IDENTIFIKASI PENYEBAB KECACATAN PADA PRODUK PIPA PVC DENGAN METODE FAULT TREE ANALYSIS
DI PT.TJAKRINDO MAS GRESIK
SKRIPSI
O Olleehh :: D
DEEWWII RRAATTIIHH YYUUNNIITTAASSAARRII 0
077 33220011 00000066
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
KATA PENGANTAR
Dengan memanjatkann puji syukur kehadirat Allah SWT, yang mana telah
memberikan rahmat-Nya kepada saya, sehingga dapat menyelesaikan laporan
penelitian dengan judul ”Identifikasi Penyebab Kecacatan Pada Produk Pipa PVC
Dengan Metode Fault Tree Analysis Di PT TJAKRINDO MAS - Gresik” guna
memenuhi syarat tugas akhir yang telah ditetapkan oleh jurusan Teknik Industri,
Fakultas Teknologi Industri, Universitas Pembangunan Nasional “ Veteran “ Jawa
Timur.
Adapun tujuan diadakannya penelitian tugas akhir ini untuk membandingkan
apa yang saya dapatkan di bangku kuliah dengan dunia kerja yang sebenarnya,
sehingga diharapkan dapat menambah wawasan dan pengalaman bagi saya sebagai
bekal jika kelak terjun ke masyarakat. Dalam penyusunan laporan ini saya
mengucapkan terima kasih yang sebesar – besarnya kepada:
1. Bapak Prof. Dr. Ir. Teguh Soedarto, MP. Selaku Rektor Universitas
Pembangunan Nasional “ Veteran “ Jawa Timur.
2. Bapak Ir. Sutiyono, MT. Selaku Dekan Fakultas Teknologi Industri Universitas
Pembangunan Nasional “ Veteran “ Jawa Timur.
4. Ibu Ir. Iriani, MT. Selaku Dosen Pembimbing I yang telah memberi petunjuk
sehingga terselesainya penyusunan laporan ini.
5. Ibu Dira Ernawati, ST, MT. Selaku Dosen Pembimbing II yang telah memberi
petunjuk sehingga terselesainya penyusunan laporan ini.
6. Bapak Ir. Irwan Dardana, selaku Pembimbing Lapangan yang dengan senang hati
membimbing, membantu, dan meluangkan waktu dalam pelaksanaan penelitian.
7. Dan semuanya yang telah membantu, yang tidak bisa saya sebut satu – persatu.
Akhir kata penulis mengharapkan laporan ini dapat berguna bagi kita
semua. Saya menyadari dalam penyusunan laporan ini ada kesalahan dan kekurangan
yang masih perlu diperbaiki. Untuk itu sebagai penulis saya mengharapkan kritik dan
saran yang bersifat membangun guna kesempurnaan laporan ini.
Surabaya, Februari 2011
DAFTAR ISI
Hal
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR GAMBAR ... ... vii
DAFTAR TABEL ... ix
ABSTRAKSI ... xi
BAB I : PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
1.5 Asumsi ... 3
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 4
BAB II :
TINJAUAN PUSTAKA
2.1 Pengendalian Kualitas ... 62.2 Tujuan Pengendalian Kualitas ... 9
2.3 Alat Dan Teknik Pengujian Kualitas ... 11
2.4 Perangkat Pengendalian Kualitas ... 12
2.4.1 Lembar Periksa ... 12
2.5 Fault Tree Analysis (FTA) ... 18
2.5.1 Prinsip Fault Tree ... 20
2.5.2 Konsep Dasar Fault Tree Analysis ... 21
2.5.3 Tahapan Fault Tree Analysis ... 23
2.5.4 Cut Set Method ... 26
2.5.5 Langkah-Langkah Pembentukan Cut Set ... 27
2.5.6 Cut Set Quantitative ... 30
2.6 Proses Produksi ... 31
2.7 Peneliti Pendahulu ... 32
BAB III : METODE PENELITIAN 3.1 Lokasi Dan Waktu Penelitian ... 35
3.2 Identifikasi Dan Operasional Variabel ... 35
3.3 Metode Pengumpulan Data ... 36
3.4 Pengolahan Data ... 38
3.5 Langkah-Langkah Pemecahan Masalah ... 41
BAB IV: HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data ………. 46
4.1.1 Deskripsi Spesifikasi Produk ………. 46
4.1.2 Identifikasi Kecacatan Produk ………. 47
4.1.3 Identifikasi Peristiwa Puncak (Top Event) Kecacatan …………. 49
4.1.3.1 Identifikasi Penyebab Top Event Pada Cacat Oval ... 53
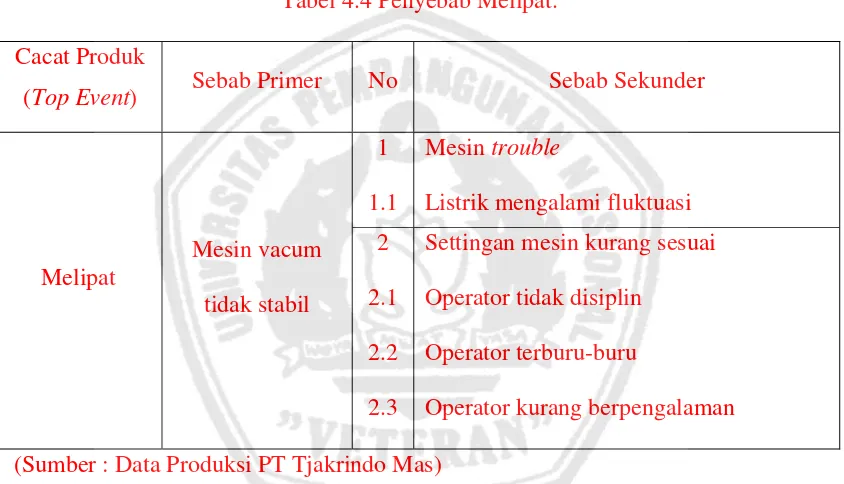
4.1.3.2 Identifikasi Penyebab Top Event Pada Cacat Melipat ...……… 54
4.1.3.4 Identifikasi Penyebab Top Event Pada Warna Kurang mengkilap ...… 56
4.1.4 Identifikasi Akar Penyebab (Basic Event) Kecacatan Pipa PVC Per Proses Produksi ……… 58
4.1.5 Perhitungan Probabilitas Guna Kebutuhan Perbaikan ... 62
4.2 Pengolahan Data ……… 67
4.2.1 Bentuk Cacat Oval ………... 67
4.2.1.1 Penentuan Kecacatan ……… 67
4.2.1.2 Struktur Kecacatan ……… 68
4.2.1.3 Perhitungan Tingkat Kecacatan Oval ……… 73
4.2.2 Bentuk Cacat Melipat ………... 74
4.2.2.1 Penentuan Kecacatan ……… 75
4.2.2.2 Struktur Kecacatan ……….76
4.2.2.3 Perhitungan Tingkat Kecacatan Melipat ……….80
4.2.3 Bentuk Pipa Bergaris ………... 82
4.2.3.1 Penentuan Kecacatan ………...… 83
4.2.3.2 Struktur Kecacatan ……… 84
4.2.3.3 Perhitungan Tingkat Kecacatan Pipa Bergaris ……… 88
4.2.4 Bentuk Warna Kurang Mengkilap ……… 90
4.2.4.1 Penentuan Kecacatan ……….91
4.2.4.2 Struktur Kecacatan ……….92
4.2.4.3 Perhitungan Tingkat Kecacatan Warna Kurang Mengkilap … 96
4.3 Analisa Hasil ……….………...… 98
BAB V: KESIMPULAN DAN SARAN
5.1 Kesimpulan ……… 102
DAFTAR GAMBAR
Gambar 2.1 Pareto Diagram ……… 16
Gambar 2.2 Histogram ……… 16
Gambar 2.3 Contoh Diagram Tulang ikan (Sebab Akibat) ……… 18
Gambar 2.4 Contoh AND Gate ……… 22
Gambar 2.5 Contoh Struktur Cut Set ……… 26
Gambar 2.6 Contoh Pembentukan Cut Set ……… 28
Gambar 2.7 Contoh Matrik Cut Set ………...… 29
Gambar 3.1 Langkah-Langkah Pemecahan Masalah ……….... 41
Gambar 4.1 Histogram Produk Cacat ……… 50
Gambar 4.2 Diagram Pareto Produk Cacat ……… 52
Gambar 4.3 Fishbone Diagram Cacat Oval ………...……… 53
Gambar 4.4 Fishbone Diagram Cacat Melipat ………...……… 54
Gambar 4.5 Fishbone Diagram Pipa Bergaris ………...……… 56
Gambar 4.6 Fishbone Diagram Warna Kurang Mengkilap ……… 57
Gambar 4.7 Diagram Pohon Kesalahan Oval ……...……… 67
Gambar 4.8 Struktur Kecacatan Oval ………...……… 69
Gambar 4.9 Matrik Cut Set Dan Minimal Cut Set Untuk Oval ………...……… 71
Gambar 4.10 Equivalent Fault Tree Oval …...………… 72
Gambar 4.13 Diagram Pohon Kesalahan Melipat ………...……… 76
Gambar 4.14 Struktur Kecacatan Pipa melipat ……...……… 77
Gambar 4.15 Matrik Cut Set dan Minimal Cut Set Untuk Pipa Melipat …………...… 79
Gambar 4.16 Equivalent Fault Tree Melipat ………...……… 80
Gambar 4.17 Probabilitas Melipat …...………… 82
Gambar 4.19 Diagram Pohon Kesalahan Pipa Bergaris ……… 83
Gambar 4.20 Struktur Kecacatan Pipa Bergaris ……...……… 85
Gambar 4.21 Matrik Cut Set dan Minimal Cut Set Untuk Pipa Bergaris ………...……… 87
Gambar 4.22 Equivalent Fault Tree Pipa Bergaris …...… 88
Gambar 4.23 Probabilitas Pipa Bergaris ……… 90
Gambar 4.25 Diagram Pohon Kesalahan Warna Kurang Mengkilap …...… 91
Gambar 4.26 Struktur Kecacatan Warna Kurang Mengkilap …... 93
Gambar 4.27 Matrik Cut Set dan Minimal Cut Set Warna Kurang Mengkilap ... 95
Gambar 4.28 Equivalent Fault Tree Warna Kurang Mengkilap ... 96
DAFTAR TABEL
Tabel 2.1 Tally Sheet ……… 15
Tabel 2.2 Check Sheet ……… 15
Tabel 2.3 Simbol-Simbol Logika (Gerbang) Dalam Fault Tree Analysis ……….24
Tabel 2.4 Simbol-Simbol Kejadian (Logika) Dalam Fault Tree Analysis ………… 25
Tabel 3.1 Lembar Identifikasi Penyebab Kecacatan ……… 37
Tabel 3.2 Lembar Sampling Proses Produksi ……… 38
Tabel 4.1 Data Produksi PT Tjakrindo Mas Selama Masa Produksi Bulan Agustus - Oktober 2010 ……… 47
Tabel 4.2 Persentase Cacat Produk Selama Masa Produksi Bulan Agustus – Oktober 2010 ……… 52
Tabel 4.3 Penyebab Oval ………...……….…53
Tabel 4.4 Penyebab Melipat ……… 54
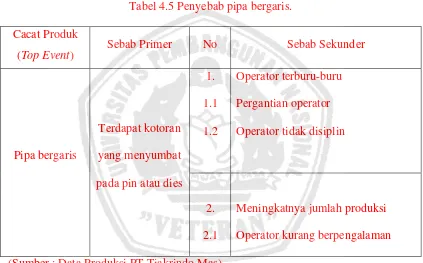
Tabel 4.5 Penyebab Pipa Bergaris ………...………….… 55
Tabel 4.6 Penyebab Warna Kurang Mengkilap ……… 57
Tabel 4.7 Hasil Perhitungan Frekuensi Akar Penyebab (Basic Event) Kecacatan ……… 62
Tabel 4.8 Probabilitas Akar–Akar Penyebab Kecacatan Pipa PVC …... 66
Tabel 4.10 Keterangan Simbol-Simbol (Huruf) Dalam Struktur Kecacatan
Melipat ………...……… 78
Tabel 4.11 Keterangan Simbol-Simbol (Huruf) Dalam Struktur Kecacatan
Pipa Bergaris ………...………...… 86
Tabel 4.12 Keterangan Simbol-Simbol (Huruf) Dalam Struktur Kecacatan
Warna Kurang Mengkilap ………..…………..…... 94
Tabel 4.13 Correction Action Terhadap Penyebab Kejadian
ABSTRAKSI
Perkembangan teknologi saat ini sangat pesat, dalam hal ini kita menginginkan sesuatu hal yang praktis dan ekonomis. Sehingga persaingan antara industri yang satu dengan yang lainnya untuk menghasilkan produk yang diinginkan sangat ketat. Mutu dan kreatifitas juga sangat dipertimbangkan, sehingga perusahaan memerlukan fasilitas-fasilitas yang berguna untuk mendukung kelancaran dalam menghasilkan produk tersebut. Penggunaan unsur-unsur yang mendukung dalam proses produksi diharapkan berfungsi secara efektif dan efisien, baik itu dalam hal segi bahan baku, manusia, metode, mesin yang digunakan, biaya yang dikeluarkan, dan informasi yang jelas agar tujuan perusahaan tercapai.
PT. Tjakrindo Mas merupakan suatu perusahaan yang memproduksi berbagai macam produk yang dibagi dalam berbagai divisi, salah satu produk yang dihasilkan oleh perusahaan adalah pipa PVC pada divisi Pipe and Fitting. Pengendalian kualitas telah dilakukan namun masih sering di jumpai kerusakan pada produk pipa PVC.
Tujuan dari penelitian ini adalah untuk mengidentifikasi kecacatan produk dan akar-akar penyebabnya dengan menggunakan perhitungan probabilitas sehingga dapat dilakukan pengendalian produksi. Dengan menggunakan metode Fault Tree Analiysis
yang mampu menganalisa kecacatan yang terjadi hingga ke akar-akar penyebabnya, kemudian dilakukan evaluasi dengan menggunakan cut set agar lebih sederhana untuk mengetahui peristiwa pembentukan kecacatan.
Hasil dari penelitian ini adalah melipat yang menjadi tingkat kecacatan terbesar. Dalam pengambilan sampling produk dengan waktu 8 jam/hari selama 3 bulan awal produksi, probabilitas terjadinya kecacatan tersebut sebesar 7,0 %. Kedua adalah pipa bergaris, dengan probabilitas 5,3 %. Ketiga adalah oval, dengan probabilitas 5,1 %. Dan keempat adalah warna kurang mengkilap, dengan probabilitas 4,9 %.
BAB I PENDAHULUAN
1.1. Latar Belakang
Perkembangan teknologi saat ini sangat pesat, dalam hal ini kita menginginkan
sesuatu hal yang praktis dan ekonomis. Sehingga persaingan antara industri yang satu
dengan yang lainnya untuk menghasilkan produk yang diinginkan sangat ketat. Mutu
dan kreatifitas juga sangat dipertimbangkan, sehingga perusahaan memerlukan
fasilitas-fasilitas yang berguna untuk mendukung kelancaran dalam menghasilkan produk
tersebut. Penggunaan unsur-unsur yang mendukung dalam proses produksi diharapkan
berfungsi secara efektif dan efisien, baik itu dalam hal segi bahan baku, manusia,
metode, mesin yang digunakan, biaya yang dikeluarkan, dan informasi yang jelas agar
tujuan perusahaan tercapai.
PT Tjakrindo Mas adalah suatu perusahaan yang menghasilkan berbagai macam
produk dari beberapa divisi. Divisi – divisi tersebut antara lain divisi PVC pipe and fitting, office and hospital equipment, office chair, mechanical electrical, iron funiture, wood furniture. Divisi PVC pipe and fitting memproduksi berbagai ukuran dan type, mulai yang terkecil untuk rumah tangga, sampai ukuran yang besar yang biasa dipesan
oleh TELKOM dan PDAM. Untuk macam-macam typenya, yaitu A, AW, D, C
Perusahaan yang menjadikan kualitas sebagai strategi akan mempunyai
unggulan bersaing terhadap pesaingnya dalam menguasai pasar, karena tidak semua
perusahaan mampu mencapai kualitas yang baik. Dalam hal ini perusahaan dituntut
waktu. Proses produksi yang memperhatikan kualitas akan menghasilkan produk yang
bebas dari kerusakan. Hal ini dapat menghindarkan adanya pemborosan sehingga biaya
produksi per unit dapat ditekan dan harga produk dapat menjadi lebih kompetitif.
Pengendalian kualitas di perusahaan telah dilakukan salah satunya dengan adanya
Quality Control yang berfungsi sebagai mengontrol kualitas produk sehingga produk yang dihasilkan berkualitas. Namun kenyataannya selama ini produk pipa yang
dihasilkan oleh perusahaan masih sering dijumpai kerusakan atau defect pada proses produksi yang tidak baik.
Metode fault tree analysis dapat digunakan untuk mengidentifikasi cacat produk dalam menentukan faktor penyebab kecacatan, seperti cacat pada bentuk fisik pipa,
contohnya melengkung, warna kurang mengkilap, dan bergaris. Sehingga kualitas
produk yang baik akan didapatkan. Metode Fault Tree Analysis itu sendiri adalah
metode yang digunakan untuk menganalisa kejadian yang tidak diinginkan sampai
mengetahui akar penyebab–penyebabnya kemudian dievaluasi menggunakan metode
Cut Set sehingga bisa memperbaiki jumlah defect atau cacat yang terjadi.
Penggunaan metode Fault Tree Analysis ini diharapkan mampu membantu
perusahaan untuk memperbaiki kualitas produknya sehingga dapat meningkatkan
keuntungan atau profit bagi perusahaan, serta mampu bersaing dengan perusahaan
1.2. Perumusan Masalah
Berdasarkan latar belakang diatas maka permasalahan dalam penelitian ini dapat
dirumuskan sebagai berikut :
“Bagaimana mengidentifikasi penyebab kecacatan yang terjadi sehingga perusahaan
dapat melakukan pengendalian kualitas?“
1.3. Batasan Masalah
Adapun batasan masalah yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada tipe produk pipa PVC ukuran 4 inch dengan type C yang
memiliki defect yang dominan. 2. Tidak dilakukan analisa biaya.
1.4. Tujuan Penelitian
Tujuan penelitian yang dilakukan di PT. Tjakrindo Mas :
1. Untuk mengetahui jenis cacat dan probabilitasnya.
2. Mengetahui faktor-faktor penyebab kecacatan pada produk pipa PVC.
3. Memberikan usulan perbaikan untuk memperbaiki kecacatan.
1.5 Asumsi
Asumsi-asumsi dalam penelitian ini adalah sebagai berikut :
1. Selama penelitian berlangsung, kegiatan proses produksi tetap berjalan normal.
3. Kebijakan perusahan yang berkaitan dengan pengendalian kualitas, seperti
pengidentifikasian jenis - jenis kecacatan tidak mengalami perubahan.
1.6 Manfaat Penelitian
Manfaat yang diperoleh dalam penulisan tugas akhir ini antara lain:
1. Dapat mengetahui faktor-faktor yang menyebabkan kecacatan produk pipa PVC
di PT. Tjakrindo Mas.
2. Mengaplikasikan metode Fault Tree Analysis pada PT. Tjakrindo Mas.
3. Dapat memperbaiki jumlah probabilitas kecacatan produk dan memberi
masukan tentang masalah di PT. Tjakrindo Mas.
4. Dapat meningkatkan profit atau keuntungan perusahaan dengan kualitas produk
yang baik
1.7 Sistematika Penulisan
Sistematika penulisan laporan penelitian sesuai dengan sistematika penulisan
yang ditetapkan oleh pihak fakultas untuk memudahkan dalam pengamatan yaitu :
BAB I : PENDAHULUAN
Bab ini berisi latar belakang masalah sehingga dapat diketahui mengapa
penulis mengambil judul tersebut, perumusan masalah, pembatasan
masalah untuk membatasi masalah agar terfokus pada masalah yang
diteliti, asumsi-asumsi yang digunakan penulis dalam menyusun
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang studi kepustakaan yang berhubungan dengan
masalah yang diteliti dan dapat digunakan sebagai acuan teori dan dasar
dari pemecahan masalah yang dilakukan.
BAB III : METODE PENELITIAN
Bab ini berisi tentang langkah-langkah yang dilakukan untuk penelitian
yang dimiliki dari perumusan masalah sampai dengan memperoleh
kesimpulan.
BAB IV : ANALISA HASIL DAN PEMBAHASAN
Bab ini berisi data-data yang diperlukan dalam menganalisa
permasalahan berupa data primer dan data sekunder yaitu data yang
menunjang tercapainya tujuan dari penelitian. Kemudian data tersebut
diolah dan dianalisa untuk mendapatkan hasil lebih lanjut.
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang diperoleh dan saran sebagai bahan
pertimbangan.
BAB II
TINJAUAN PUSTAKA
2.1. Pengendalian Kualitas
Konsep yang dapat digunakan perusahaan untuk penekanan prinsip
manajemen kualitas salah satunya adalah melalui pendekatan proses produksi atau
operasional. Jasa akan tercapai dengan lebih efisisen bila nilai-nilai yang masuk
hubungan antara kegiatan dan prosesnya dikelola dengan baik sebagai suatu
sistem yang terpadu, proses tersebut merubah nilai-nilai yang masuk pada
organisasi atau perusahaan. Sistem kualitas dirancang untuk pengendalian dan
perbaikan nilai yang secara sederhana meliputi semua pekerjaan atau kegiatan
pada semua organisasi atau perusahaan yang terdiri dari berbagai proses kegiatan
dalam organisasi tersebut. (Wahyu, 2002)
Definisi kualitas menurut Feigenbaun (1991) adalah merupakan
keseluruhan karakteristik produk dan jasa yang meliputi marketing, angineering,
manufaktur, dan maintenence dimana produk dan jasa tersebut dalam
pemakaiannya akan sesuai dengan kebutuhan dan harapan pelanggan.
Berdasarkan pengertian tentang kualitas tersebut nampak bahwa kualitas
selalu berfokus pada pelanggan dan pemakai jasa atau konsumen.. Dengan
demikian produk desain, diproduksi untuk memenuhi keinginan pelanggan dapat
dimanfaatkan dengan baik serta diproduksi dengan baik dan benar guna
Pengendalian kualitas tiap produk mempunyai sejumlah unsur yang
bersama-sama menggambarkan kecocokan penggunannya. Parameter-parameter
ini biasanya dinamakan ciri-ciri kualitas menurut Montgomery (1998) ada
beberapa jenis:
1. Fisik; panjang, berat, voltage, kekentalan.
2. Indera; rasa, penampilan, warna.
3. Orientasi; waktu, keandalan (dapat dipercaya), dapatnya dipelihara,
dapatnya dirawat.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang
dengan aktivitas itu kita ukur ciri-ciri kualitas produk, membandingkannya
dengan spesifikasi atau persyaratan dan mengambil tindakan penyehatan yang
sesuai apabila ada perbedaan antara penampilan yang sebenarnya dengan yang
standart.
Kegiatan pengendalian kualitas pada dasarnya merupakan kumpulan
aktivitas untuk mencapai kondisi yang memuaskan keinginan konsumen yang
mulai pada saat produk dirancang, diproses sampai seleksi didistribusikan ke
konsumen. Kegiatan pengendalian kualitas antara lain akan meliputi hal-hal
berikut:
1. Perancangan kualitas pada saat merancang produk dan proses pembuatannya.
2. Pengendalian dalam penggunaan berbagai sumber material yang dipakai
dalam proses produksi.
3. Pengamatan terhadap performansi produk.
5. Analisa tindakan korelasi dalam kaitannya dengan cacat-cacat yang dijumpai
pada produk yang dihasilkan.
Pengendalian kualitas dalam suatu perusahaan merupakan bagian yang
sangat penting dalam menunjang kelangsungan suatu perusahan. Manfaat yang
dapat diperoleh dalam menejemen pengendalian kualitas adalah:
1. Tingkat efisiensi dan produktivitas kerja.
2. Mengurangi kehilangan-kehilangan dalam proses kerja yang dilakukan
seperti mengurangi atau menghilangkan waktu yang tidak reproduktif.
3. Menekan biaya dan save money.
4. Menjaga penjualan tetap meningkat sehingga profit tetap diperoleh.
5. Menambah reliabilitas produk yang dihasilkan menjaga moral pekerja
tetap tinggi.
6. Mengurangi klaim pelanggan.
7. Berorientasi pada kebutuhan konsumen.
Dalam pengendalian kualitas terdapat 3 jenis kualitas dalam operasi bisnis
manufaktur, yaitu:
1. Kualitas Desain
Adalah derajat dimana kategori suatu produk akan mamapu memberikan
kepada konsumen dua atau lebih produk meskipun memiliki fungsi yang sama
bisa memberikan derajat kepuasan yang berbeda karena adanya perbedaan
2. Kualitas Kesesuaian
Berhubungan dengan spesifikasi dan standardisasi produk dan
kriteria standar kerja yang telah disepakati. Secara umum kualitas
kesesuaian mencakup 3 macam bentuk pengendalian, yaitu:
a. Pencegahan Cacat
Mencegah kerusakan atau cacat benar-benar terjadi.
b. Pencegahan
Melibatkan pemakaian dan penetapan metode pemeriksaan, pengujian dan
anailisa statistik dengan menerapkan teknik pengawasan kualitas untuk
mendeteksi cacat yang timbul.
c. Analisa dan Tindakan Korektif
Menganalisa kesalahan yang terjadi dan melakukan koreksi terhadap
penyimpangan tersebut, kegiatan im merupakan tanggung jawab bagian
quality control.
3. Kualitas Penampilan
Perbaikan dari kualitas design dan kualitas kesesuaian akan dapat
meningkatkan penampilan produk. Jika kualitas design rendah terhadap
kekurangan penyesuasian dalam spesifikasi, maka akan mempengaruhi
penampilan secara keseluruhan
2.2. Tujuan Pengendalian Kualitas
Tujuan pengendalian kualitas adalah untuk memberikan jaminan kualitas
konsumen. Secara terperinci dapat dikatakan bahwa tujuan dari pengendalian
kualitas adalah:
1. Agar barang atau produk hasil produksi dapat mencapai standard mutu yang
ditetapkan.
2. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan
mutu produksi tertentu dapat menjadi sekecil nungkin.
3. Mengusahakan agar biaya inspeksi dapat ditekan seminimal mungkin.
4. Mengusahakan agar biaya produksi dapat ditekan serendah mungkin.
Tujuan pokok pengendalian mutu statistik adalah untuk menyelidiki
dengan cepat terjadinya sebab-sebab terduga sehingga tindakan pembenahan dapat
dilakukan sedini mungkin.
Dengan adanya pengendalian kualitas maka perusahaan tersebut akan
mempunyai kemampuan dalam hal:
a. Meningkatkan produktivitas
Dengan adanya pengendalian kualitas maka akan mengurangi waktu yang
terbuang sehingga produktivitas akan bertambah.
b. Pencegahan cacat lebih besar
Dengan adanya pengendalian kualitas maka pegendalian proses akan terpelihara
dengan konsisten.
c. Mencegah penyesuaian proses yang tidak perlu
Pengendalian kualitas dapat mcmbedakan antara gangguan dasar dan variasi
d. Memberikan informasi tentang proses.
Informasi tentang perubahan proses dan parameternya yang penting dapat diketahui
dengan adanya pengendalian kualitas.
2.3. Alat dan Teknik Pengujian Kualitas
Teknik dan alat pengawasan kualitas dapat dilakukan dengan 3 (tiga) cara,
yaitu:
1. Inspeksi.
Dengan inspeksi akan diketahui sejauh mana suatu produk memiliki
kualitas seperti yang dikehendaki. Keterangan yang di dapat secara inspeksi
akan diteruskan ke bagian lain dan bagian tersebut akan memberikan kepastian
bahwa kegiatan pada bagian proses telah dilakukan dengan baik. Tetapi apabila
terjadi penyimpangan maka akan diberi peringatan, agar dilakukan perbaikan
dan kegiatan produksi selanjutnya dihentikan. Selanjutnya diberikan cara-cara
agar kesalahan yang sama tidak terulang kembali.
2. Pemberian Keterangan.
Kegiatan pemberian keterangan memerlukan kegiatan pencatatan,
penyingkatan, mempertunjukkan dan memberi komentar dan apabila perlu
diambil keputusan tentang tindakan yang dibutuhkan dan memberitahukan
jaminan peringatan, atau tindakan yang diperlukan.
3. Penyelidikan.
Kegiatan penyelidikan membutuhkan penganalisaan catatan tentang
pengawasan apabila diperlukan dilaksanakan suatu percobaan pada proses atau
2.4. Perangkat Pengendalian Kualitas
Beberapa perangkat atau yang biasa digunakan dalam pengendalian
kualitas, yaitu:
1. Lembar Periksa.
2. Data Numerik atau Kuantitatif.
3. Diagram Sebab Akibat.
2.4.1. Lembar Periksa
Lembar periksa adalah suatu formulir dimana item-item yang akan
diperiksa telah dicetak dalam formulir itu, dengan maksud agar data-data dapat
dikumpulkan dengan mudah dan cepat. Penggunaan lembar periksa bertujuan untuk:
1. Memudahkan proses pengumpulan data terutama untuk mengetahui bagaimana
masalah sering terjadi. Tujuan utama dari penggunaan lembar periksa adalah
membantu mentabulasikan banyaknya kejadian suatu masalah tertentu atau
penyebab tertentu.
2. Mengumpulkan data tentang jenis masalah yang sedang terjadi. Dalam kaitan
ini, lembar periksa akan membantu memilah-milah data ke dalam kategori yang
berbeda seperti penyebab-penyebab, masalah-masalah dan lain-lain.
3. Menyusun data secara otomatis, sehingga data tersebut dapat dipergunakan dengan
mudah.
4. Memisahkan antara opini dan fakta. Kita sering berfikir bahwa kita
merupakan hal yang paling penting. Dalam kaitan ini lembar periksa akan
rnembantu membuktikan opini kita itu apakah benar atau salah.
Pada dasarnya lembar periksa dapat dibuat dengan menggunakan enam
langkah utama, sebagai berikut:
1. Menjelaskan tentang tujuan pengumpulan data. Dalam hal ini sangat baik
untuk memulai pengumpulan data (apakah dengan menggunakan lembar
periksa atau bukan) dengan mengajukan beberapa pertanyaan yang berkaitan
dengan hal-hal bcrikut:
a. Apa yang menjadi masalah utama
b. Mengapa data harus dikumpulkan
c. Siapa yang akan menggunakan informasi yang sedang dikumpulkan dan
informasi apa yang benar-benar dibutuhkan. Apakah informasi itu perlu
diperinci berdasarkan departemen, hari, bulan, shift, mesin, dan lain-lain.
d. Siapa yang mengumpulkan data
2. Identifikasi apa atau atribut karakteristik kualitas yang sedang diukur?
Berkaitan dengan hal ini kita dapat mengikuti langkah-langkah spesifik, sebagai
berikut:
a. Memulai memberikan judul dari lembar periksa itu. Pemberian judul
harus tegas dan memberitahukan kepada orang tentang apa yang sedang
dikaji.
b. Menuliskan hal-hal spesifik yang akan diukur pada lembar periksa itu.
Sebagai misal, apabila kita sedang mengukur keluhan pelanggan, maka
karyawan tidak sopan, tagihan tidak benar, penyerahan tidak sesuai
pesanan, dan lain-lain.
3. Menentukan waktu atau tempat pengukuran. Dalam kaitan ini perlu
memutuskan apakah ingin mengumpulkan informasi berdasarkan waktu (per
menit, per jam, per hari, dan lain-lain).
4. Mulai mengumpulkan data untuk item yang sedang diukur. Dalam kaitan
ini, kita harus mencatat kejadian secara langsung pada lembar periksa. Akurasi
data harus diperhatikan dalam setiap kegiatan pengumpulan data.
5. Menjumlahkan data yang telah dikumpulkan itu. Dalam hal ini kita harus
menjumlahkan banyaknya kejadian untuk setiap kategori yang sedang diukur.
6. Memfokuskan untuk mengambil tindakan peningkatan atas penyebab masalah
yang sedang terjadi itu. Perlu diingat bahwa setiap tindakan peningkatan harus
diambil berdasarkan fakta dan bukan hanya berdasarkan opini.
2.4.2 Data Numerik atau Kuatitatif
Alat-alat yang menggunakan data numerik untuk mengadakan perbaikan
kualitas pada penelitian ini antara lain sebagai berikut:
a. Check Sheet
Check sheet adalah alat yang sering digunakan untuk menghitung seberapa sering sesuatu hal terjadi dan sering digunakan dalam pengumpulan dan
pencatatan data. Data yang sudah terkumpul tersebut kemudian dimasukkan ke
atau jasa, check sheet ini dilakukan dengan mengumpulkan pendapat pelanggan
mengenai proses jasa pelayanan. Check sheet ini sering juga kita ganti dengan
tally sheet. Pada tabel 2.1 dapat dilihat contoh penggunaan tally sheet, dan tabel 2.2 adalah contoh penggunaan check sheet.
Tabel 2.1 Tally Sheet
Kesalahan Jumlah kesalahan dalam 1 bulan
Kualitas perbaikan mobil
Pelayanan administrasi
Pelayanan mekanik
Peralatan kuno
///// ////
///
///// //
///// ///// ///// //
Sumber: Goetsch dan Davis (1995)
Tabel 2.2 Check Sheet
Frekuensi
Minggu 1 Minggu 2 Minggu 3 Minggu 4
Kesalahan pengecekan vv V - v
Kesalahan perbaikan v - - vvv
Kesalahan pemakaian vvv vv vv vv
Kesalahan perawatan v V v v
Sumber: Goetsch dan Davis (1995)
b. Diagram Pareto
Diagram pareto merupakan grafik batang yang menunjukkan masalah
berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi
ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi
oleh grafik batang yang terakhir yang terendah serta ditempatkan pada sisi yang
paling kanan.
Gambar 2.1 Diagram Pareto (Mitra 2006) c. Histogram
Histogram adalah alat yang digunakan untuk menunjukkan variasi data
pengukuran dan variasi setiap proses. Berbeda dengan pareto chart yang
penyusunannya menurut urutan yang memiliki proporsi terbesar ke kiri hingga
proporsi terkecil, histogram ini penyusunannya tidak menggunakan urutan
apapun. Contoh histogram dapat dilihat pada gambar 2.2 dibawah ini :
Gambar 2.2 Histogram (SchonbergerdanKnood1997)
ju m la h c a c a t P e r c e n t
j enis cacat Count
5.8 Cum % 39.1 69.6 94.2 100.0
27 21 17 4
Per cent 39.1 30.4 24.6
Kait Rusak Pecah Retak Gum pil 70 60 50 40 30 20 10 0 100 80 60 40 20 0 0 5 10 15 20 25 30
Gumpil Pecah Retak Kait Rusak
2.4.3 Diagram Sebab Akibat
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan
antara sebab akibat. Berkaitan dengan pengendalian proses stastistical, diagram
sebab akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan
karakteristik kualitas (akibat) yang sering disebut juga sebagai diagram tulang ikan
(fishbone diagram) karena bentuknya seperti kerangka ikan.
Pada dasarnya diagram sebab akibat dapat dipergunakan untuk
kebutuhan-kebutuhan sebagai berikut:
a. Membantu mengidentifikasi akar penyebab dari suatu masalah.
b. Membantu membangkitkan ide-ide untuk solusi suatu masalah
c. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
d. Untuk mengetahui faktor-faktor penyebab suatu masalah yang sedang dikaji
kita dapat mengembangkan pertanyaan-pertanyaan sebagai berikut:
1. Apa penyebabnya?
2. Mengapa kondisi atau penyebab itu terjadi?
3. Bertanya “mengapa” beberapa kali (konsep five whys) sampai ditemukan penyebab yang cukup spesifik untuk diambil tindakan peningkatan.
Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam
Gambar 2.3 Contoh Diagram Tulang ikan (Sebab Akibat) (Goetsch dan Davis1995 )
2.5. Fault Tree Analysis (FTA)
Fault Tree Analysis adalah suatu teknik design keandalan (reliability)
suatu design sistem yang bermula atas dasar kesadaran terhadap efek kegagalan
sistem, yang disebut juga ‘top event’. Dalam analisa ini dijelaskan bagaimana
Fault Tree Analisys lebih menekankan pada ”Top-down approch” yaitu karena analisis ini berawal dari sistem top level dan meneruskannya kebawah. Titikawal
analisa ini adalah pengidenfikasian mode kegagalan pada top level suatu sistem
Russell dan Taylor (2000), menyebutkun bahwa Fault Tree Analysis
merupakan suatu metode visual yang melakukan analisis atas cacat produk yang saling
memiliki keterkaitan. Disebut pohon cacat atau kesalahan (Fault Tree) karena peralatan analisis disusun menjadi sebuah diagram yang memperlihatkan cacat
produk itu secara praktis. Pohon cacat atau kegagalan mutu lebih lanjut akan
merekomendasikan jalan keluar alternatif untuk memperbaiki atau mengatasi
cacat atau tuna mutu yang terjadi atas produk. Dengan sifatnya yang demikian,
maka fault tree dimaksud sekaligus memperlihatkan pola analisis sebab-akibat
ketunamutuan seperti yang dijumpai pada diagram tulang ikan (fishbone
diagram). Karena fault tree memperlihatkan pula sebab-akibat dari ketunamutuan
produk, maka _fault tree disebut juga sebagai Failure Mode and Effects
JENIS CACAT Metode
Lingkungan Manusia
Material Mesin
Analysis (FMEA). Berhubung karena menyajikan pula dampak dari cacat yang terjadi atas produk serta rekomendasi jalan keluar alternatif untuk mengatasi
cacat yang besangkutan, maka Fault Tree Analysis dapat pula dipakai sebagai
alat kendali proses untuk menghindari ketunamutuan produk (product failure). Fault tree sebagai metode analisis ketunamutuan, juga dapat dipakai sebagai alat pengendalian proses produksi untuk mencapai spesifikasi mutu yang
diharapkan oleh konsumen pada umumnya.
Untuk menerapkan model, terlebih dahulu harus dilakukan studi atas dua
hal, yaitu:
1. Spesifikasi mutu yang disyaratkan oleh konsumen.
2. Tipe ketunamutuan yang mungkin ada atas produk yang dihasilkan.
Kedua hal yang dikemukakan tentu sangat tergantung pada jenis produk
yang akan dievaluasi dan dikendalikan.
Analisa fault tree yang benar memerlukan definisi yang cermat dari sistem.
Pertama, diagram layout fungsional sistem yang penting seharusnya digambar
untuk menunjukkan hubungan fungsional dan mengidentifikasikan tiap
komponen sistem. Batasan sistem secara fisik disusun kemudian untuk
memfokuskan perhatian penganalisa pada area yang tepat dan penting.
Kesalahan yang lazim adalah kesalahan menyusun batasan sistem yang realistis,
yang menimbulkan penyimpangan analisa. Informasi harus cukup tersedia untuk
tiap komponen sistem yang mengijinkan penganalisa menentukan mode yang perlu
dari kerusakan komponen. Informasi ini dapat diperoleh dari pengalaman atau
Pada beberapa batasan sistem menjadi sangat berarti, dimana kondisi batas
dari sistem harus ditentukan. Kondisi-kondisi batasan sistem
mendefinisikan situasi yang digambarkan oleh fault tree.
Kejadian puncak adalah kondisi batas sistem yang paling penting yang
didefinisikan sebagai kerusakan sistem utama. Untuk beberapa sistem yang ada,
banyak kemungkinan bagi kejadian puncak kadang kala adalah suatu tugas yang
sulit. Pada umumnya, kejadian puncak harus dipilih sebagai suatu kejadian yang
terjadinya harus mempunyai sebuah definisi tertentu atau kemungkinan dari
keterjadiannya harus dapat dikuantitaskan dan yang dapat lebih jauh dipilih untuk
menemukan penyebabnya.
2.5.1 Prinsip Fault Tree
Prinsip fault tree menurut (Villemeur, 1992) dapat menuntun dalam
melakukan analisa, yaitu:
a. Mengidentifikasi berbagai kemungkinan kombinasi mengarahkan pada kejadian
yang tidak diinginkan.
b. Menghadirkan grafik kombinasi seperti terstruktur.
Ini penting untuk memberi gambaran diantara beberapa bidang pohon kesalahan.
Fault Tree Analysis memberi kesempatan analisa untuk mengidentifikasi penyebab kesalahan, dengan mengulang definisi awal diaplikasi deduktif
berdasarkan urutan yang telah digambarkan. Kemudian dalam pelaksanaan dengan
Pohon kesalahan berisi urutan tingkatan tingkat kejadian yang dihubungkan
dalam beberapa cara yang mana kejadian lainnya pada tingkat urutan dari kejadian
pada tingkat bawah baru ditentukan macam operator logika (gate atau gerbang), kejadian-kejadian itu adalah kecacatan umum dihubungkan untuk
menyeimbangkan kegagalan, kesalahan manusia, kekurangan perangkat lunak dan
lain-lain seperti kejadian yang tidak diinginkan.
Proses deduktif dilanjutkan sampai peristiwa dasar diidentifikasi. Peristiwa
itu tidak berhubungan satu dengan lainnya dan kemungkinan kejadiannya diketahui.Telah
disebutkan bahwa tentu saja pohon kesalahan bukan suatu model dari semua
kesalahan seperti terjadi dalam sistem. Pada kenyataannya itu adalah suatu
model logika interaksi antara peristiwa-peristiwa penuntun pada kejadian yang tidak
diinginkan.
2.5.2 Konsep Dasar Fault Tree Analysis
Beberapa konsep dasar yang perlu diketahui dan dipahami untuk dapat
menganalisa kejadian melalui diagram pohon kesalahan (fault tree analysis),
konsep tersebut menurut (Viilemeur,1992).
1. Peristiwa Utama Yang Tidak Diinginkan (Top Event)
Pusat fault tree analysis disebut peristiwa yang tidak diinginkan.
Peristiwa ini mendatangkan peristiwa puncak dan analisa ditunjukkan pada
pendapatan semua penyebab-penyebabnya. Sering peristiwa ini adalah suatu
bencana, tetapi itu bisa menjadi suatu kegagalan sistem atau ketidakmampuan
Untuk membuat analisa lebih mudah, peristiwa yang tidak dinginkan harus
didefinisikan dengan tepat. Sesungguhnya jika kejadian ini terlalu
spesifik, analisa dapat menemukan kegagalan utama pada elemen dasar sistem,
oleh karena itu resiko awal direkomendasikan untuk menemukan kejadian yang
tidak diinginkan. Peristiwa ini terkadang telah dikarakteristikkan sesuai misi-misi
sistem.
2. Presentasi Gerbang Logika
Peristiwa-peristiwa dihubungkan oleh gerbang logika sesuai konsekuensi
penyebab hubungan baik, seperti ditunjukkan pada gambar 2.4
Gambar 2.4 Contoh AND Gate (P. L. Clemens, 2002)
3. Penjelasan kegagalan (penyebab kegagalan)
Kegagalan bisa dipecah menjadi dua kelas sesuai dengan penyebabnya
(Clemen, 2002) yaitu:
1. Kegagalan atau penyebab primer
Kegagalan penyebab peristiwa yang tidak diinginkan atau top event.
2. Kegagalan atau penyebab sekunder
Kegagalan penyebab terjadinya kegagalan primer yang akan dianalisa
lebih lanjut menjadi peristiwa paling dasar penyebab peristiwa yang
4. Peristiwa dasar
Analisa peristiwa dilanjutkan sampai peristiwa dasar ditemukan. Oleh
karena itu, kejadian-kejadian harus hati-hati ditemukan sejak mencapai batas
analisis.
Peristiwa dasar dalam pohon kesalahan, sebagai berikut:
1. Kejadian yang mana tidak dibutuhkan untuk dikembangkan dan sejauh
mana ketidakgunaan batas asal kejadian.
2. Kejadian tidak bisa dipertimbangkan secara mendasar tapi kejadian asal
tidak akan dikembangkan. Dalam kasus ini batas sistem dipelajari
mencakup ketika teridentifikasi.
3. Kejadian tidak dapat digambarkan atau sebagai dasar dan penyebab
kejadian itu belum dikembangkan, tetapi akan segera dikembangkan.
Analisa mempertimbangkan, kemudian secara atemporer menjangkau
batas dalam mempelajari dan bagaimana data kurang memadai untuk
contoh penyebab kejadian ini akan diketahui kemudian.
2.5.3 Tahapan Fault Tree Analysis
Menurut Pyzdex, (2002) fault tree mempunyai beberapa tahapan
umum untuk mencapai hasil analisa yang optimal hingga ke akar-akar
penyebabnya, yaitu:
1. Tentukan kejadian paling atas, kadang-kadang disebut kejadian utama.
Ini adalah kondisi kegagalan di awal studi
2. Tetapkan batasan fault tree analysis.
pada satu dengan lainnya untuk kejadian paling atas.
4. Buat pohon kesalahan, mulai kejadian paling atas dan berkerja ke arah
bawah.
5. Analisa pohon kesalahan untuk mengidentifikasi cara dalam menghilangkan
kejadian yang mengarah kepada kegagalan.
6. Persiapkan rencana tindakan perbaikan untuk mencegah kegagalan dan rencana
kemungkinan berkenaan dengan kegagalan saat terjadi.
Fault tree analysis merupakan pendekatan dari atas ke bawah yang menyediakan perwakilan grafik kejadian yang mungkin mengarah pada kegagalan.
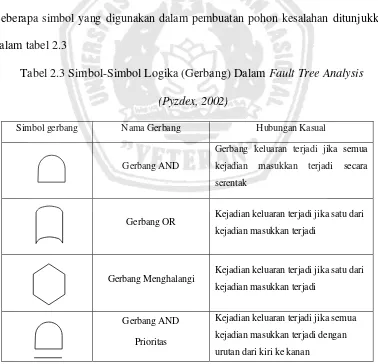
Beberapa simbol yang digunakan dalam pembuatan pohon kesalahan ditunjukkan
dalam tabel 2.3
Tabel 2.3 Simbol-Simbol Logika (Gerbang) Dalam Fault Tree Analysis (Pyzdex, 2002)
Simbol gerbang Nama Gerbang Hubungan Kasual
Gerbang AND
Gerbang keluaran terjadi jika semua
kejadian masukkan terjadi secara
serentak
Gerbang OR Kejadian keluaran terjadi jika satu dari
kejadian masukkan terjadi
Gerbang Menghalangi Kejadian keluaran terjadi jika satu dari
kejadian masukkan terjadi
Gerbang AND
Prioritas
Kejadian keluaran terjadi jika semua
kejadian masukkan terjadi dengan
Gerbang OR Ekslusif
Gerbang keluaran terjadi jika satu,
tetapi tidak keduanya, dari kejadian
masukan terjadi
Gerbang m- diluar -n
(gerbang votting atau
sampel)
Kejadian keluaran terjadi jika m- diluar
-n kejadian masukan terjadi
Tabel diatas menunjukkan simbol gerbang dalam fault tree, selain itu juga terdapat
simbol kejadian seperti pada tabel 2.4
Tabel 2.4 Simbol-simbol Kejadian (Logika) dalam FTA (Pyzdex, 2002)
Persegi
Kejadian diwakili oleh sebuah gerbang
Lingkaran
Kejadian dasar dengan data yang cukup
Belah Ketupat Kejadian yang belum berkembang
Putaran Baik terjadi atau tidak terjadi
Oval
Kejadian bersyarat yang digunakan dengan
gerbang menghalangi
Segitiga Simbol perpindahan
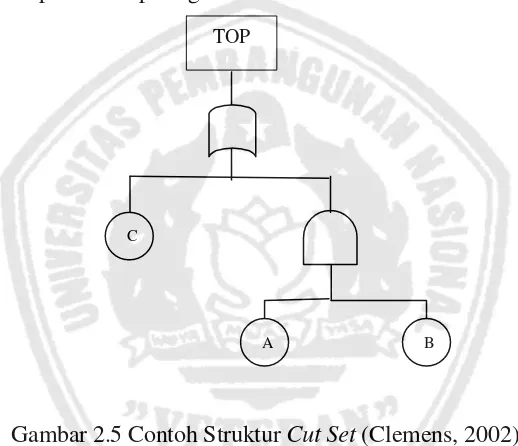
2.5.4 Cut Set Method
Cut set menurut Clemens, (2002) adalah kombinasi pembentuk pohon kesalahan yang mana bila semua terjadi akan menyebabkan peristiwa puncak
terjadi. Cut set digunakan untuk mengevaluasi diagram pohon kesalahan dan
diperoleh dengan menggambarkan garis melalui blok dalam sistem untuk
menunjukkan jumlah minimum blok gagal yang menyebabkan seluruh sistem gagal.
Sebagai contoh dapat dilihat pada gambar 2.5
Gambar 2.5 Contoh Struktur Cut Set (Clemens, 2002)
Peristiwa A, B, dan C membentuk peristiwa T. peristiwa A, B, dan C disebut
sebagai cut set. Namun bukan kombinasi peristiwa terkecil yang menyebabkan
peristiwa puncak. Untuk mengetahuinya diperlukan minimal cut set (Villimeur, 1992). Minimal cut sit ini adalah kombinasi peristiwa yang paling kecil yang
membawa ke peristiwa yang tidak diinginkan. Jika satu dari peristiwa-peristiwa
dalam minimal cut set tidak terjadi. maka peristiwa puncak atau peristiwa yang tidak diinginkan tidak akan terjadi. Dengan kata lain minimal cut set merupakan akar penyebab yang paling terkecil yang berpotensial menyebabkan kecacatan
TOP
C
Suatu pohon kesalahan berisi batasan minimal cut set, yaitu:
a. Minimal cut set menunjukkan kegagalan tunggal memproduksi peristiwa
yang tidak diinginkan (top event).
b. Minimal cut set menunjukkan kegagalan ganda yang mana jika kejadian
secara simultan atau bebarengan dan menyebabkan peristiwa tidak
diinginkan.
2.5.5 Langkah-Langkah Pembentukan Cut Set
Beberapa langkah membentuk cut set menurut (Clemens, 2002:56)
yaitu:
1. Mengabaikan semua unsur-unsur pohon kecuali pembentuk atau dasar.
2. Permulaan dengan seketika dibawah peristiwa puncak, menugaskan
masing-masing gerbang dan pembentuk atau penyebab dasar.
3. Kelanjutan menurut langkah dari peristiwa puncak mengarah ke bawah
membangun matrik menggunakan nomor dan huruf. Huruf ini mewakili
gerbang peristiwa puncak menjadi masukan matrik awal. Sebagai
kontruksi maju:
a. Menggantikan nomor untuk masing-masing gerbang OR dengan
semua gerbang yang disebut masukan. Memanjang vertikal dalam
matrik kolom. Masing-masing gerbang OR dibentuk baris bergantian
harus pula berisi masukkan lain di baris induk asli.
pembentuk. Masing-masing baris dari matrik ini adalah cut set boolean. Dengan pemeriksaan, menghapuskan baris manapun yang berisi semua unsur-unsur berlebihan dalam baris dan baris yang menyalin
baris lain. Baris yang sisa adalah minimal cut set. Pembentukan cut set
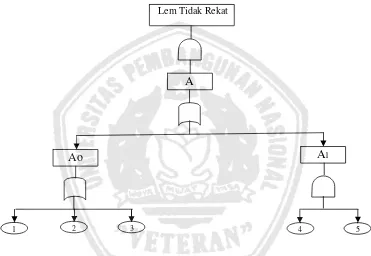
dapat dilihat pada gambar 2.6
Gambar 2.6 Contoh Pembentukan Cut Set pada proses produksi sepatu Keterangan :
A : Mesin pemanas lem mengalami kerusakan.
A0 : Komposisi bahan baku tidak sesuai.
A1 : Mesin trouble.
1 : Operator kurang berpengalaman.
2 : Operator terburu-buru.
3 : Operator kurang disiplin. A
A1 Ao
5 2
1 3
Lem Tidak Rekat
4 : Settingan mesin tidak sesuai.
5 : Meningkatnya jumlah produksi
Penyebab utama terjadinya lem tidak rekat disebabkan oleh mesin
pemanas lem yang mengalami kerusakan (A). Hal ini disebabkan karena
komposisi bahan baku tidak sesuai (A0) dan mesin trouble (A1). Akar penyebab
dari komposisi bahan baku tidak sesuai (A0) adalah operator kurang
berpengalaman (1), operator terburu-buru (2) dan operator kurang disiplin (3).
Sedangkan akar penyebab mesin trouble (A1) adalah meningkatnya jumlah
produksi (4) dan settingan mesin tidak sesuai (5).
Dari hasil evaluasi melalui kecacatan yang terbentuk didapatkan bentuk
matrik penyebab dasar terjadinya lem tidak rekat seperti pada gambar 2.8 :
Gambar 2.8 Contoh Matrik Cut Set
Gambar 2.8 menerangkan penyebab-penyebab dari lem tidak rekat, yaitu:
1. : Operator kurang berpengalaman
2. : Operator terburu-buru
3. : Operator kurang disiplin
4. : Meningkatnya jumlah produksi
5. : Settingan mesin kurang sesuai
Yang selanjutnya penyebab-penyebab tersebut dihitung untuk
mengetahui probabilitas bentuk lem tidak rekat berdasarkan cut set.
1
2
3
4 5
2.5.6 Cut Set Quantitative
Perhitungan dalam Fault Tree Analysis digunakan untuk mengetahui nilai probabilitas dari kejadian puncak yang terjadi. Untuk menghitung probabilitas
hanya diperlukan jumlah seluruh proses yang sukses dan kegagalan proses, hal ini
ditunjukkan dalam rumus berikut ini (Clemens. 2002)
)
(S F
F PF
Keterangan
S = Jumlah produksi
F = Jumlah produksi yang gagal
PF = Probabilitas kegagalan
Untuk selanjutnya akan dihitung probabilitas dalam masing-masing gerbang,
yaitu:
1. Untuk gerbang OR, probabilitas masing-masing peristiwa atau masukannya
mengalami penjumlahan dan pengurangan.
a. Untuk 2 masukan
B A B A F
B A
F
P P P P P
P P
P
1 [(1 )(1 )]
b. Untuk lebih dari 2 masukan
C B A
F P P P
2. Untuk gerbang AND probabilitas masing-masing masukannya dikalikan.
Dalam gerbang AND ini untuk masukan sejumlah 2 atau lebih semua cara
perhitungannya sama yaitu dikalikan.
2.6 Proses produksi
Adapun tahap-tahap pembuatan pipa PVC adalah sebagai berikut :
1. Bahan-bahan dasar dimasukkan kedalam mesin mixer. Bahan-bahan
tersebut antara lain PVC Resin, Filler, Stabiliser, dan Pigmen.
Seluruh bahan diaduk sampai mencapai suhu ± 120º C selama ± 30 menit
dan kecepatan pengadukan ± 3000rpm selama 15 menit. Setelah itu bahan
turun atau berpindah ke cooling drum untuk mengalami proses
pendinginan hingga menccapai suhu 35º C. Proses ini berlangsung selama
± 35 menit. Setelah mengalami proses pendinginan, bahan dimasukkan ke
dalam Hopper dan siap untuk diproses lebih lanjut.
2. Hopper mempunyai kapasitas 250 Kg yang berisi campuran bahan baku
yang homogen dan dibawa menuju mesin extruder dengan menggunakan
mechanical loader (spiral pengangkut). Saat berada pada mesin extruder,
bahan mengalami proses extrusion yaitu mengubah bahan bubuk (bulk)
menjadi kental (meld), dengan suhu antara 100 s/d 250º C. Bahan
diextrusion hingga keluar dari cetakan dan berbentuk pipa sesuai dengan
diameter yang ditentukan.
3. Pipa yang keluar dari mesin extruder tersebut akan lembek sehingga
dikehendaki, maka dari itu pipa masuk kedalam mesin cooling & vacum.
Pada saat berada di mesin cooling & vacum, pipa mengalami proses
pengerasan dengan pendinginan air (water spray) dan pipa divacum
untuk membentuk diameter luar yang ditentukan.
4. Setelah keluar dari mesin cooling & vacum, pipa ditarik oleh mesin haull off / take off menuju proses selanjutnya. Kecepatan penarikan pada mesin ini akan sama dengan kecepatan keluarnya meld pada mesin extruder. 5. Langkah selanjutnya pipa masuk ke mesin cutting untuk dipotong sesuai
dengan panjang yang diinginkan yaitu 4 meter atau 6 meter. Saat berada
pada mesin cutting pipa dipotong menjadi 2 macam yaitu dengan
champer (untuk pipa PDAM) dan polos / tanpa champer (untuk pipa umum).
6. Setelah mengalami proses pemotongan, pipa masuk ke meja stacking
untuk penumpukan pipa jadi. Pipa yang sudah masuk meja stacking
dikontrol oleh QC (quality Control).
7. Pipa tanpa champer/polos langsung masuk gudang dan siap untuk dijual.
2.7 Penelitian pendahulu
Berikut ini merupakan penelitian–penelitian sebelumnya yang digunakan
sebagai acuan dalam penelitian ini.
Dari penelitian yang dilakukan maka didapatkan peristiwa (top event) yang mempunyai tingkat kecacatan tertinggi adalah peristiwa besi beton bersirip
atau nguping dengan probabilitas 0.1714 per 180 menit awal proses produksi yang
membuat terjadinya kecacatan pada saat proses produksi. Sehingga perlu diadakan
correction action terhadap peristiwa tersebut yaitu setting mesin kurang presisi, operator terburu – buru, operator kurang terampil, mesin troubel dan kaliber
mesin aus atau rusak.
2. Fauzi Lubiz "Identifikasi Tingkat Kecacatan pada Proses pengelasan (Welding Process) menggunakan metode Fault Tree Analysis di PT. Laser Jaya, Gempol pasuruan”, UPN “Veteran” Jatim, 2009
1. Berdasarkan langkah-langkah metode fault tree analysis diketahui kecacatan beserta penyebab-penyebabnya antara lain :
a. Kecacatan Porosity, akar penyebabnya adalah : posisi penyaluran gas yang
tidak sesuai, kadar sulfur, phosfor atau mineral non logam yang terikut
terlalu tinggi, kadar karbon kurang, pekerja ceroboh.
b. Kecacatan Crack, akar penyebabnya adalah : pemukulan yang tidak tepat
pada casting, pekerja kurang terampil, perbaikan pengelasan yang tidak
sesuai, permukaan datar yang lebar mempercepat pengembangan cetakan.
c. Kecacatan Under Cut penyebabnya adalah : material plat dan alat
pengelasan yang tidak baik, perbaikan pengelasan yang kurang sesuai.
2. Berdasarkan perhitungan fault tree analysis dan minimal cut set didapat tingkat kecacatan sebagai berikut :
b. Kecacatan Crack, probabilitas per 10 menit = 0,5396 = 53,96%
c. Kecacatan Under Cut, probabilitas per 10 menit = 0.212 = 21,2%
dari probabilitas yang didapat menunjukkan bahwa yang paling berpeluang
dilakukan tindakan korektif adalah kecacatan porosity dengan probabilitas per
BAB III
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Tjakrindo Mas yang terletak di Gresik pada
bulan Agustus 2010 sampai dengan data telah tercukupi.
3.2 Identifikasi dan Operasional Variabel
Variabel adalah segala sesuatu yang mempunyai variasi nilai yang terukur.
Identifikasi variabel dari suatu penelitian diperlukan agar mendapatkan ketepatan
penelitian, memperkecil kesalahan yang mungkin dapat terjadi dan untuk
melakukan penelitian agar lebih terarah dan sistematis. Langkah ini merupakan
bagian dari identifikasi faktor-faktor yang menyebabkan kecacatan pipa PVC.
Data macam - macam kecacatan produk pada saat proses produksi yang dapat
dikumpulkan selama penelitian dengan menggunakan variabel, faktor, dan atribut
adalah sebagai berikut :
1. Variabel terikat yaitu variabel yang nilainya tergantung dari variasi perubahan
variabel bebas. Adapun variabel terikat dalam penelitian ini adalah:
Probabilitas kecacatan, dimana pada penelitian ini adalah mencari nilai atau
tingkat probabilitas kecacatan.
2. Variabel bebas yaitu variabel yang mempengaruhi variasi perubahan nilai
1. Oval
Cacat yang terjadi yaitu bentuk pipa tidak bulat sesuai dengan standart
yang telah ditentukan.
2. Melipat
Cacat yang terjadi yaitu bentuk yang terdapat pada badan pipa melipat ke
dalam.
3. Pipa bergaris
Cacat yang terjadi yaitu terdapat garis warna putih memanjang pada pipa.
4. Warna kurang mengkilap
Cacat yang terjadi yaitu warna pada sebagian badan pipa pudar atau tidak
merata.
3.3 Metode Pengumpulan Data
Dalam pengumpulan data selama penelitian, data yang dikumpulkan
terbagi menjadi 2 (dua), yaitu:
1. Data Primer
Yaitu data yang di dapat dari penelitian langsung dengan cara mengambil
langsung dari sumber yang memberikan informasi, antara lain: jumlah
kejadian kecacatan proses produksi, dan lainnya. Adapun metode yang
digunakan adalah sebagai berikut:
a.Interview
Dengan cara melakukan interview kepada sumber secara langsung,
b.Observasi
Pengamatan secara langsung ke obyek yang diteliti sehingga dapat
diketahui jalannya proses dengan jelas yang bertujuan untuk memecahkan
masalah dalam penelitian.
2. Data Sekunder
Yaitu data yang didapatkan dengan jalan mengumpulkan dan mempelajari
dokumen perusahaan.
Teknik-teknik yang digunakan dalam pengumpulan data selama penelitian,
dilakukan dengan cara sebagai berikut:
a. Menganalisa penyebab terjadinya peristiwa (top event).
Dari data kecacatan produk yang dicatat oleh bagian quality control yang terkumpul akan dapat diketahui peristiwa utama (top event).
Tabel 3.1 Lembar Identifikasi Penyebab Kecacatan
Top Event Penyebab Primer Penyebab Sekunder
b. Melakukan sampling kerja dengan waktu 7 jam/hari selama 3 bulan proses
Tabel 3.2 Lembar sampling Proses Produksi
Akar
Penyebab
7 jam
( 1 )
7 jam
( 2 )
7 jam
( 3 )
7 jam
( 4 )
7 jam
( 5 )
7 jam
( 6 ) F S
1
-
-
N
Total
Keterangan : S : Jumlah produksi
F : Jumlah produksi yang gagal
Adapun populasi produk (jumlah produk) dalam penelitian ini adalah
sebesar jumlah produk yang dihasilkan selama 7 jam/hari selama 3 bulan awal
proses produksi. Dimana jumlah produk yang dihasilkan bersifat fluktuatif.
Sedangkan banyak sample produk yang diambil secara acak berdasarkan total
produk yang dihasilkan selama 7 jam awal proses produksi, agar data kecacatan
yang dibutuhkan dapat dinyatakan cukup.
3.4 Pengolahan Data
Metode yang digunakan dalam pengolahan data adalah metode Fault Tree
Analysis (FTA), yang menganalisa elemen - elemen penyebab kegagalan suatu sistem dengan menggunakan berbagai perangkat pembantu meliputi simbol
Adapun langkah-langkah dalam pengolahan data pada studi kasus di PT.
Tjakrindo Mas dengan menggunakan metode FTA adalah sebagai berikut:
1. Menganalisa kejadian yang tidak diinginkan sampai pada akar-akar
penyebabnya yang meliputi penyebab primer yang mengakibatkan terjadinya
top event (kejadian utama) dan penyebab sekunder yang mengakibatkan terjadinya penyebab primer.
2. Menggambarkan akar-akar penyebab tersebut kedalam Fault Tree Diagram
(pohon kesalahan) yang berisi simbol-simbol logika (gerbang) kejadian
sehigga membentuk suatu keterkaitan satu sama lain.
3. Fault Tree Diagram, akan membentuk kombinasi pohon kesalahan, sehingga diperlukan cut set yang digunakan untuk mengevaluasi diagram tersebut. Hal ini diperoleh dengan menggambarkan garis melalui blok dalam sistem untuk
menunjukkan jumlah minimum blok gagal yang menyebabkan seluruh sistem
gagal.
4. Untuk mengetahui kombinasi peristiwa terkecil diperlukan minimal cut set.
Minimal cut set ini adalah kombinasi peristiwa yang paling kecil yang
membawah pada peristiwa yang paling tidak diinginkan atau akar penyebab
yang paling terkecil yang berpotensial menyebabkan kecacatan (peristiwa
puncak atau top event).
5. Untuk menghitung probabilitas hanya diperlukan jumlah seluruh proses
yang sukses dan kegagalan proses, hal ini ditunjukkan dalam rumus berikut
ini:
) (S F
F PF
Keterangan
S = Jumlah produksi
F = Jumlah produksi yang gagal
PF = Probabilitas kegagalan
Untuk selanjutnya akan dihitung probabilitas dalam masing-masing
gerbang, yaitu: untuk gerbang OR, probabilitas masing-masing peristiwa
atau masukannya mengalami penjumlahan dan pengurangan.
a.Untuk 2 masukkan
B A B A F
B A
F
P P P P P
P P
P
1 1 1
b.Untuk lebih dari 2 masukkan
C B A
F P P P
P
Untuk gerbang AND probabilitas masing-masing masukannya dikalikan.
6. Setelah semua diketahui maka akan didapatkan probabilitas peristiwa puncak
dan untuk langkah selanjutnya masing-masing probabilitas dievaluasi melalui
matrik dalam minimal cut set. Matrik cut set tersebut selanjutnya akan dihitung probabilitasnya dengan menggunakan rumus berikut:
P (P1xP2) (P1 P3) (P1 P4) (P3xP4xP5xP6).
PT K
T
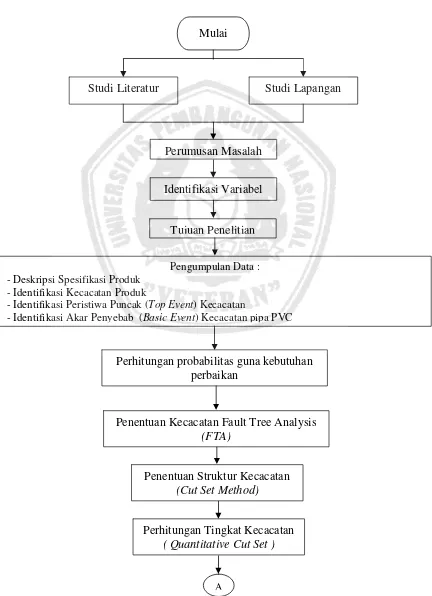
3.5 Langkah-Langkah Pemecahan Masalah
Adapun langkah-langkah untuk pemecahan masalah dapat dilihat pada
gambar 3.1
Studi Literatur
Mulai
Studi Lapangan
Perumusan Masalah
Identifikasi Variabel
Tujuan Penelitian
Pengumpulan Data : - Deskripsi Spesifikasi Produk
- Identifikasi Kecacatan Produk
- Identifikasi Peristiwa Puncak (Top Event) Kecacatan
- Identifikasi Akar Penyebab (Basic Event) Kecacatan pipa PVC
Penentuan Kecacatan Fault Tree Analysis
(FTA)
Penentuan Struktur Kecacatan
(Cut Set Method)
Perhitungan Tingkat Kecacatan
( Quantitative Cut Set )
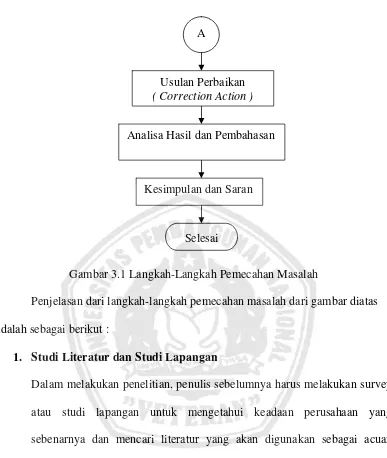
Gambar 3.1 Langkah-Langkah Pemecahan Masalah
Penjelasan dari langkah-langkah pemecahan masalah dari gambar diatas
adalah sebagai berikut :
1. Studi Literatur dan Studi Lapangan
Dalam melakukan penelitian, penulis sebelumnya harus melakukan survey
atau studi lapangan untuk mengetahui keadaan perusahaan yang
sebenarnya dan mencari literatur yang akan digunakan sebagai acuan
untuk menyelesaikan masalah yang terjadi pada perusahaan.
2. Perumusan Masalah
Selanjutnya melakukan suatu perumusan masalah sesuai dengan keadaan
atau permasalahan yang ada pada perusahaan.
A
Usulan Perbaikan
( Correction Action )
Analisa Hasil dan Pembahasan
Kesimpulan dan Saran
3. Identifikasi Variabel
Selanjutnya adalah menentukan identifikasi variabel yang terdiri dari
variabel bebas dan variabel terikat. Identifikasi variabel yang
mempengaruhi adalah sebagai berikut :
a. Variabel bebas: akar-akar penyebab kecacatan yang meliputi bahan
baku, manusia, lingkungan dan sistem.
b. Variabel terikat: peristiwa puncak (top event) dalam bentuk
probabilitas.
4. Tujuan Penelitian
Selanjutnya menentukan tujuan dari penelitian ini tentunya akan
memberikan arah dalam pelaksanaannya. Adapun tujuannya adalah
mengetahui cacat yang terjadi, menentukan faktor-faktor penyebabnya
agar dapat dilakukan evaluasi dalam pengendalian kualitas produk.
5. Pengumpulan Data
Langkah selanjutnya adalah mengumpulkan data-data dari perusahaan
yang terdiri dari:
- Deskripsi Spesifikasi Produk
Data yang dikumpulkan adalah spesifikasi produk yang diteliti
- Identifikasi Kecacatan Produk
Data kecacatan produk yang didapat dari data pengamatan yang
dilakukan oleh bagian quality control.
Data kegagalan proses didapat dari data pengamatan yang dilakukan pada
bagian produksi.
- Identifikasi Akar Penyebab (Basic Event) Kecacatan pipa PVC Per
Proses Produksi
Dari hasil pengamatan dapat ditarik kesimpulan tentang akar penyebab
kecacatan.
6. Perhitungan probabilitas guna kebutuhan perbaikan.
Kemudian melakukan perhitungan probabilitas untuk tiap-tiap akar
penyebab yang selanjutnya bisa dilakukan penentuan kecacatan.
7. Penentuan Kecacatan (Fault Tree Analysis)
Selanjutnya menentukan kecacatan hingga ke akar-akar penyebabnya
dengan menggambarkannya kedalam fault tree diagram beserta
simbol-simbol logika dari akar penyebab tersebut sampai menuju pada kejadian
atau kegagalan yang tidak diinginkan dan harus dihindari.
8. Penentuan Struktur Kecacatan (Cut Set Method)
Selanjutnya fault tree diagram tersebut dievaluasi dengan menggunakan
cut set method hingga didapatkan cacat yang lebih spesifik.
9. Perhitungan Tingkat Kecacatan (Quantitative Cut Set)
Setelah dievaluasi, kemudian penyebab kegagalan dihitung nilai
probabilitasnya sehingga diketahui seberapa besar tingkat kecacatan yang
terjadi dan pengaruhnya terhadap perusahaan untuk masa yang akan
10.Analisa Hasil
Langkah selanjutnya adalah menganalisa semua data agar lebih sesuai
dengan yang telah ditetapkan dan setelah data tersebut valid langkah
selanjutnya akan dilakukan pembahasan.
11.Usulan Perbaikan (Correction Action)
Langkah yang terakhir adalah memberikan usulan perbaikan pada pihak
perusahaan dengan menggunakan correction action terhadap
peristiwa-peristiwa top event agar dapat mengendalikan kecacatan produk selama
proses produksi.
12.Kesimpulan dan Saran
Dari semua yang telah didapat langkah selanjutnya yaitu memberikan
saran-saran yang bermanfaat bagi perusahaan.
BAB IV
HASIL DAN PEMBAHASAN
4.1. Pengumpulan Data
PT Tjakrindo Mas merupakan perusahaan yang bergerak dibidang industri
manufaktur dengan berbagai macam divisi, salah satu produk yang dihasilkan
adalah PVC pipe and fitting.
Pengumpulan data penelitian dilakukan di perusahaan dengan jenis produk
cacat yang diteliti adalah pipa PVC. Pengumpulan data tersebut dilaksanakan
mulai tanggal 1 Agustus 2010 sampai dengan 31 October 2010.
PT Tjakrindo Mas dalam berproduksi sejauh ini telah berupaya
mengadakan perbaikan untuk mengurangi hasil produk yang cacat dalam proses
produksi, namun belum pernah mengidentifikasi lebih jauh tentang penyebab
terjadinya kecacatan dalam proses produksi. Sehingga output yang dihasilkan
memiliki banyak ketidaksesuaian produk seperti yang diharapkan oleh konsumen.
4.1.1. Deskripsi Spesifikasi Produk
PT Tjakrindo Mas memproduksi pipa PVC dengan berbagai jenis dan
kegunaan, namun yang dilakukan penelitian adalah pipa dengan ukuran diameter :
4.1.2 Identifikasi Kecacatan Produk
Pada proses produksi pembuatan pipa PVC di PT Tjakrindo Mas
ditemukan beberapa ketidaksesuaian spesifikasi produk sehingga produk yang
dihasilkan dalam proses produksi dikatakan barang cacat. Terjadinya kecacatan
pada produk diperiksa oleh bagian quality control perusahaan selama bulan
Agustus – Oktober 2010, dimana peristiwa-peristiwa kecacatan yang sering
ditemui adalah : oval, melipat, pipa bergaris dan warna kurang mengkilap. Untuk
lebih jelasnya dapat dilihat pada tabel berikut :
Tabel 4.1 Data Produksi PT. Tjakrindo Mas
Selama Masa Produksi Bulan Agustus - Oktober 2010
No Bulan
Jumlah
Produksi
(Biji)
Produksi Cacat
(Biji) Keterangan
276 Oval 275 Melipat 231 Pipa bergaris
1. Agustus 7.596 1.023
241 Warna kurang mengkilap 314 Oval
348 Melipat 331 Pipa bergaris
2. September 8.000 1.334
341 Warna kurang mengkilap 456 Oval
351 Melipat 432 Pipa bergaris
3. Oktober 6.898 1.515
276 Warna kurang mengkilap
(Sumber : Data Produksi PT Tjakrindo Mas, Lampiran 2)
Dari tabel 4.1 dapat diketahui jumlah produksi selama bulan Agustus
adalah 7.596 unit. Dengan jumlah produksi cacat adalah 1.023 unit. Sedangkan
apabila diklasifikasikan menurut jenisnya adalah 276 unit oval, 275 unit melipat,
8.000 unit, dengan jumlah produksi cacat adalah 1.334 unit. Sedangkan apabila
diklasifikasikan menurut jenisnya adalah 314 unit oval, 348 unit melipat, 331 unit
pipa bergaris dan 341 unit warna kurang mengkilap. Bulan Oktober adalah 6.898 unit,
dengan jumlah produksi cacat adalah 1.515 unit. Sedangkan apabila
diklasifikasikan menurut jenisnya adalah 456 unit oval, 351 unit melipat, 432 unit
pipa bergaris dan 276 unit warna kurang mengkilap. Untuk data perhitungan lengkap
tentang jumlah produksi dan jenis cacat ada pada lampiran 2.
Dari data kecacatan pada tabel 4.1 maka dapat diketahui jumlah kecacatan
berdasarkan peristiwa-peristiwa kecacatan, yaitu:
1. Oval :
= Kecacatan Bulan Agustus + Kecacatan Bulan September + Kecacatan Bulan
Oktober
= 276 + 314 + 456
= 1.046 unit
2. Melipat
= Kecacatan Bulan Agustus + Kecacatan Bulan September + Kecacatan Bulan
Oktober
= 275 + 348 +