Prosiding
Seminar Nasional Material dan Metalurgi
(SENAMM VIII) 2015
ISBN 978-602-73461-0-9
5 November 2015
Eastparc Hotel
Yogyakarta
Fakultas Teknik
Universitas Gadjah Mada
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
ii
SUSUNAN PANITIA / DEWAN REDAKSI
Penanggung Jawab
: Prof. Ir. Jamasri, Ph.D.
(Ketua Departemen Teknik Mesin dan Industri, Fakultas Teknik UGM)
Panitia Pengarah
: 1. Prof. Dr. Rochmin Suratman
(ITB)
2. Prof. Dr. Ir. Johny Wahyuadi M.Soedarsono, DEA (UI)
3. Prof. Dr. Ir. Sulistijono, DEA.
(ITS)
4. Alfirano, ST., Ph.D
(UNTIRTA)
Reviewer
:
1. Prof. Ir. Jamasri, Ph.D.
(UGM)
2. Prof. M.Noer Ilman, S.T., M.Sc., Ph.D D
(UGM)
3. Ir. Heru SBR., M.Eng., Ph.D
(UGM)
4. Ir. M.Waziz Wildan, MSc., Ph.D
(UGM)
5. M.K. Herliansyah, ST., MT., Ph.D
(UGM)
6. Prof. Dr. Rochmin Suratman
(ITB)
7. Dr. Aditianto Ramelan
(ITB)
8. Prof. Dr. Ir. Johny Wahyuadi M.Soedarsono, DEA (UI)
9. Prof. Dr. Ir. Bondan Tiara Sofyan, M.Si.
(UI)
10. Prof. Dr. Ir. Sulistijono, DEA.
(ITS)
11. Sungging Pintowantoro, Ph.D
(ITS)
12. Alfirano, ST., Ph.D
(UNTIRTA)
13. Dr.Eng. A. Ali Alhamidi, ST., MT.
(UNTIRTA)
14. Prof. Dr. Kuncoro Diharjo, S.T., M.T.
(UNS)
15. Dr. Sularjoko, ST., MT.
(UNDIP)
Ketua Panitia
: Dr. Kusmono, ST., MT.
Sekretaris
: Dr. Eng. Priyo Tri Iswanto, ST., M.Eng
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
iii
Koord. Pelaksana
: Fellando Martino Nugroho
Sekretaris Pelaksana
: Annisa Navi Syarani
Bendahara Pelaksana
: Muhammad Aditya Permana
Kesekretariatan
: Leonardus Herjuno
Acara
: Nur Kholis Majid
Perlengkapan & Logistic : Hanan Yunisar Saputra
Desain
: Muhammad Ridwan Setyawan
Humas & Publikasi
: Farid Ibrahim
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
iv
KATA PENGANTAR
Seminar Nasional Material dan Metalurgi (SENAMM) merupakan seminar tahunan yang
diadakan oleh Forum Komunikasi Material dan Metalurgi Indonesia (FKMMI). Pada tahun ini,
SENAMM VIII diorganisir oleh Departemen Teknik Mesin dan Industri, Fakultas Teknik,
Universitas Gadjah Mada dengan mengambil tema “
Materials for Sustainable Development and
Environment
”.
Pada tahun ini, SENAMM VIII 2015 dilaksanakan bekerja sama dengan 8
thRegional
Conference on Mechanical and Manufacturing Engineering (RCMME) dan 1
stInternational
Conference on Mechanical and Manufacturing
(ICMME) yang didukung oleh AUN/SEED-Net
Program, Jepang.
Prosiding ini merupakan kumpulan makalah yang dipresentasikan pada SENAMM VIII
2015. Sejumlah 57 makalah yang berasal dari berbagai institusi pendidikan maupun lembaga
penelitian telah dipresentasikan pada SENAMM VIII 2015. Makalah tersebut dikelompokan
menjadi lima kelompok yaitu logam, polimer, komposit, keramik, dan material maju.
Kami atas nama Panitia SENAMM VIII 2015 menyampaikan terima kasih sebesarbesarnya
kepada AUN/SEED-Net Program Jepang atas dukungannya. Ucapan terima kasih juga kami
sampaikan kepada para penilai/reviewer atas waktunya dalam menilai makalah SENAMM VIII
2015. Kami juga mengucapkan banyak terima kasih kepada seluruh panitia SENAMM VIII,
RCMME & ICMME, dan FKMMI atas segala bantuan dan kerja samanya dalam menyukseskan
seminar ini.
Ketua Panitia SENAMM VIII
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
v
Daftar Isi
Halaman Judul ... i
Susunan Panitia / Dewan Redaksi ... ii
Kata Pengantar ... iv
Daftar Isi ... v
A LOGAM
HAL
Pengembangan Dredge Cutter Teeth: Mikrostruktur, Sifat Mekanik dan
Ketahanan Aus
Arif Basuki
2
Analisa Pengaruh Bentuk Benda Uji Tarik Terhadap Kekuatan Tarik UNS
S20100
Rianti Dewi Sulamet-Ariobimo, Johny Wahyuadi Soedarsono, Yusep Mujalis, Tono
Sukarnoto, Andi Rustandi, Dody Prayitno
7
Pengaruh Peningkatan Derajat Deformasi Canai Hangat terhadap Perubahan
Morfologi Struktur Paduan Cu-Zn 70/30
Eka Febriyanti, Dedi Priadi, Rini Riastuti
10
Pengaruh Kecepatan Putaran Tool Terhadap Struktur Mikro, Kekerasan
dan Kekuatan Tarik Pada Sambungan Las FSW Tak Sejenis Antara AA5083
dan AA6061-T6
FX. A. Wahyudianto, M.N. Ilman, P.T. Iswanto, Kusmono
17
Analisa Kegagalan Kabel Sling Penambat Tongkang
Husaini Ardy, Winda Rianti
23
Studi Perilaku Korosi Pada Material Austenitic Stainless Steel Seri 304 dan
316 Dalam Campuran Larutan HNO3-NaCl
Andi Rustandi, Panji Aji Wibowo, Johny Wahyuadi Soedarsono, M. Akbar
Barrinaya
28
Pengaruh Variasi Resistivitas dan Kadar Air Tanah Terhadap Arus Proteksi
Sistem Impressed Current Cathodic Protection (ICCP) Pada Pipa API 5L
Grade B Dengan Variasi Goresan Lapis Lindung
Tubagus Noor Rohmannudin, Sulistijono, Arini Santoso
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
vi
Kajian Awal Pengaruh Faktor Lingkungan Terhadap Laju Korosi
Atmosferik Pada Baja Karbon Rendah di Bandung
Asep Ridwan Setiawan, Gunawan Wibisono
37
Studi Oksidasi Baja Feritik SA213 T91 dan T22 di Udara Pada Temperatur
550 dan 650°C
Asep Hermawan, Husaini Ardy , Asep Ridwan Setiawan
43
Analisis Pengaruh Siklus Pemanasan Terhadap Lapisan Oksida di Logam
Induk dan Lasan Baja Feritik SA213 T91 pada Temperatur 650 dan 750°C
Azzahra Rahmani Ali, Husaini Ardy, Asep Ridwan Setiawan
48
Pengendapan Tembaga dari Larutan Tembaga Sulfat dengan Metode
Elektrolisis
Nadia Chrisayu Natasha dan Rudi Subagja
54
Analisis Pengaruh Konsentrasi Larutan FeCl3 dan Waktu Leaching terhadap
Reduksi Logam Tembaga dari Bijih Chalcopyrite dengan Metode
Hydrometallurgy
Johny Wahyuadi Soedarsono, Erwin, M. Akbar Barrinaya, Yudha Pratesa
59
Pengaruh Reduksi Roasting Dan Konsentrasi Leaching Asam Sulfat
Terhadap Recovery Nikel Dari Bijih Limonite
Johny Wahyuadi Soedarsono, Gana Damar Kusuma, Andi Rustandi, M. Akbar
Barrinaya
64
Analisa Pengaruh Komposisi Batubara terhadap Kadar Fe dan Derajat
Metalisasi pada Proses Reduksi Besi Oksida dalam Pasir Besi
Sungging Pintowantoro, Fakhreza Abdul, Asshid Bahtiar Anhar
69
Proses Reduksi Residu Hasil Ekstraksi Bijih Limonit Buli dengan
Menambahkan Batubara pada Variasi Temperatur
Tri Partuti, Johny Wahyuadi Soedarsono
74
Pengaruh basisitas dan % batu bara terhadap perolehan Fe hasil peleburan
besi spons bijih besi Kabupaten Merangin Jambi
Soesaptri Oediyani, Iing Sakti, Agis Priyatna, Djoko HP
78
Analisis Pemesinan Pada Baja Perkakas SLD dengan Pengaruh GAP
Terhadap Nilai MRR and Surface Roughness Pada Electrochemical
Machining (ECM)
Sadiwana, Feriyantaa, Aris Widyo Nugrohoa, Tutik Sriania, Gunawan Setia
Prihandanaa,
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
vii
Analisa Waktu Pemesinan SLD Terhadap Kedalaman Lubang pada
Pembuatan Roda Gigi Menggunakan Metode Electrochemical Machining
Feriyantaa, Sadiwana, Aris Widyo Nugrohoa, Tutik Sriania, Gunawan Setia
Prihandanaa,
86
Studi Ketahanan Korosi Sumuran Pada Baja Tahan Karat SUS 316L, SUS
317L, SUS 329J dAN HC-276 Dalam Larutan Asam Asetat Yang
Mengandung Ion Bromida
Rini Riastuti, Dandi Panggih Triharto, Adam Hidana Yudo Saputro
89
Pengaruh Shot Peening Setelah Nitriding Terhadap Fenomena Die Soldering
Pada Baja 8407 Supreme Dan Dievar Untuk Pengecoran Paduan Aluminium
Al-Si (Tipe ADC12)
Myrna Ariati Mochtar, Wahyuaji Narottama Putra, Stefany Aprilya N Simanjuntak
95
Evaluasi Metode Rietveld Untuk Analisis Kuantitatif Senyawa Konsentrat
Bijih Besi
Sri Harjanto, Heri Hidayat, Adji Kawigraha
101
Pengaruh pH dan laju aliran fluida pada flow loop system terhadap
karakteristik korosi baja karbon rendah di lingkungan asam lemah
Budi Agung Kurniawan, Rizqi Ilmal Yaqin
105
Sintesis Pertumbuhan Kristal Aluminium Nitrida (AlN) Terhadap Massa
Serbuk Aluminium dan Waktu Sputtering dengan Metode
Vapor-Liquid-Solid (VLS)
Ice Trianiza, Diah Susanti, Haryati Purwaningsih, Haniffudin Nurdiansyah
110
Sintesis Aluminium Nitrid melalui Metode Vapor-Liquid-Solid (VLS) dengan
Variasi Temperatur dan Waktu Proses
Mavindra Ramadhani, Diah Susanti, Hariyati Purwaningsih, Haniffudin
Nurdiansah
116
Studi pengaruh campuran larutan H2SO4-HCl dan H2SO4-HNO3 terhadap
perilaku korosi baja karbon ASTM A620 dengan metode imersi dan
polarisasi
Bambang Widyanto, Asep Ridwan Setiawan, Reza Aghla Ardyan, Marlina Siagian
121
B POLIMER
Pengaruh Perlakuan Alkali dan Pengukusan Terhadap Kekuatan Serat
Batang Pelepah Salak (Salacca Zalacca)
Seno Darmanto, Heru Santoso B.R., Ragil Widyorini dan Jamasri
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
viii
Studi Pengaruh Perlakuan Alkali Terhadap Kekuatan Tarik Serat Daun Agel
(Corypha Gebanga)
Hendri Hestiawan, Jamasri, Kusmono
132
Pengaruh Acrylic Terhadap Sifat Mekanik dan Termal Bioplstik Pati/Lateks
Karet Alam
Mardiyati, Steven, R.Suratman
136
Pengaruh Penambahan Gliserol terhadap Struktur, Morfologi Granula dan
Sifat Mekanik Plastik Pati Ganyong
Reyza Prasetyo, Mardiyati, Steven, R. Suratman
140
Pengaruh Komposisi Pelarut dan Ketebalan Cat Epoksi Terhadap Daya
Lekat dan Tingkat Pelepuhan (Blistering) pada Lingkungan NaCl yang
Diaplikasikan pada Baja Karbon
Maulana Mufti Muhammad, Agung Purniawan dan Hosta Ardhyananta
144
Pemanfaatan Plastik HDPE Dan LLDPE Sebagai Reduktor Pada Proses
Reduksi Langsung Bijih Besi Lokal
Milandia Anistasia, Fadli Ulul
150
The Effect of Variation of Surfactant Pluronic P123 to Pores Diameter in
Synthesis of SBA-15 Mesoporous Material
Donanta Dhaneswara, Yus Prasetyo
155
C KOMPOSIT
Karakteristik Antarmuka Komposit Semen Berpenguat Bambu Gombong
(BRC)
Aditianto Ramelan, Riska Rachmantyo, M. Kurnia Bijaksana, Firmansyah Sasmita
160
Sintesis dan Karakterisasi Membran Kitosan-Kolagen-Nano Karbonat
Hydroxyapatite
Erizal, Basril Abbas, Dian Pribadi Perkasa, Nofita Chairni
165
Kajian Awal Pembuatan Biokomposit Pati Tapioka Berpenguat Serat Rami
Acak
Hermawan Judawisastra, Lydia Virginia, Mardiyati
170
Karakterisasi Material Komposit Untuk Rekayasa Balik Komponen Isolator
Bar Sambungan Rel
Hermawan Judawisastra, Haroki Madani, Haryo Wibowo
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
ix
Sifat Tarik Biokomposit Pati Singkong Berpenguat Serat Rami Searah
Hermawan Judawisastra, Fatma Azzahro, Mardiyati
182
Sifat Tarik Komposit Poliester Berpenguat Serat Bambu Petung
Hermawan Judawisastra, Mohammad Syahirul Rosadi
187
Pemodelan Pengaruh Arah Serat Terhadap Kekuatan Impak Balistik
Komposit E-Glass/Isophthalic Polyester
Rizal Panglevie, Mas Irfan P. Hidayat, Sulistijono dan Lukman Noerochim
193
Manufaktur Sepatu Rem Komposit Kereta Api: Pengaruh Lama Pres Panas
Terhadap Sifat Mekanik
Eko Surojo, Jamasri, Viktor Malau, dan Mochammad Noer Ilman
200
Karakteristik Komposit Aluminium 6061 Berpenguat Al2O3 Hasil Proses
Pengecoran Aduk (Stir Casting)
Anne Zulfial, Eric Tanoto
206
Studi Pengaruh Penambahan Pb(II) Terhadap Morfologi Dan Konduktifitas
Listrik Komposit PANI/Pb
Sigit Tri Wicaksono*, Muhammad Khairurreza, Hosta Ardhyananta
213
Pengaruh Temperatur Sintering Terhadap Komposit (TiC - 25NiCr) dan
[(Ti0,7Mo0,3)17C - 25NiCr] Hasil Pemaduan Mekanik Menggunakan
Metode Planetary Ball Mill
Ali Alhamidi, Suryana, M. Luthfi Hilman
220
D KERAMIK
Pemanfaatan Besi Oksida Steel Slag sebagai Bahan Baku Magnet barium
heksaferit
Aufar Ridwansyah, Ahmad Nuruddin, Aditianto Ramelan
226
Ekstraksi Titanium Dioksida (TiO2) Dalam Bentuk Synthetic Rutile Dari
Pasir Ilmenite (FeTiO3) Melalui Proses Becher
Andinnie Juniarsih, Ir. Yuswono,Ujang Daud Septian
231
Sifat Mekanis Beton Geopolimer dengan Agregat Limbah Beton Semen
Portland
Sotya Astutiningsih, Henki W. Ashadi, Daniel A. Hartanto
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
x
E MATERIAL MAJU
Ketahanan aus paduan Co-Cr-Mo F75 untuk aplikasi biomedis pada cairan
tubuh simulasi
Alfirano, Dizzy Agni, Alfan G. Sauri, Suryana, Anistasia Milandia
242
Sutera Laba-Laba dan Ulat Sutera sebagai Material Scaffold untuk Aplikasi
Rekayasa Jaringan Kulit
Untung Ari Wibowo, Hermawan Judawisastra, Regina Giovanni, Anggraini
Barlian
246
Sintesis Nanomaterial TiO2 Doping Al dengan Metode Sol-Gel dan
Penerapannya Sebagai Sensor Gas CO
Hariyati Purwaningsih, Rindang Fajarin, Malik Anjelh Baqiya, Irma Apsella
251
Pengaruh Komposisi Lembaran Anoda LTO (Li4Ti5O12) Terhadap Performa
Sel Baterai Ion Lithium
Slamet Priyono, Suci Purnama Sari, Herli Ginting, Bambang Prihandoko
256
Pengolahan Limbah Padat Pabrik Gula Sebagai Sumber Silika Bahan
Penyusun Solid Electrolyte Fast Ionic Conductor
Vania Mitha Pratiwi, Hariyati Purwaningsih, Heru Setyawan
261
Pengaruh Proses Kalsinasi Secara Vakum Pada Sintesa Senyawa LIBOB
sebagai Elektrolit Baterai Litium Ion
Titik Lestariningsih, Etty Marti Wigayati, Bambang Prihandoko
267
Analisa Konduksi Panas Pada Functionally Graded Materials Dengan Metode
Meshless
Mas Irfan P. Hidayat
272
Analisa pengaruh waktu ultrasonikasi sintesis graphene dan komposisi
graphene-TiO2 terhadap unjuk kerja Dye Sensitized Solar Cell (DSSC)
Diah Susanti, Umar Faruk, Hariyati Purwaningsih, Hanifuddin Nurdiansyah,
Rindang Fajarin, Ratna Budiawati
278
Pengaruh waktu ultrasonikasi sintesis graphene dan susunan komposit
laminat graphene-TiO2 terhadap unjuk kerja Dye Sensitized Solar Cell
Diah Susanti, Yunizar Natanael Pragistio, Hariyati Purwaningsih, Hanifuddin
Nurdiansyah, Rindang Fajarin, Ratna Budiawati
285
Pengaruh Waktu Pelindian dengan NaOH dan Karbonasi dengan CO2 Pada
Ekstraksi Campuran Senyawa SiO2-Al2O3-LiOH
Wahyuaji Narottama Putra, Muhammad Firdaus, Sri Harjanto
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
xi
Studi Perilaku Korosi Paduan Zr-xMo dan Zr-yNb Hasil Metalurgi Serbuk
untuk Aplikasi Biomaterial
Badrul Munir, Niken Anggraini
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
A
Logam
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Pengembangan Dredge Cutter Teeth:
Mikrostruktur, Sifat Mekanik dan Ketahanan
Aus
Arif Basuki
Institut Teknologi Bandung, Fakultas Teknik Mesin dan Dirgantara, Program Studi Teknik Material, Bandung 40132, Indonesia.
Abstract
This research is aiming to develop dredge cutter teeth, high consumable components required for mining operation. Low alloy steel with chemical composition of 0,23%w C, 1,13%w Mn, 1,18%w Si, 0.47%w Ni, 1,07%w Cr dan 0,29%w Mo was chosen as a material for the developed dredge cutter teeth. Three heat treatment methods were applied to the as cast teeth i.e. normalizing, oil quenching, and quench-tempering. Airjet erosion tests and a full scale functional test were performed to the heat treated specimens in order to determine which heat treatment method gives the best result. Normalizing process resulted in the highest wear resistance among all the heat treatment methods. This is due to the present of ferrite, pearlite and bainite in the microstructure of normalized specimen which its surface deforms plastically during erosion and abrasion.
Keywords dredge cutter teeth, heat treatment, erosion, abrasion, plastic deformation.
1. Pendahuluan
Salah satu teknik pengerukan yang lazim diterapkan dalam pertambangan adalah dengan
bucket wheel drive. Teknik tersebut
mengandalkan komponen pemotong berupa
dredge cutter teeth (untuk selanjutnya disebut
teeth). Terkait dengan kondisi operasinya, komponen ini dituntut untuk memiliki ketahanan aus yang tinggi. Usia pengoperasian komponen tersebut sangat ditentukan oleh ketahanan aus material yang digunakan.
Saat ini, material yang relatif unggul dan paling banyak digunakan untuk teeth tersebut
adalah baja dengan merek dagang Creusabro 8000. Kekerasan baja tersebut sekitar 480 BHN
dengan mikrostruktur yang kompleks berupa
martensite, bainite, retained austenite dan micro carbide. Meskipun memiliki ketahanan aus yang
unggul, namun mikrostruktur yang kompleks tersebut diperoleh dengan komposisi kimia yang sangat spesifik dan perlakuan panas yang rumit serta memerlukan pengendalian proses yang sangat ketat [1].
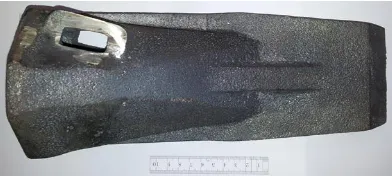
Penelitian ini bertujuan untuk menghasil-kan teeth jenis flared dengan material
berupa baja coran yang perlakuan panasnya mudah dilakukan. Komposisi kimia baja coran juga dipilih dengan paduan yang mudah diperoleh di pasaran. Gambar 1 menunjukkan produk yang dihasilkan dalam penelitian ini.
Gambar 1. Produk coran komponen dredge cutter teeth yang dihasilkan.
Disamping menghasilkan produk coran
teeth, penelitian ini juga bertujuan untuk
menentukan kondisi pendinginan optimal pada perlakuan panas yang dilakukan terhadap produk coran tersebut. Kondisi pendinginan optimal tersebut ditentukan berdasarkan pada hasil pengujian keausan erosi di laboratorium dan hasil pengujian fungsi di lapangan (full scale functional test).
2. Metode
Komponen teeth berupa baja coran
dengan komposisi kimia 0,23%w C, 1,13%w Mn, 1,18%w Si, 0.47%w Ni, 1,07%w Cr dan 0,29%w Mo. Terhadap produk coran tersebut kemudian dilaku-kan perlakuan panas dengan parameter seperti yang ditunjukkan pada Tabel 1.
Tabel 1. Parameter proses perlakukan panas Kode Pemanasan Pendinginan Penemperan
N
850oC 3jam
udara bebas -
O celup oli -
T celup air 200oC-2jam
N: normalizing O: oil quenching T: quench-tempering
Pengujian kekerasan dan impak (CVN) pada temperatur kamar dilakukan terhadap ketiga
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
spesimen N, O dan T. Pengujian keausan dilakukan berdasarkan standar ASTM G 76 dengan Airjet Erosion Tester TR470-Ducom [2].
Uji aus tersebut dilakukan dengan menumbukkan partikel alumina berdiameter 50 m dengan sudut 30o terhadap permukaan spesimen selama 15 menit. Laju aliran berat partikel alumina yang ditumbukkan sebesar 5 g/menit dengan kecepatan 100 m/detik.
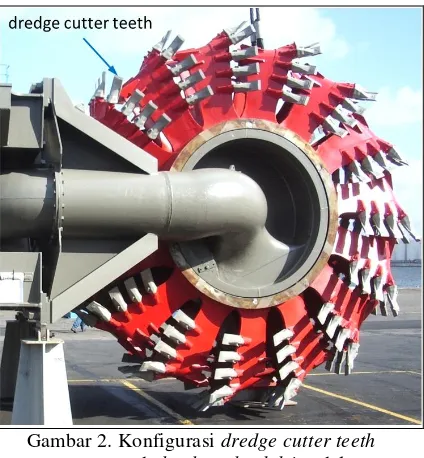
Pengujian keausan juga dilakukan pada skala operasi normal di lapangan. Konfigurasi
teeth pada bucket wheel drive ditunjukkan pada
Gambar 2. Kondisi pengerukan dilakukan terhadap tanah atas (overburden) yang sebagian
besar lapisannya berupa tanah liat (clay).
Pengujian dilakukan selama 96,5 jam operasi. Laju keausannya diukur dengan menimbang teeth
sebelum dan sesudah diuji. Dalam pengujian ini selain teeth hasil penelitian ini juga diuji 2 jenis teeth produk impor sebagai pembanding. Salah
satu dari teeth produk impor tersebut
menggunakan baja jenis Creusabro 8000.
Gambar 2. Konfigurasi dredge cutter teeth
pada bucket wheel drive dalam
pengujian aus di lapangan.
3. Hasil dan Pembahasan
Data dan gambar yang terdapat dalam Tabel 2 menunjukkan mikrostruktur, kekerasan dan hasil uji impak (CVN) dari 3 spesimen teeth
yang telah mengalami perlakuan panas.
Sebagaimana yang diharapkan, spesimen hasil normalizing (N) memiliki kekerasan yang
paling rendah dengan mikrostruktur ferrite, pearlite dan bainite. Kekerasan paling tinggi
dimiliki oleh spesimen hasil quench-tempering
(T) dengan mikrostruktur berupa tempered martensite, retained austenite dan carbide.
Kombinasi optimal antara kekerasan dan
ketangguhan (energi impak) dimiliki oleh spesimen yang dihasilkan dari proses oil-quenching (O). Mikrostruktur dalam spesimen O
ini didominasi oleh bainite. Kombinasi optimal
antara kekerasan dan ketangguhan diakibatkan oleh fasa bainite dalam spesimen hasil proses oil-quenching.
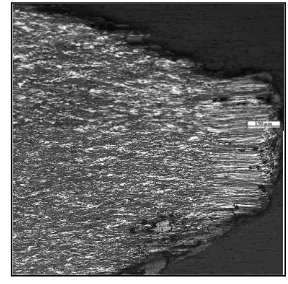
Gambar 3 menunjukkan potongan penam-pang spesimen setelah dilakukan pengujian aus (erosi). Akibat erosi oleh partikel alumina, kawah yang terbentuk pada spesimen T terlihat lebih panjang dan lebih dalam dibanding kawah yang terbentuk pada spesimen O dan N. Hal ini menun-jukkan bahwa spesimen T yang kekerasannya paling tinggi justru memiliki ketahanan aus (erosi) paling rendah. Perhitungan ketahanan aus (erosi) yang dilakukan dengan cara mengukur selisih berat spesimen sebelum dan sesudah diuji aus (erosi) menunjukkan kecenderungan yang sama, sebagaimana ditunjukkan dalam Tabel 3.
Ketahanan aus (erosi) tertinggi dimiliki oleh spesimen N yang memiliki kekerasan terendah dengan mikrostruktur berupa ferrite, pearlite dan bainite, sedangkan spesimen T
dengan mikrostruktur tempered martensite, retained austenite dan carbide memiliki
ketahanan aus terendah meskipun kekerasannya paling tinggi. Spesimen O yang memiliki mikrostruktur bainite, martensite dan retained austenite, sebanding dengan kekerasannya
memiliki ketahanan aus (erosi) diantara spesimen N dan T.
Tabel 2. Mikrostruktur dan sifat mekanik teeth hasil perlakuan panas
Kode Mikrostruktur
Kekerasan & Energi impak
N
ferrite, pearlite, bainite
311 BHN 10 Joule
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
O
bainite, martensite, retained austenite
432 BHN
16 Joule
T
tempered martensite, retained austenite, carbide
481 BHN
9 Joule
Gambar 3. Penampang kawah hasil uji aus (erosi) spesimen teeth setelah
dilakukan proses normalizing, oil-quenching dan quench-tempering.
Ketahanan aus (erosi), bila diurut ber-dasarkan mikrostrukturnya maka dapat dinyatakan bahwa fasa ferrite-pearlite memiliki
ketahanan aus tertinggi sedang fasa
martensite-carbide memiliki ketahanan aus terendah. Hal ini
selaras dengan dengan hasil penelitian dalam pustaka [4].
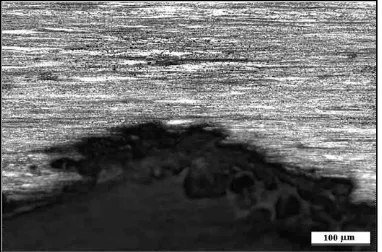
Gambar 4. Deformasi plastis dan retakan yang terjadi pada permukaan 3 jenis spesimen yang diuji aus (erosi). Tabel 3. Hasil uji aus spesimen di laboratorium
dan uji aus komponen di lapangan Kode spesimen/
komponen teeth
N O T
Pengujian
A. Aus (jet erosion), selama 15 menit
Pengurangan berat [mg]
50,3 51,7 54,5 Laju erosi [mg/min] 3,35 3.45 3.63
B. Aus di lapangan, selama 96,5 jam
Pengurangan berat
[kg] 2,30 2,70 2,45 Laju erosi [kg/jam] 0,024 0,028 0,025
Mekanisme pengikisan oleh partikel alumina terhadap permukaan spesimen hasil pengujian aus (erosi) ditunjukkan pada Gambar 4. Pada spesimen N pengikisan yang terjadi diawali oleh deformasi plastis, sedangkan pengikisan pada spesimen T diawali dengan terjadinya retakan.
Rendahnya kekerasan spesimen N ini dapat diartikan bahwa spesimen N memiliki kekuatan luluh (yield strength) yang lebih rendah
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
dibanding spesimen O dan T. Dengan demikian,
tumbukan partikel alumina mampu
mengakibatkan deformasi plastis pada permukaan spesimen N. Fasa yang keras dan getas berupa
martensite dan carbide yang dimiliki oleh
spesimen T menjadi penyebab terbentuknya retakan pada saat permukaan spesimen T tertumbuk oleh partikel alumina. Retakan-retakan tersebut akan terus merambat dan jika retakan-retakan tersebut bertemu maka sebagian permukaan spesimen T akan terlepas sebagai
wear debris. Mekanisme pengikisan (erosi)
melalui deformasi plastis dan retakan yang teramati dalam penelitian ini sesuai dengan mekanisme erosi yang dijelaskan dalam pustaka [4]. Mekanisme tersebut menjelaskan mengapa spesimen T yang keras justru memiliki ketahanan erosi yang tinggi.
Gambar 5. Uji aus di lapangan terhadap teeth
yang dibuat dalam penelitian ini [D] dan teeth produk impor [I.
Hasil pengujian aus di lapangan (full scale functional test) ditunjukkan dalam Tabel 3.
Dalam pengujian ini komponen teeth hasil proses normalizing memiliki laju erosi paling rendah
yang berarti memiliki ketahanan aus tertinggi.
Berbeda dengan ketahanan erosi, komponen teeth
hasil proses quench-tempering (T) memiliki
ketahanan aus hasil uji lapangan yang lebih tinggi dibanding komponen teeth hasil proses oil-quenching (O). Kemungkinan yang menjadi
penyebab perbedaan ini adalah mekanisme keausan pada pengujian lapangan tidak hanya erosi melainkan juga abrasi. Penelitian tentang keausan dengan mekanisme abrasi sedang dilakukan dan akan segera dipublikasikan.
Dalam pengujian lapangan juga dilakukan pengujian terhadap 2 komponen teeth
produk impor dari 2 negara. Hasil pengujian terhadap 3 komponen teeth ditunjukkan pada
Gambar 5. Pengujian lapangan dilakukan selama 96,5 jam dan dari pengukuran selisih panjang komponen teeth sebelum dan sesudah pengujian
diperoleh ketiga komponen teeth mengalami
keausan yang hampir sama sekitar 0,52 mm/jam. Dengan demikian, dapat dinyatakan ketiga komponen teeth tersebut memiliki ketahanan aus
yang sama bila digunakan dalam pengerukan lapisan overburden berupa tanah liat (clay).
Hal penting yang perlu dicatat dari penelitian ini adalah bahwa komponen teeth yang
terbaik adalah komponen hasil proses
normalizing. Dari segi proses pembuatan
komponen teeth dengan perlakuan panas berupa normalizing tentu sangat menguntungkan. Proses normalizing, selain mudah dilaksanakan juga
tentu lebih murah dibanding proses oil-quenching
dan quench-tempering.
4. Kesimpulan
Dari pengecoran dan perlakuan panas komponen teeth, serta pengujian laboratorium
dan lapangan diperoleh beberapa hasil dan kesimpulan sebagai berikut:
Komponen dredge cutter teeth jenis flared telah berhasil dibuat dengan
menggunakan baja paduan rendah dengan komposisi kimia 0,23%w C, 1,13%w Mn, 1,18%w Si, 0.47%w Ni, 1,07%w Cr dan 0,29%w Mo.
Ketahanan aus (erosi dan abrasi) tertinggi dimiliki oleh komponen dredge cutter teeth jenis flare hasil proses normalizing.
Komponen dredge cutter teeth dengan
kekerasan relatif rendah serta memiliki mikrostruktur berupa ferrite, pearlite dan bainite memiliki ketahanan aus yang
tinggi akibat kemampuanya untuk berdeformasi plastis pada saat tererosi dan terabrasi.
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Daftar Pustaka
[1] ArcelorMittal, Creusabro® 8000-A high performance wear resistant steel, available at www.arcerolmittal.com, diakses Januari 2015.
[2] Airjet Erosion Tester TR470, Instuction Manual, Ducom, 2011.
[3]
A.V. Reddy, G. Sundararajan, 1987, The Influence of Grain Size on the Erosion Rate of Metals, Metallurgical Transaction, Vol.18A.
[4] Hwei-Yuan Teng, 2003, Erosion Behaviour of CA-15 Tempered Martensitic Steel, Materials Transactions, Vol. 44, No. 7 , The Japan Institute of Metals.
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Analisa Pengaruh Bentuk Benda Uji Tarik Terhadap Kekuatan Tarik UNS
S20100
Rianti Dewi Sulamet-Ariobimo
1, Johny Wahyuadi Soedarsono
2, Yusep Mujalis
1, Tono
Sukarnoto
1, Andi Rustandi
2, Dody Prayitno
11 Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Trisakti
Kampus A Jl. Kyai Tapa No. 1 Grogol, Indonesia
2 Departmen Metalurgi dan Material Fakultas Teknik Universitas Indonesia
Kampus UI Depok - Depok, Indonesia [email protected]
Abstract
Unlike hardness testing, tensile testing needs standardized tensile specimen to guarantee the testing result. The tensile specimens were standardized since the finding of Goh and Shang that specimen dimensions will affect the tensile properties. This worked discussed the effect of specimen dimension to the tensile properties of stainless steel plate. UNS S20100 plate with 1 mm of thickness are used in this worked. The specimens are JIS Z2201 No. 13-B and 5. The result shows that from the three tensile properties that were examine, elongation is the most sensitive to specimen width changing.
Keywords: Tensile specimen; Tensile Properties; TWDI; Stainless Steel
1. Pendahuluan
Goh dan Shang pada penelitian mereka di tahun 1982 menemukan bahwa ternyata bentuk benda uji tarik mempengaruhi sifat tarik [1]. Ada 3 parameter yang sangat menentukan hasil penarikan sebuah pelat, yaitu ketebalan pelat, lebar benda uji tarik dan arah gaya proses canai. Walaupun demikian dalam standar pengujian Japanese Industrial Standard (JIS)
[2] masih terdapat beberapa jenis benda uji tarik yang diijinkan untuk digunakan. Sulamet-Ariobimo dkk [3] dalam penelitiannya terkait pelat thin wall ductile iron (TWDI)
mendapatkan hasil yang berbeda ketika menggunakan benda uji tarik Z2201 No. 5 dan No. 13. Hasil penelitian itu menunjukan bahwa untuk pelat TWDI perbedaan terbesar kekuatan tarik (UTS atau Rm) terbesar adalah 34%, sedangkan kekuatan luluh (Yield atau Ry) 38% dan elongasi sebesar 541% [3,4]. Pada penelitian selanjutnya, Sulamet-Ariobimo dkk menggunakan kedua bentuk benda uji tarik yang sama untuk menguji dua jenis pelat dari logam yang berbeda. Pelat yang dipilih adalah pelat baja SS400 untuk kelompok fero dan pelat aluminium AA1100 untuk mewakili logam non fero. Hasil penelitian menunjukan bahwa untuk pelat baja SS400 diperoleh perbedaan yang tidak signifikan pada elongasi (5%) dan tidak ada perbedaan pada hasil kekuatan tarik maksimum dan kekuatan luluh [4,5]. Sedangkan pada aluminium terjadi perbedaan yang cukup signifikan untuk elongasi (53%), perbedaan tidak signifikan pada kekuatan tarik maksimum (5%) dan tidak terdapat perbedaan pada kekuatan luluh. Hasil-hasil penelitian ini menunjukan bahwa elongasi adalah sifat tarik
yang paling peka terhadap perubahan dimensi benda uji tarik. Paper ini membahas tentang pengaruh benda uji tarik terhadap pelat stainless steel
2. Metodologi
Dua jenis benda uji tarik JIS Z 2201 No. 5 dan 13-B (Gambar 1) dibuat pada satu lembar pelat stainless steel. Ketebalan pelat
adalah 1 mm. Proses pembuatan benda uji tarik dilakukan pada orientasi arah gaya proses yang sama. Masing-masing benda uji tarik dibuat sebanyak 5 buah. Selanjutnya semua benda uji tarik ditarik dengan mengikuti standar JIS Z 2241.
JIS Z 2201 No. 13(B)
JIS Z 2201 No. 5
Gambar 1. Bentuk Benda Uji Tarik
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Sebelum dilakukan pengujian tarik, dilakukan analisa komposisi kimia dengan menggunakan spektrometri.
2. Hasil dan pembahasan
Kedua jenis benda tarik yang digunakan menurut JIS Z2201 adalah benda tarik untuk pelat. Perbedaan antara keduanya terletak pada lebar dari benda uji tarik (W). Lebar benda uji tarik no. 5 dua kali benda uji no. 13(B).
Tabel 1. Komposisi Kimia Pelat Stainless Steel
Komposisi Kimia - %berat
C M
Hasil pengujian spektrometri menunjukan bahwa semua komposisi kimia dari pelat yang digunakan dalam pengujian ini berada dalam standar dari UNS S 201000. UNS S 201000 ini setara dengan SAE201 dan SUS201. Berdasarkan kepada SUS201 maka kekuatan tarik maksimum adalah minimal 655 N/mm2, kekuatan yield minimum adalah 310 N/mm2 dan elongasi minimumnya adalah 40%.
Hasil pengujian tarik adalah seperti terlihat pada Gambar 2. Baik benda uji tarik Z2201 No. 13B maupun Z2201 No. 5 memberikan hasil yang semuanya melebihi dari batas minimal. Semua kekuatan tarik maksimal berada diatas 800 N/mm2. Hal sama juga diperoleh untuk kekuatan yield dan elongasi. Semua kekuatan luluh berada diatas 500 N/mm2 kecuali untuk sampel 1 pada bentuk benda uji No. 5, yaitu 500 N/mm2. Semua elongasi berada diatas 45%. Hal menarik terlihat bahwa kekuatan luluh mempunyai perbedaan terbesar (96%) terhadap standar batas minimal jika dibandingkan dengan kekuatan tarik maksimum (36%) dan elongasi (30%).
Gambar 2. Hasil Pengujian Tarik
Ketika hasil pengujian tarik kedua sampel dibandingkan (Gambar 2), maka terlihat bahwa perbedaan terbesar yang terjadi antara hasil penarikan kedua benda tarik tersebut ada pada elongasi, yaitu 3,69%. Perbedaan kekuatan tarik maksimum hanya 2,99% sedangkan kekuatan luluh hanya 2,12%. Perbedaan yang terjadi pada ketiga hasil tarik tidak besar, yaitu berkisar antara 0.5 sampai 1% saja.
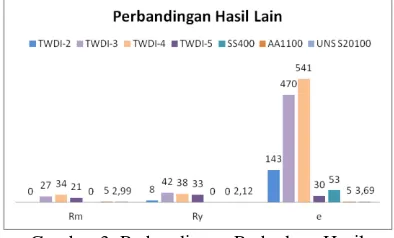
Gambar 3. Perbandingan Perbedaan Hasil Pengujian Tarik dari Beberapa Material [3,4,5]
Gambar 3 menunjukan perbandingan terhadap perbedaan hasil pegujian tarik beberapa material menggunakan kedua jenis standar benda uji yaitu: JIS Z2201 No. 13B dan JIS Z2201 No. 5. Gambar 3 menunjukan bahwa dari kekuatan tarik, kekuatan luluh dan elongasi, yang paling sensitif terhadap perubahan lebar benda uji tarik adalah elongasi. Elongasi menjadi sangat sensitif terhadap perubahan dimensi lebar benda uji tarik karena berkaitan dengan sifat mampu bentuk dari material. pertambahan panjang Sedangkan perbedaan elongasi pada stainless steel terlihat lebih kecil
dibandingkan dengan material lainnya karena diasumsikan sebagai akibat banyaknya bidang slip pada stainless steel. Banyaknya bidang slip
ini akan menyebabkan sifat mampu bentuk material menjadi lebih baik. Dengan mampu bentuk yang lebih baik maka perubahan dimensi tidak berpengaruh.
3. Kesimpulan
Kesimpulan yang diperoleh dari tahap penelitian ini adalah perubahan dimensi lebar benda uji tarik pelat stainless steel
mempengaruhi nilai tarik yang dihasilkan. Pengaruh paling besar terlihat pada elongasi. Tetapi perbedaan yang terjadi tidak signifikan
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII) Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
jika dibandingkan dengan perbedaan pada material lainnya.
Hal ini diasumsikan terjadi karena
stainless steel mempunyai banyak bidang slip
sehingga memiliki mampu bentuk yang baik, sehingga perubahan dimensi lebar pada benda uji tarik tidak terlalu mempengaruhi nilai elongasinya.
4. Ucapan Terima Kasih
Penulis mengucapkan terima kasih kepada Pemerintah Indonesia khususnya Kementerian Riset Teknologi dan Pendidikan Tinggi untuk biaya penelitian ini yang disampaikan melalui Hibah Bersaing No. 180/K3/KM/2014.
Daftar Pustaka
[1] Goh T N and Shang H M, J. Mech. Work. Technol 7 (1982) 23.
[2] Japanese Industrial Standard, Tokyo, Japan: Japanese Standard Association. [3] Sulamet-Ariobimo R D, Soedarsono J W
and Sukarnoto T: ‘Effects of JIS Z2201 -13(B) and JIS Z2201- 5 to Tensile Properties of Thin Wall Ductile Iron’, Proc. of 6th Nat. Conf. on Metallurgy and Material (SENAMM), Depok, Indonesia, November 2013, Universitas Indonesia, Paper C-6.
[4] R.D. Sulamet-Ariobimo, J.W.
Soedarsono, Y. Mujalis, T. Sukarnoto, A. Rustandi, D. Prayitno: ‘Analisa Pengaruh Bentuk Benda Uji Tarik Terhadap Kekuatan Tarik Aluminium’ Prosiding Seminar Nasional Mesin dan Industri (SNMI) IX, Bali 2014, Universitas Tarumanagara, Paper TM 44.
[5] R.D. Sulamet-Ariobimo, J.W.
Soedarsono, T. Sukarnoto, A. Rustandi, Y. Mujalis, D. Prayitno: Tensile Properties Analysis Of AA1100 Aluminum And SS400 Steel Using Different JIS Tensile Standard Specimen,
un-published.
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Pengaruh Peningkatan Derajat Deformasi Canai Hangat terhadap
Perubahan Morfologi Struktur Paduan Cu-Zn 70/30
Eka Febriyanti
1,2, Dedi Priadi
1, Rini Riastuti
11Departemen Teknik Metalurgi dan Material, Fakultas Teknik, Universitas Indonesia, Depok, Indonesia
2Balai Besar Teknologi Kekuatan Struktur (B2TKS), Badan Pengkajian dan Penerapan Teknologi Kekuatan Struktur (BPPT) [email protected]
Abstract
Thermo Mechanical Controlled Processed (TMCP) is an efficient alternative fabrication process because it has lower energy consumption, easier to control dimension, and produce better mechanical properties then conventional process. In this research TMCP is conducted to Cu-Zn 70/30 alloy in various deformation percentage at a level of 32.25%, 35.48%, and 38.7% in temperature 500oC by double pass reversible method. Warm rolling is given at deformation temperature between hot and cold forming to obtain tiny grain boundary. This temperature is higher than room temperature but lower than recrystallization temperature. For Cu-Zn 70/30 alloy the range of warm rolling is between 0.4 to 0.6 Tm or between 382oC-573oC. In this temperature range, the sample is plastic deformed and then followed by strain hardened and part of them are recrystallized. Examination result show that other than tiny grain, warm rolling also produces sub grain in Cu-Zn 70/30 alloy which has smaller size than normal grain. Deep examination by optical microscopy on morphology of micro structure indicates that dynamic recrystallization occurred at 32.25% deformation. Dynamic recrystallization phenomenon occurred is caused by a combinations of hot process and plastic deformation. By increasing deformation level to 38.7% this process produce tiny grain with average size about 29 μm at the edge and 33 μm in the center in equiaxe grain at GAR (Grain Aspect Ratio) of 1.2 at the edge and 2.1 in the center. This condition of microstructure is fully recrystallized.
Keywords : warm rolled, Cu-Zn 70-30, deformation increasing, structure morphology
1.Pendahuluan
Thermo Mechanical Controlled
Processed (TMCP) merupakan proses perubahan bentuk suatu material dengan cara memberikan deformasi plastis yang cukup besar dan terkontrol terhadap material dengan tujuan menghasilkan butir halus pada material [1]. Secara umum proses termomekanik ini terdiri dari proses pemanasan awal (reheating), pengerjaan panas (hot worked), serta pendinginan (cooling).
Salah satu metode TMCP yang sedang dikembangkan adalah pengerjaan canai hangat yang dapat memberikan efisiensi energi dan kemudahan pengontrolan dimensi yang lebih baik dibandingkan canai dingin. Apabila dibandingkan dengan canai panas, canai hangat akan menghasilkan morfologi struktur butiran yang lebih halus dengan sifat mekanis yang lebih tinggi, kualitas permukaan dan pengendalian dimensi yang lebih baik, serta elemen yang terbuang akibat proses dekarburisasi atau oksidasi yang lebih rendah [2].
Deformasi canai hangat dilakukan pada suhu kerja di antara canai panas dan canai dingin yang bertujuan untuk menghasilkan butiran yang halus. Suhu canai hangat berada pada range di atas suhu ruang, namun lebih rendah dibandingkan suhu rekristalisasi yaitu 0.4-0.6 Tm (melting temperature) [3].
Berdasarkan range suhu pengerjaan canai
hangat, setelah terjadi deformasi plastis, material sebagian mengalami pengerasan regangandan sebagian mengalami rekristalisasi. Selain menghasilkan butir yang lebih halus, proses canai hangat menyebabkan material mengalami pembentukan sub-butir (subgrain) yang berukuran micrometer maupun sub-micrometer pada butir yang berukuran lebih besar atau kasar [4].
Tujuan dari penelitian ini adalah untuk mempelajari perubahan morfologi struktur mikro pelat paduan Cu-Zn 70/30 yang melalui proses canai hangat dengan metode double pass reversible sebanyak 32.25%, 35.48%, dan 38.7%, mengamati, dan menganalisa efek dari variable proses peningkatan besar deformasi terhadap perubahan morfologi struktur.
2. Metode Penelitian
Benda uji yang digunakan adalah paduan Cu-Zn 70/30 dengan hasil komposisi yang terlihat pada Tabel 1.
Tabel 1.Komposisi benda uji paduan Cu-Zn 70/30
Unsur Penelitian
(wt%) Target*(wt%)
Cu 69.5 69.5-72
Zn 30.7 sisa
Fe 0.026 ~ max. 0.05
Sn 0.0062 ~ max. 0.03
Al < 0.002 ~ max. 0.03
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Ni - ~ max. 0.2
As < 0.001 ~ max. 0.02 Pb < 0.005 ~ max. 0.05 Si < 0.005 ~ max. 0.01
Mn 0.0052 ~ max. 0.04
P < 0.003 ~ max. 0.05
Sb - ~ max. 0.01
Bi - ~ max. 0.04
* Target : standard PINDAD
Pengujian komposisi material paduan Cu-Zn 70/30 dilakukan dengan menggunakan Optical Emission Spectroscopy (OES) pada DTMM FTUI.
Ukuran benda uji yang digunakan dalam penelitian ini adalah pelat berdimensi 100 mm x 100 mm x 3,1 mm seperti yang ditampilkan pada Gambar 1, lalu dihubungkan dengan kawat termokopel tipe K berdiameter 2 mm. Pengukuran temperatur menggunakan data acquisition system yang dihubungkan dengan
perangkat komputer.
Gambar 1. Contoh rangkaian pengujian canai hangat
Proses deformasi canai hangat didahului dengan pemanasan sampel pada dapur karbolit dengan temperature 700oC selama 90 menit, yang kemudian dilanjutkan proses canai pada mesin OnoRoll kapasitas 20 tonF dengan parameter deformasi canai double pass reverse, bolak-balik sebanyak 32.25%, 35.48%, dan 38.7% yang dilanjutkan dengan pendinginan udara.
Penelitian ini diawali dengan pemanasan awal benda uji dari suhu ruang ke suhu 700oC selama 30 menit lalu ditahan selama 90 menit untuk proses homogenisasi yang bertujuan untuk menghasilkan ukuran butir yang lebih seragam, kemudian dilanjutkan dengan pendinginan dalam oven ke suhu ruang seperti yang terlihat pada Gambar 2. Selanjutnya dilakukan pemanasan ke suhu 500oC dengan waktu 15 menit dan ditahan selama 15 menit lalu dilakukan canai hangat secara double pass reversible dengan derajat deformasi 32.25%, 35.48%, dan 38.7% kemudian dilanjutkan dengan pendinginan di udara, tahapan proses ditunjukkan pada Gambar 3.
Gambar 2. Diagram tahapan homogenisasi di temperatur 700oC selama 90 menit
Gambar 3. Diagram tahapan canai hangat pada temperatur 500oC dengan metode double pass reversible
Proses canai hangat dilanjutkan dengan analisa morfologi struktur mikro menggunakan pengamatan metalografi. Pengamatan metalografi dilakukan untuk menganalisa perubahan morfologi struktur Cu-Zn 70/30. Perubahan morfologi struktur Cu-Zn 70/30 merupakan pengamatan perubahan bentuk dan ukuran butir, aliran deformasi material (strain marking), dan cacat-cacat mikro baik di permukaan maupun di dalam butir yang mungkin timbul dari proses canai hangat. Preparasi benda uji berdasarkan ASTM E3 – 01[5].
Persiapan benda uji sebelum pengamatan metalografi meliputi pencetakan sampel, pengamplasan, dan pemolesan sampel sampai mendapatkan permukaan yang lebih halus dan mengkilap serta bebas goresan akibat pengamplasan. Proses selanjutnya yaitu etsa yang bertujuan untuk memunculkan jejak batas butir dan morfologi struktur butir pada benda uji dengan menggunakan zat etsa ferric klorida atau 10% FeCl3 yang terdiri atas 10 gr FeCl3 dan 90 ml alcohol 96%. Kemudian dilakukan pengamatan struktur mikro dengan metode metalografi
menggunakan mikroskop optik.
Setelah dilakukan pengamatan metalografi lalu dilakukan analisa dan perhitungan ukuran butir yang mengacu kepada ASTM E 112dengan metode Intercept Heyn[6]. Prinsip perhitungan ukuran butir dengan metode
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Intercept Heyn yaitu mengitung jumlah titik potong antara total panjang garis yang ditarik sepanjang 500 mm dengan batas butir pada foto struktur mikro dengan perbesaran tertentu. Awalnya yaitu dengan membuat 3 lingkaran yang masing-masing memiliki diameter sebesar 79,58 mm, 53,05 mm, dan 26,53 mm dimana ketiga lingkaran tersebut digabung menjadi satu dengan panjang total ketiga garis lingkaran tersebut 500 mm seperti yang terlihat pada Gambar 4.
Gambar 4. Metode intercept heyn, dengan menggunakan garis berbentuk lingkaran dengan total panjang garis 500 mm, dengan foto perbesaran 100X
Jumlah titik potong persatuan panjang (PL) dihitung dengan PL = P/ LT/M, dan panjang garis perpotongan (L3) adalah :
L3 = 1/PL (1) dimana :
P = Jumlah titik potong batas butir dengan total panjang garis yang dalam hal ini berbentuk lingkaran, LT = Panjang Garis Total (Sesuai standar ASTM =500mm), dan M = Perbesaran
Dari PL atau L3, dapat dilihat di tabel besar butir ASTM E 112 (Standard Test Methods for Determining Average Grain Size, 2003), atau dimasukkan ke dalam rumus :
G = -6,6439 log (L3) – 3,2877 (2) Untuk menentukan diameter ukuran butir dilakukan dengan menyesuaikan nomor G yang didapat dalam perhitungan dengan tabel ukuran butir standar pada ASTM E112 [6].
Sedangkan untuk bentuk butir dengan bentuk memanjang menggunakan metode GAR (Grain Aspect Ratio) yang bertujuan untuk mengetahui peranan proses TMCP dan canai hangat terhadap besar dan dimensi butir dari masing-masing benda uji. Penggunaan GAR tersebut awalnya dilakukan untuk mengetahui sifat mekanik material pada
keramik Si3Ni4 yang berperan penting dalam mengontrol sifat mekanik dari material keramik tersebut [7].
Ukuran diameter butir dan ketebalan butiran dari perhitungan nilai Grain Aspect Ratio (GAR) pada
material paduan 70/30 Cu-Zn akan berubah setelah dilakukan proses canai dan pemanasan sekaligus. Dengan mengamati besar butir dan perubahan dimensi ketebalan maka evolusi mikrostruktur dan morfologi struktur dapat diamati.
Perhitungan GAR dari butir pada setiap sampel dapat dihitung dengan menggunakan persamaan berikut :
GAR=P/L (3)
dimana :
GAR = Grain Aspect Ratio, P = Panjang butir (mm), dan L = Lebar butir (mm)
3. Hasil dan Pembahasan
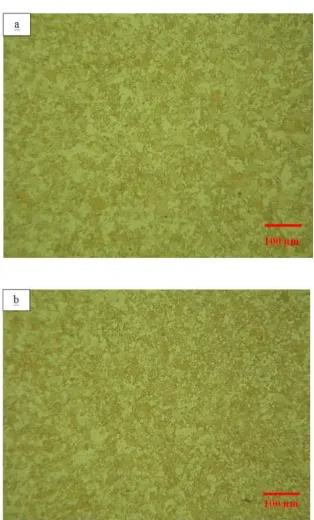
Pengamatan metalografi dilakukan pada bagian tengah dan tepi benda uji hasil deformasi seperti yang ditunjukkan oleh huruf X dan Y pada Gambar 5.
Gambar 5. Daerah benda uji untuk pengamatan metalografi, X adalah daerah tengah, Y adalah daerah tepi posisi searah canai hangat
Gambar 6.Foto mikrostruktur benda uji bulk, (a) Daerah tengah (X), (b) Daerah tepi (Y). Etsa 10% FeCl3
Paduan Cu-Zn 70/30 yang digunakan pada penelitian ini adalah pelat yang sebelumnya telah mendapat perlakuan berupa canai panas sebanyak 10 pass yang dilanjutkan dengan canai dingin sebanyak 40 pass, lalu dilanjutkan dengan anil yang bertujuan untuk
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
menghasilkan mikrostruktur yang halus dari proses canai dingin. Oleh karena itu, struktur yang dihasilkan sudah cukup halus dengan ukuran butir sekitar 9-11 µm seperti yang ditunjukkan pada Gambar 6.
Gambar 7. Foto mikrostruktur benda uji setelah homogenisasi 700oC selama 90 menit. Etsa 10% FeCl3
Hasil pengukuran besar butir menunjukkan bahwa diameter butir rata-rata dari pelat yang dihomogenisasi mencapai 60 HV 71.82 μm dengan suktur mikro paduan Cu-Zn 70/30 terdiri dari butiran dengan twin berbentuk garis-garis sejajar [8-10] seperti yang ditunjukkan pada Gambar 7.
Pada Gambar 8 (A) s/d (F) menunjukkan bahwa dengan meningkatnya derajat deformasi dari 32.25% s/d 35.48% menghasilkan distribusi ukuran butir yaitu mencapai ± 0.4-1.7µm dengan perbedaan ukuran butir berkisar antara 1 s/d 4.12 % seperti yang terlihat pada Gambar 9. Namun, pada derajat deformasi yang lebih tinggi sebesar 38.7% menghasilkan perbedaan ukuran butir antara bagian tepi dan bagian tengah yang sangat besar yaitu mencapai 11.38%.
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
Gambar 8. Pengamatan struktur mikro dari mikroskop optik untuk benda uji canai hangat, deformasi aktual 32.25% (A) Bagian tepi, (B) Bagian tengah; deformasi actual 35.48% (C) Bagian tepi, (D) Bagian tengah; deformasi aktual 38.7% (E) Bagian tepi, (F) Bagian tengah. Etsa 10% FeCl3
Gambar 9.Hubungan antara derajat deformasi (%) dengan ukuran butir (μm)
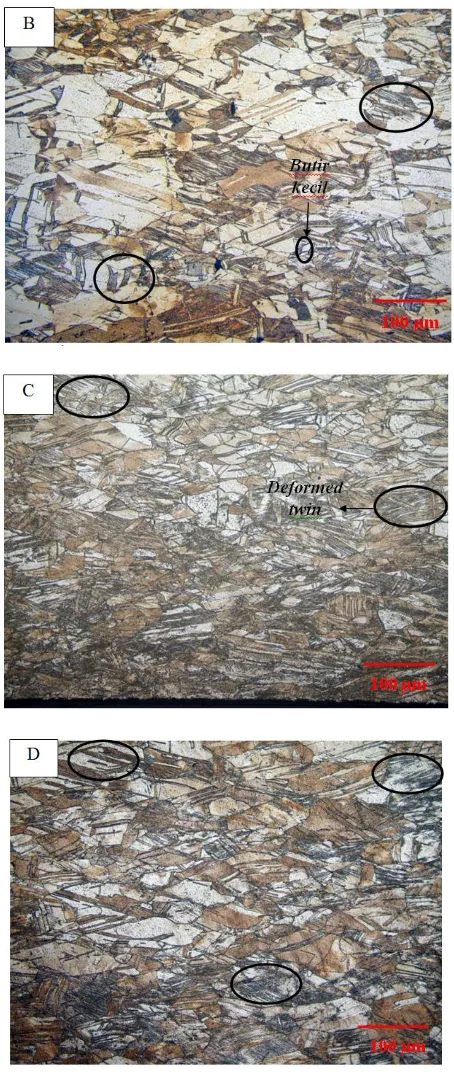
Dari hasil pengamatan struktur mikro pada Gambar 8 menunjukkan bahwa bagian tepi lebih banyak terkena deformasi dibandingkan bagian tengah. Oleh karena itu, fenomena
rekristalisasi lebih mudah terjadi di bagian tepi. Hal ini dibuktikan dengan banyaknya butiran halus yang terbentuk di bagian tepi dibandingkan bagian tengah. Selain itu, pada permukaan struktur mikronya juga terlihat adanya bidang twin yang terdeformasi (twin deformed) dan saling berhimpit yang ditandai dengan kumpulan garis kusut, deformasi plastis yang meningkat dan ditandai dengan garis hitam, serta batas butir yang semakin kurang jelas. Kumpulan garis kusut dan garis-garis hitam tersebut semakin jelas terlihat ketika deformasi aktual mencapai 35.48% seperti yang terlihat pada Gambar 8 (C) dan (D) (garis putus-putus).
Struktur mikro di derajat deformasi sebesar 32.35% dan 35.48% menunjukkan bahwa butir telah mengalami rekristalisasi sebagian yang ditandai dengan bentuk butir bulat yang tidak beraturan seperti yang terlihat pada Gambar 8 (A) s/d (D). Distribusi ukuran yang berbeda antara bagian tepi dan tengah menunjukkan mulai terjadi transformasi dan pertumbuhan butir baru. Fenomena ini disebut partially recrystallized (rekristalisasi sebagian) yang terjadi setelah pertumbuhan nuclei dari penggabungan sub butir[8].
Sedangkan ukuran butir terkecil terdapat pada mikrostruktur benda uji yang dilakukan canai hangat dengan derajat deformasi aktual 38.7% seperti yang terlihat pada Gambar 8 (E) s/d (F).
Menurut Radovic, dkk[10] yang melakukan thermomechanical treatment pada paduan AlMg4.5Cu0.5 menunjukkan bahwa pertumbuhan mikrostruktur setelah canai dingin dan anil berhubungan erat dengan dengan derajat deformasi dan temperatur anil, peningkatan reduksi canai, dan temperatur anil yang menyebabkan terjadinya rekristalisasi yang menghasilkan struktur butir partial recrystallized dan fully recrystallized. Setelah anil pada temperatur 250oC terjadi recovery (pemulihan) untuk semua persen reduksi. Sedangkan setelah anil pada temperatur 350oC terjadi partial recrystallized pada persentase reduksi 20% dan terjadi fully recrystallized pada presentase reduksi 40-60%. Ukuran butir yang terekristalisasi sangat dipengaruhi oleh reduksi canai dingin sebelum anil dan diperhalus lagi dengan reduksi canai dingin.
Jadi, pada penelitian ini dengan persentase reduksi dari 32.35% dan 35.48% menghasilkan butiran bulat yang tidak beraturan yang menandakan bahwa proses rekristalisasi sebagian telah terjadi. Sedangkan pada persentase reduksi sebesar 38.7% menghasilkan butir yang lebih halus dan mengarah ke bentuk equiaxed. Hal ini menandakan bahwa struktur butiran sudah mendekati fully recrystallized atau terekristalisasi secara sempurna seperti yang terlihat pada Gambar Gambar 8 (E) dan (F).
Untuk rekristalisasi dinamis mulai terjadi ketika derajat deformasi mencapai 32.25% yang menunjukkan adanya butiran equiaxed baru berukuran kecil mengelilingi fasa alfa seperti yang terlihat pada Gambar 8 A dan B meskipun jumlahnya masih sedikit. Hal tersebut terjadi karena rekristalisasi dinamik dapat muncul ketika temperatur lebih tinggi dan laju regangan 43,12
Ukuran Butir Tepi Ukuran Butir Tengah
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
rendah, namun regangan harus di bawah titik kritis sesuai dengan pernyataan Li Long Fei, dkk [11] yang melakukan canai hangat pada baja karbon rendah dari temperatur 550oC sampai 700oC.
Dengan pemberian perlakuan canai hangat pada material Cu/Zn 70-30, butiran benda uji paduan 70Cu-30Zn yang awalnya berbentuk equiaxed, akan mengalami elongasi yang menyebabkan pengerasan regang (strain hardening) pada mikrostruktur material. Namun, dikarenakan pengerjaan dilakukan pada temperatur yang memungkinkan terjadinya rekristalisasi dinamis (temperatur hangat), maka pada butir yang terelongasi pada sampel (elongated grain) akan menghasilkan nukleasi butir baru yang berukuran lebih kecil yang akhirnya bergabung membentuk butir baru yang berukuran lebih halus.
Gambar 10.Hubungan antara derajat deformasi (%) dengan ukuran butir, d-1/2 (μm)
Peningkatan derajat deformasi aktual hingga mencapai 38.7% menunjukkan tren positif dan berbanding lurus terhadap proses penghalusan butir yang semakin meningkat baik di bagian tepi maupun tengah seperti yang terlihat pada Gambar 10.
Gambar 11.Hubungan antara derajat deformasi (%) dengan nilai grain aspect ratio (GAR)
Morfologi butir untuk benda uji bulk baik pada bagian tengah maupun bagian tepi memiliki menunjukkan nilai GAR yang sangat besar seperti yang terlihat pada Gambar 11 baik bagian tengah maupun bagian tepi masing-masing sebesar 4.67±2.63 µm dan 4.78±2.52 µm yang ditunjukkan dengan morfologi ukuran butir dengan perbandingan panjang butir dan lebar butirnya sangat besar seperti yang terlihat pada Gambar 7.
Dengan semakin meningkatnya derajat deformasi canai hangat menghasilkan tren negatif dan mengalami penurunan nilai GAR mendekati 1 dan nilai GAR yang bervariasi seperti yang telihat pada Gambar 11. Penurunan nilai GAR disebabkan karena dengan semakin meningkatnya derajat canai hangat sehingga proses penghalusan butir semakin bertambah hingga mencapai bentuk equiaxed.
Nilai GAR terkecil sebesar 1.28±0.48 µm diperoleh pada derajat deformasi sebesar 38.7%. Hal ini dapat dilihat pada morfologi struktur butir dari hasil perlakuan tersebut yang berbentuk hampir equiaxed seperti yang terlihat pada Gambar 8 (E) dan (F).
4. Kesimpulan
1. Rekristalisasi dinamis terjadi pada deformasi 32.25%; 2. Perubahan morfologi terjadi setelah canai hangat
dengan derajat deformasi semakin besar hingga 38.7% akan memiliki ukuran butir semakin halus yaitu 29.53 μm
3. Perubahan bentuk butir pada bagian tepi dan tengah sampel menjadi butir berbentuk equiaxed dengan ukuran GAR 1.2-2.1
Daftar Pustaka
[1]
A.Azushima, R.Kopp, A.Korkohen, D.Y.Yang, F.Micari, G.D.Lahoti, 2008, Severe Plastic Deformation (SPD) Process for Metals, CIRP Annals Manufact. Tech., Vol. 57, 716-735[2] Y. Adachi, M. Wakita, H. Beladi, P. D. Hodgson, 2007, The Formation of Ultrafine Ferrite Through Static Transformation in Low Carbon Steels,
Journal Acta Materialia, Elsevier, Vol. 55,
4925-2934
[3] T. Altan, Oh S., Gegel H., 2012, Metal Forming Fundamentals and Application, ASM International, Metal Park, Ohio
[4] S. Dobatkin, J. Zrnik, 2008, Ultrafine-Grained Low Carbon Steels by Severe Plastic Deformation, Journal Metalurgija, Vol. 47, 181-186
[5] ASTM E3, 2003, Standard Guide for Preparation Mechanical Properties of Si3N4 Ceramics, Journal Mater.Sci., Vol.42, 5431-5436
Prosiding Seminar Nasional Material dan Metalurgi (SENAMM VIII)
Yogyakarta, 5 November 2015
Departermen Teknik Mesin dan Industri ISBN 978-602-73461-0-9
[9] W.Ozgowic, E.Kalinowska-Ozgowic, B.Grzgorczyk, 2010, The Microstructure and Mechanical Properties of The Alloy CuZn30 after Recrystallization Annealing, Journal of Achieve. in Mater. & Manufact. Eng.
(JAMME), Vol.40, Issue 1, 15-24
[10] Radovic, L.J., et.al., “The Influence of Thermomechanical Treatment on
Recrystallization of Al Mg4,5Cu0,5 Alloy”, Metallurgija Journal of Metallurgy, Review Paper AMES, pp.83-88 (2008)
[11] Long Fei, Li, Yang Wang Yue, and Sun Zuqing, “Dynamic Recrystallization of Ferrite
in a Low Carbon Steel”, Journal Metal. Mater. Trans. A, Vol. 37A, pp.609-619 (2006)