BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Delitua Paper Mild merupakan perusahaan yang memproduksi kertas
rokok. PT Delitua Paper Mild mengalami likuidasi dengan SPP Presiden No. 441/I/PMA/1983, 31 Desember 1983 dan akte pendirian 31 Desember 1983
No. 427, 24 Februari 1984 Notaris Ridwan Suselo, Jakarta. Likuidasi tersebut menyebabkan terjadinya penjualan saham perusahaan.
Pada bulan Desember 1983, PT Delitua Paper Mild dibeli oleh dua perusahaan dalam negeri dan satu perusahaan luar negeri. Perusahaan yang membeli saham tersebut adalah:
Perusahaan dalam negeri yang terdiri dari:
1. PT Sarida Perkasa, yang memiliki saham sebesar 45%. 2. PT Duta Mendut, yang memiliki saham sebesar 5%. Perusahaan luar negeri yaitu:
3. Kimberly Clark Corp., yang memiliki saham sebesar 50%.
Perusahaan tersebut membuat akte resmi untuk menjalankan aktivitas usaha. Akte yang dibuat oleh notaris untuk perusahaan tersebut adalah akte pendirian No. 427 tertanggal 24 Februari 1984. Mulai tahun 1984 perusahaan ini bernama PT Kimsari Paper Indonesia Medan dengan status perusahaan adalah PMA Joint Venture dan bergerak pada bidang industri kertas rokok.
PT Kimsari bekerja sama dengan Papeteries de Mauduit (PDM) yang merupakan anak perusahaan Schweiter-Mauduit di Perancis. Paperties de Mauduit terlibat dalam desain dan konstruksi pabrik pada pertengahan tahun 1980-an dan kemudian memberikan bantuan teknis serta lisensi kepada PT Kimsari Paper Indonesia untuk menggunakan merek dagang PDM dalam memasarkan produk di Indonesia. Pada tanggal 24 Oktober 2003, perusahaan Perancis Scheweitzer-Mauduit International mengakuisisi PT Kimsari Paper Indonesia Medan dengan kepemilikan saham sebesar 100%. Sejak saat itu PT Kimsari Paper Indonesia berganti nama menjadi PT PDM Indonesia.
Pada Tahun 2013 tepatnya tanggal 18 April 2013, PT PDM Indonesia berubah nama menjadi PT Pusaka Prima Mandiri yang disahkan didepan Notaris Wesley Tanudjaya, S.H., dalam Akta No. 2 Tahun 2013. Perubahan nama itu terjadi karena seluruh saham asing milik Schweitzer Mauduit France SAS secara resmi telah dibeli oleh pemegang saham Indonesia, maka Status PMA kini telah berubah menjadi PMDN.
Produk PT Pusaka Prima Mandiri mencakup kertas rokok dan plug wrap konvensional untuk industri rokok. Saat ini penjualan produk PT Pusaka Prima Mandiri sebagian besar dipasarkan di Indonesia dan selebihnya untuk pasar luar negeri.
2.2. Ruang Lingkup Bidang Usaha
PT PPM bergerak dalam bidang industri pembuatan kertas rokok (cigarette paper). Kertas rokok tersebut diproduksi dalam dua bentuk yaitu gulungan (bobbin) dan lembaran (ream). Ukuran produk tersebut yaitu :
1. Bobbin
Bobbin memiliki lebar 24-29 mm dan panjang 5500-6000 cm.
2. Ream
Ream memiliki lebar 51 cm dan panjang 76-83 cm. Ream memiliki jumlah
500 lembar.
Produk yang dihasilkan dipasarkan ke pabrik-pabrik rokok yang ada di Sumatera Utara dan Pulau Jawa serta luar negeri.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi adalah sistem pembagian kerja, pembatasan tugas, tanggung jawab, dan wewenang serta menetapkan hubungan antar unsur organisasi. Tujuannya adalah meningkatkan kerja sama dalam mencapai tujuan perusahaan.
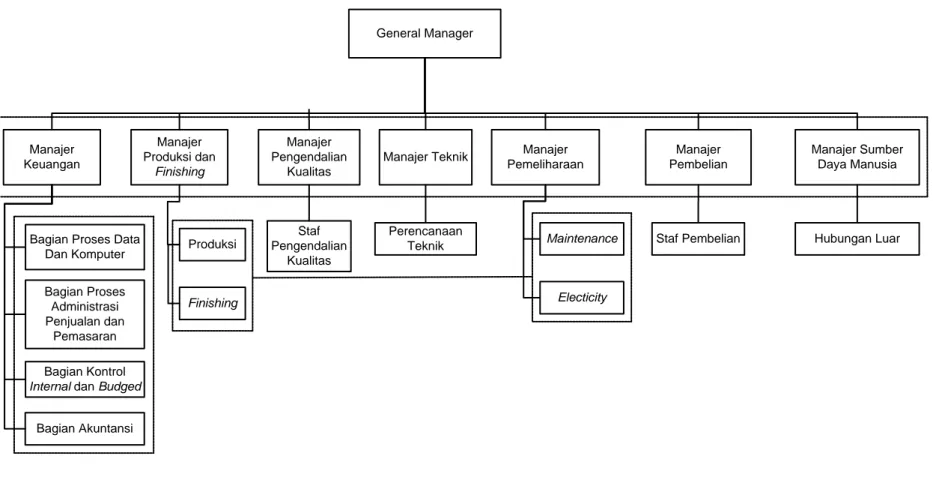
Struktur organisasi yang digunakan di PT PPM adalah struktur organisasi garis dan fungsional. Struktur organisasi garis dan fungsional merupakan perpaduan antara organisasi garis dan organisasi fungsional. Gambaran struktur organisasi di PT PPM dapat dilihat pada Gambar 2.1.
General Manager Manajer Sumber Daya Manusia Manajer Pembelian Manajer Pemeliharaan Manajer Teknik Manajer Pengendalian Kualitas Manajer Produksi dan Finishing Manajer Keuangan Hubungan Luar Electicity Staf Pembelian Maintenance Perencanaan Teknik Staf Pengendalian Kualitas Finishing Produksi Bagian Proses Administrasi Penjualan dan Pemasaran Bagian Proses Data
Dan Komputer
Bagian Kontrol Internal dan Budged
Bagian Akuntansi
Keterangan:
Hubungan Garis Hubungan fungsional
Sumber : PT PPM
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
Jumlah tenaga kerja yang ada di PT PPM adalah sebanyak 201 orang yang terdiri atas 178 orang laki-laki dan 23 orang perempuan. Tenaga kerja ini dapat digolongkan atas staf dan karyawan. Golongan staf adalah pekerja pada tingkat direktur, manajer, kepala bagian, dan pekerja yang tidak bekerja pada bagian produksi. Sedangkan golongan karyawan adalah pekerja yang bekerja pada bagian produksi termasuk satpam.
Staf bekerja pada hari Senin sampai dengan Jumat dan jumlah jam kerja adalah tujuh jam kerja dalam satu hari. Jadwal kerja golongan staf dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jam Kerja Regular
Hari Waktu Kerja Istirahat
Senin - Jumat 08.00 – 17.00 WIB 12.00 – 13.00 WIB Sabtu - Minggu Libur
Sumber : PT PPM
Untuk karyawan, jadwal kerja dibagi atas tiga shift. Waktu kerja shift berjalan setiap hari. Jadwal jam kerja shift dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja Shift Shift Waktu Kerja Istirahat
I 06.00 – 14.00 WIB 12.00 – 13.00 WIB II 14.00 – 23.00 WIB 18.00 – 19.00 WIB III 23.00 – 06.00 WIB 02.00 – 03.00 WIB
2.3.3. Sistem Pengupahan dan Fasilitas yang Digunakan PT PPM memiliki tiga sistem pengupahan, yaitu: 1. Upah Bulanan
Upah bulanan diberikan kepada karyawan tetap. Besarnya upah yang diberikan berdasarkan kebijakan pemerintah. Karyawan tetap yang bekerja pada perusahaan ini berjumlah 186 orang yang terdiri dari manajer, kepala bagian, dan supervisor.
2. Upah Borongan
Upah borongan diberikan kepada karyawan yang bekerja pada masa tertentu. Besarnya upah yang diberikan disesuaikan dengan perjanjian antara perusahaan dengan karyawan tersebut. Karyawan yang bekerja pada bagian ini ada 8 orang termasuk supir yang bertugas mengirim hasil produksi ke pabrik rokok yang ada di Sumatera maupun Pulau Jawa.
3. Upah Harian
Upah harian diberikan kepada karyawan harian lepas dan pembayarannya dilakukan per hari. Karyawan lepas ini berjumlah 7 orang, yang terdiri atas
cleaning service atau helper.
PT PPM memiliki sistem laporan penilaian karyawan yang digunakan untuk menentukan prestasi kerja serta kenaikan gaji atau upah terhadap karyawan. Sistem laporan penilaian tersebut antara lain:
1. Kualitas kerja
Karyawan mampu melaksanakan pekerjaannya sesuai prosedur kerja yang ada di perusahaan dan mencapai hasil yang memuaskan.
2. Kuantitas kerja
Karyawan mampu melaksanakan pekerjaannya lebih banyak dari rata-rata yang biasa dilakukan pekerja lainnya.
3. Pengetahuan kerja
Karyawan mampu menguasai detail pekerjaannya dengan baik. 4. Kepatuhan kerja
Karyawan melaksanakan pekerjaannya tepat waktu sesuai instruksi atasan. 5. Kerjasama
Karyawan dapat bekerjasama dan membina hubungan baik dengan rekan kerja, sehingga dapat menciptakan suasana kerja yang kondusif.
6. Inisiatif
Karyawan mampu mengemukakan ide-ide dan saran yang membangun untuk kebaikan perusahaan.
7. Loyalitas kepada perusahaan
Karyawan tersebut mampu menjaga nama baik perusahaan dengan sikap teladan.
8. Kehadiran kerja
Karyawan selalu datang teratur sesuai dengan jadwal kerja. 9. Keselamatan kerja
Karyawan dapat melaksanakan pekerjaannya sesuai prosedur dan peraturan keselamatan kerja.
PT PPM juga menyediakan sarana kesejahteraan tenaga kerja, yaitu sebagai berikut:
1. Jaminan sosial tenaga kerja (Jamsostek) 2. Jaminan kesehatan
3. Tunjangan hari raya 4. Tunjangan keluarga
2.4. Proses Produksi
Poses produksi merupakan proses transformasi bahan baku menjadi produk jadi. Proses produksi akan menghasilkan perubahan fisik seperti bentuk dan dimensi, maupun non fisik seperti sifat.
Perusahaan selalu berusaha meningkatkan produktivitas. Hal tersebut dapat dipenuhi dengan pemahaman proses produksi. Pemahaman proses produksi akan mempermudah perusahaan menganalisis kinerja perusahaan dan dapat melakukan perbaikan sistem kerja. Ada beberapa hal yang berhubungan dengan proses produksi yaitu bahan dan tahapan proses produksi.
2.4.1. Bahan
Bahan yang digunakan untuk memproduksi kertas rokok harus memenuhi syarat utama yaitu bersertifikat food grade (aman untuk makanan) dan tidak mengandung bahan berbahaya (non hazardous material). Bahan yang digunakan untuk memproduksi kertas rokok terdiri dari bahan baku, bahan penolong dan bahan tambahan.
2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk. Bahan baku yang digunakan dalam proses produksi di PT PPM adalah: 1. Pulp Serat Panjang (Needle Bleached Kraft Pulp)
Pulp serat panjang berfungsi sebagai struktur kerangka dasar. Hal ini
bertujuan untuk meningkatkan kekuatan kertas dalam keadaan basah (wet
strenght) dan membuat kertas tidak mudah robek (runability). Serat NBKP masih
panjang dan harus dihaluskan melalui proses penggilingan. PT PPM memiliki kerja sama dengan beberapa supplier pulp serat panjang untuk memenuhi kebutuhan pulp serat panjang. Supplier-supplier tersebut dapat dilihat pada Tabel 2.3.
Tabel 2.3. Supplier Pulp Serat Panjang
Nama Jenis Negara Asal Dipakai (aplikasi)
NBKP Caribo Serat Panjang Canada Hydra Pulper
NBKP Harmac Serat Panjang Canada Hydra Pulper
Fax Pulp Serat Panjang Afrika Selatan Hydra Pulper
Abaca Pulp Serat Panjang Filipina Hydra Pulper
Baycel Eucalyptus
Kraft Pulp Serat Panjang Afrika Selatan Hydra Pulper Eldorado Pulp Serat Panjang Brazil Hydra Pulper
Suzano Pulp Serat Panjang Eropa Hydra Pulper Sumber: PT PPM
2. Pulp Serat Pendek (Leaf Bleached Kraft Pulp)
Pulp serat pendek digunakan untuk membentuk susunan kertas agar
menjadi seragam (sheet uniformity) dan mengisi rongga-rongga. Serat LBKP tidak perlu dihaluskan lagi karena penghalusan akan menghancurkan serat LBKP. PT PPM memiliki kerja sama dengan beberapa supplier pulp serat pendek untuk
memenuhi kebutuhan pulp serat pendek. Supplier-supplier tersebut dapat dilihat pada Tabel 2.4.
Tabel 2.4. Supplier Pulp Serat Pendek
Nama Jenis Negara Asal Dipakai (aplikasi)
LBKP Baycell Serat Pendek Chilli Hydra Pulper
LBKP Santa Fc Serat Pendek Perancis Hydra Pulper
LBKP Aracruz Serat Pendek USA Hydra Pulper
LBKP Aracruz Serat Pendek Brazil Hydra Pulper
Caribo Softwood Pulp Serat Pendek Canada Hydra Pulper
Sodra Softwood Pulp Serat Pendek Swedia Hydra Pulper Sumber: PT PPM
3. Scrap Kertas (Broke)
Broke merupakan kertas hasil produksi paper machine yang tidak layak
dijual karena kecacatan, ketidaksesuaian dengan standar yang ditetapkan konsumen, dan sisi kertas yang terbuang ketika dilakukan pemotongan.
Broke dapat digunakan kembali untuk mengurangi biaya pembelian
bahan baku. Broke yang dihasilkan terdiri dari dua jenis, yaitu: a. Wet Broke
Wet broke adalah kertas yang belum memasuki proses pengeringan atau
berasal dari sisiran pada saat proses penekanan. b. Dry Broke
Dry broke adalah broke yang telah kering atau telah memasuki proses
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang dibutuhkan untuk membantu proses produksi. Bahan penolong berfungsi membantu proses produksi agar dapat berjalan dengan semestinya. Jumlah bahan penolong lebih kecil dibandingkan bahan baku. Bahan penolong yang digunakan di PT PPM adalah sebagai berikut: 1. Precipitated Calcium Carbonate
Precipitated calcium carbonate memiliki struktur calcite dan partikelnya
berukuran 1,0 ± 0,2 µm. Bahan ini berfungsi:
a. Menghasilkan struktur atau susunan kertas yang lebih baik.
b. Meningkatkan tekstur agar permukaannya lebih halus dan konsentrasinya lebih seragam.
c. Meningkatkan daya tahan terhadap sinar pada kertas. d. Membuat hasil cetakan menjadi lebih baik.
Jenis-jenis calcium carbonate yang digunakan dapat dilihat pada Tabel 2.5.
Tabel 2.5. Jenis Calcium Carbonate
Nama Jenis Negara /Daerah Asal Aplikasi
PC 700 Tepung CaCO3 Jepang Dissolving Tank
Precarb 100 Tepung CaCO3 Malaysia Dissolving Tank
LA 100 Tepung CaCO3 Yogyakarta Dissolving Tank
Sumber: PT PPM
2. Cationic Retention Aid (CRA)
Cationic Retention Aid (CRA) berfungsi mengikat partikel buburan
menambah kekuatan kertas pada waktu basah maupun kering dan mengurangi
lose pada wire. Jenis-jenis CRA yang dipakai adapat dilihat pada Tabel 2.6.
Tabel 2.6. Jenis-jenis Cationic Retention Aid
Nama Jenis Negara/Daerah Asal Dipakai (Aplikasi) Meyproid Gum Arabicum Perancis Hydra Pulper
4200 Gum Arabicum Perancis, Korea Hydra Pulper
Polygal
Redibond Modifikasi Kanji Jakarta Forming Raysamil
T150 Modifikasi Kanji Lampung Forming
Sumber: PT PPM
3. Anti foam (Deformer)
Anti foam merupakan polimer berbahan dasar water base yang digunakan
untuk mencegah buih-buih masuk kedalam kertas. Jenis-jenis anti foam yang dipakai dapat dilihat pada Tabel 2.7.
Tabel 2.7. Jenis-jenis Anti foam
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi) Bevaloid 5631 Anti Busa Perancis Mixing
Nopco ENA-475 Anti Busa Tanggerang Mixing
Afranil Anti Busa Tanggerang Mixing
Sumber: PT PPM
4. Pencegah Bakteri (Biocide)
Biocide digunakan sebagai pembunuh bakteri penggumpalan (slim pot).
Bakteri ini dapat menyebabkan penggumpalan pada proses pembuatan kertas. Jenis-jenis biocide yang digunakan dapat dilihat pada Tabel 2.8.
Tabel 2.8. Jenis Biocide
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi)
Natrium Hypochlorite
Biocide,
Anti Bakteri Medan Forming
Sumber: PT PPM
5. Citric Acid Anhydrous (C6H8O7)
Citric acid anhydrous atau asam sitrat tanpa senyawa air digunakan
sebagai zat pembakar pada kertas yang akan dinetralkan dengan Potassium
Hidoxide (KOH). Jenis citric acid anhydrous yang digunakan dapat dilihat pada
Tabel 2.9.
Tabel 2.9. Jenis Citric Acid
Nama Jenis Daerah Asal Dipakai (aplikasi)
Citric Acid
C6H8O7
Zat pembakar Lampung Size Press Sumber: PT PPM
6. Potassium Hydroxide (KOH)
Digunakan untuk menetralisir citric acid sebelum masuk ke proses selanjutnya. Jenisnya KOH yang digunakan dapat dilihat pada Tabel 2.10
Tabel 2.10. Jenis Potassium Hydroxide
Nama Jenis Negara Asal Dipakai (aplikasi)
Potassium
Hydroxide (KOH)
Penetralisir
Citric Acid Anhidrous
India, Korea Cooking Tank Sumber: PT PPM
7. Bahan Penggumpal (Coagulant)
Bahan penggumpal digunakan untuk meningkatkan ikatan kotoran berpartikel kecil. Jenis-jenis coagulant yang digunakan dapat dilihat pada Tabel 2.11.
Tabel 2.11. Jenis-jenis Coagulant
Nama Jenis Negara/Daerah Asal Dipakai (aplikasi)
Poly Aluminium Chloride (PAC) Penggumpal (coagulant) Air sungai
Korea, India, Jepang Watertreatment
PAC Kymene Penggumpal
white water Korea Clarifier
Nalco 1452 Penggumpal
white water Jakarta Clarifier
Sumber: PT PPM
8. Air
Air di dalam proses produksi digunakan sebagai media dan pelarut.
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan PT PPM adalah:
1. Kertas Pembungkus
Kegunaan kertas pembungkus adalah untuk membungkus kertas rokok dalam ukuran ream.
2. Core
Core adalah inti dari gulungan kertas yang digunakan sebagai inti gulungan
kertas selama proses penggulungan di paper machine maupun di bagian
finishing.
3. Kotak Karton
Kotak karton digunakan untuk mengepak hasil produksi. 4. Label
Label digunakan sebagai pengenal perusahaan yang ditempel pada pembungkus produk.
2.4.2. Pengendalian Mutu Produk
Ada tiga kriteria mutu produk yang harus diperhatian, yaitu:
1. Kertas tidak mudah putus pada proses pembuatan dengan kecepatan tinggi. 2. Kertas berwarna putih dan bebas dari kotoran.
3. Pembakarannya, seperti asap, abu dan rasa.
Mutu bahan baku yang masuk akan diuji oleh oleh departemen quality
control yang dibagi pada 2 kategori penting, yaitu eksternal dan internal. Kontrol
eksternal berfungsi:
1. Sebagai pertimbangan kebutuhan konsumen, yaitu pemenuhan spesifikasi yang diberikan oleh konsumen.
2. Membina hubungan baik dengan konsumen dengan cara menerima keluhan konsumen tentang kualitas produk yang dihasilkan perusahaan.
3. Meningkatkan kepuasan konsumen dengan cara memenuhi secara tepat segala kualifikasi yang ditargetkan oleh konsumen.
Proses kontrol eksternal biasanya dilakukan dengan mendatangi konsumen secara langsung, mendengarkan saran atau keluhan dari pelanggan. Kegiatan kontrol eksternal biasanya dilakukan 2 kali dalam sebulan. Masalah yang biasa dikeluhkan konsumen adalah packaging (pengepakan), dan basis weight (berat kertas). Kontrol internal dilakukan untuk mengontrol mutu produk yang diproduksi sesuai dengan kebutuhan. Pelaksanaan kontrol internal dapat dibagi ke dalam 2 jenis tindakan, yaitu :
1. Dynamic control yang meliputi departemen slitter (bobbin). Pada departemen ini akan diadakan pengambilan sampel, petunjuk dan analisis. Dynamic
control selalu memberikan petunjuk apakah kecepatan pada slitting machines
sama atau tidak.
2. Static control yang meliputi pengujian sifat-sifat kertas saat sampel diambil. Beberapa unsur yang perlu diperhatikan dalam kontrol internal adalah: 1. Basic weight adalah berat kertas yang merupakan satu unsur kertas rokok yang
terpenting. Bila basic weight berubah maka semua parameter yang lain akan berubah. Basic weight ditentukan dalam satuan gr/m3.
2. Tensile strenght adalah ukuran daya tahan tarikan maksimum pada kertas. Bagian quality control memeriksa kesesuaian produk dengan range yang telah ditetapkan. Jika terjadi penyimpangan akan dilakukan pengujian kembali dengan lebih mempertahankan arah serat (satuan KgF).
3. Porosity adalah pengukuran aliran udara melalui kertas sample 20 cm2 dengan perbedaan tekanan 10 cmH2O. Sangat penting untuk membedakan antara
penembusan udara pada pori-porinya dengan penembusan udara pada lubang- lubang besar akibat kesalahan proses (satuan cm2H2O).
4. Filler berfungsi untuk mengukur banyaknya CaCO3 yang perlu ditambahkan
pada kertas untuk meningkatkan nilai opacity atau porosity (satuan %.In
Paper).
5. Opacity berfungsi untuk mengukur daya tembus cahaya pada (satuan %). 6. Brightness adalah pengukuran keputihan kertas (satuan %).
7. Formation adalah pemeriksaan susunan serat kertas secara visual. Formation yang jelek bukan berarti kertas memiliki kualitas yang jelek, tetapi yang diperhatikan mudah atau tidaknya kertas putus saat dipotong di mesin slitter.
Ada beberapa perbedaan antara kertas biasa dengan kertas rokok. Perbedaan tersebut dapat dilihat pada Tabel 2.12.
Tabel 2.12. Perbedaan Kertas Biasa dengan Kertas Rokok
Kertas Biasa Kertas Rokok
Basis weight +/- (70 gr/m2) Basis weight +/- (25 gr/m2)
Porosity +/- (5-10 cm) Porosity +/- (2-2,5cm)
Tensile > 5 KgF Tensile > 3 KgF
TiO2 sebagai filler CaCO3 sebagai filler
Sumber: PT PPM
2.4.3. Uraian Proses Produksi
Uraian proses produksi di PT PPM dapat diuraikan atas beberapa tahapan yaitu tahap persiapan, tahap proses pembuatan kertas di Paper Machine, dan tahap
Blok diagram proses pembuatan kertas rokok dapat dilihat pada Gambar 2.3.
2.4.3.1. Tahap Persiapan
Bahan baku yang akan diolah harus melalui tahap persiapan yang disebut dengan stock preparation. Bahan yang digunakan ada tiga yaitu NBKP, LBKP, dan kalsium karbonat (CaCO3).
1. Pengolahan NBKP
Bahan baku NBKP dimasukkan ke dalam hydra pulper dengan menggunakan conveyor. Hydra pulper merupakan tangki pengurai serat-serat pulp yang kemudian dicampur dengan white water sebagai pengencer. Hydra pulper memiliki pisau yang berfungsi memotong lembaran pulp untuk memperoleh konsentrasi 38-40 gr/ltr. Proses berlangsung secara batch setiap 10-20 menit. Bahan baku ini digunakan sebanyak 1,5 bal untuk satu kali pelarutan.
Buburan NBKP hasil pengolahan dikirim ke wood dump chest sebagai tempat penampungan sementara. Wood dump chest memiliki agiator (pengaduk) yang berfungsi mencegah pengendapan.
Buburan NBKP kemudian dipompakan ke refiner. Refiner merupakan suatu alat yang berfungsi untuk memotong dan memecahkan serat sehingga serat-serat menjadi lebih halus. Buburan yang telah halus kemudian dikirim ke refiner
Penghancuran Bahan Baku
Pelarutan Bahan Baku
Penghalusan Bahan Baku
Pencampuran Bahan Baku
Pembersihan Bubur Kertas
Fourdriner
Pressing
Embossing
Pengeringan I
Pemberian Zat Kimia
Pengeringan II
Penggulungan Kertas
Pencetakan Logo
Pemotongan Kertas
Bentuk Ream Bentuk Bobbin
Packing Sumber: PT PPM
Gambar 2.3. Blok Diagram Pembuatan Kertas Rokok
2. Pengolahan LBKP
LBKP sekitar 1,5 bal dilarutkan dengan white water selama 10-20 menit. Tujuannya adalah mendapatkan konsentrasi 38-40 gr/liter. Proses ini berlangsung secara batch. Pelarutan LBKP dilakukan di hydra pulper dan bergantian dengan NBKP. Setelah selesai, maka LBKP dipompa ke dalam storage chest, sebagai tempat penampungan sementara. Larutan terus diaduk agar tidak mengendap.
3. Pengolahan Broke
Buburan broke yang diproses di stock preparation ini berasal dari dry
broke dan wet broke. Sebelum dimasukkan ke dalam mixing chest, dry broke
harus dihancurkan terlebih dahulu di shydra pulper. Tujuannya adalah membuat konsentrasi sesuai dengan kebutuhan. Buburan broke kemudian dialirkan ke super
vibrator yang fungsinya hampir sama dengan refiner yaitu memecah gumpalan
serat.
Wet Broke memiliki aliran proses yang hampir sama dengan dry broke
tetapi tidak melalui super fiberator karena wet broke memiliki serat yang halus, sehingga dapat langsung dialirkan ke broke chest.
4. Pengolahan Kalsium Karbonat
Kalsium karbonat dilarutkan di dissolving tank sesuai dengan kebutuhan. Konsentrasi perbandingan dengan pelarut adalah 125 kg kalsium karbonat dicampur dengan 2000 liter air. Larutan diaduk selama 15 menit agar
konsentrasinya terjaga. Hasil larutan kalsium karbonat disaring dengan vibrating
screen dengan ukuran mesh 100.
5. Pencampuran NBKP, LBKP, Broke dan Kalsium Karbonat
Di mixing chest seluruh bahan baku NBKP, LBKP dan broke dicampur. Konsentrasi pencampuran di mixing chest berbeda sesuai dengan grade kertas rokok yang diinginkan konsumen. Contoh salah satu komponen grade adalah low
porosity dengan konsentrasi NBKP 25%, LBKP 35 % dan broke 40%.
Konsistensi yang diinginkan adalah sekitar 60 gr/liter. Pada saat pemompaan dalam proses mixing akan timbul buih-buih, sehingga diperlukan bahan tambahan seperti deformer untuk menghilangkan buih. Campuran ini dibuat sekitar 1:6 dengan air untuk kemudian dicampur terlebih dahulu di machine chest dan siap dipakai pada paper machine. Buburan dipompakan ke stock master yang digunakan untuk menjaga laju buburan pada machine tank.
Buburan yang keluar kemudian dialirkan ke centi cleaner. Tujuannya adalah mengeluarkan kotoran yang memiliki berat jenis lebih besar. Prinsip kerjanya adalah berdasarkan gaya sentrifugal melalui tiga cleaner yaitu :
a. Buburan yang telah diencerkan kembali dengan white water yang berasal dari penyaringan dipompakan ke primary cleaner. Kemudian buburan yang baik masuk ke constant level tank sedangkan reject masuk ke secondary cleaner. Pada secondary cleaner akan dilakukan proses pengolahan. Buburan yang baik masuk ke primary cleaner sedangkan reject masuk ke tertiary cleaner dan kotorannya dibuang ke tempat pembuangan limbah.
b. Buburan yang baik dari primary cleaner diencerkan dalam constant level tank dengan white water dari pembuangan di wire. Buburan yang baik langsung dialirkan ke headbox, sedangkan yang reject masuk ke rotary screen.
c. Pada rotary screen dilakukan penyaringan, buburan yang baik masuk ke
constant level tank dan reject mengalir ke wet broke chest.
2.4.3.2. Tahap Proses Pembuatan Kertas di Paper Machine
Setelah melalui approach flow system, tahap selanjutnya adalah pembuatan lembaran kertas yang berawal dari head box. Sistem yang dipakai adalah sistem close head box yang merupakan head box bertekanan. Fungsinya adalah menjaga kestabilan turbulensi di dalam head box. Tujuan utama head box adalah :
a. Mengeluarkan aliran yang seragam dari slice opening ke wire dengan sudut dan kecepatan yang seharusnya.
b. Mengalirkan stock secara merata pada wire sesuai arah dan lebar mesin. c. Menghasilkan turbulensi terkontrol untuk menghilangkan gumpalan fiber. d. Mengatur grammatur kertas yang diproduksi.
Pengaturan slice, akan menghasilkan aliran stock yang konstan dan hampir sama dengan kecepatan wire sehingga akan diperoleh kertas yang memiliki formasi dan grammatur yang sama di tiap bagian.
Wire ini merupakan wire bersambung yang bergetar diantara dua roll
besar. Salah satu roll terletak di dekat headbox dan di ujung lainnya. Wire merupakan lembaran berbahan dasar plastik yang telah dirancang sedemikian
rupa. Pada wire dilakukan pengurangan kadar air dengan memberikan tekanan vakum 4-5 bar secara terkontrol sehingga tidak merusak bentuk lembaran kertas basah (wet paper). Wire juga dibersihkan secara kontinu dengan sistem penyemprotan sehingga wire tidak kotor dan selalu bersih.
Buburan di atas wire diayak dengan ukuran mesh 100 dan diatur agar berat dasar kertas yang diperoleh sesuai. Berat dasar kertas pada pembuatan kertas rokok ini merupakan elemen yang terpenting. Air yang keluar dari wire selama pembentukan wet paper disebut white water dan biasanya ditampung di white
water pit atau silo. White water ini didaur ulang secara terus menerus dan dipakai
pada proses yang menggunakan air. Hal itu dilakukan karena dianggap lebih ekonomis dibandingkan dengan penggunaan fresh water. Buburan kemudian digiling lagi dengan dandy roll untuk menyeragamkan ukuran partikel. Setelah proses tersebut selesai, maka buburan dibentuk menjadi lembaran. Hasil dari
dandy roll berupa lembaran di-press dengan tekanan 4-5 bar untuk mengeluarkan
air yang masih terkandung. Walaupun masih basah, lembaran tersebut sudah kuat dan kemudian ditarik hingga kadar airnya menjadi 60% – 65%. Lembaran yang masih basah dihisap oleh contact wire/vacum rube menuju proses press utama.
Lembaran tersebut ditarik lagi ke embossing dengan pemberian garis horizontal (verge making) yang berada bagian bawah embossing. Penekanan dilakukan sesuai dengan kebutuhan. Setelah pemberian verge making, air residu dari kertas dibuang lagi dengan cara evaporasi. Proses evaporasi ini berlangsung di main dryer. Proses evaporasi dilakukan menggunakan uap kering.
Tekanan yang diberikan bervariasi tergantung dari jenis kertas rokok yang akan diproduksi. Selanjutnya lembaran kertas yang kadar airnya telah berkurang dikirim ke unit size press yang berfungsi untuk melapisi permukaan kertas dengan chemical yang diberikan diantara dryer 10 dan dryer 11.
Setelah melewati size press, kadar air yang ada pada kertas akan meningkat karena penambahan penambahan chemical sehingga harus dikeringkan lagi di after dryer. Pengeringan ini melalui lima buah roll dengan peningkatan suhu secara bertahap dari 50oC sampai dengan 100oC. Selanjutnya lembaran kertas ini dikirim ke bagian on reel untuk digulung sesuai dengan permintaan konsumen.
Kertas kering kemudian digulung hingga membentuk gulungan besar dan disebut dengan gulungan jumbo. Panjang gulungan jumbo itu tidak sama tergantung pada bentuk pada proses finishing. Gulungan jumbo yang digunakan untuk repping machine memiliki panjang sekitar 27000m. Pada proses penggulungan kertas menjadi gulungan jumbo, kualitas dari tiap hasil gulungan diperiksa oleh bagian quality control.
Gulungan jumbo dari on reel kemudian dicetak polanya berupa logo sesuai dengan permintaan konsumen. Hal ini terjadi karena tidak semua roll dari
paper machine yang melalui proses repping. Setelah gulungan selesai di repping,
maka gulungan dibawa lagi ke bagian roll slitter untuk dipotong menjadi roll yang lebih kecil sesuai dengan kebutuhan.
2.4.3.3. Tahap Finishing
Pada tahap ini, gulungan-gulungan kertas rokok dibagi menurut bentuk kertas yang akan diproduksi. Kegiatan-kegiatan yang ada antara lain :
1. Ream Cutter
Gulungan-gulungan kecil dari roll slitter dipotong menjadi lembaran-lembaran. Lembaran memiliki panjang 76-83 cm dan lebar 51 cm. Pada tahap ini kertas masih diperiksa untuk yang terakhir kalinya. Pemeriksaan dilakukan pada a. Proses Pemotongan
Pemeriksaan ini dilakukan pada proses pemotongan. Apabila hasil pemotongan kasar, maka kertas akan dibuang dan menjadi broke.
b. Penampilan fisik
Penampilan fisik yang diperiksa adalah kebersihan, jika kertas kotor maka kertas juga akan di buang dan menjadi broke.
c. Rectangular
Pemeriksaan ini dilakukan khusus pada ream, kertas dilipat dan diperiksa kesimetrisannya. Apabila ketidaksimetrisan kertas melampaui batas yang ditentukan, maka kertas menjadi broke.
2. Bobbin Slitter
Gulungan-gulungan dari slitter dipotong lagi pada bagian ini menjadi
bobbin-bobbin. Setiap bobbin mempunyai lebar 24-29 mm dan panjang
5500-6000 m. Pada tahap ini, kertas yang berbentuk bobbin masih diperiksa lagi untuk terakhir kalinya. Pemeriksaan yang dilakukan adalah :
a. Pemotongan
Pemeriksaan ini dilakukan pada hasil pemotongan oleh mesin. Apabila hasil pemotongan kasar, maka kertas akan dibuang menjadi broke.
b. Penampilan fisik
Termasuk disini adalah kebersihan, jika ada bagian bobbin kotor maka kertas juga akan di buang dan dijadikan broke.
c. Hasil penggulungan
Pemeriksaan ini khusus dilakukan pada bobbin. Bobbin yang sudah dipotong, diperiksa gulungannya apakah rapi atau tidak. Jika ada bobbin yang kurang rapi akan dikirim ke bagian bobbin reclaimer untuk digulung kembali.
2.4.3.4. Peralatan (Equipment)
Peralatan material handling digunakan untuk memindahkan material dari suatu tempat ke tempat lain. Mesin dan peralatan material handling yang digunakan adalah:
1. Forklift
Forklift ini digunakan untuk mengangkut gulungan jumbo ke daerah finishing
untuk dipotong pada mesin-mesin roll slitter. Forklift juga digunakan untuk mengangkut barang jadi ke gudang barang jadi.
2. Hoist Crane
Crane ini digunakan untuk mengangkat gulungan jumbo ke daerah repping machine. Operasi pemakaiannya dikendalikan dengan switch gantung dari
2.5. Utilitas
Sarana pendukung merupakan salah satu aspek yang mempengaruhi kelancaran proses produksi. Sarana pendukung yang ada di PT PPM terdiri dari kebutuhan tenaga listrik, kebutuhan tenaga air, dan steam.
1. Kebutuhan tenaga listrik
Tenaga listrik dibutuhkan untuk menggerakkan motor listrik, pompa
compressor, mesin bubut, bor las, pendingin udara, lampu penerangan, dan
keperluan lainnya. Pemenuhan kebutuhan listrik ini diperoleh dari Perusahaan Listrik Negara (PLN). Pemakaian listrik yang dipergunakan pada PT PPM adalah 20 KV (1550 Kwh/metrik ton paper) dengan keperluan untuk boiler 900 lt/metrik ton paper dan kebutuhan air 1200 m3.
2. Kebutuhan Air
Air dibutuhkan untuk membantu proses produksi serta kebutuhan para pegawai PT PPM. Air yang dipakai berasal dari air permukaan umum dan PDAM Tirtanadi.
3. Boiler
Boiler berfungsi untuk menghasilkan energi panas yang diperlukan pada proses
produksi untuk mengeringkan lembaran-lembaran kertas dan memberikan energi uap.