1
MATERI PELATIHAN BERBASIS KOMPETENSI
MODUL
MENYUSUN RENCANA DAN MEMBUAT INSTRUKSI
PRODUKSI
BUKU INFORMASI
LEMBAGA PELATIHAN KERJA
MANAJEMEN WIRAUSAHA DAN PRODUKTIFITAS “PBM”
Jl. Dewi Sartika Raya No. 4 EF
CILILITAN , JAKARTA TIMUR
Tlp (021) 80874229 Fax (021) 8008272, Email.
[email protected]
2 DAFTAR ISI HALAMAN JUDUL ………… ………..1 DAFTAR ISI ………..2 BAB 1. PENGANTAR
1.1. KONSEP DASAR PELATIHAN ……….…..………3 1.2. PENJELASAN MODUL ……….……..……… 4 BAB II. STANDAR KOMPETENSI ………..………….………. 6 BAB III. MATERI UNIT KOMPETENSI
3.1. PENGANTAR MANAJEMEN PRODUKSI DAN OPERASI …….10 3.2. MENGAPA MANAJEMEN OPERASIONAL PENTING…..….…17 3.3. APA SAJA BIDANG KEGIATAN YANG MEMERLUKAN KEAHLIAN MANAJEMEN OPERASIONAL………18 3.4. STRATEGI OPERASIONAL DALAM LINGKUNGAN GLOBAL …21 3.5. KEPUTUSAN UTAMA DALAM MANAJEMEN OPERASIONAL ...28 3.5.1. BIDANG TANGGUNG JAWAB MANAJEMEN PRODUKSI
……….………30 BAB IV PERENCANAAN PRODUKSI
4.1. PERENCANAAN TATA LETAK ………31 4.4. URUTAN PROSES PERENCANAAN TATA LETAK………. 45 BAB V KESELAMATAN DAN KESEHATAN KERJA ...58 BAB VI PROSES STRATEGI DAN PERENCANAAN PRODUKSI …..68 BAB VII INSTRUKSI PRODUKSI ………..82 DAFTAR PUSTAKA ……….93
3 BAB 1. PENGANTAR
1.1. KONSEP DASAR PELATIHAN BERBASIS KOMPETENSI • Apakah Pelatihan Berdasarkan Kompetensi
Pelatihan berdasarkan kompetensi adalah pelatihan yang memperhatikan pengetahuan, ketrampilan dan sikap yang diperlukan di tempat kerja adar dapat melakukan pekerjaan dengan kompeten. Standar kompetensi dijelaskan oleh kriteria unjuk kerja.
• Apakah artinya menjadi kompeten ditempat kerja ?
Jika anda kompeten dalam pekerjaan tertentu, anda memiliki seluruh ketrampilan, pengetahuan dan sikap yang perlu untuk ditampilkan secara efektif ditempat kerja, sesuai dengan standar yang telah disetujui.
1.2. PENJELASAN MODUL 1.2.1. DISAIN MODUL
Modul ini didisain untuk dapat digunakan pada pelatihan klasikal dan pelatihan individual/mandiri :
4
• Pelatihan klasikal adalah pelatihan yang disampaikan seorang pelatih
• Pelatihan individual/mandiri adalah pelatihan yang
dilaksanakan oleh peserta dengan menambah unsur-unsur /sumber sumber yang diperlukan dengan bantuan pelatih. 1.2.2. Isi Modul
Buku Informasi
Buku informasi ini adalah sumber pelatihan untuk pelatih maupun peserta pelatihan.
Buku Kerja
Buku kerja ini harus diguakan oleh peserta pelkatihan untuk mencatat setiap pertanyaan dan kegiatan praktek baik dalam pelatihan klasikal maupun pelatihan individual
1.2.3 . Pelaksanaan Modul
Pada pelatihan klasikal, pelatih akan : • Menyediakan buku informasi
• Menyediakan salinan buku kerja
• Menggunakan buku informasi sebagai sumber utama dalam penyelenggaraan pelatihan
5
• Menggunakan buku informasi sebagai sumber utama pelatihan • Menyelesaikan setiap kegiatan yang terdapat pada buku kerja • Memberikan jawaban pada buku kerja
• Mengisi hasil tugas praktek pada buku kerja
6 BAB II
STANDAR KOMPETENSI
KODE UNIT : IKM.KD02.011.01
JUDUL UNIT : Menyusun Rencana Dan Membuat Instruksi
Produksi
DESKRIPSI UNIT : Unit kompetensi ini merupakan persyaratan pengetahuan, keterampilan dan sikap kerja yang dibutuhkan dalam menyusun rencana dan mambuat instruksi produksi dalam lingkup industri kecil dan menengah.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA 01. Melakukan pengamatan lapang
an.
1.1. Pengetahuan tentang Operation Process Chart (OPC), Flow Process Chart (FPC), Area Allocation Diagram (AAD) dan Activity Relationship Diagram (ARD) dipelajari sesuai dengan kebutuhan.
1.2. Peralatan kerja yang dibutuhkan untuk pengamatan di lapangan dipersiapkan sesuai dengan kebutuhan.
1.3. Perlengkapan perlindungan personil dipersiapan sesuai dengan persyaratan Keselamatan dan Kesehatan Kerja (K3).
1.4. Data alur produksi serta laporan gangguan / hambatan dihimpun sesuai dengan kondisi sebenarnya.
1.5. Data aktual tentang studi waktu dan gerak dihimpun sesuai prosedur yang ditetapkan.
02. Menganalisis informasi berapa buah produksi dengan waktu
2.1. Data pengaturan fasilitas dianalisis berdasar pada proses produksi yang telah ditetapkan.
7
dimulainya produksi, selesainya
sampai pada deliverinya 2.2. Data jumlah hari untuk memproduksi produk khusus dianalisis terhadap rencana kapasitas produksi.
2.3. Waktu pengadaan material, suku cadang kondisi pengoperasian fasilitas dipelajari dan dibandingkan dengan rencana target produksi. 2.4. Kondisi distribusi tenaga kerja dianalisis berdasar
kompetensi dan kinerja SDM yang bersangkutan atas dasar data base kepegawaian yang tersedia. 2.5. Informasi tentang jenis produksi yang terkait
dengan proses kerja, waktu standar, spesifikasi material, kompetensi kerja karyawan dianalisa untuk menetukan desain produk baru.
03. Membuat laporan usulan
perbaikan 3.1 Rencana jangka panjang, rencana jangka menengah dan rencana jangka pendek. 3.2. Laporan dikonsultasikan kepada Klien untuk
memperoleh masukan.
3.3. Dokumen laporan disampaikan kepada klaien dengan tembusan kepada pihak lain yang berwenang.
04. Membuat Instruksi Produksi 4.1. Dokumen tertulis disusun sebagai petunjuk yang terbaik dan efisien mengenai metode kerja.
4.2. Instruksi produksi dikonsultasikan kepada Klien untuk memperoleh masukan dan persetujuan.
4.3. Instruksi produksi disampaikan kepada klien dengan tembusan kepada pihak lain yang berwenang
8 BATASAN VARIABEL
Kompetensi ini berlaku pada perencanaan produksi yang digunakan pada industri kecil dan menengah dengan mempertimbangkan:
1. Kebijakan Deprin tentang konsultan diagnosis IKM 2. Pedoman Kerja Konsultan Diagnosis IKM
3. Data / informasi IKM sejenis yang memenuhi kebutuhan pasar. 4. Jenis rencana produksi(Jangka; Panjang, Menengah, Pendek) :
4.1. Rencana jangka panjang, menetapkan kuantitas produksi perbulan yang direncanakan dalam periode 6 bulan sampai 1 tahun
4.2. Rencana Jangka Menengah, menentukan rencana produksi masing-masing produk, suku cadang pertempat kerja perhari, periode 1 sampai 3 bulan dengan rincian perminggu.
4.3. Rencana jangka pendek, merupakan rencana mendetail perhari pada masing-masing tempat kerja berdasarkan rencana jangka menengah 5. Surat petunjuk produksi yang menunjukkan metode kerja dengan data
design, metode
pembuatan dan data mesin produksi.
PANDUAN PENILAIAN 1. Konteks Penilaian:
Kompetensi ini dapat diujikan pada pekerjaan yang sebenarnya atau secara simulasi dengan kondisi yang mendekati sebenarnya.
2. Kompetensi yang dipersyaratkan:
Kompetensi yang harus dimiliki sebelumnya:
2.1. Membaca dan membuat skema proses produksi.
2.2. Mengoperasikan komputer dengan Operation System standar
3. Aspek Kritis:
Kemampuan yang bersangkutan menyelesaikan pekerjaan, dengan mengikuti prosedur yang diberlakukan dengan hasil kerja yang sesuai dengan Operation Process Chart (OPC), Flow Process Chart (FPC), Area Allocation Diagram (AAD) dan Activity Relationship Diagram (ARD). Dengan memenuhi:
3.1. Menunjukkan unjuk kerja yang konsisten pada setiap elemen / sub kompetensi.
9
3.2. Memenuhi kriteria unjuk kerja yang tercakup pada setiap sub kompetensi dengan menggunakan teknik-teknik, prosedur-prosedur, informasi dan sumber-sumber daya yang tersedia di tempat kerja. 3.3. Menunjukkan pemahaman terhadap pengetahuan dan
keterampilan-keterampilan pendukung yang disebutkan pada bagian “Pengetahuan Pendukung” serta sikap kerja yang dituntut dari pekerjaan dimaksud.
4. Pengetahuan Pendukung:
4.1. Pengenalan manajemen proses
4.2. Perencanaan produksi dan keterkaitannya dengan perencanaan penjualan.
4.3. Pengontrolan produksi pengaturan operasional kerja 4.4. Pengetahuan dasar alat mesin
4.5. Pemahaman dalam segi rancangan kerja/waktu kerja
5. Keterampilan Pendukung:
5.1. Menggunakan peralatan dan perlengkapan pengamatan lapangan 5.2. Mengoperasikan komputer
5.3. Menggunakan peralatan gambar manual
KOMPETENSI KUNCI
No Kompetensi Kunci Dalam Unit ini Tingkat
1 Mengumpulkan, mengorganisir dan menganalisa informasi 2
2 Mengkomunikasikan ide-ide dan informasi 2
3 Merencanakan dan mengorganisir aktifitas-aktifitas 1
4 Bekerja dengan orang lain dan kelompok 3
5 Menggunakan ide-ide dan teknik matematika 2
6 Memecahkan masalah 3
10 BAB III
MATERI UNIT KOMPETENSI
3.1. Pengantar Manajemen Produksi dan Operasi Untuk menciptakan barang dan jasa (produk), semua organisasi bisnis (perusahaan) paling tidak menjalankan tiga fungsi utama yaitu:
1. Fungsi Pemasaran (Marketing Function) yang berhubungan dengan pasar untuk
dapat menciptakan permintaan dan pada akhirnya menyampaikan produk yang
dihasilkan ke pasar.
2. Fungsi Keuangan (Finance Function) yang mengelola berbagai urusan keuangan didalam perusahaan maupun perusahaan dangan fihak luar perusahaan.
3. Fungsi Produksi atau Operasi (Operation Function) berkaitan dengan penciptaan barang dan jasa yang dihasilkan perusahaan.
Mengacu pada tiga fungsi utama perusahaan, maka dalam fungsi operasional diperlukan Manajemen Operasional. Sehingga dengan demikian, Manajemen Operasi dapat diartikan sebagai rangkaian kegiatan atau aktifitas yang menciptakan nilai produk baik berupa barang maupun jasa melalui proses transformasi input menjadi output atau pengertian lainnya ialah “KAJIAN PENGAMBILAN KEPUTUSAN DARI SUATU FUNGSI OPERASI”. Aktifitas tersebut berlaku untuk
11
berbagai macam produsen barang seperti elektronik, garmen, otomotif, demikian pula berlaku juga bagi produsen jasa seperti media masa, hiburan, pendidikan, konsultan.
Beberapa definisi yang dianggap perlu, antara lain :
a. Produksi
adalah aktifitas atau kegiatan untuk menambah manfaat, meliputi manfaat tempat, bentuk dan waktu serta gabungan dari masing-masing manfaat tersebut.
b. Produk
adalah hasil/output dari suatu kegiatan produksi baik yang berwujud maupun yang tidak berwujud (yang berwujud disebut barang dan yang tidak berwujud disebut jasa)
c. Produsen
adalah orang atau lembaga yang menghasilkan produk setelah melalui proses produksi
d. Proses Produksi
adalah metode, cara atau teknik yang digunakan dalam kegiatan penciptaan produk.
12
adalah serangkaian elemen yang saing berhubungan dan saling
menunjang untuk pelaksanaan kegaiatan penambahan manfaat dalam suatu kegiatan-kegiatan produksi.
e. Produktivitas
adalah suatu perbandingan antara hasil kegiatan yang sesungguhnya dengan hasil kegiatan yang seharusnya (antara realisasi dan target). Secara sederhana produktivitas ditunjukan oleh rasio antara output dan input.
O Produktivitas = ---
I
f. Perencanaan Produk
adalah perencanaan tentang apa, berapa dan bagaimana produk yang akan dibuat oleh suatu perusahaan. Perencanaan produk
berhubungan dengan masalah-masalah tehnik antara lain disain, bentuk produk, kegunaan produk dan proses produksi. Ditinjau dari manajer produksi perencanaan produk berkaitan erat dengan masalah penyediaan fasilitas produksi, efisiensi dan pola produksi.
g. Perencanaan Produksi
adalah perencanaan tentang apa, berapa yang akan diproduksikan oleh perusahaan dalam jangka waktu tertentu dan biasanya ialah jangka pendek
13 h. Luas Produksi (Kapasitas Produksi)
adalah kapasitas produksi yang digunakan dalam suatu perusahaan, besarnya dapat berubah-ubah antara satu periode dengan periode lainnya.
i. Luas Perusahaan (Kapasitas Terpasang)
adalah kapasitas yang tersedia/terpasang dalam suatu perusahaan, besarnya dapat berubah dalam jangka panjang, sedangkan dalam jangka pendek selalu tetap.
j. Manajemen
adalah kegiatan/usaha untuk mencapai suatu tujuan dengan mengkoordinir dan ‘mengatur’ orang lain.
k. Manajemen Produksi
adalah kegiatan ‘mengatur’ orang lain agar dapat menciptakan dan menambah manfaat (utility).
Manajemen produksi/operasi merupakan kegiatan manajemen yang berhubungan dengan penciptaan atau pembuatan barang atau jasa, kegiatan-kegiatan produksi seperti ini terdapat di berbagai organisasi baik perusahaan manufaktur maupun organisasi-organisasi lain yang bergerak dibidang jasa.
Peranan kualitas dalam kegiatan-kegiatan operasi memiliki pengaruh yang besar terhadap kualitas produksi yang dihasilkan oleh perusahaan, karena kualitas merupakan kekuatan terpenting yang membutuhkan keberhasilan bagi suatu perusahaan dalam merebut dan
14
mempertahankan pangsa pasar. Oleh karena itu selayaknya suatu perusahaan menerapkan aktivitas pengendalian kualitas secara lebih serius dan terarah dalam setiap kegiatan proses produksinya. Sebelum lebih jauh membahas tentang pengendalian kualitas kita harus mengetahui terlebih dahulu pengertian manajemen produksi/operasi dalam hubungannya dengan pelaksanaan produksi dalam suatu perusahaan.
Pengertian manajemen operasi menurut Bary render dan Jay heizer (2001:2) yang dialihbahasakan oleh Kresnohadi Ariyoto mengemukakan bahwa: “Manajemen operasi adalah Serangkaian kegiatan yang membuat barang dan jasa melalui perubahan dari masukan menjadi keluaran”
Menurut Roger G. Schoereder (1996:4) yang dialihbahasakan oleh Ivonne Pongoh, mengemukakan bahwa: “Manajemen operasi mengambil keputusan yang berkenaan dengan suatu fungsi operasi dan sistem transformasi dalam kajian pengambilan keputusan dari suatu fungsi operasi”
Dari definisi diatas mendapat penekanan untuk:
1. Fungsi, yaitu manajer operasi mempunyai tanggungjawab untuk mengelola departemen atau fungsi organisasi yang menghasilkan barang dan jasa
2. Sistem, yaitu mengacu kepada sistem transformasi yang menghasilkan barang dan jasa
3. Keputusan, yaitu mengacu kepada pengambilan keputusan sebagai elemen penting dari manajemen operasi sebagai tema pokok dalam operasi.
15
Berdasarkan kedua definisi diatas, manajemen operasi merupakan kegiatan pengambilan keputusan untuk mengatur dan mengkoordinasikan penggunaan berbagai sumberdaya secara efektif dan efisien untuk menciptakan dan menambah kegunaan suatu barang atau jasa.
Menurut Sofjan Assauri (2004:11) yang dimaksud dengan produksi adalah: “Kegiatan yang mentransformasikan masukan (input) menjadi keluaran (output), tercakup semua aktivitas atau kegiatan yang menghasilkan barang atau jasa, serta kegiatan-kegiatan lain yang mendukung atau menunjang usaha untuk menghasilkan produk tersebut”
Sedangkan menurut Suyadi Prawirosentono (2001:70) bahwa: “Produksi adalah kegiatan yang bertujuan untuk menciptakan barang/jasa lain yang mempunyai nilai tambah dan nilai guna yang lebih besar berdasarkan prinsip ekonomi manajerial atau ekonomi perusahaan”
Penjelasan dari definisi-definisi tersebut, nampak bahwa yang dimaksud dengan produksi tidak lain merupakan suatu kegiatan atau aktifitas untuk menciptakan barang dan jasa dalam meningkatkan tambahan manfaat yang sesuai dengan kebutuhan konsumen baik dalam hal selera, citarasa maupun nilai guna dari suatu produk.
Kegiatan dalam mengendalikan proses produksi diperlukan suatu manajemen yang berguna untuk menetapkan kepuasan-kepuasan dalam upaya pengaturan dan pengkoordinasian penggunaan sumberdaya-sumberdaya dari kegiatan produksi untuk mencapai tujuan organisasi. Perubahan dari masukan menjadi keluaran tersebut disebut proses transformasi yaitu dengan menggunakan sumber daya (man, money, machine, material, and market) yang dimiliki oleh perusahaan sebagai masukan untuk menghasilkan suatu produk atau jasa yang kemudian dikenal sebagai manajemen produksi.
16
Menurut Sofjan Assauri (2004:12) mengemukakan bahwa: Manajemen produksi adalah kegiatan untuk mengatur dan mengoordinasikan penggunaan sumber-sumber daya yang merupakan sumber daya manusia, sumber daya alat dan sumber daya dana serta bahan, secara efektif dan efisien untuk menciptakan dan menambah kegunaan (utility) suatu barang atau jasa.
Sedangkan definisi manajemen produksi dan operasi menurut T. Hani handoko (1993:3) adalah sebagai berikut:
Manajemen produksi dan operasi merupakan usaha-usaha pengelolaan secara optimal penggunaan sumberdaya-sumberdaya (atau sering disebut faktor-faktor produksi) tenaga kerja, mesin-mesin, peralatan, bahan mentah dan sebagainya dalam proses transportasi bahan mentah dan tenaga kerja menjadi berbagai produk atau jasa
Berdasarkan penjelasan tersebut bahwa manajemen produksi/operasi merupakan usaha-usaha pengelolaan secara optimal penggunaan sumber gaya-sumberdaya (faktor proses produksi) dalam proses trasformasi bahan mentah dan tenaga kerja menjadi berbagai produk atau jasa yang berguna sebagai usaha untuk mencapai tujuan dan sasaran organisasi.
17
3.2. MENGAPA MANAJEMEN OPERASIONAL PENTING UNTUK DIPELAJARI
Ada berbagai hal yang bisa dikemukakan dan menjadikan alasan pentingnya mempelajari MO diantaranya adalah:
1. MO merupakan salah satu fungsi utama yang harus ada di semua jenis organisasi
sehingga apabila akan mengelola organisasi maka mau tidak mau harus mempelajari konsep MO.
2. Dengan mempelajari MO, kita dapat mengetahui seluk beluk dan berbagai hal yang berkaitan
dengan cara memproduksi barang maupun jasa
3. Dengan mempelajari MO, kita dapat memahami dan mengerti dengan benar apa yang seharusnya dilakukan oleh manajer operasional.
4. Karena MO merupakan bagian yang paling mahal dalam organisasi, sehingga penting sekali untuk dipelajari. Hal ini dapat diartikan
efektifitas dan efisiensi MO akan berdampak besar bagi perusahaan
Berkaitan dengan alasan yang ketiga mengenai pemahaman dan
pengertian yang benar tentang apa yang seharusnya dilakukan manajer operasional, maka proses manajemen operasional harus konsisten dengan fungsi perencanaan, pengorganisasian, pengarahan serta pengawasan kegiatan operasional. Secara lebih terperinci, penjelasan mengenai tugas atau aktifitas serta tanggung jawab seorang manajer operasional tergambar dalam sepuluh keputusan utama yaitu:
18
Keputusan ini menyangkut sebagian besar proses transformasi yang akan dilakukan,
dengan kata lain keputusan operasional berikutnya tergantung pada keputusan desain
barang dan jasa. 2. Manajemen Kualitas.
Kualitas yang diinginkan konsumen harus ditetapkan, sehingga aturan maupun prosedur untuk mengenali dan memenuhi kualitas tersebut dapat dibakukan.
3. Desain proses dan kapasitas.
Menentukan proses yang akan digunakan dalam kegiatan operasional dan kapasitas yang akan digunakan merupakan hal penting dalam manajemen operasional karena berkaitan dengan berbagai hal. 4. Strategi lokasi. Lokasi yang dipilih untuk melakukan kegiatan
operasional perusahaan baik yang bergerak di sektor barang maupun jasa akan sangat menentukan prestasi perusahaan.
5. Strategi layout. Layout atau tata letak akan berdampak pada efisiensi dan efektifitas kegiatan operasional.
6. Sumber daya manusia dan desain pekerjaan. Karena tenaga kerja merupakan bagian integral dan paling penting dari seluruh input yang digunakan dalam perusahaan maka keputusan yang berkaitan dengan hal ini adalah sesuatu yang paling penting.
7. Manajemen Rantai Pasokan. (Supply Chain Management). Keputusan ini menjelaskan apa yang akan pentingnya integrasi antara
perusahaan itu sendiri dengan pihak supplier maupun distributor karena adanya interdependensi.
19
8. Manajemen Persediaan. Keputusan ini penting untuk dipahami karena persediaan yang tepat akan menentukan efisiensi dan efektifitas perusahaan.
9. Penjadwalan. Keputusan tentang jadwal operasional merupakan hal kritir yang harus benar-benar dimengerti karena sangat menentukan sekali bagi perusahaan.
10. Pemeliharaan. Keputusan yang dibuat harus dengan system yang handal dan stabil. Penjelasan lebih terperinci ada dalam bab-bab selanjutnya.
3.3. APA SAJA BIDANG KEGIATAN YANG MASIH
MEMERLUKAN KEAHLIAN MANAJEMEN OPERASIONAL Untuk menjawab pertanyaan di manakah peluang kerja di bidang
manajemen operasional, maka dalam hal ini akan diberikan contoh-contoh kasus yang banyak berkecimpung mengenai manajemen operasional, antara lain:
1. Manajer Pabrik (Plant Manager) yang biasanya harus
berpengalaman dalam manajeman pabrik termasuk keahlian di bidang perencanaan produksi, manajemen pembelian, manajemen persediaan, termasuk pula pengelolaan
karyawan di operasional maupun pengelolalaan sumber daya lainnya yang dipergunakan di pabrik.
20
2. Direktur Pembelian (Director of Purchashing) harus memiliki pengetahuan yang menyeluruh mengenai fungsi pembelian, kemampuan menelaah program penjualan, mengintegrasikan atau membuat keterkaitan dari supplier sampai distributor, mengkoordinasi aktifitas operasi.
3. Manajer Mutu (Quality Manager)mempunyai pandangan yang luas mengenai konsep statistic untuk dapat melakukan
pengawasan semua asprk operasional karena kualitas merupakan tanggung jaewab secara bersama diantara
semua pihak yang terlibat dalam perusahaan terutama fungsi operasional.
4. Konsultan Perbaikan Proses (Process Improvement Consultants) harus memiliki keahlian yang berkaitan dengan desain proses sehingga dapat memberikan berbagai konsultasi mengenai perbaikan proses untuk operasi perusahaan.
5. Manajer dan perencana Rantai Pasokan (Supply Chain Manajer and Planner) bertanggung jawab mengenai negosiasi kontrak jangka panjang antara perusahaan dengan supplier maupun distributor sehingga harus mempunyai keahlian tentang Material Requirement Planning, Supply Chain Management, Teknologi komunikasi canggih dalam dunia bisnis, konsep penjadwalan dan persediaan.
21
Disamping itu selain konsep manajemen operasional, harus pula
menguasai ilmu akuntansi, statistik, teknologi informasi dan matematika, sehingga semakin banyak pula kesempatan kerja yang tersedia.
Tidak menutup kemungkinan di bidang bisnis yang bergerak pada sektor jasa, juga membutuhkan keahlian manajemen operasional misalnya menjadi manajer operasional bank, manajer proyek, manajer operasi di asuransi. Begita pula di organisasi non bisnis pun juga membutuhkan keahlian manajemen operasional misaklnya di pendidikan, pelayanan masyarakat, advokasi dan sebagainya.
3.4. STRATEGI OPERASI DALAM LINGKUNGAN GLOBAL Manajer Operasional pada saat ini harus memiliki pandangan global dalam strategi operasi, perkembangan yang cepat dalam perdagangan dunia yang seolah dunia tanpa batasan, mengakibatkan banyak
organisasi memperluas operasinya tidak hanya di dalam negeri tetapi juga di luar negeri.
3.4.1. ALASAN YANG MENDASARI PERUSAHAAN MENJADI GLOBAL
Dalam situasi dan kondisi yang terus berkembang, maka banyak
perusahaan membuat keputusan untuk menegmbangkan bisnis ke dunia internasional. Ada berbagai alasan kuat yang mendasari perusahaan menjadi global, diantaranya adalah sebagia berikut :
22 1. Efisiensi Biaya
Banyak cara yang telah dilakukan oleh perusahaan yang beroperasi secara internasional untuk dapat mengurangi berbagai biaya antara lain dengan:
a. Pemilihan lokasi yang menyediakan biaya tenaga kerja rendah. b. Pemanfaatan adanya kesepakatan perdagangan.
2. Perbaikan Manajemen Rantai Pasokan
Dengan menempatkan fasilitas di negara dimana sumber daya tertentu berada maka pengelolaan manajemen rantai pasokan dapat lebih terjamin.
3. Pemberian produk yang lebih baik
Karena karakteristik produk yang diinginkan konsumen sangat bervariasi dan ditentukan oleh masing-masing lokasi maka banyak perusahaan yang beroperasi secara internasional menempatkan diri di negara dimana produknya dipasarkan misalnya disesuaikan dengan budaya yang berlaku .
4. Menarik pasar Baru
Perusahaan yang wilayah pemasarannya di dalam negeri sudah terbatas maka dapat memanfaatkan pasar luar negeri yang masih terbuka.
23
Banyak perusahaan melakukan kerjasama dengan perusahaan lain dari negara lain untuk alih teknologi, mengadakan riset bersama ataupun kerjasama dalam desain serta kegiatan operasional lainnya.
6. Bisa mendapatkan dan mempertahankan bakat global
Perusahaan yang memiliki karyawan yang baik, dapat memberikan kesempatan karir yang lebih baik dengan cara beroperasi secara global sehingga dapat mempertahankan karyawan.
3.4.2. PENGERTIAN PERUSAHAAN YANG BEROPERASI SECARA GLOBAL
Perusahaan yang telah memutuskan untuk mengambangkan usaha di dunia internasional dapat memilih keterlibatannya dalam bentuk: 1. Bisnis Internasional (International Business) yaitu perusahaan yang
terlibat pada transaksi perdagangan atau investasi internasional, contoh Harley Davidson..
2. Perusahaan Multinasional (Multinatioanl Corporation) yaitu peruasahaan yang terlibat banyak dalam bisnis internasional, mempunyai atau mengendalikan fasilitas di lebih dari satu negara, contoh The Body Shop.
3. Perusahaan Transnasional (Transnational Corporation) yaitu perusahaan yang terlibat banyak dalam bisnis internasional yang mana pengelolaan di tiap Negara secara independent, contoh Nestle. 4. Organisasi Global (Global Organization) yaitu organisasi yang
24
Adapun karakteristik perusahaan berorientasi global diantaranya adalah: 1. Pabrik dan fasilitas berlokasi dengan pasar global
2. Komponan bahan baku dan jasa yang dihasilkan dengan pasar global 3. Desain produk dan teknologi proses untuk seluruh dunia
4. Permintaan bukan berdasarkan local saja.
5. Logistik dan pengendalian persediaan bersifat global.
6. Perusahaan global diorganisasikan melalui divisi secara global
3.4.3. PERTIMBANGAN-PERTIMBANGAN UTAMA UNTUK MENCAPAI OPERASI GLOBAL.
Ada berbagai pertimbangan utama yang dilakukan perusahaan yang beroperasi secara global diantaranya:
1. Desain Produk Global
Harus selalu diingat bahwa ditiap Negara ada perbedaan social dan budaya sehingga perusahaan harus memperhatihkan berbagai hal, misalnya kemasan dan cara pemasaran yang mungkin akan bervariasi.
2. Desain Proses Global dan Teknologi
Teknologi informasi dan komunikasi dapat membantu pengelolaan atau manajemen sehingga operasi global dapat diintegrasikan.
3. Analisa lokasi fasilitas global
Menggunakan faktor kunci sukses untuk memilih negara, diantaranya dengan mempertimbangkan tingkat ekonomi nasional, tingkat inovasi,
25
jumlah penduudk yang trampil, tingkat perubahan teknologi, stabilitas pemerintahan, pertanggung jawaban produk, pembatasan ekspor, kesamaan bahasa, etika kerja, tingkat pajak, inflasi, ketersediaan bahan baku, tingkat bunga, jumlah penduduk dan ketersediaan sarana jalan.
4. Dampak budaya dan etika
Budaya yang ada di tiap Negara berbeda, hal tersebut juga harus disikapi dengan arif agar kegiatan operasi perusahaan dapat sukses, misalnya kebiasaan jam istirahat, perlindungan terhadap hak intelektual , budaya korupsi.
3.4.4. MENGELOLA OPERASI JASA DI DUNIA GLOBAL.
Untuk melakukan pengelolaan jasa di dunia global maka ada beberapa hal yang perlu dilakukan yaitu:
1. Menentukan apakah orang maupun fasilitas mencukupi untuk menjaga eksistensi jasa yang diberikan.
2. Mengidentifikasi pasar asing yang masih terbuka yang tidak dikontrol pemerintah.
3. Menentukan jasa apa yang paling banyak diminati oleh klonsumen luar negeri.
4. Menentukan bagaimana mencapai konsumen global.
Oleh karena itu perusahaan yang bergerak di bidang jasa yang akan memutuskan untuk beroperasi secara internasional harus selalu mempertimbangkan perbedaan perspektif pada beberapa keputusan manajemen operasional diantaranya:
26
1. Perencanaan kapasitas jasa yang akan diberikan perusahaan kepada para konsumen.
2. Perencanaan lokasi tempat pemberian pelayanan kepada konsumen.
3. Desain fasilitas dan layout yang akan digunakan perusahaan dalam memberikan pelayanan kepada konsumennya. 4. Penentuan jadwal pelayanan kepada konsumen
3.4.5. MENGEMBANGKAN MISI DAN STRATEGI PERUSAHAAN Perusahaan yang beroperasi seharusnya mempunyai suatu misi sehingga bisa mengetahui arah tujuan yang ingin dicapai. Misi dapat diartikan sebagai :
1. Alasan pendirian organisasi 2. Memberian batasan dan focus.
3. Menjawab pertanyaan tentang, apa yang akan diberikan kepada masyarakat
Adapun misi perusahaan yang ditetapkan, diantaranya sangat ditentukan faktor lingkungan, konsumen, nilai dan filosofi yang berlaku, pertumbuhan perusahaan, citra di masyarakat.
Untuk dapat mencapai misi yang telah ditetapkan dengan efektif dan efisien maka organisasi perlu menetapkan strategi tertentu. Oleh karena itu strategi dapat diartikan sebagai:
1. Rencana tindakan untuk mencapai misi. 2. Memperlihatkan bagaimana misi akan dicapai
27
3. Setiap perusahaan mempunyai strategi bisnis 4. Area fungsional mempunyai strategi
3.4.6. STRATEGI UNTUK KEUNGGULAN KOMPETITIF
Untuk menetapkan strategi bisnis dalam rangka mencapai keunggulan kompetitif ya n tepat maka biasanya ada tiga langkah utama yang dilakukan perusahaan yaitu:
1. Analisis Lingkungan
Mengidentifikasi kekuatan, kelemahan, peluang dan ancaman dan memahami
lingkungan, pelanggan, industri dan pesaing
2.Menetapkan Misi Perusahaan
Menetapkan alsan keberadaan perusahaan dan mengidentifikasi nilai produk yang
akan diciptakan oleh perusahaan.
3. Membentuk Strategi
Membangun keunggulan bersaing seperti harga yang murah, fleksibilitas rancangan
atau isi, mutu, penghantaran yang cepat, ketergantungan, jasa purna jual, atau lini
produk yang luas.
Adapun tiga strategi yang masing-masing memberikan peluang bagi para manajer operasi untuk meraih keunggulan adalah:
28
1) Bersaing pada perbedaan (Differentiation), keunikan dapat melalui karakteristik fisik maupun atribut jasa yang ditawarkan kepada konsumen sehingga konsumen mempersepsikannya sebagai nilai. 2) Bersaing pada biaya (Cost Leadership), nuntuk mencapai nilai
maksimum yang diinginkan pelanggan tetapi dengan kualitas yang memadai.
3) Bersaing pada respon cepat (rapid response), melalui keseluruhan nilai yang terkait dengan pengembangan dan penghantaran barang yang tepat waktu, penjadwalan yang dapat diandalkan serta kinerja yang fleksibel.
3.5. KEPUTUSAN UTAMA DALAM MANAJEMEN OPERASIONAL PADA PERUSAHAAN YANG MEMPUNYAI STRATEGI
BERBEDA
Berikut digambarkan bahwa sepuluh keputusan utama dalam manajemen operasional.
perusahaan akan berbeda apabila diterapkan pada perusahaan yang bergerak dibidang barang dan jasa serta pada perusahaan yang menetapkan strategi berbeda.
Gambar Strategi Operasional di perusahaan yang menghasilkan barang dan jasa
Produsen Produk Barang Produsen Produk Jasa 1. Desain Produk Produk berwujud Produk tidak berwujud 2. Kualitas Kualitas obyektif Kualitas Subyektif
29 3. Proses dan
Kapasitas Konsumen tidak terlibat dalam proses. Kapasitas bisa melebihi permintaan karena bisa disimpan dan dipindahkan
Konsumen secara langsung terlibat dalam proses.
Kapasitas harus sesuai dengan permintaan
4. Lokasi Biasanya dekat dengan bahan baku
Perlu lebih dekat dengan pelanggan
5. Layout Fokus pada peningkatan
efisiensi Dapat meningkatkan nilai produk 6. Sumber Daya
Manusia Fokus pada keahlian teknis, upah berdasar output
Para pekerja berinteraksi langsungdengan konsumen, standar bervariasi
7. Manajemen Rantai
Pasokan
Hubungan suplly chain sangat penting
Hubungan supply chain penting tetapi tidak kritis
8. Persediaan Untuk semua jenis persediaan
Tidak dapat disimpan sehingga harus dicarai cara lain melayani perubahan permintaan
9. Penjadwalan Kemampuan menyimpan mempengaruhi kecepatan produksi
Seringkali ada perubahan jadwal konsumen sehingga harus menyesuaikan penjadwalan karyawan.
10.
Pemeliharaan
Biasanya upaya untuk pencegahan
30
3.5.1. BIDANG TANGGUNG JAWAB MANAJEMEN PRODUKSI DAN OPERASI Peramalan Barang dan Jasa MASUKAN (INPUT) • Man • Material • Money • Machine PROSES TRANSFORMASI • Fasilitas • Mesin • Proses KELUARAN (OUTPUT) • Barang • Jasa
Lingkungan Ekstern
(Pemerintah, teknologi, ekonomi, pesaing, konsumen, buruh, hubungan internasional dll.) Fungsi Manajemen
31 BAB IV.
PERENCANAAN PRODUKSI
4.1. PERENCANAAN TATA LETAK
Tata letak merupakan satu keputusan penting yang menentukan efisiensi sebuah operasi dalam jangka panjang. tata letak memiliki banyak dampak strategis karena tata letak menentukan daya saing perusahaan dalam segi kapasitas, proses, fleksibilitas, dan biaya, serta kualitas lingkungan kerja, kontak pelanggan, dan citra perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai suatu strategi yang menunjang diferensiasi, biaya rendah, atau respon cepat. tujuan strategi tata letak adalah untuk membangun tata letak yang ekonomis yang memenuhi kebutuhan persaingan perusahaan. Heizer dan Render (2009).
Dalam semua kasus, desain tata letak harus mempertimbangkan bagaimana untuk dapat mencapai :
a. Utilitas ruang, peralatan, dan orang yang lebih tinggi. b. Aliran informasi, barang, atau orang yang lebih baik.
c. Moral karyawan yang lebih baik, juga kondisi lingkungan kerja yang lebih aman.
32
e. Fleksibilitas (bagaimanapun kondisi tata letak yang ada sekarang, tata letak tersebut akan perlu dirubah).
Dari pengertian tata letak di atas dapat disimpulkan bahwa tata letak merupakan suatu sistem yang saling berintegrasi di antara seluruh fasilitas-fasilitas yang mendukung seluruh kegiatan produksi dari bahan baku atau masukan (input) hingga keluaran (output) selama dalam proses tersebut dapat mencapai suatu nilai tambah berupa efisiensi dan efektivitas operasi perusahaan sehingga proses produksi dapat berjalan dengan lancar.
Tipe-Tipe Tata Letak
Dalam merancang tata letak pabrik, hal yang terlebih dahulu perlu dipahami adalah tipe-tipe tata letak pabrik sebagai dasar perancangan. Pemahaman sangat perlu karena tipe tata letak pabrik menentukan keberhasilan strategi manufaktur yang telah ditetapkan.
Hadiguna dan Setiawan (2008) secara umum, ada empat tipe tata letak, yaitu : 1. Tata Letak Produk
Tata letak produk umumnya digunakan untuk pabrik yang memproduksi satu macam produk atau kelompok produk dalam jumlah yang besar dan waktu produksi yang lama. Dengan tata letak berdasarkan aliran produksi, mesin dan fasilitas produksi lainnya akan diatur menurut prinsip machine after machine. Mesin disusun menurut urutan proses yang ditentukan pada pengurutan produksi. Setiap komponen berjalan dari satu mesin ke mesin berikutnya melewati seluruh daur operasi yang dibutuhkan. 2. Tata Letak Proses
33
Tata letak berdasarkan proses merupakan metode pengaturan dan penempatan fasilitas dimana fasilitas yang memiliki tipe dan spesifikasi sama ditempatkan ke dalam satu departemen. Tata letak berdasarkan proses umumnya digunakan pada perusahaan yang beroperasi dengan menerima order dari pelanggan. Selanjutnya, tata letak demikian digunakan pula untuk perusahaan yang memunyai produk bervariasi dan diproduksi dalam jumlah kecil. Jika produk tidak dapat dibakukan atau jumlah komponen yang sama prosesnya seidkit, maka tata letak berdasarkan proses lebih tepat digunakan karena keluwesannya.
3. Tata Letak Posisi Tetap
Tata letak tipe demikian mengkondisikan bahwa yang tetap pada posisinya adalah material, sedangkan fasilitas produksi seperti mesin, perlatan, serta komponen-komponen pembantu lainnya bergerak menuju lokasi material atau komponen-komponen produk utama. Tipe tata letak demikian ditujukan untuk proses perakitan produk-produk dengan ukuran yang sangat besar. Pertimbangan kemudahan proses pemindahan bahan menjadi hal utama, sehingga produk dipilih dalam posisi tetap.
4. Tata Letak Group Technology
Tata letak tipe demikian mengelompokkan produk atau komponen yang akan dibuat berdasarkan kesamaan dalam proses. Pengelompokan produk mengakibatkan mesin dan fasilitas produksi lainnya ditempatkan dalam sebuah sel manufaktur karena setiap kelompok memiliki urutan proses yang sama.
34 Tujuan Perancangan Tata Letak
Tujuan perancangan fasilitas, yaitu untuk memenuhi kapasitas produksi dan kebutuhan kualitas dengan cara yang paling ekonomis melalui pengaturan dan koordinasi yang efektif dari fasilitas fisik. Adapun secara rinci beberapa tujuan perancangan tata letak fasilitas di antaranya adalah sebagai berikut (Purnomo, 2004 ):
1. Memanfaatkan area yang ada.
2. Pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas produksi lebih besar.
3. Meminimumkan material handling.
4. Mengurangi waktu tunggu dan mengurangi kemacetan dan kesimpangsiuran. 5. Memberikan jaminan keamanan, keselamatan, dan kenyamanan bagi tenaga
kerja.
6. Mempersingkat proses manufaktur. 7. Mengurangi persediaan setengah jadi. 8. Mempermudah aktivitas supervisi.
Perancangan sistem fasilitas merupakan perancangan bangunan dengan mempertimbangkan beberapa aspek seperti sistem pencahayaan, kelistrikan, sistem komunikasi, suasana kerja, sanitasi, pembuangan limbah dan sebagainya. Aspek yang perlu diperhitungkan secara matang dalam perancangan tata letak antara lain meliputi peralatan-peralatan yang digunakan, mesin-mesin, dan semua perabotan perusahaan. Sedangkan dalam perancangan sistem material handling meliputi mekanisme yang
35
dibutuhkan agar interaksi antara fasilitas yang ada seperti material, personal, informasi dan peralatan untuk mendukung produksi berjalan sempurna.
Tahapan Dalam Perancangan Tata Letak
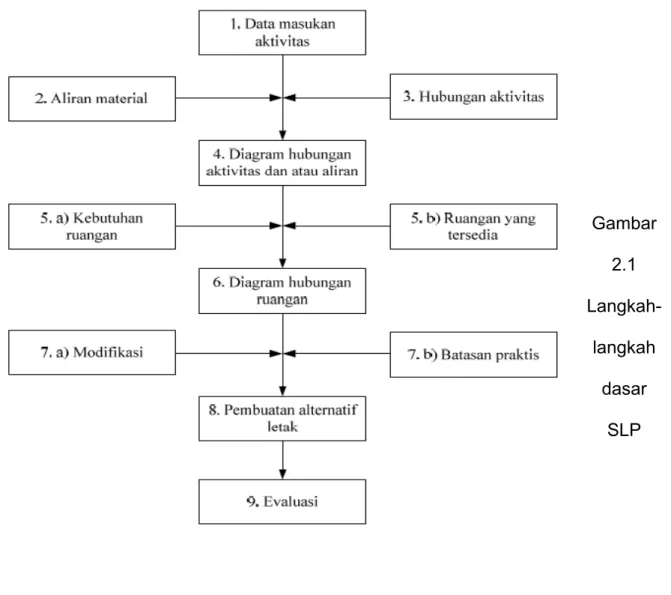
Tahapan-tahapan proses perancangan tata letak dapat dijabarkan mengikuti urutan kegiatan yang dikembangkan oleh Richard Murther, yaitu melalui pendekatan yang dikenal sebagai Systematic Layout Planning (SLP). Berikut ini akan dibahas langkah-langkah dasar dari SLP. Secara sistematis prosedur pelaksanaan SLP dapat digambarkan sebagai berikut (Purnomo, 2004)
Gambar 2.1 Langkah-langkah dasar SLP
36 Tata Letak Gudang
Heizer dan Render (2009) tata letak gudang adalah sebuah desain yang mencoba meminimalkan biaya total dengan mencari panduan yang terbaik antara luas ruang dan penanganan bahan.
Tujuan tata letak gudang (warehouse layout) adalah untuk menemukan titik optimal diantara biaya penanganan bahan dan biaya-biaya yang berkaitan dengan luas ruang dalam gudang. sebagai konsekuensinya, tugas manajemen adalah memaksimalkan penggunaan setiap kotak dalam gudang yaitu memanfaatkan volume penuhnya sambil mempertahankan biaya penanganan bahan yang rendah. Biaya penanganan bahan adalah biaya-biaya yang berkaitan dengan transportasi barang masuk, penyimpanan, dan transportasi, bahan yang keluar untuk dimasukkan dalam gudang. Biaya ini meliputi peralatan, orang, bahan, pengawasan, asuransi, dan penyusutan. Tata letak gudang yang efektif juga meminimalkan kerusakan bahan dalam gudang.
4.1.1. Perancangan Tata Letak Gudang
Hakikat dari sebuah prosedur perancangan adalah rangkaian dari metode yang menyeluruh dan saling terkait satu dengan yang lainnya untuk mendapatkan hasil rancangan yang sesuai dengan kebutuhan. Kebutuhan dapat diidentifikasi dari pihak perusahaan, khususnya manajer pabrik yang mengetahui dengan baik peranan gudang dalam menunjang kegiatan produksi.
Hadiguna (2009) mengatakan bahwa ada beberapa bagian utama dalam perancangan gudang.
37
2. Menetapkan pengalokasian area gudang untuk setiap kelompok barang. 3. Menetapkan ukuran standar lokasi penyimpanan.
4. Melilih metode tata letak yang sesuai.
Pengertian Gudang
Hadiguna (2009) gudang dapat didefinisikan sebagai sebuah fasilitas yang berfungsi untuk menyimpan barang yang akan digunakan dalam produksi atau penjualan. Jadi gudang adalah suatu tempat yang digunakan untuk menyimpan barang baik yang berupa raw material, barang work in process atau finished goods. Dari kata gudang maka didapatkan istilah pergudangan yang berarti merupakan suatu kegiatan yang berkaitan dengan gudang. Yunarto dan Santika (2005) kegiatan tersebut dapat meliputi kegiatan movement (perpindahan), storage (penyimpanan) dan information transfer (transfer informasi).
Tujuan Fasilitas Pergudangan dan Fungsi Penyimpanan
Hadiguna dan Setiawan (2008) tujuan penyimpanan dan fungsi-fungsi gudang antara lain adalah maksimalisasi utilisasi sumber daya seiring dengan pemenuhan elemen-elemen kepuasan pelanggan atau maksimalisasi pelayanan pelanggan dengan kendala ketersediaan sumber daya. Sumber daya penyimpanan dan gudang adalah luas lantai, peralatan, dan personalia. Kebutuhan pelanggan pada penyimpanan dan fungsi-fungsi gudang adalah kemampuan mendapatkan barang yang diinginkan dengan cepat dan barang dalam kondisi yang baik.
38
Maka, dalam mendesain fungsi penyimpanan dan pergudangan sedapat mungkin harus memenuhi tujuan berikut yaitu :
a. Maksimalisasi penggunaan ruang. b. Maksimalisasi penggunaan peralatan. c. Maksimalisasi penggunaan tenaga kerja.
d. Maksimalisasi akses ke seluruh barang yang disimpan.
e. Maksimalisasi perlindungan untuk seluruh barang yang disimpan. Tipe-Tipe Gudang
Menurut Holy dan Martinus (2005) terdapat beberapa tipe gudang, yaitu : 1. Manufacturing plant warehouse
Manufacturing plant warehouse adalah gudang yang ada di pabrik. Transaksi di dalam gudang ini meliputi penerimaan dan penyimpanan material, pengambilan material, penyimpanan barang jadi ke gudang, transaksi internal gudang, dan pengiriman barang jadi ke central warehouse, distribution warehouse, atau langsung ke konsumen.
2. Central warehouse
Central warehouse adalah gudang pokok. Transaksi di dalam central warehouse meliputi penerimaan barang jadi (dari manufacturing warehouse, langsung dari pabrik, atau dari supplier), penyimpanan barang jadi ke gudang, dan pengiriman barang jadi ke distribution warehouse.
3. Distribution warehouse
Distribution warehouse adalah gudang distribusi. Transaksi dalam gudang ini meliputi penerimaan barang jadi (dari central warehouse, pabrik, atau supplier),
39
penyimpanan barang yang diterima gudang, pengambilan dan persiapan barang yang akan dikirim, dan pengiriman barang ke konsumen. Terkadang distribution warehouse juga berfungsi sebagai central warehouse.
4. Retail warehouse
Retail warehouse adalah gudang pengecer, jadi dengan kata lain, gudang ini adalah gudang yang dimiliki toko yang menjual barang langsung ke konsumen.
Tata Letak Barang
Dalam melakukan pengaturan tata letak barang di gudang terdapat beberapa hal yang harus diperhatikan. Menurut Warman (2005) hal yang harus diperhatikan dalam melakukan pengaturan tata letak gudang adalah sistem pengukuran kecepatan yang baik dan sistem pengendalian yang baik. Sistem pengukuran kecepatan akan melihat barang berdasarkan klasifikasi kecepatan arus aliran barang dimana barang akan dibagi menjadi 3 macam yaitu slow moving, medium moving, dan fast moving. Dengan melihat ketiga macam barang di atas maka akan dapat dilakukan pengendalian barang dengan baik.
Untuk barang-barang slow moving hendaknya diletakkan dibagian gudang yang paling sulit untuk dijangkau, dengan alasan karena barang ini sangat jarang mengalami perpindahan barang. Sedangkan untuk barang-barang fast moving biasanya diletakkan bagian yang cukup terbuka sehingga dapat memudahkan dalam melakukan pengambilan barang. Dengan melakukan peletakan barang seperti di atas maka pengendalian dalam melakukan pengambilan barang akan lebih mudah, sehingga efisiensi gudang akan menjadi tinggi.
40 Masalah Tata Letak Gudang
Tata letak gudang merupakan pertimbangan penting bagi perencana fasilitas karena cenderung naiknya biaya untuk meminjam, menyewa atau membeli. Seperti tata letak mesin, tata letak gudang yang baik harus menggunakan ruang penyimpanan yang ada untuk meminimalisasi biaya penyimpanan dan pemindahan barang. Beberapa faktor yang menjadi pertimbangan dalam perencanaan tata letak gudang adalah bentuk dan ukuran aisle, tinggi gudang, lokasi dan orientasi area docking, tipe rak yang digunakan serta otomatisasi yang terlibat dalam penyimpanan atau pengambilan.
4.1.3. Perencanaan Tata Ruang Penyimpanan
Tujuan dari perencanaan tata ruang dari bagian penyimpanan atau gudang yaitu : 1. Untuk efektivitas dari penggunaan gudang
2. Untuk memberikan material handling yang efisien
3. Untuk meminimalkan biaya penyimpanan ketika memenuhi pelayanan pada level tertentu.
4. Untuk memberikan fleksibilitas maksimum
5. Untuk menyediakan pengaturan rumah tangga produksi yang baik
4.2. Perencanaan Tata Ruang Fasilitas
Pengembangan terhadap layout warehouse merupakan proyek yang kompleks karena layout tersebut mempunyai pembatas – pembatas seperti ukuran dan ruang untuk kolom, arah dan ukuran tempat penerimaan, tinggi plafon, bentuk bangunan serta kondisi geografik.
41
Pengembangan untuk peralatan layout fasilitas untuk bangunan yang sudah ada merupakan pekerjaan yang lebih rumit karena rak dan peralatan pemindah bahan harus sesuai dengan bangunan. Sebuah bangunan yang sudah ada mempunyai beberapa konstrain terhadap layout peralatan. Beberapa diantara konstrain tersebut adalah ukuran dan jarak antar kolom bangunan, arah bentangan, ringgi langit – langit, tinggi dan lokasi pintu, kondisi lantai, lokasi truck yard, area kantor dan pendukung lainnya, lokasi dari sumber listrik dan air serta penghalang yang ada (pipa, cerobong, dan pemanas atau pendingin ruangan).
Selama proses layout peralatan, kolom bangunan muat dengan ruang antara bagian rak. Untuk merancang pengaturan dari rak maka harus memperhatikan jarak antar kolom dan dapat menyediakan lintasan yang memadai untuk pemindahan bahan.
Prinsip Jalan Lintasan (aisle)
Prinsip ini diterapkan dalam area kunci fungsi warehouse. Area fungsi tersebut adalah fungsi penerimaan, transportasi, pembukaan, penyortiran, penghitungan, penyimpanan, order pick, pemilihan, pengepakan, dan pengiriman. Aisle yang ideal sangat mempengaruhi proses perpindahan barang. Aisle yang terlalu lebar memberikan efek space untuk simpan barang semakin sedikit, sedangkan terlalu sempit mengakibatkan proses simpan dan packing barang menjadi lebih lama dan memberikan resiko barang tersebut jatuh atau rusak. Bentuk dan ukuran aisle tergantung oleh:
a. Tipe peralatan pemindah bahan yang digunakan. b. Tipe dari rak yang digunakan.
42
Bila peralatan pemindahan bahan yang digunakan adalah forklift, maka dapat dipilih aisle sempit. Sedangkan bila yang digunakan adalah traktor maka diperlukan aisle lebar. Apabila digunakan rak dua sisi maka setiap rak harus dipisahkan untuk memudahkan penyimpanan atau pengambilan. Pengaturan ini akan menambah ruang untuk aisle tapi mengurangi ruang penyimpanan.
Penentuan luas gang yang diperlukan adalah berdasarkan dimensi terpanjang yaitu diagonal yang ada pada peralatan pemindahan bahan yang digunakan saat membawa bahan (Kurniawan, 2014). Rumus yang dipakai adalah :
diagonal = (𝑝𝑎𝑛𝑗𝑎𝑛𝑔)!+ (𝑙𝑒𝑏𝑎𝑟)!
Metode Shared Storage
Di dalam usaha untuk mengurangi persyaratan ruang simpan pada dedicated strorage, beberapa manajer gudang menggunakan suatu variasi dari dedicated strorage dimana penempatan produk akhir diatur secara lebih hati-hati. Secara khusus dari waktu ke waktu hasil-hasil yang berbeda menggunakan slot ruang simpan yang sama, sekalipun produk akhir itu hanya menduduki slot itu sekali saja. Untuk mendukung pertimbangan atas shared storage, jika kedatangan dari 100 palet dengan jumlah besar “perpindahan yang cepat” dari produk untuk disimpan. Palet dengan jumlah besar tersebut akan digunakan kembali dan akan dikirim sebanyak 5 palet perhari dalam rentang waktu 20 hari.
Metode shared storage adalah suatu penyusunan area-area penyimpanan berdasarkan kondisi luas lantai gudang, kemudian diurutkan area yang paling dekat sampai area yang terjauh dari pintu keluar masuk I/O sehingga penempatan barang
43
yang akan segera dikirim diletakkan pada area yang paling dekat dan begitu seterusnya. Shared storage bisa dianggap sebagai sistem pemindahan barang yang cepat terhadap suatu produk, jika masing-masing palet diisi di dalam area gudang yang berbeda dari waktu ke waktu. Tergantung pada jumlah dari produk di dalam gudang pada waktu pengiriman tiba, akan mungkin bahwa 5 palet yang terisi akan berada di ruang simpan hanya 1 hari. Sedangkan 5 palet yang lain di dalam pengiriman yang sama akan berada di gudang untuk 20 hari (Richard L. Francis, Leon F McGinnis Jr, and White, John A. White).
Space Requirement (Kebutuhan Ruang)
Perhitungan kebutuhan ruang dilakukan untuk mengetahui jumlah slot dan luas lantai yang diperlukan untuk masing-masing produk yang akan disimpan di gudang. Rumus yang dipakai adalah :
Kebutuhan Area Penyimpanan = Banyaknya Produk Dalam 1 AreaJumlah Produk Kebutuhan luas lantai = kebutuhan ruang x dimensi produk
4.3. Pemindahan Bahan
Menurut Purnomo (2004), material dapat dipindahkan secara manual maupun dengan menggunakan metode otomatis, material dapat dipindahkan satu kali ataupun beribu kali, material dapat dialokasikan pada lokasi yang tetap maupun secara acak, atau material dapat ditempatkan pada lantai maupun di atas. Apabila terdapat dua buah stasiun kerja/departemen i dan j yang koordinatnya ditunjukkan sebagai (xi,yi)
44 1. Rectilinear Distance
Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus (orthogonal) satu dengan yang lainnya. Sebagai contoh adalah material yang berpindah sepanjang gang (aisle) rectilinear di pabrik.
dij = 𝑥 − 𝑎 + 𝑦 − 𝑏 2. Euclidean Distance
Jarak diukur sepanjang lintasan garis lurus antara dua buah titik. Jarak Euclidean dapat diilustrasikan sebagai conveyor lurus yang memotong dua buah stasiun kerja.
dij = |(𝑥 − 𝑎)!+ (𝑦 − 𝑏)!| 3. Squared Euclidean Distance
Jarak diukur sepanjang lintasan sebenarnya yang melintas antara dua buah titik. Sebagai contoh, pada sistem kendaraan terkendali (guided vehicle system), kendaraan dalam perjalanannya harus mengikuti arah-arah yang sudah ditentukan pada jaringan lintasan terkendali. Oleh karena itu, jarak lintasan aliran bisa lebih panjang dibandingkan dengan rectilinear atau euclidean.
45
4.4. Proses pengurutan dari suatu perencanaan tata letak yang sistematis. Urutan proses tersebut dapat dikemukakan sebagai berikut :
1. Pemilihan Lokasi
2. Opeation Process Chart (OPC) 3. Routing Sheet
4. Multi Product Process Chart (MPPC) 5. Menentukan Gudang
6. Ongkos Material Handling (OMH) 7. From To Chart (FTC)
8. Outflow, Inflow
9. Tabel Skala Prioritas (TSP)
10. Activity Relationship Diagram (ARD) 11. Activity Relationship Chart (ARC) 12. Area Alocation Diagram (AAD) 13. Template
n PEMILIHAN LOKASI
Pemilihan lokasi pada dasarnya adalah menentukan suatu tempat atau lokasi yang tepat untuk suatu perisahaan atau perkantoran atau lokasi untuk tujuan tertentu, dengan memperhitungkan kelebihan dan kekurangan lokasi tersebut. Dalam pemilihan lokasi kita akan membandingkan suatu lokasi dengan lokasi lainnya, berdasarkan nilai break even point lokasi tersebut.
Contoh :
Sebuah perusahaan akan mendirikan pabrik baru dengan calon lokasi didirikan di Bandung, Cirebon, dan Bogor dengan data sebagai berikut :
Bandung Cirebon Bogor
Pajak / th 1.000.000 500.000 1.200.000
46
Ongkos buruh / unit 1.000 1.200 850
Ongkos operasi / unit 3.000 3.500 2.000
Kapasitas produksi = 1000 unit / th
Penyelesaian :
Penjualan = Fixed Cost + Variable Cost + Profit BEP tercapai pada profit = 0
Maka BEP = Fixed Cost + Variable Cost
FC
Bandung Cirebon Bogor
Listrik/th 1.000.000 500.000 1.200.000 Pajak/th 2.000.000 1.500.000 2.100.000 J u m l a h 3.000.000 2.000.000 3.300.000 VC Ongkos buruh/unit 1.000 1.200 850 Ongkos operasi/unit 3.000 3.500 2.000 J u m l a h 4.000 4.700 2.850
Jika dianggap sebagai persamaan linear, maka :
BEP = FC + VC (X) X = produksi
Bandung = 3.000.000 + 4.000 (1000) = 7.000.000 Cirebon = 2.000.000 + 4.700 (1000) = 6.700.000 Bogor = 3.300.000 + 2.850 (1000) = 6.150.000 *
Maka kita pilih lokasi Bogor
47
OPC adalah suatu diagram yang menggambarkan langkah-langkah proses yang dialami oleh bahan baku yag meliputi urutan proses operasi dan pemeriksaan. Pembuatan OPC ini merupakan tahap pertama dalam urutan untuk merencanakan tata letak pabrik.
Pada OPC ini berisi informasi mengenai :
1. Deskripsi proses bagi setiap kegiatan/aktivitas 2. Waktu penyelesaian masing-masing kegiatan 3. Peralatan/mesin yang digunakan
4. Persentase scrap dari aktivitas
n ROUTING SHEET
Langkah selanjutnya dalam merencanakan tata letak pabrik adalah pembuatan routing sheet.
Routing sheet ini digunakan untuk :
1. Menghitung jumlah mesin yang diperlukan
2. Menghitung jumlah part yang harus dipersiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan.
Contoh Tabel Routing Sheet :
No. Op. Deskripsi Msn (alat) Produk Msn / jam % Scrap Bahan Diminta Bahan Dipersiap kan Effisiensi Msn Kebutuhan mesin Teori Aktual 1 2 3 4 5 6 7 8 9 10
48 Kolom 1 – 5 : Diisi dari OPC
Komlom 6 : Produk akhir per jam
Kolom 7 :
Scrap
%
(6)
kolom
−
1
Kolom 8 :Msn
Effisiensi
%
(7)
kolom
Kolom 9 :(4)
kolom
(8)
kolom
n MULTI PRODUCT PROCESS CHART (MPPC)
Setelah kita memahami OPC dan Routing Sheet maka langkah selanjutnya adalah pengisian tabel MPPC dimana dalam pengisiannya terlebih dahulu mengetahui OPC dan Routing Sheet .
Contoh Tabel MPPC :
Deskripsi Peralatan
Nomor Komponen Jumlah mesin
100 200 300 400 Teoritis Aktual Receiving Meja Pabrikasi ……… ……… ……… n GUDANG
49
Dalam hal ini gudang terbagi atas 2 bagian, yaitu gudang untuk receiving dan shipping, dimana pada masing-masing gudang tersebut dihitung tempat yang paling memungkinkan dengan perhitungan pada bahan atau material yang akan ditempatkan, ditambag dengan allowance yang diperlukan. Dilihat dari cara penyimpanannya terdiri atas dua bagian, yaitu rak dan tumpukan.
n Tumpukan
Contoh :
Ukuran material 40 cm x 100 cm x 20 cm (P x L x T) Material yang dibutuhkan 100 buah
Maksimum tumpukan 5 buah Allowance 200% Penyelesaian : 40 x 100 x 20 = 80.000 cm2 80.000 / 20 = 4.000 cm2 4.00 x 100 = 400.000 cm2 400.000 / 5 (maks. Tumpukan) = 80.000 cm2 80.000 cm2 + (80.000 x 200%) = 240.000 cm2 Luas gudang = 1.200.000 cm2 n Rak
Jika untuk ukuran material diatas dibatasi dengan ukuran rak; Ukuran rak 80 x 200 x 100 cm
Maka :
80 x 200 x 100 = 1.600.000 cm2 1.600.000 / 80.000 = 20 unit material
50 maka untuk 100 unit = 100 / 20 = 5 buah rak Luas gudang = 5 (80 x 200) = 80.000 cm2
= 80.000 + (80,000 x 200%) = 240.000 cm2
n ONGKOS MATERIAL HANDLING (OMH)
Aktivitas pemindahan bahan (material handling) merupakan salah satu yang cukup penting untuk diperhatikan dan diperhitungkan. Aktivitas pemindahan bahan tersebut dapat ditentukan dengan terlebih dahulu memperhatikan aliran bahan yang terjadi dalam operasi. Kemudian harus diperhatikan tipe layout yang akan digunakan :
Ada beberapa tipe layout :
1. Layout by Process; Tipe layout yang diasa digunakan dengan mengelompokkan tiap jenis mesin dalam satu kelompok untuk melaksanakan jenis pekerjaan yang sejenis.
2. Layout by Product; Lauout yang merupakan suatu garis operasi yang artinya mesin disusun berdasarkan urutan proses operasi yang diperlukan.
A A
A
B B C C
A B B C C
51
3. Group Layout; Merupakan penggabungan layout proses dengan layout produk dengan cara penyelesaian suatu operasi pada suatu departemen kemudian dilanjutkan dengan proses berikutnya.
4. Fixed Layout; Digunakan untuk produksi barang-barang besar, misalnya kapal laut, sehingga memungkinkan mesin atau peralatan yang mendatangi objek produk.
Kembali pada OMH maka proses material handling ini merupakan perhitungan ongkos yang diperlukan untuk suatu pergerakan material dari suatu departemen ke departemen lain.
n FROM TO CHART (FTC)
From to chart merupakan penggambaran tentang berapa total ongkos material handling, OMH, dari suatu bagian aktivitas menuju aktivitas yang lainnya dalam suatu pabrik. FTC diisi berdasarkan data dari OMH.
KE DARI A B C D JUMLAH A Xxxxxxxx 10 20 30 60 B - Xxxxxxxx - 40 40 C - 20 Xxxxxxxx 10 10 D 20 - - Xxxxxxxx 20 JUMLAH 20 30 20 80 150 A B C E
52 n OUTFLOW
Ialah untuk melihat koefisien ongkos yang keluar dari suatu mesin
KE DARI A B C D A XXXXXX 0.25 0.6 1.5 B - XXXXXXX - 2 C - 0.5 XXXXXXX 0.5 D 0.3 - - XXXXXXX Ongkos A – B =
40
10
B
dari
keluar
yang
Ongkos
B
ke
A
dari
Ongkos
=
= 0,25 A – D =20
30
= 1,5 n INFLOWIalah untuk melihat koefisien ongkos yang masuk dari ke mesin
KE DARI A B C D A XXXXXX 0.33 1.0 0.37 B - XXXXXXX - 0.5 C - 0.66 XXXXXXX 0.12 D 1.0 - - XXXXXXX
53 Ongkos A – B =
30
10
B
ke
masuk
yang
Ongkos
B
ke
A
dari
Ongkos
=
= 0,333 A – D =20
20
= 1,0n TABEL SKALA PRIORITAS (TSP)
TSP adalah menentukan urutan prioritas berdasarkan data yang diperoleh dari OutFlow atau InFlow (pilih salah satu).
Untuk persoalan diatas : Berdasarkan out flow Prioritas I II III IV V A B C D D D B A C D B
n ACTIVITY RELATIONSHIP DIAGRAM (ARD)
ARD adalah menerapkan hasil dari TSP ke dalam suatu diagram untuk menyusun tingkat kedekatan berdasarkan prioritas yang telah dibuat.
Dari persoalan diatas :
A D C B
54 n ACTIVITY RELATIONSHIP CHART (ARC)
Dalam industri pada umumnya terdapat sejumlah kegiatan atau aktivitas yang menunjang jalannya suatu industri. Setiap kegiatan atau aktivitas tersebut saling berhubungan (berinteraksi) antara satu dengan lainnya, dan yang paling penting diketahui bahwa setiap kegiatan tersebut membutuhkan tempat untuk melaksanakannya. Aktifitas atau kegiatan tersebut diatas dapat berupa aktivitas produksi, administrasi, assembling, inventory, dll.
Sebagaimana diketahui diatas bahwa setiap kegiatan atau aktifitas tersebut saling berhubungan antara satu dengan lainnya ditinjau dari beberapa kriteria, maka dalam perencanaan tata letak pabrik harus dilakukan penganalisaan yang optimal.
Teknik yang digunakan sebagai alat untuk menganalisa hubungan antar aktifitas yang ada adalah Activity Relationship Chart.
Teknik ARC
Teknik penganalisaan menggunakan ARC dikemukakan oleh Richard Muthe, adalah sebagai berikut :
1. Hubungan antar aktifitas ditunjukkan dengan tingkat kepentingan hubungan antar aktifitas tersebut yang dikonversikan dalam bentuk huruf, sebagai berikut :
No. TINGKAT KEPENTINGAN
KODE WARNA
1 MUTLAK PENTING A MERAH
2 PENTING TERTENTU E KUNING
3 PENTING I HIJAU
4 BIASA O BIRU
5 TIDAK PENTING U PUTIH
55
2. Alasan untuk menyatakan tingkat kepentingan tersebut adalah sebagai berikut : a. Menggunakan catatan yang sama
b. Menggunakan personil yang sama c. Menggunakan ruang yang sama d. Tingkat hubungan personil e. Tingkat hubungan kertas kerja f. Urutan aliran kertas
g. Melakukan aliran kerja yang sama
h. Menggunakan peralatan dan fasilitas yang sama i. Ribut, kotor, getaran, debu, dan lain-lain
j. Lain-lain yang mungkin perlu
Untuk mempermudah penganalisaan selanjutnya maka hubungan antar aktivitas tersebut dibuat kedalam kertas kerja (work sheet) yang dibuat sebagai berikut :
WORK SHEET FOR ACTIVITY RELATIONSHIP CHART NO. ACTIVITY DEGREE OF CLOSENESS A E I O U X 1 Rec.& Shipp. 2 - 5 3, 4, 8 6, 7 - 2 Stock Room 1, 5 - - 3, 4, 8 6, 7 - 3 Tool Rom 4, 5 - - 1, 2 6, 7, 8 - 4 Maintenance 3, 5 - - 1, 2, 8 6, 7 - 5 Production 2, 3, 4 6, 7, 8 1 - - 4 6 Locker Room - 5 7 8 1, 2, 3 - 7 Food Service - 5 6 1,2,3 3, 8 6 8 Office - 5 - -
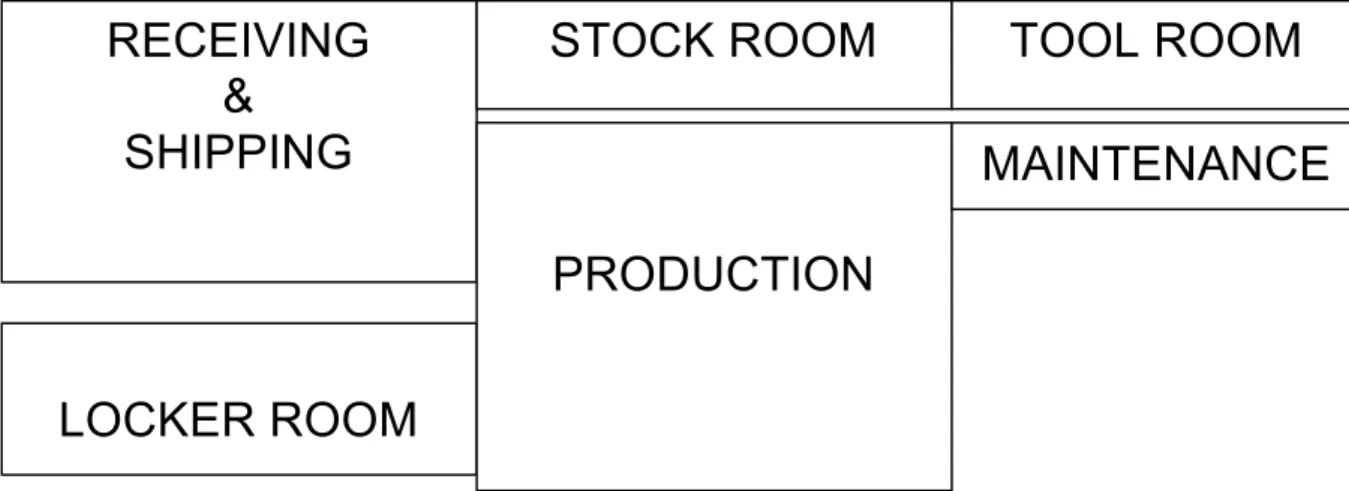
56 n AREA ALOCATION DIAGRAM (AAD)
Area Alocation Diagram merupakan lanjutan dari ARC. Dimana dalam ARC telah
diketahui kesimpulan tingkat kepentingan antar aktivitas dengan demikian berarti bahwa ada sebagian aktivitas harus dekat dengan aktivitas yang lainnya dan ada juga
sebaliknya. Atau dapat dikatakan bahwa hubungan antar aktivitas mempengaruhi tingkat kedekatan antar tata letak aktivitas tersebut. Kedekatan tata letak aktivitas tersebut ditentukan dalam bentuk Area Alocation Diagram. Adapun dasar pertimbangan dalam prosedur pengaloaksian area ini adalah sebagai berikut :
Ø Aliran produksi, material, peralatan
Ø ARC, informasi aliran, aliran personil, hubungan fisikal Ø Tempat yang dibutuhkan
Ø ARD
AAD ini merupakan lanjutan penganalisaan tata letak setelah ARC, maka sesuai dengan persoalan ARC diatas maka dapat dibuat AAD-nya.
AAD merupakan Template secara global informasi yang dapat dilihat hanya pemanfaatan area saja, sedangkan gambar visualisasi secara lengkap dapat dilihat pada template yang merupakan hasil akhir dari penganalisaan dan perencanaan tata letak pabrik.
Gambar contoh AAD :
RECEIVING
&
SHIPPING
LOCKER ROOM
STOCK ROOM
PRODUCTION
MAINTENANCE
TOOL ROOM
57 n TEMPLATE
Template merupakan suatu gambaran yang telah jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran detail dari AAD yang telah dibuat.
Informasi yang dapat dilihat pada Template : a. Tata letak kantor dan peralatannya
b. Tata letak pelayanan yang ada di pabrik, misalnya jalan, kantin, sarana olah raga, dan lain-lain.
c. Tata letak bagian produksi, misalnya receiving, pabrikasi, assembling, shipping. d. Aliran setiap material, mulai dari receiving sampai dengan shipping
OFFICE
FOOD SERVICE
58
BAB V.
KESELAMATAN DAN KESEHATAN KERJA
Berikut definisi keselamatan dan kesehatan kerja menurut para ahli:
Keselamatan kerja menurut Mondy dan Noe (2005:360) adalah perlindungan karyawan dari luka-luka yang disebabkan oleh kecelakaan yang terkait dengan pekerjaan. Resiko keselamatan merupakan aspek-aspek dari lingkungan kerja yang dapat menyebabkan kebakaran, ketakutan aliran listrik, terpotong, luka memar, keseleo, patah tulang, kerugian alat tubuh, penglihatan dan pendengaran. Kesehatan kerja adalah kebebasan dari kekerasan fisik. Resiko kesehatan merupakan faktor-faktor dalam lingkungan kerja yang bekerja melebihi periode waktu yang ditentukan, lingkungan yang dapat membuat stres emosi atau gangguan fisik.
Mangkunegara (2002:163) berpendapat bahwa keselamatan dan kesehatan kerja adalah suatu pemikiran dan upaya untuk menjamin keutuhan dan kesempurnaan baik jasmaniah maupun rohaniah tenaga kerja pada khususnya, dan manusia pada umumnya, hasil karya dan budaya untuk menuju masyarakat adil dan makmur.
Sedangkan Mathis dan Jackson (2002:245) menyatakan bahwa Keselamatan adalah merujuk pada perlindungan terhadap kesejahteraan fisik seseorang terhadap cedera yang terkait dengan pekerjaan. Kesehatan adalah merujuk pada kondisi umum fisik, mental dan stabilitas emosi secara umum.
5.1. Program Keselamatan dan Kesehatan Kerja
Pengertian program keselamatan kerja menurut Mangkunegara (2000:161) Keselamatan kerja menunjukkan pada kondisi yang aman atau selamat dari
59
penderitaan, kerusakan atau kerugian di tempat kerja. Keselamatan kerja adalah keselamatan yang berkaitan dengan mesin, pesawat, alat kerja, bahan dan proses pengolahannya, landasan tempat kerja dan lingkungannya serta cara-cara melakukan pekerjaan.
Dikutip dari (idb4.wikispaces.com/file/view/rd4005.pdf) Menurut Sulistyarini (2006:33) Perusahaan juga harus memelihara keselamatan karyawan dilingkungan kerja dan syarat-syarat keselamatan kerja adalah sebagai berikut:
a. Mencegah dan mengurangi kecelakaan.
b. Mencegah, mengurangi dan memadamkan kebakaran. c. Mencegah dan mengurangi bahaya peledakan.
d. Memberi kesempatan atau jalan menyelamatkan diri pada waktu kebakaran atau kejadian-kejadian lain yang berbahaya.
e. Memberikan pertolongan pada kecelakaan.
f. Memberi alat-alat perlindungan kepada para pekerja.
g. Mencegah dan mengendalikan timbul atau menyebarluaskan suhu, kelembaban, debu, kotoran, asap, uap, gas, hembusan angin , cuaca, sinar atau radiasi, suara dan getaran.
h. Mencegah dan mengendalikan timbulnya penyakit akibat kerja, baik fisik maupun psikis, peracunan, infeksi, dan penularan.
i. Memperoleh penerangan yang cukup dan sesuai. j. Menyelenggarakan penyegaran udara yang cukup. k. Memelihara kebersihan, kesehatan, dan ketertiban.