PROSES PRODUKSI 1
2.1 Proses Produksi
Produksi merupakan suatu proses untuk mengubah bahan mentah menjadi bahan setengah jadi atau bahan jadi sehingga meningkatkan nilai guna dari bahan tersebut.
Diagram proses produksi :
Bahan Baku Produk
Modal
Manusia Material Mesin
2.2 Klasifikasi Proses Produksi
Proses produksi dapat diklasifikasikan menjadi beberapa macam, yaitu :
2.2.1 Proses Pemesinan (machining)
Proses pemesinan adalah suatu proses produksi dengan menggunakan mesin perkakas, dimana memanfaatkan gerak relatif antara pahat dengan benda kerja sehingga menghasilkan material sisa berupa geram. Proses pemesinan bisa juga didefenisikan sebagai suatu proses pemotongan benda kerja yang menyebabkan sebagian dari material benda kerja terbuang dalam bentuk geram sehingga terjadi deformasi plastis yang menghasilkan produk yang sesuai dengan spesifikasi geometris yang diinginkan. Contoh produk yang dapat dibuat dengan proses pemesinan adalah poros idler,leveling block dan lain-lain.
Proses Produksi
2.2.2 Proses Pembentukan (forming)
Proses pembentukan adalah proses produksi dengan pemberian beban terhadap material hingga terjadi deformasi plastis sehingga terbentuk produk sesuai dengan bentuk dan ukuran yang di inginkan. Contohnya adalah pengerolan (rolling) penempaan, dan lain-lain.
2.2.3 Proses Pengecoran (casting)
Proses pengecoran adalah proses produksi berupa penuangan logam cair ke dalam cetakan sehingga terbentuk produk sesuai dengan cetakan yang ada. Proses penuangan/pengecoran merupakan proses tertua yang dikenal manusia dalam pembuatan benda logam. Contoh produk yang dapat dibuat dengan proses ini adalah pahat, paku, dan lain-lain.
2.2.4 Proses Penyambungan (joining)
Penyambungan adalah proses produksi berupa penggabungan dua buah material atau lebih untuk mendapatkan suatu produk yang di inginkan. Proses penyambungan in dapat berupa pengelasan, mematri, soldering, pengelingan, perekatan dengan lem, penyambungan dengan baut dan lain-lain. Proses penyambungan dapat dikelompokkan menjadi 2, yaitu :
a. Penyambungan permanen
Penyambungan permanen adalah penyambungan yang tidak dapat dipisahkan lagi, apabila dipisahkan akan dapat merusak komponennya. Contohnya adalah penyambungan pada pengelasan, patri, solder, paku keling dan lain-lain.
b. Penyambungan Sementara
Penyambungan sementara adalah penyambungan yang dapat dipisahkan kembali, contohnya penyambungan dengan menggunakan baut.
2.2.5 Metalurgi Serbuk (powder metallurgy)
perlakuan panas agar serbuk logam yang telah di tekan tadi menjadi rigid. Biasanya proses metalurgi serbuk ini di gunakan untuk pembuatan produk yang berdimensi sangat kecil. Contoh produk yang dibuat dengan cara metalurgi serbuk ini adalah roda gigi pada jam tangan.
2.2.6 Perlakuan Panas (heat treament)
Proses perlakuan panas adalah perlakuan thermal terhadap logam untuk mendapatkan sifat mekanik yang baru. Proses heat treament ini di lakukan secara merata pada logam.
Selain itu ada juga Surface Treament, dimana pada dasarnya pemberian perlakuan panas pada logam untuk mendapatkan sifat mekanik yang bari. Namun surface treament ini perlakuan panas yang di berikan hanya pada permukaan logam saja.
2.3
Klasifikasi Proses Pemesinan
2.3.1 Berdasarkan Gerak Relatif Pahat
Pahat yang bergerak relatif terhadap benda kerja akan menghasilkan geram dan sementara itu permukaan benda kerja secara bertahap akan terbentuk menjadi komponen yang dikehendaki.
Gerak relatif pahat terhadap benda kerja dapat dipisahkan menjadi dua komponen gerakan yaitu :
gerak potong (cutting movement)
Dimana gerak potong adalah gerak yang menghasilkan permukaan baru pada benda kerja.
gerak makan (feeding movement).
2.3.2 Berdasarkan Jumlah Mata Pahat yang digunakan
Pahat yang dipasangkan pada suatu jenis mesin perkakas memiliki mata pahat yang berbeda-beda. Jenis pahat/perkakas potong disesuaikan dengan cara pemotongan dan bentuk akhir dari produk. Adapun pahat dapat diklasifikasikan menjadi dua jenis pahat yaitu pahat bermata potong tunggal (single point cutting tools) dan pahat bermata potong jamak (multiple point cuttings tools).
Tabel 2.1. Klasifikasi Proses Permesinan Menurut Gerak Relatif dan Jenis Pahat yang Digunakan :
No. Jenis Mesin Gerak Potong Gerak Makan Jumlah Mata Pahat 1 Mesin Bubut Benda Kerja
(Rotasi)
Pahat (Translasi) Tunggal
2 Mesin Freis Pahat (Rotasi) Benda Kerja (Translasi)
4 Mesin Gurdi Pahat (Translasi) Pahat (Translasi) Jamak
5 Gergaji Pahat (Translasi) - Jamak
6 Gerinda Pahat (Translasi) Benda Kerja (Translasi)
Tak Terhingga
2.3.3 Berdasarkan Orientasi Permukaan
Selain ditinjau dari segi orientasi permukaan maka poses pemesinan dapat diklassifikasikan berdasarkan proses terbentuknya permukaan (proses generasi permukaan; surface generation).
Dalam hal ini proses tersebut dikelompokkan dalam dua garis besar proses yaitu:
Generasi permukaan rata/lurus dengan atau tanpa putaran benda kerja.
2.3.4 Berdasarkan Mesin yang Digunakan
Dalam proses pemesinan jika kita ingin melakukan suatu pekerjaan, maka perlu kita ketahui terlebih dahulu dengan mesin apa yang semestinya kita gunakan sehingga produk yang kita buat sesuai dengan yang diinginkan.
Beberapa jenis proses mungkin dapat dilakukan pada satu mesin perkakas. Misalnya, mesin bubut tidak selalu digunakan sebagai untuk membubut saja melainkan dapat pula digunakan untuk menggurdi, memotong dan melebarkan lubang (boring) dengan cara mengganti pahat dengan yang sesuai. Bahkan dapat digunakan untuk mengefreis, menggerinda atau mengasah halus asal pada mesin bubut yang bersangkutan dapat dipasangkan peralatan tambahan (attachments) yang khusus.
Berikut beberapa jenis Mesin perkakas yang sering di gunakan :
a. Proses Bubut (Turning),
b. Proses Freis (Milling),
c. Proses Gurdi (Drilling),
d. Proses Sekrap (Shaping,Planing),
f. Poses Gerinda Rata (Surface Grinding),
g. Proses Gerinda Silindrik (Cylindrical Grinding),dan
h. Proses Gergaji atau Parut (Shawing, Broaching).
1 Bubut (turning) Mesin Bubut (lathe)
2 Gurdi (drilling) Mesin Gurdi (drilling machine)
3 Sekrap (shaping,planing) Mesin Sekrap (shaping machine) & Mesin Sekrap Meja (planing machine)
4 Freis (milling) Mesin Freis (milling machine) 5 Gergaji (sawing) Mesin Gergaji (sawing machine)
6 Koter/Pelebaran lubang
(Boring) Mesin Koter (boring machine) 7 Parut(broaching) Mesin Parut (broaching machine) 8 Gerinda (grinding) Mesin Gerinda (grinding machine) 9 Asah (honing) Mesin Asah (honing machine)
10 Asah Halus (lapping) Mesin Asah Halus (lapping machine) 11 Asah Super Halus (super
finishing)
Mesin Asah Kaca/mesin asah superhalus (super/mirror finishing)
12 Kilap (polishing & buffing) Mesin Pengkilap (polisher & buffer)
2.4 Elemen Dasar Proses Pemesinan
tercapai. Hal ini dapat dilaksanakan dengan cara menentukan penampang geram (sebelum terpotong). Selain itu, setelah berbagai aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya waktu pemotongan sesuai dengan yang dikehendaki.
Untuk itu perlu dipahami lima elemen dasar proses permesinan, yaitu :
1. Kecepatan potong (cutting speed) : Vc (m/min)
2. Kecepatan makan (feeding speed) : Vf (mm/min)
3. Kedalaman potong (depth of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min), dan
5. Kecepatan penghasilan geram (rate of metal removal) : Z (cm3/min)
Elemen proses pemesinan tersebut (Vc, Vf, a, tc dan Z) dihitung berdasarkan dimensi benda kerja dan pahat serta besaran dari mesin perkakas. Besaran mesin perkakas diatur ada bermacam-macam tergantung pada jenis mesin perkakas. Oleh sebab itu, rumus yang dipakai untuk menghitung setiap elemen proses pemesinan dapat berlainan.
1. Proses Bubut (turning)
Mesin bubut dapat digunakan untuk memproduksi material berbentuk konis maupun silindrik. Jenis mesin bubut yang paling umum adalah mesin bubut (lathe) yang melepas bahan dengan memutar benda kerja terhadap pemotong mata tunggal.
melalui roda pemutar (skala pada pemutar menunjukkan selisih harga diameter) dengan demikian kedalaman gerak translasi dan gerak makannya diatur dengan lengan pengatur pada rumah roda gigi. Gerak makan (f) yang tersedia pada mesin bubut dibuat bertingkat dengan aturan yang telah distandarkan.
Mesin bubut beserta bagian bagiannya dapat kita lihat pada gambar 2.1.
Gambar 2.1 Mesin Bubut Keterangan gambar :
- Poros utama / spindel merupakan tempat pemasangan pencekam. - Lengan pengatur gunanya untuk mengatur harga n yang diinginkan
- Tool Post adalah tempat dudukan pahat
- Batang penggerak fungsinya untuk menggerakkan kereta saat melakukan proses bubut
- Ulir penggerak gunanya untuk menggerakkan kereta saat melakukan proses bubut untuk pembuatan ulir.
- Kereta adalah landasan bagi peluncur silang
- Rumah roda gigi adalah tempat lengan pengatur
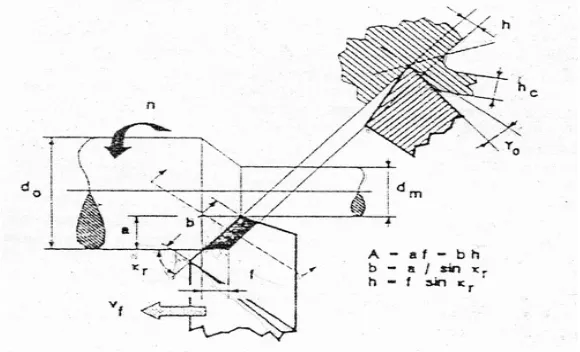
Gambar 2.2 Proses Bubut Kondisi pemotongan ditentukan sebagai berikut : Benda kerja :
d0 = Diameter mula-mula ; mm.
dm = Diameter akhir ; mm. lt = Panjang proses pemesinan ; mm Pahat :
kr = Sudut potong utama
o = Sudut geram
Mesin bubut :
a = Kedalaman potong ; mm.
F = Gerak makan ; mm/r.
n = Putaran poros utama (benda kerja) ; r/mm.
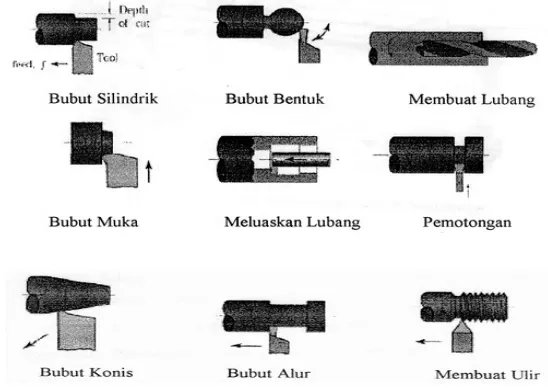
Jenis Operasi Bubut
2. Pengerjaan tepi / bubut muka (facing) 3. Bubut Alur (grooving)
4. Bubut Ulir (threading) 5. Pemotongan (Cut-off) 6. Meluaskan lubang (boring) 7. Bubut bentuk (Forming) 8. Bubut inti (trepanning) 9. Bubut konis
Gambar 2.3 Proses Pada Mesin Bubut
Elemen Dasar Proses Bubut
Elemen dasar pada mesin bubut terbagi atas :
1. Kecepatan potong (Cutting speed )
Vc =
1000 . .d n
; m/min
Dimana, d = diameter rata-rata ,yaitu
d = (do + dm)/2 ; mm
2. Kecepatan makan (feeding speed)
Vf = f.n ; mm/min.
3. Waktu pemotongan (depth of cut)
4. Kedalaman potong (cutting time)
a = ( dm – do ) / 2 ; mm
5. Kecepatan penghasilan geram (rate of metal removal) Z = A .V A = f . a ; mm2
Z = f . a . Vc ; cm3/min
Sudut potong utama (Kr , Principal cutting edge angle) merupakan sudut antara mata potong mayor (proyeksinya pada bidang referensi) dengan kecepatan makan Vf. Besarnya sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pahat pada mesin perkakas (orientasi pemasangannya). Untuk harga a dan f yang tetap maka sudut ini menentukan besarnya lebar pemotongan (b, width of cut) dan tebal geram sebelum terpotong (h, undeformed chip thickness) sebagai berikut :
a. Lebar pemotongan : b = a / sin Kr ; mm b. Tebal geram sebelum terpotong : h = f sin Kr ; mm Dengan demikian, penampang geram sebelum terpotong dapat dituliskan sebagai berikut :
A = f.a = b.h ; mm2
Tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram setelah terpotong (hc, chip thickness) dan hal ini antara lain dipengaruhi
oleh sudut geram (0), kecepatan potong dan material benda kerja.
2. Proses Freis (milling)
Mesin freis merupakan mesin yang paling mampu melakukan banyak kerja dari semua mesin perkakas. Permukaan yang datar maupun berlekuk dapat diproses dengan penyelesaian dan ketelitian istimewa. Operasi pada umumnya dilakukan oleh ketam, kempa gurdi, mesin pemotong roda gigi dan mesin peluas lubang dapat dilakukan oleh mesin freis.
Pahat freis mempunyai deretan mata potong pada tepi perkakas potong yang berjumlah banyak (jamak). Bersifat sebagai pemotong tunggal pada daurnya.
Secara umum mesin freis dapat dikelompokkan atas : a. Freis tegak (face milling)
Pada freis tegak antara sumbu pahat dan benda kerja tegak lurus. b. Freis datar (slab milling)
Pada freis datar antara sumbu pahat dan benda kerja sejajar. Freis datar dibedakan menjadi dua, yaitu :
1. Mengefreis turun (down milling)
2. Mengefreis naik (up milling/coventional milling)
Pahat Mesin Freis
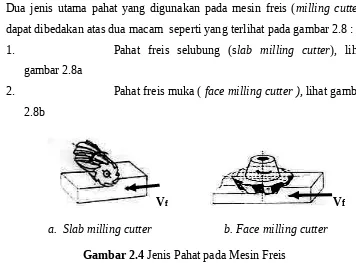
Dua jenis utama pahat yang digunakan pada mesin freis (milling cutter) dapat dibedakan atas dua macam seperti yang terlihat pada gambar 2.8 : 1. Pahat freis selubung (slab milling cutter), lihat
gambar 2.8a
2. Pahat freis muka ( face milling cutter ), lihat gambar 2.8b
Vf Vf
a. Slab milling cutter b. Face milling cutter Gambar 2.4 Jenis Pahat pada Mesin Freis
Pahat freis termasuk pahat bermata potong jamak dengan jumlah mata potong sama dengan jumlah gigi freis.
1. Mengefreis datar dengan sumbu pahat sejajar dengan permukaan benda kerja. Mengefreis datar dibedakan atas dua yaitu :
a. Mengefreis turun (down milling )
Pada down milling gerak rotasi pahat searah dengan gerak translasi benda kerja.Proses turun akan menyebabkan benda kerja lebih tertekan ke meja dan meja terdorong oleh pahat yang mungkin suatu saat (secara periodik) gaya dorongnya akan melebihi gaya dorong ulir atau roda gigi penggerak meja. Apabila sistem kompensasi “keterlambatan gerak bolak balik “ ( back lash compensator ) tidak begitu baik maka mengefreis turun dapat menimbulkan getaran bahkan kerusakan. Mengefreis turun tidak dianjurkan untuk permukaan yang terlalu keras.
Vf
Gambar 2.5 Jenis Pahat Down Milling
b. Mengefreis naik ( up milling / comvesional milling )
Pada up milling gerak rotasi pahat berlawanan arah dengan gerak translasi benda kerja.Mengefreis naik dipilih karena alasan kelemahan mengefreis turun. Mengefreis naik cepat mempercepat keausan pahat karena mata potong lebih banyak menggesek benda kerja yaitu saat mulai pemotongan, selain itu permukaan benda kerja lebih kasar.
Vf
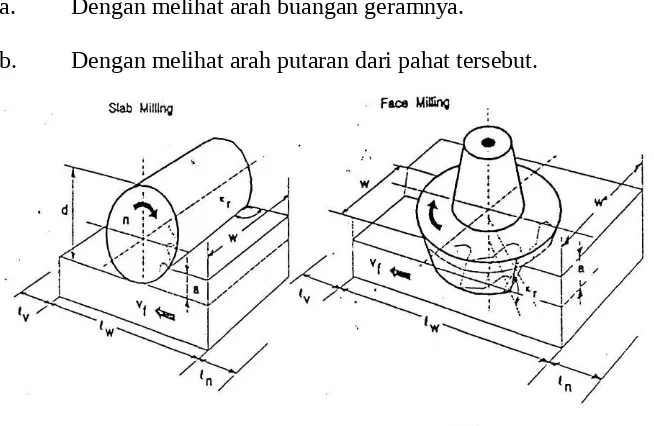
2. Mengefreis tegak
Mengefreis tegak (face milling) dengan sumbu putaran pahat freis muka tegak lurus permukaan benda kerja.
Cara membedakan pahat up milling dengan down milling adalah : a. Dengan melihat arah buangan geramnya.
b. Dengan melihat arah putaran dari pahat tersebut.
Gambar 2.7 Proses Freis Datar dan Freis Tegak
Jenis Pemotong Pada Mesin Freis
Jenis pemotongan pada mesin freis adalah sebagai berikut :
1. Pemotong freis biasa
Merupakan sebuah pemotong berbentuk piringan yang hanya memiliki gigi pada sekelilingnya.
2. Pemotong freis samping.
Pemotong ini mirip dengan pemotong datar kecuali bahwa giginya di samping.
3. Pemotong gergaji pembelah logam.
Pemotong ini mirip dengan pemotong freis datar atau samping kecuali bahwa pembuatannya sangat tipis, biasanya 5 mm atau kurang.
4. Pemotong freis sudut.
permukaan kerucut, sedangkan pemotong sudut ganda bergigi pada dua permukaan kerucut. Pemotong sudut digunakan untuk memotong lidah roda, tanggem, galur pada pemotong freis, dan pelebar lubang.
5. Pemotong freis bentuk
Gigi pada pemotong ini merupakan bentuk khusus. Termasuk didalamnya adalah pemotong cekung dan cembung, pemotong roda gigi, pemotong galur, pemotong pembulat sudut, dsb.
6. Pemotong proses ujung.
Pemotong ini mempunyai poros integral untuk menggerakkan dan mempunyai gigi dikeliling dan ujungnya.
7. Pemotong T-slot.
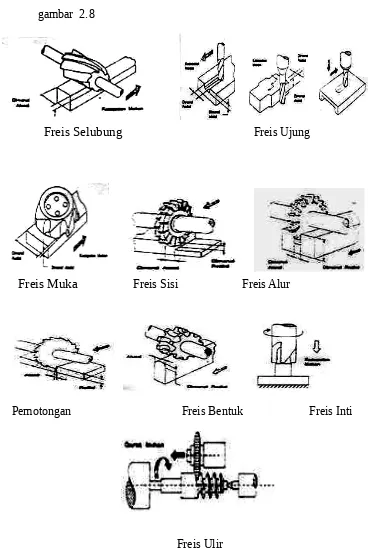
Jenis operasi yang dapat dilakukan pada mesin freis dapat dilihat pada gambar 2.8
Freis Selubung Freis Ujung
Freis Muka Freis Sisi Freis Alur
Pemotongan Freis Bentuk Freis Inti
Freis Ulir
Gambar 2.9 Mesin Freis
Elemen dasar dari proses freis dapat diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dari kondisi pemotongan ditentukan sebagai berikut;
Benda kerja : w = lebar pemotongan lw = panjang pemotongan a = kedalaman potong Pahat freis : d = diameter luar
z = jumlah gigi (mata potong) kr = sudut potong utama
= 90 untuk pahat freis selubung.
Mesin freis : n = putaran poros utama Vf = kecepatan makan
Elemen dasar pada mesin freis dapat dihitung dengan rumus berikut : 1. Kecepatan potong
VC =
1000 . .d n
; m/min
2. Gerak makan pergigi
3. Waktu pemotongan
4. Kecepatan menghasilkan geram
Z = dengan proses lain seperti mempons, pengelasan, meluaskan lubang, dan lain-lain.
Pahat gurdi mempunyai dua mata potong dan melakukan gerak potong berupa putaran poros utama mesin gurdi. Putaran tersebut dapat dipilih dari beberapa tingkatan putaran yang tersedia pada mesin gurdi, atau ditetapkan sekehendak bila sistim transmisi putaran mesin gurdi merupakan sistim berkesinambungan (stepless spindle drive).
Pengelompokan Mesin Gurdi
Mesin gurdi dapat dikelompokkan berdasarkan konstruksinya :
a. Mesin gurdi portabel / mampu bawa b. Mesin penggurdi teliti :
d. Mesin penggurdi tegak : 1) tugas ringan 2) tugas berat
3) mesin penggurdi kelompok e. Mesin penggurdi spindel jamak :
1) unit tunggal 2) jenis jalan
f. Mesin penggurdi turet
g. Mesin penggurdi produksi otomatis : 1) meja pengarah
2) jenis jalan
h. Mesin penggurdi di lubang dalam.
Beberapa proses yang dapat dilakukan pada mesin gurdi yaitu :
1. Gurdi (drilling)
2. Perluasan ujung lubang (counter boring)
3. Penyerongan ujung lubang (counter sinking)
4. Perluasan atau penghalusan lubang (roaming)
5. Gurdi lubang dalam (gun drilling
Ada tiga jenis pahat dari mesin gurdi, yaitu :
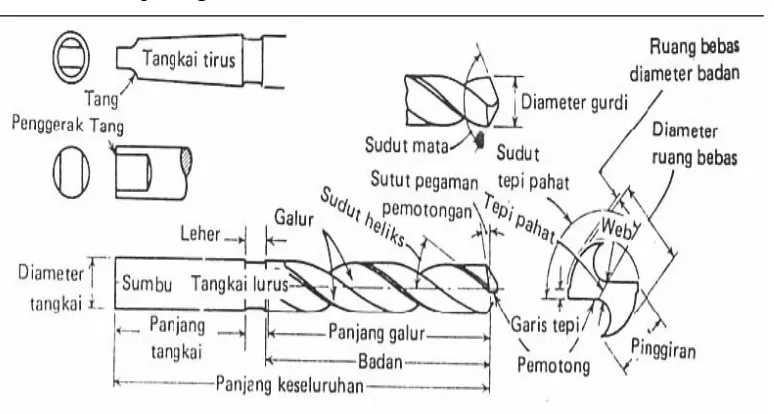
1. Twist Drill
Twist drill merupakan penggurdi dengan dua galur dan dua tepi potong.
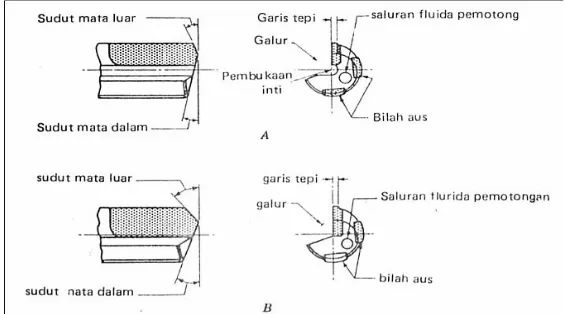
Gambar 2.11Twist Drill 2. Gun Drill
Ada dua jenis Gun Drill yaitu :
a. Bergalur lurus yang digunakan untuk penggurdian lubang yang dalam, yaitu penggurdi trepan yang tidak memiliki pusat mati dan meninggalkan inti pejal dari logam.
Gambar 2.12 Gun Drill bergalur lurus. A Gun Drill trepan, B. Gun Drill pemotongan
3. Penggurdi Khusus
Penggurdi khusus ini digunakan untuk menggurdi lubang yang lebih besar yang tidak dapat dilakukan oleh penggurdi puntir ataupun oleh penggurdi pistol. Untuk menggurdi lubang besar dalam pipa atau logam lembaran, gurdi puntir tidak sesuai karena gurdi cendrung akan terbenam ke dalam benda kerja atau lubangnya terlalu besar untuk gurdi biasa. Lubang besar tersebut dipotong dengan pemotong lubang
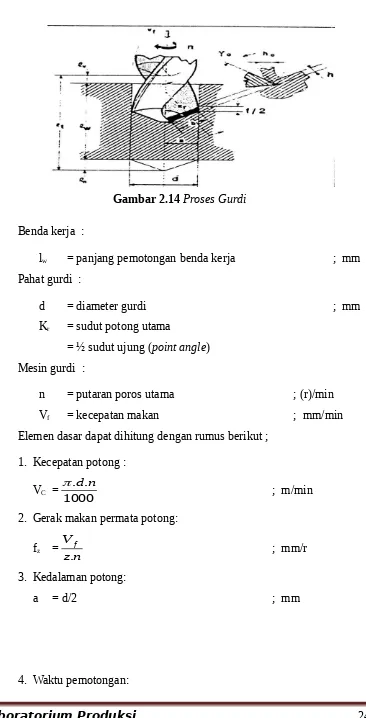
Gambar 2.14 Proses Gurdi
Benda kerja :
lw = panjang pemotongan benda kerja ; mm Pahat gurdi :
d = diameter gurdi ; mm Kr = sudut potong utama
= ½ sudut ujung (point angle) Mesin gurdi :
n = putaran poros utama ; (r)/min Vf = kecepatan makan ; mm/min Elemen dasar dapat dihitung dengan rumus berikut ;
1. Kecepatan potong :
VC =
1000 . .d n
; m/min
2. Gerak makan permata potong:
fz = n z Vf
. ; mm/r
3. Kedalaman potong:
a = d/2 ; mm
tc = lt / Vf ; min
d. Proses Sekrap (shaping / planing)
Proses sekrap hampir sama dengan proses membubut, tapi gerak potongnya tidak merupakan gerak rotasi melainkan gerak translasi yang dilakukan oleh pahat (pada mesin sekrap) atau oleh benda kerja (pada mesin sekrap meja). Benda kerja dipasang pada meja dan pahat (mirip dengan pahat bubut) dipasangkan pada pemegangnya.
Mesin sekrap pada umumnya digunakan untuk :
a. perataan permukaan
b. memotong alur pasak luar dan dalam c. alur spiral
d. batang gigi
Pengelompokkan Mesin Sekrap
Mesin sekrap dapat dikelompokkan sebagai berikut : 1. Pemotong dorong horizontal
a) Biasa (pekerjaan produksi)
b) Universal (pekerjaan ruang perkakas) 2. Pemotong tarik horizontal
3. Vertikal
a) Pembuat celah (slotter)
b) Pembuat dudukan pasak (key skater)
hidrolisis. Penggerakan bolak balik pahat dapat diatur dengan menggunakan lengan osilasi dan mekanisme engkol.
Mesin sekrap terbagi dua macam, yaitu:
a. Mesin Sekrap Meja (planner)
Pada sekrap meja, meja bergerak bolak-balik sedangkan pahat diam, lihat gambar 2.15a.
b. Mesin Sekrap (shaping)
Pada mesin sekrap biasa pahat bergerak bolak-balik, sedangkan bnda kerja diam, lihat gambar 2.15b
a. Mesin Sekrap Planner
b. Mesin Sekrap Shaper
Gambar 2.15 Jenis Mesin Sekrap
Jenis-Jenis Mesin Sekrap
1. Mesin sekrap horizontal
kerja untuk digerakkan menyilang atau vertikal dengan atau tanpa pengerak daya.
2. Mesin sekrap hidrolis
Mesin sekrap hidrolis seperti digerakkan oleh mekanisme lengan osilasi, tapi penggeraknya adalah rangkaian hidrolis. Salah satu keuntungan utama dari mesin sekrap ini adalah kecepatan potong dan tekanan dalam penggerak ram konstan dari awal sampai akhir pemotongan. Kecepatan potong biasanya ditunjukkan pada indikator dan tidak memerlukan perhitungan. Baik panjang langkah potong maupun dudukan relatifnya terhadap benda kerja dapat diubah dengan cepat, tanpa menghentikan mesin dengan menggunakan dua gagang kecil pada sisi ram dapat dibalik mendadak dimana saja dalam segala arah perjalanan. Hantaran hidrolis dikerjakan pada pahat bebas dari benda kerja dan operasi keseluruhan dari mesin. Perbandingan maksimum kecepatan balik terhadap kecepatan potong adalah 2 : 1.
3. Mesin Sekrap Potong Tarik
Mesin sekrap vertikal (slotter) terutama digunakan untuk pemotongan dalam dan menyerut sudut, serta untuk operasi yang memerlukan pemotongan vertikal karena dudukan yang diharuskan untuk memegang benda kerja. Operasi dari bentuk ini sering dijumpai pada pekerjaan cetakan, cetakan logam dan pola logam. Ram mesin ini beroperasi secara vertikal dan memiliki sifat balik cepat biasanya seperti pada jenis horizontal. Benda kerja yang akan di mesin ditumpu pada meja putar yang memiliki gerakan putar tambahan gerak untuk mesin biasa.
Proses yang biasa dilakukan pada mesin sekrap (pahat bermata potong tunggal yang melakukan gerak potong (shaping) atau gerak makan (planning), kedua gerakan tersebut berupa translasi bertahap) :
1. Sekrap (shaping)
2. Sekrap meja (planning)
a. Sekrap alur (sloting) b Sekrap (shaping) c Sekrap meja (planning)
Gambar 2.16 Proses yang Dapat Dilakukan pada Mesin Sekrap
Gambar 2.17 Proses Sekrap Perhitungan elemen dasar dalam proses menyekrap adalah :
1. Kecepatan potong rata-rata :
vC
1000 . 2
) 1 ( .t s
pl R
n
; m / min
2. Kecepatan makan
Vf = f . np ; mm / min
3. Kecepatan menghasilkan geram :
Z = A .V ; cm3/min dengan A = f . a = h . b
4. Waktu pemotongan :
2.3 Pahat
Pahat dibuat menurut desain tertentu dan akan dipasangkan pada mesin perkakas dengan orientasi tertentu. Orientasi/posisi pahat disebut posisi paling lazim (Most Natural Position) atau posisi nol (Zero Position).
Pahat berfungsi untuk membantu proses pemesinan. Untuk mengenal bentuk dan geometrinya, pahat harus diamati secara sistematik dengan dibedakan atas tiga hal pokok yaitu : elemen, bidang aktif, dan mata potong pahat, sehingga secara lebih rinci bagian-bagiannya dapat didefenisikan. Dengan mengetahui defenisinya maka berbagai jenis pahat yang digunakan dalam proses pemesinan dapat dikenal dengan lebih baik.
2.3.1 Bagian pahat 1. Badan (body)
Bagian pahat yang dibentuk menjadi mata potong atau tempat untuk sisipan pahat (dari karbida atau keramik).
2. Pemegang/gagang (shank)
Bagian pahat untuk dipasangkan pada mesin perkakas. Bila bagian ini tidak ada, maka fungsinya digantikan oleh lubang pahat.
3. Lubang Pahat (tool bore)
Lubang pada pahat melalui mana pahat dipasang pada poros utama (spindel) atau poros pemegang dari mesin perkakas. Umumnya dipunyai oleh pahat freis.
4. Sumbu Pahat (tool axis)
Garis maya yang digunakan untuk mendefinisikan geometri pahat. 5. Dasar (base)
Gambar 2.18 Bagian-Bagian dan Bidang Pahat Bubut
Gambar 2.19 Bagian-Bagian dan Bidang Pahat Gurdi
2.3.2 Bidang Pahat
Bidang pahat merupakan permukaan aktif dari pahat. Tiap pahat mempunyai bidang aktif sesuai jumlah mata potongnya (tunggal atau jamak). Bidang pahat dapat dibagi tiga yaitu sebagai berikut :
1. Bidang Geram (A, Face)
Merupakan bidang diatas dimana geram mengalir.
2. Bidang Utama (A
, Principal/Major Flank)Yaitu bidang yang menghadap ke permukaan transien dari benda kerja. Permukaan transien benda kerja akan terpotong akibat gerakan pahat relatif terhadap benda kerja. Karena adanya gaya pemotongan sebagian bidang utama akan terdeformasi sehingga bergesekan dengan permukaan transien benda kerja.
3. Bidang Bantu/Minor (A
’ Auxiliary/Minor Flank)Adalah bidang yang menghadap permukaan terpotong dari benda kerja. Karena adanya gaya pemotongan, sebgian kecil bidang bantu akan terdeformasi dan menggesek permukaan benda kerja yang telah terpotong /dikerjakan. Untuk pahat freis selubung tidak diperlukan bidang bantu.
2.3.3 Mata Potong Pahat
Mata potong pahat merupakan tepi dari bidang geram yang aktif memotong. Ada dua jenis mata potong, yaitu :
1. Mata Potong Utama / Mayor (S, principal / mayor cutting edge)
Mata potong utama adalah garis perpotongan antar bidang geram (A )
dengan bidang utama (A).
2. Mata Potong Bantu / Minor (S’, auxiliary / minor cutting edge)
Mata potong bantu adalahgaris perpotongan antara bidang geram (A)
Gambar 2.21 Bentuk Pahat Bubut
Mata potong utama bertemu dengan mata potong bantu pada pojok pahat (tool corner). Untuk memperkuat pahat maka pojok pahat dibuat melingkar dengan jari-jari tertentu, yaitu :
r = radius pojok (corner radius/nose radius) ; mm
b = panjang pemenggalan pojok (chamfered corner length) ; mm
Radius pojok maupun panjang pemenggalan pojok selain memperkuat pahat bersama-sama dengan kondisi pemotongan yang dipilih akan menentukan kehalusan permukaan hasil proses pemesinan.
Beberapa jenis pahat dapat dibedakan menjadi dua jenis, yaitu pahat kanan (right hand) dan pahat kiri (left hand). Perbedaan antara kedua jenis pahat tersebut adalah terletak pada lokasi mata potong utama. Pahata kanan mempunyai lokasi mata potong utama yang sesuai dengan lokasi ibu jari tangan kanan bila tapak tangan kanan ditelungkupkan diatas pahat yang dimaksud dengan sumbu pahat dan sumbu tapak tangan sejajar. Demikian pula halnya dengan pahat kiri dimana lokasi mata potong utamanya sesuai dengan lokasi ibu jari tangan kiri, lihat gambar 2.21.
2.3.4 Material Pahat
Adapun kriteria material pahat yang perlu di perhatikan antara lain : 1. Kekerasan; yang cukup tinggi melebihi kekerasan benda kerja tidak saja
pada temperatur ruang melainkan juga pada temperatur tinggi atau memiliki hot hardness yang tinggi pada saat proses pembentukan geram berlangsung.
2. Keuletan; yang cukup besar untuk menahan beben kejut yang terjadi sewaktu pemesinan dengan interupsi maupun sewaktu memotong benda kerja yang mengandung partikel/bagian yang keras (hard spot).
3. Ketahanan beban kejut termal; diperlukan bila terjadi perubahan temperatur yang cukup besar secara berkala / periodik.
4. Sifat adhesi yang rendah; untuk mengurangi afinitas benda kerja terhadap pahat , mengurangi laju keausan ,serta penurunan gaya pemotong.
5. Daya larut elemen/komponen material pahat yang rendah; dibutuhkan demi untuk memperkecil laju keausan akibat mekanisme difusi.
Kekerasan yang rendah dan daya adhesi yang tingi tidak diinginkan, sebab mata potong akan terdeformasi, terjadi keausan tepi dan keausan kawah yang besar. Keuletan yang rendah serta ketahanan beban kejut termal yang kecil mengakibatkan rusaknya mata potong maupun retak mikro yang menimbulkan kerusakan fatal. Kriteria material pahat seperti di atas memang perlu dipunyai oleh material pahat. Akan tetapi, tidak semua sifat tersebut dapat dipenuhi secara berimbang. Pada umumnya kekerasan dan daya tahan termal yang dipertinggi selalu diikuti oleh penurunan keuletan.
Secara berurutan material–material tersebut dapat disusun mulai dari yang paling “lunak” tetapi “ulet” sampai dengan yang paling “keras” tetapi “getas” sebagai berikut:
1. Baja Karbon (High Carbon Steels ; Carbon Tools Steels; CTS )
dicapai karena terjadi tranformasi martensit. Karena martensit akan melunak pada temperatur sekitar 250º C, maka baja karbon ini hanya digunakan pada kecepatan potong yang rendah (sekitar VC = 10 m/min). Pahat jenis ini hanya dapat memotong logam yang lunak ataupun kayu.
2. HSS (High Speed Steels ; Tools Steels)
Merupakan baja paduan tinggi dengan unsur paduan crom dan tungsten. Melalui proses penuangan (molten metalurgy) kemudian diikuti pengerolan ataupun penempaan baja dibentuk menjadi batang atau silindris. Pada kondisi lunak (annealed) bahan tersebut dapat diproses secara pemesinan menjadi berbagai bentuk pahat potong. Setelah proses laku panas dilaksanakan kekerasannya akan cukup tinggi sehingga dapat digunakan pada kecepatan potong yang tinggi (sampai dengan tiga kali kecepatan potong untuk pahat CTS), sehingga dinamakan dengan “Baja Kecepatan Tinggi”; HSS, High Speed Steel. Apabila telah aus maka HSS dapat diasah sehingga mata potongnya tajam kembali, karena sifat keuletan yang relatif baik.. Pahat ini biasanya digunakan sebagai pahat untuk mesin gurdi,bubut,skrap.
Hot Hardness dan recovery Hardness yang cukup tinggi, dapat dicapai berkat adanya unsur paduan W, Cr, Mo, Co. Pengaruh unsur tersebut pada unsur dasar besi (Fe) dan karbon (C) adalah sebagai berikut :
Tungsten / Wolfram (W)
Untuk mempertinggi Hot Hardness, dimana terjadi pembentukan karbida, yaitu paduan yang sangat keras, yang menyebabkan kenaikan temperatur untuk proses hardening dan tempering.
Chromium (Cr)
Menaikkan hardenability dan hot hardness. Crom merupakan elemen pembentuk karbida akan tetapi Cr menaikkan sensitivitas terhadap over heating.
Menurunkan sensitiviitas terhadap over heating serta menghaluskan besar butir. Juga merupakan elemen pembentuk karbida.
Molybdenum (Mo)
Mempunyai efek yang sama seperti W, akan tetapi lebih terasa ( 2% W, dapat digantikan oleh 1% Mo). Selain itu Mo – HSS lebih liat, sehingga mampu menahan beban kejut. Kejelekannya adalah lebih sensitif terhadap over heating ( hangusnya ujung – ujung yang runcing sewaktu dilakukan proses Heat treatment).
Cobalt (Co)
Bukan elemen pembentuk karbida. Ditambahkan dalam HSS untuk menaikkan Hot hardness dan tahanan keausan. Besar butir menjadi lebih halus sehingga ujung – ujung yang runcing tetap terpelihara selama heat treatment pada temperatur tinggi.
Klasifikasi pahat HSS menurut komposisinya, yaitu: 1. HSS Konvesional
a. Molybdenum HSS : standar AISI(American Iron and Stell Institute) M1;M2; M7; M10.
b. Tungsten HSS : standar AISI T1; T2 2. HSS Special
3. Cobalt Added HSS : standar AISI M33; M36; T4; T5 dan T6. 4. High Vanadium HSS : standar AISI M3-1; M3 – 2; M4 ;T15. 5. High Hardness Co. HSS:standar AISI M42; M43;M44 ;M45;M 46.
a. Cast HSS. b. Powdered HSS c. Coated HSS.
3. Paduan Cor Non Fero (Cast Nonferrous Alloys ; Cast Carbides )
secara tuang menjadi bentuk yang tidak terlalu sulit misalnya tool bit (sisipan) yang kemudian diasah menurut dimensi yang dibutuhkan.
Paduan nonferro terdiri atas empat elemen utama : a. Cobalt, sebagai pelarut bagi elemen-elemen lain. b. Cr(10%- 35% berat ), yang membentuk karbida.
c. W (10% - 25% berat ), sebagai pembentuk karbida menaikan kekerasan secara menyeluruh.
d. Carbon(1% C membentuk jenis yang relatif lunak sedangkan 3% jenis yang keras serta tahan aus).
4. Karbida (Cemented Carbides ; Hard metals )
Merupakan jenis pahat yang “disemen” (cemented carbides) dengan bahan padat yang dibuat dengan cara sintering serbuk karbida (nitrida, oksida) dengan bahan pengikat yang umumnya dari kobalt (Co). Cara carbuzing masing-masing bahan dasar (serbuk). Tungsten, Titanium, Tantalum yang dibuat menjadi karbida yang digiling dan disaring. Salah satu atau campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan pelumas (Lilin). Setelah itu dilakukan Presintering (1000º C pemanasan mula untuk menguapkan bahan pelumas)dan kemudian sintering (1600º C). Hot hardness karbida yang disemen hanya akan menurun bila terjadi perlunakan elemen pengikat. Semakin besar persentase pengikat Co maka kekerasannya menurun dan sebaliknya keuletannya membaik. Modulus elastisitasnya sangat tinggi demikian pula berat jenisnya. Koefisien muainya 1/2 dari baja dan konduktivitas panasnya sekitar 2 atau 3 kali konduktivitas panas HSS. Ada tiga jenis utama pahat karbida sisipan antara lain :
b. Karbida Tungsten Paduan (WC-TiC+Co; WC- TaC- TiC+ Co; WC- TaC +Co; WC-TiC – TiN + Co; TiC +Ni, Mo) merupakan jenis pahat karbida memotong baja (Steel cutting Grade). c. Karbida Lapis (Coated Cemented Carbides): merupakan jenis
karbida tungsten yang dilapis beberapa lapis karbida, nitrida oksida lain yang lebih rapuh tetapi hot hardness tinggi.
5. Keramik (Ceramics)
Merupakan paduan metalik dan non-metalik menurut definisi yang sempit sedangkan menurut definisi yang luas merupakan paduan semua material kecuali metal dan material organik. Keramik mempunyai sifat khas yaitu; relatif rapuh sehingga membatasi/mempersulit kegunaannya. Salah satu usaha memperkecil sifat kerapuhan adalah dengan memanfaatkan menghambat pertumbuhan retak besar, dengan cara menambahkan partikel yang mempunyai koefisien muai yang berbeda. Yang akan menimbulkan retak mikro sewaktu proses pendinginan berlangsung.
6. CBN (Cubic Boron Nitrides)
tahan terhadap baja sangat kecil dan tahan terhadap perubahan reaksi kimia sampai dengan temperatur pemotongan 13000C (kecepatan potong tinggi). Dibuat dalam bentuk sisipan dan mempunyai harga yang mahal.
7. Intan (Sinterred Diamonds dan Natural Diamonds )
Sintered Diamond merupakan hasil proses sintering serbuk intan tiruan dengan bahan pengikat Co (5% - 10%). Hot Hardness sangat tinggi dan tahan terhadap deformasi plastik. Sifat ini ditentukan oleh besar butir intan serta persentase dan komposisi material pengikat. Karena intan pada temperatur tinggi akan berubah menjadi grafit dan mudah terdifusi menjadi atom besi, mata pahat intan tidak digunakan untuk memotong bahan yang mengandung besi (ferrous). Cocok bagi Ultra highprecision dan mirror finishing bagi benda kerja non fero ( Al alloys, Cu alloys, Plastics, rubber). Dalam proses pemesinan umumnya kita menggunakan jenis pahat HSS untuk mesin gurdi dan karbida untuk mesin freis dan bubut (dan dapat juga sebagai sisipan pada jenis pahat lainnya).
Tabel 2.3 Perbedaan Antara pahat HSS dan Karbida
No Perbedaan HSS Karbida
1 Konstruksi Batangan Sisipan
2 Ketahanan terhadap suhu
tinggi Tidak baik Baik
3 Jenis coolant Cairan Udara / air blow
2.3.5 Umur Pahat
Dalam proses pemesinan,yang sangat perlu di perhatikan adalah umur pahat. Karena umur pahat berhubungan dengan keausan pada pahat .
Umur pahat berdasarkan rumus Taylor,
VcTn = CTVB f-pa-q
Dimana :
Vc = kecepatan potong;m/min.
CTVB = konstanta keausan.
f = gerak makan ; r/min
a = kedalaman potong ; mm
p = pangkat untuk tebak geram
q = pangkat untuk lebar pemotongan
N tergantung dari jenis pahat
Yang mempengaruhi umur pahat (berdasarkan rumus Taylor)
Terutama oleh kecepatan potong.Sehingga untuk setiap kombinasi pahat dan benda kerja ada suatu kecepatan potong moderat sehingga umur pahat jadi lebih lama (misal: pahat HSS dengan material baja, kecepatan potong moderat sekitar 20 m/min).
Material yang dipakai (factor n).
Gerak makan (f) dan kedalaman makan (a).
Berikut macam-macam keausan pahat berdasarkan tempa terjadinya :
Keausan kawah (crater wear)
Terjadi pada bidang geram.
Keausan tepi (flank wear)
Terjadi pada mata potong utama
Keausan ujung
Disebabkan karena kedalaman makan yang berlebihan.
Berikut Penyebab kausan pada pahat secara Umum :
a. Proses Abrasif
Adanya partikel yang keras pada benda kerja yang menggesek bersama aliran material benda kerja pada bidang geram dan bidang utama pahat.
Penyebab keausan pahat dan tepi
Pada pahat HSS, proses abrasif dominan pada kecepatan potong rendah (10-20 m/min)
Pada pahat karbida, proses abrasif tidak dominan karena pahat karbida yang sangat keras
b. Proses Kimia
Benda kerja yang baru saja terpotong sangat kimiawi aktif sehingga memudahkan reaksi yang mengakibatkan derajat penyatuan (afinitas) berkurang pada bidang geram pahat
Hal diatas menjadi penyebab terjadinya keausan kawah pada bidang geram
c. Proses Adhesi
BUE sangat dinamis, sangat tergantung pada kecepatan potong.
Proses pertumbuhan dan pengelupasan BUE secara periodik memperpendek umur pahat.
BUE yang stabil akan memperpanjang umur pahat.
d. Proses Difusi
Perpindahan atom metal dari daerah konsentrasi tinggi ke konsentrasi rendah karena material pengikat melamah pada temperatur yang tinggi.
Pada HSS , atom Fe dan C terdifusi sehingga F
e
3C terkelupas Pada pahat karbida Co sebagai pengikat karbida terdifusi
Penyebab keausahan kawah
e. Proses Oksidasi
Karena temperatur tinggi maka karbida akan teroksidasi (bereaksi dengan oksigen) sehingga struktur pahat melemah dan tidak tahan akibat deformasi akibat gaya potong.
2.4. Mekanisme Penghasilan Geram
Ciri utama pada proses pemesinan adalah adanya geram atau sisa pemotongan.. Mekanisme penghasilan geram ini terbagi atas dua teori yaitu teori lama dan teori baru.
2.4.1. Teori Lama
Gambar 2.22 Teori lama yang Menerangkan Terjadinya Geram
2.4.2. Teori Baru
Gambar 2.23 Teori baru yang Menerangkan Terjadinya Geram
Proses terbentuknya geram tersebut dapat diterangkan melalui analogi tumpukan kartu, bila setumpuk kartu dijajarkan dan diatur sedikit miring (sesuai dengan sudut geser,Φ) kemudian didorong dengan papan (penggaris) yang membuat sudut terhadap garis vertikal (sesuai dengan sudut geram,γo) maka kartu bergeser ke atas relatif terhadap kartu di belakangnya. Pergeseran tersebut berlangsung secara berurutan, dan kartu terdorong melewati bidang batas papan, lihat gambar 2.24a. Analogi kartu teresebut menerangkan keadaan sesungguhnya dari kristal logam (struktur butir metalografis) yang terdeformasi sehingga merupakan lapisan tipis yang tergeser pada bidang geser. Arah perpanjangan kristal (cristal elongation) membuat sudut sedikit lebih besar daripada sudut geser, lihat gambar 2.24b.
penyederhanaan dari sistem pemotongan miring (obligue system) dimana gaya diuraikan menjadi komponennya pada suatu bidang.
Beberapa asumsi yang digunakan dalam analisis model tersebut antara lain :
a. Mata potong pahat sangat tajam sehingga tidak menggosok atau menggaruk benda kerja
b. Deformasi terjadi hanya dalam dua dimensi
c. Distribusi tegangan yang merata pada bidang geser
d. Gaya aksi dan reaksi pahat terhadap bidang geram adalah sama besar dan segaris (tidak menimbulkan moment coppel)
Karena sistem gaya dipandang hanya pada satu bidang, maka gaya total dapat diuraikan menjadi dua komponen gaya yang saling tegak lurus.
Berdasarkan cara penguraiannya maka gaya pembentukan geram terdiri atas :
1. Gaya total (F), ditinjau dari proses deformasi material, dapat diuraikan menjadi dua komponen, yaitu :
FS : gaya geser yang mendeformasikan material pada bidang geser, sehingga melampaui batas elastik.
Fsn : gaya normal pada bidang geser yang menyebabkan pahat tetap menempel pada benda kerja.
2. Gaya total (F) dapat diketahui arah dan besarnya dengan cara membuat dinamometer (alat ukur gaya dimana pahat dipasang padanya dan alat tersebut dipasang pada mesin perkakas) yang mengukur dua komponen gaya yaitu :
Fv : gaya potong, searah dengan kecepatan potong Ff : gaya makan, searah kecepatan makan.
3. Gaya total (F) yang bereaksi pada bidang geram (Aγ,face bidang pada pahat di mana geram mengalir) diuraikan menjadi dua komponen untuk menentukan “koefisien gesek geram terhadap pahat”, yaitu :
Fγn : gaya normal pada bidang geram
Karena berasal dari satu gaya yang sama mereka dapat dilukiskan pada suatu lingkaran dengan diameter yang sama dengan gaya total (F). Lingkaran tersebut digambarkan persis di ujung pahat sedemikian rupa sehingga semua komponen menempati lokasi seperti yang dimaksud.
Gambar 2.25 Lingkaran Gaya Perpotongan
2.5. Cairan Pendingin (coolant)
Cairan pendingin (Coolant) mempunyai kegunaan yang khusus dalam proses pemesinan. Cairan pendingin perlu dipilih dengan seksama sesuai dengan jenis pekerjaan yang dilakukan dengan mesin perkakas. Penggunaan cairan pendingin ini dapat dilakukan dengan berbagai cara seperti disemprotkan, dikucurkan, dikabutkan, dll. Efektivitas dari cairan pendingin ini hanya dapat diketahui dengan melakukan percobaan pemesinan.
2.5.1. Fungsi Coolant
Di dalam Proses Pemesinan, kita harus mengenal coolant sebagai suatu cara untuk menambah/memperpanjang umur pahat.
Menurunkan gaya potong.
Memperpanjang umur pahat
Melumasi elemen pembimbing (ways)
Memperhalus atau memperbaiki kualitas permukaan benda kerja.
Membersihkan geram dari bidang geram pada saat proses pemotongan.
Proteksi korosi pada permukaan benda kerja yang baru terbentuk.
2.5.2. Jenis-Jenis Coolant
Secara umum coolant yang biasa dipakai dapat dikategorikan dalam dua jenis coolant, yaitu :
1. Air Blow
Merupakan Coolant berupa tiupan udara yang dialirkan dari selang khusus. Coolant jenis ini digunakan untuk material yang cepat menangkap dan melepaskan panas.
2. Water Blow
Merupakan coolant yang berbentuk cair. Coolant ini biasanya digunakan pada material yang laju perpindahan panasnya lambat.
Coolant yang termasuk ke dalam jenis Water Blow ada dua macam yaitu : 1. Bedasarkan komposisi , coolant jenis ini terdiri atas:
a. Cairan sintetik (synthetic fluids, chemical fluids)
b. Cairan emulsi (emulsions, water miscible fluids, water soluble oil, emulsifiable cutting fluids).
Yaitu air yang mengandung partikel minyak (5–20 µm) unsur pengemulsi ditambahkan dalam minyak yang kemudian dilarutkan dalam air. Bila ditambahkan unsur lain seperti EP (Extreme Pressure Additives) daya lumasnya akan meningkat.
c. Cairan semi sintetik (semi synthetic fluids)
Merupakan perpaduan antara jenis sintetik dan emulsi. Kandungan minyaknya lebih sedikit daripada cairan emulsi. Sedangkan kandungan pengemulsinya (molekul penurun tegangan permukaan ). Partikel lebih banyak daripada cairan sintetik. Partikel minyaknya lebih kecil dan tersebar. Dapat berupa jenis dengan minyak yang sangat jenuh (super-fatted) atau jenis EP,(Exterme Pressure).
d. Minyak (cutting oils)
Gambar 2.26 Ilustrasi Beberapa Jenis Cairan Pendingin 2. Berdasarkan kandungan, terdiri atas :
a. Water Base
Dimana perbandingan kandungan antara air dengan zat tersebut adalah sekitar 1 : 10
b. Gil Bax
c. Campuran
2.5.3. Pemakaian Coolant
Adapun cara pemberian cairan pendingin (coolant) antara lain :
1. Manual
disulfide) yang dioleskan pada lubang – lubang yang akan di tap akan menaikkan umur pahat pengulir (tapping tool).
2. Dikucurkan / dibanjirkan (flooding)
Sistem pendingin yang terdiri atas pompa, saluran, nozel dan tangki, dimiliki oleh hampir semua mesin perkakas. Satu atau beberapa nozel dengan selang fleksibel diatur sehingga cairan pendingin disemprotkan pada bidang aktif pemotongan. Keseragaman pendinginan harus diusahakan dan bila perlu dapat dibuat nozel khusus.
Gambar 2.27 Pemakaian Cairan Pendingin Dengan Menggunakan Nozel. 3. Ditekan lewat saluran pada pahat
Gambar 2.28 Pahat Gurdi (Jenis End Mill ) 4. Dikabutkan (mist)
Cairan pendingin disemprotkan berupa kabut. Partikel cairan sintetik, semi – sintetik atau emulsi disemprotkan melalui aspirator yang bekerja dengan prinsip seperti semprotan nyamuk. Cairan dalam tabung akan naik melalui pipa berdiameter kecil karena daya vakum akibat aliran udara diujung atas pipa dan menjadi kabut yang menyemprot keluar. Jenis pengabut lain (pressure feed ; lihat gambar) menggunakan dua selang yang bersatu di nozel sehingga lebih mudah diarahkan semprotannya. Selang yang pertama membawa udara tekan dan yang kedua membawa cairan dari tabung yang diberi tekanan. Pengabut ini berukuran kecil dan mudah dibuat dan dipasangkan pada bench drilling/ milling machines menggantikan cara manual. Pemakaian cairan dengan cara dikabutkan dimaksudkan untuk memanfaatkan daya pendinginan karena penguapan. Pendingin jenis minyak jarang dikabutkan ( karena masalah asap) kecuali dalam penggerindaan pahat karbida misalnya pada pembuatan alur pematah geram (chip breaker) dengan batu gerinda intan. Karena kabut tidak dapat masuk ke dalam lubang yang relatif dalam, maka teknik pegabutan ini jarang dipakai dalam proses gurdi (drilling).
2.5.4. Pemeliharaan Cairan Pendingin
Cairan pendingin perlu dipelihara dengan benar sebab bila tidak bisa menjadikan sumber kerusakan (korosi) tangki cairan pendingin ataupun komponen mesin perkakas. Biaya untuk memelihara cairan pendingin jauh lebih murah daripada membiarkan mesin rusak karena cairan pendingin yang terdegradasi.
Beberapa hal yang perlu diperhatikan dalam pemeliharaan cairan pendingin ini adalah sebagai berikut :
1. Air yang digunakan untuk membuat emulsi atau cairan pendingin perlu diperiksa kesadahannya. Jika air ini terlalu banyak mineralnya bila mungkin harus dicari penggantinya. Untuk menurunkan kesadahan (dengan mendestilasikan, ”melunakkan”dengan Zeolit atau Deonizer) jelas memerlukan ongkos, sementara cairan pendingin yang dibuat atau yang selalu ditambahi air kesadahan tinggi akan memerlukan penggantian yang lebih sering dan ini akan menaikkan ongkos juga.
2. Bakteri sulit diberantas tetapi dapat dicegah kecepatan berkembang biaknya dengan cara – cara yang cocok . Jika sudah ada tanda – tanda mulainya degradasi maka cairan pendingin harus diganti dengan segera. Seluruh sistem cairan pendingin perlu dibersihkan (dibilas beberapa kali), diberi zat anti bakteri, selanjutnya barulah cairan pendingin “segar” dimasukkan. Dengan cara ini “umur” cairan pendingin dapat diperlama (4 s.d. 6 bulan)
2.6. Snei dan Tapping 2.6.1. Snei
Adapun prosedur pelaksanaan snei:
1. Sebelum melakuan snei harus sudah ada ulir luar yang telah dibuat oleh mesin bubut.
2. Snei harus berada dalam sudut 900 terhadap bidang kerja. Kelebihan gaya akan menyebabkan ulir menjadi rusak atau tidak teratur.
3. Tempatkan snei tegak lurus terhadap bidang kerja, putar secara perlahan dengan mendesak snei dengan menggunakan telapak tangan.
4. Men-snei dilakukan dengan menekan sambil memutar setengah putaran searah jarum jam dan diikuti dengan pembalikan putaran ¼ putaran untuk memutuskan geram dari proses snei.
5. Teruskan proses snei sampai panjang ulir yang diinginkan.
2.6.2. Tapping
Pada prinsipnya tapping digunakan untuk memproduksi dengan tangan pada ulir sebelah dalam. Perkakas tapping itu sendiri adalah benda yang dikeraskan dari baja karbon atau baja paduan yang mirip baut dengan pemotongan galur sepanjang sisinya untuk memberikan mata potong. Beberapa jenis tap adalah :
a. Tap konis, diserong sampai 8 atau 10 ulir. Digunakan untuk mengetap mula pertama mengetap lubang.
b. Tap antara, mempunyai dua sampai tiga ulir serong. Tap ini dipakai setelah mengetap dengan konis.
c. Tap rata, mempunyai ulir dengan ukuran penuh. Tap ini dipakai untuk menyelesaikan akhir.
Prosedur Mengetap :
1. Sebelum mengetap harus dibuat lubang dengan mesin gurdi pada diameter tap.
3. Tempatkan tap konis kedalam lubang tegak lurus pada bidang kerja. Mulailah memutar pelan-pelan dengan mendesak tap menggunakan telapak tangan.
4. Mengetap dilakukan dengan menekan sambil memutar setengah putaran searah jarum jam dan diikuti dengan pembalikan putaran seperempat putaran untuk memutuskan geram-geram hasil pengetapan.
5. Teruskan pengetapan sampai dengan kedalaman yang diinginkan, setelah itu tukar pahat tap dengan jenis tap berikutnya dan ulangi pekerjaan seperti prosedur sebelumnya.
Tap digunakan untuk mengulir dalam (ulir kiri atau ulir kanan). Pada bagian tap diberikan ujung segi empat pemasangan gagang tap. Selalu menempatkan tap tirus kedalam lubang tegak lurus pada bidang kerja lalu pada bidang kerja lalu memutar sambil mendesak tap menggunakan telapak tangan . Cara mengetap dengan menekan ke bawah sambil diputar setengah putaran searah jarum jam, kemudian dibalik seperempat putaran.Pembalikan putaran ini digunakan untuk memutuskan geram-geram yang jatuh kebawah melalui alur tap.