1
PENENTUAN ALOKASI JUMLAH PEKERJA MELALUI STUDI KERJA DAN SIMULASI
PADA PROSES
CANNERY
(Studi Kasus : PT. Great Giant Pineapple, Lampung)
Hanif Galih Pratama, Sri Gunani Partiwi, Dody Hartanto
Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya
Kampus ITS Sukolilo Surabaya 60111
Email:
[email protected] ;
[email protected]
;
[email protected]
Abstrak
Indonesia merupakan salah satu negara tropis terbesar di dunia, dengan beragam hasil bumi yang melimpah, salah satunya adalah komoditi nanas. Permintaan nanas di pasar dunia menempati peringkat 3 dunia untuk buah tropis, sekitar 5 juta ton per tahun nya. Melihat potensi nanas yang dimiliki Indonesia, maka sangat dimungkinkan produksi nanas di Indonesia dapat lebih berkembang lagi, seperti halnya PT. Great Giant Pineapple merupakan perusahaan pengalengan nanas terbesar di Indonesia. Itu pekerja menjadi faktor penting yang harus ditingkatkan, mengingat sistem produksi nanas membutuhkan tenaga kerja langsung yang cukup besar dalam produksinya.
PT. Great Giant Pineapple memiliki ribuan pekerja dalam sistem produksinya. Dengan besarnya jumlah pekerja tersebut, pihak perusahaan merasa kurangnya efisiensi pekerja dalam lintasan produksi. Hal ini ditambah dengan meningkatnya demand nanas yang ada, sehingga dibutuhkan penelitian mengenai alokasi jumlah pegawai
yang optimal pada PT. Great Giant Pineapple. Output dari penelitian ini adalah rekomendasi perbaikan sistem kerja
untuk peningkatan produktivitas, serta jumlah alokasi jumlah pekerja yang tepat pada setiap lini produksi dengan pendekatan studi kerja dan simulasi.
Hasil dari penelitian ini adalah jumlah pekerja eksisting yang terdapat pada pabrik dapat dikurangi sebesar 26 pekerja untuk kapasitas 5 line produksi berdasarkan skenario 1, dan dapat dikurangi sebanyak 2 pekerja untuk
kapasitas 6 line produksi. Peningkatan produktivitas pekerja dapat ditingkatkan menjadi 164,3 kaleng/pekerja untuk
skenario 1 dan 205,72 kaleng/pekerja untuk skenario 2 dalam kurun waktu 5 jam produksi. Kata Kunci : Studi Kerja, Simulasi Arena, Stopwatch Time Study, Produktivitas, Jumlah Pekerja
1. Pendahuluan
Sebagai negara dengan iklim tropis, Indonesia memiliki potensi yang sangat besar pada bidang agricultural atau hasil kebun. Food and Agricultural Organization (FAO) menempatkan Indonesia pada peringkat 7 dunia dalam hal produksi nanas dengan 1.390.380 Juta Ton nanas setiap tahunnya. Untuk eksportir dan produksi nanas kaleng Indonesia menempati peringkat ketiga setelah Thailand dan Filipina
Gambar 1. Produksi Nanas Dunia
Namun hal yang patut disayangkan adalah belum maksimalnya pengelolaan potensi nanas di Indonesia dalam eksportir nanas di dunia. Menurut Kepala Pusat Kajian Buah Tropis Institut Pertanian Bogor (IPB), Sobir (2012), menjelaskan permintaan nanas di pasar dunia menempati urutan ke tiga untuk jenis buah tropis, dam banyak potensi pengembangan produk nanas yang belum terjamah. Maka dari itu, perlu ditingkatkannya produktivitas untuk produksi nanas di Indonesia.
Faktor ketenagakerjaan merupakan faktor yang dinamis dan memiliki peran yang signifikan dalam peningkatan produktivitas. Sebab pekerja berada pada garis paling depan dalam melakukan pekerjaan yang menunjang
output dari perusahaan tersebut. Hal ini menjadi faktor kritis
yang harus diperhatikan oleh manajemen perusahaan PT. Great Giant Pineapple dalam menentukan sistem kerja yang tepat untuk pekerja, utamanya pada bagian cannery. Efisiensi
waktu kerja, jumlah pekerja serta efektivitas sistem kerja akan berdampak maksismal untuk meningkatkan produktivitas perusahaan, ditunjang dari lantai produksinya. Oleh karena itu
output dari penelitian ini mengarah pada bentuk sistem kerja
yang seperti apa yang cocok untuk diaplikasikan dalam upaya peningkatan produktivitas, ditinjau dari sisi tenaga kerja.
2
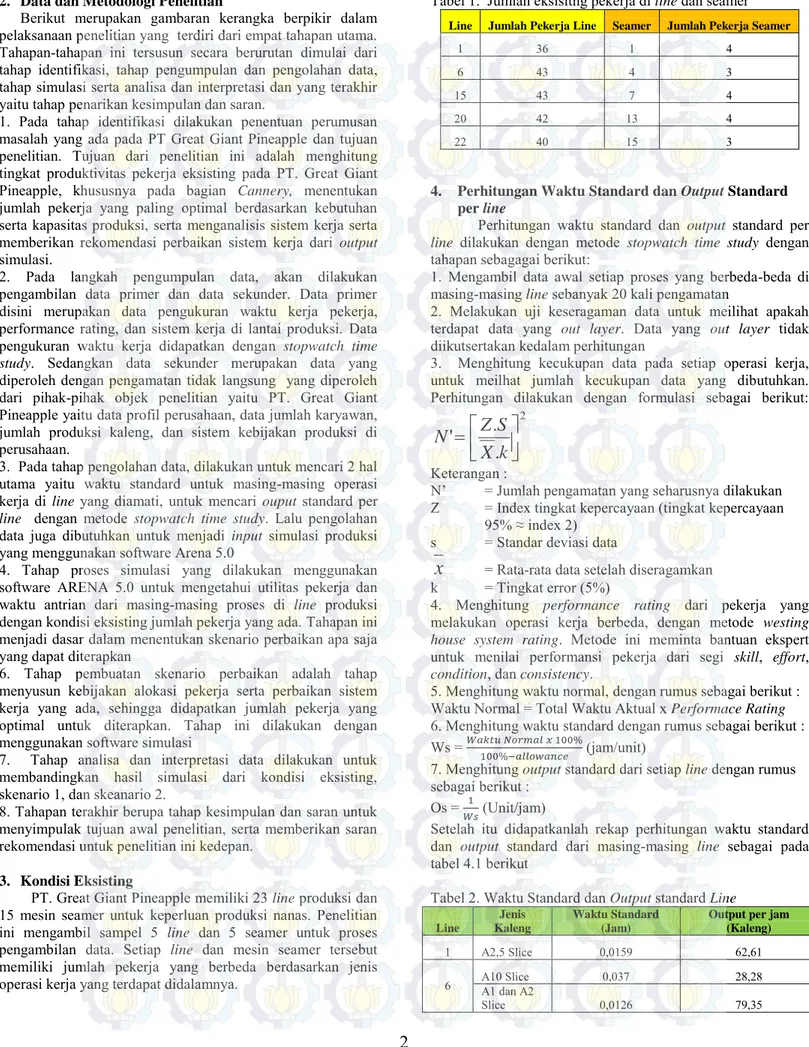
2. Data dan Metodologi PenelitianBerikut merupakan gambaran kerangka berpikir dalam pelaksanaan penelitian yang terdiri dari empat tahapan utama. Tahapan-tahapan ini tersusun secara berurutan dimulai dari tahap identifikasi, tahap pengumpulan dan pengolahan data, tahap simulasi serta analisa dan interpretasi dan yang terakhir yaitu tahap penarikan kesimpulan dan saran.
1. Pada tahap identifikasi dilakukan penentuan perumusan masalah yang ada pada PT Great Giant Pineapple dan tujuan penelitian. Tujuan dari penelitian ini adalah menghitung tingkat produktivitas pekerja eksisting pada PT. Great Giant Pineapple, khususnya pada bagian Cannery, menentukan
jumlah pekerja yang paling optimal berdasarkan kebutuhan serta kapasitas produksi, serta menganalisis sistem kerja serta memberikan rekomendasi perbaikan sistem kerja dari output
simulasi.
2. Pada langkah pengumpulan data, akan dilakukan pengambilan data primer dan data sekunder. Data primer disini merupakan data pengukuran waktu kerja pekerja, performance rating, dan sistem kerja di lantai produksi. Data
pengukuran waktu kerja didapatkan dengan stopwatch time study. Sedangkan data sekunder merupakan data yang
diperoleh dengan pengamatan tidak langsung yang diperoleh dari pihak-pihak objek penelitian yaitu PT. Great Giant Pineapple yaitu data profil perusahaan, data jumlah karyawan, jumlah produksi kaleng, dan sistem kebijakan produksi di perusahaan.
3. Pada tahap pengolahan data, dilakukan untuk mencari 2 hal utama yaitu waktu standard untuk masing-masing operasi kerja di line yang diamati, untuk mencari ouput standard per line dengan metode stopwatch time study. Lalu pengolahan
data juga dibutuhkan untuk menjadi input simulasi produksi
yang menggunakan software Arena 5.0
4. Tahap proses simulasi yang dilakukan menggunakan software ARENA 5.0 untuk mengetahui utilitas pekerja dan waktu antrian dari masing-masing proses di line produksi
dengan kondisi eksisting jumlah pekerja yang ada. Tahapan ini menjadi dasar dalam menentukan skenario perbaikan apa saja yang dapat diterapkan
6. Tahap pembuatan skenario perbaikan adalah tahap menyusun kebijakan alokasi pekerja serta perbaikan sistem kerja yang ada, sehingga didapatkan jumlah pekerja yang optimal untuk diterapkan. Tahap ini dilakukan dengan menggunakan software simulasi
7. Tahap analisa dan interpretasi data dilakukan untuk membandingkan hasil simulasi dari kondisi eksisting, skenario 1, dan skeanario 2.
8. Tahapan terakhir berupa tahap kesimpulan dan saran untuk menyimpulak tujuan awal penelitian, serta memberikan saran rekomendasi untuk penelitian ini kedepan.
3. Kondisi Eksisting
PT. Great Giant Pineapple memiliki 23 line produksi dan
15 mesin seamer untuk keperluan produksi nanas. Penelitian ini mengambil sampel 5 line dan 5 seamer untuk proses
pengambilan data. Setiap line dan mesin seamer tersebut
memiliki jumlah pekerja yang berbeda berdasarkan jenis operasi kerja yang terdapat didalamnya.
Tabel 1. Jumlah eksisitng pekerja di line dan seamer Line Jumlah Pekerja Line Seamer Jumlah Pekerja Seamer
1 36 1 4
6 43 4 3
15 43 7 4
20 42 13 4
22 40 15 3
4. Perhitungan Waktu Standard dan Output Standard per line
Perhitungan waktu standard dan output standard per line dilakukan dengan metode stopwatch time study dengan
tahapan sebagagai berikut:
1. Mengambil data awal setiap proses yang berbeda-beda di masing-masing line sebanyak 20 kali pengamatan
2. Melakukan uji keseragaman data untuk meilihat apakah terdapat data yang out layer. Data yang out layer tidak
diikutsertakan kedalam perhitungan
3. Menghitung kecukupan data pada setiap operasi kerja, untuk meilhat jumlah kecukupan data yang dibutuhkan. Perhitungan dilakukan dengan formulasi sebagai berikut:
2
.
.
'
k
X
S
Z
N
Keterangan :N’ = Jumlah pengamatan yang seharusnya dilakukan Z = Index tingkat kepercayaan (tingkat kepercayaan
95% ≈ index 2) s = Standar deviasi data
x
= Rata-rata data setelah diseragamkan k = Tingkat error (5%)4. Menghitung performance rating dari pekerja yang
melakukan operasi kerja berbeda, dengan metode westing house system rating. Metode ini meminta bantuan ekspert
untuk menilai performansi pekerja dari segi skill, effort, condition, dan consistency.
5. Menghitung waktu normal, dengan rumus sebagai berikut : Waktu Normal = Total Waktu Aktual x Performace Rating
6. Menghitung waktu standard dengan rumus sebagai berikut : Ws = (jam/unit)
7. Menghitung output standard dari setiap line dengan rumus
sebagai berikut : Os = (Unit/jam)
Setelah itu didapatkanlah rekap perhitungan waktu standard dan output standard dari masing-masing line sebagai pada
tabel 4.1 berikut
Tabel 2. Waktu Standard dan Output standard Line Line
Jenis Kaleng
Waktu Standard (Jam)
Output per jam (Kaleng)
1 A2,5 Slice 0,0159 62,61
6 A10 Slice A1 dan A2 0,037 28,28
3
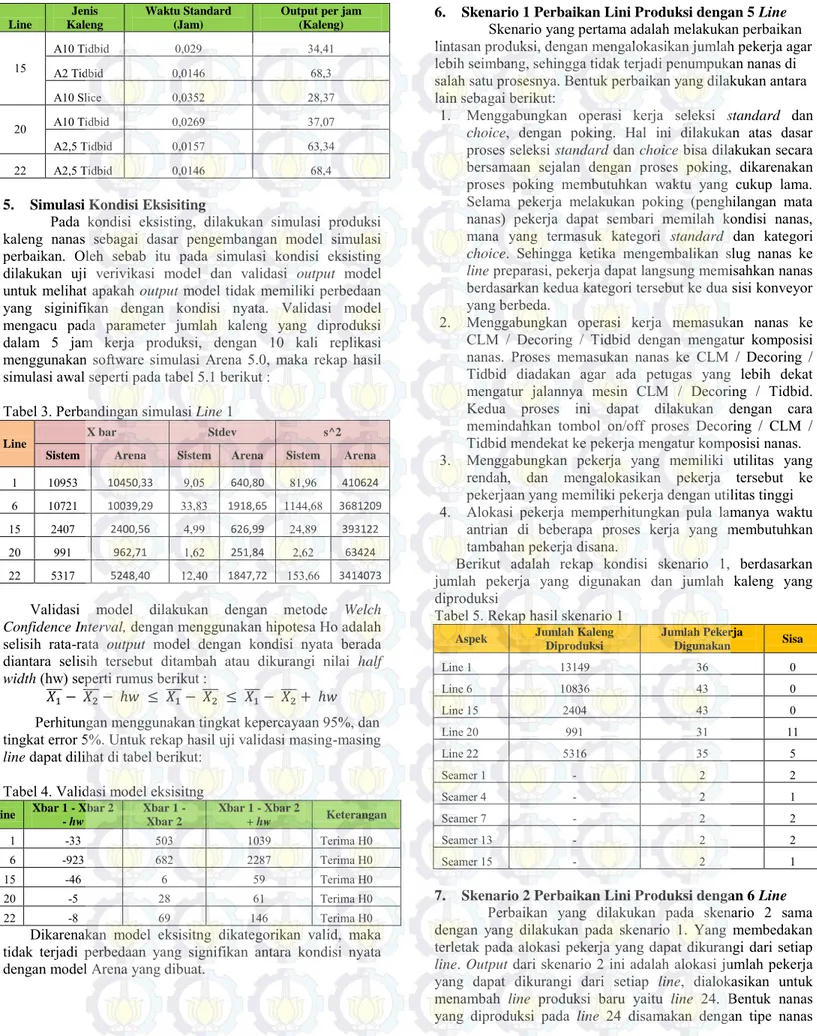
Line Jenis Kaleng Waktu Standard (Jam)Output per jam (Kaleng) 15 A10 Tidbid 0,029 34,41 A2 Tidbid 0,0146 68,3 A10 Slice 0,0352 28,37 20 A10 Tidbid 0,0269 37,07 A2,5 Tidbid 0,0157 63,34 22 A2,5 Tidbid 0,0146 68,4
5. Simulasi Kondisi Eksisiting
Pada kondisi eksisting, dilakukan simulasi produksi kaleng nanas sebagai dasar pengembangan model simulasi perbaikan. Oleh sebab itu pada simulasi kondisi eksisting dilakukan uji verivikasi model dan validasi output model
untuk melihat apakah output model tidak memiliki perbedaan
yang siginifikan dengan kondisi nyata. Validasi model mengacu pada parameter jumlah kaleng yang diproduksi dalam 5 jam kerja produksi, dengan 10 kali replikasi menggunakan software simulasi Arena 5.0, maka rekap hasil simulasi awal seperti pada tabel 5.1 berikut :
Tabel 3. Perbandingan simulasi Line 1
Line X bar Stdev s^2 Sistem Arena Sistem Arena Sistem Arena 1 10953 10450,33 9,05 640,80 81,96 410624 6 10721 10039,29 33,83 1918,65 1144,68 3681209 15 2407 2400,56 4,99 626,99 24,89 393122 20 991 962,71 1,62 251,84 2,62 63424 22 5317 5248,40 12,40 1847,72 153,66 3414073
Validasi model dilakukan dengan metode Welch Confidence Interval, dengan menggunakan hipotesa Ho adalah
selisih rata-rata output model dengan kondisi nyata berada
diantara selisih tersebut ditambah atau dikurangi nilai half width (hw) seperti rumus berikut :
̅̅̅ ̅̅̅ ̅̅̅ ̅̅̅ ̅̅̅ ̅̅̅ Perhitungan menggunakan tingkat kepercayaan 95%, dan tingkat error 5%. Untuk rekap hasil uji validasi masing-masing
line dapat dilihat di tabel berikut:
Tabel 4. Validasi model eksisitng
Line Xbar 1 - Xbar 2 - hw Xbar 1 - Xbar 2 Xbar 1 - Xbar 2 + hw Keterangan 1 -33 503 1039 Terima H0 6 -923 682 2287 Terima H0 15 -46 6 59 Terima H0 20 -5 28 61 Terima H0 22 -8 69 146 Terima H0
Dikarenakan model eksisitng dikategorikan valid, maka tidak terjadi perbedaan yang signifikan antara kondisi nyata dengan model Arena yang dibuat.
6. Skenario 1 Perbaikan Lini Produksi dengan 5 Line Skenario yang pertama adalah melakukan perbaikan lintasan produksi, dengan mengalokasikan jumlah pekerja agar lebih seimbang, sehingga tidak terjadi penumpukan nanas di salah satu prosesnya. Bentuk perbaikan yang dilakukan antara lain sebagai berikut:
1. Menggabungkan operasi kerja seleksi standard dan choice, dengan poking. Hal ini dilakukan atas dasar
proses seleksi standard dan choice bisa dilakukan secara
bersamaan sejalan dengan proses poking, dikarenakan proses poking membutuhkan waktu yang cukup lama. Selama pekerja melakukan poking (penghilangan mata nanas) pekerja dapat sembari memilah kondisi nanas, mana yang termasuk kategori standard dan kategori choice. Sehingga ketika mengembalikan slug nanas ke line preparasi, pekerja dapat langsung memisahkan nanas
berdasarkan kedua kategori tersebut ke dua sisi konveyor yang berbeda.
2. Menggabungkan operasi kerja memasukan nanas ke CLM / Decoring / Tidbid dengan mengatur komposisi nanas. Proses memasukan nanas ke CLM / Decoring / Tidbid diadakan agar ada petugas yang lebih dekat mengatur jalannya mesin CLM / Decoring / Tidbid. Kedua proses ini dapat dilakukan dengan cara memindahkan tombol on/off proses Decoring / CLM / Tidbid mendekat ke pekerja mengatur komposisi nanas. 3. Menggabungkan pekerja yang memiliki utilitas yang
rendah, dan mengalokasikan pekerja tersebut ke pekerjaan yang memiliki pekerja dengan utilitas tinggi 4. Alokasi pekerja memperhitungkan pula lamanya waktu
antrian di beberapa proses kerja yang membutuhkan tambahan pekerja disana.
Berikut adalah rekap kondisi skenario 1, berdasarkan jumlah pekerja yang digunakan dan jumlah kaleng yang diproduksi
Tabel 5. Rekap hasil skenario 1
Aspek Jumlah Kaleng Diproduksi Jumlah Pekerja Digunakan Sisa Line 1 13149 36 0 Line 6 10836 43 0 Line 15 2404 43 0 Line 20 991 31 11 Line 22 5316 35 5 Seamer 1 - 2 2 Seamer 4 - 2 1 Seamer 7 - 2 2 Seamer 13 - 2 2 Seamer 15 - 2 1
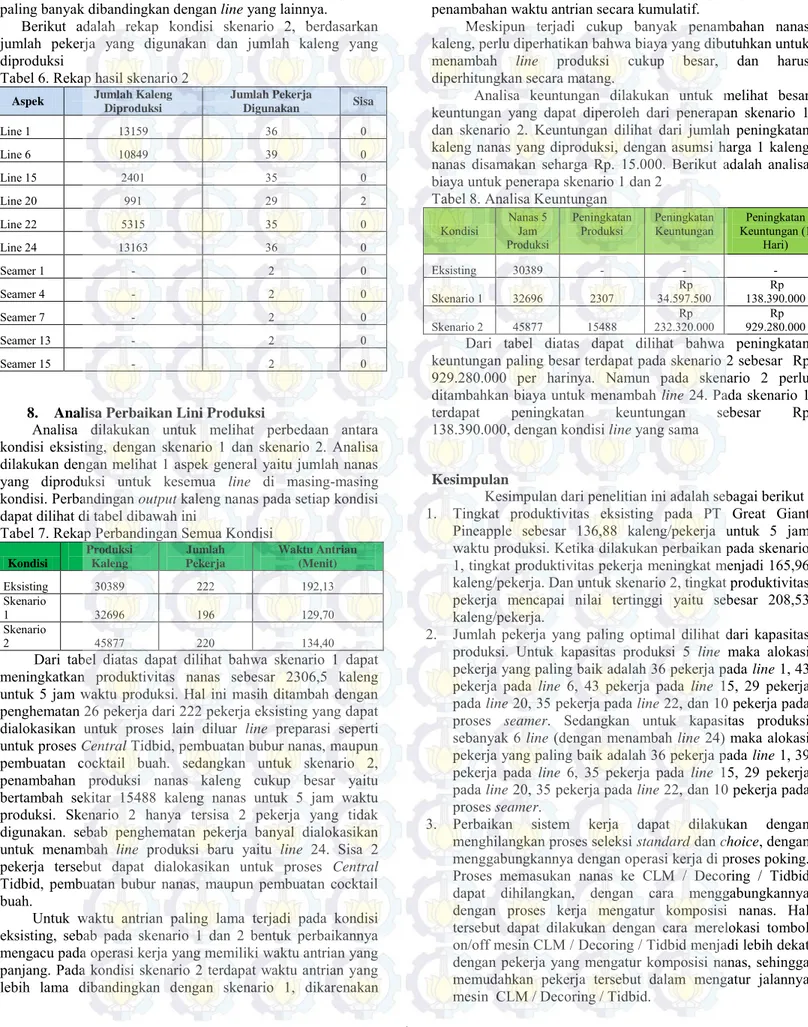
7. Skenario 2 Perbaikan Lini Produksi dengan 6 Line Perbaikan yang dilakukan pada skenario 2 sama dengan yang dilakukan pada skenario 1. Yang membedakan terletak pada alokasi pekerja yang dapat dikurangi dari setiap
line. Output dari skenario 2 ini adalah alokasi jumlah pekerja
yang dapat dikurangi dari setiap line, dialokasikan untuk
menambah line produksi baru yaitu line 24. Bentuk nanas
yang diproduksi pada line 24 disamakan dengan tipe nanas
4
pada line 1, dikarenakan output yang dihasilkan yang palingpaling banyak dibandingkan dengan line yang lainnya.
Berikut adalah rekap kondisi skenario 2, berdasarkan jumlah pekerja yang digunakan dan jumlah kaleng yang diproduksi
Tabel 6. Rekap hasil skenario 2
Aspek Jumlah Kaleng Diproduksi Jumlah Pekerja Digunakan Sisa Line 1 13159 36 0 Line 6 10849 39 0 Line 15 2401 35 0 Line 20 991 29 2 Line 22 5315 35 0 Line 24 13163 36 0 Seamer 1 - 2 0 Seamer 4 - 2 0 Seamer 7 - 2 0 Seamer 13 - 2 0 Seamer 15 - 2 0
8. Analisa Perbaikan Lini Produksi
Analisa dilakukan untuk melihat perbedaan antara kondisi eksisting, dengan skenario 1 dan skenario 2. Analisa dilakukan dengan melihat 1 aspek general yaitu jumlah nanas yang diproduksi untuk kesemua line di masing-masing
kondisi. Perbandingan output kaleng nanas pada setiap kondisi
dapat dilihat di tabel dibawah ini
Tabel 7. Rekap Perbandingan Semua Kondisi
Kondisi Produksi Kaleng Jumlah Pekerja Waktu Antrian (Menit) Eksisting 30389 222 192,13 Skenario 1 32696 196 129,70 Skenario 2 45877 220 134,40
Dari tabel diatas dapat dilihat bahwa skenario 1 dapat meningkatkan produktivitas nanas sebesar 2306,5 kaleng untuk 5 jam waktu produksi. Hal ini masih ditambah dengan penghematan 26 pekerja dari 222 pekerja eksisting yang dapat dialokasikan untuk proses lain diluar line preparasi seperti
untuk proses Central Tidbid, pembuatan bubur nanas, maupun
pembuatan cocktail buah. sedangkan untuk skenario 2, penambahan produksi nanas kaleng cukup besar yaitu bertambah sekitar 15488 kaleng nanas untuk 5 jam waktu produksi. Skenario 2 hanya tersisa 2 pekerja yang tidak digunakan. sebab penghematan pekerja banyal dialokasikan untuk menambah line produksi baru yaitu line 24. Sisa 2
pekerja tersebut dapat dialokasikan untuk proses Central
Tidbid, pembuatan bubur nanas, maupun pembuatan cocktail buah.
Untuk waktu antrian paling lama terjadi pada kondisi eksisting, sebab pada skenario 1 dan 2 bentuk perbaikannya mengacu pada operasi kerja yang memiliki waktu antrian yang panjang. Pada kondisi skenario 2 terdapat waktu antrian yang lebih lama dibandingkan dengan skenario 1, dikarenakan
adanya tambahan line 24 yang berdampak pula pada
penambahan waktu antrian secara kumulatif.
Meskipun terjadi cukup banyak penambahan nanas kaleng, perlu diperhatikan bahwa biaya yang dibutuhkan untuk menambah line produksi cukup besar, dan harus
diperhitungkan secara matang.
Analisa keuntungan dilakukan untuk melihat besar keuntungan yang dapat diperoleh dari penerapan skenario 1 dan skenario 2. Keuntungan dilihat dari jumlah peningkatan kaleng nanas yang diproduksi, dengan asumsi harga 1 kaleng nanas disamakan seharga Rp. 15.000. Berikut adalah analisa biaya untuk penerapa skenario 1 dan 2
Tabel 8. Analisa Keuntungan
Kondisi Nanas 5 Jam Produksi
Peningkatan
Produksi Peningkatan Keuntungan Keuntungan (1 Peningkatan Hari)
Eksisting 30389 - - -
Skenario 1 32696 2307 34.597.500 Rp 138.390.000 Rp Skenario 2 45877 15488 232.320.000 Rp 929.280.000 Rp
Dari tabel diatas dapat dilihat bahwa peningkatan keuntungan paling besar terdapat pada skenario 2 sebesar Rp 929.280.000 per harinya. Namun pada skenario 2 perlu ditambahkan biaya untuk menambah line 24. Pada skenario 1
terdapat peningkatan keuntungan sebesar Rp 138.390.000, dengan kondisi line yang sama
Kesimpulan
Kesimpulan dari penelitian ini adalah sebagai berikut 1. Tingkat produktivitas eksisting pada PT Great Giant
Pineapple sebesar 136,88 kaleng/pekerja untuk 5 jam waktu produksi. Ketika dilakukan perbaikan pada skenario 1, tingkat produktivitas pekerja meningkat menjadi 165,96 kaleng/pekerja. Dan untuk skenario 2, tingkat produktivitas pekerja mencapai nilai tertinggi yaitu sebesar 208,53 kaleng/pekerja.
2. Jumlah pekerja yang paling optimal dilihat dari kapasitas produksi. Untuk kapasitas produksi 5 line maka alokasi
pekerja yang paling baik adalah 36 pekerja pada line 1, 43
pekerja pada line 6, 43 pekerja pada line 15, 29 pekerja
pada line 20, 35 pekerja pada line 22, dan 10 pekerja pada
proses seamer. Sedangkan untuk kapasitas produksi
sebanyak 6 line (dengan menambah line 24) maka alokasi
pekerja yang paling baik adalah 36 pekerja pada line 1, 39
pekerja pada line 6, 35 pekerja pada line 15, 29 pekerja
pada line 20, 35 pekerja pada line 22, dan 10 pekerja pada
proses seamer.
3. Perbaikan sistem kerja dapat dilakukan dengan menghilangkan proses seleksi standard dan choice, dengan
menggabungkannya dengan operasi kerja di proses poking. Proses memasukan nanas ke CLM / Decoring / Tidbid dapat dihilangkan, dengan cara menggabungkannya dengan proses kerja mengatur komposisi nanas. Hal tersebut dapat dilakukan dengan cara merelokasi tombol on/off mesin CLM / Decoring / Tidbid menjadi lebih dekat dengan pekerja yang mengatur komposisi nanas, sehingga memudahkan pekerja tersebut dalam mengatur jalannya mesin CLM / Decoring / Tidbid.
5
4. Pada skenario 1 perusahaan dapat manambah keuntunganpenjualan sebesar Rp 138.390.000 dengan kapasitas 5 lini produksi per harinya. Sedangkan pada skenario 2 perusahaan dapat menambah keuntungan penjualan sebesar Rp 929.280.000 per harinya dengan kapasitas 6 lini produksi.
Saran
Saran untuk penelitian ini adalah sebagai berikut 1. Melakukan analisa biaya yang lebih mendalam sehingga
dapat dipilih skenario mana yang terbaik
2. Pemilihan seamer yang akan diamati dilakukan secara lebih selektif dengan mempetimbangkan tipe nanas kaleng yang diproduksi dari tiap-tiap line yang akan diamati
3. Mengurangi asumsi-asumsi yang digunakan, agar lebih merepresentatifkan kondisi eksisting yang ada.
Daftar Pustaka
Food and Agricultur Organization (2011). Fishery and Aquaculture Statistics, FAO, Rome.
Pratama, Hanif G. (2012), Penentuan Alokasi Jumlah Pekerja Melalui Studi Kerja dan Simulasi pada Proses
Cannery, Studi Kasus PT. Great Giant Pineapple,
Tugas Akhir, Institut Teknologi Sepuluh Nopember, Surabaya.
Sobir (2012), Potensi Demand Nanas Dunia, Pusat Kajian Buah Tropis Institut Pertanian Bogor, Bogor.
Sobir (2012), Potensi Demand Nanas Dunia, Pusat Kajian Buah Tropis Institut Pertanian Bogor, Bogor.