ABSTRAK
Pada saat ini perkembangan di dunia industri semakin pesat, banyaknya produk-produk sandang yang ditawarkan dari berbagai perusahaan membuat setiap konsumen lebih selektif lagi dalam memilih kebutuhan sandang yang mereka butuhkan. Kualitas merupakan salah satu faktor dasar yang patut diperhitungkan dalam mempengaruhi pilihan konsumen untuk berbagai jenis produk dan jasa. PT. Surya Mulia Adikriya ini merupakan salah satu perusahaan yang harus mengikuti perkembangan kebutuhan konsumen. Perusahaan ini
bergerak dibidang garmen dengan menghasilkan berbagai produk seperti jaket
cardigan. Perusahaan pada saat ini mengalami masalah kualitas yaitu banyaknya produk cacat yang dihasilkan membuat perusahaan mengalami kerugian. Untuk membantu perusahaan dalam memecahkan masalahnya diperlukan penelitian untuk mengendalikan dan memperbaiki kualitas saat ini.
Adapun tujuan penelitian adalah untuk mengetahui prioritas jenis cacat, mengetahui tingkat kualitas, mengetahui penyebab terjadinya cacat, dan memberikan usulan kepada perusahaan untuk peningkatan kualitas.
Metodologi penelitian yang dilakukan penulis dalam penelitian ini adalah studi pendahuluan, mengidentifikasi masalah, melakukan studi pustaka,
melakukan tahap DMAIC (meliputi define, measure, analysis, improve dan
control), adapun tools yang digunakan sebagai alat bantu penganalisaan antara lain diagram pareto, peta kendali U, peta demerit, perhitungan DPMO dan nilai
sigma, FTA dan FMEA.
Penulis mengumpulkan data-data dengan cara melakukan penelitian secara langsung dan melakukan wawancara dengan Kepala Bagian Produksi. Data yang dikumpulkan adalah data umum perusahaan, data jenis-jenis cacat antara lain, jenis cacat kain bolong, jenis cacat jahitan tidak rapih, jenis cacat obras tidak
rapih, jenis cacat benang putus, jenis cacat zipper rusak dan jenis cacat bordir.
Dimana jumlah cacat diperoleh selama 35 hari kerja. Berdasarkan perhitungan peta kendali menunjukkan bahwa proses terkendali, sedangkan perhitungan peta demerit menunjukkan bahwa tidak terjadi cacat yang serius. Hasil pengukuran
kapabilitas diperoleh DPMO sebesar 4,8792% dengan nilai sigma 3,17. Kemudian
melakukan analisis FTA untuk mencari akar penyebab masalah dan analisis FMEA untuk mengidentifikasi potensi mode kegagalan.
Berdasarkan hasil analisis menunjukkan proses terkendali tetapi jumlah cacat yang terjadi masih banyak. Untuk menjaga proses tetap terkendali maka penulis mengusulkan pengendalian kualitas dengan menggunakan peta kendali
dan pengawasan terhadap komponen yang dimakloonkan. Sedangkan untuk
perbaikan kualitas produk penulis memberikan usulan perbaikan berdasarkan FTA antara lain membuat prosedur pemeriksaan dan pergantian lampu ruangan,penambahan alat-alat untuk membantu proses produksi seperti alat inspeksi otomatis,peningkatan pengawasan operator pada saat bekerja,memberikan pelatihan kepada operator dan usulan perbaikan dengan penerapan DMAIC.
KATA PENGANTAR DAN UCAPAN TERIMA KASIH
Tugas Akhir ini merupakan tugas yang harus diselesaikan dalam rangka
untuk memenuhi prasyaratan akademik untuk mencapai gelar Sarjana Strata Satu
pada Jurusan Teknik Industri Fakultas Teknik Universitas Kristen Maranatha.
Pelaksanaan penelitian Tugas Akhir yang berjudul “Usulan Pengendalian
dan Perbaikan Kualitas dengan Menggunakan Metode DMAIC (Studi Kasus di
PT.SURYA MULIA ADIKRIYA“ ini dilakukan di sebuah perusahaan garment di
Jalan Raya Cibeureum, Bandung. Laporan Tugas Akhir ini terdiri dari enam bab,
yaitu :
• Bab 1 Pendahuluan
• Bab 2 Tinjauan Pustaka
• Bab 3 Metodologi Penelitian
• Bab 4 Pengumpulan Data
• Bab 5 Pengolahan Data dan Analisis Data
• Bab 6 Kesimpulan dan Saran
Penulis memanjatkan puji dan syukur kepada Tuhan Yang Maha Esa
karena berkat rahmat-Nya sehingga penulis dapat menyelesaikan Laporan Tugas
Akhir ini.
Laporan kerja praktek ini dapat terselesaikan dari awal sampai akhir tidak
terlepas dari bimbingan Tuhan Yang Maha Esa dan bantuan dari beberapa pihak
yang telah membantu. Oleh karena itu penulis ingin mengucapkan rasa terima
kasih sebesar-besarnya kepada:
1. Tuhan Yesus Kristus sebagai juru selamat yang selalu menyertai dan
membimbing serta memberikan berkat kepada penulis sehingga pembuatan
Laporan Tugas Akhir ini dapat selesai.
2. Bapak Rudijanto Muis, ST., MT., selaku Dosen Pembimbing penulis yang
telah meluangkan waktu untuk membimbing penulis dalam menyelesaikan
Laporan Tugas Akhir ini.
3. Ibu Ir. Christina Wirawan, MT., selaku Ketua Jurusan Teknik Industri
Universitas Kristen Maranatha.
4. Ibu Christina, ST., MT., selaku Sekretaris Jurusan Teknik Industri Universitas
Kristen Maranatha.
5. Bapak Joesoef selaku pemilik perusahaan yang telah mengizinkan penulis
melakukan penelitian Tugas Akhir ini.
6. Bapak Rahmat selaku Kepala Bagian Produksi PT. Surya Mulia Adikriya yang
telah mengizinkan, meluangkan waktu, dan membantu penulis dalam
menyelesaikan Laporan Tugas Akhir ini.
7. Keluarga penulis khususnya Mama, Papa, Ci Nita, Mas Alex, Mbak Vonny,
Icha yang telah memberikan semangat dan moril kepada penulis dengan penuh
kesabaran.
8. My Lovely Oely, yang selalu membantu penulis, selalu memberikan semangat dan menghibur kepada penulis dengan penuh kesabaran dan kasih.
9. Teman-teman seperjuangan, Darius, Jevi, Budi, Andrianus, Junior, Dharma,
Ronald, Jimmy, Ami, Stella, Monique, Christine, Yesi, Pandu, Dian, Yarda,
Cello, Agri dan Erick yang telah memberikan dukungan dan semangat, serta
memberikan kesetiakawanan yang besar kepada penulis.
10.Teman-teman di Teknik Industri, yang secara langsung maupun tidak
langsung telah memberikan dorongan dan bantuan kepada penulis.
11.Pihak-pihak lain yang membantu penulis menyelesaikan laporan Tugas Akhir
ini yang tidak dapat disebutkan satu-persatu.
God Bless You All !!!!
Penulis menyadari bahwa laporan yang dibuat ini belum sempurna karena
ada keterbatasan yang dimiliki penulis. Oleh karena itu penulis mengharapkan
saran dan kritik dari pembaca yang dapat menambah kekurangan dari penulis.
Bandung, Juni 2006
Penulis
DAFTAR ISI
LEMBAR PENGESAHAN ... ii
SURAT KETERANGAN PERUSAHAAN... iii
PERNYATAAN HASIL KARYA PRIBADI ... iv
ABSTRAK ... v
KATA PENGANTAR DAN UCAPAN TERIMA KASIH... vi
DAFTAR ISI ... viii
DAFTAR TABEL... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN... xv
BAB 1 PENDAHULUAN
1.1.Latar Belakang Masalah... 1 - 1
1.2.Identifikasi Masalah ... 1 - 2
1.3.Pembatasan Masalah dan Asumsi ... 1 - 3
1.4.Perumusan Masalah ... 1 - 4
1.5.Tujuan dan Manfaat Penelitian ... 1 - 4
1.6.Sistematika Penulisan ... 1 - 5
BAB 2 TINJAUAN PUSTAKA
2.1. Teori Dasar Kualitas ... 2 - 1
2.1.1. Pengertian Kualitas ... 2 - 1
2.1.2. Dimensi Kualitas... 2 - 2
2.1.3. Pengertian Pengendalian Kualitas... 2 - 3
2.1.4. Maksud dan Tujuan Pengendalian Kualitas ...2 - 5
2.1.5. Faktor-faktor Yang Mempengaruhi Tingkat
Pengendalian Kualitas...2 - 5
2.1.6. Ruang Lingkup Pengendalian Kualitas Total ... 2 - 6
2.1.7. Kegiatan dari Pengendalian Kualitas ... 2 - 7
2.1.8. Alat-alat Pengendalian Kualitas ... 2 - 8
2.1.9. Faktor-faktor Intern dan Extern yang Mempengaruhi
Pengendalian Kualitas ... 2 – 8
2.1.10.Faktor-faktor yang Mempengaruhi Kualitas
Barang dan Jasa (9M) ... 2 - 9
2.2. Konesp Variabel dalam Proses Produksi ... 2 - 11
2.3. Sejarah Six Sigma... 2 - 13
2.3.1. Pengertian Six Sigma... 2 - 16
2.4 DMAIC ... 2 - 17
2.5 Penentuan Critical to Quality (CTQ)... 2 - 18
2.6 Seven Tools... 2 - 19
2.6.1. Check Sheet ... 2 - 19
2.6.2. Stratifikasi Data... 2 - 20
2.6.3. Diagram Pareto... 2 - 21
2.6.4. Peta Kendali ... 2 - 22
2.6.4.1 Peta Kendali U ... 2 - 23
2.6.4.2 Peta Demerit……… 2 - 24
2.6.5. Perhitungan DPMO dan Nilai Sigma……… 2 - 25
2.6.6. Fault Tree Analysis (FTA) ... 2 - 26
2.6.7. Failure Mode and Effect Analysis (FMEA)... 2 - 28
BAB 3 METODOLOGI PENELITIAN
3.1. Studi Pendahuluan... 3 - 1
3.2. Identifikasi Masalah ... 3 - 1
3.3. Studi Pustaka... 3 - 3
3.4. Tahap Define ... 3 - 3
3.4.1. Pembatasan Masalah ... 3 - 4
3.4.2. Perumusan Masalah ... 3 - 4
3.4.3. Tujuan Penelitian ... 3 - 4
3.4.4. Penentuan Critical to Quality (CTQ)... 3 - 5
3.5. Tahap Measure... 3 - 5
3.5.1. Pengumpulan Data ... 3 - 5
3.5.2. Pembuatan Stratifikasi ... 3 - 6
3.5.3. Pembuatan Diagram Pareto... 3 - 6
3.5.4. Pembuatan Peta Kendali ... 3 - 6
3.5.5. Pembuatan Peta Demerit ... 3 - 7
3.5.6. Perhitungan DPMO dan Nilai Sigma... 3 - 8
3.6. Tahap Analyze... 3 - 8
3.6.1. Analisis Stratifikasi Data... 3 - 8
3.6.2. Analisis Diagram Pareto ... 3 - 9
3.6.3. Analisis Peta Kendali ... 3 - 9
3.6.4. Analisis Peta Demerit... 3 - 9
3.6.4. Analisis Penentuan CTQ (Critical to Quality)... 3 - 9
3.6.5. Analisis Perhitungan DPMO dan Nilai Sigma... 3 - 9
3.6.6. Analisis Fault Tree Analysis (FTA)... 3 - 9
3.6.6. Analisis Failure Mode and Effect Analysis (FMEA)... 3 - 10
3.7. Tahap Improve... 3 - 10
3.7.1. Usulan Berdasarkan FTA... 3 - 10
3.7.2. Usulan Penerapan DMAIC ... 3 - 10
3.8. Kesimpulan dan Saran ... 3 - 10
BAB 4 PENGUMPULAN DATA
4.1. Data Umum Perusahaan... 4 - 1
4.1.1. Sejarah Singkat Perusahaan ... 4 - 1
4.1.2. Waktu Kerja Perusahaan ... 4 - 2
4.1.3. Struktur Organisasi Perusahaan ... 4 - 2
4.1.4. Job Description ... 4 - 2
4.2. Deskripsi Produk... 4 - 16
4.2.1. Uraian Produk ... 4 - 17
4.2.2. Bahan-bahan Produk ... 4 - 18
4.2.2. Jenis Mesin dan Alat Bantu ... 4 - 18
4.3. Proses Produksi ... 4 - 22
4.4. Penentuan CTQ (Critical to Quality)... 4 - 29
4.5. Karakteristik jenis Cacat ... 4 - 29
4.6. Pengumpulan Data Cacat... 4 - 32
BAB 5 PENGOLAHAN DATA DAN ANALISIS DATA
5.1. Pengolahan Data... 5 - 1
5.1.1. Stratifikasi Data... 5 - 1
5.1.2. Diagram Pareto... 5 - 3
5.1.3. Peta Kendali ... 5 - 5
5.1.3.1 Peta Kendali U untuk Jenis Cacat Kain Bolong (KB) ... 5 - 6
5.1.3.2 Peta Kendali U untuk Jenis Cacat Jahitan Tidak
Rapi (JTR)... 5 - 8
5.1.3.3 Peta Kendali U untuk Jenis Cacat Obras Tidak
Rapi (OTR) ... 5 - 10
5.1.3.4 Peta Kendali U untuk Jenis Cacat Benang Putus (BP) .. 5 - 12
5.1.3.5 Peta Kendali U untuk Jenis Cacat Zipper Rusak (ZR)... 5 - 14
5.1.3.6 Peta Kendali U untuk Jenis Cacat Bordir (CB)... 5 - 16
5.1.4. Peta Demerit... 5 - 18
5.1.5. Perhitungan DPMO dan Nilai Sigma... 5 - 21
5.1.6. Fault Tree Analysis (FTA) ... 5 - 22
5.1.6.1 Diagram Fault Tree Analysis (FTA) Untuk Jenis
Cacat Kain Bolong ... 5 - 22
5.1.6.2 Diagram Fault Tree Analysis (FTA) Untuk Jenis
Cacat Jahitan Tidak Rapi ... 5 - 24
5.1.6.3 Diagram Fault Tree Analysis (FTA) Untuk Jenis
Cacat Obras Tidak Rapi ... 5 - 26
5.1.6.4 Diagram Fault Tree Analysis (FTA) Untuk Jenis
Cacat Benang Putus ... 5 - 27
5.2. Analisis Failure Mode and Effect Analysis (FMEA)... 5 - 29
5.2.1. Analisis Failure Mode and Effect Analysis untuk Jenis
Cacat Kain Bolong ... 5 - 29
5.2.2. Analisis Failure Mode and Effect Analysis untuk Jenis
Cacat Jahitan Tidak Rapi ... 5 - 34
5.2.3. Analisis Failure Mode and Effect Analysis untuk Jenis
Cacat Obras Tidak Rapi ... 5 - 36
5.2.4. Analisis Failure Mode and Effect Analysis untuk Jenis
Cacat Benang Putus ... 5 - 38
5.3. Usulan Perbaikan dan Pengendalian Kualitas... 5 - 40
5.3.1. Usulan Pengendalian Kualitas ... 5 - 40
5.3.2. Usulan Perbaikan Kualitas ... 5 - 41
5.3.2.1. Usulan Perbaikan Berdasarkan Fault Tree Analysis
(FTA) untuk Jenis Cacat Kain Bolong... 5 - 41
5.3.2.2. Usulan Perbaikan Berdasarkan Fault Tree Analysis
(FTA) untuk Jenis Cacat Jahitan Tidak Rapi ... 5 - 42
5.3.2.3. Usulan Perbaikan Berdasarkan Fault Tree Analysis
(FTA) untuk Jenis Cacat Obras Tidak Rapi... 5 - 43
5.3.2.4. Usulan Perbaikan Berdasarkan Fault Tree Analysis
(FTA) untuk Jenis Cacat Benang Putus ... 5 - 44
5.3.3. Usulan Perbaikan dengan Penerapan Metode DMAIC... 5 - 45
BAB 6 KESIMPULAN DAN SARAN
6.1. Kesimpulan ... 6 - 1
6.2. Saran... 6 - 3
DAFTAR PUSTAKA
LAMPIRAN
KOMENTAR DOSEN PENGUJI
DATA PENULIS
DAFTAR TABEL
Tabel Judul Halaman
1.1 Data Produk Cacat Jaket 3 Bulan Lalu 1 – 3
2.1 Manfaat dari Pencapaian Beberapa Tingkat Sigma 2 – 14
2.2 Perbandingan 3σ dengan 6σ 2 – 15
2.3 Simbol-simbol FTA 2 - 27
4.1 Komponen-komponen produk jaket cardigan 4 – 17
4.2 Tabel Data Jenis Cacat dan Jumlah Cacat 4 - 33
5.1 Stratifikasi Data 5 - 1
5.2 Tabel Diagram Pareto 5 - 4
5.3 Tabel Perhitungan Peta Kendali U Jenis Cacat Kain
Bolong 5 - 6
5.4 Tabel Perhitungan Peta Kendali U Jenis Cacat Jahitan
Tidak Rapi 5 - 8
5.5 Tabel Perhitungan Peta Kendali U Jenis Cacat Obras
Tidak Rapi 5 - 10
5.6 Tabel Perhitungan Peta Kendali U Jenis Cacat Benang
Putus 5 - 12
5.7 Tabel Perhitungan Peta Kendali U Jenis Cacat Zipper
Rusak 5 - 14
5.8 Tabel Perhitungan Peta Kendali U Jenis Cacat Bordir 5 - 16
5.9 Perhitungan Rata-rata Keseluruhan Jenis Cacat 5 - 18
5.10 Tabel Perhitungan Demerit 5 - 19
5.11 Tabel Failure Mode and Effect Analysis (FMEA) 5 - 30
5.12 Tabel Usulan Failure Mode and Effect Analysis (FMEA) 5 - 50
DAFTAR GAMBAR
Gambar Judul Halaman
3.1 Metodologi Penelitian 3 - 2
4.1 Struktur Organisasi PT.Surya Mulia Adikriya 4 - 3
4.2 Sketsa Produk Jaket Cardigan 4 - 16
4.3 Foto Produk Jaket Cardigan 4 – 17
4.4 Foto Mesin kanzai 4 – 18
4.5 Foto Mesin jahit 4 – 19
4.6 Foto Mesin obras 4 – 19
4.7 Foto Mesin overdeck 4 – 20
4.8 Foto Mesin cutting kain 4 – 20
4.9 Foto Mesin potong Bis 4 – 20
4.10 Foto Mesin pembersih dan pengering 4 – 21
4.11 Foto Mesin steamer 4 – 21
4.12 Foto Alat Gramasi 4 – 22
4.13 Foto proses pemeriksaan awal 4 – 23
4.14 Foto tahap pemotongan kain 4 – 24
4.15 Foto tahap distribusi 4 – 25
4.16 Foto tahap perakitan 4 – 26
4.17 Foto tahap quality control 4 – 27
4.18 Foto tahap finishing 4 – 28
4.19 Foto tahap packing 4 – 29
4.20 Foto jenis cacat noda oli 4 – 30
4.21 Foto jenis cacat bordir 4 – 30
4.22 Foto jenis cacat jahitan tidak rapi 4 – 30
4.23 Foto jenis cacat obras tidak rapi 4 – 31
4.24 Foto jenis cacat kain bolong 4 – 31
4.25 Foto jenis cacat zipper rusak 4 – 32
4.26 Foto jenis cacat benang putus 4 – 32
5.1 Gambar Diagram Pareto 5 - 4
5.2. Gambar Peta Kendali U Cacat Kain Bolong 5 - 7
5.3 Gambar Peta Kendali U Cacat Jahitan Tidak Rapi 5 - 9
5.4 Gambar Peta Kendali U Cacat Obras Tidak Rapi 5 - 11
5.5 Gambar Peta Kendali U Cacat Benang Putus 5 - 13
5.6 Gambar Peta Kendali U Cacat Zipper Rusak 5 - 15
5.7 Gambar Peta Kendali U Cacat Bordir 5 - 17
5.8 Gambar Peta Demerit 5 - 20
5.9 Fault Tree Analysis (FTA) Jenis cacat Kain Bolong 5 - 23
5.10 Fault Tree Analysis (FTA) Jenis cacat Jahitan Tidak Rapi 5 - 25
5.11 Fault Tree Analysis (FTA) Jenis cacat Obras Tidak Rapi 5 - 27
5.12 Fault Tree Analysis (FTA) Jenis cacat Benang Putus 5 - 28
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1 Definisi FMEA untuk rating Severity L – 1
2 Definisi FMEA untuk rating Occurrence L – 2
3 Definisi FMEA untuk rating Detectability L – 3
4 Lembar Check Sheet L – 4
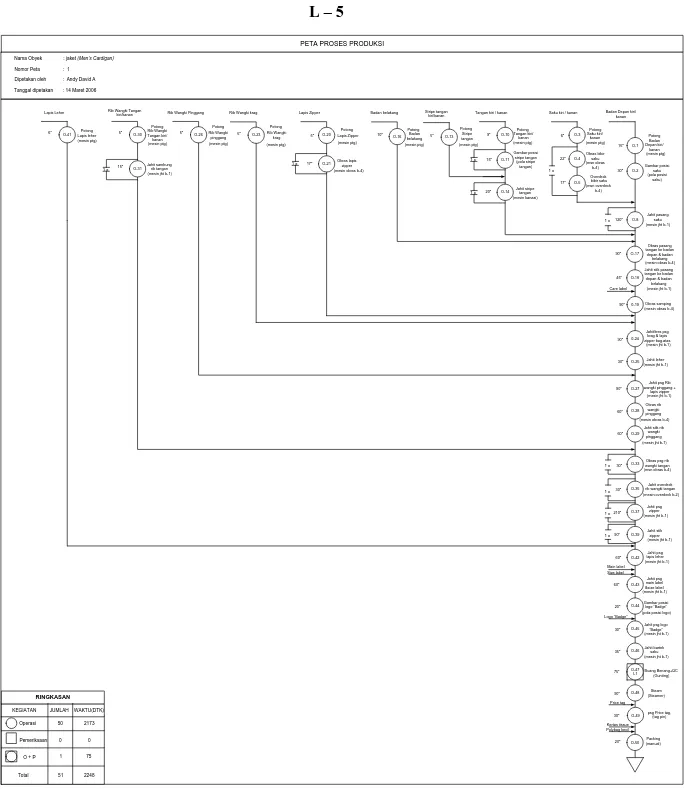
5 Peta Proses Operasi L – 5
6 Prosedur Pemeriksaan Lampu Ruangan L – 6
7 Prosedur Pemeriksaan Mesin Jahit L - 7
Lampiran
LAMPIRAN
Lampiran
L - 1
Definisi FMEA Untuk Rating Severity
Ranking Efek Kriteria
1 Tidak Ada Tidak ada pengaruh.
2
Sangat
Minor Item tidak sesuai dan cacat dilihat oleh konsumen tertentu.
3 Minor Item tidak sesuai dan cacat dilihat oleh sebagian konsumen.
4
Sangat Rendah
Item tidak sesuai dan cacat dilihat oleh kebanyakan konsumen.
5 Rendah Item dapat dioperasikan, tetapi kenyamanan item mengalami
penurunan. Konsumen agak merasa kecewa.
6 Sedang Item dapat dioperasikan, tetapi kenyamanan item tidak ada.
Konsumen merasa tidak senang.
7 Tinggi Item dapat dioperasikan, tetapi ada penurunan tingkat
performansi. Konsumen kecewa.
8 Sangat
Tinggi
Item tidak bisa dioperasikan, dengan kehilangan fungsi utamanya
9
Berbahaya Dengan Peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi dan atau bertentangan dengan peraturan pemerintah dengan
peringatan
10
Berbahaya Tanpa Peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi dan atau bertentangan dengan peraturan pemerintah tanpa peringatan
Lampiran
L - 2
Definisi FMEA Untuk Rating Occurrence
Ranking
Kemungkinan Kegagalan
Angka Kemungkinan Kegagalan
1 Tidak Ada : Kegagalan
tidak mungkin terjadi ≤ 1 dalam 1.500.000
2 1 dalam 150.000
3
Rendah : Kegagalan
sangat sedikit terjadi 1 dalam 15.000
4 1 dalam 2.000
5 1 dalam 400
6
Sedang : Kegagalan kadang-kadang terjadi
1 dalam 80
7 1 dalam 20
8
Tinggi : Kegagalan
berulang-ulang terjadi 1 dalam 8
9 1 dalam 3
10
Sangat Tinggi : Kegagalan hampir tidak
bisa dihindarkan ≥ 1 dalam 2
Lampiran
L - 3
Definisi FMEA Untuk Rating Detectability
Ranking Kemampuan Deteksi Kriteria Deteksi oleh Kontrol Kualitas
1 Hampir Pasti Hampir pasti bahwa kontrol akan
mendeteksi penyebab kegagalan potensial
2 Sangat Tinggi Kemungkinan sangat tinggi kontrol akan
mendeteksi penyebab kegagalan potensial
3 Tinggi Kemungkinan tinggi kontrol akan
mendeteksi penyebab kegagalan potensial
4 Agak tinggi Kemungkinan agak tinggi kontrol akan
mendeteksi penyebab kegagalan potensial
5 Sedang Kemungkinan sedang kontrol akan
mendeteksi penyebab kegagalan potensial
6 Rendah Kemungkinan rendah kontrol akan
mendeteksi penyebab kegagalan potensial
7 Sangat Rendah Kemungkinan sangat rendah kontrol akan
mendeteksi penyebab kegagalan potensial
8 Kecil Kemungkinan kecil kontrol akan
mendeteksi penyebab kegagalan potensial
9 Sangat Kecil Kemungkinan sangat kecil kontrol akan
mendeteksi penyebab kegagalan potensial
10 Sangat Tidak Pasti Kontrol tidak akan dapat mendeteksi
penyebab kegagalan potensial
Lampiran
L – 4
Lembar Check Sheet
Lembar Periksa Jenis Produk :
Tanggal : Pemeriksa :
No
Jumlah yang Diperiksa
(Turus)
Jenis Cacat Jumlah Cacat
(Turus)
Total Cacat
Lampiran
Rib Wangki krag Lapis Zipper Tangan kiri / kanan Badan Depan kiri/
kanan
Gambar posisi stripe tangan (pola stripe
tangan)
Saku kiri / kanan
Obras lapis
: jaket (Men’s Cardigan)
: Andy David A
O-49 psg Price tag,(tag pin) Price tag
O-50 (manual)Packing 20"
O-47
I-1 Buang Benang+QC(Gunting) 75"
Lapis Zipper Tangan kiri/kanan Saku kiri/kanan
Badan
O-45 Jahit psg logo“Badge” 30"
Lampiran
L – 6
Prosedur Pemeriksaan Lampu Ruangan
Lampiran
L – 7
Prosedur Pemeriksaan Mesin Jahit
Lampiran
KOMENTAR DOSEN PENGUJI
Nama Mahasiswa : Andy David A
NRP : 0123136
Judul Tugas Akhir : Usulan Pengendalian dan Perbaikan Kualitas Dengan
Menggunakan Metode DMAIC
(Studi Kasus di PT. Surya Mulia Adikriya)
Komentar – Komentar Dosen Penguji :
1. FTA bisa lebih baik.
2. Usulan bisa lebih konkrit.
3. Definisi kritis, mayor, minor cek lagi
4. cek logika di FTA-nya
5. Ok!
Lampiran
DATA PENULIS
Nama : Andy David Adhikusna
Alamat : Jl. Pencak Silat no 9
Arcamanik, Bandung
No. Telp : (022) 7214476
No. Handphone : 08122399019
Alamat email : [email protected]
Pendidikan : SDN Sabang, Bandung
SLTP Santa Maria, Bandung
SLTA Santa Maria 1, Bandung
Jurusan Teknik Industri Universitas Kristen Maranatha,
Bandung
Nilai Tugas Akhir : A
Tanggal USTA : Desember 2006
Bab 1 Pendahuluan 1-1
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Pada saat ini perkembangan di dunia industri semakin pesat, banyaknya
produk-produk sandang yang ditawarkan dari berbagai perusahaan membuat
setiap konsumen lebih selektif lagi dalam memilih kebutuhan sandang yang
mereka butuhkan. Kualitas merupakan salah satu faktor dasar yang patut
diperhitungkan dalam mempengaruhi pilihan konsumen untuk berbagai jenis
produk dan jasa. Sehingga setiap perusahaan harus mampu menghasilkan produk
yang berkualitas sesuai dengan permintaan pasar konsumen dan melakukan
perbaikan ke arah yang lebih baik terhadap proses produksinya baik dari segi
kuantitas maupun kualitas.
PT. Surya Mulia Adikriya ini merupakan salah satu perusahaan yang harus
mengikuti perkembangan kebutuhan konsumen. Perusahaan ini bergerak dibidang
garmen dengan menghasilkan berbagai produk seperti T-shirt, Poloshirt, Vest,
celana, Jumsuit, Joggingsuit, Babyset, Sweatshirt, jaket Cardigan, kaos olahraga
dan lain-lain. Produk yang sering dihasilkan adalah produk jaket selain banyaknya
permintaan konsumen, produk ini juga mempunyai nilai jual yang baik di
pasarannya dibanding produk lain. Penjualan yang dilakukan perusahaan ini
bertujuan ekspor sehingga diperlukan standar kualitas yang baik.
Namun, perusahaan pada saat ini mempunyai masalah terhadap kualitas
produknya yaitu banyaknya jumlah produk cacat yang terjadi. Masalah ini dapat
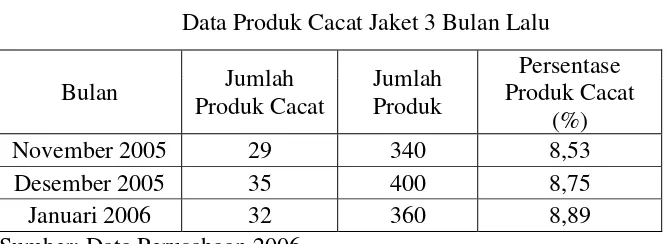
dilihat berdasarkan data 3 bulan terakhir, terdapat peningkatan produk cacat pada
jaket yakni pada bulan November persentase produk cacat jaket sebesar 8.53%,
pada bulan selanjutnya bulan Desember terjadi peningkatan jumlah produk cacat
jaket sebesar 0.22% menjadi 8.75% dan pada bulan Januari meningkat lagi
menjadi 8.89%. Peningkatan jumlah produk cacat ini membuat perusahaan
Bab 1 Pendahuluan 1-2
mengalami kerugian karena meningkatnya biaya produksi. Kerugian kehilangan
pelanggan juga bisa tejadi jika produk cacat tersebut lolos ke tangan konsumen
yang mengakibatkan kepuasan konsumen menurun.
Pengendalian kualitas merupakan salah satu cara yang digunakan oleh
setiap industri untuk mengetahui, mengukur, menganalisa, memperbaiki,
mengembangkan dan mengontrol semua kegiatan yang berhubungan dengan
proses produksi. Kegiatan tersebut dimulai dari penerimaan dan penanganan
bahan baku, desain produk, proses produksi, sampai ke produk jadi. Untuk
mengatasi permasalahan pada perusahaan terebut maka penulis melakukan
penelitian dengan judul “USULAN PENGENDALIAN DAN PERBAIKAN
KUALITAS DENGAN MENGGUNAKAN METODE DMAIC (STUDI
KASUS DI PT.SURYA MULIA ADIKRIYA)”, agar perusahaan dapat
mengetahui permasalahan yang terjadi dan dapat menanggulanginya untuk
meningkatkan kualitas produk yang dihasilkan. Sehingga perusahaan dapat tetap
dipercayai oleh konsumen untuk memproduksi pesanannya.
1.2 Identifikasi Masalah
Masalah yang timbul pada proses produksi pada perusahaan ini dapat
berakibat fatal pada kemajuan perusahaan jika tidak ditanggulangi. Banyaknya
produk cacat yang dihasilkan membuat perusahaan mengalami kerugian. Pada
saat menjalankan usahanya perusahaan telah melakukan pengendalian kualitas
akan tetapi hal tersebut kurang memenuhi dalam peningkatan kulitas yang
diperlukan. Perusahaan melakukan pemeriksaan 100% terhadap produk yang
dihasilkan. Pada pemeriksaan ini perusahaan hanya memisahkan produk yang
cacat dengan produk yang bagus tetapi perusahaan tidak melakukan tindakan
untuk mencari penyebabnya sehingga mengakibatkan persentase produk cacat
meningkat. Sampai saat ini perusahaan hanya melakukan pengerjaan kembali
(rework) pada produk yang masih bisa diperbaiki ataupun menambah kuantitas produksi untuk menutupi jumlah cacat yang dihasilkan. Adapun data jumlah
produk cacat jaket yang terjadi pada 3 bulan lalu dapat dilihat pada Tabel 1.1,
Bab 1 Pendahuluan 1-3
Tabel 1.1
Data Produk Cacat Jaket 3 Bulan Lalu
Bulan Jumlah
Produk Cacat
Jumlah Produk
Persentase Produk Cacat
(%)
November 2005 29 340 8,53
Desember 2005 35 400 8,75
Januari 2006 32 360 8,89
Sumber: Data Perusahaan,2006
Pada dasarnya kesalahan yang terjadi akibat adanya kelalaian dalam
kegiatan produksi. Permasalahan yang terjadi diperusahaan diakibatkan dari faktor
manusia, faktor mesin, faktor material, dan faktor lingkungan sehingga terdapat
produk cacat yang dapat menghambat kelanjutan dari proses penjualan ke
konsumen. Adapun jenis-jenis cacat yang terjadi pada saat ini adalah noda oli,
cacat bordir, jahitan tidak rapi, obras tidak rapi, kain bolong, zipper rusak dan
benang putus.
Perusahaan memerlukan metode perbaikan kualitas untuk menjaga
keberadaanya di dunia industri. Metode yang dimaksud adalah metode DMAIC
(Define, Measure, Analyze, Improve and Control) yang merupakan proses peningkatan terus-menerus secara sistematik berdasarkan ilmu pengetahuan dan
fakta serta menghilangkan langkah-langkah yang tidak produktif, berfokus pada
pengukuran baru dan penerapan teknologi untuk peningkatan kualitas. Dengan
metode ini diharapkan perusahaan dapat mengatasi permasalahan kualitas yang
dihadapi perusahaan.
1.3 Pembatasan Masalah
Dalam penelitian ini agar tidak terjadi penyimpangan dari tujuan penelitian
maka penulis membuat beberapa pembatasan yaitu:
1. Penelitian dilakukan pada tahap Define, Measure, Analyze, Improve
dan Control, tetapi pada tahap Improve dan Control tidak melakukan implementasi hanya berupa usulan saja.
Bab 1 Pendahuluan 1-4
2. Penelitian hanya dilakukan pada bagian proses produksi dengan
produk yang diteliti hanya pada produk jaket.
3. Tidak membahas masalah biaya-biaya.
1.4 Perumusan Masalah
Berdasarkan identifikasi masalah maka perumusan masalah yang
dilakukan penulis adalah sebagai berikut:
1. Prioritas jenis cacat apa yang mempengaruhi kualitas jaket ?
2. Bagaimana tingkat kualitas yang telah dilakukan perusahaan ?
3. Apa saja yang menjadi faktor-faktor penyebab terjadinya cacat yang
berpengaruh pada kualitas jaket ?
4. Bagaimana usulan yang sebaiknya diberikan kepada perusahaan untuk
meningkatkan kualitas produk ?
1.5 Tujuan dan Manfaat Penelitian
Maksud dan tujuan dilakukannya penelitian dan penyusun laporan tugas
akhir ini adalah :
1. Mengetahui jenis cacat terbanyak yang terjadi sehingga dapat
dilakukan prioritas penanggulangannya.
2. Mengetahui tingkat kualitas yang telah dilakukan perusahaan selama
ini.
3. Mengetahui menjadi faktor-faktor penyebab terjadinya cacat yang
berpengaruh pada kualitas jaket.
4. Memberikan usulan-usulan untuk mengurangi jumlah cacat dalam
rangka peningkatan kualitas.
Manfaat-manfaat yang dapat diperoleh dari penelitian ini adalah sebagai
berikut :
1. Perusahaan dapat memperbaiki kualitas produk yang dihasilkan
dengan berkurangnya jumlah produk cacat.
Bab 1 Pendahuluan 1-5
2. Perusahaan dapat melakukan sistem pengendalian kualitas yang lebih
baik dari sebelumnya melalui penelitian ini.
3. Penulis dapat menambah pengetahuannya mengenai keadaan di pabrik
sebenarnya dan permasalahan yang terjadi.
4. Penulis dapat mengetahui cara-cara pengendalian kualitas dan
perbaikan kualitas.
1.6 Sistematika Penulisan
Sistematika penulisan tugas akhir ini adalah sebagai berikut:
Bab 1 Pendahuluan
Bab ini berisi latar belakang masalah, identifikasi masalah,
pembatasan masalah dan asumsi, perumusan masalah, tujuan dan manfaat
penelitian, dan sistematika penulisan yang dilakukan.
Bab 2 Tinjauan Pustaka
Bab ini berisi tenatng teori-teori, prinsip-prinsip, aturan-aturan,
rumus-rumus yang berhubungan dengan topik yang dihadapi.
Bab 3 Metodologi Penelitian
Bab ini berisi flowchart yang menjelaskan langkah-langkah
penelitian yang dilakukan secara sistematis dari awal sampai akhir
penelitian.
Bab 4 Pengumpulan Data
Bab ini berisi tentang data umum perusahaan yang mencakup
sejarah singkat perusahaan, jam kerja, struktur organisasi serta job
description setiap jabatan. Deskripsi produk yang dibuat, jumlah cacat, dan jenis-jenis cacat yang diperlukan dalam melakukan penelitian ini.
Bab 1 Pendahuluan 1-6
Bab 5 Pengolahan Data dan Analisis
Bab ini berisi pengolahan data-data yang sudah diperoleh dari
pengumpulan data untuk mengatasi masalah yang terjadi di perusahaan
dan analisa hasil pengolahan data berdasarkan perumusan masalah dan
usulan perbaikan kualitas.
Bab 6 Kesimpulan dan Saran
Bab ini berisi kesimpulan dari hasil pengolahan dan analisa yang
telah dilakukan dan saran-saran yang diberikan penulis kepada perusahaan
untuk memperbaiki masalah yang ada.
Bab 6 Kesimpulan dan Saran 6-1
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Setelah melakukan penelitian pada perusahaan maka dapat diambil
beberapa kesimpulan sebagai berikut :
1. Berdasarkan perhitungan diagram pareto diperoleh urutan jumlah cacat
dari yang terbesar sampai yang terkecil untuk prioritas penanganan cacat
yaitu jenis cacat kain bolong dengan presentase cacat 33,99%, jenis
cacat jahitan tidak rapi dengan presentase cacat 19,24%, jenis cacat
obras tidak rapi dengan presentase cacat 19,04%, jenis cacat benang
putus dengan presentase cacat 10,55%, jenis cacat zipper rusak dengan
presentase cacat 10,20%, jenis cacat bordir dengan presentase cacat
3,91% dan jenis cacat noda oli dengan presentase cacat 3,08 %.
Sedangkan pengurutan jenis cacat berdasarkan nilai RPN pada FMEA
yang memerlukan penanganan lebih dahulu adalah cacat kain bolong
dengan nilai RPN 144, cacat jahitan tidak rapi dengan nilai RPN 140,
cacat obras tidak rapi dengan nilai RPN 140, dan cacat benang putus
dengan nilai RPN 120.
2. Pada perhitungan DPMO diberikan pembobotan karena jenis-jenis cacat
yang terjadi memiliki perbedaan karakteristik dan tingkat keseriusan.
Berdasarkan hasil perhitungan diperoleh nilai DPO sebesar 0.048792
(4.87%), nilai dan DPMO sebesar 48792. Hasil DPMO menunjukkan
bahwa dalam satu juta kesempatan terdapat 48792 kemungkinan produk
cacat yang terjadi. Nilai kapabilitas sigma yang diperoleh adalah
3.156681.
Bab 6 Kesimpulan dan Saran 6-2
3. Penyebab terjadinya cacat-cacat yang mempengaruhi pada kualitas jaket
yaitu, tidak ada prosedur pemeriksaan dan pergantian lampu ruangan
inspeksi yang dapat mempengaruhi tingkat pencahayaan tidak terjaga
dengan baik, kurangnya pengawasan terhadap setiap operator selama
pekerjaan berlangsung, kurangnya pelatihan kepada setiap operator baik
dalam melaksanakan pekerjaannya masing-masing sesuai tugasnya
maupun cara-cara pemasangan jarum ataupun penggunaan mesin,
terdapat operator yang baru bekerja sehingga keterampilan dan
pengalamannya masih kurang, tidak ada prosedur perawatan mesin yang
lebih periodik, tidak ada prosedur pemeriksaan dan pergantian lampu
pada mesin yang membantu pencahayaan kepada operator pada saat
bekerja, pemakaian jarum yang berkualitas jelek, penggunaan benang
yang berkualitas jelek, kesalahan pemebelian gigi mesin yang terlalu
tajam, dan aliran udara dalam ruangan yang kurang baik.
4. Usulan pengendalian kualitas yang dapat perusahaan lakukan untuk
peningkatan kualitas antara lain dengan menggunakan peta kendali
sebagai alat pengendalian proses. Usulan perbaikan kualitas yang dapat
dilakukan perusahaan untuk peningkatan kualitas antara lain,
a. Membuat prosedur pemeriksaan dan pergantian lampu ruangan
b. Penambahan alat inspeksi otomatis
c. Peningkatan pengawasan operator pada saat bekerja
d. Memberikan pelatihan kepada operator
e. Membuat prosedur dan pergantian lampu mesin
f. Membeli jarum yang berkualitas baik
g. Pemeriksaan jarum lebih teliti pada saat pembelian
h. Pemeriksaan gigi mesin pada saat pembelian
i. Membuat jadwal dan prosedur perawatan mesin jahit
j. Penambahan alat pembuangan benang otomatis
k. Penambahan alat pemeriksaan benang
l. Pemasangan kipas angin
Bab 6 Kesimpulan dan Saran 6-3
6.2 Saran
Saran-saran yang dapat penulis berikan kepada perusahaan dalam usaha
peningkatan kualitas setelah dilakukan penelitian antara lain,
1. Perusahaan agar melakukan penjadwalan perawatan mesin yang lebih
teratur agar mesin-mesin menjadi lebih awet dan terawat.
2. Perusahaan agar melakukan peningkatan pengawasan pada setiap bagian
agar proses produksi lebih terkendali.
3. Perusahaan perlu melakukan penelitian terhadap kapasitas produksi agar
dapat dibuat penjadwalan perencanaan kerja yang tepat.
4. Perusahaan perlu melakukan penelitian untuk perbaikan layout pabrik
agar proses produksi menjadi lebih baik.
5. Perusahaan perlu melakukan penelitian gerakan kerja operador agar
proses pekerjaan dapat lebih efisien dan efektif lagi.
DAFTAR PUSTAKA
1. Besterfield, E.H.; “Quality Control, Fourth Edition”, Prenctice Hall, Inc.,
United States of America, 1994.
2. Feigenbaum.; “Kendali Mutu Terpadu, Edisi Ketiga”, Penerbit Erlangga,
Jakarta, 1992.
3. Gaspersz, Vincent.; ”Pedoman Implementasi Program Six Sigma
Terintegrasi Dengan ISO 9001:2000, MBNQ, Dan HACCP”. PT Gramedia
Pustaka Utama, Jakarta, 2002.
4. Grant, Eugene L., Richard S. Leavenworth.; “Pengendalian Mutu Statistik”,
Penerbit Erlangga, Jakarta, 1994.
5. Ishikawa, Kaoru; “Teknik Penuntun Pengendalian Mutu”, terjemahan Ir.
Nawolo Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
6. Juran, J. M.; ”Merancang Mutu”, PT. Pustaka Binaman Pressindo, Jakarta,
1995.
7. Miranda, ST.; “Six Sigma Gambaran Umum, Penerapan Proses dan
Metode-Metode Yang Digunakan Untuk Perbaikan”, Harvarindo, Jakarta,
2002.
8. Muis, Rudijanto,; “Panduan Praktikan Modul V DMAIC”, Bandung, 2005.
9. Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; “The Six Sigma
Way”, Andi, Yogyakarta, 2002
10.Pyzdeck, Thomas.; “The Six Sigma Hand Book Panduan Lengkap untuk
Greenbelts, Blackbelts & Managers Pada Semua Tingkat”, Salemba Empat,
Jakarta, 2002.
11.Tjiptono, Fandy & Diana, Anastasia ; “Total Quality Management Edisi