5. HASIL DAN PEMBAHASAN
5.1 Proses Pengolahan Udang Windu Mentah Beku Tanpa Kepala (headless) Alur proses pengolahan udang windu mentah beku tanpa kepala (headless) di PT. Indokom Samudera Persada Lampung mulai dari penerimaan bahan baku hingga penyimpanan beku adalah sebagai berikut:
5.1.1 Penerimaan Bahan Baku
Bahan baku yang diterima oleh PT. Indokom Samudera Persada adalah jenis udang Windu (Panaeus monodon) dan udang Vannamei (Litopenaeus vannamei). Udang tersebut berasal dari daerah Kalianda, Padang Cermin, Labuan Maringgai, Pantai Selatan Lampung, dan daerah-daerah lain di sekitar Lampung. Udang diterima berupa udang utuh (head-on) dari laut maupun dari tambak.
Penerimaan udang di unit pengolahan dilakukan pada jam kerja karyawan dari pukul 06.00 WIB sampai dengan pukul 08.00 WIB. Udang didatangkan dengan kendaraan seperti truck dengan menggunakan box plastik, box styrofoam, dan blong plastik berisikan udang dengan diberi es di dalamnya untuk mempertahankan mutu udang. Udang dan es dalam box fiber disusun dengan bagian dasar diberi es sampai merata dan menutupi seluruh permukaan udang pada bagian luar. Menurut Moeljanto (1992), pemberian es sangat penting untuk menjaga mutu udang agar tetap dalam kondisi baik pada saat tiba di perusahaan, menghindari bau dan timbulnya bercak pada udang. Bahan baku udang yang diterima setiap harinya berkisar 3-6 ton atau lebih (Lampiran 13).
rendah, hal ini bisa dilakukan karena pihak pemasok sudah memisahkan kualitas bahan baku per box yang berisikan udang tersebut. Udang kemudian dicek kembali sesuai nilai mutunya dengan cara udang ditampung dengan menggunakan keranjang berkapasitas ± 30kg (mutu FQ/First Quality, SQ/Second Quality, BS/Below Standar dan Broken atau Aval). Tujuan pengecekan ini adalah untuk mengecek kebenaran mutu dan size udang dan juga untuk menentukan harga beli udang dari pemasok. Sistem pembelian bahan baku di PT. Indokom Samudera Persada ini adalah sesuai dengan ukuran, adapun ukuran yang diterima di perusahaan ini yaitu:
1. Fresh Quality (FQ) : bau khas udang, tidak terjadi perubahan warna, kulit keras, tidak patah punggung
2. Second Quality (SQ) :ada patah punggung, kulit lembut, ekor keras
3. Below Standard (BS) : kulit dan ekor lembek, perubahan warna yang sudah menyeluruh dan parah
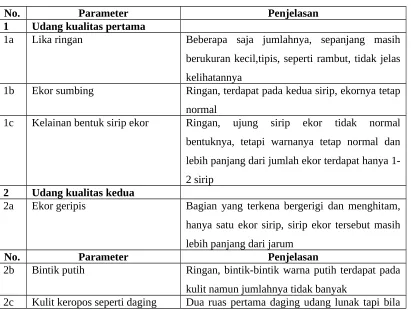
4. Broken/aval : terdapat cacat pada tubuh udang misalnya patah punggung. Pengelompokkan udang diatas dapat digolongkan menjadi beberapa kelompok yang dapat dilihat pada Tabel 6.
Tabel 6. Pengelompokkan Kualitas Udang
No. Parameter Penjelasan
1 Udang kualitas pertama
1a Lika ringan Beberapa saja jumlahnya, sepanjang masih berukuran kecil,tipis, seperti rambut, tidak jelas kelihatannya
1b Ekor sumbing Ringan, terdapat pada kedua sirip, ekornya tetap normal
1c Kelainan bentuk sirip ekor Ringan, ujung sirip ekor tidak normal bentuknya, tetapi warnanya tetap normal dan lebih panjang dari jumlah ekor terdapat hanya 1-2 sirip
2 Udang kualitas kedua
2a Ekor geripis Bagian yang terkena bergerigi dan menghitam, hanya satu ekor sirip, sirip ekor tersebut masih lebih panjang dari jarum
No. Parameter Penjelasan
2b Bintik putih Ringan, bintik-bintik warna putih terdapat pada kulit namun jumlahnya tidak banyak
ditekan kembali seperti semula
2d Luka Luka kecil yang berukuran 3-5 mm, berwarna hitam, mudah terlihat, tidak lebih dari dua ruas kulit udang
2e Kulit sobek Pecah/sobek pada bagian mana saja kulit udang, besarnya tidak lebih dari 5 mm sepanjang kulit tidak lepas dari dagingnya dan dagingnya tidak ikut sobek
2f Bintik hitam pada kaki renang Ringan, terdapat bintik hitam pada kaki renang tapi tidak terlihat dengan jelas
2g Udang kotor Kotoran ringan terdapat pada bagian sisi atau perut udang yang mudah dibersihkan dengan pencucian atau penyikatan
2h Kulit longgar Ringan terdapat jarak atau rongga antara kulit dan daging udang
3 Udang below standar
3a Udang cacat bentuk tidak normal
Udang yang bentuknya tidak normal, mengembang pada sisinya, tidak terdapat lekukan atau lengkungan pada ruas mana saja 3b Ekor geripis Bagian yang terkena bergerigi dan berwarna
hitam, terdapat pada dua atau lebih sirip ekor 3c Luka Berat, lebih dari tiga luka yang berukuran besar,
lebar, goresannya mudah terlihat, meliputi lebih dari separuh ruas tempat luka itu terdapat 3d Teritip Terdapat tritip yang menempel pada bagian kulit
badan udang mana saja
3e Udang kotor Parah, kotoran yang tebal, terdapat sisi pada samping atau sisi perut kadang tidak dapat dibersihkan dengan penyikatan
No. Parameter Penjelasan
3f Udang sobek Pecah atau sobek pada kulit dengan ukuran lebih dari 5 mm pada ruas kulit udang mana saja sepanjang kulitnya tidak terlepas dan tidak mengenai daging
3g Sobek pada ruas kulit Pecah antar ruas kulit mana saja, hingga terdapat kerenggangan lebih dari 3 mm
3h Kulit sangat lunak Kulit sangat tipis atau baru ganti kulit namun menutupi seluruh tubuh udang
dagingnya lunak dan tidak kenyal
3j Bintik hitam pada kaki renang Parah, terdapat bintik hitam pada kaki renang dan dapat dilihat dengan mudah
3k Bintik putih Parah, bintik-bintik yang berwana putih dan dapat dilihat dengan mudah
3l Udang teklek Kepala hampir lepas dari badan udang 3m Udang yang berwarna pucat Sudah utuh warna pucat
3n Kaki hilang separuh Udang dengan kondisi kaki tinggal setengah dari udang normal
Sumber : PT. Indokom Samudera Persada, 2013
Udang dalam keranjang disemprotkan air dingin dengan suhu berkisar ± 5 0C untuk menghilangkan kotoran-kotoran yang masih menempel pada udang. Udang dilewatkan pada besi penyangga untuk kemudian masuk kedalam tahapan selanjutnya. Proses penerimaan bahan baku dapat dilihat pada Gambar 3.
Gambar 3. Proses Penerimaan Bahan Baku
Perlakuan terhadap bahan baku yang masuk tersebut telah sesuai dengan SNI 01-2705.3-2006, yang menyatakan bahwa bahan baku setelah sampai di unit pengolahan harus segera diperiksa suhu internalnya dan nilai sensorinya, serta menolak udang yang tidak sesuai dengan standar atau udang yang mengandung bahan berbahaya, busuk dan mengandung benda asing yang tidak dapat dihilangkan melalui prosedur normal penyortiran, udang yang telah diperiksa dan segera diolah dicuci menggunakan air klorin yang memenuhi persyaratan yang bersuhu antara 0 – 5oC, begitu pula dengan udang yang menunggu proses pengolahan lebih lanjut. Penanganan udang pada proses penerimaan bahan baku ini harus dilakukan dengan cermat dan cepat serta hati-hati (Moelyanto, 1992). 5.1.2 Pencucian I
nomor keranjang, partai dan jenis udang. Proses pencucian udang yaitu udang dimasukkan dalam bak penampungan yang sudah berisi air yang telah ditambahkan es agar suhunya tetap dingin, apabila airnya sudah kotor maka akan diganti lagi dengan air baru supaya tidak mengkontaminasi udang yang akan dicuci selanjutnya akan tetapi karena kurangnya kesadaran dari beberapa orang karyawan sehingga air tersebut walaupun sudah kotor tidak diganti sampai menunggu teguran dari karyawan QC, sehingga disarankan agar dalam proses ini digunakan sistem sirkulasi air. Proses pencucian udang dapat dilihat pada Gambar 4.
Gambar 4. Proses Pencucian Udang
Menurut Hariadi (1994), bahwa pencucian bertujuan untuk membersihkan sisa-sisa kotoran yang masih ada sekaligus mengurangi jumlah bakteri dan patogen.
5.1.3 Penimbangan I
Udang yang diterima kemudian ditimbang dengan berat setiap keranjang ±30 kg menggunakan timbangan digital berkapasitas 80 kg. Tujuan penimbangan untuk menghitung harga udang yang dibeli dengan harga yang sudah ditetapkan menurut mutu dan size. Proses penimbangan dapat dilihat pada Gambar 5.
Gambar 5. Proses Penimbangan Bahan Baku 5.1.4 Pemotongan Kepala
mematahkan kepala dari arah bawah ke atas dan bagian yang dipotong mulai dari bagian karapas sampai ke leher. Pemotongan kepala harus dilakukan secara cepat dan hati-hati agar udang tetap segar dan jengger udang tidak hilang karena berpengaruh pada bobot udang dan rendemen udang. Proses pemotongan kepala dapat dilihat pada Gambar 6.
Gambar 6. Pemotongan Kepala
Udang yang telah dipotong kepalanya ditampung dalam keranjang berisi air dingin dan es untuk mempertahankan suhu maksimal 80 C. Limbah kepala udang ditempatkan dalam wadah khusus yang kemudian ditampung ditempat sampah khusus untuk limbah padat. Keranjang yang berisi udang tanpa kepala selanjutnya dicuci dengan cara disiram air dingin dengan suhu sekitar kurang dari 5 0C.
Perlakuan terhadap bahan baku yang masuk tersebut telah sesuai dengan SNI 01-2705.2-2006, yang menyatakan bahwa untuk pengolahan udang beku tanpa kepala (headless) bahan baku yang masih berkepala harus segera dilakukan pemotongan kepala selanjutnya dilakukan pencucian dengan air dingin, sedangkan kepalanya harus ditampung ditempat khusus. Bahan baku yang masih dalam keadaan utuh dilkukan pemotongan kepala guna mengurangi kandungan bakteri. Menurut (Moelyanto, 1992) mengatakan bahwa pada bagian kepala udang terdapat ingsang, otak, dan isi perut yang merupakan sumber bakteri pembusuk dan enzim pencernaan. Untuk pemotongan kepala udang terlebih dahulu di persiapkan peralatan yang terdiri dari keranjang plastic dan tempat pembuangan limbah padat, air dingin dan es.
5.1.5 Penimbangan II
Proses selanjutnya dilakukan pencucian kembali untuk memastikan tidak terdapat kotoran pada udang akibat tahap yang dilakukan sebelumnya. Pencucian dilakukan dengan cara mencuci dengan air dingin steril yang suhunya ≤ 50C secara hati-hati agar tidak merusak udang. Air dingin steril yang dimaksud dalam proses pencucian ini yaitu air yang digunakan pada semua proses produksi di perusahaan ini bersumber dari air tanah yang telah mendapat perlakuan lebih lanjut yaitu penyaringan dengan sistem membran reverse osmosis, sehingga air yang dihasilkan setara dengan kualitas air minum. Proses pencucian ini dilakukan untuk memastikan bahwa udang tersebut bersih dari kotoran-kotoran sebelum dilakukan sortasi. Proses pencuciannya yaitu udang yang telah dipotong kepalanya ditampung dalam keranjang kemudian disemprotkan air yang berasal dari kran ataupun disiram dengan menggunakan gayung.
5.1.7 Sortasi
Udang selanjutnya dilakukan sortasi untuk memilih mutu, ukuran, dan warna yang dilakukan secara manual dan mesin sortir. Penyortiran dilakukan menggunakan mesin sortir yang sudah dilengkapi dengan bandul/pemberat yang telah disesuaikan dengan ukuran udang. Udang diletakkan dalam mangkuk mesin sortir, sesuai dengan ukuran udang, udang akan masuk ke dalam wadah berisi tampungan air dan es. Sortasi dilakukan dengan cara manual yang dilakukan oleh karyawan borongan maupun karyawan harian dengan cepat dan tepat dalam menempatkan size udangnya. Proses sortasi dapat dilihat pada Gambar 7.
Gambar 7. Sortasi
Sesuai dengan spesifikasinya, udang dikelompokkan menjadi beberapa size (ukuran) berdasarkan jumlah udang per pan. Spesifikasi udang windu dapat dilihat pada Tabel 7.
Sumber : PT. Indokom Samudera Persada, Lampung, 2013 5.1.8 Pencucian III
Proses pencucian dilakukan untuk memastikan bahwa udang tersebut harus dalam keadaan bersih dari kotoran-kotoran yang menempel pada tubuh udang seperti rumput ataupun benda asing lainnya. Pencucian dilakukan dengan menggunakan air mengalir dengan suhu ≤ 5 oC dengan cara menyiramkan air pada udang agar menghilangkan kotoran udang yang masih menempel.
5.1.9 Penimbangan III
Penimbangan dilakukan untuk pendataan hasil harian (tally) dari berat udang tanpa kepala (headless), untuk mengetahui rendemen udang dan untuk pendataan upah untuk karyawan borongan yang dalam hal ini karyawan borongan mendapat upah senilai Rp 2000, 00 per satu kg udang.
5.1.10 Final Product
Udang di cek kembali sesuai dengan ukuran, warna dan mutu untuk menghindari kesalahan pada tahap sortasi dan juga untuk mengecek adanya kotoran dari benda – benda asing lainnya. Proses ini dilakukan untuk mengoreksi hasil sortasi yang belum seragam, baik mengenai mutu, ukuran maupun warna (Purwaningsih, 1995).
5.1.11 Penimbangan IV
Penimbangan dilakukan sesuai ukuran masing-masing ukuran, kemudian dimasukkan kedalam keranjang ukuran kecil untuk mempermudah dalam tahap penyusunan. Standar penimbangan IV di PT. Indokom Samudera Persada adalah 1,8 kg dan ini merupakan berat udang dalam kemasan untuk tiap produk.
No Size /
ukuran udang
Jumlah udang/nampan (pcs)
1 U-5 19-20
2 6-8 30-32
3 8-12 45-48
4 13-15 55-59
5 16-20 75-79
6 21-25 95-99
7 26-30 116-119
5.1.12 Pencucian IV
Udang di cuci kembali dengan air dingin dengan cara menyiramkan air ke udang. Pencucian ini dilakukan untuk memastikan produk tersebut bersih dari kotoran seperti sisa-sisa genjer atau kepala yang ikut tercampur dalam tumpukan udang, sekam padi, rumput, ataupun benda-benda asing lainnya.
5.1.13 Penyusunan
Penyusunan udang dilakukan di dalam inner pan yang sudah dicuci terlebih dahulu, dan diberi label size pada bagian bawah inner pan kemudian udang disusun berdasarkan standar perusahaan yaitu ekor bertemu dengan ekor dan potongan kepala menghadap ke arah pinggir kemudian diberi label ukuran lagi pada bagian atasnya. Cara ini bertujuan agar susunan udang terlihat rapi. Penyusunan udang dalam inner pan dapat dilihat pada Gambar 8.
Gambar 8. Penyusunan Udang Dalam Inner Pan
Udang yang telah disusun kemudian diberi air dingin sebagai media pembekuan dan diberi penutup yang terbuat dari stainless stell yang dilapisi dengan plastik hal ini bertujuan agar setelah dilakukan pembongkaran nantinya dapat dengan mudah dilepas. Pemberian air dilakukan secepat mungkin setelah udang disusun dalam inner pan. Pemberian air dilakukan dengan saringan dan air yang digunakan adalah air yang sudah ditreatment dan diberi es curah (flake). Air harus memenuhi inner pan agar dihasilkan pembekuan yang bagus dan merata. Hal ini sesuai dengan pendapat Purwaningsih (1995) bahwa jumlah udang pada setiap lapis tergantung pada ukuran udang yang disusun, setelah itu susunan udang diberi air dingin suhu 5oC yang bertujuan untuk menjaga kekeringan (dehidrasi) yang akan mempengaruhi kenampakan pada udang.
5.1.14 Pembekuan
pemindahan panas dari tubuh udang ke bahan lain (refrigerant). Refrigerant yang digunakan untuk proses pembekuan adalah amoniak. Pembekuan dengan CPF dapat dilihat pada Gambar 9.
Gambar 9. Contact Plate Freezer (CPF)
Unit CPF pada pabrik pengolahan udang beku ini memiliki kapasitas 420 inner pan (7,5 ton udang) untuk setiap kali proses pembekuan dengan waktu yang diperlukan untuk proses pembekuan adalah 2 jam dengan suhu -35o C. CPF yang terdapat di PT. Indokom Samudera Persada ini ada tiga buah yang semuanya berfungsi dengan baik. Adapun proses pembekuan udang sendiri adalah dengan cara memasukkan long pan yang telah berisi 3 inner pan ke dalam plat-plat CPF kemudian plat-plat tersebut akan menjepit setiap inner pan secara hidrolik, proses pembekuan pada produk terjadi melalui plat-plat CPF yang bersinggungan dengan inner pan. Hal ini sesuai dengan pendapat Murniyati dan Sunarman (2000) bahwa untuk membekukan produk yang berbentuk blok dapat digunakan Contact Plate Freezer (CPF) dan diperjelas oleh Hadiwiyoto (1993) bahwa untuk lamanya pembekuan tergantung dari besarnya kapasitas pembekuan.
Perlakuan in jugai sesuai dengan SNI 01-2705.2-2006, yang menyatakan bahwa apabila digunakan pan pembekuan untuk udang beku dalam bentuk blok, selesai penyusunan ditambahkan air dingin yang memenuhi persyaratan air minum. Pengisian dapat dilakukan didalam alat pembeku (freezer) atau diluar sebelum dimasukan ke dalam alat pembeku. Pembekuan sebaiknya digunakan pembekuan cepat sehingga suhu pusat thermal udang dapat mencapai -18oC dalam waktu 4 jam.
5.1.15 Penggelasan
tempat penggelasan di sebelah ruangan CPF yang berhubungan langsung dengan ruang pengemasan. Inner pan dilepaskan dengan mencelupkan blok-blok udang kedalam air penggelasan yang suhunya 2–5 oC. Blok udang kemudian di lihat dan di cek satu persatu untuk memastikan tidak terjadi kerusakan fisik ataupun terdapat benda-benda asing dalam blok udang sebelum dilakukan pengemasan dan pengecekan logam berat. Seleksi akhir ini dilakukan untuk memastikan tidak terdapatnya benda-benda asing yang tidak terdeteksi oleh metal detektor. Tujuan dari penggelasan ini adalah untuk menutup permukaan atau bagian-bagian produk beku yang masih terbuka atau tidak rata agar dehidrasi dapat dihindari pada saat penyimpanan serta memperbaiki penampakan permukaan produk. Proses penggelasan dapat dilihat pada Gambar 10.
Gambar 10. Proses Penggelasan Udang
Perlakuan ini sesuai dengan SNI 01-2705.2-2006, yang menyatakan bahwa setelah dibekukan, udang yang dibekukan dengan menggunakan blok harus dilepaskan dari pan pembekuan, setelah itu dilakukan penggelasan dengan cara memasukan blok udang kedalam air dingin dengan suhu kurang lebih 2-3 oC. Hal ini juga sesuai dengan Purwaningsih (1995) bahwa glazing dilakukan dengan cara menyiram dan mencelupkan udang beku dalam air bersuhu antara 0-5oC, dan tujuan utama dari glazing ini adalah mencegah pelekatan antar bahan baku, melindungi produk dari kekeringan selama penyimpanan, mencegah ketengikan akibat dari oksidasi dan memperbaiki kenampakan permukaan yang lebih menarik, juga sebagai pencegah terjadinya oksidasi lemak oleh oksigen dari udara selama penyimpanan.
5.1.16 Pengecekan Logam dan Pengepakan
dengan tujuan agar tidak salah pada waktu pemberian kode pada inner cartoon (IC). Blok udang yang telah diberi polybag dilewatkan pada mesin metal detector, yang mendeteksi apakah setiap udang blok terdapat benda–benda logam atau tidak sebelum dilakukan pengepakan. Caranya yaitu dengan melewatkan produk tersebut pada lubang pendeteksi melalui conveyor, dan apabila produk tersebut terdeteksi terdapatnya logam maka conveyor akan berhenti dan terdengar bunyi alarm. Blok-blok udang apabila terdeteksi oleh metal detector maka harus di defrost dan di cek kembali per ekor udang untuk mencari logam yang ada. Pengecekan logam dapat dilihat pada Gambar 11.
Gambar 11. Pengecekan Logam Oleh Karyawan QC
Proses ini setelah dipastikan tidak terdapat logam berat seperti jarum, kemudian dikemas lagi dengan pengemas inner cartoon. Pemberian check list kemudian dilakukan pada inner cartoon sesuai dengan spesifikasi, jenis dan size udang. Inner cartoon harus terdapat keterangan mengenai nama dan alamat unit pengolahan, sarana penyimpanan produk, serta merek dagang dari produk. Merek dagang untuk produk beku di PT. Indokom Samudera Persada adalah Soematra.
Gambar 12. Pengemasan Master Cartoon
Menurut Purwaningsih (1995), menjelaskan bahwa bahan pengemas yang digunakan harus cocok dengan bahan yang dikemas, tidak bersifat racun, dan menarik konsumen. Bahan kemasan dalam industri pembekuan udang dibedakan menjadi tiga macam: Kemasan Primer, yang berupa bahan plastik polly bag. Kemasan ini langsung membungkus blok udang beku. Kemasan Sekunder, kemasan ini berupa inner cartoon. Fungsi utama kemasan ini selain untuk melindungi blok udang beku juga digunakan untuk melindungi kemasan primer. Kemasan Tersier, kemasan ini berupa master cartoon. Kemasan ini digunakan untuk melindungi kemasan sekunder.
5.1.17 Penyimpanan Beku (Cold storage)
Master cartoon yang berisi produk disimpan dalam gudang penyimpanan beku dengan suhu operasi sekitar –250C, suhu dicatat setiap jam. Pintu cold storage dalam keadaan tertutup kecuali pada saat memasukkan produk. Cold storage yang kosong palet kayu dicuci dan dikeringkan. Kondisi penyimpanan produk dalam cold storage yaitu disusun secara rapi pada jarak tertentu dengan ketinggian alas 10 cm agar master cartoon tidak secara langsung menyentuh lantai yang akan mempengaruhi produk. Penyimpanan produk beku dapat dilihat pada Gambar 13.
Gambar 13. Penyimpanan Produk di Cold Storage
Suhu cold storage sudah dianggap baik jika masih berkisar antara -200C sampai -300C. Hal terpenting dalam susunan cold storage adalah bagaimana menjaga kestabilan suhu tersebut, karena fluktuasi di dalam cold storage akan merusakkan produk (Hariadi, 1994).
5.2 Penerapan Sistem Rantai Dingin
Pengamatan sistem rantai dingin pengolahan dilakukan pada setiap tahapan proses mulai dari tahap penerimaan bahan baku (raw material) selama proses sampai dengan penyimpanan beku produk akhir dengan menggunakan thermometer digital. Pengamatan dilakukan untuk mengetahui perubahan suhu udang selama proses pengolahan.
Hasil pengukuran suhu dapat diketahui suhu pada tahap penerimaan bahan baku diperoleh hasil >50C. Penimbangan 1 suhu udang berkisar antara 3,1-3,6 0C, penimbangan dilakukan secara cepat sehingga dapat mempertahankan suhu udang, karena pada proses penimbangan es tidak ikut tercampur dengan udang. Suhu pusat udang potong kepala berkisar 3,1-3,6 0C, potong kepala dilakukan diatas meja stainless steel dan ditambahkan es dengan perbandingan 2:1 untuk mempertahankan suhu udang. Suhu penyusunan rata-rata 3,20. Hasil dari pengamatan suhu udang pada proses tersebut telah sesuai dengan standar yang telah ditetapkan oleh SNI yaitu < 50 C hal ini dikarenakan pemberian es yang cukup baik sehingga suhunya masih tetap terjaga.
Pengamatan suhu dilakukan dengan mengukur suhu pusat udang pada masing-masing tahapan proses. Hasil pengamatan suhu disajikan pada Tabel 8. Tabel 8. Hasil Pengamatan Suhu Produk Pada Setiap Tahapan Proses
No Tahapan Pengamatan
I II III IV V VI
1 Penerimaan BB 3,3 2,7 3,7 3,6 3,1 4,1
2 Pencucian I 4,0 3,7 4,4 3,8 3,3 3,1
3 Penimbangan I 3,2 3,6 3,4 3,2 3,1 3,3
4 Pemotongan kepala 3,4 3,5 3,2 3,1 3,6 3,5
5 Penimbangan II 3,6 3,7 3,4 3,2 3,8 3,7
6 Pencucian II 3,3 3,4 3,4 3,4 3,4 3,2
8 Pencucian III 3,7 3,5 3,8 3,3 3,4 3,3
9 Penimbangan III 3,2 3,3 3,1 3,3 3,2 3,2
10 Final product 2,9 3,2 3,0 3,2 3,0 3,0
11 Penimbangan IV 3,2 3,3 3,1 2,9 3,3 3,2
12 Pencucian IV 3,1 3,3 3,2 3,1 3,2 2,9
13 Penyusunan 3,1 3,2 3,1 3,2 3,0 3,2
14 Pembekuan -32 -33 -36 -34 -33 -36
Kenaikan suhu terjadi pada proses sortasi pada pengamatan ketiga yang suhu udangnya 5,10C dimana hal ini disebabkan oleh antrian pada saat seleksi dilakukan karena kurangnya karyawan yang melakukan proses seleksi dan juga pemberian es yang kurang. Tingginya suhu ini harus menjadi perhatian bagi petugas pengawas mutu karena, kecepatan pertumbuhan bakteri pembusuk tergantung pada suhu, dimana pengaruh suhu pada pertumbuhan bakteri akan nampak jelas pada siklus pertumbuhannya, terutama perpanjangan atau perpendekan fase adaptasinya tergantung pada tinggi rendahnya suhu (Hadiwiyoto,1993).
Pengamatan terhadap kondisi air pencucian dilakukan pada empat tahapan proses yaitu tahap pencucian I, pencucian II, pencucian III dan pencucian IV. Dari hasil pengamatan suhu air yang berkisar antara 2,3 0C - 3,7 0C secara keseluruhan masih memenuhi standar karena adanya penambahan es secara terus menerus untuk mempertahankan suhu air tetap dibawah 5 0C. Pengamatan suhu air pencucian ini dilakukan dengan cara mencelupkan ujung termometer tersebut kedalam air pencucian I, II, III dan IV. Hasil Pengamatan suhu air pada proses pencucian disajikan pada Tabel 9.
Tabel 9. Hasil Pengamatan suhu Air Pada Tahapan Pencucian.
No Tahapan Pengamatan
I II III IV V VI
1 Pencucian I 2,3 2,3 2,5 2,3 2,5 2,4
2 Pencucian II 3,4 3,4 3,4 3,1 3,4 3,7
3 Pencucian III 3,4 3,2 3,5 3,2 3,4 3,2
4 Pencucian IV 3,5 3,3 3,2 3,2 3,3 3,3
Menurut Purwaningsih (1995), selama proses pengolahan udang harus direndam dalam air dengan suhu maksimum 5 0C untuk menjaga kesegarannya.
Pengamatan juga dilakukan pada suhu ruangan proses, hasil pengamatan suhu ruangan dapat dilihat pada Tabel 10.
Tabel 10. Hasil Pengamatan Suhu Ruangan.
No Tahapan Pengamatan
I II III IV V VI
1 R. Penerimaan 26,3 24,1 24,0 24,8 23,6 24,8
2 R. Proses 22,5 22,6 22,8 21,9 21,9 23,2
3 R. Packing 20,6 19,6 20,1 20,4 20,3 19,9
4 R. Pembekuan -33,9 -34,3 -33,7 -37,3 -34,2 -34,2 5 R. Penyimpanan -22 -22,1 -23,1 -22,9 -22,3 -23,2
Hasil pengamatan suhu ruangan diatas masih sesuai dengan standar. Suhu ruangan juga berpengaruh terhadap suhu produk sehingga suhu ruangan pengolahan harus disesuaikan dengan standar yang sudah ada. Menurut Moeljanto (1992) suhu ruangan yang rendah sangat efektif untuk menghambat pertumbuhan bakteri-bakteri psikofilik yaitu bakteri-bakteri yang senang pada suhu rendah dan hidup pada suhu 00C sampai 300C dengan suhu optimum 150C.
5.3 Pengujian Mutu
5.3.1 Pengamatan Mutu Organoleptik
5.3.1.1 Mutu Organoleptik Bahan Baku Udang Segar
Hasil Penilaian mutu organoleptik terhadap bahan baku udang segar dapat dilihat pada Tabel 11.
Tabel 11. Penilaian Mutu Organoleptik Terhadap Bahan Baku Udang Segar
Pengamatan Simpangan Baku Nilai Organoleptik
1 8,49≤ µ ≤ 8,71 8
2 8,46≤ µ ≤ 8,74 8
3 8,35≤ µ ≤ 8,65 8
4 8,03≤ µ ≤ 8,37 8
5 8,37≤ µ ≤ 8,65 8
6 8,68≤ µ ≤ 8,72 9
karena cara penanganan udang dilaksanakan dengan baik oleh supplier – supplier udang sehingga waktu udang diterima diruang penerimaan masih dalam kondisi segar dan suhu pusat bahan baku udang segar yang diterima masih rendah juga memperhitungkan komposisi atau perbandingan udang dengan es (1:2) berkaitan dengan waktu yang dibutuhkan selama pendistribusian.
Menurut Purwaningsih (1995), prinsip penanganan udang adalah mempertahankan kesegaran udang selama mungkin dengan cara memperlakukan udang dengan cermat dan hati-hati. Udang segera didinginkan sampai mencapai suhu sekitar 0 0C.
5.3.1.2 Mutu Organoleptik Produk Akhir Udang Beku
Pengujian organoleptik produk akhir udang beku sesuai SNI 01-2705.1-2006 diuji sebelum dilakukan proses pengepakan dengan kriteria penilaian dari segi kenampakan, dehidrasi dan diskolorisasi sedangkan setelah dilelehkan dengan kriteria penilaian adalah kenampakan, bau, dan tekstur. Adapun hasil dari pengujian organoleptik produk akhir udang beku pada Tabel 12.
Tabel 12. Nilai Mutu Organoleptik Produk Akhir Udang Beku
Pengamatan Simpangan Baku Nilai Organoleptik
1 8,35≤ µ ≤ 8,45 8
2 8,35≤ µ ≤ 8,45 8
3 8,2 ≤ µ ≤ 8,4 8
4 8,17 ≤ µ ≤ 8,43 8
5 8,22 ≤ µ ≤ 8,38 8
6 8,18 ≤ µ ≤ 8,22 8
warna asli udang. Menurut Ilyas (1993), hanya udang terbaik yang boleh dibekukan dan udang segar beku setelah dilelehkan mempunyai rupa, citarasa dan tekstur seperti udang yang baru ditangkap. Bahan baku yang mempunyai mutu dan kesegaran tinggi akan menghasilkan produk akhir yang tinggi mutunya (Hariadi, 1994).
5.3.2 Pengamatan Mutu Mikrobiologi
PT. Indokom Samudera Persada membatasi pengujian mikrobiologinya pada pengujian ALT, E. Coli, Salmonella dan Vibrio cholera pada bahan baku dan produk akhir. Pengujian dilakukan oleh analis di laboratorium perusahaan. Pengujian mikrobiologi ini bertujuan untuk mengetahui jumlah bakteri yang terkandung dalam produk serta untuk mengetahui ada atau tidaknya bakteri pathogen yang dapat menyebabkan gangguan kesehatan pada manusia. Hasil pengujian mikrobiologi bahan baku dan produk akhir dapat dilihat pada Tabel 13 dan 14.
Tabel 13. Hasil Pengujian Mutu Mikrobiologi Bahan Baku Udang Segar.
Pengamatan ALT
(Koloni/gram)
E.coli
(APM/gram)
Salmonella V.cholera
1 2,6x 105 < 3 Negatif Negatif
2 4,8 x 104 < 3 Negatif Negatif
3 3,1 x 104 < 3 Negatif Negatif
4 4,2x 103 < 3 Negatif Negatif
5 3,3 x 103 < 3 Negatif Negatif
6 3,4 x 103 < 3 Negatif Negatif
Standar SNI 5 x 105 < 2 Negatif Negatif
Sumber : PT.Indokom Samudra Persada (2013)
Pengujian E.coli menggunakan metode sesuai dengan prosedur yang terdapat pada SNI 01-2332.1-2006. Hasil pengujian untuk E.coli pada bahan baku yaitu < 3. Pengujian E.coli bahan baku memenuhi persyaratan mikrobiologi karena perusahaan telah menstandarkan air yang digunakan untuk pencucian dan pengolahan produk harus standar air minum. Menurut Harsojo (2008) kontaminasi E.coli berasal dari kontaminasi air yang digunakan pada saat proses produksi yang biasanya sering lupa diganti oleh karyawan.
Kontaminasi bakteri Salmonella sering terjadi di perusahaan melalui peralatan yang digunakan maupun kontaminasi dari tangan manusia. Pengujian Salmonella pada bahan baku adalah negatif. Pengujian Salmonella pada bahan baku dan produk akhir memenuhi persyaratan mikrobiologi karena perusahaan menggunakan desinfektan untuk menginaktifkan bakteri dan menggunakan klorin yang bersifat sanitizer. Menurut Hadiwiyoto (1993), perlakuan pencucian dengan air bersih dan air yang telah mengalami klorinasi atau mengandung antibiotik tertentu dapat menghilangkan kotoran dan mengurangi jumlah bakteri yang ada, banyak bakteri yang mati bahkan bakteri-bakteri berbahaya seperti Salmonella ikut terbunuh.
Pengujian V.cholera pada bahan baku yaitu negatif hal ini dikarenakan air yang digunakan pada saat pengolahan produk telah disterilkan/treatment oleh perusahaan sehingga tidak tercemar dan tidak mengkontaminasi produk. Menurut Oktaviani (2013), vibrio merupakan jenis bakteri yang hidup saprofit di air, air laut, dan tanah. Terdapatnya bakteri patogen ini menandakan adanya kontak air dengan limbah industri dan rumah tangga
Tabel 14. Hasil PengujianMutu Mikrobiologi Produk Akhir Udang Beku
Pengamatan ALT
(Koloni/gram)
E.coli
(APM/gram)
Salmonella V.cholera
1 2,4 x 104 < 3 Negative Negative
2 3,7 x 103 < 3 Negative Negative
3 1,3 x 104 < 3 Negative Negative
4 3,0 x 103 < 3 Negative Negative
5 2,9 x 103 < 3 Negative Negative
Standar SNI 5 x 105 < 2 Negative Negative Sumber : PT. Indokom Samudra Persada (2013)
Hasil pengujian mikrobiologi produk akhir telah sesuai dan memenuhi persyaratan dimana nilai ALT untuk produk akhir berkisar antara 3,0 x 103 - 2,4 x 104 koloni/gram, hal ini dikarenakan selama penanganan selalu menerapkan rantai dingin dan pada pencucian diberi larutan klorin sehingga dapat mengurangi jumlah bakteri pada udang. Setelah pembongkaran, selanjutnya udang dicuci dengan air mengalir. Tujuan pencucian disini adalah menghilangkan kotoran pada saat pembongkaran dan mencegah peluang berkembangnya bakteri patogen (Deara, 2012).
Hasil pengujian untuk E.coli pada produk akhir yaitu < 3, hal ini dikarenakan perusahaan telah menstandarkan air yang digunakan untuk pencucian dan pengolahan produk sesuai dengan standar air minum dengan penggunaan klorin sesuai dengan kadar yang ditentukan. Pertumbuhan E.coli dapat dihambat menggunakan air panas atau dapat memperlakukan klorin (Syah, 2011).
Kontaminasi bakteri Salmonella sering terjadi di perusahaan melalui peralatan yang digunakan maupun kontaminasi dari tangan manusia. Pengujian Salmonella pada bahan baku dan produk akhir adalah negatif. Pengujian Salmonella pada bahan baku dan produk akhir memenuhi persyaratan mikrobiologi karena perusahaan menggunakan desinfektan untuk menginaktifkan bakteri dan menggunakan klorin yang bersifat sanitizer. Menurut Hadiwiyoto (1993), perlakuan pencucian dengan air bersih dan air yang telah mengalami klorinasi atau mengandung antibiotik tertentu dapat menghilangkan kotoran dan mengurangi jumlah bakteri yang ada, banyak bakteri yang mati bahkan bakteri-bakteri berbahaya seperti Salmonella ikut terbunuh.
Pengujian V.cholera pada produk akhir yaitu negatif telah sesuai dengan prosedur yang terdapat pada SNI 01-2332.4-2006
5.4 Pengamatan Rendemen
Hasil pengamatan terhadap rendemen udang yang dihasilkan dapat dilihat pada Tabel 15.
Tabel 15. Perhitungan Rendemen Tahap Potong Kepala
I II III IV V VI
Potong kepala 67,7 68,4 68,1 66,7 66,7 66,5
Nilai tersebut sudah memenuhi target produksi yang ditetapkan perusahaan yaitu 64-68. Hal ini disebabkan karena udang yang yang diterima dalam keadaan segar dan juga kecekatan karyawan pada saat pemotongan kepala maka tidak banyak daging yang terbuang sehingga akan menghasilkan rendemen yang cukup besar bagi perusahaan. Menurut Purwaningsih (1995), rendemen yang dihasilkan dari udang head on ke headless berkisar antara 63 - 65%. Perhitungan rendemen di PT. Indokom Samudera Persada selain untuk mengetahui berat bersih juga bertujuan untuk mengetahui berapa banyak upah yang akan diterima oleh karyawan borongan dengan cara dihitung berdasarkan berapa banyak hasil yang dikerjakan.
5.5 Produktivitas Tenaga Kerja
Pengamatan produktivitas tenaga kerja dilakukan pada tahap sortasi. Pengukuran produktivitas dapat dilihat pada Tabel 16.
Tabel 16. Perhitungan Produktivitas Tenaga Kerja Pada Tahap Sortasi Tahapan
Proses
Pengamatan Produktivitas (kg / jam / orang)
I II III IV V VI
Sortasi 349,5 407,2 386,6 382,8 388,4 375,3
Hasil pengamatan produktivitas tersebut telah jauh melampaui batas target perusahaan yaitu 30 kg/jam/orang, hal dipengaruhi oleh keterampilan, kedisiplinan dan kecekatan pekerja dalam hal ini dapat dilihat pada setiap pengamatan yang dilakukan. Hal lain yang mempengaruhi perhitungan produktivitas ini yaitu tingkat penghasilan karena semakin banyak hasil yang di peroleh dalam pengamatan ini maka berpengaruh pada upah yang akan diterima oleh karyawan yang melakukan poroses ini.
waktu yang tersingkat, tenaga yang diperlukan untuk penyelesaian kerja tersebut sedikit dan mudah.
5.6 Pengamatan Kelayakan Dasar Unit Pengolahan 5.6.1 Persyaratan Fisik
1) Lokasi
PT. Indokom Samudera Persada terletak dikawasan pedesaan yang jauh dari pencemaran baik udara maupun air. Lingkungannya cukup bersih sehingga terhindar dari kotoran yang bersifat bakteriologis, fisik dan kimia.
Lokasi PT. Indokom Samudera Persada terletak di Jalan Ir. Sutami Km. 13, dusun kemang, kecamatan Tanjung Bintang, kabupaten Lampung Selatan. Lokasi perusahaan bagian timur berbatasan dengan Desa Lematang, sebelah barat berbatasan dengan Desa Way Galih, sebelah utara berbatasan dengan Desa Sukanegara, dan sebelah selatan dengan Desa Kemang. Luas lahan yang di tempati perusahaan adalah 29.053 m2 dan luas bangunan sebesar 14.215 m2. Jarak perusahaan dari pusat kota Bandar Lampung ± 25 km serta dari pusat bahan baku sejauh 60 km.
Letak perusahaan ini cukup strategis dikarenakan terletak di daerah industri dan tidak terlalu jauh dengan pelabuhan Bakauheni yaitu ± 180 menit perjalanan darat. Lokasi tersebut memberikan kemudahan bagi perusahaan dalam mendistribusikan produk-produk. Jarak perusahaan dari bahan baku sendiri yaitu ±60 km yaitu daerah tambak udang di Lampung seperti, Padang Cermin, Kalianda, Labuhan maringgai yang rata-rata merupakan tambak milik PT. Indokom Samudra Persada.
2) Bangunan
Lantai terbuat dari keramik berwarna putih, permukaan lantai rata dan halus. Pertemuan lantai dan dinding tidak membentuk sudut, sehingga tidak terjadi pengendapan kotoran dan mudah dibersihkan, lantai dibuat miring dengan kemiringan 3-5o ke arah saluran pembuangan sehingga tidak ada air yang tergenang, akan tetapi lantai yang berada di ruang timbang dan ruang packing terdapat beberapa retakan dan disarankan agar segera di ganti atau diperbaiki. Menurut Ditjen P2HP (2009), lantai ditempat yang sifatnya untuk pekerjaan basah, dimana udang diterima, diolah atau dikemas dijaga kemiringan, terbuat dari bahan kedap air, tahan lama dan mudah dibersihkan.
Permukaan dinding rata dan berwarna putih. Tinggi dinding 4 meter dari lantai, dan dilapisi stainless steel setinggi 1,5 m. Dinding stainless steel ini dibuat dengan tujuan untuk memudahkan pembersihan dan mencegah kontaminasi. Dinding terbuat dari bahan kedap air, pertemuan lantai dengan dinding maupun sudut-sudut ruangan dibuat melengkung. Menurut Ditjen P2HP (2009) permukaan dinding bagian dalam dari ruangan yang sifatnya untuk pekerjaan basah harus kedap air, permukaan halus, rata, serta berwarna terang. Sampai ketinggian dua meter dari lantai harus dapat dicuci dan tahan terhadap bahan kimia dan tidak boleh ditempatkan sesuatu yang mengganggu operasi pembersihan.
Langit-langit pada ruangan penerimaan, pengolahan udang dan ruangan lainnya terbuat dari triplek yang dicat putih, permukaannya halus, rata dan catnya tidak mudah rontok. Jarak antara langit-langit dan lantai adalah 4 meter. Menurut Ditjen P2HP (2009), yang menyatakan bahwa langit-langit unit pengolahan harus tidak retak, tidak bercelah, tidak menyebabkan akumulasi kotoran, tidak terdapat benjolan dan sambungan yang terbuka, kedap air serta berwarna terang, ketinggian langit-langit minimum 3 m dan tidak boleh ada pipa atau yang kelihatan.
Penerangan di ruang pengolahan menggunakan lampu TL 40 watt yang semua dilapisi kaca, untuk mencegah kontaminasi dengan produk apabila lampu pecah. Penerangan di ruang pengolahan sudah mencukupi sehingga dalam proses pengolahan tidak ada gangguan dari penerangan.
Pintu masuk ruang pengolahan, penerimaan udang dan cold storage dilengkapi dengan tirai plastik transparan yang saling tindih gunanya untuk mencegah keluar masuknya lalat dan udara. Pintu masuk terbuat dari bahan stainless steel yang permukaannya halus, rata, kedap air, mudah dibersihkan.
Selokan diruang penerimaan dan ruang proses produksi sudah bagus karena tidak ada air yang tergenang didalam selokan, sehingga air dan kotoran mengalir dengan lancar selain itu juga terdapat alat pencegah masuknya tikus/ binatang lain ke ruang proses.
3) Fasilitas Unit Pengolahan
Ruang penanganan dan pengolahan dilengkapi dengan peralatan pencegah masuknya binatang ke ruang proses sehingga tidak terjadi kontaminasi terhadap produk.
Ruang istirahat dipergunakan juga sebagai ruang makan dimana ruang ini terletak terpisah dari bangunan unit produksi. Ruangan ini dilengkapi dengan kursi meja, wastafel dan dispenser air, Sebelum dan sesudah istirahat ruangan ini selalu dibersihkan oleh karyawan piket. Membuang sampah pada tempat sampah, tidak mengotori lantai, setiap karyawan harus sama-sama menjaga kebersihannya.
Terdapat di luar ruangan proses, di mana untuk pria dan wanita mempunyai toilet yang tersendiri yang dilengkapi dengan sabun untuk cuci tangan dan wastafel tetapi tidak terdapat pengering tangan sekali pakai. Jumlah total toilet 23dimana 9 toilet untuk karyawan laki-laki dan 14 toilet untuk karyawan perempuan dengan total jumlah karyawan dan staf sebanyak 512 orang sehingga jika di lihat dari segi jumlah, toilet yang ada diperusahaan ini sesuai standar. Dimana untuk jumlah pekerja sebanyak itu diperlukan toilet minimal 20 buah (Ditjen P2HP, 2009).
autoclave pembunuh bakteri dan autoclave sterilisasi, lemari pendingin sebagai tempat menyimpan media dan incubator sebagai tempat menumbuhkan bakteri, bunsen, timbangan analytic, pH meter, meja pengujian, hot plate stearer, blender, rak-rak penyimpan arsip, rak sepatu dan rak-rak tempat menyimpan media dan peralatan pengujian. Laboratorium diperusahaan ini melakukan pengujian seperti ALT,E.coli,Salmonella dan Vibrio cholerae.
Ruang ini dipergunakan sebagai mushola tempat ibadah umat muslim yang letaknya bersebelahan dengan ruang istirahat. Setiap jam istirahat siang karyawan muslim beribadah di moshola. Setiap karyawan muslim wajib menjaga kebersihan dengan membuat jadwal piket mushola.
5.6.2 Persyaratan Operasional
5.6.2.1 Cara Berproduksi yang Baik dan Benar (GMP/ Good Manufacturing Practices)
1. Bahan Baku
Bahan baku untuk produk udang headless diperoleh dari tambak-tambak yang ada di daerah sekitar Indokom Samudera Persada yaitu daerah Kalianda, Padang Cermin, Labuan Maringgai, dan pantai selatan Lampung. Daerah tersebut termasuk dalam daerah perairan yang tidak tercemar. Bahan baku yang digunakan untuk produk headless adalah udang segar dengan mutu terbaik. Saat penerimaan bahan baku dilakukan pengujian suhu dan pengujian organoleptik. Jika mutu udang di bawah standar maka udang tersebut akan di beli dengan harga rendah atau di tolak dan pihak suplier akan di beri teguran oleh pihak perusahaan.
Pembongkaran dilakukan dengan menerapakan prinsip bersih, dingin dan cepat. Menurut Ilyas (1993), tindakan penanganan pada produk perikanan harus cepat, cermat dan selalu memperhatikan rantai dingin agar mutu dapat dipertahankan.
2. Penanganan dan Pengolahan
timbulnya bakteri. Suhu penerimaan bahan baku didapatkan berkisar antara 2,7-4,1 0C, setelah bahan baku diterima dilakukan penanganan dan pengolahan lebih lanjut dengan tetap menjaga suhu rendah selama proses penanganan. Udang yang telah disusun dalam blok kemudian dibekukan dengan suhu pembekuan –400C selama 2 sampai 3 jam.
Produk yang telah di bekukan kemudian dikemas dan di simpan dalam cold storage dengan cara menempatkan master cartoon diatas pallet. Setiap produk dipindahkan dan ditempatkan diatas pallet yang telah disiapkan dalam cold storage sesuai dengan jenis dan ukuran. Pallet yang sudah penuh ditarik menggunakan lori dan ditempatkan master cartoon pada pallet yang disediakan. Proses penyimpanan ini untuk menunggu waktu ekspor. Disiplin karyawan dalam pemahaman dan penerapan GMP dan SSOP lebih ditingkatkan. Higiene dan kesehatan karyawan sangat penting bagi semua kegiatan produksi. Karyawan selain berhubungan langsung dengan produk sehingga menjadi sumber kontaminasi yang utama terhadap produk. Apabila higiene dan kesehatan karyawan tidak terjaga dengan benar. Beberapa aspek higiene dan kesehatan karyawan adalah kesehatan pekerja, pelatihan dan praktek higienis serta peralatan (Perdana, 2008).
Penanganan dan pengolahan merupakan suatu usaha untuk mempertahankan mutu produk yang ada dan bukan merupakan suatu tindakan atau usaha untuk meningkatkan mutu produk olahan. Mutu bahan baku sangat menentukan hasil akhir pengolahan, jika mutu bahan baku rendah maka produk yang dihasilkan dalam pengolahan juga mempunyai mutu yang kurang baik maka produk yang dihasilkan akan bermutu rendah (Hadiwiyoto, 1993).
3. Persyaratan Bahan Pembantu dan Bahan Kimia
Bahan pembantu yang digunakan di PT. Indokom Samudera Persada adalah air dan es. Air dan es digunakan pada saat proses pengolahan, selain itu air juga digunakan untuk toilet dan kegiatan lainnya yang membutuhkan air. Air yang dipakai mutunya sudah memenuhi standar air minum.
NaOCl yang digunakan untuk perendaman kaki, pencucian tangan, pencucian peralatan dan perlengkapan kerja.
Detergen digunakan untuk membersihkan alat yang kotor dan yang susah dibersihkan, kemudian baru dicuci dengan larutan klor, dan sebelum digunakan disemprotkan alkohol 70 %. Sabun cuci tangan menggunakan sabun yang berbentuk cairan.
Bahan-bahan kimia dan bahan lainnya mempunyai tempat khusus terpisah dengan ruang pengolahan, pada bahan-bahan yang berbahanya diberi label untuk menghindari salah penggunaan dan terhindar dari kemungkinan mengkontaminasi ke produk akibat menetes, bocor, tumpah dan lain sebagainya.
4. Pengemasan
Bahan pengemas yang dipakai adalah polybag, inner cartondanmaster carton. Setelah dilakukan pengemasan/pengepakan dengan menggunakan master carton kemudian dilakukan pelabelan dengan tepat dan hati-hati. Master carton kemudian di ikat dengan tali secara otomatis menggunakan strapping band machine agar lebih tahan lama dan kuat.
Menurut Purwaningsih (1995), pengemasan bertujuan untuk mengawetkan produk yang dikemas, mempermudah transportasi, mempermudah distribusi, dan juga untuk memperindah penampilan produk serta merupakan faktor penting dalam persaingan produk di pasar.
5. Teknik Penyimpanan
Produk yang sudah dikemas disimpan dalam cold storage dengan suhu penyimpanan atau cold storage adalah – 34,60C. Suhu selalu dikontrol dan cold storage harus dalam keadaan bersih pada saat produk disimpan.
Menurut Purwaningsih (1995), produk perikanan beku harus disimpan pada suhu yang cocok untuk masing-masing species udang dan jenis produk.
6. Distribusi
Pengambilan produk beku di ruang penyimpanan beku menggunakan sistem FIFO (First In and First Out) yaitu produk beku yang masuk ruang penyimpanan terlebih dahulu merupakan produk yang akan dikeluarkan terlebih dahulu. Menurut Moeljanto (1992), sistem pengeluaran dan pemantauan produk beku dari ruang penyimpanan beku sampai ke dalam kontainer hendaknya megikuti sistem FIFO (First In First Out) sehingga tidak ada produk lama tersimpan dalam ruang penyimpanan beku.
5.6.2.2 Prosedur Operasional Standar Sanitasi (SSOP/ Sanitation Standard Operating Procedure)
1. Pasokan Air dan Es
Air yang digunakan untuk proses pengolahan berasal dari PDAM dan juga berasal dari sumber air kedalaman (100 – 150 m) yang kemudian di treatment oleh pihak perusahaan sehingga mutunya sesuai dengan standar air minum. Air dialirkan melalui pipa ke bak penampungan mengggunakan material tahan karat dan disimpan dalam bak penampungan tertutup untuk mencegah kontaminasi dari luar. Bahan baku air digunakan untuk membuat es balok dan es curai. Air pada proses pencucian bahan baku biasanya karena kurangnya kesadaran dari karyawan pada proses tersebut airnya tidak diganti lagi sehingga udang yang di cuci masih tertinggal sisa-sisa kotoran. UPI ini tidak dilengkapi dengan air panas untuk membersihkan peralatan yang sudah dicuci dengan sabun. Menurut Yunita (2008), fasilitas pencucian/pembersihan harus dilengkapi dengan sumber air bersih dan air panas untuk keperluan pencucian/pembersihan peralatan. Pembilasan dengan air hangat ini dimaksudkan untuk menghilangkan sisa kotoran atau sabun setelah proses pebersihan (Ulfah, 2012).
Es di unit pengolahan tersebut menggunakan es balok dan es curai yang di olah sendiri oleh perusahaan dengan menggunakan air berstandar air minum.
Menurut Ditjenkan (1997), es yang digunakan harus dibuat dari air yang memenuhi persyaratan air minum.
2. Peralatan dan Pakaian Pekerja
Peralatan yang kontak langsung dengan produk adalah bahan yang terbuat dari plastik, stainless steel yang tahan karat, halus dan rata. Peralatan ini dicuci dengan larutan klor 25 ppm.
Setiap karyawan diwajibkan memakai perlengkapan seperti masker, baju seragam, sepatu boat, topi dan penutup kepala yang sempurna dan apron, sarung tangan. Pemberian sarung tangan diberikan pada pagi hari sebelum proses dan bila rusak boleh diganti. Beberapa hal yang harus dimonitor terhadap kondisi kebersihan permukaan alat yang kontak langsung dengan bahan yang meliputi: kondisi permukaan yang kontak dengan pangan, kebersihan dan sanitasi, tipe dan konsentrasi bahan sanitasi.
3. Pencegahan kontaminasi silang
Kegiatan proses dibatasi oleh ruangan-ruangan yang memisahkan antar alur proses dari mulai penerimaan hingga penyimpanan produk, sedangkan ruang sanitasi peralatan, gudang, istirahat karyawan terpisah dari ruang pengolahan produk. Setiap ruangan dipisahkan oleh dinding dan kaca sebagai batas ruangan, dengan pemisahan ini proses produksi berjalan dengan efektif karena karyawan tidak pindah ketempat lain sehingga dapat mencegah kontaminasi silang antara bahan baku dan produk akhir.
Pasokan air bersih dan air kotor tidak terjadi kontaminasi silang di unit pengolahan sebab pasokan air bersih dan air kotor letaknya berjauhan atau berbeda. Pasokan air bersih dilakukan melalui pipa di langit-langit unit pengolahan, sedangkan pasokan air kotor disalurkan atau dialirkan dari bawah. Untuk saluran air kotor dibuat agak miring agar air mengalir lebih mudah dan lancar.
4. Toilet dan tempat cuci tangan
sebanyak itu diperlukan toilet minimal 20 buah. Menurut Ditjenkan (1997), jumlah toilet yang dianjurkan sebagai berikut : untuk 1 – 9 pekerja yaitu 1 toilet, 10 – 24 pekerja yaitu 2 toilet, 25 – 49 pekerja yaitu 3 toilet, 50 – 100 pekerja yaitu 5 toilet dan mulai dari 100 orang, untuk tiap unit tambahan 30 pekerja ditambah dengan 1 jamban dan konstruksi jamban harus tipe leher angsa.
Tempat cuci tangan diletakkan di tempat yang mudah terjangkau seperti di pintu masuk ruang pengolahan yang dilengkapi dengan sabun dan sikat dan semuanya berfungsi dengan baik akan tetapi UPI ini tidak memiliki alat pengering tangan sekali pakai sehingga para karyawan setelah mencuci tangan mereka mengelap tangan yang masih basah di pakaian yang mereka kenakan.
Karyawan telah diberikan pelatihan tentang pentingnya kebersihan dan pencucian tangan pada saat proses berlangsung, pengawas mutu selalu mengawasi pencucian tangan yang dilakukan setiap waktu sampai selesai proses pengolahan. Pencucian tangan sudah dilakukan dengan baik walau kadang masih ada juga karyawan yang tidak atau dengan sengaja lupa mencuci tangan, oleh karena itu diperlukan pengawasan yang sangat ketat. Karyawan yang masih melanggar harus segera ditindak agar kejadian tersebut tidak terulang lagi sebab hal tersebut dapat mempengaruhi mutu produk.
5. Bahan kimia, pembersih dan saniter
Semua bahan kebersihan dan bahan kimia dikumpulkan dalam gudang khusus yang terpisah dari ruang pengolahan. Bahan tersebut diberi label dan dilengkapi dengan cara penggunaanya. Bahan kimia yang dianggap berbahaya, pemakaiannya diawasi oleh pengawas mutu serta diberi label dan prosedur pemakaian.
6. Syarat label dan penyimpanan
serta disusun dengan rapi sesuai jenis produk. Ruang penyimpanan dijaga kebersihannya dan dipantau secara periodik suhu dan dicatat dalam lembar monitoring suhu yang kemudian dimuat dalam laporan kontrol penyimpanan.
Prosedur terhadap bahan-bahan yang masuk dari supplier sampai dipakai adalah penerimaan (sampling oleh QC), sortasi, penyimpanan dan pengeluaran (pendistribusian). Pendistribusian bahan tambahan makanan (ingredient) dan bahan pengemas yang kontak langsung dengan produk (primary packing material) dari gudang penyimpanan ke ruang proses dilakukan pengecekan untuk menjamin keamanannya dari benda-benda asing dan pada saat pengiriman tersebut dalam kondisi tertutup. Gudang menjamin terhadap barang yang dikirim/ siap dipakai dalam kondisi 100% baik dan tidak ada masalah.
Penempatan bahan-bahan kimia dan sanitasi di area proses dalam keadaan tertutup, diberi label yang jelas dan penempatannya dipertimbangkan agar tidak mengkontaminasi produk, bahan pengemas. Selain itu, perusahaan melakukan audit terhadap terhadap perusahaan pemasok bahan (supplier) terhadap proses pembuatan bahan-bahan tersebut, termasuk asal bahan baku, jenis, bahan tambahan, sanitasi dan sebagainya.
7. Kesehatan karyawan
8. Pengendalian pest
Pengawasan serangga di cegah dengan menggunakan lampu pembunuh serangga. Pencegahan serangga yang mungkin masuk dari saluran air maka setiap saluran air di beri saringan sehingga serangga dari luar tidak dapat masuk ke ruang produksi.
Menurut Purwaningsih (1995), bagian penanganan dan pengolahan yang berhubungan langsung dengan luar harus dilengkapi dengan alat untuk mencegah masuknya serangga, burung, tikus dan binatang lainnya.
5.7 Penilaian Kelayakan Dasar Unit Pengolahan
Kelayakan dasar unit pengolahan di PT. Indokom Samudera Persada, meliputi aspek kondisi sanitasi dan higiene, teknik penanganan dan pengolahan dan prosedur operasional standar sanitasi. PT. Indokom Samudera Persada terdapat empat kategori penyimpangan dimana UPI ini tidak memiliki alat pengering tangan sekali pakai pada tempat pencucian tangan, adanya retakan pada lantai di ruang timbang dan packing, masih adanya karyawan yang masih memakai kosmetik dan kurangnya kesadaran karyawan dalam penerapan GMP dan SSOP. Penyimpangan dan saran yang terjadi di UPI ini dapat dilihat pada Tabel 17.
Tabel 17. Penyimpangan dan saran di PT. Indokom Samudera Persada
No Klausul Kondisi Saran
1 Bangunan : lantai Terdapat beberapa retakan pada lantai di bagian ruang timbang dan ruang packing.
Harus segera di perbaiki oleh pihak perusahaan supaya tidak ada kotoran yang mengendap diantara retakan lantai tersebut
2 Air : persyaratan air Tidak tersedia air panas
Pengadaan air panas oleh pihak perusahaan
3 Kebersihan dan
kesehatan karyawan : pakaian kerja
Masih ada karyawan yang menggunaka kosmetik
Perlu diperiksa dan di beri sangsi karena hal tersebut dapat mengkontaminasi produk
kemampuan/keterampila n SDM
kurang dalam
penerapan tentang GMP dan SSOP yang baik
tentang GMP dan SSOP