LAMPIRAN 1
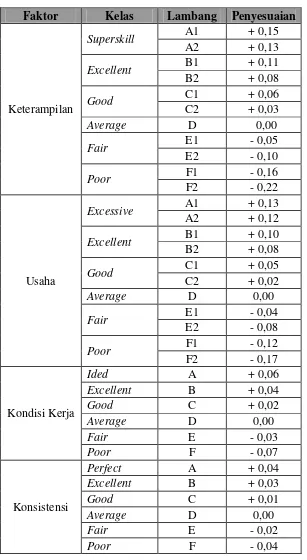
Tabel Rating FactorWestinghouse
Faktor Kelas Lambang Penyesuaian
LAMPIRAN 2
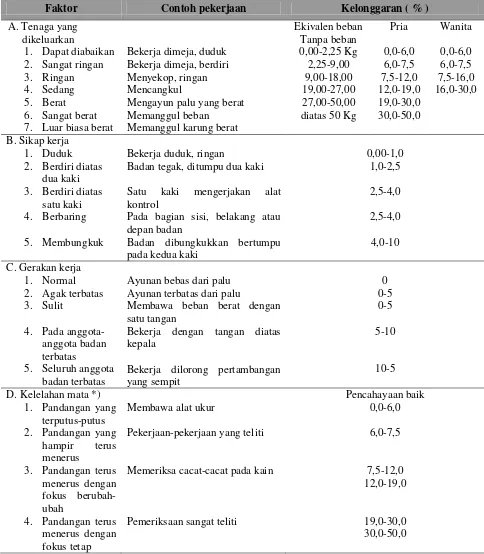
Tabel Allowance
Faktor Contoh pekerjaan Kelonggaran ( % )
A. Tenaga yang
Mengayun palu yang berat Memanggul beban
Badan tegak, ditumpu dua kaki
Satu kaki mengerjakan alat kontrol
Pada bagian sisi, belakang atau depan badan
Ayunan bebas dari palu Ayunan terbatas dari palu
Membawa beban berat dengan satu tangan
Bekerja dengan tangan diatas kepala
Memeriksa cacat-cacat pada kain
Faktor Contoh pekerjaan Kelonggaran ( % )
Ruang yang berventilasi baik,udara segar
Ventilasi kurang baik, ada bau-bauan (tidak berbahaya) Adanya debu-debu beracun, atau tidak beracun tetapi banyak
Adanya bau-bauan berbahaya yang mengharuskan menggunakan alat-alat pernafasan
G. Keadaan lingkungan yang baik
1. Bersih, sehat, cerah dengan kebisingan rendah 2. Siklus kerja berulang-ulang antara 5-10 detik 3. Siklus kerja berulang-ulang antara 0-5 detik 4. Sangat bising
5. Jika factor-faktor yang berpengaruh dapat menurunkan kwalitas 6. Terasa adanya getaran lantai
7. Keadaan yang luar biasa (bunyi, kebersihan, dll)
0
*) Kontras antara warna hendaknya diperhatikan **) Tergantung juga pada keadaan ventilasi
***) Dipengaruhi juga oleh ketinggian tempat kerja dari permukaan laut dan keadaan iklim
LAMPIRAN 3
Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab setiap bagian pada PT. Apindowaja Ampuh Persada adalah sebagai berikut :
1. Direktur Utama
Direktur Utama merupakan pimpinan tertinggi dalam perusahaan yang bertanggung jawab terhadap seluruh kegiatan operasional pabrik dan kelangsungannya serta pengembangan dari perusahaan tersebut.
Adapun tugas Direktur adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
b. Bertugas mengawasi kebijaksanaan dan tindakan setiap kepala bagian dan menjalin hubungan baik.
c. Melaksanakan kontrak-kontrak dengan pihak luar. 2. Kepala Bagian Keuangan
Kepala Bagian Keuangan bertanggung jawab atas semua hal yang berhubungan dengan administrasi dan keuangan perusahaan.
Adapun tugas Kepala Bagian Keuangan adalah sebagai berikut :
a. Mengawasi penggunaan dana, barang dan peralatan pada masing-masing departemen dalam perusahaan.
3. Kepala Bagian Produksi
Kepala Bagian Produksi memiliki tanggung jawab terhadap kegiatan produksi berlangsung secara lancar dan efisien dalam memenuhi target produksi yang telah ditetapkan oleh perusahaan.
Adapun tugas Kepala Bagian Produksi adalah sebagai berikut :
a. Mengawasi semua kegiatan proses produksi yang berlangsung di lantai pabrik seperti pemotongan, pembubutan, perakitan, dan proses lainnya. b. Mengkoordinir dan mengarahkan setiap bawahannya serta menentukan
pembagian tugas bagi setiap bawahannya.
c. Mengawasi dan mengevaluasi seluruh kegiatan produksi agar dapat mengetahui kekurangan dan penyimpangan/kesalahan sehingga dapat dilakukan perbaikan untuk kegiatan berikutnya
4. Kepala Bagian Teknik
Adapun tugas Kepala Bagian Teknik adalah sebagai berikut :
a. Bertanggung jawab atas tersedianya mesin, peralatan dan kebutuhan listrik demi kelancaran produksi.
b. Mendelegasikan dan mengkoordinir tugas-tugas di bagian perawatan mesin dan listrik.
5. Kepala Bagian Personalia
masalah yang timbul dilingkungan perusahaan dan bertanggung jawab terhadap kinerja karyawan perusahaan.
Adapun tugas dari Kepala Bagian Personalia adalah sebagai berikut:
a. Mengadakan pengangkatan dan pemberhentian karyawan dan menyelesaikan konflik antara sesama karyawan dan atasan dengan bawahan.
b. Mengatur hal-hal yang berhubungan dengan pekerjaan karyawan c. Membantu pimpinan dalam promosi dan mutasi karyawan
d. Mengatur hal-hal yang berhubungan dengan pihak luar perusahaan. 6. Kepala Bagian Penerimaan dan Pengiriman
Kepala Bagian Penerimaan dan Pengiriman bertanggung jawab atas proses pemesanan bahan baku serta pengiriman produk akhir ke konsumen. Adapun tugas Kepala Bagian Penerimaan dan Pengiriman adalah :
a. Mendata jumlah bahan baku yang dibeli dari perusahaan lain. b. Mengidentifikasi kebutuhan konsumen dan tingkat persaingan.
c. Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga pendistribusian dan promosi.
7. Accounting
Adapun tugas bagian Akuntansi adalah membantu Kepala Bagian Keuangan dalam hal kegiatan administrasi dan keuangan.
8. Kasir
a. Menerima dan mengeluarkan uang untuk berbagai keperluan.
b. Memberikan secara langsung upah atau gaji karyawan yang telah ditetapkan oleh atasan.
9. Bagian Pembubutan
Adapun tugas Bagian Pembubutan adalah bertanggung jawab atas semua proses pembubutan seluruh spare part yang akan dihasilkan.
10.Bagian Pengeboran
Adapun tugas Bagian Pengeboran adalah bertanggung jawab atas semua proses pengeboran seluruh spare part yang akan dihasilkan.
11.Bagian Pemotongan
Adapun tugas Bagian Pemotongan adalah bertanggung jawab atas semua proses pemotongan seluruh spare part yang akan dihasilkan.
12.Bagian Pengelesan
Adapun tugas Bagian Pengelesan adalah bertanggung jawab atas semua proses pengelesan seluruh spare part yang akan dihasilkan.
13.Bagian Pengerolan
Adapun tugas Bagian Pengerolan adalah bertanggung jawab atas semua proses pengerolan seluruh spare part yang akan dihasilkan.
14.Bagian Perakitan
15.Penyetelan/ QC
Adapun tugas bagian Penyetelan/ QC adalah bertanggung jawab atas kualitas produk apakah sudah siap untuk dikirim atau belum melalui penyetelan produk.
16.Bagian Perawatan Mesin
Adapun tugas Bagian Perawatan Mesin adalah sebagai berikut :
a. Melakukan pengecekan dan mencatat keadaan mesin/peralatan secara berkala (rutin) atau pada saat-saat diperlukan dan melaporkannya kepada kepala bagian teknik.
b. Melakukan perawatan dan perbaikan secara berkala atau saat-saat yang diperlukan.
17.Bagian Listrik
Adapun tugas Bagian Listrik adalah melakukan pemeriksaan kebutuhan listrik secara berkala yang dipakai untuk produksi.
18.Satpam
Adapun tugas Satpam adalah sebagai berikut :
1. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh kompleks perusahaan.
2. Mengambil tindakan pengamanan dan perlindungan ketika tejadi gangguan keamanan di dalam kompleks perusahaan.
19.Bagian Persediaan
Adapun tugas Bagian Persediaan adalah sebagai berikut :
b. Memeriksa persediaan material (control stock) sehingga pada saat diperlukan selalu tersedia.
20.Bagian Pemasaran
LAMPIRAN 4
Uji Keseragaman Data
1. Besi diangkut ke tempat pemotongan
Waktu 9,79 9,88 10,26 9,25 10,46 10,39 BKA 10,92 10,92 10,92 10,92 10,92 10,92 BKB 9,09 9,09 9,09 9,09 9,09 9,09
2. Besi dipotong dan diukur menjadi body
3. Body diangkut ke tempat pengelasan
Waktu 6,67 6,75 7,15 6,63 7,35 6,96 BKA 7,49 7,49 7,49 7,49 7,49 7,49 BKB 6,34 6,34 6,34 6,34 6,34 6,34
4. Besi as ring diangkut ke tempat pemotongan
Waktu 5,08 4,95 5,04 5,05 5,33 5,44 BKA 5,53 5,53 5,53 5,53 5,53 5,53 BKB 4,77 4,77 4,77 4,77 4,77 4,77
5. Besi as ring diangkut ke tempat pemotongan
6. Besi as ring diangkut ke pembubutan
Waktu 1,78 1,76 1,7 1,77 1,76 1,76 BKA 1,81 1,81 1,81 1,81 1,81 1,81 BKB 1,70 1,70 1,70 1,70 1,70 1,70
7. Besi as ring dibubut
8. As ring diangkut ke tempat pengelasan
Waktu 2,6 2,45 2,49 2,59 2,52 2,48 BKA 2,64 2,64 2,64 2,64 2,64 2,64 BKB 2,40 2,40 2,40 2,40 2,40 2,40
9. As ring dan body dilas
12. As ring dan body diangkut ke tempat pembubutan
waktu 9,63 9,9 9,82 9,23 9,42 9,39 BKA 10,09 10,09 10,09 10,09 10,09 10,09 BKB 9,04 9,04 9,04 9,04 9,04 9,04
13. As ring dan body dibubut
14. As ring dan body diangkut ke peremeran
Waktu 7,66 7,5 7,61 7,68 7,52 7,53
BKA 7,74 7,74 7,74 7,74 7,74 7,74
BKB 7,43 7,43 7,43 7,43 7,43 7,43
15. Besi diangkut ke pemotongan
Waktu 9,28 9,62 9,51 9,76 9,47 9,94 BKA 10,06 10,06 10,06 10,06 10,06 10,06 BKB 9,13 9,13 9,13 9,13 9,13 9,13
16. Besi diukur dan dipotong
17. Besi diangkut ke penyekrapan
Waktu 0,82 0,87 0,84 0,82 0,89 0,8 BKA 0,91 0,91 0,91 0,91 0,91 0,91 BKB 0,77 0,77 0,77 0,77 0,77 0,77
18. Besi disekrap
19. Besi diangkut ke penggerindaan
Waktu 0.61 0,51 0,6 0,58 0,56 0,6
BKA 0,65 0,65 0,65 0,65 0,65 0,65
BKB 0,50 0,50 0,50 0,50 0,50 0,50
20. Besi digerinda
waktu 7,73 7,8 7,85 7,88 7,93 7,73
BKA 7,98 7,98 7,98 7,98 7,98 7,98
BKB 7,66 7,66 7,66 7,66 7,66 7,66
22. Pinion diangkut ke peremeran
waktu 0,92 1 0,92 0,9 0,99 0,91
BKA 1,03 1,03 1,03 1,03 1,03 1,03
23. Pinion diremer ke body,
waktu 69,95 69,43 69,44 69,1 69,49 70,02 BKA 70,27 70,27 70,27 70,27 70,27 70,27 BKB 68,20 68,20 68,20 68,20 68,20 68,20
24. Body diangkut ke tempat perakitan
waktu 8,51 8,48 8,34 8,21 8,58 8,06
BKA 8,76 8,76 8,76 8,76 8,76 8,76
25. Besi diangkut ke pemotongan
waktu 8,96 8,91 8,84 9,1 8,96 9,59
BKA 9,61 9,61 9,61 9,61 9,61 9,61
BKB 8,51 8,51 8,51 8,51 8,51 8,51
26. Besi diukur dan dipotong
waktu 6,88 6,47 6,13 6,45 6,41 6,22
BKA 6,95 6,95 6,95 6,95 6,95 6,95
BKB 5,91 5,91 5,91 5,91 5,91 5,91
27. Besi diangkut ke tempat penyekrapan
28. Besi disekrap
Waktu 51,21 51,62 51,56 51,22 50,86 50,92 BKA 51,86 51,86 51,86 51,86 51,86 51,86 BKB 50,60 50,60 50,60 50,60 50,60 50,60
29. Besi diangkut
waktu 1,38 1,42 1,38 1,41 1,37 1,37
BKA 1,43 1,43 1,43 1,43 1,43 1,43
30. Besi dibor
waktu 66,81 66,99 66,92 67,08 67,33 66,74 BKA 67,40 67,40 67,40 67,40 67,40 67,40 BKB 66,56 66,56 66,56 66,56 66,56 66,56
32. Intermediate gear diangkut ke perakitan
waktu 3,54 3,65 3,69 3,56 3,68 3,63
BKA 3,75 3,75 3,75 3,75 3,75 3,75
BKB 3,50 3,50 3,50 3,50 3,50 3,50
33. Bearing diangkut ke perakitan
waktu 2,66 2,6 2,62 2,6 2,64 2,66
BKA 2,69 2,69 2,69 2,69 2,69 2,69
34. Merakit bearing dan intermedaite gear
waktu 25,7 25,58 25,3 25,08 25,66 25,43 BKA 25,93 25,93 25,93 25,93 25,93 25,93 BKB 24,98 24,98 24,98 24,98 24,98 24,98
35. Mainshaft dicat
36. Mainshaft diangkut ke penyimpanan sementara
Lampiran 5
Uji Keseragaman
No Kegiatan 1 2 3 4 5 6 Σx Σx2 N'
1 Besi diangkut ke tempat pemotongan 9.79 9.88 10.26 9.25 10.46 10.39 60.03 601.65 2.80 2 Besi diukur dan dipotong menjadi body 3.74 3.83 3.5 3.65 3.52 3.76 22.00 80.76 1.79
3 Body diangkut ke tempat pengelasan 6.67 6.75 7.15 6.63 7.35 6.96 41.51 287.59 2.31
4 Besi as ring diangkut ke tempat
pemotongan 5.08 4.95 5.04 5.05 5.33 5.44 30.89 159.22 1.85
5 Besi as ring diukur dan dipotong 4.23 4.36 4.15 4.18 4.28 3.97 25.17 105.68 1.34 6 Besi as ring diangkut ke pembubutan 1.78 1.76 1.7 1.77 1.76 1.76 10.53 18.48 0.34 7 Besi as ring dibubut 79.23 78.68 79.4 78.8 79.72 79.32 475.15 37628.68 0.03
8 As ring diangkut ke tempat pengelasan 2.6 2.45 2.49 2.59 2.52 2.48 15.13 38.17 0.78
9 As ring dan body di las 101.46 105.69 108.93 107.69 101.19 102.51 627.47 65675.10 1.35
12 As ring dan body diangkut ke tempat
pembubutan 9.63 9.9 9.82 9.23 9.42 9.39 57.39 549.28 1.01
13 As ring dan body dibubut 133.97 134.21 133.6 133.61 133.76 133.53 802.68 107382.88 0.01
14 As ring dan body diangkut ke
peremeran 7.66 7.5 7.61 7.68 7.52 7.53 45.50 345.07 0.14
Uji Keseragaman (Lanjutan)
No Kegiatan 1 2 3 4 5 6 Σx Σx2 N'
20 Besi digerinda 7.73 7.8 7.85 7.88 7.93 7.73 46.92 366.95 0.14
22 Pinion diangkut ke peremeran 0.92 1 0.92 0.9 0.99 0.91 5.64 5.31 2.84
23 Pinion diremer ke body 54.71 54.26 54.09 54.76 54.2 54.68 326.70 17789.26 0.04
24 Body diangkut ke tempat perakitan 8.51 8.48 8.34 8.21 8.58 8.06 50.18 419.87 0.76
25 Besi diangkut ke pemotongan 8.96 8.91 8.84 9.1 8.96 9.59 54.36 492.88 1.21 26 Besi diukur dan dipotong 5.02 4.7 4.82 4.65 4.82 4.88 28.89 139.19 1.00 27 Besi diangkut ke tempat penyekrapan 1.53 1.54 1.55 1.5 1.51 1.57 9.20 14.11 0.38 28 Besi disekrap 51.21 51.62 51.56 51.22 50.86 50.92 307.39 15748.60 0.05 29 Besi diangkut ke pengeboran 1.38 1.42 1.38 1.41 1.37 1.37 8.33 11.57 0.32 30 Besi dibor 66.81 66.99 66.92 67.08 67.33 66.74 401.87 26916.81 0.01
32 Intermediate gear diangkut ke perakitan 3.54 3.65 3.69 3.56 3.68 3.63 21.75 78.86 0.39
33 Bearing diangkut ke perakitan 2.66 2.6 2.62 2.6 2.64 2.66 15.78 41.51 0.15
34 Merakit bearing dan intermediate gear 16.95 16.79 16.96 16.8 16.97 16.82 101.29 1709.98 0.04
35 Mainshaft dicat 105.35 112.9 112.06 107.17 111.35 110.11 658.94 72410.92 0.97
36 Pengangkutan mainshaft ke
LAMPIRAN 6
Waktu Elemen Kerja
No Kegiatan Elemen Kegiatan Waktu
siklus 1 2 3 4 5 6
1 Besi diangkut ke tempat pemotongan
Menarik dan mengarahkan crane ke tempat penyimpanan bahan baku
10.01
1,54 1,58 1,64 1,51 1,72 1.51 Memasang dan menyesuaikan bahan baku
pada crane 2,95 3,00 3,10 2,63 3,31 3.44
Mengukur besi dengan menggunakan meteran
3.67
0,34 0,31 0,29 0,33 0,32 0.37 Memposisikan besi pada mesin potong 1,03 1,05 0,98 0,90 0,94 1.01 Menyalakan mesin potong dan memotong
besi 1,54 1,61 1,50 1,59 1,50 1.60
Mematikan mesin dan melepaskan besi dari
mesin potong 0,83 0,86 0,73 0,83 0,76 0.78
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
3 Body diangkut ke
tempat pengelasan
Mengarahkan crane ke tempat penyimpanan bahan baku
Mengarahkan crane ke tempat penyimpanan bahan baku
Mengukur besi dengan menggunakan meteran
4,20
0,62 0,57 0,65 0,61 0,59 0,68 Memposisikan besi pada mesin potong 1,04 1,14 0,95 0,97 1,04 0,94 Menyalakan mesin dan memotong besi 1,61 1,67 1,74 1,76 1,78 1,52 Mematikan mesin dan melepaskan besi dari
mesin potong 0,96 0,98 0,81 0,84 0,87 0,83
4,23 4,36 4,15 4,18 4,28 3,97 Mengangkut besi dan berjalan menuju
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
7 Besi as ring dibubut
Memasang besi as ring pada mesin bubut
79,19
3,57 3,50 3,79 3,64 3,95 3.96 Memasang pahat bubut dan alat lainnya 2,95 2,77 2,75 2,51 2,61 2.73 Menyetel posisi besi as ring dengan pahat
bubut 1,99 1,78 1,98 1,69 1,87 1.65
Menyalakan mesin, menyetel dan
Menyesuaikan kecepatan mesin 9,71 9,50 9,60 9,66 9,97 9.70 Mengerjakan pembubutan 60,00 60,00 60,00 60,00 60,00 60.00 Melepaskan benda kerja dari mesin
pembubutan 1,01 1,13 1,28 1,30 1,32 1.28
Menyatukan as ring dan body dan membersihkannya
104,58
14,89 14,66 14,76 14,89 14,67 14.70 Memasang busur pada mesin las dan
menyalakan mesin las 4,55 4,71 4,82 4,97 4,67 4.94
Mengerjakan pengelasan 62,02 66,32 69,35 67,83 61,85 62.87
Mendinginkan material 20,00 20,00 20,00 20,00 20,00 20.00
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
12
As ring dan body diangkut ke tempat
pembubutan
Mengarahkan crane pada tempat pengelasan
9,57
2,40 2,47 2,36 2,29 2,29 2.42 memasang material pada crane 3,30 3,35 3,46 3,23 3,28 3.23 Menjalankan crane dengan remote control
ke tempat pembubutan 3,05 3,18 3,05 2,89 2,96 2.88
Melepaskan material dari crane 0,88 0,90 0,95 0,82 0,89 0.86 9,63 9,90 9,82 9,23 9,42 9,39
13 As ring dan body dibubut
Memasang material pada mesin bubut
133,78
2,27 2,44 2,45 2,35 2,41 2.45 Memasang pahat bubut pada mesin bubut 2,94 2,90 2,77 2,79 2,93 2.61 Menyetel posisi material dan pahat bubut 1,91 1,94 1,86 1,94 1,87 1.90 Menyalakan mesin, menyetel dan
menyesuaikan kecepatan mesin 4,86 4,99 4,66 4,66 4,61 4.60 Mengerjakan pembubutan 120,00 120,00 120,00 120,00 120,00 120.00 Melepaskan benda kerja dari mesin
pembubutan 1,99 1,94 1,86 1,87 1,94 1.97
Mengangkat material dan berjalan menuju
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
15 Besi diangkut ke pemotongan
Menarik dan mengarahkan crane ke penyimpanan bahan baku
9,60
2,34 2,46 2,45 2,36 2,32 2.46 Memasang dan menyesuaikan bahan baku
pada crane 3,24 3,38 3,39 3,40 3,24 3.39
Mengukur besi dengan menggunakan meteran
5,52
1,21 1,36 1,43 1,40 1,28 1.44 Memposisikan besi pada mesin potong 0,83 0,93 0,85 0,82 0,94 0.85 Menyalakan mesin potong dan memotong
besi 2,44 2,33 2,36 2,49 2,39 2.43
Mematikan mesin dan melepaskan besi dari
mesin potong 0,94 1,00 0,82 0,91 0,88 0.81
5,42 5,62 5,46 5,62 5,49 5,53 17 Besi diangkut ke
penyekrapan
Mengangkat besi dengan tangan dan
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
18 Besi disekrap
Melakukan pencekaman pada benda kerja
48,17
2,48 2,15 2,19 2,34 2,09 2.32 Melakukan pencekaman pisau potong 1,97 1,54 1,55 1,95 1,92 1.71 Menyetel posisi benda kerja dan pisau
potong 1,28 1,26 1,43 1,47 1,37 1.47
Mengatur langkah mesin potong 1,89 1,93 1,87 1,81 1,97 1.84 Mengerjakan penyekrapan 40,00 40,00 40,00 40,00 40,00 40.00 Melepaskan benda kerja dari mesin sekrap 0,96 0,80 0,89 0,82 0,84 0.92
48,58 47,68 47,93 48,39 48,19 48,26 19 Besi diangkut ke
penggerindaan
Mengangkat besi dengan tangan dan
berjalan ke penggerindaan 0,58 0,61 0,51 0,60 0,58 0,56 0.60
20 Besi digerinda
Menyalakan mesin gerinda dan menunggu
kecepatan mesin gerinda stabil 7,82 0,81 0,93 0,89 0,92 0,97 0.86
Mengerjakan penggerindaan 6,92 6,87 6,96 6,96 6,96 6.87
7,73 7,80 7,85 7,88 7,93 7,73 22 Pinion diangkut ke
peremeran
Mengangkat pinion dengan tangan dan
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
23
Pinion diremer ke body
Pemasangan pinion dan body pada mesin remer
54,45
1,94 1,58 1,85 1,73 1,73 1,62
Pemasangan pahat remer 1,67 1,68 1,63 1,78 1,69 1,67
Penyetelan posisi benda kerja dan pahat
remer 0,72 0,98 1,00 0,95 0,79 0,99
Melakukan penyetelan kecepatan pahat
remer 3,75 3,94 3,53 3,88 3,75 3,92
Mengarahkan crane pada body
8,36
Menarik dan mengarahkan crane ke tempat penyimpanan bahan baku
9,06
1,61 1,57 1,62 1,73 1,69 1,78 Memasang dan menyesuaikan bahan baku
pada crane 3,14 3,03 2,76 2,59 2,86 3,30
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
26 Besi diukur dan dipotong
Mengukur besi dengan menggunakan meteran
4,82
0,96 0,82 0,85 0,93 0,91 0,87 Memposisikan besi pada mesin potong 0,95 0,89 0,82 0,88 0,91 0,91 Menyalakan mesin potong dan memotong
besi 1,94 1,91 1,98 1,82 1,98 1,96
Mematikan mesin dan melepaskan besi dari
mesin potong 1,17 1,08 1,17 1,02 1,02 1,14
5,02 4,70 4,82 4,65 4,82 4,88 27 Besi diangkut ke
tempat penyekrapan
Mengangkut besi dengan tangan dan
berjalan menuju penyekrapan 1,53 1,53 1,54 1,55 1,50 1,51 1,57
28 Besi disekrap
Melakukan pencekaman pada benda kerja
51,23
1,02 1,22 1,10 1,36 1,04 1,07 Melakukan pencekaman pisau potong 1,70 1,69 1,66 1,34 1,50 1,66 Menyetel posisi benda kerja dan pisau
potong 0,97 0,95 1,00 0,82 0,83 0,86
Mengatur langkah mesin potong 1,53 1,87 1,85 1,76 1,63 1,51 Mengerjakan penyekrapan 45,00 45,00 45,00 45,00 45,00 45,00 Melepaskan benda kerja dari mesin sekrap 0,99 0,89 0,95 0,94 0,86 0,82
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
29 Besi diangkut ke pengeboran
Mengangkat besi dengan tangan dan
berjalan menuju pengeboran 1,39 1,38 1,42 1,38 1,41 1,37 1,37
30 Besi dibor
Memasang benda kerja pada mesin
66,98
1,00 1,27 1,01 1,05 1,48 1.12
memasang mata bor 1,33 1,22 1,33 1,37 1,43 1.24
Menyetel posisi benda kerja terhadap mesin
bor dan menyetel kecepatan mata bor 3,53 3,53 3,81 3,83 3,57 3.59 Mengerjakan pengeboran 60,00 60,00 60,00 60,00 60,00 60.00 Melepaskan benda kerja dari mesin bor 0,95 0,97 0,77 0,83 0,85 0.79
Mengangkat material dengan tangan dan
berjalan menuju perakitan 3,63 3,54 3,65 3,69 3,56 3,68 3.63 33 Bearing diangkut ke
perakitan
Mengangkat material dengan tangan dan
berjalan menuju perakitan 2,63 2,66 2,60 2,62 2,60 2,64 2.66
34 Merakit bearing dan intermediate gear
Memposisikan body dalam keadaan tegak berdiri
16,88
0,39 0,32 0,46 0,24 0,30 0.26 Mengangkat intermediate gear dan
memasang pada body 8,69 8,58 8,70 8,59 8,79 8.88
Mengangkat bearing dan memasang pada
body 7,87 7,89 7,80 7,97 7,88 7.68
Waktu Elemen Kerja (Lanjutan)
No Kegiatan Elemen Kegiatan waktu
siklus 1 2 3 4 5 6
35 Mainshaft dicat
Mempersiapkan alat pengecatan
109,82
15,37 15,92 15,35 15,95 14,99 15.53 Membesihkan mainshaft dan melakukan
pendempulan 18,23 18,89 19,75 18,39 18,95 18.28
Mengecat mainshaft 50,76 57,56 56,74 52,43 56,55 55.55
Mengeringkan mainshaft 20,99 20,53 20,22 20,40 20,86 20.75 105,35 112,90 112,06 107,17 111,35 110,11
Menarik dan mengarahkan crane ke pengecatan
15.98
2,65 2,96 2,79 2,93 2,72 2.98 Memasang dan menyesuaikan material pada
crane 4,95 4,78 4,92 4,73 4,96 4.86