238 HAZARD ANALYSIS AND CRITICAL CONTROL POINT PROSES
PENGOLAHAN MONOSODIUM GLUTAMAT DI PT. AJINOMOTO INDONESIA
Hazard Analysis and Critical Control POINTProcessing Monosodium Glutamat
in PT. Ajinomoto Indonesia Singgih Setyo Utomo1, Riska Septifani2
1 Teknologi Industri Pertanian Fakultas Teknologi Pertanian-Universitas Brawijaya *Email: [email protected]
Abstrak
PT. Ajinomoto Indonesia merupakan salah satu perusahaan besar yang bergerak dibidang produksi Monosodium Glutamat (MSG). MSG digunakan sebagai penyedap masakan sehingga mempunyai cita rasa dan aroma yang kuat.Pada proses produksi kemungkinan adanya risiko bahaya yang tidak dapat diterima. Bahaya disini adalah segala macam aspek mata rantai produksi pangan yang tidak dapat diterima karena merupakan penyebab masalah keamanan pangan. (Sudarmaji, 2005). Penelitian ini bertujuan mengevaluasi penerapan (Hazard Analysis and Critical Control Point)HACCP pada proses produksi Monosodium Glutamat (MSG).langkah-langkah penerapan HACCP secara sistematis dalam 12 langkah, yang terdiri dari lima langkah awal persiapan dan diikuti dengan tujuh langkah berikutnya yang merupakan tujuh prinsip HACCP. Analisis data terdapat bahaya pada proses produksi serta tingkat keparahan. Setelah dilakukan identifikasi menggunakan pohon keputusan terdapat 2 Critical Control Point pada proses produksi MSGyaitu sterilisasi dan pengemasan. Kemudian dilakukan petapan titik kritis agar Critical Control Point ada dalam kendali. Kemudian dilakukan tahap pengawasan, koreksi dan verifikasi sehingga dapat disimpulkan pelaksanaan di PT. Ajinomoto Indonesia sudah cukup baik.Proses verifikasi yang dilakukan terhadap program HACCP pada proses produksi MSG adalah dengan melakukan pengecekan secara berkala secara internal maupun eksternal untuk mengontrol dan memastikan bahwa prosedur yang dilakukan secara keseluruhan berjalan efektif.
Kata kunci: Critical Control Point, Monosodium Glutamat, Proses Produksi.
PENDAHULUAN
Salah satu produk yang banyak dikonsumsi masyarakat adalahMonosodium
glutamat (MSG). MSG digunakan sebagai penyedap masakan sehingga mempunyai cita
rasa dan aroma yang kuat. Dosis MSG yang direkomendasikan (batas aman) oleh U.S Food and Drug Administration adalah sekitar 30 miligram per berat badan (Ardyanto, 2004). Misalnya manusia dengan berat badan 50kg, dosis MSG yang direkomendasikan adalah sekitar 1,5 gram/hari. PT. Ajinomoto Indonesia merupakan salah satu perusahaan besar yang bergerak dibidang produksi MSG.
MSG dibuat melalui proses fermentasi dari tetes gula (molases) oleh bakteri (Brevibacterium lactofermentum). Proses fermentasi ini, pertama-tama akan dihasilkan asam glutamat. (Praja, 2015). Senyawa utama yang terkandung dalam MSG adalah asam amino glutamat atau disebut juga L-asam glutamate (Nuraida et al., 2014). Asam glutamat terdiri dari 5 atom karbon dengan 2 gugus karboksil yang pada salah satu karbonnya berkaitan dengan NH2 yang menjadi ciri asam amino (Sukawan, 2008).
Pada proses produksi kemungkinan adanya risiko bahaya yang tidak dapat diterima. Bahaya disini adalah segala macam aspek mata rantai produksi pangan yang tidak dapat diterima karena merupakan penyebab masalah keamanan pangan. (Sudarmaji, 2005). Penelitian ini bertujuan mengevaluasi penerapan (Hazard Analysis and Critical Control
239
dagang Aji-No-Moto di PT. Ajinomoto Indonesia. Evaluasi tersebut dapat mengetahui kemungkinan adanya bahaya yang terjadi pada salah satu tahapan proses produksi dan memberikan saran terhadap penerapan sistem HACCP pada proses produksi MSG.
METODE PENELITIAN
Pengendalian mutu (quality control) merupakan bagian dari manajemen mutu yang difokuskan pada pemenuhan persyaratan mutu.Pengawasan secara menyeluruh mulai dari pengadaan bahan baku, proses produksi, produk antara, sampai produk akhir. Pengendalian mutu ini dilakukan oleh seksi laboratorium pengawasan mutu yang berada di bagian departemen QA&P.Mekanisme pengawasan mutu dilakukan dengan dua metode, yaitu inspeksi pusat (central inspection) dan inspeksi lapangan (floor
inspection).Central inspection menangani pengendalian mutu bahan baku dan produk
akhir, sedangkan floor inspection dilakukan pada produk selama proses.
Prosedur Penelitian
Langkah-langkah penerapan HACCP menurut Codex Alimentarius Commision (2001), telah menyusun pedoman implementasi HACCP dengan langkah-langkah penerapan secara sistematis dalam 12 langkah, yang terdiri dari lima langkah awal persiapan dan diikuti dengan tujuh langkah berikutnya yang merupakan tujuh prinsip HACCP.
Pre elementary step
1. Penyusunan tim HACCP
Jumlah Tim HACCP terdiri dari 5-6 orang dari berbagai bagian atau latar belakang keilmuan misalnya ahli mikrobiologi, sanitasi, ahli kimia, ahli rekayasa, bagian pembelian, bagian QA/QC dan lain sebagainnya (Lisyanti et al., 2009). Hal yang terpenting adalah mendapatkan anggota tim dengan komposisi keahlian yang benar sehingga dapat mengumpulkan dan mengevaluasi data-data teknis, serta mampu mengidentifikasikan bahaya dan mengidentifikasi Critical Control Point (CCP).Tim HACCP tersebut dibentuk oleh departemen Quality Assurance and
Planning.
2. Penyusunan Diagram Alir
Diagram alir proses disusun dengan tujuan untuk menggambarkan keseluruhan proses produksi. Diagram alir proses ini selain bermanfaat untuk membantu tim HACCP dalam melaksanakan kerjanya, dapat juga berfungsi sebagai pedoman bagi orang atau lembaga lainnya yang ingin mengerti proses dan verifikasinya (Koswara, 2009). Penyusunan diagram alir proses pembuatan produk dilakukan dengan mencatat seluruh proses sejak diterimanya bahan baku sampai dengan dihasilkannya produk jadi dan penyimpanannya.
3. Identifikasi Penggunaan
Tim HACCP mengidentifikasi cara penggunaan produk oleh konsumen, cara penyajian, serta kelompok konsumen yang mengkonsumsi produk. Tujuan penggunaan produk harus didasarkan pada manfaat yang diharapkan dari produsen kepada konsumen produk tersebut. Penggunaan MSGsebagai bahan tambahan pangan yang ditambahkan ke dalam makanan dengan takaran secukupnya. Produk MSGini ditujukan untuk konsumsi umum dan memenuhi permintaan dari pihak pembeli.
240 Deskripsi mengenai produk disusun oleh tim HACCP. Deskripsi produk berisi penjelasan tentang bahan baku, komposisi, struktur fisik/kimia proses, kemasan, penyimpanan, distribusi, masa kadaluarsa dan labeling. Deskripsi ini untuk analisis bahaya yang meliputi identifikasi bahaya, analisis resiko dan tindakan pencegahannyaserta untuk membantu pengembangan batas-batas kritis. (Dwiloka et al., 2013).
5. Kegiatan Verifikasi
Kegiatan verifikasi diagram alir proses produksi MSG dilakukan oleh tim HACCP yang telah terbentuk. Proses verifikasi diagram alir dilakukan dengan cara meninjau proses produksi secara langsung, melakukan koordinasi dengan operator produksi, dan melakukan pengujian sampel produk MSG untuk membuktikan ketepatan diagram alir. Apabila dalam penerapan di lapangan diagram alir tidak sesuai, maka dilakukan perbaikan terhadap diagram alir. Sebaliknya, apabila diagram alir telah sesuai di lapangan, maka digunakan sebagai bahan acuan penetapan langkah berikutnya yang merupakan prinsip-prinsip HACCP. Apabila terdapat ketidaksesuaian dari operator maka perlu dilakukan pelatihan dan sosialisasi pada operator.
Elementary Step
1. Analisa Bahaya (Prinsip 1)
Identifikasi dilakukan dengan mencatat semua kemungkinan bahaya yang berkaitan dengan setiap tahapan proses. Kemudian mengadakan suatu analisa bahaya serta menyarankan atau mempertimbangkan tindakan untuk mengendalikan bahaya-bahaya yang teridentifikasi agar bahaya dapat diminimalisir hingga batas-batas yang dapat diterima, sehingga produksi pangan tersebut dinyatakan aman.penentuan signifikansi bahaya dengan mempertimbangkan tingkat keparahan bahaya dan peluang terjadinya bahaya. Apabila bahaya dianggap signifikan maka perlu dilakukan analisis lanjutan yaitu penentuan Critical Control Point (CCP), 2. Identifikasi CCP (Prinsip 2)
Critical Control Point (CCP) ialah sebagai suatu titik lokasi, setiap
langkah/tahap dalam proses, atau prosedur, apabila tidak terkendali (terawasi) dengan baik, kemungkinan dapat menimbulkan tidak amannya makanan, kerusakan, dan resiko kerugian ekonomi (Sudarmaji, 2005). Setiap tahapan atau proses ditentukan termasuk CCP atau tidak melalui pertimbangan tingkat resiko dan berdasarkan jawaban atas pertanyaan dari CCP decision tree.
3. Penetapan Batas Kritis (Prinsip 3)
Penentuan batas kritis setiap CCP dengan menetapkan batas kritis yang harus dicapai sebagai jaminan bahwa CCP berada dalam kendali. Penetapan batas kritis bertujuan untuk memisahkan kriteria batas bahaya yang dapat diterima dari yang tidak dapat diterima. Pada prinsip pertama dan kedua dalam HACCP hanya tiga proses yang diidentifikasi berpotensi terjadi penyimpangan yang dapat menimbulkan bahaya.
4. Sistem Pengawasan CCP (Prinsip 4)
Pemantauan berfungsi untuk menjamin agar batas kritis tidak terlampaui, menetapkan prosedur tindakan pemantauan CCP dan orang yang bertanggung jawab terhadap pemantauan. Pemantauan dapat dilakukan pada kondisi visual, melalui evaluasi sensori atau panca indera, pengukuran fisik, tes kimia dan pemeriksaan mikrobiologi.
241 Tindakan yang dilakukan jika terjadi penyimpangan terhadap batas kritis suatu CCP tergantung pada tingkat resiko produk pangan. Rincian tindakan koreksi program HACCP yang telah dilakukan perusahaan akan dicatat dan didokumentasikan untuk membantu mengidentifikasi masalah, sehingga tindakan yang dilakukan untuk mengatasi masalah dapat efektif.
6. Prosedur Verifikasi (Prinsip 6)
Verifikasi merupakan tahapan yang penting dalam penyusunan rencana kerja dan pelaksanaan rencana HACCP. Catatan verifikasi pada rencana HACCP dan rekamannya, tinjauan terhadap penyimpangan produksi, kesesuaian dengan titik kendali kritis, inspeksi visual proses produksi, hasil pengujian atau audit dan penulisan laporan.
7. Penyimpanan Catatan dan Dokumentasi (Prinsip 7).
HASIL DAN PEMBAHASAN Deskripsi Produk
Deskripsi produk MSG PT. Ajinomoto Indonesia dapat dilihat pada Tabel 1. Tabel 1. Deskripsi produk MSG
No Kriteria Deskripsi
Keterangan
1 Nama produk Monosodium Glutamat
2 Nama dagang AJI-NO-MOTO
3 Bahan baku Cane Molases, Tepung tapioka, Beet molases
4 Asal Bahan Baku Pabrik Gula Jawa timur, Lampung, Impor mesir, Russia 5 Struktur kimia C5H804NNa
6 Penggunaan Bahan Tambahan Makanan
7 Pengemas Primer: Plastik bening dari bahan OPP (Oriented
Polypropylene) dan Polyethyelen (PE)
8 Umur simpan 10 tahun
9 Spesifikasi Nama produk, nama perusahaan, alamat pabrik, kemasan, Berat bersih, kondisi penyimpanan, label bersih, cara penggunaan, tanggal produksi, dan komposisi bahan.
9 Pengguna Produk
Umum, Rumah makan, Industri, Hotel
Sumber: PT. Ajinomoto Indonesia (2016). Identifikasi CCP (Prinsip 2)
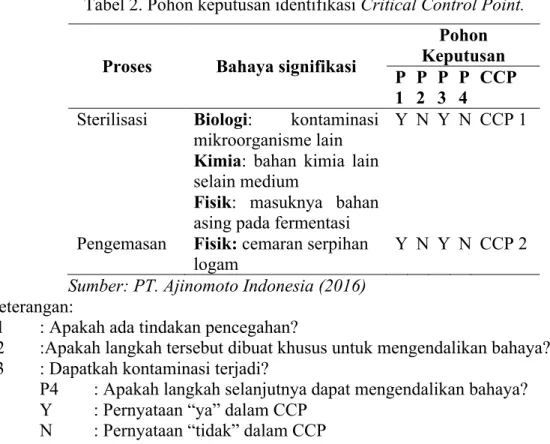
Tahap proses yang tidak termasuk CCP, dapat termasuk control point (CP) yang berarti titik, tahap atau prosedur pada suatu sistem produksi makanan yang dapat mengendalikan faktor bahaya (Surahman dan Ekafitri, 2014). Tabel pohon keputusan identifikasi CCP pada proses produksi MSG dapat dilihat pada Tabel 2.
242 Tabel 2. Pohon keputusan identifikasi Critical Control Point.
Proses Bahaya signifikasi
Pohon Keputusan P 1 P 2 P 3 P 4 CCP
Sterilisasi Biologi: kontaminasi mikroorganisme lain
Kimia: bahan kimia lain
selain medium
Fisik: masuknya bahan
asing pada fermentasi
Y N Y N CCP 1
Pengemasan Fisik: cemaran serpihan
logam Y N Y N CCP 2
Sumber: PT. Ajinomoto Indonesia (2016)
Keterangan:
P1 : Apakah ada tindakan pencegahan?
P2 :Apakah langkah tersebut dibuat khusus untuk mengendalikan bahaya? P3 : Dapatkah kontaminasi terjadi?
P4 : Apakah langkah selanjutnya dapat mengendalikan bahaya? Y : Pernyataan “ya” dalam CCP
N : Pernyataan “tidak” dalam CCP
Secara keseluruhan proses produksi PT. Ajinomoto Indonesia berjalan dengan baik, tetapi diperlukan penetapan titik kendali kritis bahaya yang akan ditimbulkan selama proses produksi berlangsung. Didalam bagan keputusan CCP terdapat keterangan P1, P2, P3, P4 merupakan pertanyaan yang digunakan untuk mengetahui bahwa proses merupakan CCP atau bukan. Pohon keputusan dapat dilihat pada Gambar
1.Pada gambar tersebut terdapat keputusan “ya” atau “tidak” merupakan sebuah
jawaban atas pertanyaan untuk mengidentifikasikan CCP atau bukan CCP.
243
Penetapan Batas Kritis (Prinsip 3)
Batas kritis akan memberikan suatu standar tingkat keamanan dari suatu produk. Jika tingkat batas kritis sesuai standar, maka munculnya suatu bahaya dapat dicegah. Batas kritis proses produksi MSG dapat dilihat pada Tabel 3.
Tabel 3. Penerapan batas kritis produk MSG.
No.CCP Langkah
Proses Batas Kritis
CCP 1 Sterilisasi Waktu: < 15 menit Suhu: 120 0C CCP 2 Pengemasan Fe: min. 1.5 mm SS: min. 2 mm
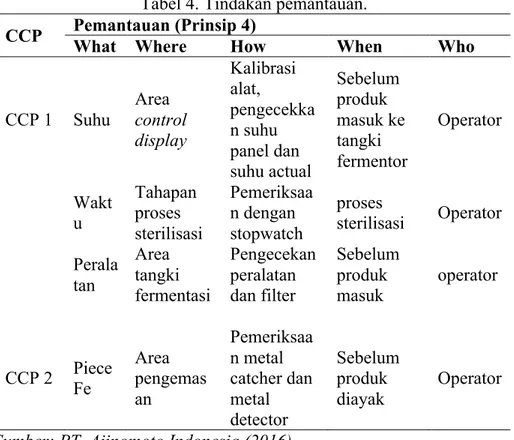
Sumber: PT. Ajinomoto Indonesia (2016). Sistem Pengawasan CCP (Prinsip 4)
Pemantauan yang ideal harus memberikan informasi tepat pada waktunya, hal ini dilakukan untuk melaksanakan tindakan perbaikan sehingga produk yang mengalami kerusakan dapat terkendali dan apabila perlu dilakukan pemberhentian proses produksi. Tindakan pemantauan berdasarkan data primer dan sekunder yang diperoleh selama penelitian dapat dilihat pada Tabel 4.
Tabel 4. Tindakan pemantauan.
CCP Pemantauan (Prinsip 4) What Where How When Who
CCP 1 Suhu Area control display Kalibrasi alat, pengecekka n suhu panel dan suhu actual Sebelum produk masuk ke tangki fermentor Operator Wakt u Tahapan proses sterilisasi Pemeriksaa n dengan stopwatch proses sterilisasi Operator Perala tan Area tangki fermentasi Pengecekan peralatan dan filter Sebelum produk masuk operator CCP 2 Piece Fe Area pengemas an Pemeriksaa n metal catcher dan metal detector Sebelum produk diayak Operator
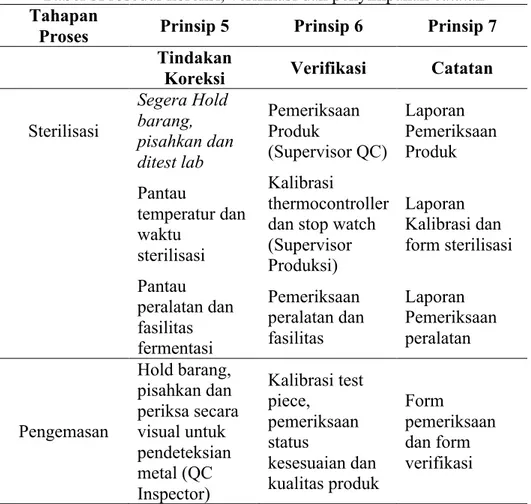
Sumber: PT. Ajinomoto Indonesia (2016). Tindakan Koreksi (Prinsip 5)
Prinsip HACCP setelah tindakan koreksi adalah prosedur adalah pemeriksaan sistem HACCP secara menyeluruh untuk menjamin bahwa sistem seperti yang telah
244 tertulis bahwa makanan yang diproduksi aman untuk dikonsumsi dan mutunya bagus, benar-benar diikuti, informasi yang didapat melalui verifikasi harus dapat meningkatkan system HACCP (Mortimore dan Wallace, 2005). Catatan verifikasi pada rencana HACCP dan rekamannya, tinjauan terhadap penyimpangan produksi, kesesuaian dengan titik kendali kritis, inspeksi visual proses produksi, hasil pengujian atau audit dan penulisan laporan. Tindakan koreksi setiap CCP dapat dilihat pada Tabel 5.
Prosedur Verifikasi (Prinsip 6)
Proses verifikasi yang dilakukan terhadap program HACCP pada proses produksi MSG adalah dengan melakukan pengecekan secara berkala secara internal maupun eksternal untuk mengontrol dan memastikan bahwa prosedur yang dilakukan secara keseluruhan berjalan efektif. Prosedur verifikasi setiap CCP dapat dilihat pada Tabel 5.
Tabel 5Prosedur koreksi, verifikasi dan penyimpanan catatan Tahapan
Proses Prinsip 5 Prinsip 6 Prinsip 7
Tindakan
Koreksi Verifikasi Catatan
Sterilisasi Segera Hold barang, pisahkan dan ditest lab Pemeriksaan Produk (Supervisor QC) Laporan Pemeriksaan Produk Pantau temperatur dan waktu sterilisasi Kalibrasi thermocontroller dan stop watch (Supervisor Produksi) Laporan Kalibrasi dan form sterilisasi Pantau peralatan dan fasilitas fermentasi Pemeriksaan peralatan dan fasilitas Laporan Pemeriksaan peralatan Pengemasan Hold barang, pisahkan dan periksa secara visual untuk pendeteksian metal (QC Inspector) Kalibrasi test piece, pemeriksaan status kesesuaian dan kualitas produk Form pemeriksaan dan form verifikasi
245
KESIMPULAN
Pada proses produksinya, PT. Ajinomoto Indonesia menggunakan 2 sistem, mulai dari treatment bahan baku sampai proses fermentasi menggunakan sistem batch sedangkan dari proses isolasi hingga purifikasi menggunakan sistem kontinyu. Pengendalian mutu yang dilakukan adalah pengendalian mutu bahan baku, proses dan produk akhir. Bedasarkan analisis data terdapat bahaya pada proses produksi serta tingkat keparahan. Setelah dilakukan identifikasi menggunakan pohon keputusan terdapat 2 Critical Control Point pada proses produksi MSGyaitu sterilisasi dan pengemasan. Kemudian dilakukan petapan titik kritis agar Critical Control Point ada dalam kendali. Kemudian dilakukan tahap pengawasan, koreksi dan verifikasi sehingga dapat disimpulkan pelaksanaan di PT. Ajinomoto Indonesia sudah cukup baik.
DAFTAR PUSTAKA
Ardyanto, T. 2004. MSG dan Kesehatan: Sejarah, Efek dan Kontroversinya. Jurnal Kesehatan. 1(16).
Dwiloka, B., Nurwantoro, dan Bhakti Etza S. 2013. Pengendalian dan Standarisasi Mutu Pangan. Undip Press, Semarang.
Koswara, S. 2009. HACCP Dan PenerapannyaPada Produk Bakeri. eBookPangan.com. Lisyanti., N.S. Palupi dan D. Kadarisman. 2009. Evaluasi cara penerapan cara produksi
yang baik (good manufacturing practices) dan penyusunan SSOP Industri Lidah Buaya di PT. Libe Bumi Abadi. Jurnal MP.I 4(1): 90 – 109.
Mortimore, S. dan C. Wallace. 2005. HACCP Sekilas Pandang. EGC, Jakarta.
Nuraida, L., Madaniyah, S., Andarwulan, N., D, Briawan, Hanifah, dan Zulaikhah. 2014. Free Glutamate Intake from Foods Among Adults: Case Study in Bogor and
Jakarta. Jurnal Mutu Pangan. 1(2): 100-109.
Praja, D. 2015. Zat Aditif Makanan: Manfaat dan Bahayanya. Yogyakarta: Garudhawaca.
Sudarmaji. 2005. Analisis Bahaya dan Pengendalian Titik Kritis. Jurnal Kesehatan Lingkungan 1(2)
Sukawan U. 2008. Efek toksik Monosodium Glutamat (MSG) pada binatang percobaan. 306-314.
Surahman D dan Ekafitri, R. 2014. Kajian HACCP (Hazard Analysis Critical Control
Point) Pengolahan Jambu Biji Di Pilot Plant Sari Buah UPT. B2PTTG-LIPI