat Penting Bagian Dalam Batang
Tepi Tengah Pusat
Salah satu sifat BKS adalah higroskopis sehingga akan menyusut dengan
turunnya kadar air dan mengembang dengan naiknya kadar air. Susut volume
BKS semakin besar pada bagian tepi ke pusat batang dan dari bagian pangkal ke
ujung batang. Volume penyusutan dapat mencapai 70% pada pusat batang
(Febrianto dan Bakar, 2004).
Sifat kimia dari BKS yaitu air, lignin dan selulosa menurun dari bagian
tepi batang ke bagian pusat dengan laju penurunan yang berbeda, sebaliknya
kadar pati meningkat dari bagian tepi ke pusat batang (Rahayu, 2001). Kandungan
proses perekatan. Dengan demikian, tidak direkomendasikan dalam pembuatan
papan sambung dan papan partikel. Hasil analisis kimia juga menunjukkan kadar
lignin dan kadar ekstraktif yang tinggi pada semua kedalaman batang (Bakar
dkk.., 1998).
Berdasarkan hasil penelitian Bakar dkk. (2000) bagian BKS yang
digunakan adalah 1/3 dari bagian terluar dan 3/4 bagian terbawah dari tinggi BKS.
Hal ini juga ditambahkan oleh Iswanto dkk. (2010) menyatakan BKS bagian tepi
cocok dipergunakan sebagai bahan konstruksi ringan dan mebel karena memiliki
sifat fisis dan mekanis yang lebih baik, sedangkan bagian tengah dan pusat
(dalam) dipergunakan sebagai bahan baku papan partikel atau produk papan
komposit lainnya.
Menurut Balfas (2003), secara umum terdapat beberapa hal yang kurang
menguntungkan dari BKS yaitu
1. Kandungan air pada batang segar sangat tinggi (dapat mencapai 500 %).
2. Kandungan patinya sangat tinggi (pada jaringan parenkim mencapai 45 %).
3. Keawetan alaminya rendah.
4. Kadar air keseimbangan relatif tinggi.
5. Pada proses pengeringan terjadi kerusakan parenkim yang disertai dengan
perubahan dan kerusakan fisik secara berlebihan.
6. Pada pengelolaan mekanik BKS lebih cepat menumpulkan pisau, gergai dan
ampelas.
7. Kualitas permukaan batang setelah pengelolaan relatif sangat rendah.
Papan Partikel
Papan partikel merupakan salah satu produk biokomposit yang dihasilkan
dari potongan kayu kecil (partikel) atau bahan berlignoselulosa lainnya, yang
diikat dengan menggunakan perekat dan dibantu oleh faktor suhu, tekanan dan
waktu kempa (Haygreen dan Bowyer, 1996). Bentuk partikel yang digunakan
dalam pembuatan partikel dapat mermacam-macam seperti bentuk serbuk,
serpihan (flake), hasil ketaman (shaving), potongan kecil (chips), untai (strand),
sliver dan wafer.
Menurut Japanese Industrial Standard (2003) papan partikel
diklasifikasikan berdasarkan variabel-variabel tertentu seperti: kondisi permukaan,
keteguhan lentur, jenis perekat yang digunakan, jumlah formaldehida yang
dilepaskan dan ketahanan bakar. FAO (1996) mengklasifikasikan papan partikel
berdasarkan kerapatannya menjadi tiga golongan, yaitu :
1. Papan partikel berkerapatan rendah (Low Density Particleboard), yaitu papan
yang mempunyai kerapatan kurang dari 0,4 g/cm3.
2. Papan partikel berkerapatan sedang (Medium Density Particleboard), yaitu
papan yang mempunyai kerapatan kurang dari 0,4 – 0,8 g/cm3.
3. Papan partikel berkerapatan tinggi (High Density Particleboard), yaitu papan
yang mempunyai kerapatan lebih dari 0,8 g/cm3.
Berdasarkan tujuan penggunaannya menurut SNI 03-2105-1996 papan
partikel dikelompokkan ke dalam:
a. Papan partikel tipe I adalah papan partikel untuk penggunaan di luar ruangan
b. Papan partikel tipe II adalah papan partikel untuk penggunaan di dalam
ruangan yang tahan terhadap cuaca dalam waktu relatif pendek.
Sifat papan partikel dipengaruhi oleh bahan baku pembentuknya, perekat
dan formulasi yang digunakan, serta proses pembuatan papan partikel tersebut
mulai dari persiapan bahan baku kayu, pembentukan partikel sampai proses
kempa dan penyelesaiannya. Penggunaan papan partikel yang tepat akan
berpengaruh terhadap lama dan pemanfaatan yang diperoleh dari papan partikel
yang digunakan. Sifat bahan baku berpengaruh terhadap sifat papan partikel
seperti jenis dan kerapatan kayu, bentuk dan ukuran bahan baku kayu yang
digunakan, kadar air kayu, ukuran dan geometri partikel kayu, tipe dan
penggunaan kulit kayu (Hadi, 1988).
Maloney (1993) menyatakan bahwa dibandingkan dengan kayu asalnya,
papan partikel mempunyai beberapa kelebihan diantaranya papan partikel bebas
mata kayu, ukuran dan kerapatannya dapat disesuaikan dengan kebutuhan, tebal
dan kerapatannya seragam serta mudah dikerjakan, mempunyai sifat isotropis,
kemudian sifat dan kualitasnya dapat diatur. Papan partikel juga mempunyai
beberapa kelemahan yaitu ketahanan yang rendah terhadap air yang menyebabkan
papan partikel mudah menyerap air dan dalam keadaan basah sifat-sifat yang
berhubungan dengan kekuatan menurun drastis.
Dalam proses pembuatan papan partikel, faktor yang mempengaruhi
adalah perekat, waktu kempa, suhu kempa dan tekanan kempa. Semakin tinggi
suhu kempa yang digunakan, maka pengembangan tebal dan daya serap air
semakin rendah, keteguhan lentur dan kekuatan tarik sejajar permukaan semakin
semakin baik, namun karena pertimbangan biaya produksi, biasanya kadar perekat
yang digunakan untuk produk papan partikel tidak lebih dari 12 % (Massijaya,
1997).
Perekat Urea Formaldehida (UF)
Perekat adalah suatu zat atau substansi untuk mempersatukan bahan
sejenis atau tidak sejenis melalui ikatan permukaannya. Berdasarkan cara
mengerasnya perekat dapat digolongkan menjadi 2 jenis, yaitu perekat
thermoplastic dan perekat thermosetting. Perekat thermosetting lebih disukai
dalam pembuatan papan partikel karena perekat jenis ini akan mengeras secara
permanen, sedangkan perekat thermoplastic adalah perekat yang mengeras dalam
kondisi dingin dan akan melunak jika dipanaskan (Bahtiar, 2008). Menurut
Sutigno (1994) perekat UF merupakan hasil dari reaksi antara urea dengan
formaldehida yang dijual dalam bentuk cair, berwarna jernih sampai putih dan
termasuk perekat interior.
Perekat UF mempunyai sifat-sifat yaitu berwarna putih pada kemasan dan
berwarna transparan jika sudah direkat sehingga tidak mempengaruhi warna
papan dengan kekentalan 30 centipoise. Harga UF lebih murah, tidak mudah
terbakar, mempunyai sifat panas yang baik, mudah adaptasi selama conditioning,
tahan terhadap air dingin dan tahan biodeteriorasi karena perekat ini tidak disukai
organisme perekat (Nurdiana, 2005).
Perekat UF termasuk tipe perekat tahan lembab dan setengah tahan cuaca.
Umumnya perekat urea banyak digunakan dalam industri kayu lapis. Hal ini
perekat fenol dan melamin (Ruhendi, 1988). Kelemahan perekat urea
formaldehida yaitu hanya dapat digunakan untuk kebutuhan interior, dimana tidak
dituntut daya tahan yang tinggi terhadap air dan kelembaban (Maloney, 1977).
Hal tersebut disebabkan mudahnya UF mengalami kerusakan ikatan hydrogen
karena pengaruh kelembaban dan asam khususnya pada suhu sedang dan suhu
tinggi. Dalam air dingin laju kerusakan struktur resin sangat lambat tapi pada suhu
di atas 40oC kerusakan dipercepat dan di atas 60oC prosesnya sangat cepat.
Perekat UF mempunyai viskositas (25oC) sebesar 1,0-3,0 Cps, resin solid
content 40-60 %, formaldehida bebas sebesar 1,5 %, pH 7-7,6, berat jenis (25oC)
sebesar 1,185-1,195, waktu menjadi kental (35oC) sebesar 30-120 menit, bahan
yang tidak menguap sebesar 40-51%, dan waktu simpanan (30oC) sebesar > 20
jam (Kliwon dan Iskandar, 2010). Menurut Maloney (1993), kebutuhan resin
perekat UF untuk pembuatan papan partikel berkisar antara 6-10 % berdasarkan
berat kering tanur partikel sedangkan menurut Rowell dkk. (1997), kadar resin
yang umum digunakan berkisar antara 4-15 % tetapi kebanyakan berkisar antara
6-9 %.
Menurut Haygreen dan Bowyer (1996), UF mempunyai pengerasan yang
singkat dalam kempa panas, warna putih, harga lebih murah, dalam pembuatan
ditambahkan 6-10 % dari berat kering oven partikel, semakin banyak perekat
ditambahkan semakin baik kualitas papan tetapi untuk efisiensi biaya perekat
harus seminimal mungkin dengan kualitas papan tinggi. Peningkatan kadar resin
dapat meningkatkan keteguhan patah dan keteguhan rekat serta menurunkan
ekspansi linier, daya absorbsi air, dan pengembangan tebal papan partikel
Pengempaan
Pengempaan bertujuan untuk membantu proses pengaliran perekat
membentuk lapisan tipis, membantu proses pemindahan perekat agar dapat
berpindah dari satu permukaan ke permukaan lain, membantu proses penembusan
perekat ke rongga sel kayu (Sutigno, 1988). Pengempaan produk perekatan
bertujuan untuk menempelkan perekat lebih rapat sehingga garis perekat dapat
terbentuk serata mungkin dengan ketebalan yang setipis mungkin. Pengempaan di
dalam proses perekatan dibagi ke dalam dua tipe yaitu pengempaan dingin
(repressing atau cold pressing) dan pengempaan panas (hot pressing) yang
dijalankan dengan suhu dan tekanan tertentu.
Perekatan partikel terjadi pada saat proses pengempaan dan dipengaruhi
oleh suhu, waktu dan tekanan pengempaan. Suhu pengempaan yang rendah perlu
diimbangi dengan waktu yang lama. Suhu yang terlalu rendah ataupun terlalu
tinggi akan mengurangi keteguhan rekatnya. Masa kempa perlu disesuaikan
dengan perekat yang digunakan serta suhu pada proses pengempaan. Tekanan
saat pengempaan biasanya berkisar 5-25 kg/cm2 (Sutigno, 1988). Suhu pada saat
proses kempa berkisar antara 130-150oC dan besarnya tekanan antara 15-35
kg/cm2 (FAO, 1997).
Salah satu faktor yang perlu diperhatikan dalam pencapaian keberhasilan
proses perekatan adalah waktu pengempaan. Waktu kempa tergantung dari
beberapa faktor antara lain tipe atau jenis perekat yang dipergunakan. Prinsip
yang dipakai untuk menentukan lama waktu pengempaan adalah perilaku jenis
kempa juga dipengaruhi oleh ketebalan bahan yang direkat dan komposisi adonan
atau larutan perekat (Ruhendi dkk., 2007).
Suhu pengempaan berhubungan dengan waktu pengempaan. Suhu yang
tinggi diperlukan untuk mematangkan perekat dengan cepat tetapi kurang
ekonomis karena diperlukan biaya yang tinggi untuk membawa suhu kempa ke
suhu yang lebih tinggi dari suhu kamar. Suhu yang rendah dipakai untuk
mematangkan perekat tetapi diperlukan waktu yang lebih lama. Hubungan antara
biaya dan waktu pengempaan berarti membentuk kombinasi keduanya yang
selanjutnya akan menentukan kapasitas pabrik berjalan untuk memproduksi
produk perekatan (Ruhendi dkk., 2007).
Rayap Tanah
Rayap merupakan serangga kecil berwarna putih pemakan selulosa yang
sangat berbahaya bagi bangunan yang dibangun dengan bahan-bahan yang
mengandung selulosa seperti kayu dan produk turunan kayu (papan partikel,
papan serat, plywood, blockboard dan laminated board) (Iswanto, 2005). Rayap
tanah termasuk dalam kelas Insecta, ordo Isoptera, family Rhinotermitidae dan
Termitidae (Tambunan dan Nandika, 1989). Rayap tanah adalah jenis rayap
penyerang kayu dan untuk hidupnya selalu membutuhkan kelembaban yang tinggi
dan bersifat menjauhi cahaya.
Rayap merupakan serangga sosial dan terdapat pembagian kerja di antara
kastanya. Hampir setiap jenis rayap mempunyai kasta reproduktif, kasta prajurit
sarang, mengumpulkan makanan dan memberi makan kasta reproduktif dan
prajuritnya (Sigit dan Hadi 2006).
Menurut Nandika dkk. (2003), rayap tanah memiliki ciri-ciri sebagai
berikut: kepala berwarna kuning, antena, labrum, dan pronotum kuning pucat;
antena terdiri dari 15 segmen, segmen kedua dan keempat sama panjangnya,
mandibel berbentuk seperti arit dan melengkung diujungnya, batas antar sebelah
dalam dari mandibel sama sekali rata; panjang kepala dengan mandibel 2,46-2,66
mm, panjang kepala tanpa mandibel 1,56-1,68 mm, lebar kepala 1,40-1,44 mm
dan panjang badan 5,5-6,0 mm. Selain itu, bagian abdomen ditutupi dengan
rambut yang menyerupai duri dan abdomen berwarna putih kekuningan.
Dalam hidupnya rayap mempunyai beberapa sifat yang penting untuk
diperhatikan yaitu:
1. Sifat trophalaxis, yaitu sifat rayap untuk berkumpul saling menjilat serta
mengadakan perukaran bahan makanan.
2. Sifat cryptobiotic, yaitu sifat rayap untuk menjauhi cahaya. Sifat ini tidak
berlaku pada rayap yang bersayap (calon kasta reproduktif) dimana mereka
selama periode yang pendek di dalam hidupnya memerlukan cahaya (terang).
3. Sifat kanibalisme, yaitu sifat rayap untuk memakan individu sejenis yang
lemah dan sakit.
4. Sifat necrophagy, yaitu sifat rayap untuk memakan bangkai sesamanya.
Untuk dapat mengetahui tingkat keawetan suatu jenis kayu dilakukan
pengujian dalam kondisi pemakaian sebenarnya. Cara yang dapat dilakukan untuk
menguji keawetan ini adalah dengan uji kubur (grave yard test), dimana dalam uji
hari. Lalu ditimbang beratnya pada kering tanur. Makin kecil tingkat penurunan
beratnya umumnya keawetannya makin tinggi.
Menurut Karlinasari dkk.. (2009) uji kubur diperoleh dua keuntungan
yaitu selain kayu dapat diuji dalam kondisi pemakaian, sekaligus diketahui tingkat
keawetan suatu jenis kayu. Pada pengujian ini jumlah rayap yang menyerang
contoh uji tidak dapat diketahui, sehingga untuk menilai kerusakannya dapat
dilakukan penilaian secara kualitatif. Kelemahan dari uji kubur ini adalah waktu
pengujian yang relatif lama, perlu perawatan kondisi lapangan dan sulit untuk